Катеты сварных швов: характеристика и свойства
Прочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
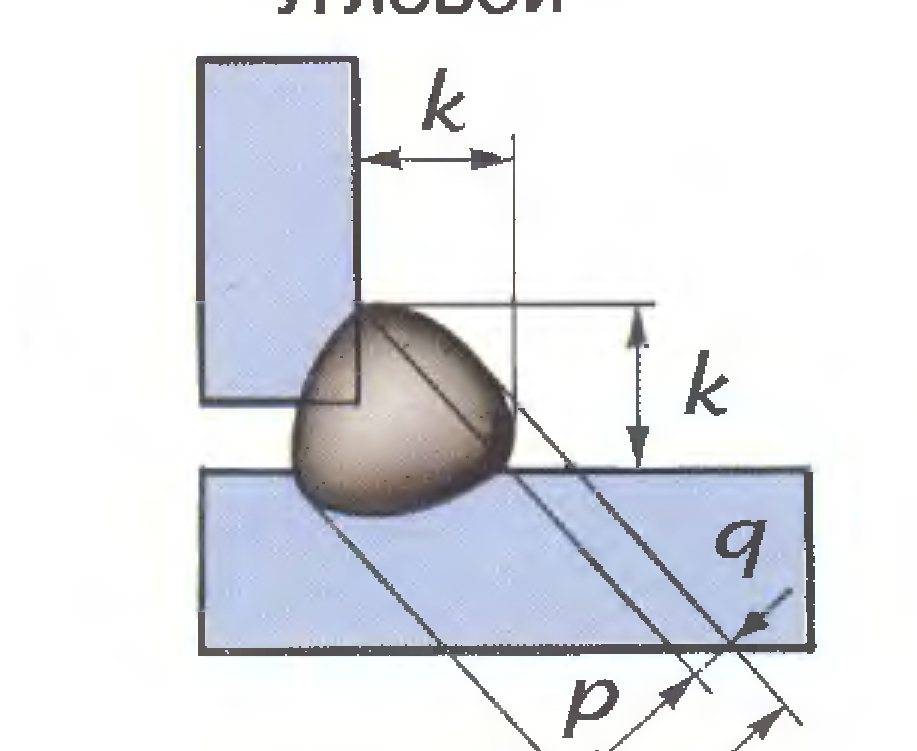
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика».
Такие приборы получили название «катетомеры сварщика».
Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва.
Первый вид — это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика — это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой..jpg) Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва.
 Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
 Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые.
Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые.
Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки.
Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока.
Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода.
Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей.
Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки.
К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Что такое катет шва при сварке | Что
» Что
Расчет катета сварочного шва #8211 что это такое?
Начинающих сварщиков интересует следующий вопрос: катет сварочного шва #8211 что это такое?
Схема определения катета сварного шва.
В настоящий момент инженерами разработано более 150 способов осуществления сваривания при помощи дуговой электросварки. Исследователи в этой области техники утверждают, что это количество способов сваривания металлов не является конечным, и в данный период времени ведутся исследования и эксперименты по проведению сваривания металлов новыми методами.
Основные типы сварных швов
Швом в сварке принято называть участок соединения, который сформирован за счет прохождения процесса кристаллизации расплавленного металла. Швы, получаемые в процессе проведения сварных работ, делятся на два типа:
Виды сварных швов.
Стыковые швы применяются для получения стыковых соединений. Чаще всего такой тип швов выполняется непрерывным. Отличительная особенность этого типа швов #8211 форма разделки кромок соединяемых заготовок. Разделка позволяет обеспечить подготовку места проведения сварки, помимо этого, за счет разделки кромки достигается высокое качество соединения деталей в месте их сваривания.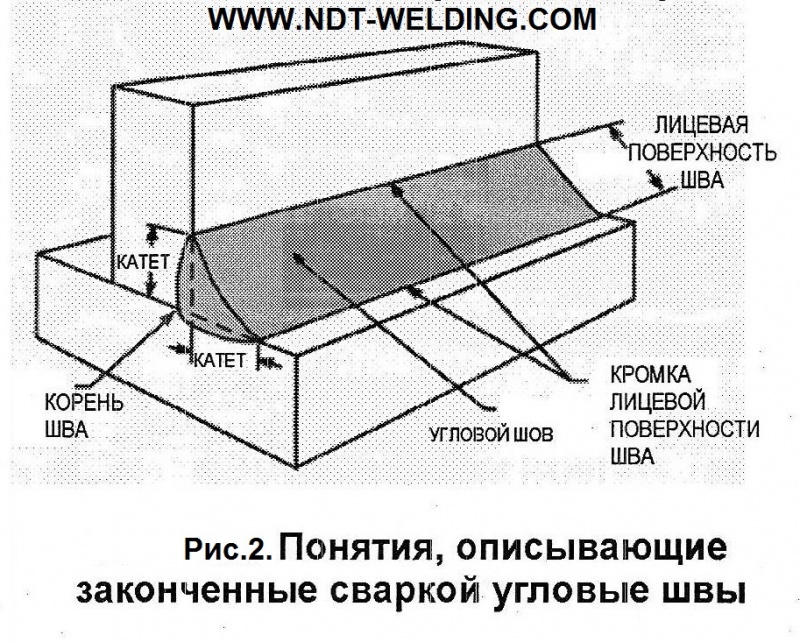 Для улучшения качества сварного соединения применяют одно- и двухстороннюю разделку сварных кромок. Разделка кромок осуществляется прямыми линиями или в виде буквы U.
Для улучшения качества сварного соединения применяют одно- и двухстороннюю разделку сварных кромок. Разделка кромок осуществляется прямыми линиями или в виде буквы U.
Угловые швы применяются при необходимости получения тавровых, крестовых и угловых соединений. Этот вид швов различается по форме подготовки кромки и по сплошности стыка. В зависимости от поперечного сечения выделяют швы без разделки, с одно- или двухсторонней разделкой. По протяженности угловые швы делятся на непрерывные, прерывистые, имеющие шахматное и цепное расположение мест сваривания.
Вернуться к оглавлению
Параметры сварного соединения, влияющие на его качество
Характеристику стыка определяет большое количество различных параметров, основными геометрическими параметрами, определяющими характеристики стыка, являются следующие:
- ширина
- вогнутость
- выпуклость
- катет сварного шва
- корень шва.
От качества сварки швов зависит целостность и качество всей конструкции.
Помимо этого, к параметрам, характеризующим качество, относят расчетную высоту углового стыка, его толщину и глубину провара.
Катетом углового шва называется кратчайшее расстояние от плоскости одной из соединяемых заготовок до границы углового сварного соединения на плоскости второй соединяемой заготовки.
Катетом углового шва называется катет наибольшего равнобедренного треугольника, который возможно вписать в поперечное сечение. При осуществлении сваривания деталей с одинаковой толщиной катет можно задать по кромке. В случае использования заготовок, имеющих различную толщину металла, катет задается исходя из толщины металла более тонкой заготовки. При определении катета требуется делать выбор его размерности таким образом, чтобы он мог обеспечить максимальную прочность соединения заготовок, однако стоит помнить, что слишком сильное его увеличение способно спровоцировать процесс деформации заготовки.
Ширина представляет собой минимальное расстояние между границами осуществления сплавления металла.
Вогнутостью и выпуклостью называется величина расстояния между линией основного металла поверхности заготовки и поверхностью, проходящей по линии максимальной вогнутости или выпуклости. Швы, имеющие выпуклую поверхность, являются усиленными. Такого типа соединения лучше всего работают при оказании на изделие статических нагрузок. Вогнутые швы являются ослабленными, но такие соединения лучше всего выдерживают динамическую нагрузку. Чаще всего сварщики на практике используют швы, имеющие плоскую поверхность, так как такой тип соединения является наиболее универсальным.
Схема корня шва.
Корнем шва характеризуется часть сварного стыка, которая является максимально удаленной от лицевой поверхности заготовки со стороны проведения сваривания. Корень является обратной стороной шовного соединения.
При использовании двухстороннего сваривания заготовок корень шва перекрывается подварочным швом. Подварочный шов является небольшой частью двухстороннего сварочного соединения, которая выполняется заранее с целью предотвращения образования прожогов при дальнейшем проведении сварных работ по созданию основного шва.
Иногда, при необходимости создания двухстороннего соединения, подварочный шов может укладываться в последнюю очередь в корень основного соединения.
Вернуться к оглавлению
Расчет прочности и катета углового соединения
Прочность углового сварного соединения рассчитывается на основании производной от теоретической толщины соединения и его фактической длины. Катет углового соединения определяет его размер. Размер углового катета измеряется в соответствии с законами геометрии по длине катетов максимально возможного треугольника, который может быть вписан в продольное сечение соединения. Величина катета соединения определяет его толщину.
Катет должен иметь достаточную величину, чтобы соединение, получаемое при сварке, могло выдерживать расчетную нагрузку.
Однако стоит отметить, что слишком большие значения катета сварного соединения могут привести к возникновению сварочных деформаций. Помимо этого, увеличение катета способно привести к увеличению расхода материалов при выполнении работ по свариванию заготовок и, как следствие, увеличению стоимости работ.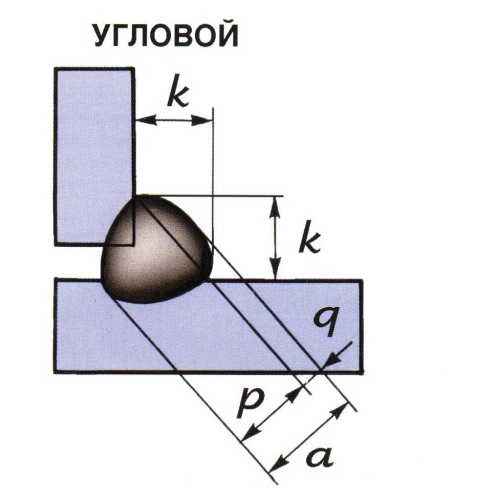
В процессе проведения контроля качества угловых соединений при сварке в реальных условиях используются специальные шаблоны нескольких типов. Наиболее распространенным при сварке является определение катета с помощью универсального сварочного шаблона.
Дополнительные характеристики, влияющие на качество сварочных стыков
Формы поверхностей образующихся сварочных стыков находятся в большой зависимости от свойств электродов, используемых при проведении сварных работ. Помимо общих требований, которые предъявляются к изготавливаемым промышленностью электродам, таких как устойчивость горения электродуги, определенный специфический состав металла электродного металлического стержня, минимизирование разбрызгивания и т.д. специалисты предъявляют еще и дополнительные требования.
Влияние длины дуги на качество сварного шва: короткая, длинная и нормальная дуга.
К таким специфическим требованиям относится свойство, способствующее получению в результате проведения сварочных работ швов, с заранее заданной формой. Так, например, металлические электродные стержни, которые в результате плавления образуют густую и вязкую массу, способствуют быстрому и легкому формированию выпуклого сварного стыка. Если в результате плавления металлического стержня электрода образуется жидкий и растекающийся расплав, то при помощи таких электродов формируется вогнутая поверхность сварочного стыка.
Так, например, металлические электродные стержни, которые в результате плавления образуют густую и вязкую массу, способствуют быстрому и легкому формированию выпуклого сварного стыка. Если в результате плавления металлического стержня электрода образуется жидкий и растекающийся расплав, то при помощи таких электродов формируется вогнутая поверхность сварочного стыка.
Выбор электродов для работы осуществляется в соответствии с теххарактеристиками, которые указываются на упаковке.
На качество сварного стыка особое влияние оказывает выбранный режим сваривания. При осуществлении увеличения силы тока повышается глубина проваривания при неизменности ширины стыка. В случае постоянства силы тока и изменении напряжения наблюдается резкое изменение в сторону увеличения ширины сварного стыка при одновременном снижении глубины проваривания. При повышении скорости перемещения электрода до значения в 50 м/ч ширина сварочного стыка уменьшается, а глубина проварки значительно увеличивается. Повышать скорость выше 50 м/ч не рекомендуется, так как высока вероятность значительного снижения качества проведения сварочных работ за счет слабого прогрева основного материала.
Повышать скорость выше 50 м/ч не рекомендуется, так как высока вероятность значительного снижения качества проведения сварочных работ за счет слабого прогрева основного материала.
Контроль качества соединения сварочного стыка осуществляется двумя наиболее распространенными методами -разрушающим и неразрушающим контролем.
Неразрушающий контроль осуществляется при помощи специализированных шаблонов, которые позволяют визуально установить наличие дефектов в стыке. Шаблоны позволяют измерить внешние показатели сварочного стыка, такие как катет шва, выпуклость, вогнутость и его ширина. Внутренний контроль проводится при помощи специальных ультразвуковых и рентгеновских приборов, выявляющих внутренние дефекты.
Определение катета углового сварного шва
- Какие типы стыков необходимы для различных элементов
- Формула, по которой определяют размер стыка
Специалист должен знать, как производится определение катета сварного шва для сооружения с огромной несущей конструкцией, имеющей сложные углы и состоящей из множества соединений.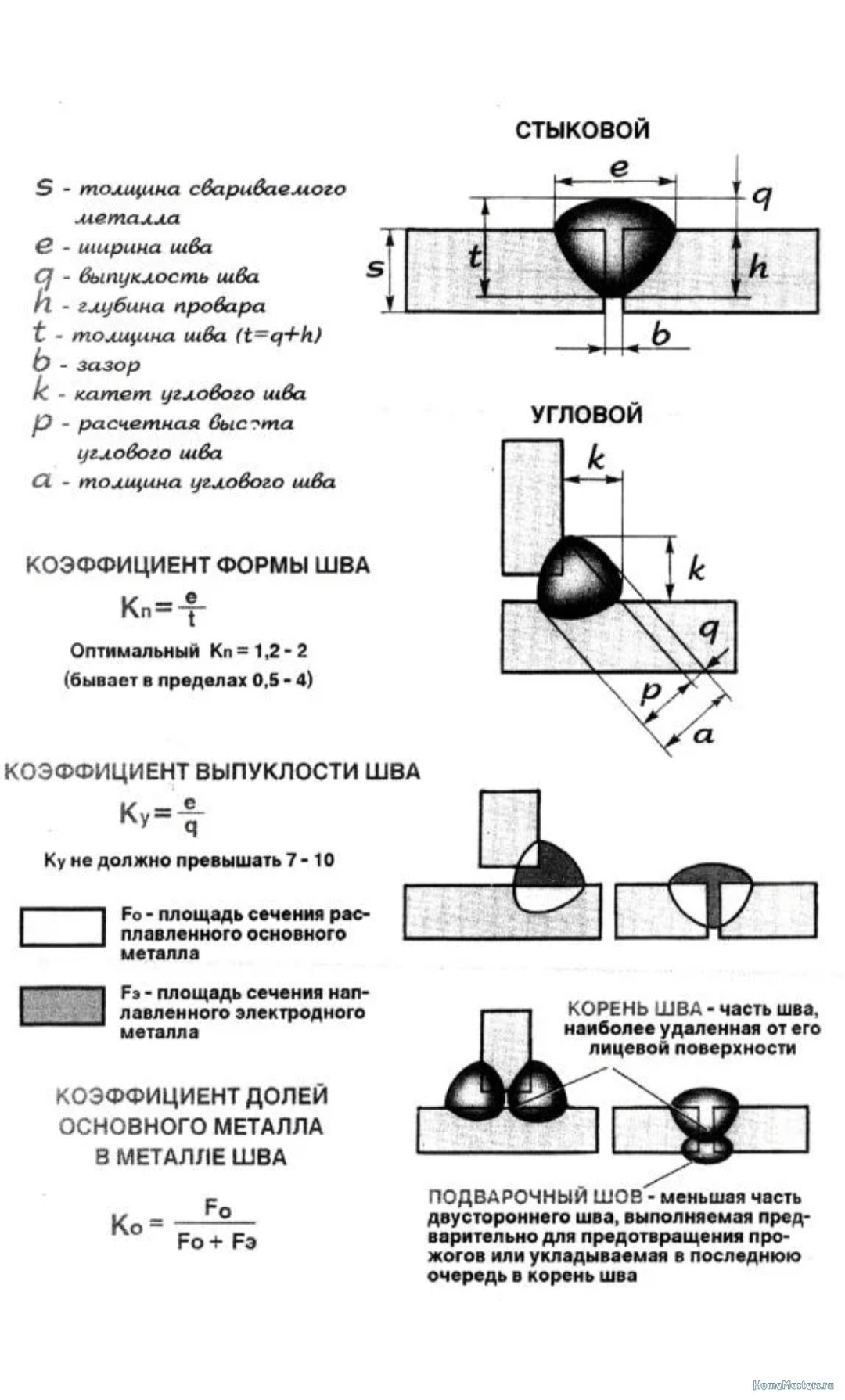 Отметим, что это понятие применяют не только в обычном строительстве, но и в судостроении, и в тяжелом машиностроении. Для правильного сваривания углов, нахлеста, Т-образного типа соединения применяют экономичный (если сравнивать с таким видом, как разделенная кромка) угловой вид, так как его выполнение намного проще, и при этом нет необходимости подготавливать края.
Отметим, что это понятие применяют не только в обычном строительстве, но и в судостроении, и в тяжелом машиностроении. Для правильного сваривания углов, нахлеста, Т-образного типа соединения применяют экономичный (если сравнивать с таким видом, как разделенная кромка) угловой вид, так как его выполнение намного проще, и при этом нет необходимости подготавливать края.
Типы сварных швов и соединений.
Во время проектирования швов учитывают то, что:
- необходимо применить как можно меньшее количество соединений, а их размеры должны быть по возможности минимальны
- применяют высокоэффективные методы сварки
- при работах используют специальные электроды, флюсы, газы и проволоки
- применяют такие размеры швов, для которых нет необходимости производить последующую окантовку изделия
- к соединительным местам должен быть открытый доступ, при котором не нарушается технология наложения шва и применения электродов.
Для определения прочности стыка, нужно вычислить производную не только от расчетной толщины, но и от его величины (фактической).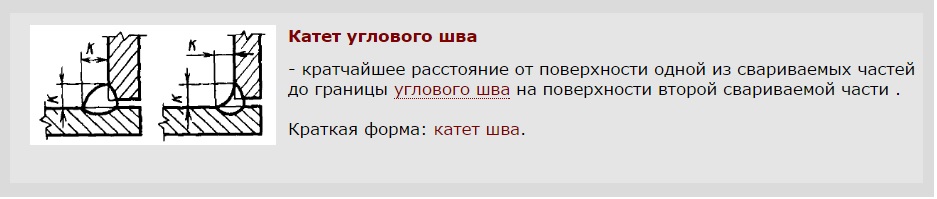 Отметим, что размер такого сварного шва определяют, применив величину катета углового соединения, а поэтому его нетрудно рассчитать. Для его измерения необходимо вычислить размер одной из сторон самого большого прямоугольного треугольника, который вписывают в продольное сечение.
Отметим, что размер такого сварного шва определяют, применив величину катета углового соединения, а поэтому его нетрудно рассчитать. Для его измерения необходимо вычислить размер одной из сторон самого большого прямоугольного треугольника, который вписывают в продольное сечение.
Катет сварного шва (углового) дает возможность определить его расчетную толщину. А для того чтобы он выдерживал определенное давление, стороны, составляющие прямой угол, не должны быть длинными, так как не только отдельные швы, но и вся конструкция может деформироваться, а также возможно, что возрастает стоимость всего сооружения.
Какие типы стыков необходимы для различных элементов
Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом.
Например, в двутавровой стойке и центрально-сжатой колонне используют технику одностороннего поясного соединения, а в узлах крепежа балки или связки, а также в зоне, предназначенной для передачи напряжения, используют двухстороннее поясничное соединение, которое выходит за пределы прикрепленного элемента.![]()
Для крепления к балкам ребер жесткости необходимы поясные непрерывные стыки, здесь же допускается применение одностороннего поясного стыка в двутавровому элементу.
Для укрепления фасовок к решетке фермы применяют сварочный шов, позволяющий вывести его на торец элемента (20 мм), при этом не используют технику лобовых стыков. Если имеется пояс из тавр, двутавровый или одиночный, то для сваривания их с полками делают проварку по всей толщине фасонины.
Существуют специальные правила и нормы для выполнения конструкций из стали. Рассмотрим один из них, например, AWS Dl.1, по которому производят вычисления минимальных размеров стороны прямоугольного треугольника (составляющей угол в 90º). Причем при использовании материала с различной толщины катет также изменяется. В стандарте указано, какое максимальное усиление стыков возможно, потому что если заметно увеличить эту величину, то это вызовет процесс разрушения всех сварных соединений.
Вернуться к оглавлению
Формула, по которой определяют размер стыка
Угловые швы.
Для того чтобы правильно определить теоретическую толщину угловых сварных соединений, рассмотрим изображение.
Здесь показано, что с применением формулы:
- T = S cos 45º, где S #8211 сторона прямоугольного треугольника,
- T #8211 ширина соединения,
можно произвести качественный расчет, который поможет определить необходимую величину.
Рассмотрим на примере: S = 3 мм. В данном конкретном случае T = 3 х 0,7 = 2,1 мм. При этом учитывают тот факт, что при толщине материала 12,7 #8211 19 мм, S = 6 мм (по выше приведенному стандарту).
Для контроля качества такого типа соединения на реальном изделии, его размеров, величины, усиления или ослабления, применяют так называемый сварочный шаблон.
На нем показано, как производят замер углового стыка, применив специальный инструмент.
Что такое шаблон сварщика?
Сварочные работы – это целый комплекс мероприятий, который подвергается особому контролю со стороны служб дефектоскопии, целью контроля которого является предотвращение негативных последствий, вызванных некачественной сваркой стыковых соединений на трубопроводах, и других сварных конструкциях.
Существует множество методов неразрушающего контроля за проведением сварочных работ, как на этапе входного контроля, так и на этапе уже готовых сварных соединений и наплавок. Здесь можно выделить:
— рентгенографический метод
— ультразвуковой метод
— магнитографический метод
— метод визуального осмотра.
При этом визуальному осмотру подвергается 100% всех сварных соединений.
Шаблон сварщика – это инструмент, который предназначается для проведения визуального контроля сварных соединений.
Существует много видов шаблонов сварщика, которые отличаются друг от друга, не только констркутивными особенностями, но и выполняемыми функциями. Однако самыми распространенными являются шаблоны УШС-2, УШС-3 и УШС-4, а также УШК-1(шаблон Красовского).
1) Универсальный шаблон сварщика УШС-2. называемый, также, катетомером, предназначается для определения катетов угловых сварочных швов в диапазоне от 4 — до 14мм. УШС-2 изготавливается в соответствие с СТБ 1133-98 «Соединения сварные. Метод контроля внешним осмотром и измерениями. Общие требования». При этом, катеты сварных швов контролируют методом ступенчатого подбора соответствующего угла катета на УШС-2 от максимального до минимального зазора.
Метод контроля внешним осмотром и измерениями. Общие требования». При этом, катеты сварных швов контролируют методом ступенчатого подбора соответствующего угла катета на УШС-2 от максимального до минимального зазора.
Рисунок 1. Универсальный шаблон сварщика УШС-2
Конструктивно, УШС-2 представляет собой 3 металлические пластины, соединенные между собой при помощи соединительного кольца. Каждая пластинка имеет выемки определенной величины катета, при этом, каждая из таких выемок промаркирована в соответствии с величиной радиуса катета шва. Последовательно подбирая пластинки с выемками относительно поверхностей, соединенных сварным швом производится контроль катета сварного шва. Размер катета определяется в тот момент, когда длинная сторона пластины и перемычка между катетами пластины без видимого зазора прилегают к свариваемым поверхностям, а зазор между дугой пластины и дугой сварного шва является минимальным. В случаях, когда ни одна ступень пластины размеров не совпадает со сварным швом, значение катета определяется эмпирическим путем.
В случаях, когда ни одна ступень пластины размеров не совпадает со сварным швом, значение катета определяется эмпирическим путем.
2) Универсальный шаблон сварщика УШС-3 предназначается для контроля измеряемых параметров труб и трубопроводов, контроля состояния стыковых соединений торцов труб и трубопроводов, а также визуального контроля качества сварного шва при проведении сварочных работ. УШС-3 применяют, также, перед проведением сварочных работ: для контроля сварочных электродов и элементов разделки под сварной шов.
Рисунок 2. Универсальный шаблон сварщика УШС-3.
УШС-3 основной измерительный инструмент, используемый для обучения будущих специалистов в сварочных учебных центрах, он входит в список обязательного оборудования для визуального контроля, и может быть использован на любых предприятиях и организациях, на которых проводятся сварочные работы.
Используя УШС-3 можно производить следующие контрольные измерения:
— Контроль и измерение размеров сварного шва (Рисунок 3), таких, как высота и ширина шва, глубина подреза, величина западаний между валиками шва и др.
Рисунок 3. Измерения при помощи УШС-3: а — измерение высоты сварного шва и глубины подреза б — измерение ширины сварного шва в — измерение западаний между валиками сварных швов.
— Измерение смещения (скосов) наружных кромок деталей (Рисунок 4.)
Рисунок 4. Измерение смещения наружных кромок деталей
— Измерение зазоров в соединениях (Рисунок 5.)
Рисунок 5. Измерение зазоров в соединениях.
— Контроль углов скоса разделки (Рисунок 6.)
Рисунок 6. Контроль угла скоса разделки.
— Опеределение диаметров проволоки и сварочных электродов (используя технологические пазы на верхней стороне инструмента).
Универсальные шаблоны сварщика УШС-3 применяются как в помещениях, так и на открытом пространстве. После использования, шаблон необходимо промыть в бензине и протереть мягкой тканью. Хранение шаблона должно осуществляться в чистом, сухом помещении, при температуре от -45 до +45 o C. Если шаблон не использовался в течение года, его необходимо заново законсервировать в соответствие с требованиями ГОСТ 9.014-78. При этом, транспортировка шаблонов допускается всеми видами открытого транспорта.
После использования, шаблон необходимо промыть в бензине и протереть мягкой тканью. Хранение шаблона должно осуществляться в чистом, сухом помещении, при температуре от -45 до +45 o C. Если шаблон не использовался в течение года, его необходимо заново законсервировать в соответствие с требованиями ГОСТ 9.014-78. При этом, транспортировка шаблонов допускается всеми видами открытого транспорта.
3) Универсальный шаблон сварщика УШС-4 – наиболее универсальный инструмент, который предназначается для визуального контроля элементов разделки под сварной шов, электродов, углов скоса кромок, высоты валика усиления и катета углового шва, выпуклости корня шва стыкового сварного соединения, а также величины зазора между свариваемыми деталями (Рисунок 7.).
Рисунок 7. Универсальный шаблон сварщика УШС-4.
Так же как и УШС-3, УШС-4 может использоваться на любых предприятиях, на которых производятся работы со сваркой.
Принципы измерений УШС-4 схожи с УШС-3, однако, в отличие от третьей модели, в серии УШС-4 реализованы некоторые дополнительные конструктивные возможности. УШС-4, благодаря встроенному шаблону Ушерова-Маршака, внешний вид которого представлен на рисунке 8, может производить некоторые виды измерений гораздо быстрее и удобнее (Рисунок 9.).
Рисунок 8. Шаблон Ушерова-Маршака.
Рисунок 9. Измерения с использованием шаблона Ушерова-Маршака.
4) Универсальный шаблон Красовского УШК-1 – узко специализированный инструмент, который предназначается для осуществления визуального и измерительного контроля стыковых, тавровых и нахлесточных сварных соединений, а также измерения зазора между кромками свариваемых деталей.
Общий вид универсального шаблона Красовского представлен на рисунке 10.
Рисунок 10. Универсальный шаблон Красвоского УШК-1.
Порядок измерений представлен на рисунках 11 и 12.
Рисунок 12. Измерение стыковых швов и зазоров.
Шаблон УШК-1 изготавливается по ГОСТ 15150-69 в исполнении V категории I.
Таким образом, можно сделать вывод о том, что визуальный контроль при проведении сварочных работ, помимо других способов неразрушающего контроля, это неотъемлемая часть всего комплекса работ по обеспечению безопасной эксплуатации сварных конструкций, труб и трубопроводов.
Источники: http://expertsvarki.ru/tehnologii/katet-svarochnogo-shva-chto-eto-takoe.html, http://moiinstrumenty.ru/svarochnyj/opredelenie-kateta-svarnogo-shva.html, http://www.xn--80aggyh3a5bzb.xn--p1ai/info/articles/Chto-tekoe-shablon-svarshika.htm
Комментариев пока нет!
Предлагается доставка плодородного грунта по Москве, и других строительных материалов.
Катеты сварных швов: характеристика и свойства. Катет шва при сварке: определение и методы расчета
Прочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет и будет являться катетом такого равнобедренного треугольника, отсюда и название.
В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.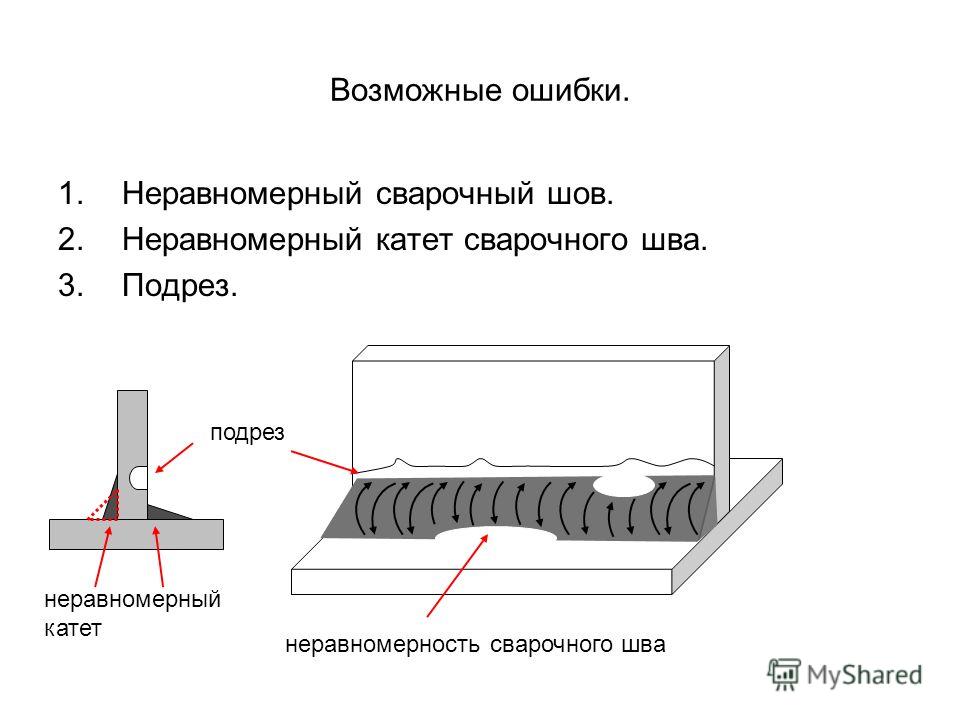
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика».
Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения
Катет шва при сварке: определение и способы расчета
В строительной отрасли при сварке массивных металлических сооружений в стыках возникают серьезные нагрузки, что при несоблюдении технологии несет риски обрушения конструкции. Это актуально в корабельной отрасли и машиностроении (при устройстве крупногабаритных автоматов), при возведении массивных строений. Качественное соединение должно быть изначально просчитано, чтобы избежать возможных будущих деформаций. Самый простой способ проверить правильность сварной линии — узнать катет шва.
Это актуально в корабельной отрасли и машиностроении (при устройстве крупногабаритных автоматов), при возведении массивных строений. Качественное соединение должно быть изначально просчитано, чтобы избежать возможных будущих деформаций. Самый простой способ проверить правильность сварной линии — узнать катет шва.
Катетом сварного шва называют катет условного треугольника, который вписывается в поперечное сечение. Единой цифры, которая бы стала показателем надежного и качественного шва при определении его катета, нет. Чем больший размер равнобедренного треугольника можно вписать вместо шва, тем большие нагрузки он сможет выдержать. Часто эта характеристика зависит от вида металла и предела напряжения, которому он сможет противостоять. Увеличение катета дает противоположный эффект — деталь деформируется и не сможет работать в нужном режиме.
Как определить величину катета?
Для определения оптимального сварного соединения нужно произвести расчет шва, а также определить катет шва при сварке. При этом учитываются следующие факторы:
При этом учитываются следующие факторы:
- толщина металлозаготовок;
- положение деталей относительно друг друга;
- вид шва, используемого при соединении.
Для каждого изделия катет подбирается индивидуально, но здесь речь идет лишь о работе с большими нагрузками. Для частного использования сварки не нужны тонкие расчеты, но все же профессионалы учитывают свойства металла и стараются сделать шов прочным и при этом не навредить деталям. Задают катет шва по кромке в том случае, если две детали имеют одинаковую толщину. Если же разную, то катет определяют по более тонкому металлу. Важно правильно выбрать и рассчитать его размер. Ведь от этого зависит максимальная мощность, которой сможет сопротивляться деталь. Катет сварного шва определяется системой стандартизации ГОСТ 5264-80.
Катет шва при сварке равен толщине листов при нахлесточном соединении, но при этом она не должна превышать 4 мм. Если этот параметр больше, то следует брать 40 % от величины толщины металла и прибавить 2 мм.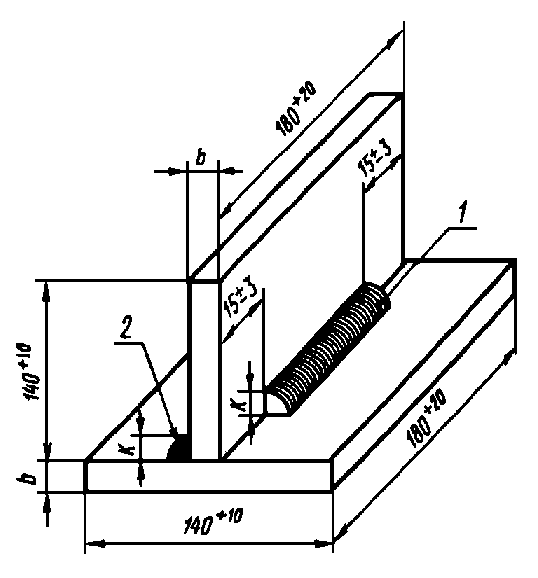 Так можно определить максимальное значение катета шва.
Так можно определить максимальное значение катета шва.
Как выбрать катет?
Определяется катет шва при сварке арматуры так же, как и при соединении любых других элементов металлических конструкций. Размер зависит от нескольких параметров, в их числе положение заготовок, их длина и толщина. Профессионалы пользуются шаблонами, которые уже наработали до них сварщики. Главным параметром выступает длина сварного шва, ведь именно она влияет на прочность будущей конструкции. Расход материала и вероятность деформации — основные опасности при шве большой длины. Многое зависит от типа шва, которым будут соединяться детали.
Сварной стыковой шов
Сварной стыковой шов предполагает следующую технологию — соединить два элемента сварки встык (т. е. расположить детали торцами поверхностей в одной или разных плоскостях). Разновидностей стыковых соединений более 30, все они предусмотрены ГОСТом. При этом проводится зависимость от толщины свариваемых элементов, оборудования и технологии сварки. Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
Соединение внахлест
Соединение внахлест – это метод сварки, когда детали расположены параллельно и их кромки перекрывают друг друга. В отличие от сварного шва, существует всего две разновидности соединений внахлест. Торцы изделий могут привариваться с двух сторон или же с одной. Также есть соединение с помощью дополнительной накладки, которая приваривается к двум деталям, соединяя их под нужным углом. Внахлест сваривают детали, используя два вида швов — торцевой и лобовой. Режим сварки при данном соединении может быть более высоким, так как опасность прожога поверхностей отсутствует.
Угловое соединение
Сварка двух деталей, кромки которых располагаются под углом относительно друг друга, происходит методом углового соединения.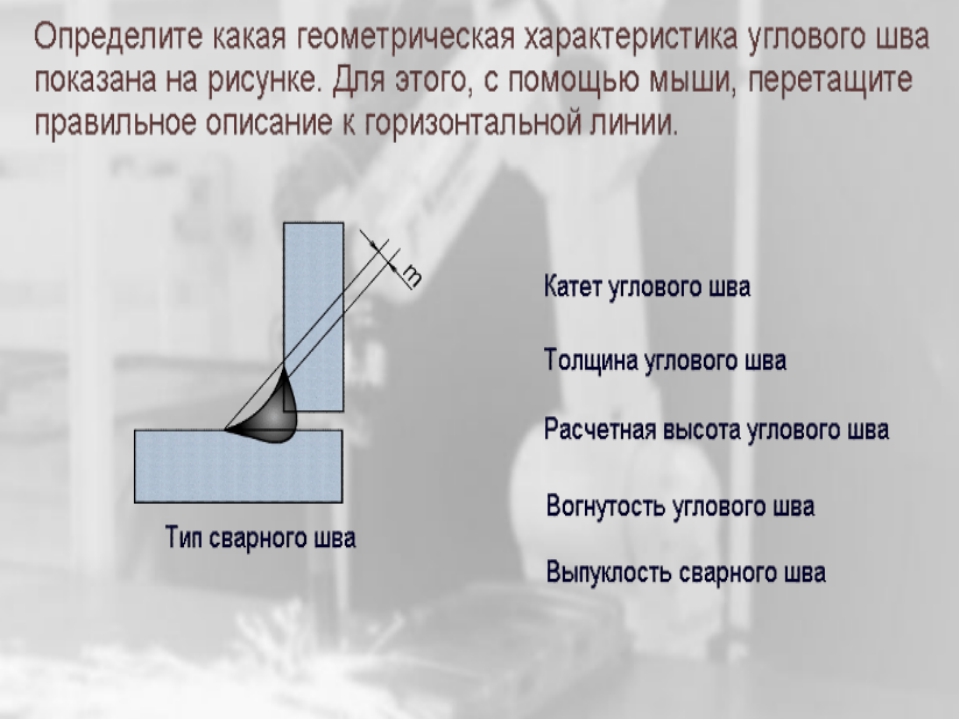 Стандарт различает до 10 видов таких стыков. Иногда для прочности и надежности сварного шва используют специальную металлическую подкладку, которая позволяет лучше стыковать элементы и делает конструкции надежнее. В силовых конструкциях редко можно увидеть такой тип соединения, поэтому расчетов для таких швов не производят. Тем не менее при необходимости такого типа сварки расчеты производятся по аналогии с тавровым соединением и обязательным учетом типа шва.
Стандарт различает до 10 видов таких стыков. Иногда для прочности и надежности сварного шва используют специальную металлическую подкладку, которая позволяет лучше стыковать элементы и делает конструкции надежнее. В силовых конструкциях редко можно увидеть такой тип соединения, поэтому расчетов для таких швов не производят. Тем не менее при необходимости такого типа сварки расчеты производятся по аналогии с тавровым соединением и обязательным учетом типа шва.
Тавровое сварное соединение
Часто возникает необходимость соединить элементы, которые расположены в разных плоскостях. Наилучшее решение в этом случае — тавровое соединение, где торец одной заготовки примыкает под прямым или иным углом к другой. Типы подобных соединений различаются в пределах 9 видов, предусмотренных ГОСТом. Тавровое соединение требует глубокого проплавления в месте стыка, шов обычно делают автоматической сваркой или же заранее подготавливают кромки, например, угловым швом, который можно сделать вручную, или стыковым. Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Контроль качества шва
В любом из швов следует не забывать о катете шва при сварке, формула которого не является сложной и состоит в определении толщины металла. Если она составляет менее 4 мм, то катет берется равным ей, если же больше, то в диапазон 40 %- 45 % от толщины с прибавкой 2 мм. Формула для расчета катета: T = S cos 45º, здесь T – искомый катет, а S – гипотенуза или ширина валика шва.
Провести контроль за соединением заготовок несложно, при этом используют визуальные и инструментальные методы (с помощью приборов). Разработан инструмент, определяющий катет шва при сварке. Как измерить им интересующий шов? Для этого нужно приложить прибор к двум частям заготовки, а середину направить на шов, после чего записать показатели и провести несложный расчет. Обычно шов получается выпуклый, но это самый ненадежный вариант. Ведь именно в такой форме концентрируется напряжение.
Ведь именно в такой форме концентрируется напряжение.
Идеальным вариантом является вогнутый шов, получить который достаточно сложно. Здесь нужно соблюдать скорость сварки, а также добиться правильной работы сварочного аппарата. Опытные мастера смогут сделать такой шов. Но чаще его получают механическим путем, просто срезая ненужную часть шва.
Катет сварного шва: что это такое?
В зависимости от характера соединения двух деталей сварные швы бывают стыковые и угловые. Параметры, характеризующие их качество – выпуклость, вогнутость, глубина проплавления и геометрические размеры.
Геометрические размеры швов
Сварные соединения в процессе визуального контроля проверяются не только на наличие дефектов, но и на соответствие полученных геометрических размеров показателям, регламентированным конструкторской и технологической документацией.
Если на стыковых швах основным параметром является ширина, то на тавровых, нахлесточных и угловых – катет. Это длина перпендикуляра, условно опущенного из вершины угла на гипотенузу. Простыми словами – расстояние от плоскости одной заготовки до грани шва на поверхности второй детали.
Это длина перпендикуляра, условно опущенного из вершины угла на гипотенузу. Простыми словами – расстояние от плоскости одной заготовки до грани шва на поверхности второй детали.
Угловые соединения могут иметь различные очертания:
- Выпуклые – нецелесообразны с технической точки зрения. Помимо большего количества наплавленного металла (а значит и расхода материалов), они ведут к концентрации напряжений.
- Вогнутые – трудно получить. Нужна точная настройка рабочих параметров сварочного аппарата и соблюдение соответствующей скорости ведения электрода, что требует немалого опыта от сварщика. Чаще вогнутая конфигурация придается с помощью механической обработки. Подобные швы при изготовлении металлоконструкций применяют крайне редко.
Широко применяются угловые швы нормального очертания (без выпуклостей и вогнутостей). При разработке конструкторской документации катет принимается равным толщине более тонкой детали, но может быть и меньше – важно, чтобы обеспечивалась максимальная прочность соединения. Так, для заготовок толщиной 4-5 мм он должен составлять 4 мм, а для более толстых деталей – рассчитывается или определяется конструктивно, но принимается не менее 5 мм.
Так, для заготовок толщиной 4-5 мм он должен составлять 4 мм, а для более толстых деталей – рассчитывается или определяется конструктивно, но принимается не менее 5 мм.
Как проверяются значения катета?
В отличие от качества проплавления, которое контролируется специальными приборами, катет шва измеряется с помощью специального приспособления УШС-2 (универсальный шаблон сварщика). Также его еще называют катетомер.
Шаблон представляет собой несколько пластинок из тонколистового металла, имеющих выемки с определенной величиной катета. Они соединены между собой шарнирно или соединительным кольцом.
Измерения проводятся с помощью ступенчатого подбора самого подходящего размера катета. А определяется он, когда одна из выемок на пластинках прилегает к сварному шву с минимальным зазором между дугой шаблона и поверхностью соединения.
Катеты сварных швов согласно СП 16.13330 Стальные конструкции
Основные требования к размеру катетов сварных швов (толщина металла сварного шва) приведены в разделе 14 СП 16.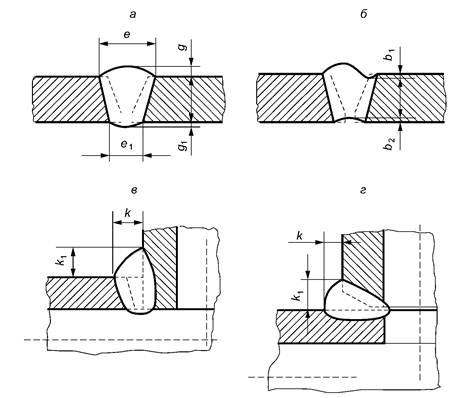 13330.2011 и СП 16.13330.2017 «Стальные конструкции. Актуализированная редакция СНиП II-23-81*».
13330.2011 и СП 16.13330.2017 «Стальные конструкции. Актуализированная редакция СНиП II-23-81*».Согласно п.14.1.7 СП 16.13330.2011 и СП 16.13330.2017, к катету сварного шва ( kf ) предъявляются следующие требования:
1. максимальный размер катета углового шва не должен превышать 1,2 t,
где t- наименьшая из толщин свариваемых элементов;
(катет шва, наложенного на закругленную кромку фасонного проката толщиной, как правило, не должен превышать 0,9 t)
2. размер катета должен быть не менее значений указанных в таблице 38 СП 16.13330.2017
Таблица 38 (СП 16.13330.2017)
Вид соединения | Вид сварки | Предел текучести стали, Н/мм2 | Минимальный катет шва kf, мм, при толщине более толстого из свариваемых элементов t, мм | |||||
4-5 | 6-10 | 11-16 | 17-22 | 23-32 | 33-40 | |||
Тавровое с двусторонними угловыми швами; нахлесточное и угловое | Ручная дуговая | До 285 | 4 | 4 | 4 | 6 | 10 | 12 |
Св. | 4 | 5 | 6 | 8 | 10 | 14 | ||
Св. 390 до 590 | 5 | 6 | 7 | 8 | 10 | 14 | ||
Автоматическая и механизированная | До 285 | 3 | 4 | 4 | 6 | 10 | 12 | |
Св. | 3 | 4 | 5 | 8 | 10 | 14 | ||
Св. 390 до 590 | 4 | 5 | 6 | 8 | 10 | 14 | ||
Тавровое с односторонними угловыми швами | Ручная дуговая | До 375 | 5 | 6 | 7 | 8 | 10 | 14 |
Автоматическая и механизированная | 4 | 5 | 6 | 10 | 10 | 18 | ||
Примечания: 1 В конструкциях из стали с пределом текучести свыше 590 Н/мм2 минимальный катет швов следует принимать по техническим условиям. 2 Для всех сталей при толщине элементов более 40 мм катет сварного шва следует принимать по расчету. | ||||||||
 285 до 390
285 до 390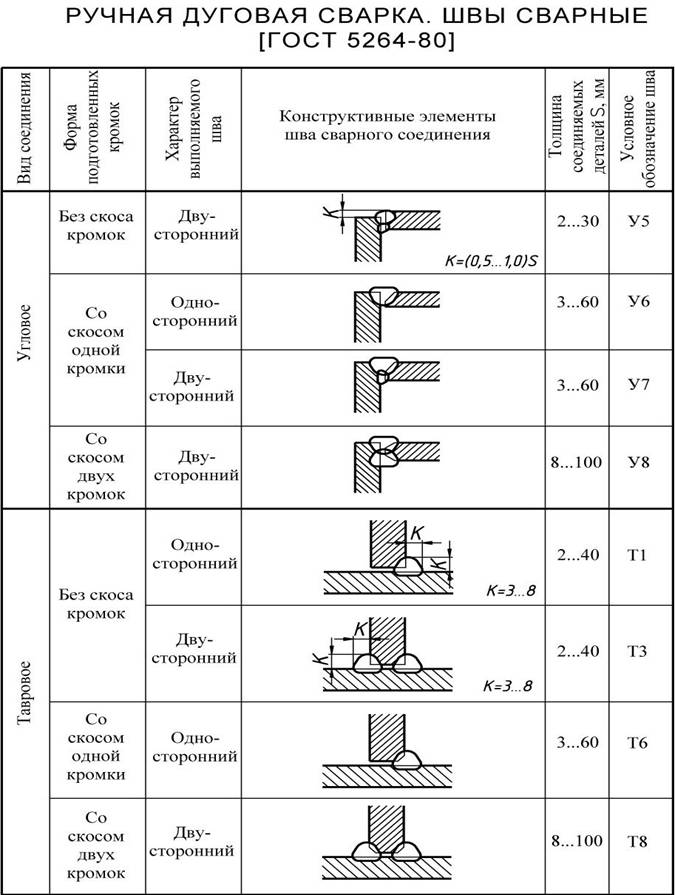 285 до 390
285 до 390
3. расчетная длина углового шва должна быть не менее 4kf и не менее 40 мм;
4. расчетная длина флангового шва должна быть не более 85βfkf,
где βf — коэффициент, принимаемый по таблице 39 СП 16.13330.2017
За исключением швов, в которых усилие действует на всем протяжении шва.
Таблица 39 (СП 16.13330.2017)
Вид сварки при диаметре сварочной проволоки сплошного сечения d, мм | Положение шва | Коэффициент | Значение коэффициентов βf и βz при нормальных режимах сварки и катетах швов, мм | |||
3-8 | 9-12 | 14-16 | св. | |||
Автоматическая при d=3-5 | В лодочку | βf | 1,1 | 0,7 | ||
βz | 1,15 | 1,0 | ||||
Нижнее | βf | 1,1 | 0,9 | 0,7 | ||
βz | 1,15 | 1,05 | 1,0 | |||
Автоматическая и механизированная при d=1,4-2 | В лодочку | βf | 0,9 | 0,8 | 0,7 | |
βz | 1,05 | 1,0 | ||||
Нижнее, горизонтальное, вертикальное | βf | 0,9 | 0,8 | 0,7 | ||
βz | 1,05 | 1,0 | ||||
Ручная и механизированная при d<1,4 или порошковой проволокой | В лодочку | βf | 0,7 | |||
Нижнее, горизонтальное, вертикальное, потолочное | βz | 1,0 | ||||
 16
165. размер нахлестки должен быть не менее 5tmin (tmin — толщина наиболее тонкого из свариваемых элементов)
размер нахлестки должен быть не менее 5tmin (tmin — толщина наиболее тонкого из свариваемых элементов)
6. соотношение размеров катетов угловых швов следует принимать 1:1;
- при разных толщинах свариваемых элементов принимают швы с неравными катетами;
- при этом катеты, примыкающие к более тонкому или более толстому элементу, должны удовлетворять требованиям 14.1.7 а) или б) соответственно.
Обозначение сварного шва на строительных чертежах по ГОСТ
Техника безопасности при дуговой сварке по СНиП и ГОСТ
ножной шов — это … Что такое ножной шов?
Боулинг со швом — фраза, используемая для техники боулинга в крикете, при которой мяч умышленно забрасывается на шов, чтобы вызвать случайное отклонение. Практикующих называют шовным боулером. Шовный боулинг обычно классифицируется как подтип быстрого боулинга, хотя… Wikipedia
Leg spin — это стиль боулинга в крикете.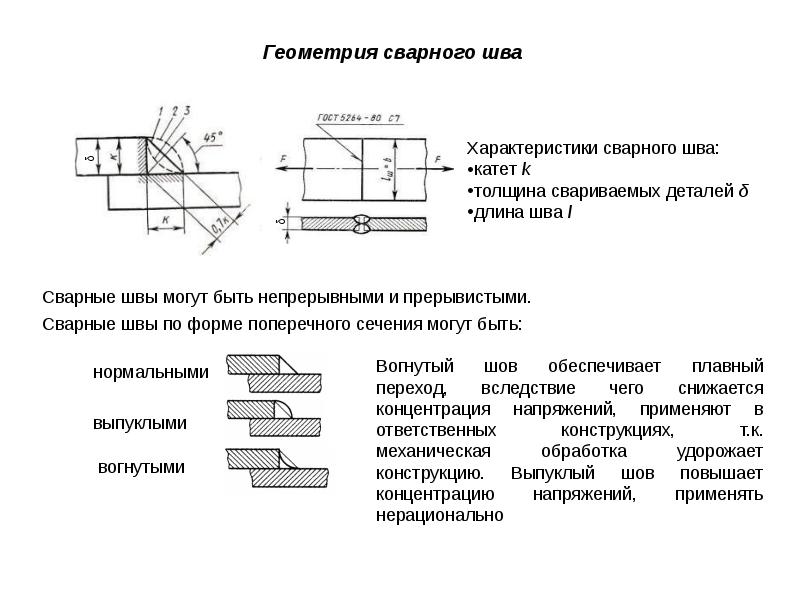 Ножной прядильщик сгибает правую руку с помощью вращения запястья, заставляя мяч вращаться против часовой стрелки в точке доставки.Когда мяч отскакивает, вращение заставляет мяч резко отклоняться справа налево… Wikipedia
Ножной прядильщик сгибает правую руку с помощью вращения запястья, заставляя мяч вращаться против часовой стрелки в точке доставки.Когда мяч отскакивает, вращение заставляет мяч резко отклоняться справа налево… Wikipedia
Ножка для ног — Ножка для ножек является одним из видов спорта в крикете. Его бьют быстрые боулеры. Боулер выпускает обычную быструю подачу, запястья зафиксированы в нужном положении, а первые два пальца находятся на вершине мяча для крикета, заставляя его вращаться…… Wikipedia
Разрыв ноги — Разрыв ноги — это вид спорта в крикете.Это стандартная поставка боулера с вращением правой ноги. Сломанные ноги также в просторечии известны как леггинсы или спиннеры для запястий, так как запястье — это часть тела, которая в основном используется для…… Wikipedia
in | шов — «IHN SEEM», сущ. 1. Внутренний шов штанины от низа до промежности. 2. предплечий шов рукава. 3. Внутренний шов обуви… Полезный английский словарь
3. Внутренний шов обуви… Полезный английский словарь
Костюмы с квадратными штанинами — Костюм с квадратными или квадратными штанинами представляет собой облегающий мужской купальник, который используется в несколько более консервативном стиле, чем плавки для водного поло и дайвинга, или для отдыха.Как и плавки, они сделаны из смеси нейлона и спандекса… Wikipedia
дюйм · шов — / ˈınˌsiːm / существительное, pl швы [количество] США: линия, по которой две части пары брюк сшиваются вместе от верхней части внутренней части штанины к низу; также: длина этой лески по внутреннему шву 32 дюйма… Полезный английский словарь
Fencibles United — Информационный ящик футбольного клуба | clubname = Fencibles United | fullname = Fencibles United AFC | ник = Fencibles | основан = 1995 | земля = Riverhills Domain Pakuranga, Окленд Новая Зеландия | вместимость = 56 000, при обновлении на 10 000 мест…… Wikipedia
Fast Bowling — Фастман перенаправляется сюда. Чтобы узнать об участнике группы Fun Lovin Criminals, см. Fastman (музыкант). Техника боулинга Стратегия боулинга Быстрый боулинг Шовный боулинг Свинг-боулинг Средний темп боулинг Спин-боулинг Вращение пальцами Вращение без вращения Левая рука ортодоксальна…… Wikipedia
Чтобы узнать об участнике группы Fun Lovin Criminals, см. Fastman (музыкант). Техника боулинга Стратегия боулинга Быстрый боулинг Шовный боулинг Свинг-боулинг Средний темп боулинг Спин-боулинг Вращение пальцами Вращение без вращения Левая рука ортодоксальна…… Wikipedia
Список терминов по крикету — Крикет — это командный вид спорта, в который играют две команды по одиннадцать человек. Он известен своей богатой терминологией. [http: // content usa.cricinfo.com/ci/content/story/239756.html Словарь терминов по крикету] из CricInfo, получено 13 мая 2008 г.]…… Wikipedia
Словарь терминов по крикету — Крикет — это командный вид спорта, в который играют две команды по одиннадцать человек.Он известен своей богатой терминологией. [1] [2] [3] Те, кто не знаком с игрой, часто считают некоторые термины загадочными и юмористическими. [4] Это общий глоссарий…… Wikipedia
Что такое разъемный шов? (с иллюстрациями)
Разделенный шов — это шов на одежде, который намеренно открыт. Это обычная черта брюк и шорт, особенно брюк и шорт, которые предназначены для использования в спортивных целях. В некоторых случаях, например, в случае с классическими брюками или в модных джинсовых моделях, разделенный шов имеет чисто эстетическое значение.С другой стороны, в спортивной и активной одежде обычно используется разрезной шов для улучшения диапазона движений пользователя. Например, разрезной шов можно использовать в дизайне штанов для йоги, потому что многие позы йоги требуют большого диапазона движений, особенно когда они выполняются кем-то с большим опытом йоги.
Это обычная черта брюк и шорт, особенно брюк и шорт, которые предназначены для использования в спортивных целях. В некоторых случаях, например, в случае с классическими брюками или в модных джинсовых моделях, разделенный шов имеет чисто эстетическое значение.С другой стороны, в спортивной и активной одежде обычно используется разрезной шов для улучшения диапазона движений пользователя. Например, разрезной шов можно использовать в дизайне штанов для йоги, потому что многие позы йоги требуют большого диапазона движений, особенно когда они выполняются кем-то с большим опытом йоги.
Бывают случаи, когда в платьях и юбках используются разрезные швы. Юбка-карандаш, например, часто имеет разрез сзади.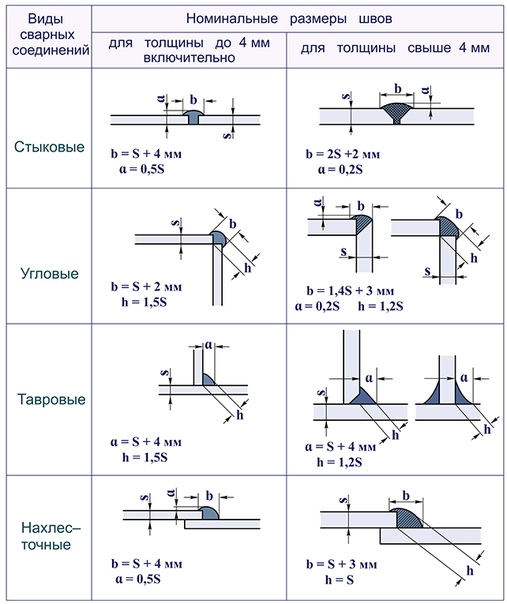 Есть шов, который начинается на пояснице, иногда там, где юбка может быть застегнута на молнию или пуговицу. Этот шов простирается на крупу и на заднюю часть ног. Шов часто в конце расщепляется на от одного до трех дюймов (от двух с половиной до семи с половиной сантиметров). Этот вид разрезного шва является одновременно функциональным, поскольку он может улучшить диапазон движений пользователя, а также является эстетической частью юбки-карандаш.
Есть шов, который начинается на пояснице, иногда там, где юбка может быть застегнута на молнию или пуговицу. Этот шов простирается на крупу и на заднюю часть ног. Шов часто в конце расщепляется на от одного до трех дюймов (от двух с половиной до семи с половиной сантиметров). Этот вид разрезного шва является одновременно функциональным, поскольку он может улучшить диапазон движений пользователя, а также является эстетической частью юбки-карандаш.
Также часто платья и халаты имеют разрезные швы на спине или на одной или обеих сторонах одежды. Как и в случае с юбкой-карандаш, эта особенность дизайна может улучшить диапазон движений владельца, но также может предложить немного гламура, если намерение состоит в том, чтобы показать ноги женщины, носящей платье. В большинстве случаев шов начинает расслаиваться в районе колена. В некоторых более рискованных нарядах шов может расколоться намного выше.
Как и в случае с юбкой-карандаш, эта особенность дизайна может улучшить диапазон движений владельца, но также может предложить немного гламура, если намерение состоит в том, чтобы показать ноги женщины, носящей платье. В большинстве случаев шов начинает расслаиваться в районе колена. В некоторых более рискованных нарядах шов может расколоться намного выше.
Другой тип одежды, который часто имеет хотя бы один разрезной шов, — это пальто.Это особенно актуально для пальто с классическим рисунком, например тренчей. Например, тренч обычно имеет разрез на спине. Существуют также более тяжелые пальто из таких материалов, как шерсть, которые также имеют разрезной шов на спине, а иногда и на правой и левой стороне одежды. Иногда, особенно в пальто, дизайнеры используют разрезные швы, чтобы продемонстрировать интересную подкладку.
Что такое боковой шов? (с иллюстрациями)
Боковой шов — это шов в одежде, размещенный так, чтобы он ниспадал сбоку.Швы — это способ соединения частей ткани вместе. Почти каждый предмет одежды имеет какой-либо тип шва, а у большинства больше одного шва. Боковой шов должен приходиться на середину боковой части ноги, примерно в районе голеностопного сустава или сбоку на верхней части тела, продолжаясь до середины подмышки.
Боковой шов может включать молнию. Из-за того, что люди разного роста спереди назад, этот тип шва не всегда идеально ложится посередине двух сторон.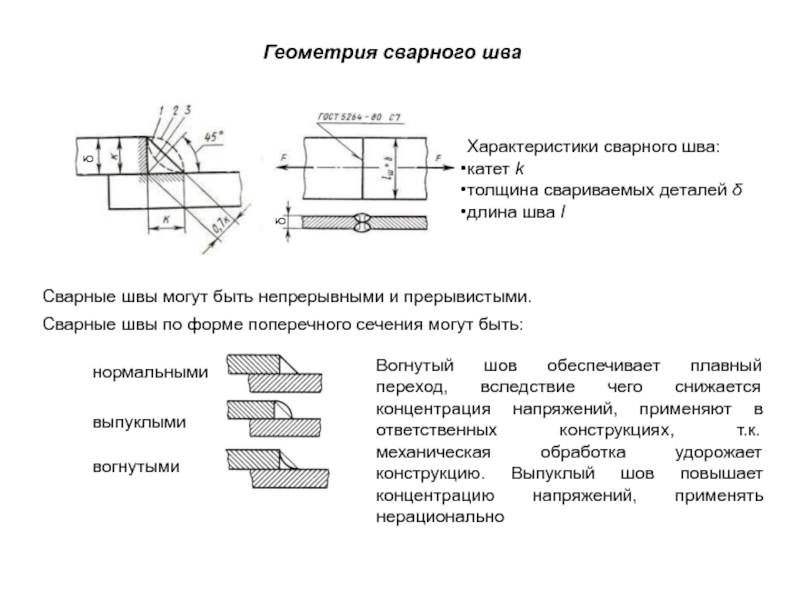 Для обычного человека задняя часть одежды должна иметь больший припуск материала при определении того, где должен ложиться шов. Однако, учитывая, что не все люди соответствуют среднему размеру, припуски на швы сильно различаются в зависимости от размера готовой одежды. Если эти размеры не допускаются до выполнения шва, шов одежды будет тянуться вперед или назад.
Для обычного человека задняя часть одежды должна иметь больший припуск материала при определении того, где должен ложиться шов. Однако, учитывая, что не все люди соответствуют среднему размеру, припуски на швы сильно различаются в зависимости от размера готовой одежды. Если эти размеры не допускаются до выполнения шва, шов одежды будет тянуться вперед или назад.
Хотя существует несколько различных типов швов, чаще всего используется плоский шов.Причина, по которой часто выбирают плоский шов, заключается в том, что он создает наименьший объем материала в месте соединения двух частей ткани. Плоский шов наименее заметен из всех типов швов, поэтому это наиболее распространенный выбор для бокового шва.
Плоский шов наименее заметен из всех типов швов, поэтому это наиболее распространенный выбор для бокового шва.
При пошиве одежды шов часто является самой сложной частью одежды.Шов должен соответствовать не только ширине и ширине человека, носящего одежду. Падая в истинную середину, он также должен выдерживать движения владельца. По этой причине строчка, используемая для создания бокового шва, часто бывает очень плотной. В этом шве также часто появляется молния внутри одежды.
Боковой шов используется не только при шитье, но и при вязании.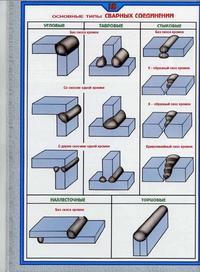 Самая распространенная строчка, используемая для бокового шва при вязании, — это матрацная строчка, которая уменьшает лишнюю массу. При шитье или вязании важно, чтобы шов был ровным.
Самая распространенная строчка, используемая для бокового шва при вязании, — это матрацная строчка, которая уменьшает лишнюю массу. При шитье или вязании важно, чтобы шов был ровным.
Что такое карман в шве?
Внутренний карман используется при пошиве одежды для создания индивидуального отдельного кармана на брюках, брюках, юбках, куртках и пальто.Это своего рода внутренний карман, он размещается внутри бокового шва одежды и полностью закрывается внешними слоями, не оставляя видимых клапанов, пуговиц, молний или кнопок. Карманы в швах в основном, хотя и не исключительно, используются в более модной одежде, поэтому они не портят общий формальный вид.
Женщина, положив руку на бедро Карманы в швах, как правило, более нарядные, чем внешние, набедренные или накладные карманы, поэтому они могут быть менее полезными, поскольку имеют узкое отверстие и ограниченную вместимость. Следовательно, внутренний карман обычно обеспечивает относительно небольшое пространство для хранения личных вещей и не предназначен для более крупных или тяжелых предметов, которые могут не поместиться внутри. Еще одним фактором, связанным с этими карманами, является то, что из-за их более облегающего характера по сравнению с другими типами карманов, предметы, помещенные внутрь, часто видны в виде выпуклости снаружи, что потенциально ухудшает общий приталенный, индивидуальный вид одежды, когда она носится.
Следовательно, внутренний карман обычно обеспечивает относительно небольшое пространство для хранения личных вещей и не предназначен для более крупных или тяжелых предметов, которые могут не поместиться внутри. Еще одним фактором, связанным с этими карманами, является то, что из-за их более облегающего характера по сравнению с другими типами карманов, предметы, помещенные внутрь, часто видны в виде выпуклости снаружи, что потенциально ухудшает общий приталенный, индивидуальный вид одежды, когда она носится.
Принято считать, что карманы в шве не обязательно сложнее сделать, чем другие типы карманов, но они требуют особого планирования, если нужно успешно установить карман в шве.Две части самого кармана сначала разрезаются и сшиваются вместе, прежде чем будет прошит шов одежды. Это важно, потому что прорезь кармана будет заподлицо со швом одежды. Затем прошивают швы, оставляя отверстие кармана незашитым. Это создаст практически незаметное отверстие кармана, что является основной характеристикой кармана этого типа.
Это важно, потому что прорезь кармана будет заподлицо со швом одежды. Затем прошивают швы, оставляя отверстие кармана незашитым. Это создаст практически незаметное отверстие кармана, что является основной характеристикой кармана этого типа.
При желании можно сделать карман в шве и сделать его более заметным.Можно просто немного по-другому вырезать форму кармана, оставляя язычки, которые будут загибаться по краю швов одежды. Эти выступы известны как ранты и будут видны, но не произносятся. Его не следует путать с прорезным карманом, который аналогичен, но не входит в шов одежды. Обработка не только визуально интересна, но и укрепляет края карманов. Однако следует проявлять осторожность при выполнении кармана в шве с рантами, поскольку необходимо будет точно измерить и отметить положение карманов и их рантов.
Вот почему у вас появляется раздражающее скручивание шва на джинсах, и что вы можете сделать, чтобы этого не произошло.
КОГДА-ЛИБО задавался вопросом, почему шов ваших джинсов может двигаться, становясь шатким на одной из ваших ног? Что ж, вот ответ, и, вероятно, не то, что вы ожидаете.
Если вы часто носите джинсы, то вы, вероятно, уже сталкивались с этой странной проблемой раньше, и, что хуже всего, вы вряд ли сможете ее исправить.
2
Вы когда-нибудь задумывались, почему иногда ваши швы могут двигаться, так что один стекает по вашей голени? Что ж, вот ответ Фото: Getty Images И кажется, что поражена только одна нога, в то время как один шов ноги идет прямо, как и должен быть, а другой выглядит так, как будто он вышел из строя, и расположен над вашей кожей.
Но почему именно это происходит?
Раздражающий перекос происходит по двум причинам: во-первых, из-за используемого денима, а во-вторых, из-за того, как он прошит.
Если ваши джинсы сделаны из необработанного (несанфорированного) денима, они с большей вероятностью дадут усадку, чем деним промышленного производства (санкционированный).
2
Это происходит из-за того, из какого материала сделаны ваши джинсы и сколько вы их стираете Фото: ImgurФактически, при первой стирке сырого денима он сжимается на 10 процентов, потому что санитарный деним был зафиксирован и сжался в мельница.
Также способ ткачества джинсовой ткани также играет роль в том, как джинсовая ткань сжимается, и она имеет тенденцию следовать в этом направлении.
Например, шов левой ноги сместится влево, а шов правой ноги переместится за ногу.
WTF
body talk
Начните думать о сексе, когда рветесь в туалет, и о 9 других странных лайфхакахРаскрыто
Bra-vo! Вы всю жизнь неправильно нарезали торт… и таким образом он будет намного свежее Вы можете что-нибудь с этим поделать?
К сожалению, когда повреждение нанесено, вы ничего не можете с этим поделать.
Но для справки в будущем, если вы покупаете новую пару джинсов, вы должны проверить, являются ли они сырыми или нет, чтобы определить, сдвинется ли шов.
И не забывайте, что слишком частая стирка вредна для джинсовой ткани.
Что такое металлическая кровля со стоячим фальцем? Сравнения, типы и использование
«Металлическая кровля». Это общий термин, который охватывает широкий спектр вариантов кровли, продуктов и вариантов.
Когда кто-то ссылается на «металлическую кровлю», он или она может иметь в виду черепицу или черепицу из металла, кровельную систему с открытыми креплениями, которая является обычной для сельскохозяйственных зданий, или, возможно, даже металлическую кровельную систему со стоячим фальцем.
Из всех типов металлических кровель фальц становится все более популярным, поскольку владельцы недвижимости ищут изделия, которые служат долго, выглядят современно и защищают свою конструкцию.
Но что вы знаете о металлической кровле со стоячим фальцем? В Sheffield Metals мы гордимся тем, что являемся лидером по сбыту металлических кровельных и стеновых систем со стоячим фальцем для архитекторов, подрядчиков, производителей и владельцев домов / зданий. Другими словами: мы знаем фальцевую металлическую кровлю.
В этой статье ожидайте узнать о:
- Что означает стоячий фальц
- Различные типы и использование панелей со стоячим фальцем
- Преимущества и недостатки, связанные с металлической кровлей со стоячим фальцем
Металлическая кровля со стоячим фальцем определяется как система металлических панелей со скрытой застежкой, которая имеет вертикальные ножки и широкую плоскую поверхность между двумя ножками. Он также описывается как наличие приподнятых швов или вертикальных ножек, которые возвышаются над уровнем плоской поверхности панели.Системы стоячих фальцев могут использоваться как для металлической кровли, что наиболее распространено, так и для металлических стен.
Основная идея, которую следует помнить для систем со стоячим фальцем, заключается в том, что крепеж является скрытым, независимо от того, крепится ли панель к настилу крыши с помощью зажима или непосредственно к настилу под вертикальной стойкой с помощью крепежного фланца.
Типы профилей со стоячим фальцем
Одним из наиболее важных преимуществ металлических кровель со стоячим фальцем является разнообразие вариантов и возможностей для клиентов.Эти варианты выбора выходят далеко за рамки простого цвета панели, включая длину, ширину, профиль, форму, толщину и многое другое. Давайте рассмотрим некоторые из наиболее популярных типов и применений.
Типы профиля панели
Профиль панели — это форма и способ сшивания двух или более панелей. В зависимости от того, какой у вас тип крыши, насколько она крутая, в какой среде находится ваша недвижимость, а также от множества других факторов, это будет определять, какой профиль вам следует выбрать с помощью подрядчика или архитектора.Многие профили панелей составляют категорию стоячих швов, в том числе:
Профили с защелкой
Профили с защелкой состоят из панелей, которые были тщательно свернуты с краями особой формы, охватываемая и охватывающая ножка, которые защелкиваются вместе и не требуют ручная или механическая закалка во время установки. Профили с защелкой крепятся к настилу крыши с помощью зажима, который прикрепляется к шву и закрепляется под панелью. Крепежные фланцевые панели (обсуждаемые ниже) используют аналогичный механизм блокировки; тем не менее, мы не считаем крепежный фланец защелкивающимся замком, потому что настоящие защелкивающиеся защелки позволяют системе свободно плавать с ее системой защелок.
Snap-lock Quick Facts :
- Системы Snap-lock следует устанавливать только на крышах с уклоном (уклоном) 3/12 и выше, если иное не одобрено производителем.
- Панели с защелкивающимся замком могут использоваться в любой среде, если они установлены правильно.
- Эти системы требуют меньше труда и, как правило, дешевле в установке, так как не требуется механического сшивания.
- Спроектированные системы панелей с защелкой обеспечивают известную производительность, в отличие от других версий.
Профили с механическим замком
Панели с механическим швом также подвергаются рулонной формовке со специальными краями, которые совпадают друг с другом. После того, как две панели соединены, используется ручная или механическая закаточная машина для сгибания краев и фиксации панелей вместе. Существуют два различных варианта механических швов: швы под углом 90 градусов с одинарным замком и швы под углом 180 градусов с двойным замком.
Single Lock (шов под 90 градусов) Краткая информация :
- Single Lock относится к ОДНОМ сгибу шва (или 90 градусов).
- Хотя профили с одинарным замком не работают так же хорошо, как с двойным замком, одинарный замок по-прежнему хорошо работает в более мягких условиях. Опять же, убедитесь, что инженерные решения позволяют использовать единственный замок.
- Системы с одинарным замком требуют меньше труда, а поврежденную панель легче заменить, чем профили с двойным замком.
Double Lock (шов на 180 градусов) Краткая информация :
- Механические системы Double Lock имеют ДВА сгиба шва (или 180 градусов).
- Двойные замковые системы подходят для работы на пологих склонах, где требуется повышенная атмосферостойкость.
- Панели с двойным замком работают лучше; Кроме того, меньше шансов, что панели отклеятся.
- Для собственности в холодных погодных условиях с замораживанием и оттаиванием системы двойного замка являются хорошим выбором. Когда снег / лед замерзает и тает, он также расширяется и сжимается, что потенциально может привести к отключению профиля защелкивания.
- Панели с двойным замком более трудоемки для замены.
- По возможности следует использовать распорный зажим с профилем механической блокировки.
Профили панелей с обрешеткой
Кровельная система с обрешеткой — это когда две ножки панелей скручиваются в рулон, а затем стыкуются друг с другом. Оттуда металлический колпачок проходит через ноги, образуя шов, и либо защелкивается, либо механически фиксируется на месте. Детали, которые закрывают штанины, немного различаются, но есть два общих типа: тройники и кепки с кнопками.
Краткая информация о шве тройника :
- Швы тройника свариваются механически, что означает, что они хорошо работают в суровых условиях.
- Тройники, как правило, более водонепроницаемы, чем панели обрешетки с защелкивающимися крышками, и обычно имеют предварительно установленный герметик в самой крышке.
- Хорошо работает как на крутых, так и на пологих склонах.
- Отдельные панели тройникового шва можно относительно легко заменить или отремонтировать в полевых условиях.
Краткая информация о колпачках с защелками :
- Как следует из названия, колпачки с защелками надеваются на ножки панели без каких-либо механических стыков.
- Защелкивающиеся колпачки часто используются для изготовления изогнутых панелей.
- Эффективность систем панелей с защелками зависит от правильной установки. Самая распространенная проблема, особенно если это сделано неправильно, заключается в том, что верхняя часть рейки может соскользнуть или сползти вниз по шву.
- В некоторых системах защелкивающихся колпачков используется существующая система защелок или механических замков, чтобы обеспечить более надежный архитектурный вид шва. Эти системы больше предназначены для эстетики, чем для функциональности.
Гвоздь фланца или профили крепежного фланца
Гвоздевой фланец (также называемый крепежным фланцем) аналогичен системе панелей с защелкой, но вместо использования зажима для крепления панели к настилу крыши, это непосредственно крепится к палубе через охватываемую ножку металлической панели.После того, как застежки будут на месте, охватывающая часть панели полностью защелкивается на охватываемой ножке, которая скрывает головку застежки.
Фланец с гвоздем и фланец для крепежа Краткая информация :
- Фланцы с гвоздями рассчитываются исключительно на головку крепежа, чтобы удерживать панели прикрепленными к настилу, что может привести к проблемам в будущем.
- Фланцевые системы с гвоздями — популярный выбор для жилых помещений, потому что они, как правило, являются самым дешевым вариантом для стоячих швов из-за меньшего количества необходимых принадлежностей для установки.
- Металлические кровли с крепежными / гвоздями с фланцами — не самые эффективные системы и часто нуждаются в инженерных решениях, к тому же они:
- Следите за несовершенством кровельного настила
- Не всегда принимайте кровельные зажимы для удержания снега или солнечные панели
- Не могу пойти на низких уклонах
- Прикреплены штифтами, что ограничивает расширение и сжатие
- Может быть трудно защелкнуть вместе
- Может со временем деформироваться, если формируется в роликовом устройстве, где приводные и формирующие ролики не разделены
- также ограничены по длине (25 футов в длину)
Размеры панелей
Помимо различных профилей на выбор, существуют панели различных размеров, которые можно приобрести или свернуть на месте. Указанный размер обычно продиктован требованиями к характеристикам, тем, насколько хорошо размер сочетается с профилем, и предпочтениями покупателя.
Ширина панелей
Ширина панелей, как правило, варьируется в зависимости от производителя, но большинство металлических кровельных панелей со стоячим фальцем имеют ширину от 12 до 18 дюймов, из которых наиболее распространено около 16 дюймов. В отличие от панелей со швом внахлест или других панелей с открытыми застежками, которые можно купить в крупных коробочных магазинах, таких как Home Depot или Lowe’s, панели со стоячим швом не имеют такой ширины, как эти аналоги, поскольку это может повлиять на производительность.Некоторые профилегибочные машины могут настраиваться для свертывания панелей шириной более 18 дюймов, но обязательно проконсультируйтесь с производителем или установщиком, чтобы убедиться, что инженерные разработки все еще действительны, если применимо.
Высота шва
Не менее важна, чем ширина панелей, высота участка стоячего шва системы панелей, который также может называться высотой ребра. Большинство систем со стоячим швом могут иметь шов от 1 до 3 дюймов. Однако 1½ дюйма и 2 дюйма, как правило, являются одними из наиболее распространенных вариантов.Для систем с защелкивающимся замком швы размером 1¾ ”являются наиболее архитектурно заданной панелью, особенно для коммерческого применения.
То, что находится в шве, во многом влияет на характеристики панели. Например, 1,5-дюймовый Snap-Lock 550 лучше работает при подъеме, чем его не такой уж и дальний родственник, 1,75-дюймовый Snap-Lock. Они выглядят очень похоже, но если вы присмотритесь к Snap-Lock 550 (разработан New Tech Machinery), он не только использует зажим для повышения производительности, но и имеет значительные изгибы на охватываемой ножке металла для еще большей производительности.
Дополнительные варианты для систем стоячих швов
Штрихи или ребра жесткости
Накладки, также называемые ребрами жесткости или ребристыми роликами, представляют собой «узоры», свернутые в металлическую кровельную панель между швами. Их можно использовать, чтобы помочь с установкой металлической крыши, уменьшить заметность консервных банок или просто для сдерживания привлекательности. Фактически, мы рекомендуем использовать полосы в панелях со стоячим швом, некоторые доступные варианты включают:
- Плоский — Без отступов между швами
- Полосатый — Небольшие последовательные линии углубления на панели
- Ребристый — Формы или углубления между швами
- Карандаш — Круглые углубления на панели
- V-образные выступы — V-образные углубления на панелях
- Борт — Более длинные прямоугольные углубления на панелях
- Ребро жесткости — рядом со швом, что дает место для зажима под ним.
Толщина
Металлический рулон, который свертывается в панели, бывает разной толщины; однако панели со стоячим фальцем обычно имеют толщину от 22 до 26, при этом наиболее распространенная толщина Galvalume® (сталь) составляет 24 калибра, а толщина алюминия — между ними. 032 и 0,040 дюйма.
Не должно быть открытых крепежных элементов
Одно из самых больших преимуществ металлической кровли со стоячим фальцем — это тот факт, что крепежные детали не видны на поверхности, что означает, что они не подвергаются воздействию УФ, влаги, ветра и других элементов которые со временем могут привести к износу или выходу застежки из строя. Кроме того, системы стоячих швов не оставляют отверстий в панелях, защищающих вашу конструкцию. Кроме того, некоторые люди считают головки застежек неприглядными, поэтому использование стоячих швов для их скрытия является обычным явлением.(Примечание. Существуют гидроизоляционные материалы, для правильного функционирования которых требуются заклепки и открытые крепежные детали.)
Вариант для инженерных систем, проверенных на соответствие высоким стандартам
Авторитетные производители тестируют свои системы металлических кровельных покрытий со стоячим фальцем на соответствие высоким стандартам, установленным промышленность, что означает, что они классифицируются как спроектированные системы, доказавшие свою работоспособность в экстремальных погодных условиях. Наличие этой специальной опции имеет решающее значение в районах, подверженных ураганам и сильному ветру.
Допускает тепловое движение
Если вы ограничиваете расширение и сжатие, необходимое для правильного теплового движения металлической панели, вы можете столкнуться с проблемами, такими как масленка, снятие крепежа, повышенный шум и другие проблемы.В системах металлической кровли со стоячим фальцем панели, как правило, не закреплены штырями, что означает, что они могут лучше расширяться и сжиматься. Это особенно актуально, если установлены ползунковые / расширительные зажимы или, если это система защелкивающегося замка, он может свободно перемещаться с зажимом.
Долговечность и жизненный цикл
Металлическая кровля — это уже долговечное кровельное решение, не требующее особого ухода, особенно по сравнению с другими типами кровли, такими как черепица или черепица. Поскольку застежка не проходит через металлическую поверхность с помощью систем стоячих швов, регулярное обслуживание для проверки ослабления или повреждения крепежа проводится еще реже. Тем не менее, техническое обслуживание фальцевой крыши по-прежнему необходимо, но, вероятно, его должен будет выполнять профессиональный подрядчик по техническому обслуживанию.
Гарантии
Еще одной гарантией для систем со стоячим швом являются гарантии, в частности, погодоустойчивые гарантии, предлагаемые производителями, которые гарантируют, что их системы не выйдут из строя из-за погодных условий. Более того, в случае выхода из строя производитель несет ответственность за принятие необходимых мер по ремонту. Имейте в виду, что большинство погодных гарантий доступно только для коммерческих проектов.
Гладкий, согласованный и современный вид
Постоянный шов становится все более популярным в архитектурных приложениях благодаря своему современному и чистому виду. В дополнение к гладким прямым линиям, предлагаемым этими панельными системами, металл может быть практически любого цвета, включая индивидуальные цвета, чтобы соответствовать любой структуре.
Архитектурная свобода
Системы со стоячим фальцем могут использоваться в конструкциях с множеством различных плоскостей и сложной сложной конструкцией, что является еще одной причиной, по которой архитекторы все чаще и чаще выбирают профили со стоячим швом.
Energy-Efficient
Системы стоячих фальцев часто изготавливаются из холодного кровельного змеевика, который имеет высокоотражающие пигменты и металл с высокой эмиссией. Это означает, что эти системы отлично отражают солнечные лучи и рассеивают связанное с ними лучистое тепло, которое могут удерживать другие типы кровли. Другими словами, холодная кровля может помочь системам охлаждения здания работать меньше, чтобы поддерживать прохладу в здании. Вы также можете выбрать один из множества цветов и отделок, соответствующих требованиям ENERGY STAR®.
Различные варианты материалов
Некоторые потребители считают, что металлическая кровля со стоячим фальцем доступна только из Galvalume или других стальных основ. Фактически, алюминий, цинк и медь — все это жизнеспособные варианты профилей со стоячим швом. Не забудьте найти системы, разработанные для этих материалов, так как они будут отличаться от стандартов на сталь.
Варианты монтажа
Одной из лучших особенностей стоячего шва является возможность установки таких предметов, как солнечные панели, системы удержания снега, охладители для болот или другие дополнительные элементы на крыше, без необходимости проникать или проделывать какие-либо отверстия в поверхность кровли.Чтобы узнать больше о надежных монтажных зажимах и другом оборудовании, обращайтесь к нашим партнерам на S-5!
Более высокая стоимость
Одним из наиболее существенных недостатков металлической кровли со стоячим фальцем является то, что она может быть более дорогой по сравнению с другими типами металлической кровли, особенно с открытыми системами крепления. Однако это не всегда самая высокая цена, так как металлическая черепица и другие штампованные металлические материалы, как правило, стоят дороже.
Менее квалифицированные подрядчики имеют опыт установки кровли со стоячим фальцем
Поиск подрядчика, обладающего квалификацией, опытом и навыками в установке металлических крыш, жизненно важен, особенно потому, что системы со стоячим фальцем требуют тщательного изготовления.Поскольку установка стоячих пластов может считаться слишком сложной или утомительной, существует гораздо меньше подрядчиков, из которых можно выбирать, которые имеют подтвержденную репутацию и соответствующий опыт.
Это трудоемкий процесс установки
Для открытых систем креплений или даже установки черепицы это относительно простой процесс: укладывать материал на настил крыши и прибивать гвоздями / винтами. Для стоячего шва это намного сложнее и трудозатратнее и может включать:
- Профилирование металлической катушки на месте для формирования панелей
- Соответствующее расположение зажимов на шве в соответствии с требованиями производителя
- Крепление зажимов к настил крыши
- Для систем защелкивания: Выравнивание панелей и защелкивание ножек вместе
- Для систем с механическим швом: Выравнивание панелей и сшивание вручную или механическое соединение ножек панелей вместе
- Выполнение любых необходимых прорезей в металле для учитывать планы крыши, геометрию, оклады и другие элементы.
Не может использоваться на плоской кровельной конструкции
Системы стоячих фальцев не подходят для зданий или домов, у которых крыша ниже.Шаг 5/12. Эти более плоские участки не позволяют воде адекватно стекать, что может привести к преждевременной деградации, изменению цвета и полному отказу системы панелей.
Может быть труднее отремонтировать или заменить
Если повреждена или другая проблема возникает с одной панелью или меньшим участком крыши, может быть трудно эффективно заменить, потому что каждая отдельная панель должна быть отделена от тех, которые остаются на структура. Этот процесс может быть особенно утомительным для систем с механическим швом, так как каждая панель должна быть снята со шва, а герметик также необходимо будет удалить / прорвать.
Другие особые меры предосторожности
Страхование и отказ от ущерба от града — Важно отметить, что многие компании по страхованию жилья предлагают «отказ от ущерба от града», который снижает цены страховых взносов, но освобождает страховую компанию от покрытия требований о ремонте или замене, вызванной градом на металлической крыше. Просто имейте в виду, что существуют такие виды отказов, и обязательно изучите или спросите производителя перед подписанием.
Царапины — Как и в случае с любой металлической кровлей, всегда существует вероятность появления царапин как во время, так и после установки.На металлической кровле со стоячим фальцем, особенно на плоских панелях, легче увидеть царапины. Обязательно часто выходите на улицу, чтобы проверить свою крышу на предмет каких-либо следов царапин или потертостей, чтобы вы могли принять соответствующие меры для ее ремонта (используйте ручку для рисования, позвоните подрядчику или даже позвоните производителю).
Множество вариантов и универсальность металлической кровли со стоячим фальцем делают ее отличным выбором практически для любого типа зданий, включая коммерческие, жилые, архитектурные, структурные и другие.
Подводя итог, то, что отличает металлическую кровлю со стоячим фальцем, так это четыре части:
- Скрытая застежка
- Две вертикальные ножки
- Широкая плоская поверхность между вертикальными ножками
- Шов, который выступает над плоскостью панель
Обладая более чем 20-летним опытом работы в качестве производителя, специализирующегося на распространении фальцевых металлических кровельных систем, Sheffield Metals хочет помочь ответить на все ваши вопросы по этой теме.
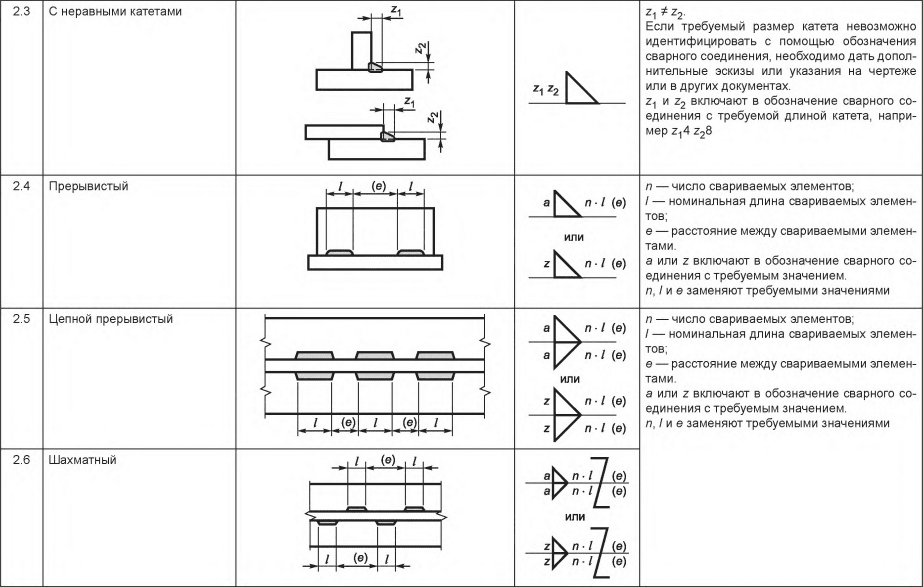

 Он также описывается как наличие приподнятых швов или вертикальных ножек, которые возвышаются над уровнем плоской поверхности панели.Системы стоячих фальцев могут использоваться как для металлической кровли, что наиболее распространено, так и для металлических стен.
Он также описывается как наличие приподнятых швов или вертикальных ножек, которые возвышаются над уровнем плоской поверхности панели.Системы стоячих фальцев могут использоваться как для металлической кровли, что наиболее распространено, так и для металлических стен.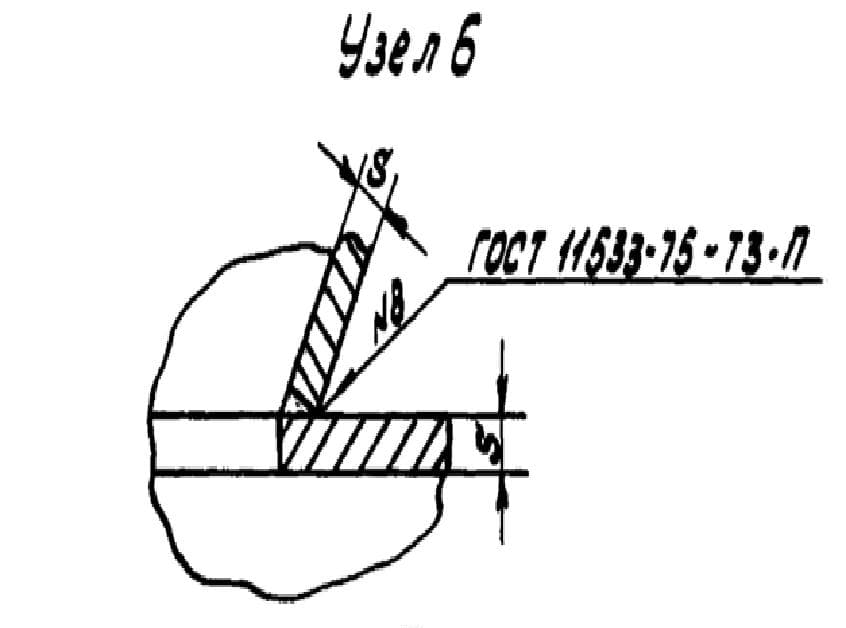 В зависимости от того, какой у вас тип крыши, насколько она крутая, в какой среде находится ваша недвижимость, а также от множества других факторов, это будет определять, какой профиль вам следует выбрать с помощью подрядчика или архитектора.Многие профили панелей составляют категорию стоячих швов, в том числе:
В зависимости от того, какой у вас тип крыши, насколько она крутая, в какой среде находится ваша недвижимость, а также от множества других факторов, это будет определять, какой профиль вам следует выбрать с помощью подрядчика или архитектора.Многие профили панелей составляют категорию стоячих швов, в том числе:
 Опять же, убедитесь, что инженерные решения позволяют использовать единственный замок.
Опять же, убедитесь, что инженерные решения позволяют использовать единственный замок.


- Следите за несовершенством кровельного настила
- Не всегда принимайте кровельные зажимы для удержания снега или солнечные панели
- Не могу пойти на низких уклонах
- Прикреплены штифтами, что ограничивает расширение и сжатие
- Может быть трудно защелкнуть вместе
- Может со временем деформироваться, если формируется в роликовом устройстве, где приводные и формирующие ролики не разделены
 Указанный размер обычно продиктован требованиями к характеристикам, тем, насколько хорошо размер сочетается с профилем, и предпочтениями покупателя.
Указанный размер обычно продиктован требованиями к характеристикам, тем, насколько хорошо размер сочетается с профилем, и предпочтениями покупателя. Большинство систем со стоячим швом могут иметь шов от 1 до 3 дюймов. Однако 1½ дюйма и 2 дюйма, как правило, являются одними из наиболее распространенных вариантов.Для систем с защелкивающимся замком швы размером 1¾ ”являются наиболее архитектурно заданной панелью, особенно для коммерческого применения.
Большинство систем со стоячим швом могут иметь шов от 1 до 3 дюймов. Однако 1½ дюйма и 2 дюйма, как правило, являются одними из наиболее распространенных вариантов.Для систем с защелкивающимся замком швы размером 1¾ ”являются наиболее архитектурно заданной панелью, особенно для коммерческого применения.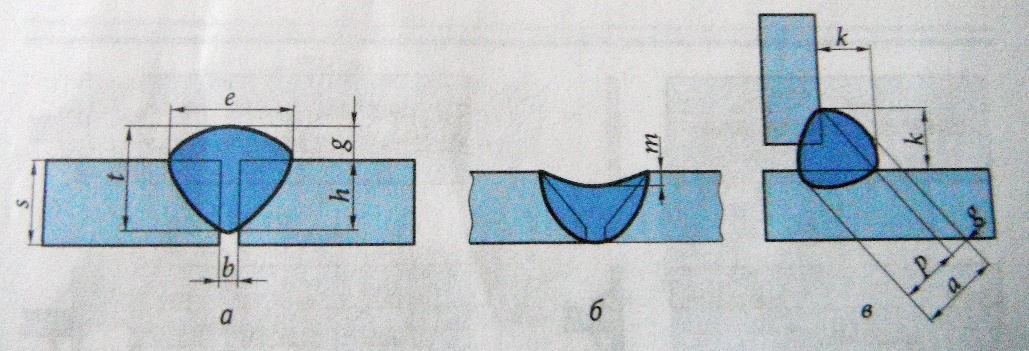 Их можно использовать, чтобы помочь с установкой металлической крыши, уменьшить заметность консервных банок или просто для сдерживания привлекательности. Фактически, мы рекомендуем использовать полосы в панелях со стоячим швом, некоторые доступные варианты включают:
Их можно использовать, чтобы помочь с установкой металлической крыши, уменьшить заметность консервных банок или просто для сдерживания привлекательности. Фактически, мы рекомендуем использовать полосы в панелях со стоячим швом, некоторые доступные варианты включают:- Карандаш — Круглые углубления на панели
- V-образные выступы — V-образные углубления на панелях
- Борт — Более длинные прямоугольные углубления на панелях
 032 и 0,040 дюйма.
032 и 0,040 дюйма.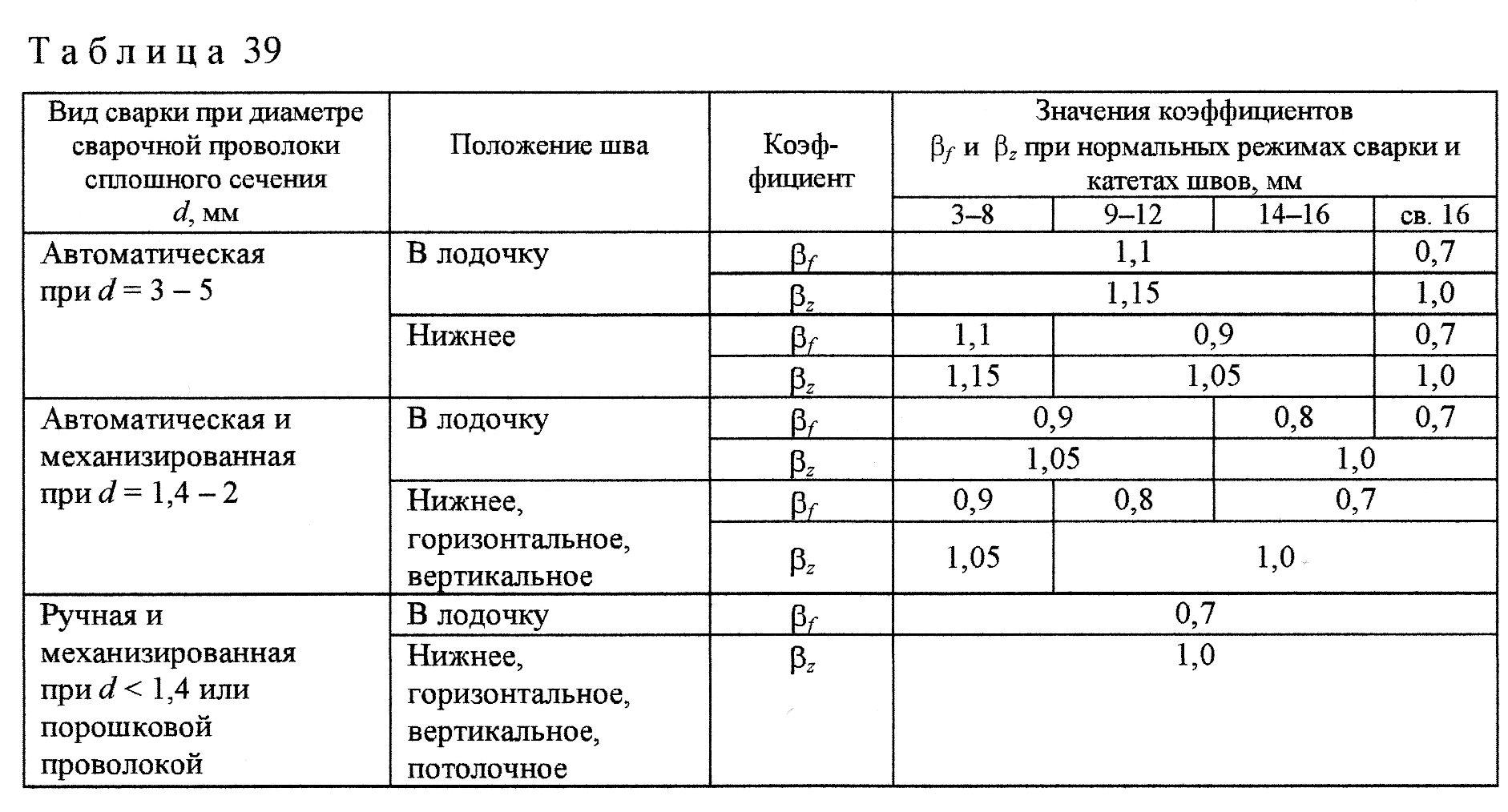 Наличие этой специальной опции имеет решающее значение в районах, подверженных ураганам и сильному ветру.
Наличие этой специальной опции имеет решающее значение в районах, подверженных ураганам и сильному ветру.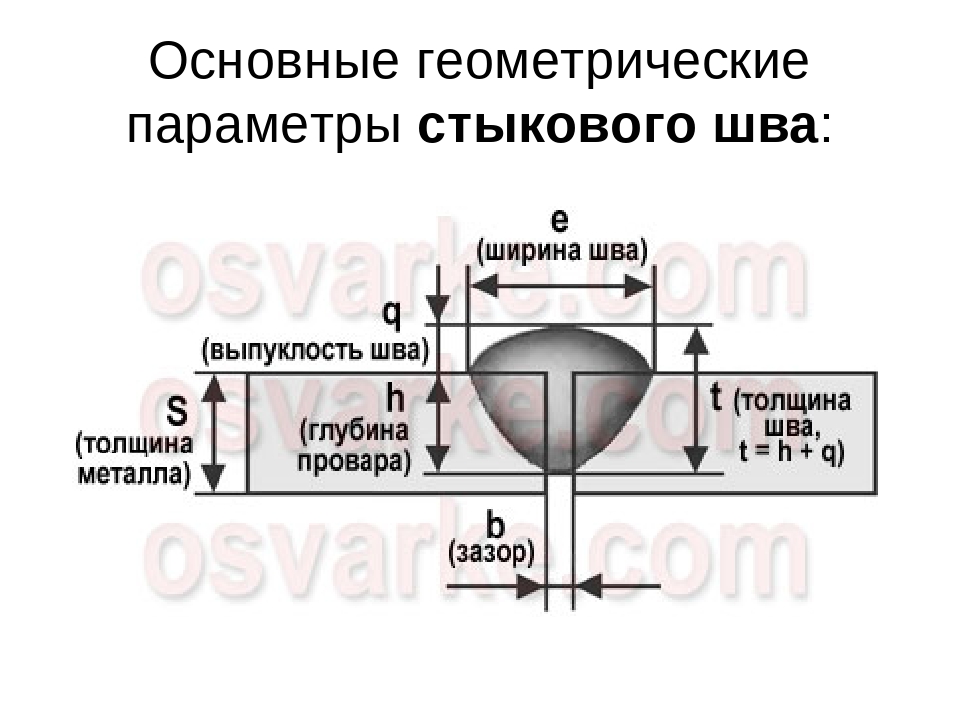 Тем не менее, техническое обслуживание фальцевой крыши по-прежнему необходимо, но, вероятно, его должен будет выполнять профессиональный подрядчик по техническому обслуживанию.
Тем не менее, техническое обслуживание фальцевой крыши по-прежнему необходимо, но, вероятно, его должен будет выполнять профессиональный подрядчик по техническому обслуживанию.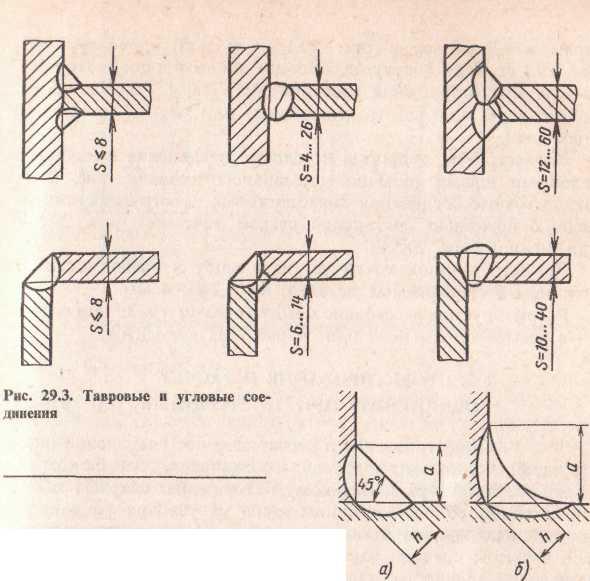
 Фактически, алюминий, цинк и медь — все это жизнеспособные варианты профилей со стоячим швом. Не забудьте найти системы, разработанные для этих материалов, так как они будут отличаться от стандартов на сталь.
Фактически, алюминий, цинк и медь — все это жизнеспособные варианты профилей со стоячим швом. Не забудьте найти системы, разработанные для этих материалов, так как они будут отличаться от стандартов на сталь.
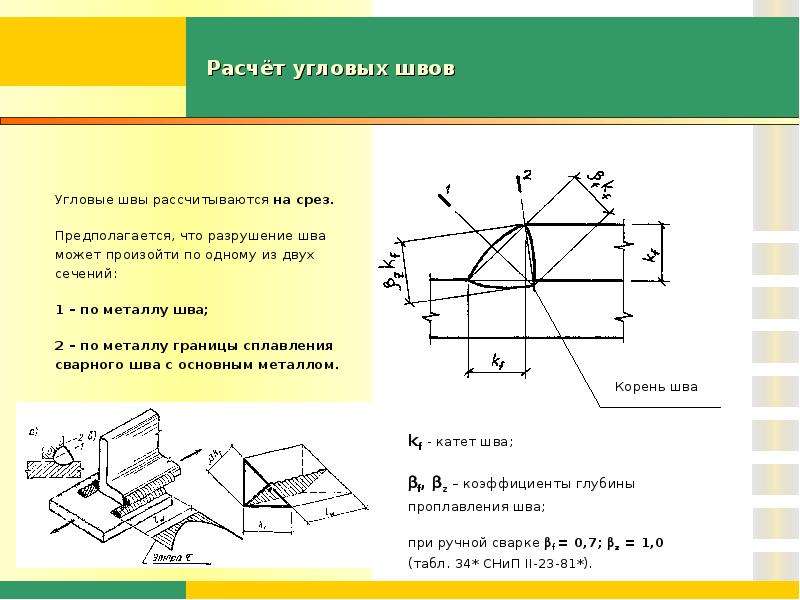
 Просто имейте в виду, что существуют такие виды отказов, и обязательно изучите или спросите производителя перед подписанием.
Просто имейте в виду, что существуют такие виды отказов, и обязательно изучите или спросите производителя перед подписанием.