Что такое катет сварочного шва и как его определить
Качество сварного шва определяется несколькими характеристиками, среди которых: наличие полостей внутри, ширина, толщина, степень выпуклости и другие. Критерии и параметры отличаются в зависимости от вида сварочного шва. Для прямоугольного стыка одним из основных параметров является катет. Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.
СОДЕРЖАНИЕ
- Виды швов
- Что такое катет сварочного шва
- Как выбрать катет шва
- Как измерить катет шва
- Заключение
Виды швов
Сварочный шов образуется в месте стыка двух металлических заготовок в результате расплава металла под воздействием высокой температуры. В зависимости от способа соединения заготовок сварочный шов может быть стыковым или угловым. Соединение деталей осуществляется в одной плоскости. Они расположены торцевой частью стык-в-стык по отношению друг к другу. Во втором случае детали располагаются под углом одна относительно другой.
Во втором случае детали располагаются под углом одна относительно другой.
Помимо уже перечисленных способов соединения может быть еще тавровое. Это случай, когда элементы в месте соединения образуют букву Т: один торцевой частью примыкает к фронтальной стороне иного. При таком способе соединения угол может быть не только прямым, но и острым (тупым) в любой плоскости – по горизонтали, вертикали или смещенный. Шов при любом расположении заготовок формируется между бортами примыканий.
Способ размещения заготовок внахлест лучше всего подходит для сваривания листовых материалов. Наиболее взвешенный вариант для тонких листов железа. В этом случае кратно уменьшается вероятность прожига металла. Свариваться металлы могут с одной или же с обеих сторон.
Каждый из выше рассмотренных способов соединения металлических заготовок имеет очень важную характеристику – катет сварного шва. Это – кратчайшее расстояние от одной детали до углового соединения второй. Другими словами, это сторона равнобедренного треугольника наибольшего размера, который можно вписать в поперечный разрез двух сваренных между собой заготовок.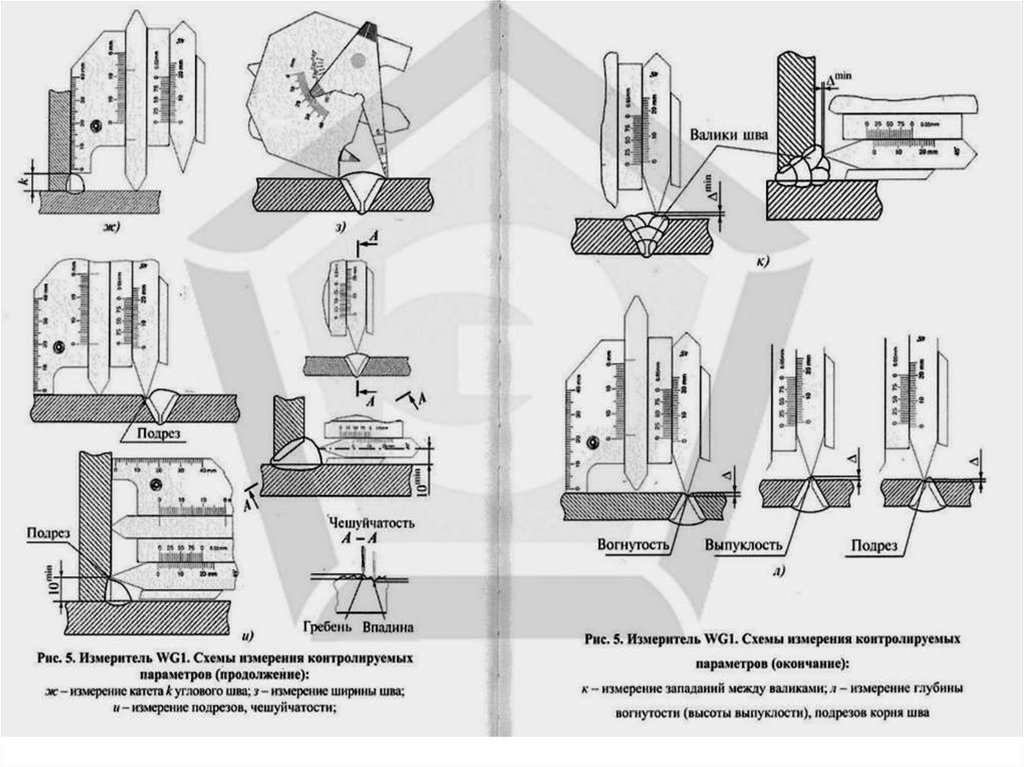
Данный критерий оказывает прямое влияние на такие показатели:
- прочность соединения;
- результат расчета при соединении изделий с разной толщиной;
- вероятность деформации кромок деталей из-за нагрева.
Читайте также: Обозначение сварных швов на чертежах
Что такое катет сварочного шва
Основные геометрические параметры катета прописаны в нормативных документах, которые являются руководством к действию для любого мало-мальски компетентного сварщика, включая и любителей. Здесь же описаны нормативные положения, которые служат основой для математического расчета геометрических характеристик. Геометрические параметры сварного шва напрямую зависят от типа соединения. Вид и размер соединяемых элементов определяют стыковое сечение.
На производственных предприятиях все вычисления проводятся на основе специальных формул. Для работы на частном участке вполне достаточно ранее приготовленных шаблонов. Наиболее практичным считается универсальный шаблон, который состоит из скрепленных между собой пластинок. Выбор делается опытным путем: сопряжения поочередно прикладываются к поверхности изделий до тех пор, пока не будет найден вариант с наиболее плотным прилеганием.
Наиболее практичным считается универсальный шаблон, который состоит из скрепленных между собой пластинок. Выбор делается опытным путем: сопряжения поочередно прикладываются к поверхности изделий до тех пор, пока не будет найден вариант с наиболее плотным прилеганием.
При изготовлении металлических конструкций, от которых не требуется особо высокая прочность, минимальный размер шва определяется в зависимости от толщины заготовки. Сделать это можно «на глаз». Обычно контакт соответствует толщине стенок заготовки. К примеру, при сварке изделий толщиной 6 мм, катет также равняется шести миллиметрам. Если требуются более точные вычисления, то нужно воспользоваться соответствующей формулой.
Проще всего определить нужные параметры можно при помощи таблицы:
По завершению расчетов, на аппарате выставляются оптимальные значения силы тока и величины напряжения. После этого можно приступать непосредственно к сварке.
Помимо прочностных характеристик катет может влиять и на геометрию соединения:
- если одна сторона излишне вытянута, то это говорит о том, что на нее наложен расплав, а другая сторона соединена плохо.
 Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;
Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета; - плоский и растянутый расплав свидетельствует о браке, который мог возникнуть из-за слишком короткой дуги;
- при катетах очень малой длины на стыках образуются аномально большие выпуклости. Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
 Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;
Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;Как выбрать катет шва
От того, насколько грамотно будет выбран катет, зависит надежность готовой конструкции. Это обусловлено величиной площади соединения. Если катет выбран грамотно, то нагрузка на сварное соединение будет распределяться равномерно по всей площади соединения. Готовое изделие может выдерживать большие механические нагрузки, сильные удары и т.д.
Но не стоит воспринимать большой шов как безусловный показатель надежности. Слишком много – не всегда хорошо. Важно точно просчитать «золотую серединку».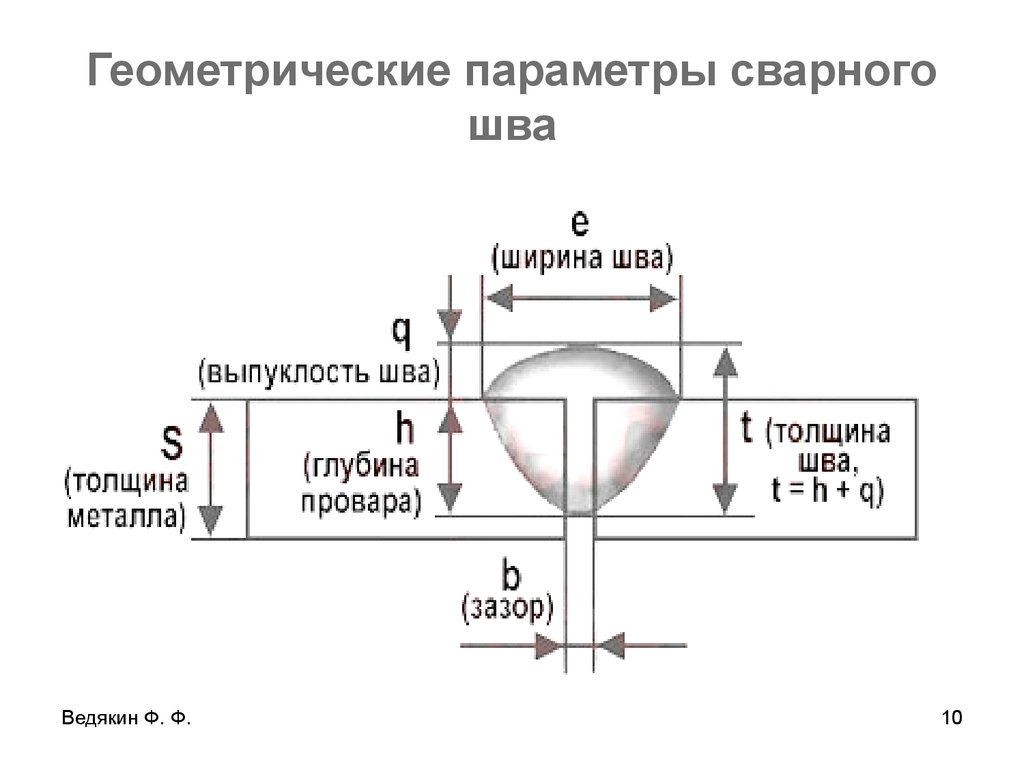 Большой наплав может вызвать перенапряжение металлической заготовки, что в свою очередь приведет к снижению ее прочностных характеристик или деформации. В любом из этих случаев использовать деталь в работе нецелесообразно: она или не подойдет, или быстро выйдет из строя.
Большой наплав может вызвать перенапряжение металлической заготовки, что в свою очередь приведет к снижению ее прочностных характеристик или деформации. В любом из этих случаев использовать деталь в работе нецелесообразно: она или не подойдет, или быстро выйдет из строя.
Как рассчитать катет шва? Он выбирается в соответствии с материалами и поставленными задачами. Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации. Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Хороший шов имеет одинаковую высоту по всей площади стыка. Одинаковой должна быть и ширина. Только при таких условиях механическая нагрузка будет распределяться равномерно, а соединение прослужит максимально долго.
Другим не менее важным показателем является однородность расплава. Как правило заготовки, которые отличаются по составу материалов, между собой свариваются довольно плохо. Чтобы получить хороший результат, нужно правильно подобрать электроды. Важно, чтобы контактирующие плоскости были правильно расположены между собой, а также иметь достаточно большую площадь соприкосновения.
Как правило заготовки, которые отличаются по составу материалов, между собой свариваются довольно плохо. Чтобы получить хороший результат, нужно правильно подобрать электроды. Важно, чтобы контактирующие плоскости были правильно расположены между собой, а также иметь достаточно большую площадь соприкосновения.
Глубина провара – это еще один значимый критерий. Заготовки должны быть хорошо сварены по всей длине, иначе они не смогут эффективно противостоять нагрузкам. Чтобы придать соединению максимально возможную прочность, профессионалы рассчитывают все его параметры. Они зависят от вида свариваемых элементов. Для получение взвешенного результата нужно учитывать все параметры используемых материалов: длину, ширину и толщину. Прочностные характеристики в наибольшей степени зависят от длины и толщины.
Главным критерием расчета катета сварного шва, который в наибольшей степени влияет на его выбор, является длина, поскольку именно от нее в основном зависит прочность. Следует учесть, что при сваривании очень длинных заготовок не исключена деформация кромок материалов. Исключить появление дефектов, которые могут образовываться в процессе сварочных работ, помогут шаблоны. В подавляющем большинстве случаев для получения высококачественного сварного шва достаточно использовать универсальный шаблон.
Исключить появление дефектов, которые могут образовываться в процессе сварочных работ, помогут шаблоны. В подавляющем большинстве случаев для получения высококачественного сварного шва достаточно использовать универсальный шаблон.
Как измерить катет шва
Измерения позволяют контролировать качество работ в процессе их выполнения или по завершению. Они дают возможность объективно оценить полученный результат и определить на каком этапе были допущены ошибки.
Размер стыков определяется на основании геометрических формул. Для получения результата необходимо просчитать катет равностороннего треугольника максимального размера, который можно вписать в сечение соединенных элементов.
Расчеты можно выполнить по-разному. При выборе варианта учитывается способ сварки. К примеру, если выполняется внахлест, а соединяются два металлических листа толщиной 4 мм, то катет тоже будет такой же примерно толщины.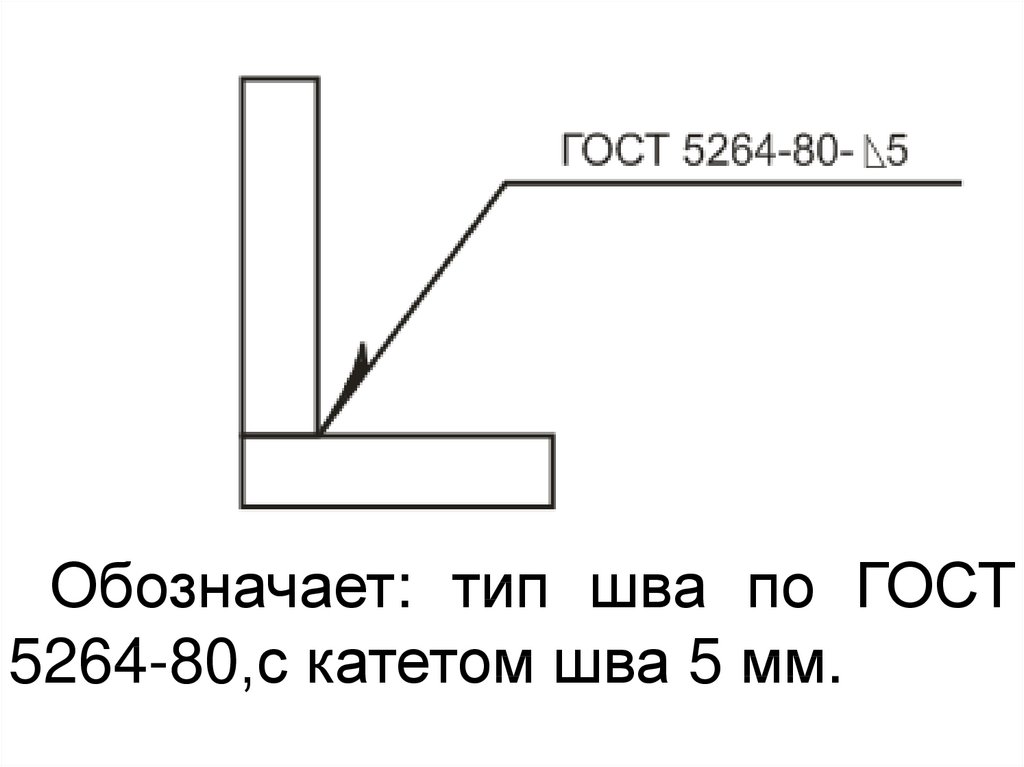 В остальных случаях размер катета составляет примерно 40% от толщины металла.
В остальных случаях размер катета составляет примерно 40% от толщины металла.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Заключение
Катет является очень важной характеристикой сварного шва. Его значение во многом определяет основные параметры полученного соединения. Надежность, долговечность и качество зависят от этого критерия напрямую.
Очень часто достаточно соблюдать простое правило, которое гласит, что катет сварного шва равен толщине металла. Но оно применимо только к тем конструкциям, для которых не требуется высокая прочность и надежность.
Что такое катет сварочного шва и как его определить
Оцените, пожалуйста, статью
12345
Всего оценок: 50, Средняя: 3
что это такое, способы расчета и влияние размеров на прочность шва
Содержание:
- Что в сварочном соединении обозначает катет
- Типы сварочных соединений и геометрия угловых стыков
- Расчет катета
- Критерии выбора катета сварочного стыка
- Влияние катета на геометрические параметры углового шва
- Как провести расчеты катета сварочного стыка
- Как рассчитать катет с учетом толщины исходного материала
- Расчет размера катета с применением математических формул
- Как вычислить размер катета для соединения 1 м
- ГОСТ катетов стыковых швов
- Последствия неправильного вычисления сварного катета
- Как проверить качество шва и сварочных работ
- Интересное видео
Сварные металлоконструкции активно используются в самых разных направлениях жизнедеятельности: строительстве, промышленности, автомобилестроении, в быту и других областях.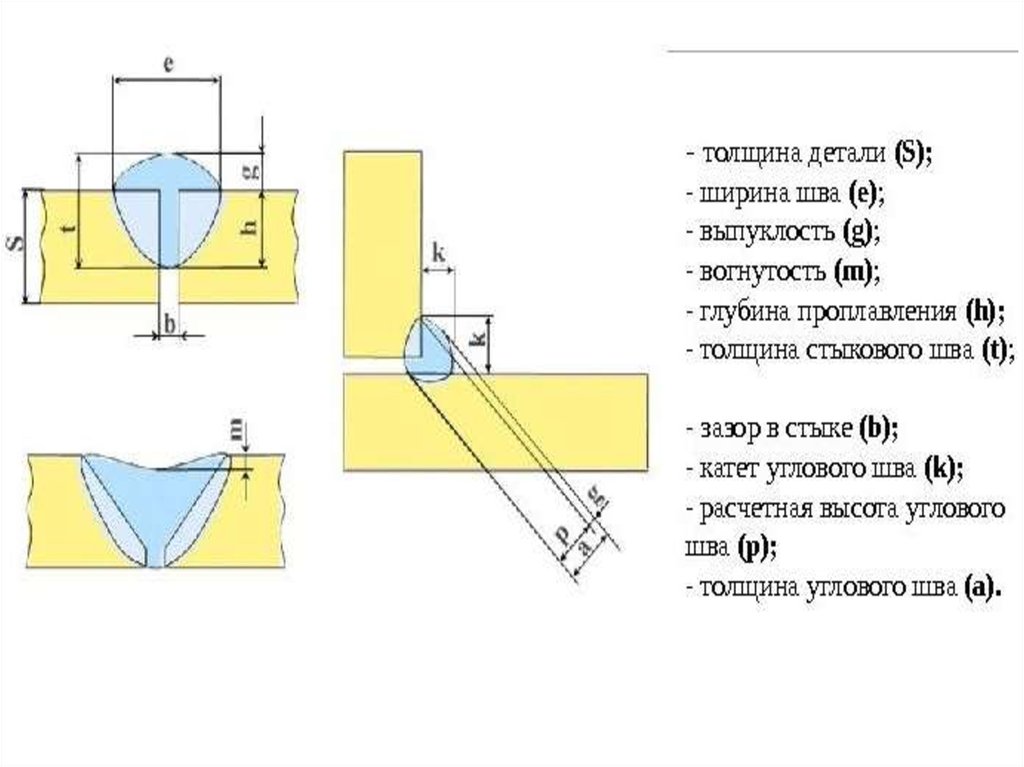 Чтобы конструкции были долговечными и безопасными в эксплуатации недостаточно выбрать оптимальный режим сваривания и качественные металлические заготовки.
Чтобы конструкции были долговечными и безопасными в эксплуатации недостаточно выбрать оптимальный режим сваривания и качественные металлические заготовки.
Прочность соединительных швов непосредственно зависит от того, насколько правильно рассчитаны их параметры еще до начала сварочного процесса. Если прочность стыковых соединений зависит от ширины валика, то для угловых стыков важным нормативом является катет сварного шва.
Что в сварочном соединении обозначает катет
Лучшим способом получить выносливые и долговечные соединения изделий из металлов является их сваривание. Но состыковка отдельных деталей в цельные конструкции должна осуществляться в соответствии действующих нормативов. Смогут ли массивные и габаритные металлоконструкции выдерживать постоянные эксплуатационные нагрузки непосредственно зависит от катета сварочного соединения.
Что такое катет в сварке и какие функции он выполняет в готовых изделиях? Если рассматривать образуемый угловой сваркой стык в разрезе, то в идеале он должен воссоздавать равнобедренный треугольник. Расстояние от начала одного стыкового соединения до конца второго обозначает катет сварочного шва.
Расстояние от начала одного стыкового соединения до конца второго обозначает катет сварочного шва.
Другими словами, катет шва при сварке — это длина плоскости наибольшего треугольника с равными сторонами, который не выходит за пределы поперечного сечения.
От величины катета напрямую зависит прочность шовного соединения. Например, недостаточной прочность будет при минимальной величине катета из-за небольшой площади сечения, а при чрезмерно большом значении может возникнуть деформация металла по причине увеличенного объема наплавки. Также большая величина влечет за собой повышенный расход электроэнергии и используемых при сваривании материалов.
Типы сварочных соединений и геометрия угловых стыков
Место сцепления деталей, созданное посредством расплавления и последующего остывания металла, называют сварочным швом. В зависимости от конфигурации и варианта расположения заготовок швы разделяются на стыковые и угловые. Первая разновидность в одной плоскости соединяет торцами два элемента, вторая — образует угол между свариваемыми заготовками.
Основными геометрическими параметрами угловых соединений являются:
- толщина, состоящая из глубины провара и выпуклой части;
- ширина — размер наваренной между двумя деталями линии в поперечном сечении;
- высота — расстояние между началом стыка и гипотенузой;
- выпуклость — длина линии, проведенной от гипотенузы до самой высокой и выпуклой точки шовного стыка;
- корень — максимально удаленная от поверхностей стыкуемых элементов часть наплавления;
- глубина провара — определяется по заполненному металлом зазору без учета выпуклости;
- катет шва при сварке — расстояние между кромкой соединения и поверхностью второй заготовки.
Есть ряд специалистов, особенно начинающих сварщиков, которые попросту не понимают, что такое катет сварного шва и считают, что для повышения прочности стыка достаточно увеличить объем наплавки. Но такое мнение является большой ошибкой и чем больше металла наплавлять, тем высшие риски перегрева материала.
Расчет катета
Чтобы избежать ошибок и изготовить действительно качественную, способную выдерживать высокие нагрузки металлоконструкцию необходимо предварительно рассчитать какой должен быть катет сварного шва.
От этого показателя непосредственно зависят прочностные характеристики создаваемых изделий, в частности:
- нельзя увеличивать наплавление, поскольку от этого существенно изменяются в худшую сторону прочностные характеристики;
- если повысить ширину охвата, то сразу же расширяется площадь нагревания и соответственно расплавляется большее количество металла. В результате это становится причиной деформации всей конструкции;
- слишком большие ширина и высота сварных швов существенно повышают количество расходуемых материалов, а если речь идет о массовом производстве, то такие затраты попросту недопустимы;
- при сваривании заготовок разной толщины очень важно определить значение катета, и рассчитывать его нужно с учетом геометрических параметров детали, которая тоньше;
- слишком узкие шовные соединения не обладают должной прочностью и понижают качество всей конструкции. Особенно важно это в случаях, когда готовые изделия будут подвергаться постоянным нагрузкам.
 Особенно важно это в случаях, когда готовые изделия будут подвергаться постоянным нагрузкам.
Особенно важно это в случаях, когда готовые изделия будут подвергаться постоянным нагрузкам.Расчет катета сварного шва позволяет еще до начала сварочных работ определить какими прочностными свойствами будет обладать металлоконструкция. Кроме этого и с финансовой точки зрения наличие таких показателей необходимо. Вплоть до копейки можно рассчитать себестоимость работ, обеспечивая экономию на расходе электроэнергии и комплектующих.
Критерии выбора катета сварочного стыка
Длина сварного шва вычисляется в отдельности для каждого из подлежащих спайке элементов. Полученный результат напрямую зависит от ряда характеристик:
- толщина соединяемых друг с другом деталей;
- материал, из которого выполнены заготовки;
- тип соединения — одно- или двухстороннее в зависимости со скольких сторон проваривается угол;
- технические характеристики расходных материалов, в частности проволоки и электродов.
Для обеспечения нужной прочности важно правильно определить размеры валика. Недопустимой считается завышенная или минимальная длина сварного шва, она должна соответствовать действующим нормам.
Недопустимой считается завышенная или минимальная длина сварного шва, она должна соответствовать действующим нормам.
Влияние катета на геометрические параметры углового шва
Кроме прочностных показателей катет углового сварного шва влияет на правильность геометрии создаваемых соединений:
- когда одна из сторон стыкового соединения слишком вытянута, то это является признаком того, что только на одну заготовку наложен расплав, а вторая заготовка прикреплена плохо. Поэтому важно чтобы с обеих сторон катеты были одинаковыми. Дефекты такого характера возникают из-за смещения дуги вправо или влево;
- растянутый и плоский валик указывает на то, что расплавившийся металл хаотично растекся по поверхности деталей. Это тоже считается браком, образующимся из-за чрезмерно короткой дуги;
- при очень коротких катетах на стыковых соединениях образуются большие выпуклости. Такие дефекты возникают при длинной дуге, металл при этом застывает сверху и даже при небольших нагрузках сразу же появляются трещины.

Чтобы получить идеальный вариант сварного шва наряду с контролем за геометрическими параметрами нужно также соблюдать технологию сваривания. Дуга после зажигания должна находиться строго по центру создаваемого стыка. Оптимальной считается длина дуги, когда она составляет 1-1,5 исходя от диаметра электрода.
Скорость движения и форму сварочной ванны необходимо контролировать. Ванна должна иметь овальную форму. Если визуально она напоминает круг или слишком вытянута, то это прямой признак неправильности сварного процесса. Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла.
Каждый из указанных выше факторов крайне важен в сварочном процессе. Но при соблюдении техники сваривания и зная каким должен быть размер катета сварного шва не сложно выполнить качественные стыковочные соединения, обеспечивающие надежность и долговечность любой конструкции.
Как провести расчеты катета сварочного стыка
Что такое катет шва в сварке и каким образом он влияет на технические характеристики полученных в процессе сваривания изделий можно понять по выше изложенному материалу. Поэтому сомнения по поводу проведения вычислений этого параметра лишние.
Поэтому сомнения по поводу проведения вычислений этого параметра лишние.
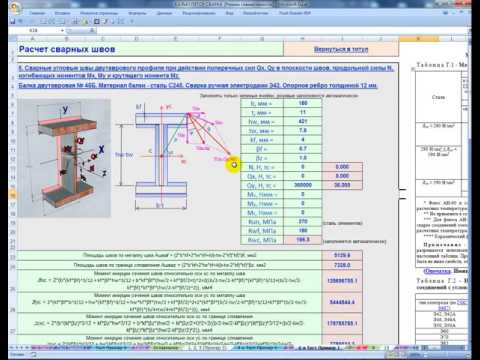
Значения сварочных соединений и показатели их прочности в промышленных условиях вычисляют математическим путем, применяя для этого специальные формулы.
В бытовых условиях измерения можно выполнить с помощью готового специализированного шаблона-катетометра. Это состоящий из калиброванных пластин прибор. Перпендикулярно к линии стыка поочередно прикладывают каждую пластинку, результат определяется по той, которая плотнее всех прилегает к поверхностям.
Если под рукой у мастера нет катетометра, то вместо него можно использовать угольник и штангенциркуль. К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине.
Здесь следует обратить внимание на то, что при наличии длинных шовных валиков на проверку уходит достаточно много времени, а сами измерения не обладают высокой точностью.
Другие способы визуального вычисления катета
Существует несколько эффективных методов как измерить катет сварного шва, сущность которых состоит на физических принципах. К таковым относят ультразвуковой контроль, дефектоскопирование, просвечивание стыков рентгеновскими и гамма-лучами, радиографический способ.
Капиллярным методом и магнитным зонированием иногда проводят определение катета сварного шва. Но такие способы весьма затратные, поскольку для контроля необходимы дорогостоящие реактивы и аппаратура.
Есть еще специальные компьютерные программы, позволяющие быстро выполнить необходимые расчеты и получить точные показатели. В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:
- прибор Красовского УШК-1. Применяют для замеров зазоров между свариваемыми деталями, габаритов стыковых, тавровых и нахлесточных соединений;
- измерительное устройство УШС-2. Это комплект шаблонов, которыми катет сварки определяется по выпуклой гипотенузе с диапазоном 4-14 миллиметров;
- прибор УШС-3. Процесс измерения с ним более сложный. С его помощью проверяются показатели углов разделки швов, высота сварного шва и смещение между соединяемыми элементами;
- шаблон, оснащенный измеряющим Маршака-Ушерова УШС-4. Предназначен для проведения промеров корня шва, углов и размера катета. Среди всех приборов считается наиболее универсальным.
 Это комплект шаблонов, которыми катет сварки определяется по выпуклой гипотенузе с диапазоном 4-14 миллиметров;
Это комплект шаблонов, которыми катет сварки определяется по выпуклой гипотенузе с диапазоном 4-14 миллиметров;Не стоит недооценивать определение «что такое катет сварного шва», потому что от него прямо зависит качество работ, прочность соединительного стыка и всей конструкции в целом.
Визуальный метод получения геометрических значений не требует особых навыков и применения дорогостоящего оборудования, а также является наиболее финансово доступным способом проверки сварных изделий на соответствие поставленному техническому заданию.
Как рассчитать катет с учетом толщины исходного материала
Чтобы безошибочно вычислить размер катета сварного шва от толщины металла требуется линию треугольника выбирать с учетом габаритов самих изделий, вида и положения спая.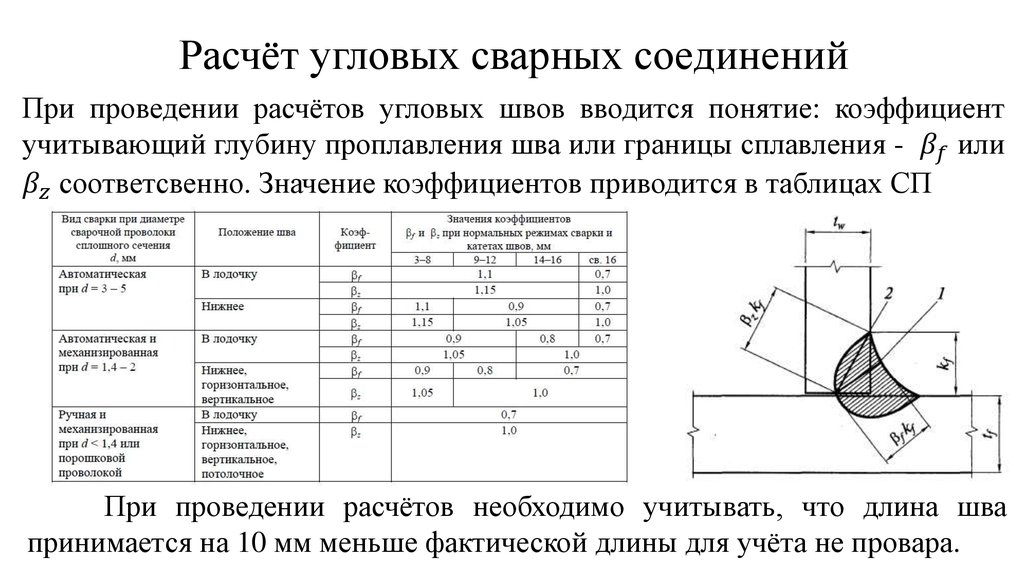 Для каждой детали индивидуально происходит подбор, но при этом обязательно необходимо руководствоваться общими принципами.
Для каждой детали индивидуально происходит подбор, но при этом обязательно необходимо руководствоваться общими принципами.
Чтобы соединение было надежным и основательным, обе одинаковые по длине стороны треугольника должны находиться перпендикулярно одна к другой.
Сами спаи могут быть разными:
- стыковые: с односторонним, криволинейным, V или X-образным скосом, или вообще без скоса кромок;
- выполненные внахлест;
- торцевые;
- угловые: не меньше 30° должен быть угол, двух- или односторонние с ровными кромками, с двумя или одним скошенным краем;
- тавровые: со скосами (одним или двумя) или без них, с прямым или острым углом, одно- и двухсторонние.
Среди перечисленных выше типов состыковок расчет катета сварного шва от толщины металла допустим только для тавровых, нахлесточных и угловых.
Если необходимо состыковать разные по габаритам элементы, то следует катет сварного шва принимать по наименьшей толщине свариваемых деталей.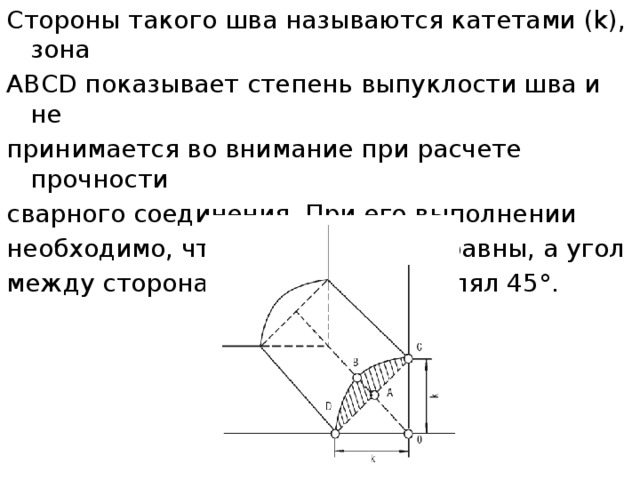
В случаях, когда сильным нагрузкам сваренная конструкция подвергаться не будет, то габариты шовного соединения можно определить по толщине материала. Например, при соединении элементов с толщиной каждого около 4-5 мм приблизительный катет не должен превышать 4 миллиметров. Если заготовки более толстые в пределах 5-6 мм, то максимальным показателем является 5 мм.
Вычисление размеров катета важно на предприятиях и заводах при серийном производстве металлоконструкций. Имея в наличии необходимые значения можно избежать брака, а также в разы сократить производственные затраты.
Расчет размера катета с применением математических формул
Известно множество математических способов для того как рассчитать катет сварного шва. Практически для каждого типа стыков существуют отдельные формулы и при необходимости их без особых проблем можно найти в интернете на специализированных сайтах, как собственно и таблица катетов сварных швов находится в открытом доступе для пользователей.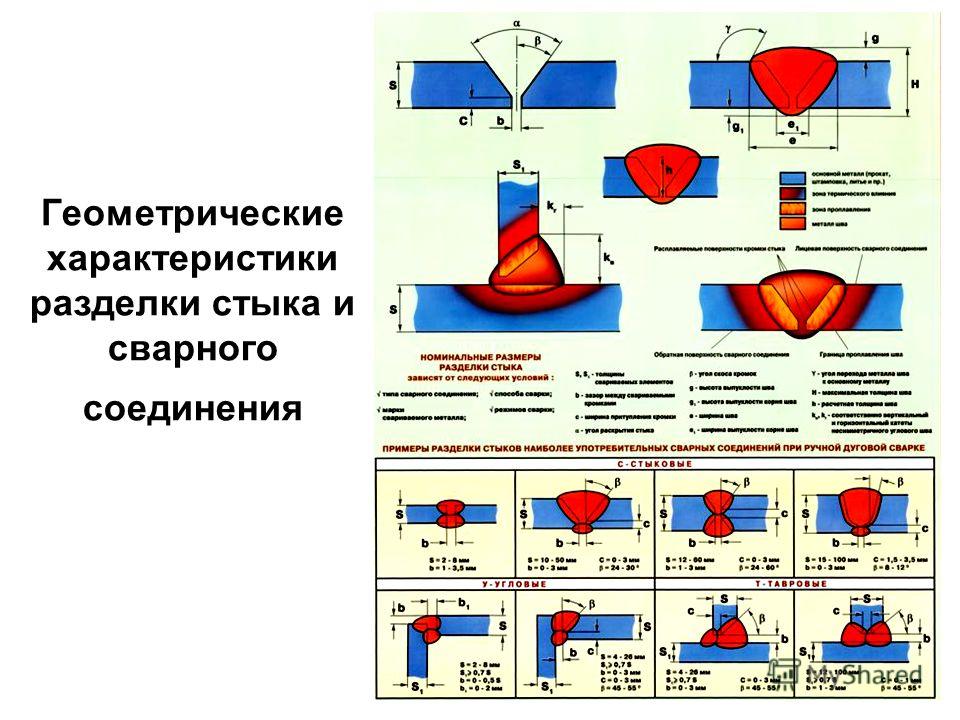
Если рассматривать валик как треугольник, то квадрат катета в нем аналогичен объему наплавки. Например, когда 10 мм составляет длина спая и при этом всего на 1 мм увеличен катет (К), то на целых 20% потребуется больше затратить проволоки.
При состыковке деталей толщиной до 4 миллиметров внахлест К должен равняться 4 мм. При высшем значении необходимо вычислить от толщины 40% и добавить 2 мм к полученному результату.
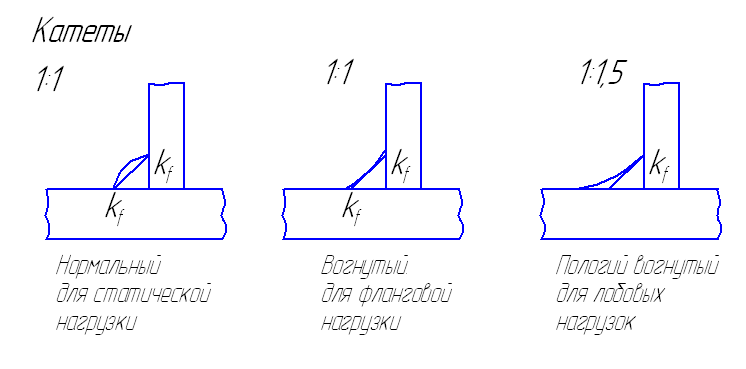
Но перед тем как выбрать катет сварного шва нельзя забывать о том, что угловые швы бывают нескольких разновидностей:
- нормальные, на которых нет вогнутых и выпуклых участков. В данном случае катет аналогичен толщине металла;
- вогнутые. Здесь катет сварного шва минимальный и составляет 0,85;
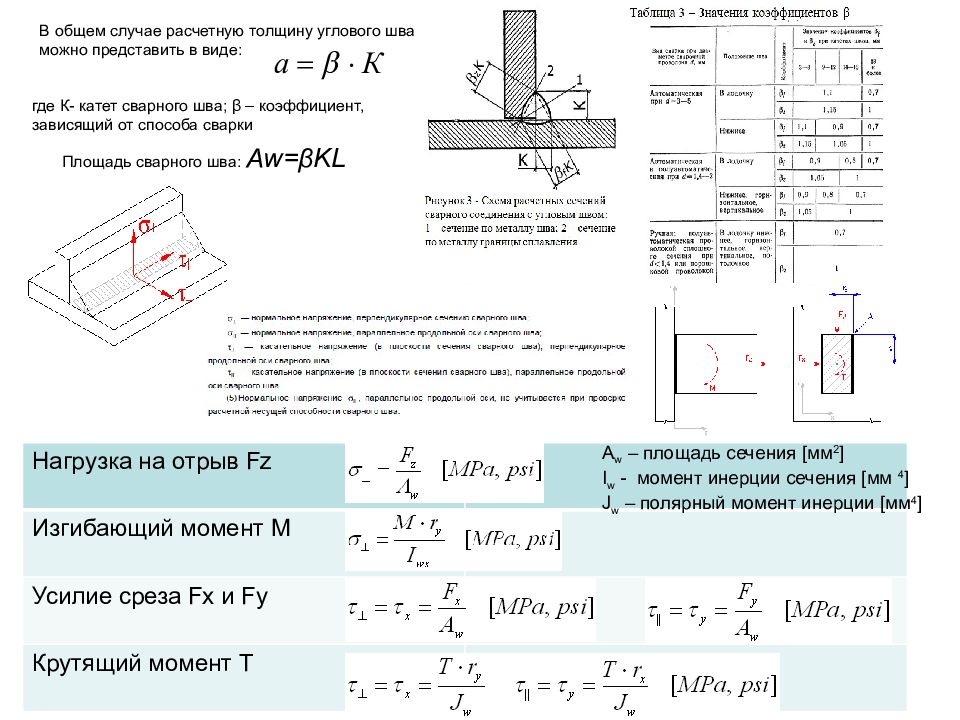
- выпуклые. Чтобы узнать какова оптимальная толщина сварного катета расчет осуществляется по формуле: К = S x cos45°. Символ S обозначает ширину спая, а cos45° — это постоянная величина, составляющая 0,7071;
- специальные, в которых треугольник валика не разносторонний.

Чтобы с максимальной точностью вычислить катет сварочного шва в зависимости от толщины металла одних только математических действий будет недостаточно. Особое значение отводится текучести свариваемого металла и технологии, посредством которой проводятся сварочные работы.
Тем, кто не может выполнить быстрые расчеты и затруднятся как выбрать катет сварного шва таблица 1 в разы упростит работу.
Для материалов с другими пределами текучести металла при необходимости рассчитать минимальный катет сварного шва таблица 2 также будет полезной для применения в работе.
ВАЖНО! Полученный при математических вычислениях результат необходимо дополнительно сверить с выдвигаемыми к геометрии шовных соединений требованиями ГОСТа 5264-80, ГОСТа 11543-75 и другими нормативными материалами.
Как вычислить размер катета для соединения 1 м
При выполнении сварочных работ в домашних условиях достаточно измерить превышающую толщину материала на 1-1,15 мм сторону и примерно определить по ней катет сварного шва, таблица с готовыми параметрами также станет хорошим помощником начинающим сварщикам. Но выполненные таким образом расчеты довольно условные, основанные на предпосылках.
Работающим на крупных промышленных предприятиях профессиональным сварщикам не нужно объяснять, что такое катет при сварке шва и какова его важность. Главной целью проектных расчетов при массовом производстве объектов и конструкций из металлических сплавов является определение подходящего размера спая по отношению к конкретным показателям осевого напряжения и растяжения материала.
Для расчета размера наплавленной присадки соответственно нагрузки на растяжение применяют следующую формулу: L = F/ ρ x [ρ], в которой L – длина наплавленного спая, F — будущая нагрузка на сварочное соединение, которой шов будет подвергаться, Ρ — максимально допустимая нагрузка на стык в процессе эксплуатации готового изделия.
Для вычисления по осевому напряжению приемлемой протяженности существует другая формула:
L = F/0,7K x ρ
Как определить катет сварного шва из этой формулы? Путем простых математических действий можно вывести новую формулу, по которой
К = 0,7 х L х ρ
Учитывая то, что нам необходимо определить габариты катета для одного метра шовной наплавки, то конечный результат будет
К = 0,7 х ρ
Если внимательно проанализировать приведенный порядок расчета, очевидным становится вывод — размер катета напрямую зависит от значений допустимой нагрузки на соединительный шов. Узнать допустимые нормы нагрузок при сваривания разными методами можно с помощью специальных таблиц.
Уже на этапе разработки проектной документации необходима толщина сварочного шва, расчет показателя выполняется с учетом:
- класса и разновидности сварки;
- марки используемых электродов;
- допустимой действующими нормами нагрузки;
- показателей осевого напряжения и растяжения;
- высоты усиления сварного шва.
На основании этих значений создается чертеж соединительного стыка, уточняются размеры и технические характеристики стыкуемых элементов. Также в процессе проектирования конструкции исчисляется катет шва по наименьшей толщине свариваемых деталей, что дает возможность оптимизировать себестоимость и повысить качество сварочного процесса.
ГОСТ катетов стыковых швов
Чтобы в процессе эксплуатации металлоконструкции выдерживали возлагаемые на них нагрузки все присутствующие на них шовные соединения должны соответствовать нормативным показателям.
Основным документом, регламентирующим размеры сварных соединений, а также типы и характеристики конструктивных элементов металлоизделий является ГОСТ.
Здесь четко указано, что при необходимости состыковать разные по толщине детали соединять их можно таким же образом, как и заготовки с равной толщиной. Только при этом разница между двумя показателями не должна превышать нормативных значений.
В одном из пунктов ГОСТа обусловлены допустимые смещения кромок по отношению друг к другу и установлены четкие параметры смещений в соответствии толщины заготовки. В приложении к документу описаны все возможные минимальные размеры катетов, которые в обязательном порядке следует учитывать при сваривании металлоконструкций.
Последствия неправильного вычисления сварного катета
Начинающие сварщики довольно часто припускаются ошибок в проведении расчетов, вследствие чего получают неправильные значения размеров катета. В случаях изготовления простых конструкций незначительные отклонения не представляют никакой опасности. Когда же ошибки допущены при создании габаритных несущих конструкций, то последствия могут быть непоправимыми. Поэтому задача первостепенной важности при сварочных работах — с безупречной точность рассчитать параметры стыков и в частности катет сварочного шва (что это такое более детально описано выше).
Любой излишек наплавления по линии соединения понижает прочность, вызывает разбрызгивание расплавленного металла, образование наплывов на поверхности деталей, а также повышает расход электродов и электроэнергии.
Но самой большой проблемой неверно выполненных расчетов является то, что даже при незначительных нагрузках конструкция начнет разрушаться и дальнейшая ее эксплуатация будет невозможной.
Как проверить качество шва и сварочных работ
Чтобы сварное соединение получилось надежным и прочным недостаточно только правильно рассчитать параметры катета. Важно также строго соблюдать технологию сваривания и следить, чтобы по всей протяжности швы были однородными и равномерными.
Существует несколько способов как проверить катет сварного шва на прочность и долговечность. Самыми популярными и часто применяемыми являются два метода:
- разрушающий. На специальных макетах проводятся разного рода испытания, по результатам которых определяется прочность стыков и конструкций в целом. Это могут быть повышенные механические нагрузки, химические, металлографические и другие исследования;
- неразрушающий. Этот способ контроля включает визуальный осмотр соединения, исследования с использованием магнитных волн, ультразвука и другого специализированного оборудования.
Визуальный контроль не требует особых навыков и наличия дорогостоящих приборов. Но его недостаточно для того, чтобы обнаружить присутствующие дефекты и неточности. Избежать образования на сварочном шве изъянов можно, если соблюдать при его создании некоторые правила:
- в месте сваривания не должно быть сквозняка и сильного ветра, поскольку это первые причины возникновения пор в соединительном стыке;
- сварочный ток превышать нельзя — это нарушает структуру металла;
- в зависимости от толщины металла необходимо правильно выбирать зазор;
- дугу лучше всего использовать короткую;
- при работе с постоянным током нельзя допускать чтобы на металл или электроды попадала вода;
- следить за тем, чтобы на всей протяженности шва одинаковой была его ширина. Даже при малейших отклонениях неравномерно будут распределяться нагрузки и возрастают риски появления трещин и полного разрушения сварочного стыка;
- контролировать глубину провара, она должна быть равномерной. В противном случае могут возникнуть внутренние трещины;
- правильно подбирать электроды для сварки. Касается это как диаметра, так и состава металлического стержня. Для выпуклых валиков подойдут электроды, которые при расплавлении образуют вязкую и густую консистенцию. Если расплав очень жидкий, то линия получится вогнутой.
От режима работы во многом зависит качество сварки и форма шовного соединения. Если нужно увеличить глубину и уменьшить ширину шва, то достичь этого можно при повышении скорости передвижения электрода. Когда наоборот глубину необходимо уменьшить и ширину сделать больше, то просто следует изменить напряжение.
Придерживаясь этих простых рекомендаций в сочетании с правильно выполненными расчетами можно не сомневаться в качестве и высоких прочностных показателях сварочного стыка.
Профессиональные сварщики на крупных производственных объектах до миллиметра определяют геометрические параметры и технические характеристики будущего шва. Но если нарушать сварочные технологии и игнорировать контрольные проверки, то даже самые точные расчеты шовных соединений не обеспечат гарантии качества сварных конструкций.
Интересное видео
Кто заказал прожаренное филе?
Я имею в виду сварку, а не еду. Угловая сварка — это процесс соединения двух кусков металла вместе, независимо от того, расположены ли они перпендикулярно или под углом. Согласно Википедии, «эти сварные швы обычно называют тройниковыми соединениями, которые представляют собой два куска металла, расположенные перпендикулярно друг другу, или соединениями внахлестку, которые представляют собой два куска металла, которые перекрывают друг друга и свариваются по краям. Сварной шов имеет эстетически треугольную форму и может иметь вогнутую, плоскую или выпуклую поверхность в зависимости от техники сварщика».
Угловые сварные соединения широко используются при дуговой сварке. Институт сварки сообщает, что, хотя угловые сварные соединения являются наиболее часто используемыми сварными соединениями, они также являются одними из самых сложных для сварки. Для угловых сварных швов требуются правильные материалы, правильный размер и форма, а также более высокая погонная энергия, чем для стыкового соединения той же толщины. Угловые сварные соединения должны соответствовать размеру сварного шва в соответствии с требуемой длиной катетов или толщиной шва. У менее квалифицированных сварщиков эти проблемы могут привести к непровару и/или дефектам сплавления. Другая трудность заключается в том, что сварные швы обычно выполняются в труднодоступных для осмотра местах. Можно провести некоторое визуальное тестирование, но качество нельзя оценить, а используемый материал нельзя идентифицировать с помощью процесса проверки только глазами.
Если эти сварные швы выполняются на системах напорных трубопроводов, таких как те, которые используются в нефтегазовой промышленности, может возникнуть серьезная проблема, если сварной шов выполнен из неподходящего материала. Сталь, обычный материал для труб, известна своей исключительной прочностью, но ее фатальным недостатком является подверженность коррозии и ржавчине. Одним из способов защиты стали от коррозии является легирование ее другими металлами, такими как хром (Cr) или никель (Ni), или покрытие ее металлическими и неметаллическими покрытиями для обеспечения барьерной защиты.
Изготовители трубопроводных систем, особенно в нефтяной и газовой промышленности, которые реализуют программы обеспечения качества, обнаружили, что использование портативных XRF-приборов имеет решающее значение, когда речь идет о подтверждении металла и сплава в этих трубах, а также как в скобках и других компонентах пайплайна. Таким образом, имеет смысл, что проверка элементов в сварочном материале так же важна.
Портативный рентгенофлуоресцентный (XRF) анализатор является распространенным инструментом для положительной идентификации материалов (PMI) в нефтегазовой промышленности. РФА — это неразрушающий аналитический метод, используемый для определения элементного состава материалов. Анализаторы XRF определяют химический состав образца путем измерения флуоресцентного (или вторичного) рентгеновского излучения, испускаемого образцом, когда он возбуждается первичным источником рентгеновского излучения. Каждый из элементов, присутствующих в образце, производит набор характерных флуоресцентных рентгеновских лучей («отпечатков пальцев»), которые являются уникальными для этого конкретного элемента, поэтому РФ-спектроскопия является превосходной технологией для качественного и количественного анализа состава материала. (Подробнее о технологии XRF можно прочитать здесь.)
Однако доступ к сварным швам может быть проблемой для PMI. Как мы обсуждали в предыдущей статье ( Вы не достигаете 100% PMI, потому что не можете добраться до сварных швов? ), во-первых, в трубопроводе могут быть миллионы сварных швов из-за длины трубы, компоненты и несколько точек сварки в каждой секции. Во-вторых, сварные швы могут располагаться в труднодоступных местах. Есть много узких углов, много зажимов и труднодоступных угловых сварных швов.
Должны использоваться портативные анализаторы, которые достаточно малы для доступа к неудобным угловым сварным швам или узким местам и могут собирать 100% необходимых данных. Кроме того, исключительная функция камеры с высокой точностью — съемка рентгеновского снимка в определенном месте анализа — поможет обеспечить точные показания.
Ниже приведены изображения типичной зоны непроницаемости углового сварного шва на катушке. 3-миллиметровый коллиматор и камера использовались для изоляции и предотвращения разбавления сварного шва, что может дать инспектору PMI уверенность в правильности доступа и анализа сварного шва. На втором снимке следуйте за светом из носовой части анализатора РФ (над цифрами), и вы увидите, как прибор фокусируется на фактическом сварном шве, что затем подтверждается экраном на третьем снимке.
Хорошо организованная программа PMI, использующая лучшие технологии, может помочь гарантировать, что отказы трубопроводов из-за несоответствующего сварочного материала случаются редко.
Main Types of Welds Used in Welding
While there are many weld types, the most commonly used types of welds are:
- Bead
- Fillet
- Groove
- Surfacing
- Приключение
- Подключение
- Слот
- Сопротивление
В этой статье: WELD
В этой статье: WELD
В этой статье: WELD . Сварные детали
Связанные материалы: Руководство по типам и деталям сварных соединений
Типы сварных швов
Сварной валик
Рисунок 13 — Пример сварного валика. Большинство из нас начинают с изучения основного сварного шва . Также известен как валик , это простой однопроходный тип сварки на основном металле (рис. 13) .
Сделайте узкую стрингерную бусину практически без качательных движений из стороны в сторону. Вы создаете более широкую бусину плетения с большим движением из стороны в сторону.
Угловые швы
Рисунок 17 — Типы угловых швов.Используется для соединения двух поверхностей приблизительно под прямым углом (90 градусов). Угловой сварной шов образует треугольник, если смотреть в поперечном сечении. Нахлесточные, тавровые и угловые соединения представляют собой типы угловых сварных швов (Рисунок 17) .
Реклама
Сварные швы с разделкой кромок
Рисунок 14 — Стандартные типы сварных швов с разделкой кромок различной толщины. Сварные швы с разделкой кромок (рис. 14) , выполненные в пазу между двумя элементами заготовки, подходят для многих стыковых соединений различной толщины.
Многопроходная сварка
Если для заполнения канавки требуется два или более валиков, это многопроходная сварка. Несколько слоев прохода (рис. 15) обычно изготавливаются вручную с использованием узких стрингеров.
Рисунок 15 — Пример многопроходных слоев.При выполнении этого типа сварки последовательность наплавки определяет порядок укладки каждого валика (рис. 16) .
Рисунок 16 — Пример последовательности слоев сварки.Для контроля воздействия аккумулированного тепла на металлические материалы в инструкциях по многопроходной сварке может быть указана межпроходная температура . Это минимальная или максимальная температура, которую должен достичь наплавленный металл перед началом следующего прохода.
Наплавка шва
Рисунок 18 — Пример наплавки шва. Наплавочный шов добавляет присадочный материал к основному металлу для получения желаемых свойств или размеров (Рисунок 18) .
Наплавка, или износостойкая наплавка , представляет собой разновидность наплавки для нанесения материала на деталь с целью уменьшения износа или потери материала в результате истирания, ударов, эрозии, истирания и кавитации.
Этот тип сварного шва состоит из одного или нескольких стрингеров или плетеных валиков.
Наплавочный шов — это экономичный метод продления срока службы машин, инструментов и оборудования, который особенно полезен в строительной отрасли.
Пробковая сварка и пазовая сварка
Рисунок 19 — Примеры пробочной и щелевой сварки.Сварка, выполненная через отверстия в одном элементе соединения внахлестку, является сварным швом. Когда отверстия имеют удлиненную форму, это называется шовным швом (рис. 19) .
В зависимости от работы отверстия могут быть полностью или не полностью заполнены наполнителем. Часто этот тип сварки прикрепляет пластины с лицевой закалкой к более мягкому материалу подложки или устанавливает металлические вкладыши внутри резервуаров.
Реклама
Сварка сопротивлением
Когда температура плавления создается в соединении сопротивлением потоку электрического тока через заготовку, это сварка сопротивлением .
Рисунок 20 — Пример процесса контактной сварки.Это происходит при пропускании электрического тока через два или более листа металла, зажатых между медными электродами. Как только температура достигает точки плавления, приложенное давление сваривает детали вместе (Рисунок 20) .
Рисунок 21 — Примеры контактной точечной и шовной сварки.Одним из распространенных вариантов является контактная точечная сварка (RSW), при которой ряд точечных сварных швов выполняется вдоль стыка (рис. 21) .
Другой тип, шовная сварка сопротивлением (RSEW), используемый в коммерческом производстве, предусматривает серию плотных сварных швов при подаче материалов через электродные диски.
Точечная сварка
На соединениях внахлест тонкого листового металла дуговые сварщики могут выполнять точечную сварку (Рисунок 22) . Короткая дуга на одной поверхности прожигает другую, сплавляя части вместе.
Не такой аккуратный, как RSW, потому что этот тип сварки оставляет на поверхности металла небольшой самородок.
Прихваточный шов
Прихваточный шов — это слабый временный шов, используемый для удержания металла на месте до его сварки (Рисунок 22). Размер зависит от толщины металла, но прихваточные швы должны быть небольшими и равномерными, чтобы свести к минимуму их влияние на окончательный шов.
Вот хорошее видео, показывающее распространенные сварные швы:
Реклама
Детали сварных швов
Некоторые термины для описания сварного шва могут применяться к нескольким узлам соединения, в то время как другие уникальны.
Торец — открытая поверхность основного металла, на которой выполнен сварной шов.
Носок — место примыкания поверхности сварного шва к основному металлу.
Корень — точки пересечения тыльной стороны шва с поверхностями основного металла.
Полка — участок шва от носка до корня, если смотреть на треугольное сечение углового шва.
Горловина — расстояние от корня до точки на лицевой стороне шва по линии, перпендикулярной лицевой стороне шва. Теоретически лицо образует прямую линию между пальцами ног.
ПРИМЕЧАНИЕ. Термины «угол» и «горловина» применяются только к угловым сварным швам.
Рисунок 23 — Части разделочного сварного шва.Части разделочного сварного шва
- Корневое отверстие : Разделение между элементами, которые должны быть соединены в корне соединения.
- Корневая поверхность : Поверхность канавки рядом с корнем соединения.
- Поверхность канавки : Поверхность элемента, включенная в канавку.
- Угол скоса : Угол, образованный между подготовленной кромкой элемента и плоскостью, перпендикулярной поверхности элемента.
- Угол паза : Общий угол паза между соединяемыми деталями.
- Размер сварного шва : Провар стыка (глубина скоса плюс проплавление корня, если указано). Размер сварного шва с разделкой кромок и его эффективное сечение одинаковы.
- Толщина листа : Толщина свариваемого листа.
Части углового сварного шва
Рисунок 24 — Части углового сварного шва .- Фактический шов углового сварного шва : Кратчайшее расстояние от корня углового шва до его поверхности.
- Нога углового сварного шва : Расстояние от корня стыка до края углового шва.
- Корень сварного шва : Точки, в которых задняя часть сварного шва пересекает поверхности основного металла.
- Носок сварного шва : Соединение между поверхностью сварного шва и основным металлом.
- Поверхность сварного шва : Открытая поверхность сварного шва на свариваемой стороне.
- Глубина плавления : Расстояние, на которое плавление проникает в основной металл или предыдущий проход от поверхности, расплавленной во время сварки.
- Размер сварных швов : Длина стороны галтели.
При определении размера разделки (рис. 23) необходимо учитывать глубину разделки, раскрытие корня и угол разделки.
Размер углового шва (рисунок 24) — длина катетов сварного шва. Предположим, что стороны равны, если не указано иное.
Существует множество стилей и типов сварочных калибров для подготовки материала к сварке и проверки завершенного сварного шва. Вот пример комплекта сварочного манометра.
Рисунок 25 — Примеры терминологии зоныв сварном шве.
Сварщики используют еще несколько терминов для описания участков сварного шва.
Зона термического влияния (ЗТВ) (рис. 25) — это часть основного металла, которая не расплавилась, но изменилась под воздействием тепла сварки. Зона термического влияния находится между наплавленным металлом и неповрежденным основным металлом. Физический состав или механические свойства этой зоны отличаются после сварки.
Плавка описывает сплавление основного металла и/или присадочного металла. зона сплавления — это область основного металла, которая расплавилась во время сварки (рисунок 25) .
Поскольку нагрев при сварке влияет на структурные свойства основного металла, для качественного сварного шва необходимо контролировать нагрев.
Позиции приварки пластин
Рисунок 26 — Примеры позиций приварки пластин. Американское общество сварщиков (AWS) разделяет сварку листов на четыре основных положения: (1) плоская, (2) горизонтальная, (3) вертикальная и (4) потолочная.