Аргоновая сварка своими руками
0
Опубликовано: 23.05.2017Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа. Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Оглавление:
Из каких узлов состоит оборудование для аргонодуговой сварки?
Прежде чем собирать собственный комплект для аргоновой сварки своими руками, нужно ознакомиться с принципом действия оборудования заводского изготовления.
Эти обстоятельства диктуют применение двух баллонов, в одном из которых находится инертный, а в другом углекислый газ. Соответственно, в этом случае, необходимо использовать двойной комплект редукторов и манометров, которые придётся приобрести наряду с баллонами необходимой ёмкости.
Нужно знать, что подача импульсов от осциллятора, которые способствуют быстрому розжигу дуги практически без касания электрода и свариваемых деталей, должна происходить с задержкой относительно подачи защитного газа. Это необходимо для того, чтобы сварка происходила без окисления будущего шва в агрессивной воздушной среде. Для обеспечения этого процесса используется схема задержки подачи импульса при нажатии кнопки старта.
В основном оборудование для сварки в инертной среде состоит из следующих узлов:
- источник питания, которым может быть сварочный трансформатор или инвертор, позволяющий переключать полярность при работе;
- комплект баллонов и редукторов с манометрами для подачи газовой смеси;
- соединительные шланги, с возможностью подачи управляющих импульсов, сварочного тока и инертного газа в зону плавления, снабжённые евроразъёмом;
- горелка с узлом крепления вольфрамового электрода и соплом подачи защитного газа в сварочную ванночку;
- встроенный в источник питания сварочный осциллятор и схема задержки подачи высоковольтного импульса.

Процентное соотношение компонентов газовой смеси зависит от типа металлов и подбирается по справочным таблицам. В их состав может входить аргон, гелий и углекислый газ, с суммарным расходом от 6 до 12 л/мин. Тугоплавкие вольфрамовые электроды затачивают определённым способом, крепят в керамическом держателе горелки и по возможности оберегают от загрязнений, существенно влияющих на качество сварки. Состав присадочной проволоки, подаваемой вручную в зону плавления, должен быть как можно ближе к свариваемым металлам или их сплавам.
Необходимые инструменты и комплектующие детали
При выборе комплекта для аргонно-дуговой сварки необходимо исходить из величины затрат, которые вы можете себе позволить. Существует несколько вариантов сборки установки с разным количеством затрачиваемых средств. В одном случае можно собрать установку из уже готовых частей с невысокой стоимостью и в этом варианте вам понадобится простой инверторный источник питающего напряжения с возможностью работы в режимах постоянного и переменного тока сварки.
В иных вариантах необходимо будет изготавливать все элементы комплекта своими руками, что, безусловно, обойдётся дешевле, но будет менее надёжным и потребует значительных временных затрат на сборку и настройку оборудования. В обоих вариантах приобретать газовые баллоны, редукторы и манометры совершенно необходимо.
Для сборки нового оборудования понадобится корпус, в котором можно будет закрепить элементы конструкции, эффективную систему охлаждения и контактную группу, поэтому для работы понадобятся следующие инструменты и оборудование:
- мощный вентилятор для охлаждения радиаторов силовых полупроводниковых элементов;
- электродрель или шуруповёрт со свёрлами;
- углошлифовальная машина и ножовка по металлу;
- наждачная бумага, напильники;
- пассатижи, отвертки, гаечные ключи;
- линейка, штангенциркуль и микрометр;
- крепёжный материал или устройство для нарезки резьбы;
- текстолит разной толщины, в том числе и фольгированный;
- мощный паяльник, трансформаторные и соединительные провода соответствующей длины и диаметра;
- мультиметр, осциллограф;
- радиодетали и полупроводниковые элементы.

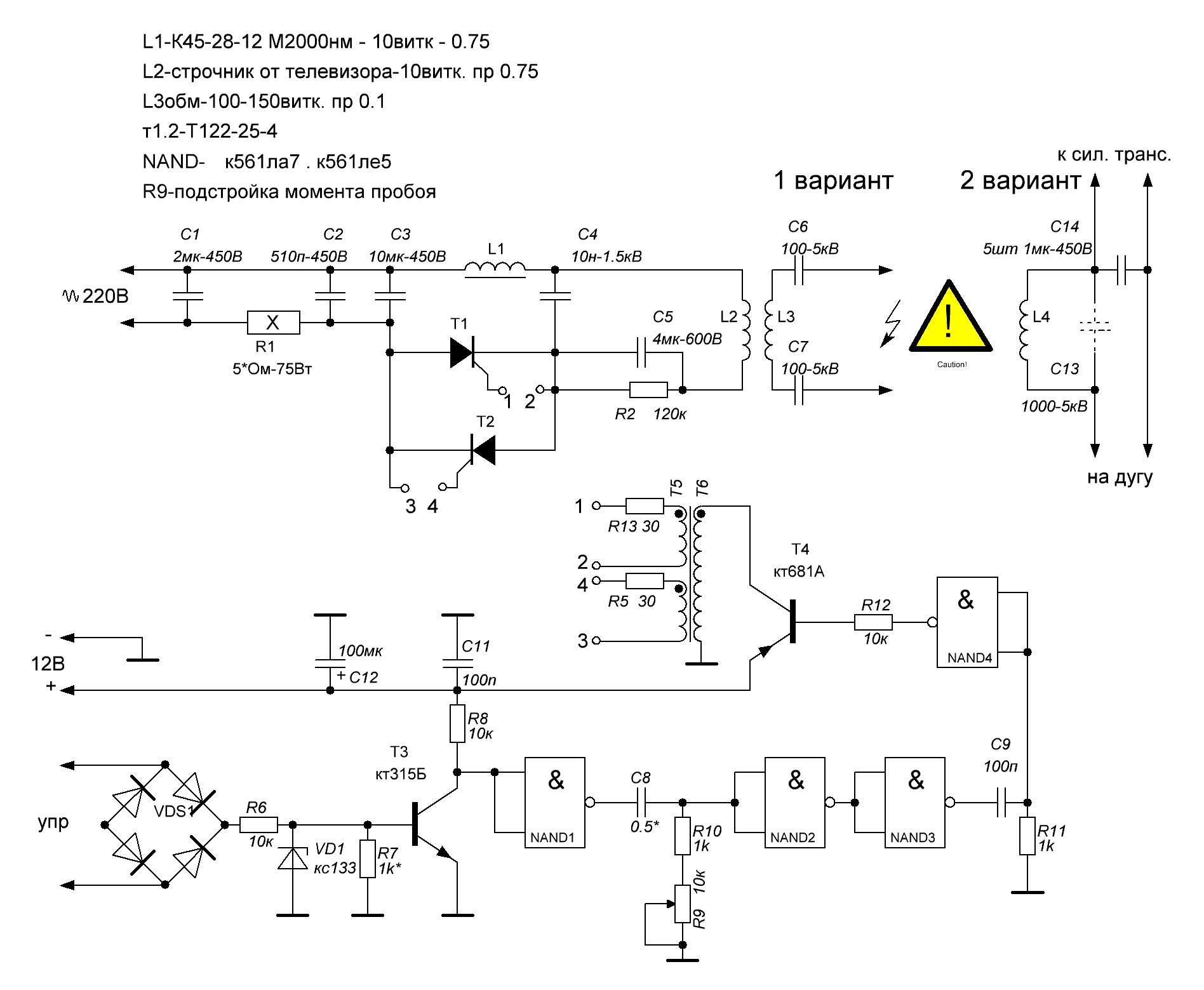
Основой комплекта является блок питания, который можно собрать из подходящего по параметрам трансформатора и диодного выпрямителя с ёмкостным фильтром, обеспечивающим напряжение холостого хода от 45 до 60 В и выходным током не менее 120 А. Также необходимо запитать вентилятор охлаждения, схему задержки и высоковольтный осциллятор. Собирать инверторную схему сварочного аппарата нецелесообразно, поскольку эта работа требует опыта при настройке конечного изделия и подборе номиналов радиодеталей.
Сборка и настройка аппарата своими руками
Для создания блока питания используется силовой трансформатор мощностью более 1 кВт, первичная обмотка наматывается проводом с диаметром 0,72−0,9 мм от 320 до 410 витков. Рекомендованные значения для вторичной обмотки из медной шины 15−25 мм2 с количеством витков от 10 до 12 с индивидуальным подбором под необходимые параметры по току и напряжению.
Кроме блока питания, необходимо добиться корректной работы осциллятора, который должен выдавать на выходе напряжение в пределах от 2500 до 6000 В с частотой от 200 до 500 кГц. Именно такие параметры позволяют ионизировать пространство между вольфрамовым электродом и заготовкой, чтобы облегчить розжиг дуги короткого замыкания.
При таком способе, как сварка аргоном, необходимы шланги для подачи газа в зону сварки соединённые с кабелем подачи сварочного тока и управляющего сигнала от кнопки к схеме задержки и газовому клапану. Но самым сложным является изготовление горелки своими руками, поскольку необходимо в одном корпусе разместить кнопку управления, цанговый зажим вольфрамового электрода с подсоединённым сварочным кабелем диаметром 6 мм. Кроме того, необходимо закрепить узел фиксации керамического газового сопла поэтому если есть возможность, то лучше приобрести горелку заводского изготовления наряду с баллонами, манометрами и редуктором.
 youtube.com/embed/JINPpLTe4p8?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/JINPpLTe4p8?feature=oembed» frameborder=»0″ allowfullscreen=»»> Последовательность настройки оборудования заключается в проверке работы осциллятора, схемы задержки, газового клапана и сварочных параметров блока питания. Последовательность сварочных работ заключается в выполнении следующих операций, а именно:
- вентилями устанавливается необходимая концентрация газовой смеси и выставляется по манометрам расход от 6 до 12 л/мин в зависимости от тока сварки и толщины заготовок;
- в цанговом зажиме крепится вольфрамовый электрод, который выступает не более 4 мм от среза газового сопла, при этом дуга должна быть не более 2,5−4 мм;
- заготовки фиксируются во избежание сдвига относительно друг друга в процессе работы;
- подбирается проволока и включается инвертор, при этом импульс осциллятора должен подаваться с задержкой на 1−2 сек относительно открытия газового клапана;
- после возникновения стабильной дуги и сварочной ванночки вручную подаётся присадочная проволока в зону шва.

Итоги
Мы рассмотрели состав комплекта оборудования для аргоновой сварки и его возможности. Собрать такое оборудование своими руками опытному человеку вполне по силам, но если есть возможность, то лучше покупать готовые блоки и на их основе изготовить работоспособный аппарат. Это, возможно, более дорогостоящий вариант, но он обеспечит лучшее качество и сэкономит много личного времени.
Сергей Одинцов
tweet
Аргонная сварка, контактная: своими руками из микроволновки
Общие понятия
Что же такое сварка? Это процесс, при котором получаются неразъемные соединения деталей за счет создания межатомных связей в шве сварки. Возникают подобные связи под воздействием общего или местного нагрева свариваемых деталей или при воздействии пластической деформации либо того и другого вместе.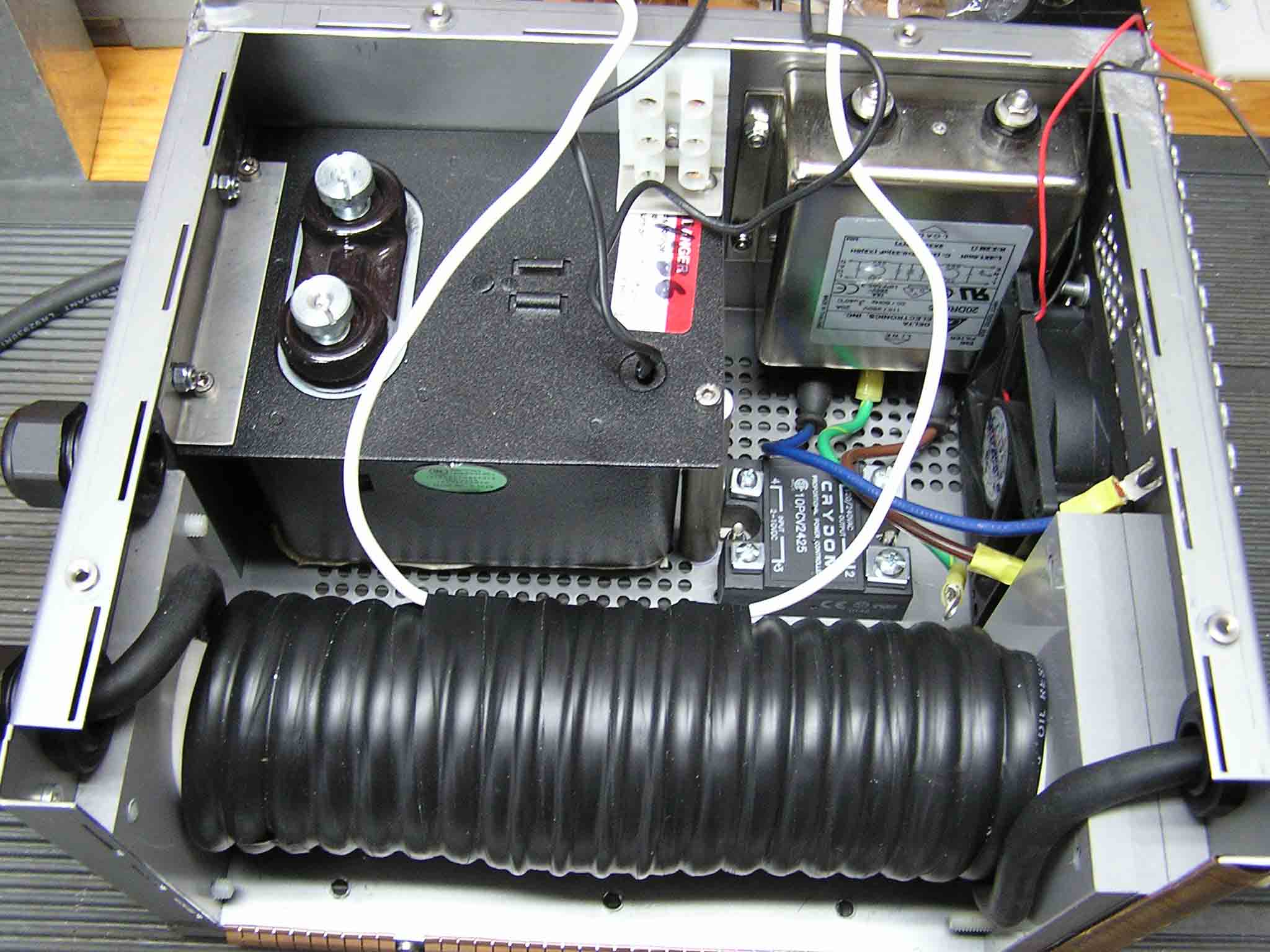 Чаще всего сварка применяется для скрепления между собой двух элементов в основном металлов. Одним из популярных и очень удобных видов является аргонная сварка. Она применяется для соединения различных цветных металлов, таких как:
Чаще всего сварка применяется для скрепления между собой двух элементов в основном металлов. Одним из популярных и очень удобных видов является аргонная сварка. Она применяется для соединения различных цветных металлов, таких как:
- медь;
- бронза;
- титан;
- алюминий и другие.
В отличие от обычной сварки тут применяется газ аргон. А сделать какую-либо работу, используя подобный вид сварки, будет очень прибыльно, ведь готовая продукция стоит гораздо дороже. В основе аргонно-дуговой сварки лежит смешивание электрической (дуговой) и аргонной. Дуга производит термическое воздействия на края металлов, а плазма, которая получается в процессе отщепления от аргона электронов, при своей высокой ионизации, плавит материал. Кроме этого, аргон является защитной средой, который предохраняет соединяемые металлы от различных примесей воздуха, благодаря чему делает сварочный шов не только очень ровным, но и прочным.
Контактная сварка, она же точечная, относится к термомеханическому классу. В данном процессе детали предварительно совмещаются друг с другом в нужном положении, после этого помещаются между электродов сварочной машины, после чего прижимаются друг к другу. Далее следует нагрев до состояния пластичности и дальнейшая совместная пластическая деформация. Процесс нагрева деталей осуществляется при подаче кратковременного импульса сварочного тока. Этот импульс в зоне сварочного электрода обеспечивает расплавление металла, вследствие чего образовывается общее жидкое ядро. После окончания импульса детали удерживаются между собой под давлением в течение некоторого времени для кристаллизации расплавленного ядра и остывания.
Сварочные технологии достигли высокого развития в современном мире, работы проводятся не только на производстве, но теперь возможно проводить их на открытом воздухе и даже под водой. Но чтобы не искать выход для решения технических вопросов по сварочным работам, теперь каждый может самостоятельно сделать для себя сварочное оборудование.
Собираем аргонно-дуговую сварку
Не каждый может позволить себе купить готовое оборудование для сварки, хотя рынки дают огромный выбор того или иного оборудования, на любой вкус и для выполнения различных видов работ. Но благодаря небольшой смекалке и желанию достичь нужного результата всегда можно выгодно найти выход из трудной ситуации. А ответ этому — контактная и аргонная сварка своими руками.
Сварка в среде инертного газа аргонаДля собственного создания сварочного оборудования необязательно обладать великими знаниями в области электроники или самой сварки, достаточно следовать предложенным инструкциям и результат не даст себя долго ждать. Для начала следует определиться с видом сварки, которое наиболее необходимо и требуется для выполнения предложенных работ. Для начала рассмотрим принцип сборки сварочного аппарата с помощью газа аргона. Необходимые материалы:
- Источник тока. Для этого подойдет стандартный трансформатор, возможно, для ручной сварки, с переменным или постоянным током. Редуктор для газового баллона
- Баллон с газом аргона. Желательно с наличием манометра.
- Газовый редуктор.
- Специальная аргоновая горелка.
- Газовый клапан.
- Осциллятор, который преобразует электрический ток в высокочастотные импульсы, для поджигания сварочной дуги. Для этого нежелательно касания с рабочей поверхностью из-за слишком низкой ионизации, при которой слабо вырабатывается искра. При этом электрод может окислиться и загрязниться.
- Сварочная маска.
 Редуктор для газового баллона
Редуктор для газового баллонаГазовая горелка подключается к трансформатору и редуктору, параллельно источнику питания подключается осциллятор. Масса подается, как и при любом другом виде сварки.
Главное не забывать, что при ручной сборке аргонной сварки необходимо особое внимание уделить технике безопасности. Во время сборки собственной конструкции выключите из сети все элементы питания.
Все используемые агрегаты должны быть исправлены, на накидных гайках присутствует рабочая резьба, шланг, через который подается газ, должен быть надежно присоединен, так же как и редуктор. На всем оборудовании должно быть надежное заземление кабелем, у которого сечения не менее 25 мм.
На всем оборудовании должно быть надежное заземление кабелем, у которого сечения не менее 25 мм.
Чтобы сварочные работы велись правильно нужно обратить внимание на некоторые моменты:
- при включении аргон имеет малое шипение
- поверхности, которые задействованы в сварке, должны быть обезжирены и зачищены
- переключатели тока возможны не только ручные, но и педальные (при ручных переключателях не предусмотрено использование обеих рук в процессе сварки)
- движение горелки по шву должно быть только продольное, что будет гарантировать высокое качество при сварке.
Данный тип сварки является универсальным и незаменимым во многих случаях, который позволяет выполнять широкий спектр операций. А тот факт, что есть возможность собрать его своими руками, чувствительно сэкономит средства, которые были бы потрачены на покупку подобного оборудования в специализированных магазинах.
Собираем точечную сварку
Для домашней мастерской контактная сварка своими руками будет неотъемлемым помощником в решении многих производственных вопросов.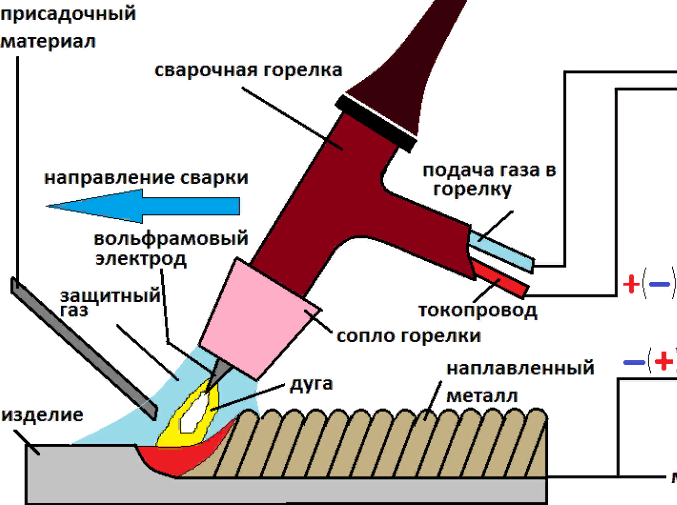 Следует понимать, что точечная сварка, в зависимости от материала, его теплопроводности, геометрических размеров деталей, а также мощности, которая используется для сваривания, должна проходить при следующих параметрах:
Следует понимать, что точечная сварка, в зависимости от материала, его теплопроводности, геометрических размеров деталей, а также мощности, которая используется для сваривания, должна проходить при следующих параметрах:
- в силовой сварочной цепи должно быть низкое напряжение — 1 — 10 В
- время должно быть очень малым — от 0,01 до нескольких секунд
- ток сварочного импульса должен быть большой — от 1000 А или выше
- зона расплавления должна быть маленькой
- место сварки должно подвергаться большим сжимающим усилиям, от десяток до сотни килограмм.
От соблюдения всех этих характеристик будет зависеть качество сварного соединения.
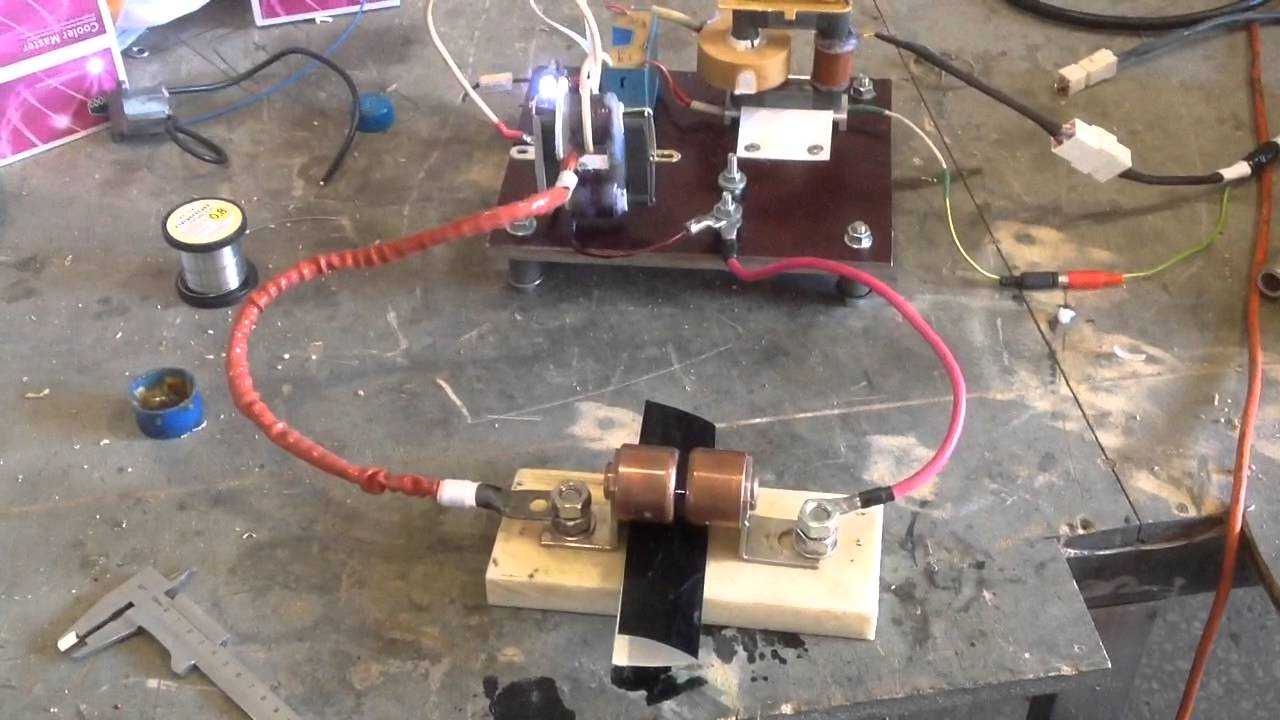
Процессов создания этой сварки может быть очень много, но самый простой и распространенный — это контактная сварка из микроволновки. Из этого прибора нам понадобится повышающий трансформатор. Неважно, будет он рабочий или нет. В данном трансформаторе нужна только первичная обмотка, а, как правило, при сгорании портится вторичная обмотка, которую нужно будет аккуратно удалить.
При этом важно не повредить первичную обмотку. Для создания вторичной обмотки подойдет толстый медный кабель с сечением более 100 мм2 и диаметром более 1 см. Длина провода должна быть как можно меньше, чтобы избежать дополнительного сопротивления. Надо сделать два или три витка, при этом на выходе напряжение будет около 2В. В зависимости от увеличения витков, будет увеличиваться и напряжение, при этом ток будет дольше. Также, чтобы увеличить мощность аппарата, можно увеличить количество трансформаторов, но только если для этого позволяет электрическая сеть.
Контактная сварка своими руками из микроволновки очень практична в использовании. Электродами служат медные стержни и чем толще они будут, тем лучше, главное, чтобы электрод не был меньше диаметра провода. Если аппарат выдает небольшую мощность, то могут подойти жала от мощных паяльников. Электроды со временем использования теряют свою форму и их требуется подтачивать, но в итоге все равно придется менять. В работе точечной сварки единственными органами управления служат выключатель и рычаг. Выключатель обязательно подключать к первичной обмотке, так как на вторичной проходит очень большой ток, при этом он будет создавать большое сопротивление и контакты в выключателе могут просто расплавиться. Чтобы создать наибольшее усилие можно использовать рычажные и рычажно-винтовые зажимы, хотя имея широкую фантазию можно придумывать и другие способы для максимального усилия прижима.
В работе точечной сварки единственными органами управления служат выключатель и рычаг. Выключатель обязательно подключать к первичной обмотке, так как на вторичной проходит очень большой ток, при этом он будет создавать большое сопротивление и контакты в выключателе могут просто расплавиться. Чтобы создать наибольшее усилие можно использовать рычажные и рычажно-винтовые зажимы, хотя имея широкую фантазию можно придумывать и другие способы для максимального усилия прижима.
Данный тип сварки подходит в основном для работы с такими металлами:
- листовой металл, с толщиной не более 1 мм
- прутки и проволоки с диаметром не более 4 мм
При увеличении мощности можно работать с более толстыми металлами, но всегда нужно знать меру и перед тем, как над чем-либо экспериментировать следует детально разобрать все технические вопросы и возможные проблемы. Включать и выключать ток нужно только при полностью сжатых сварочных электродах. Если не выполнять данное правило, то электроды будут искрить, что приведет их к подгоранию. Внимательно следите за температурой аппарата и используйте принудительное охлаждение с помощью вентилятора. Греться могут электроды, провода, трансформатор, а перерыв всегда будет полезен не только сварщику, но и аппарату.
Внимательно следите за температурой аппарата и используйте принудительное охлаждение с помощью вентилятора. Греться могут электроды, провода, трансформатор, а перерыв всегда будет полезен не только сварщику, но и аппарату.
Производственная необходимость
Контактная сварка из трансформатора для микроволновкиТочечная или контактная сварка всегда была и есть практичным ответом на многие производственные вопросы. Она будет не менее полезна и в домашних условиях для ремонта автомобиля или бытовой техники. Простота конструкции и универсальность собственной сборки делает её незаменимым помощником в любых технических и производственных процессах. Благодаря короткому времени для образования прочного соединения, в отличие от сварки плавлением, она обеспечивает более высокую производительность при меньшей порче деталей. Широкую популярность в промышленности данный тип сварки получил благодаря возможности соединять много однотипных деталей и за короткий промежуток времени. Эффективность и экономичность такого аппарата стоит того, чтобы сделать его самому и использовать во всех производственных решениях.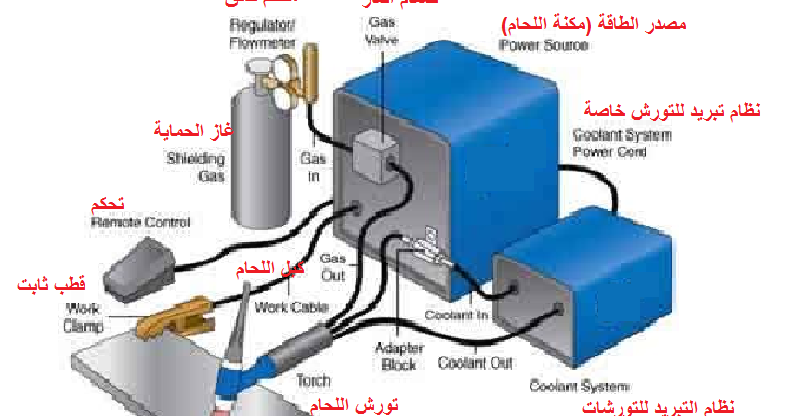
Видео: Контактная сварка своими руками
Похожие статьи
Сварка MIG с защитным газом, состоящим из 100 % аргона
Можно ли сваривать сталь MIG с использованием 100 % аргона?
С этим вопросом рано или поздно столкнется каждый сварщик, и да, вы можете сваривать сталь MIG, если у вас есть только чистый аргон.
Но это не идеально. И нержавейка не рекомендуется. Сварка чистым аргоном нестабильна.
И… Кажется, всегда есть но, или два, или три.
Однако в этом случае вам нужно знать, что скрывается за этими «но», чтобы правильно ответить на этот, казалось бы, простой вопрос.
Зачем использовать чистый аргон?
Большинство людей, читающих эту статью, уже знают, почему кто-то может использовать 100% аргон для сварки стали методом MIG.
Необходимость.
Нехватка газа бывает у каждого сварщика. Но никто не хочет тратить драгоценное время на беготню, чтобы заправиться посреди рабочего дня. Или, может быть, ваш поставщик газа закрыт.
Но никто не хочет тратить драгоценное время на беготню, чтобы заправиться посреди рабочего дня. Или, может быть, ваш поставщик газа закрыт.
Но, если у вас есть баллон со 100% аргоном в магазине для других видов сварки, вы можете использовать его и продолжать работу. Нет перерыва, чтобы броситься за пополнением вашего баллона с газовой смесью MIG.
Использование чистого аргона — это просто вопрос изобретательности и продуктивности в крайнем случае.
Но стальной сварной шов может быть недостаточно высокого качества в зависимости от того, что вы свариваете.
Почему 100% аргон так отличается?
Защитный газ MIG не только защищает сварной шов от вредных атмосферных газов. Да, важно не допустить проникновения этих газов и не сделать сварной шов пористым.
Но его состав также влияет на качество дуги и теплопроводность. Эти свойства также оказывают значительное влияние на получаемый сварной шов.
Итак, вам нужно знать, чего ожидать при использовании 100% аргона для сварки стали методом MIG.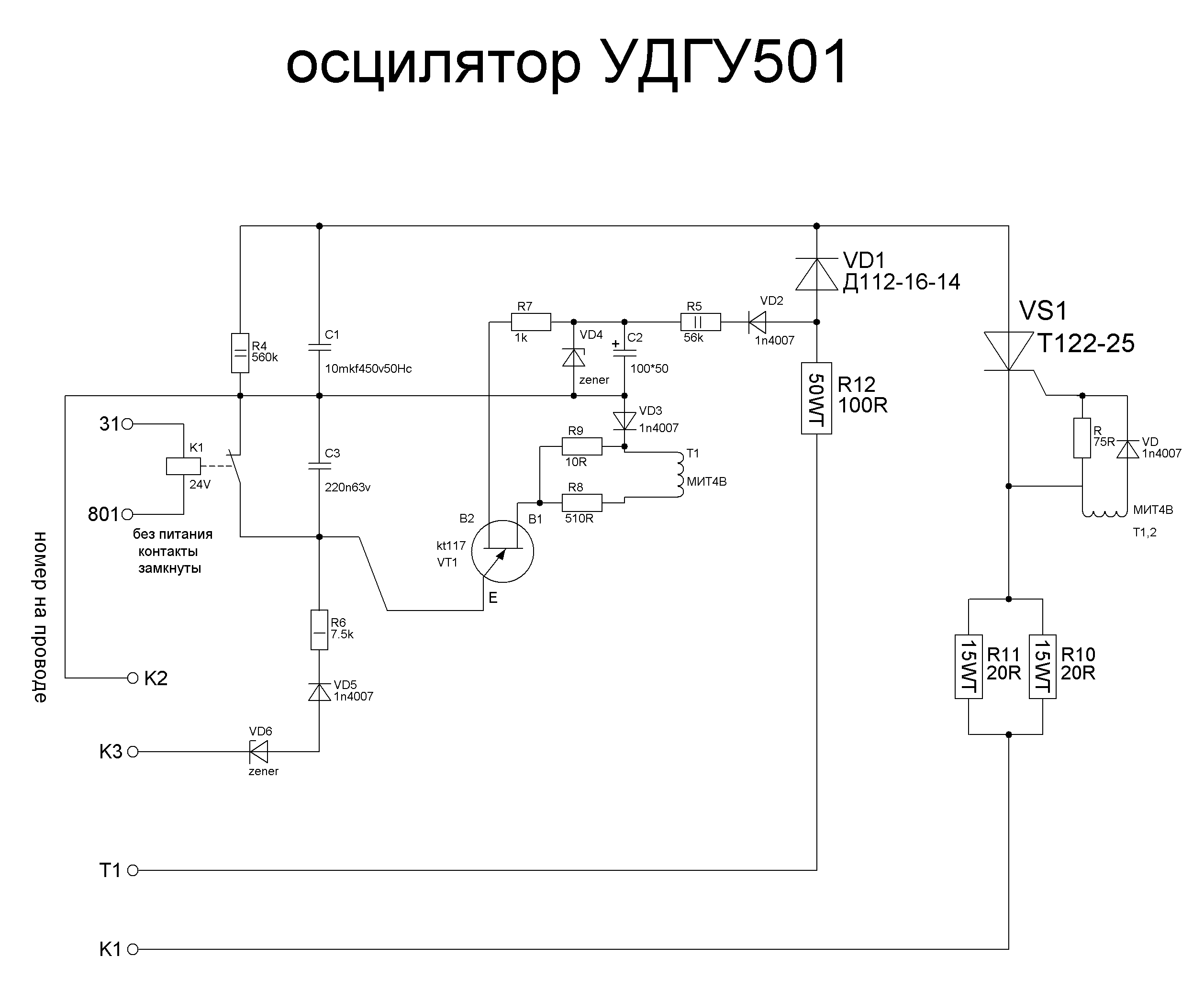
Вот некоторые из характеристик, с которыми вы столкнетесь при его использовании:
- Аргон имеет более низкий потенциал ионизации, что снижает напряжение и мощность дуги.
- Дуга менее стабильна.
- Сочетание нестабильной дуги с пониженной мощностью предотвращает образование текучей рабочей ванны. Другими словами, сварочная ванна будет иметь более высокую вязкость, и ею будет труднее управлять и контролировать.
- Аргон имеет более низкую теплопроводность, а внешние края дуги остаются холодными. Это означает, что вы получаете узкое, уменьшенное проникновение с меньшим сплавлением.
- Присадочный материал располагается поверх стали в виде узкого высокого валика.
- MIG с использованием чистого аргона склонны к подрезке.
- Опыт показывает, что сварка MIG стали с использованием чистого аргона теряет пластичность. В результате при изгибе или скручивании жесткий сварной шов может треснуть или сломаться.
©weldguru.
 com – Права на использование изображения
com – Права на использование изображения Таким образом, можно сваривать сталь вместе, используя хороший сварочный аппарат MIG со 100% защитным газом аргоном. Но в итоге вы получите некачественный, слабый, хрупкий сварной шов, который не является структурно безопасным.
Если вам нужен прочный и качественный сварной шов, 100% аргон НЕ является хорошим выбором для сварки стали методом MIG.
Эти проблемы еще более выражены с нержавеющей сталью, и никогда не рекомендуется использовать чистый аргон для сварки нержавеющей стали MIG.
В приведенном ниже видеоролике на YouTube представлена полезная информация и видеоролики о сварке стали методом MIG со 100% аргоном.
Связанные : Что такое GMAW?
Использование 100% аргона для сварки стали методом MIG
Если вы оказались в незавидном положении, когда вам приходится сваривать сталь методом MIG с использованием чистого защитного газа аргона, есть несколько советов, которые могут вам помочь.
- Скошить края соединения. Это поможет расплавить основной металл и сделать сварное соединение более прочным.
- Увеличьте огонь, но будьте осторожны, чтобы не прожечь более тонкую сталь. Заставить шарик сидеть ровно, вероятно, будет трудно или невозможно.
Кроме того, аргон обеспечивает хорошие сварные швы при использовании другого метода сварки (например, TIG) или других основных металлов.
Некоторые основные металлы, для которых может потребоваться использование 100% аргона в сварочном аппарате MIG, включают:
- Алюминий
- Титан
- Магний
- Никель (менее ⅛ дюйма)
- Медь (менее ⅛ дюйма)
И последнее интересное замечание: для некоторых более низкий провар делает сварку MIG со 100% аргоном выгодной при сварке стальных листов.
В этом случае чистый аргон может снизить вероятность проплавления тонкого основного металла. Но вы, вероятно, все равно получите высокую узкую бусину.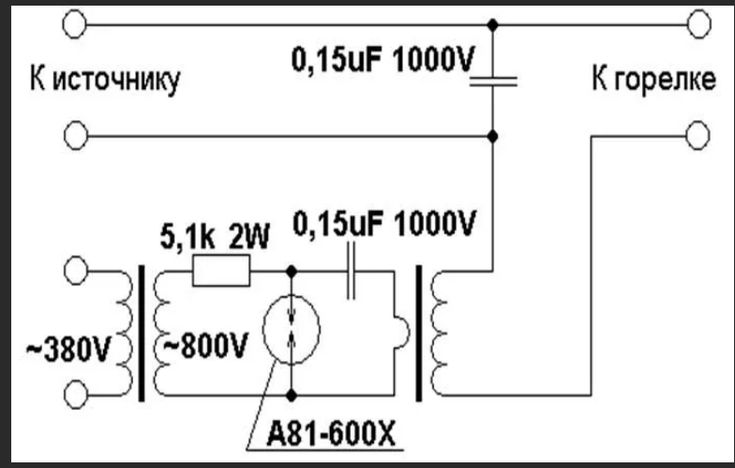
Прочтите также : Газы для сварки ВИГ (с таблицей)
Смеси CO2/аргона лучше подходят для сварки стали методом МИГ и решает проблемы, связанные со 100% аргоном. Для улучшения результатов сварки MIG обычно добавляют от 5 до 25 % CO2.
Эта газовая смесь обеспечивает текучую, работоспособную лужу и лучшее проникновение. Кроме того, это устраняет подрезку и меньше разбрызгивания. Важно отметить, что нагрев и охлаждение лучше контролируются, что повышает устойчивость сварного шва к изгибу и скручиванию.
При покупке смеси аргон/CO2 газ маркируется с указанием количества CO2, добавленного в аргон.
Например, «C25» представляет собой защитный газ, состоящий из 25 % CO2 и 75 % аргона. Сварка со 100% CO2 будет иметь маркировку C100.
Примечание: Для обеспечения переноса распылением с помощью MIG (GMAW) необходимо поддерживать смесь CO2 на уровне не более 15 % и не менее 5 %. По моему опыту, 92 % аргона и 8 % CO2 — лучшая смесь для распыления.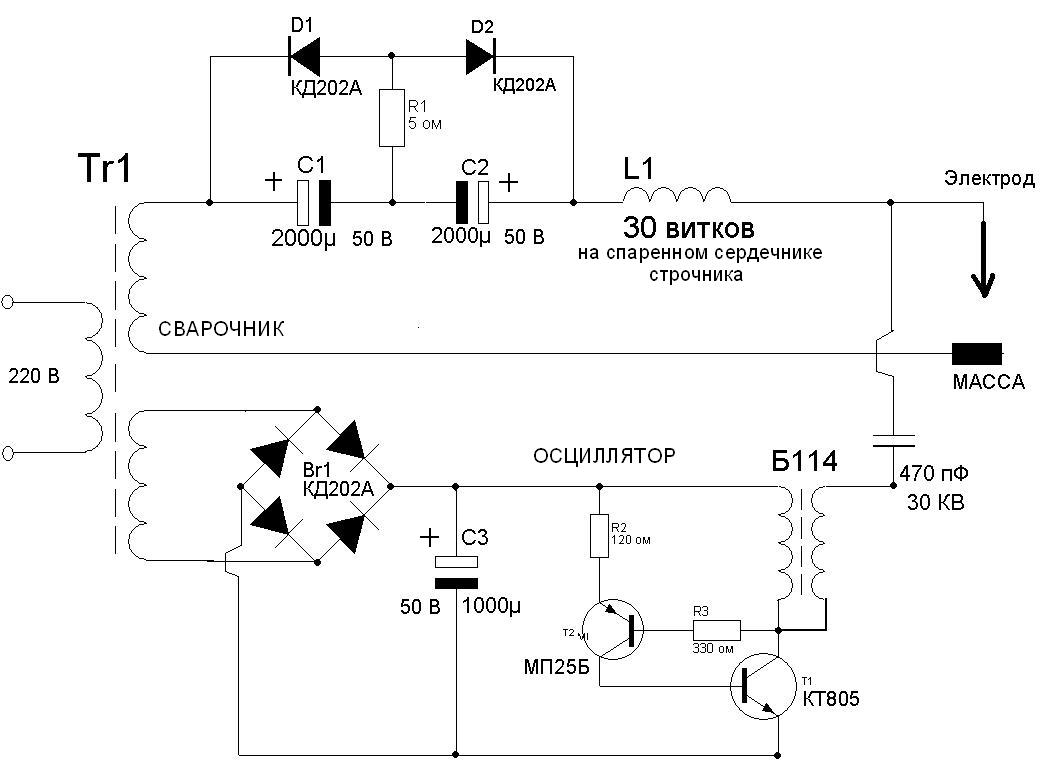
Подняв концепцию смешивания газов на новый уровень, используя тримиксный защитный газ (например, 90 % гелия, 7,5 % аргона и 2,5 % CO2), можно получить наилучшие сварные швы на нержавеющей стали.
Этот газ может быть дорогим и не всегда доступен для сварщика-любителя. Но для качественных сварных швов на нержавеющей стали поиск тримиксной смеси может стоить затрат и усилий.
Связанное чтение : Какой размер газового баллона для MIG / TIG
Почему 100% аргон подходит для сварки стали TIG?
Сварка МИГ и сварка ВИГ отличаются применением присадочного материала и типом используемого электрода. Это влияет на дугу и характеристики сварного шва.
При сварке МИГ в качестве электрода используется присадочная проволока, поэтому проволоку необходимо постоянно подавать к наконечнику по мере ее расхода.
В противоположность этому, при сварке TIG используется неплавящийся вольфрамовый электрод, а присадочный материал подается в дугу отдельно.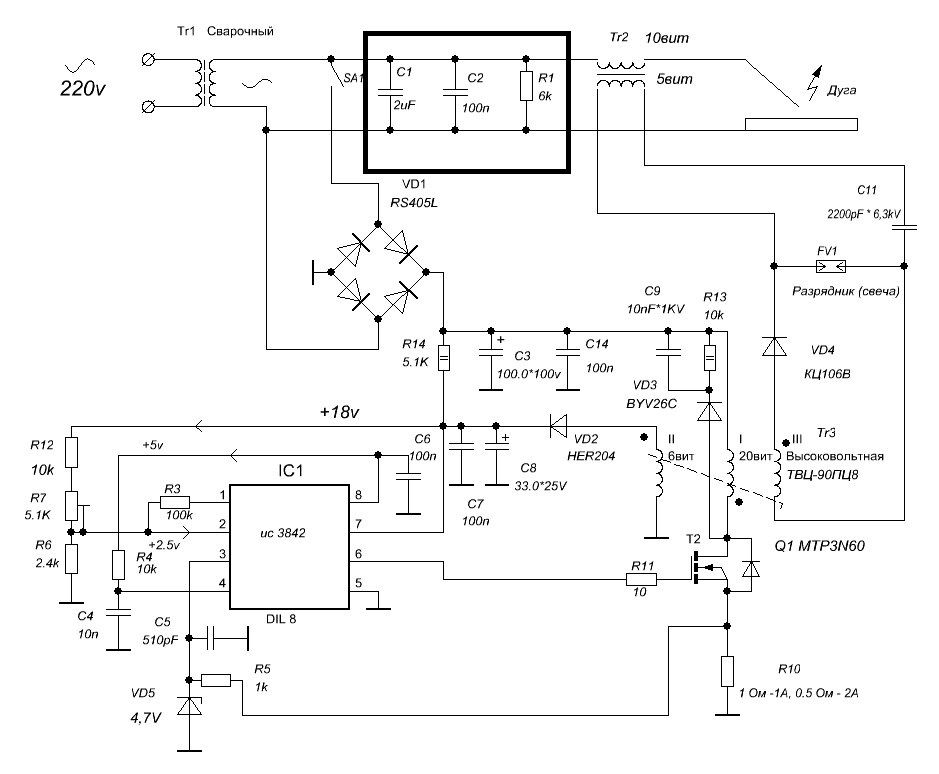 Этот электрод производит стабильную и сильную дугу, но вольфрамовый наконечник должен оставаться чистым и неповрежденным.
Этот электрод производит стабильную и сильную дугу, но вольфрамовый наконечник должен оставаться чистым и неповрежденным.
Связанные : Сварка МИГ и ВИГ
Таким образом, для сварки ВИГ требуется газ, который остается инертным даже при высоких температурах сварки. Аргон остается инертным даже при повышенных температурах. Он также обеспечивает легкий запуск, поддерживает стабильную дугу и помогает поддерживать чистоту вольфрамового электрода.
Таким образом, сварка TIG стали с аргоном может работать, в то время как сварка MIG стали лучше при использовании смеси аргона/CO2.
Читайте также:
Стоимость аргона – сколько и где купить
Типы сварочных газов и для чего они используются
7 сварочных проектов TIG, которые можно сделать своими руками сегодня (с фотографиями и видео)
Последнее обновление
7 проектов сварки TIG своими руками:
1. Кофейная чашка
| Материалы: | Труба из нержавеющей стали, пластина из нержавеющей стали, плоский стержень из нержавеющей стали |
| Инструменты: | Сварочный аппарат, шлифовальный станок, дремель, ленточная пила |
| Сложность: | Умеренный |
Почему бы не сделать кофейную кружку из нержавеющей стали с выгравированным на ее стороне рисунком по вашему выбору? Отрежьте кусок нержавеющей трубы ленточной пилой. Он может быть как большим, так и маленьким в диаметре, но будьте уверены, вам понравится пить из него! Затем обведите окружность на куске нержавеющей пластины. Вырежьте его и отшлифуйте по краям; это будет дно вашей кружки. Кусок изогнутого плоского стержня становится вашей ручкой, которая приваривается сбоку. Хотя это необязательно, вы можете использовать инструмент Dremel, чтобы вытравить рисунок, а затем заполнить его сварным швом.
Он может быть как большим, так и маленьким в диаметре, но будьте уверены, вам понравится пить из него! Затем обведите окружность на куске нержавеющей пластины. Вырежьте его и отшлифуйте по краям; это будет дно вашей кружки. Кусок изогнутого плоского стержня становится вашей ручкой, которая приваривается сбоку. Хотя это необязательно, вы можете использовать инструмент Dremel, чтобы вытравить рисунок, а затем заполнить его сварным швом.
2. TIG-горелка и держатель для шлема
| Материалы: | Алюминиевая квадратная трубка, плоский стержень, болты |
| Инструменты: | Плоскогубцы, сварочный аппарат, шлифовальный станок, дрель, метчик, ленточная пила |
| Сложность: | Умеренный |
Вырежьте из куска плоского прутка секцию того же диаметра, что и ваша горелка TIG. Вы можете сделать это, сначала просверлив часть отверстия в пластине, а затем прорезав его до конца пластины ленточной пилой или отрезным кругом. Часть, которая держит ваш шлем, будет представлять собой простой кусок плоского стержня, согнутого с выступом около дюйма. Все приспособление крепится к столу скобами, которые можно зажать.
Часть, которая держит ваш шлем, будет представлять собой простой кусок плоского стержня, согнутого с выступом около дюйма. Все приспособление крепится к столу скобами, которые можно зажать.
3. Копилка
| Материалы: | Труба, фитинг, пластина |
| Инструменты: | Сварщик, шлифовальный станок, горелка |
| Сложность: | Умеренный |
Большой кусок трубы становится основным корпусом, в котором хранятся все ваши монеты. Фитинг трубы становится носиком, из которого выходят ваши монеты. Ноги сделаны из меньших кусков трубы, которые скошены так, что они наклонены наружу от корпуса. В качестве глаз прикрепляется пара орешков, а в виде ушей – вырезанные кусочки тарелки. Не ломается это копилка.
4. Лоток для сумок
| Материалы: | Алюминиевая алмазная пластина, круглая алюминиевая трубка |
| Инструменты: | Сварочный аппарат, шлифовальный станок, ступенчатая дрель, |
| Сложность: | Умеренный |
Одной из самых сложных вещей при сварке TIG является контроль тепловой деформации. Обратите внимание на то, сколько прихваток сварщик прикрепляет ко всем соединениям еще до того, как начнет сварку. Это очень важно, чтобы все части были прямыми. Еще одна вещь, которую следует помнить, это то, что, поскольку алюминий несколько пористый, он может стать «липким» при сверлении. Вот почему для сверления отверстий под ручку предпочтительнее использовать ступенчатое сверло.
Обратите внимание на то, сколько прихваток сварщик прикрепляет ко всем соединениям еще до того, как начнет сварку. Это очень важно, чтобы все части были прямыми. Еще одна вещь, которую следует помнить, это то, что, поскольку алюминий несколько пористый, он может стать «липким» при сверлении. Вот почему для сверления отверстий под ручку предпочтительнее использовать ступенчатое сверло.
5. Стальной куб
| Материалы: | Тонкая нержавеющая сталь |
| Инструменты: | Сварщик |
| Сложность: | Легкий |
Если вам по какой-то причине нужно пресс-папье или просто кубики, это отличная практика. Сварка наружных угловых соединений достаточно сложна для новичков, но TIG упрощает ее. Перед началом сварки обязательно нанесите достаточное количество прихваток. Одним из полезных советов является наведение горелки TIG над сварным швом, чтобы гарантировать, что постпоток газа поможет предотвратить пористость по мере остывания сварного шва.
6. Chevrolet Bowtie
| Материалы: | Тонкий алюминий, труба, болт, гайка |
| Инструменты: | Сварщик |
| Сложность: | Трудно |
Некоторые модели настолько просты, но вызывают столько эмоций. Для некоторых людей это галстук-бабочка Chevy. Может быть, это напоминает им о лете или о том, как они проводят время с дедушкой в походе. Что бы это ни было, вы можете захватить часть этого и сделать классический символ для себя. Начните с обведения формы, а затем вырезайте ее, добавляя часть за частью, чтобы создать трехмерную бабочку. Сзади добавлена труба с просверленным отверстием, чтобы вы могли прикрепить ее к грузовику или прицепу.
7. Фоторамка
| Материалы: | Круглая трубка |
| Инструменты: | Сварочный аппарат, шлифовальный станок, дремель, ленточная пила |
| Сложность: | Легкий |
Этот проект не требует сварки.