ТИГ сварка – что это такое
TIG-сварка – универсальная технология соединения металлов. Аппараты ТИГ обладают большим потенциалом и позволяют сваривать разные металлы, а также их сплавы. При этом формируется качественный и эстетичный шов. Особенности оборудования детально изложены в статье.
СОДЕРЖАНИЕ
- Что такое TIG сварка?
- История появления ТИГ-сварки
- Преимущества и недостатки
- Применение
- Режимы работы
- Постоянный ток
- Переменный ток
- Оборудование
- Сборка сварочного аппарата
- Техника сваривания
- Маркировка TIG-сварки
- Маркировка латинскими буквами
- Маркировка на территории РФ
- «Аргонно-дуговая» или «аргонодуговая» сварка: как правильно?
- Мифы о TIG-сварке
- Губителен ли аргон для сварщика?
- Аргонодуговая сварка понижает мужское здоровье
- Достоверные факты
- TIG-инвертор оснащен большим количеством настроек
- Газопроводящие магистрали должны быть целыми
- Прототипом TIG-инвертора послужила вольфрамовая нить
- Инвертор ТИГ нуждается в уходе
Соединение металлов с помощью высоких температур человечеством изобретено уже давно. Методы постоянно совершенствовались, а с появлением и развитием металлургии, вышли на качественно новый уровень. Способы сварки совершенствовались по мере повышения требований к прочности и качеству соединений металлов.
Методы постоянно совершенствовались, а с появлением и развитием металлургии, вышли на качественно новый уровень. Способы сварки совершенствовались по мере повышения требований к прочности и качеству соединений металлов.
В настоящее время существует большое количество разнообразного оборудования для сварки металлов. Одним из самых популярных является ТИГ-сварка. Любой сварщик, даже начинающий неопытный специалист, должен иметь четкое понимание принципов работы такого оборудования и знать методы работы с ним.
Что такое TIG сварка?
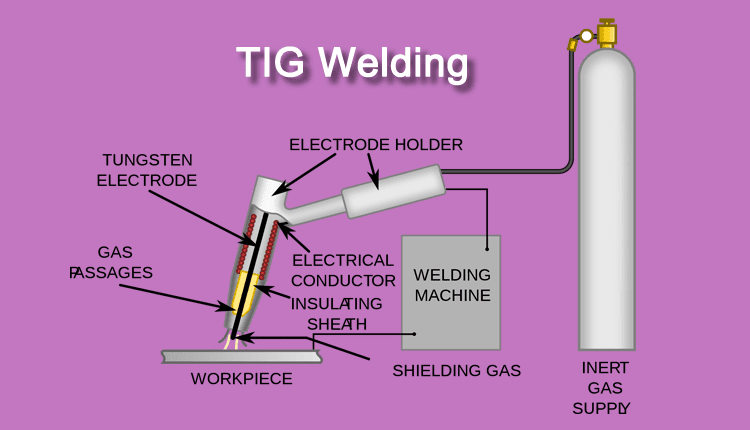
Разобрать особенности оборудования, его достоинства и недостатки будет проще, если предварительно ознакомиться с принципами работы и технологическими особенностями. Сварка ТИГ – это технология соединения металлических заготовок при помощи специального оборудования посредством неплавящегося электрода в защитной среде. Дуга инициируется между рабочей поверхностью и вольфрамовым стержнем. Перед началом работы он затачивается. Это необходимо для поддержания стабильности сварочной дуги и получения ровного соединения.
Фиксируется вольфрамовый электрод в центре сопла. По краям горелка имеет технологические отверстия, через которые в зону горения дуги подается инертный газ. Наиболее часто используется аргон. Он предотвращает образование оксидной пленки и способствует качественному соединению кромок. Для заполнения ванны расплавом применяется присадочная проволока. По составу она должна повторять или быть близкой к металлам, которые свариваются.
История появления ТИГ-сварки
Соединение металлов при помощи сварки используется человечеством уже много десятилетий. Первые наработки по соединению металлических заготовок под воздействием высоких температур появились еще в начале двадцатого века. Первым шаги в этом направлении сделал американский инженер Чарльз Л. Коффин. Изначально оборудование было простым. Оно не могло использоваться в промышленности или для соединения сплавов.
Неплавящийся электрод и защитная среда для сварочных работ начали использоваться в середине сороковых годов 20 столетия. Технология позволяла соединять новые материалы – алюминий, никель и магний. Метод сразу стал востребованным в производстве самолетов, а позже – и в ракетостроении. Со временем технологий нашла свое применения практически во всех отраслях промышленного производства.
Преимущества и недостатки
Любой технологический процесс имеет как преимущества, так и недостатки. Наиболее важные достоинства технологии TIG:- При сваривании используется защитный газ, что дает возможность сформировать качественный и красивый сварной шов. В расплаве нет трещин, пор или пустот. Аргон предотвращает образование на поверхности расплавленного металла оксидной пленки, которая обязательно бы образовалась в результате взаимодействия горячего металла и кислорода.
- Полностью исключить внутреннее напряжение не удалось, но оно столь незначительно, что не провоцирует деформирование металла.

- Во время работы расплав металла не разбрызгивается, минимальное образование искр.
- После завершения сварочных работ не требуется дополнительная обработка свариваемых заготовок.
- При помощи ТИГ-сварки можно соединять большинство металлов и сплавов.
- Оборудование характеризуется простотой использования. Достаточно нескольких уроков, чтобы научиться самостоятельно формировать качественные и эстетические швы.

Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Наряду с достоинствами есть и недостатки:
- Если сварочные работы ведутся на открытой площадке, то необходимо защитить рабочее место от ветра. В противном случае инертный газ будет выдуваться из рабочей зоны, а качество соединения от этого сильно пострадает.
- Соединяемые поверхности нуждаются в тщательной предварительной подготовке.
- Горелку нельзя держать под острым углом относительно рабочей поверхности из-за осложнения рабочего процесса.
- Дугу следует перемещать равномерно. Если на каком-либо месте ее задержать, то образуется отметина, которую придется чистить.

Применение
Технология ТИГ универсальная и позволяет соединять различные металлы, а также их сплавы. Это обуславливает широкое ее применение. Основные сферы использования метода:
- автомобилестроение;
- изготовление деталей для различных отраслей промышленности;
- космонавтика;
- кораблестроение;
- авиация;
- производство инструментов для медицины;
- изготовление электроинструмента;
- строительство и многие другие.
Востребованы аппараты TIG и в частном секторе и малом бизнесе. Особенно часто они используются в ремонте автомобилей, в частности, для восстановления кузовов авто или починки радиаторов.
Режимы работы
Работает установка от однополярного или переменного источника питания. Изменение режимов позволяет выбрать оптимальный вариант для конкретного вида сплава или металла.
Постоянный ток
К минусовой клемме подсоединяется электрод, а плюс идет к рабочей поверхности. Подключение к источнику постоянного тока предоставляет определенные преимущества:
- Возрастает экономичность применения сварочного оборудования.
- Деталь можно прогревать на большую глубину. В результате соединение может быть очень узким, но прочным из-за большой глубины проваривания деталей.
- Скорость сварочного процесса заметно возрастает.
В режиме постоянного тока проще всего варить заготовки из легированной и нержавеющей стали.
Переменный ток
Минус и плюс во время работы меняются в произвольном порядке. При подключении в режиме обратной полярности поверхность заготовок эффективно очищается от оксидной пленки.
Оборудование
Для того, чтобы выполнить сварочные работы при помощи неплавящегося электрода в защитной среде, достаточно иметь обыкновенный недорогой инвертор с горелкой, предназначенной для подачи газа. Тем не менее, на рынке существует специальное оборудование:
Тем не менее, на рынке существует специальное оборудование:
- TIG-инвертор. Отличается от обычного тем, что имеет встроенный блок, вырабатывающий прямой или переменный ток в зависимости от режима работы. Тем самым функционал аппарата значительно увеличивается. Можно работать с черными металлами, сплавами алюминия и других материалов.
- Выпрямители. Принцип работы основан на преобразовании переменного тока в постоянный. Относится к категории профессионального оборудования.
Выбор установки и расходных материалов напрямую зависит от того, с какими материалами нужно работать.
Сборка сварочного аппарата
После приобретения сварочного аппарата необходимо правильно смонтировать все узлы и комплектующие. Последовательность выполнения работы:
- Осциллятор соединяется с инвертором.
- Прикрепить провод массы к положительной клемме.
- К отрицательной подсоединяется магистраль с держателем.
- Горелка подсоединяется к рукаву для подачи инертного газа.
- На баллон с аргоном прикручивается редуктор.
- Подающий газ рукав фиксируется на редукторе.

На заключительном этапе подготовки инвертор подключается к сети энергоснабжения с питанием 220 вольт. Осциллятор подсоединяется к источнику тока напряжением 6 вольт.
Техника сваривания
Перед началом любого сварочного процесса необходимо подготовить оборудование. Для настройки аппарата специалисту нужно выполнить несколько манипуляций:
- В предварительной подготовке нуждаются вольфрамовые электроды. Конец рабочего стержня затачивается надфилем.
- После подготовки неплавящийся электрод устанавливается в горелку. Он удерживается цанговым зажимом.
- Открывается подача инертного газа – откручивается вентиль на редукторе баллона с аргоном. Сразу необходимо установить достаточный объем подачи газа. Оптимальный показатель расхода составляет 13 литров за минуту.
- Масса подсоединяется в рабочей поверхности или непосредственно к столу, на котором свариваются заготовки.
- Включается осциллятор, а горелка подносится к поверхности заготовок.
- Далее следует нажать на кнопку включения, что вызывает появление искры. В это же время открывается подача защитного газа.

Электрод от рабочей поверхности следует удерживать на расстоянии приблизительно 3 мм от рабочей поверхности. Если расстояние увеличить, то ширина шва будет возрастать, а глубина проваривания, наоборот, уменьшаться. Край электрода можно вести по-разному. В работе с тонкими листами необходимо отдать предпочтение колебательным движениям слева-направо, чтобы избежать прогорания стенок. При формировании корневого шва электрод ведется ровно. При соединении угловых стыков электрод удерживается в положении 45 градусов относительно основной рабочей поверхности.
Маркировка TIG-сварки
Маркировка латинскими буквами
Название сварки в разных странах отличается. Поэтому важно знать маркировки, а также их значения, чтобы не ошибиться с выбором оборудования. К примеру, во всех англоязычных странах аргонодуговые сварочные инверторы маркируются аббревиатурой «TIG». Расшифровывается она как «Tungsten Inert Gas», что переводится как «сварка вольфрамовым электродом в газовой среде». Именно данная маркировка наиболее часто встречается в Европе и Азии.
К примеру, во всех англоязычных странах аргонодуговые сварочные инверторы маркируются аббревиатурой «TIG». Расшифровывается она как «Tungsten Inert Gas», что переводится как «сварка вольфрамовым электродом в газовой среде». Именно данная маркировка наиболее часто встречается в Европе и Азии.
На немецком данный тип сваривания металла называется «Wolfram Inert Gas». Поэтому оборудование маркируется соответствующими обозначениями – «WIG». В США для этого применяется аббревиатура GTAW – Gas Tungsten Arc Welding.
Маркировка на территории РФ
Аргонная сварка с использованием неплавящихся электродов и защитных газов обозначается ИН и ИНп. Первая аббревиатура применяется в случаях выполнения работ не плавящимся электродом в защитной среде. В случаях, когда применяются присадочные материалы, то дополнительно указывается литера «п».
«Аргонно-дуговая» или «аргонодуговая» сварка: как правильно?
Верным принято считать написание без дефиса. Согласно положений ГОСТа существует понятие только аргонодуговой сварки.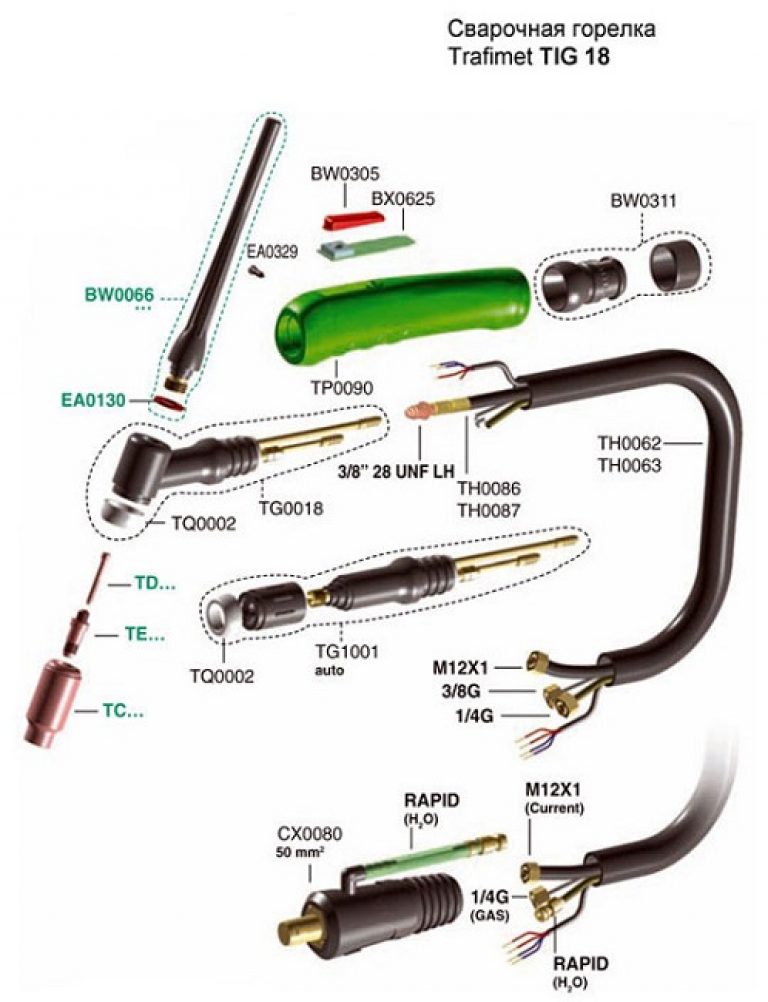 Применение дефиса внутри словосочетания считается ошибочным.
Применение дефиса внутри словосочетания считается ошибочным.
Мифы о TIG-сварке
Сварочные процессы в аргонодуговой среде породили ряд слухов, часть из которых далеко от действительности. Необходимо иметь ввиду, что любой сварочный процесс является вредным для людей видом деятельности. Тем более, если приходится работать с инертными газами. Поэтому требованиями техники безопасности предусмотрены процедуры, призванные защитить специалиста. Если не соблюдать их, то высока вероятность причинения ущерба здоровью сварщика.
Губителен ли аргон для сварщика?
Если ознакомиться с курсом химии, то несложно выяснить, что аргон является распространенным в атмосфере газом и по количеству в атмосфере занимает третье место после азота и кислорода. Он не имеет запаха и вкуса, поэтому сложно диагностируется. Газ не токсичен и не относится к числу взрывоопасных.
По весу аргон тяжелее атмосферного воздуха в 1,4 раза, поэтому легко вытесняет кислород из сварочной зоны. Тем не менее полностью назвать этот газ безопасным нельзя. При попадании в дыхательные пути аргон в большом количестве способен вызвать головокружение и даже потерю сознания.
Тем не менее полностью назвать этот газ безопасным нельзя. При попадании в дыхательные пути аргон в большом количестве способен вызвать головокружение и даже потерю сознания.
Правила безопасности при работе с инертным газом:
- При работе в помещении нужно устанавливать напольные вытяжные устройства. Как минимум, следует располагаться на расстоянии не менее 20-30 см от уровня пола. в этом случае аргон будет уходить вниз и выводиться из помещения естественным путем.
- При формировании потолочных или вертикальных швов используются средства индивидуальной защиты. Вполне достаточно шлангового противогаза для подачи чистого атмосферного воздуха.
- Во время работы в помещениях необходимо контролировать уровень кислорода. Если показания измерительных приборов опустились ниже уровня 20% кислорода в атмосфере, то работы нужно приостановить, а помещение проветрить.
Аргонодуговая сварка понижает мужское здоровье
Это миф, широко распространенный среди любителей и начинающих сварщиков. Он порожден неосведомленностью в области технологии сварочного процесса в защитной среде. Основной причиной появления мифа стало применение в работе слабого радиоактивного металла, каким является оксид тория. Используется он в процессе заточки вольфрамового электрода. Но его уровень радиоактивности существенно ниже допустимых норм. Поэтому воздействовать разрушающе на организм человека он не может в принципе.
Он порожден неосведомленностью в области технологии сварочного процесса в защитной среде. Основной причиной появления мифа стало применение в работе слабого радиоактивного металла, каким является оксид тория. Используется он в процессе заточки вольфрамового электрода. Но его уровень радиоактивности существенно ниже допустимых норм. Поэтому воздействовать разрушающе на организм человека он не может в принципе.
Чтобы не иметь никаких оснований для беспокойства и быть уверенным в безопасности при выполнении сварочных работ, следует придерживаться простых правил безопасности. А именно:
- надевать респиратор;
- работать с активной вытяжкой;
- хранить не больше 3 кг ториево-вольфрамовых электродов в одном месте.
Вольфрамовая пыль состоит из очень мелких частиц, которые, попадая внутрь, раздражают стенки дыхательных путей. Радикального влияния на здоровье они не оказывают, но лучше полностью обезопасить себя, одев респиратор.
TIG-сварка «капризна» в работе
Большинство реализуемых на отечественном рынке аппаратов имеют множество разнообразных настроек и регулировок. Больше, чем установки для ручной дуговой сварки (ММА) или полуавтоматы (MAG). По этой причине сварщика для работы на ТИГ-устройствах предварительно нужно пройти специальную подготовку. Это должен быть или опытный специалист высшего разряда или же сварщик, имеющий соответствующую специализацию. Важно, чтобы работник смог правильно настроить установку, использовать все ее возможности и сформировать прочное, эстетичное и долговечное соединение.
Больше, чем установки для ручной дуговой сварки (ММА) или полуавтоматы (MAG). По этой причине сварщика для работы на ТИГ-устройствах предварительно нужно пройти специальную подготовку. Это должен быть или опытный специалист высшего разряда или же сварщик, имеющий соответствующую специализацию. Важно, чтобы работник смог правильно настроить установку, использовать все ее возможности и сформировать прочное, эстетичное и долговечное соединение.
Для сварочного процесса каждый работник должен:
- Выбрать оптимальный сварочный ток.
- Установить оптимальные настройки для выполнения конкретной работы.
- Правильно выбрать диаметр электрода в зависимости от тока и материала.
- Подобрать присадочный пруток, максимально соответствующий металлу или его сплаву.
- Определить с выбором инертного газа. В сварочных работах может применяться чистый гелий или же его смеси.
При условии соблюдения всех этапов и требований, специалист сможет соединить металлические заготовки любого размера или состава. Аргоновая сварка по праву считается универсальной. Используется она нечасто в силу большой материалоемкости процесса.
Аргоновая сварка по праву считается универсальной. Используется она нечасто в силу большой материалоемкости процесса.
Достоверные факты
TIG-инвертор оснащен большим количеством настроек
Оборудование дает возможность качественно соединять большой ассортимент стали – низко-, средне- и высоколегированной. Каждый материал обладает определенными физико-химическими особенностями, что обуславливает необходимость индивидуального подхода при сварке. На выбор параметров также влияет толщина материала и целый ряд других факторов. Важно выбрать оптимальные настройки, а именно эту возможность предоставляет рассматриваемое оборудование.
Газопроводящие магистрали должны быть целыми
Для создания качественного и красивого сварного шва требуется постоянное давление инертного газа. Помимо этого, целая магистраль исключает утечку дорогостоящего расходного материала. Нужно учесть и тот факт, что утечка инертного газа может спровоцировать нештатную ситуацию на рабочем месте.
Прототипом TIG-инвертора послужила вольфрамовая нить
Американский ученый Ирвинг Ленгмюр в 1916 году опытным путем установил, что вольфрамовая нить лучше проводит заряд, если ее поверхность покрыта оксидом тория. Именно это открытие стало основой для создания в будущем вольфрамовых электродов. Они успешно применяются в аргонодуговой сварке и по сегодняшний день.
Инвертор ТИГ нуждается в уходе
Конструкция аппарата включает большое количество мелких деталей, плат и других элементов. При работе генерируется большое количество пыли и мелких частиц металла. Они оседают не только на корпус устройства, но и на расположенные внутри узлы. Проникает пыль через вентиляционные и другие технологические отверстия кожуха.
Будет хорошо, если выработается привычка после работы очищать аппарат от грязи. Для этого можно использовать сжатый воздух. Постоянно необходимо следить за целостностью подающих газ рукавов и питающих кабелей; исправностью держателя и горелки.
TIG сварка: что это такое? Плюсы и минусы
Вернуться назад
TIG сварка — популярный вид ручной дуговой сварки. Его сущность раскрывается в расшифровке аббревиатуры: TIG — Tungsten Inert Gas. Перевод названия говорит о том, что в технологии применяются вольфрамовый электрод и инертный газ. Сварное соединение происходит за счет расплавления металлических заготовок под воздействием электрической дуги.
Содержание
-
Газ для TIG сварки
-
Электрод для TIG сварки
-
TIG сварка с присадочным материалом и без
-
Горелка для TIG сварки
-
Обзор популярных моделей аппаратов для TIG сварки
-
Способы поджига дуги
-
Аргонодуговая сварка TIG: ее плюсы и минусы
Газ для TIG сварки
Вы можете встретить, что технологию называют «аргонодуговая» или «аргоновая сварка TIG». И это неслучайно. Название метода связано с большой популярностью аргона для сварки — именно его чаще всего используют в работе. Причин несколько:
И это неслучайно. Название метода связано с большой популярностью аргона для сварки — именно его чаще всего используют в работе. Причин несколько:
-
Аргон дешевле;
-
Экономичнее расходуется;
-
С ним легче управлять рабочим процессом;
-
Именно аргонодуговая сварка TIG лучше справляется с соединением тонких заготовок.
Однако не стоит забывать, что применяется и другой инертный газ — гелий, а также смеси аргона и гелия. Они химически неактивные, а значит, не вступают в реакцию с металлом и никак не влияют на химический состав сварного соединения. Газовая среда выполняет защитную функцию, оберегая сварочную ванну от контакта с окружающей средой: кислородом, азотом и влагой, содержащейся в воздухе. Такая изоляция нужна, чтобы получить качественный шов без дефектов.
Электрод для TIG сварки
TIG сварка предполагает применение вольфрамового электрода, который изготовлен из самого тугоплавкого металла. Чтобы его расплавить, потребуется температура выше 3410 °C. Насколько бы не были прочными вольфрамовые электроды, они все же могут начать деформироваться, если в процессе сварки накалятся до температуры, превышающей допустимую. Именно по этой причине аргоновая сварка TIG на постоянном токе осуществляется только на прямой полярности: когда на электрод подается «минус». В этом случае большее тепловложение направлено на заготовки, а электрод нагревается меньше. Альтернативный вариант — это TIG сварка на переменном токе, при которой полярность постоянно меняется, и соответственно электрод не успевает перегреться. Такой вариант применяется для сварки алюминия.
Чтобы его расплавить, потребуется температура выше 3410 °C. Насколько бы не были прочными вольфрамовые электроды, они все же могут начать деформироваться, если в процессе сварки накалятся до температуры, превышающей допустимую. Именно по этой причине аргоновая сварка TIG на постоянном токе осуществляется только на прямой полярности: когда на электрод подается «минус». В этом случае большее тепловложение направлено на заготовки, а электрод нагревается меньше. Альтернативный вариант — это TIG сварка на переменном токе, при которой полярность постоянно меняется, и соответственно электрод не успевает перегреться. Такой вариант применяется для сварки алюминия.
Электроды подразделяются на разные виды, в зависимости от редкоземельных элементов, включенных в состав. Различают их по цветовому и буквенному обозначению:
-
Зеленый (WP) — чистый вольфрам
-
Темно-синий (WY-20) — с иттрием
-
Красный (WT-20) — с торием
-
Серый (WC-20) — с церием
-
Белый (WZ-8) — с цирконием
-
Синий/голубой (WL-20) — с лантаном
-
Золотой (WL-15) — с лантаном
-
Фиолетовый/лиловый (WG-La-15) — с лантаном, цирконием, иттрием
Полезный лайфхак: существуют универсальные электроды, которые подходят для любого металла и любого тока. Вот эти помощники-универсалы:
Вот эти помощники-универсалы:
-
WL-15
-
WL-20
-
WG-La-15
Кроме того, что электрод выступает проводником электрического тока и инструментом возбуждения дуги, он также выполняет ответственную функцию удержания дуги, пока длится TIG сварка. Чтобы дуга была стабильной, а шов получался ровным, необходимо уделить внимание заточке электрода. Наконечник может быть в виде конуса, сферическим, а также в виде конуса с закругленным кончиком (что-то среднее между первым и вторым вариантом).
Форма наконечника подбирается в соответствии с тем, какой вид электрода мы применяем и какие металлы нам предстоит сваривать. Электроды с маркировкой WP и WL затачиваются до сферической формы; модели WT — до закругленного конуса; все остальные — до конуса. Чрезвычайно важно придать кончику электрода необходимую форму, так как от этого зависит «поведение» сварочной дуги.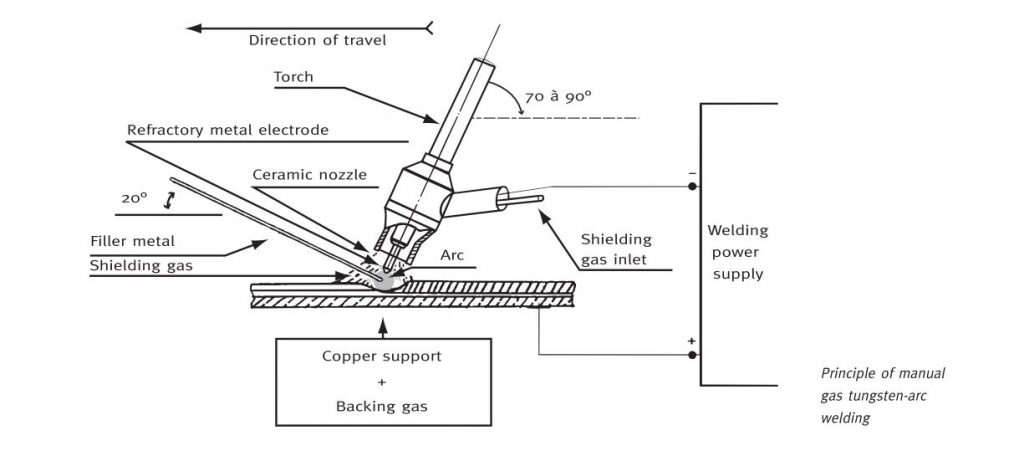 Если для вас аргонодуговая сварка TIG — главный способ соединения металлов, который вы чаще всего используете, то есть смысл купить собственное точильное оборудование для вольфрамовых электродов. С ним вы будете уверены в качестве подготовки электрода.
Если для вас аргонодуговая сварка TIG — главный способ соединения металлов, который вы чаще всего используете, то есть смысл купить собственное точильное оборудование для вольфрамовых электродов. С ним вы будете уверены в качестве подготовки электрода.
TIG сварка с присадочным материалом и без
В технологическом процессе могут участвовать присадочные прутки. Они нужны, когда требуется усилить шов или произвести тавровое соединение с заданным катетом. Благодаря присадочной проволоке можно добавить в сварное соединение необходимые элементы, которые улучшат механические свойства шва, сделают его более прочным и долговечным. Шов будет иметь характерный рельефный (чешуйчатый) валик.
Как выглядит процесс: в одной руке у сварщика — горелка, которую он держит под определенным углом и перемещает вдоль линии соединения заготовок, в другой руке — пруток, который он направляет в зону сварки. Движения должны быть точными и плавными — от этого зависит «рисунок» чешуи шва.
Бюджетные варианты присадочных прутков для бытового применения представлены в линейке Golden Bridge и SELLER. Крупные производственные предприятия чаще выбирают материалы из более дорогих сегментов, например, продукцию брендов ESAB и Alfa Global.
При соединении тонколистовых деталей аргоновая сварка TIG может прекрасно обходиться и без использования присадочной проволоки, когда не требуется дополнительное усиление шва.
Горелка для TIG сварки
Горелка TIG одновременно фиксирует электрод, а также обеспечивает подачу тока и газа. На вентильных горелках газ подается открытием вентиля, а на горелках с кнопкой — простым нажатием.
Горелку подбирают в зависимости от величины тока, на котором будут варить. Еще один критерий выбора — вес. Все-таки сварщикам приходится держать инструмент в руках в течение длительного времени, и будет плюсом, если горелка удобная и легкая, как, например, модель TIG TP 17 SNAKE.
Бюджетный вариант вентильной горелки — модель TECH TS 17 V от бренда Сварог. Она имеет воздушное охлаждение и подходит для работы с током до 140 ампер. Для более сложных задач можно рассмотреть кнопочную горелку с водяным (более мощным) охлаждением — КЕДР TIG-500 EXPERT. Это устройство предназначено для сварки на токе до 550 А. В средней ценовой категории можно обратить внимание на модель TECH TS 18 с кнопкой. Горелка работает на токе до 320 А.
Не стоит забывать про регулярную замену расходных частей горелки, таких как сопло, цанга, держатель цанги, газовая линза.
Обзор популярных моделей аппаратов для TIG сварки
Оборудование — важная составляющая успешной работы. В случае с методом TIG для работы подойдут не только специализированные сварочные аппараты, но и устройства для сварки MMA — в этом случае возбуждение дуги будет осуществляться касанием электрода поверхности изделия.
Популярным вариантом для небольших ремонтных и производственных мастерских является инверторный аппарат КЕДР UltraTIG-200, работающий на постоянном токе. Он компактный и удобный в эксплуатации, выдает сварочный ток до 200 ампер. Схожими возможностями обладает аппарат СВАРОГ REAL TIG 200. Оба устройства подходят как для MMA, так и для TIG сварки. Из более дорогой ценовой категории можно выбрать КЕДР MultiTIG-2000P DC. Он отличается широким функционалом, наличием импульсного режима и позволяет детально настроить сварочные параметры, в том числе динамические характеристики дуги. Аппарат имеет удобную панель с параметрической кривой.
Он компактный и удобный в эксплуатации, выдает сварочный ток до 200 ампер. Схожими возможностями обладает аппарат СВАРОГ REAL TIG 200. Оба устройства подходят как для MMA, так и для TIG сварки. Из более дорогой ценовой категории можно выбрать КЕДР MultiTIG-2000P DC. Он отличается широким функционалом, наличием импульсного режима и позволяет детально настроить сварочные параметры, в том числе динамические характеристики дуги. Аппарат имеет удобную панель с параметрической кривой.
Для более сложных промышленных задач подойдет модель КЕДР UltraTIG-200P AC/DC. Она обеспечивает сварку как на переменном, так и на постоянном токе. Еще один востребованный профессиональный аппарат — Cebora WIN TIG DC 180M. В нем собраны все необходимые функции для качественной работы.
Способы поджига дуги
-
Возбуждение дуги касанием. Кратковременного касания заготовки электродом достаточно, чтобы возникла сварочная дуга. Для этого способа может применяться аппарат как для MMA, так и для TIG сварки.
-
Высокочастотный поджиг. В отличие от первого варианта, высокочастотный поджиг (HF) происходит бесконтактно: электрод близко подносится к заготовке, но не касается ее. Для поджига нужно всего лишь навести горелку на заготовку и нажать кнопку на ней. Это более совершенный вариант возбуждения дуги.

Аргонодуговая сварка TIG: ее плюсы и минусы
Плюсы
-
Качество и эстетика шва;
-
Возможность соединения тонких заготовок;
-
Работа со всеми видами металлов;
-
Отсутствие брызг и шлака;
-
Доступность работы во всех пространственных положениях.
Минусы
-
Сниженная производительность;
-
Риск получения нестабильной дуги из-за ветра и осадков;
-
Высокие требования к квалификации сварщика.

TIG сварка справляется с большим спектром задач, ее главное преимущество заключается в том, что при умелом обращении с оборудованием вы получите красивый и качественный шов. Однако сам рабочий процесс не самый простой и требует больше времени, чем, например, полуавтоматическая сварка.
Узнавайте о новых статьях первыми! Подпишитесь на рассылку!
Галерея
Товары из нашего каталога
Горелка TIG TP 17 SNAKE (ОКС 35-50, б/р, 2PIN) 4м SNK1701-04
В наличии
Аргонодуговой аппарат Cebora WIN TIG DC 180M
Под заказ
Установка аргонодуговой сварки КЕДР ULTRATIG-200P AC/DC(220В,10-200А)(с возможностью подключ педали)
В наличии
Горелка аргоновая КЕДР TIG-500 EXPERT, MultiTIG, 1 кн., 3,6 м
Под заказ
Вольфрамовый электрод WG-La 15 d.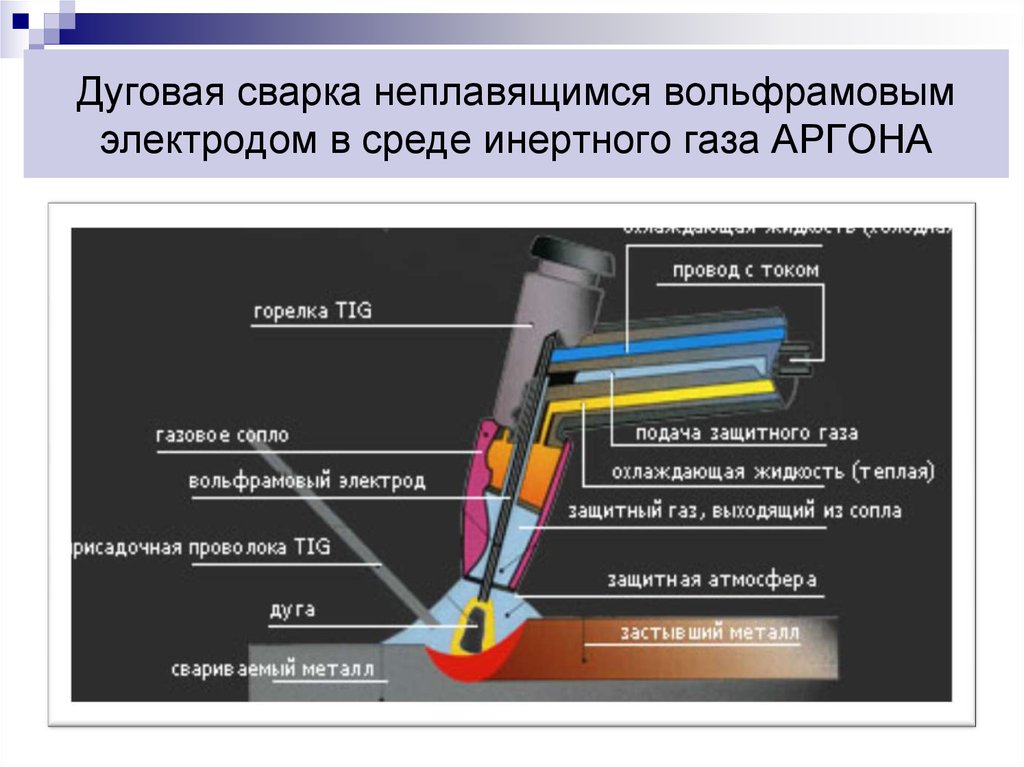 1.6x175mm (фиолетовый)
1.6x175mm (фиолетовый)
В наличии
Вольфрамовый электрод WL-15 d.1.6x175mm (золотой)
В наличии
Вольфрамовый электрод WL-20 d.1,6x175mm (синий)
В наличии
Установка аргонодуговой сварки КЕДР MultiTIG-2000P DC (220В, с горелкой)
В наличии
Установка аргонодуговой сварки КЕДР UltraTIG-200 (220В, 10-200А)
В наличии
Горелка TECH TS 17 V (M12×1), 4 м, ION9906
Под заказ
Горелка TECH TS 18 (ОКС+б/р, 2 пин), 8 м, IOB6367
В наличии
Аппарат для аргонодуговой сварки СВАРОГ REAL TIG 200 (W223)
Под заказ
Вам может быть интересно
Что такое сварка вольфрамовым электродом в среде инертного газа (GTAW или TIG)?
Профессиональные знания 6
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом в газе (GTAW), представляет собой процесс дуговой сварки, при котором сварка производится неплавящимся вольфрамовым электродом.
Сварка вольфрамовым электродом в среде инертного газа (TIG) быстро завоевала успех в 1940-х годах для соединения магния и алюминия. Используя защитный экран из инертного газа вместо шлака для защиты сварочной ванны, этот процесс стал очень привлекательной заменой газовой и ручной дуговой сварки металлическим электродом. TIG сыграл важную роль в принятии алюминия для высококачественной сварки и конструкционных применений.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Характеристики процесса
В процессе сварки TIG дуга образуется между заостренным вольфрамовым электродом и заготовкой в инертной атмосфере аргона или гелия. Небольшая интенсивная дуга, создаваемая заостренным электродом, идеальна для высококачественной и точной сварки. Поскольку электрод не расходуется во время сварки, сварщику TIG не нужно уравновешивать подвод тепла от дуги по мере того, как металл осаждается плавящимся электродом. Когда требуется присадочный металл, его следует добавлять в сварочную ванну отдельно.
Когда требуется присадочный металл, его следует добавлять в сварочную ванну отдельно.
Источник питания
Сварка ВИГ должна выполняться с падающим источником постоянного тока — постоянного или переменного тока. Источник питания постоянного тока необходим, чтобы избежать слишком высоких токов при коротком замыкании электрода на поверхность заготовки. Это может произойти как преднамеренно во время зажигания дуги, так и непреднамеренно во время сварки. Если, как при сварке MIG, используется источник питания с плоской характеристикой, любой контакт с поверхностью заготовки может привести к повреждению наконечника электрода или сплавлению электрода с поверхностью заготовки. В постоянном токе, поскольку тепло дуги распределяется примерно на одну треть на катоде (отрицательном) и на две трети на аноде (положительном), электрод всегда имеет отрицательную полярность, чтобы предотвратить перегрев и плавление. Однако альтернативный источник питания с подключением электрода постоянного тока положительной полярности имеет то преимущество, что при нахождении катода на заготовке поверхность очищается от оксидных загрязнений. По этой причине переменный ток используется при сварке материалов с прочной поверхностной оксидной пленкой, таких как алюминий.
По этой причине переменный ток используется при сварке материалов с прочной поверхностной оксидной пленкой, таких как алюминий.
Запуск дуги
Сварочную дугу можно зажечь, царапая поверхность, образуя короткое замыкание. Только при устранении короткого замыкания будет протекать основной сварочный ток. Однако существует риск того, что электрод может прилипнуть к поверхности и вызвать вольфрамовое включение в сварном шве. Этот риск можно свести к минимуму, используя метод «подъемной дуги», при котором короткое замыкание формируется при очень низком уровне тока. Наиболее распространенным способом запуска дуги TIG является использование ВЧ (высокой частоты). HF состоит из искр высокого напряжения в несколько тысяч вольт, которые длятся несколько микросекунд. ВЧ-искры вызывают разрушение или ионизацию зазора между электродом и заготовкой. После образования электронно-ионного облака ток может течь от источника питания.
Примечание. Поскольку ВЧ создает аномально высокое электромагнитное излучение (ЭМ), сварщики должны знать, что его использование может вызвать помехи, особенно в электронном оборудовании. Поскольку ЭМ-излучение может распространяться по воздуху, как радиоволны, или передаваться по силовым кабелям, необходимо соблюдать осторожность, чтобы не создавать помех системам управления и приборам вблизи места сварки.
Поскольку ЭМ-излучение может распространяться по воздуху, как радиоволны, или передаваться по силовым кабелям, необходимо соблюдать осторожность, чтобы не создавать помех системам управления и приборам вблизи места сварки.
HF также важен для стабилизации дуги переменного тока; в переменном токе полярность электродов меняется на противоположную с частотой около 50 раз в секунду, в результате чего дуга гаснет при каждом изменении полярности. Чтобы обеспечить повторное зажигание дуги при каждой смене полярности, в зазоре между электродом и заготовкой генерируются высокочастотные искры, совпадающие с началом каждого полупериода.
Электроды
Электроды для сварки постоянным током обычно изготавливаются из чистого вольфрама с содержанием тория от 1 до 4% для улучшения зажигания дуги. Альтернативными добавками являются оксид лантана и оксид церия, которые, как утверждается, обеспечивают превосходные характеристики (поджиг дуги и меньший расход электрода). Важно выбрать правильный диаметр электрода и угол наклона кончика для уровня сварочного тока. Как правило, чем меньше ток, тем меньше диаметр электрода и угол наклона. При сварке переменным током, поскольку электрод будет работать при гораздо более высокой температуре, для уменьшения эрозии электрода используется вольфрам с добавкой диоксида циркония. Следует отметить, что из-за большого количества тепла, выделяемого на электроде, трудно сохранить заостренный наконечник, и конец электрода принимает сферический или «шаровидный» профиль.
Как правило, чем меньше ток, тем меньше диаметр электрода и угол наклона. При сварке переменным током, поскольку электрод будет работать при гораздо более высокой температуре, для уменьшения эрозии электрода используется вольфрам с добавкой диоксида циркония. Следует отметить, что из-за большого количества тепла, выделяемого на электроде, трудно сохранить заостренный наконечник, и конец электрода принимает сферический или «шаровидный» профиль.
Защитный газ
Защитный газ выбирается в зависимости от свариваемого материала. Следующие рекомендации могут помочь:
- Аргон — наиболее часто используемый защитный газ, который можно использовать для сварки широкого спектра материалов, включая стали, нержавеющую сталь, алюминий и титан.
- Аргон + от 2 до 5 % h3 — добавление водорода к аргону немного восстановит газ, что поможет получить более чистые сварные швы без окисления поверхности. Поскольку дуга более горячая и более сжатая, это позволяет использовать более высокие скорости сварки. Недостатки включают риск водородного растрескивания в углеродистых сталях и пористость металла шва в алюминиевых сплавах.
- Гелий и смеси гелия/аргона — добавление гелия в аргон повысит температуру дуги. Это способствует более высокой скорости сварки и более глубокому проплавлению шва. Недостатками использования гелия или смеси гелия и аргона являются высокая стоимость газа и трудности с запуском дуги.
 Недостатки включают риск водородного растрескивания в углеродистых сталях и пористость металла шва в алюминиевых сплавах.
Недостатки включают риск водородного растрескивания в углеродистых сталях и пористость металла шва в алюминиевых сплавах.Приложения
Сварка ВИГ применяется во всех отраслях промышленности, но особенно подходит для высококачественной сварки. При ручной сварке относительно небольшая дуга идеальна для тонколистового материала или контролируемого провара (в корневом шве трубных швов). Поскольку скорость наплавки может быть довольно низкой (с использованием отдельного присадочного стержня), MMA или MIG могут быть предпочтительнее для более толстого материала и для заполняющих проходов в сварных швах толстостенных труб.
Сварка ВИГ также широко применяется в механизированных системах как в автогенном режиме, так и с присадочной проволокой. Однако имеется несколько готовых систем для орбитальной сварки труб, используемых при производстве химических установок или котлов. Системы не требуют манипулятивных навыков, но оператор должен быть хорошо обучен. Поскольку сварщик в меньшей степени контролирует поведение дуги и сварочной ванны, необходимо уделять особое внимание подготовке кромок (механической, а не ручной), подгонке стыка и контролю параметров сварки.
Однако имеется несколько готовых систем для орбитальной сварки труб, используемых при производстве химических установок или котлов. Системы не требуют манипулятивных навыков, но оператор должен быть хорошо обучен. Поскольку сварщик в меньшей степени контролирует поведение дуги и сварочной ванны, необходимо уделять особое внимание подготовке кромок (механической, а не ручной), подгонке стыка и контролю параметров сварки.
Эта статья о вакансиях была первоначально опубликована в журнале Connect в марте 1995 года. Она была обновлена, поэтому веб-страница больше не отражает точно печатную версию.
Сварка ВИГ: объяснение | Fractory
Сварка ВИГ представляет собой процесс стабильной дуговой сварки, в котором используется неплавящийся вольфрамовый электрод и инертный газ в сварочной дуге для создания высококачественных сварных швов. Он стал новаторским успехом в 1940-х годах, когда его впервые использовали для сварки алюминиевых и магниевых сплавов в аэрокосмической промышленности.
Хотя сварка TIG начиналась как решение для производства самолетов, в конечном итоге она стала ускорителем в различных отраслях промышленности, предлагая непревзойденное качество. С тех пор было сделано много достижений и инноваций в технологии, и этот процесс во многих случаях стал незаменимым.
Итак, без лишних слов, давайте углубимся и обсудим, что такое сварка TIG.
Что такое сварка TIG?
Сварка вольфрамовым электродом в среде инертного газа, также известная как дуговая сварка вольфрамовым электродом (GTAW), представляет собой процесс сварки, при котором куски металла соединяются друг с другом посредством сварочного тока. В сварочную горелку подается инертный газ, который течет вдоль сварочной дуги для защиты металлов от окисления и образования небольших кольцевых зазоров. Внутри сварочной горелки находится вольфрамовый электрод, который имеет более высокую температуру плавления, чем большинство металлов.
Сварку ВИГ иногда путают со сваркой МИГ. Несмотря на то, что они имеют сходство, необходимо указать на некоторые ключевые различия.
Несмотря на то, что они имеют сходство, необходимо указать на некоторые ключевые различия.
Разница между сваркой TIG и сваркой MIG
Основное различие между сваркой MIG и сваркой TIG заключается в том, что при сварке TIG используется неплавящийся электрод и отдельный присадочный материал (дополнительно). В то время как MIG использует непрерывный расходуемый проволочный электрод , который автоматически подается в сварочную горелку.
Сварка ВИГ чаще всего выполняется при соединении труб и тонких материалов. Это связано с его низким тепловложением, которое сохраняет микроструктуру металлов. Для более толстых материалов предпочтительнее сварка MIG (металл в среде инертного газа). Учитывая его более низкую стоимость по сравнению с другими процессами сварки и его способность работать на высоких скоростях, многие прибегают к использованию MIG или точечной сварки для массового производства.
TIG редко образует брызги и обычно требует лишь легкой полировки для удаления любого обесцвечивания. Он превосходит сварку MIG, когда дело доходит до внешнего вида, и поэтому предпочтительнее, когда заготовка не покрыта или не окрашена, как это часто бывает с алюминием и нержавеющей сталью. Это не означает, что сварные швы MIG не могут быть эстетически привлекательными, но сварные швы MIG довольно часто окрашиваются.
Он превосходит сварку MIG, когда дело доходит до внешнего вида, и поэтому предпочтительнее, когда заготовка не покрыта или не окрашена, как это часто бывает с алюминием и нержавеющей сталью. Это не означает, что сварные швы MIG не могут быть эстетически привлекательными, но сварные швы MIG довольно часто окрашиваются.
В зависимости от проекта использование присадочного металла для сварки TIG необязательно. При подаче присадочных стержней в сварочную ванну сварщики TIG должны использовать обе руки и одновременно контролировать подачу тепла с помощью педали. Все это делает сварку TIG гораздо более сложным процессом, чем MIG, где присадочная проволока автоматически подается из горелки. Большинство сварщиков обычно начинают работу в качестве операторов MIG, а затем переходят к сварке TIG.
Сварка ВИГ — это не просто процесс «подключи и работай». Основное отличие, которое отличает сварочный аппарат TIG от других, заключается в его многочисленных регулируемых функциях, таких как сила тока, количество импульсов, выход переменного/постоянного тока и поток инертного газа. Имея все эти настраиваемые функции, процесс сварки TIG становится весьма универсальным.
Имея все эти настраиваемые функции, процесс сварки TIG становится весьма универсальным.
Процесс сварки ВИГ
Первым шагом в процессе сварки ВИГ является настройка аппарата на правильные параметры, такие как ток и напряжение, с помощью вращающихся ручек на аппарате. Затем необходимо установить правильное давление инертного газа в расходном баке с помощью регулятора расходомера. Горелка TIG также должна быть модифицирована в соответствии с требованиями проекта путем выбора электрода соответствующего диаметра, цанги TIG и других деталей. Помимо всего прочего, уделите первостепенное внимание чистому защитному снаряжению, чтобы иметь хороший обзор во время сварки.
После того, как все подготовительные работы выполнены, пришло время сварить металлы вместе. Чтобы обеспечить бесперебойную работу, следует учитывать несколько факторов: длину дуги, скорость перемещения, угол наклона горелки и другие меры предосторожности. Сварка TIG может выполнять сварочные швы без присадочного материала, плавя только основные металлы, но вы можете использовать его с присадочными прутками или металлическими рулонами, если этого требует проект.
Несмотря на то, что Интернет заполнен видеороликами и изображениями так называемой холодной сварки TIG, этот метод не имеет ничего общего с реальным процессом холодной сварки.
Основное внимание уделяется внешнему виду сварных швов, но на самом деле ему не хватает плавления из-за значительного снижения тепловложения, и он довольно неэффективен для создания прочных, неразъемных соединений.
TIG сварка алюминия
Важные детали во время работы
При использовании резака необходим правильный угол наклона вперед, чтобы предотвратить образование воздушных карманов, которые создают пористость в сварном шве.
Для оптимального контроля следует поддерживать короткую длину дуги. Электрическая дуга будет расширяться по мере увеличения длины дуги.
Постоянная скорость перемещения является ключом к сохранению стабильного борта. Увеличение скорости приведет к сужению валика сварного шва.
Избегайте касания сварочной ванны вольфрамовым электродом.
Размер присадочного металла должен быть правильным, а процесс подачи его в сварной шов должен выполняться с надлежащим контролем.
Форма наконечника вольфрамового электрода всегда должна быть постоянной. Его можно заточить на шлифовальном круге.

Материалы для дуговой сварки вольфрамовым электродом в газе
Сварщики TIG могут использовать множество материалов. Некоторые из основных материалов, перечисленных для дуговой сварки вольфрамовым электродом в среде инертного газа:
Алюминий
Латунь
Бронза
Углеродистая сталь
Медь
Золото
Магний
Мягкая сталь
Никель
Нержавеющая сталь
Титановая сталь
Различные сплавы
Необходимо помнить, что процесс сварки TIG для каждого материала немного отличается.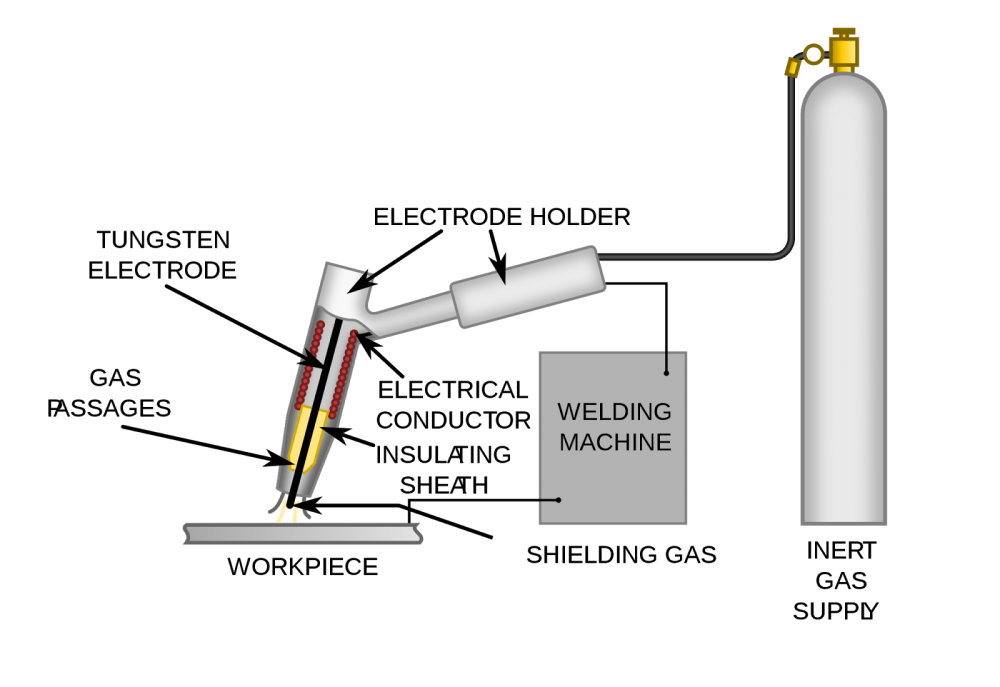 Модификации могут варьироваться от размера диаметра электрода до электрической дуги, применяемой в материалах. Крайне важно, чтобы электрод имел правильный диаметр и чтобы сила тока была правильной. Чем меньше сила тока, тем меньше угол наклона и диаметр электрода.
Модификации могут варьироваться от размера диаметра электрода до электрической дуги, применяемой в материалах. Крайне важно, чтобы электрод имел правильный диаметр и чтобы сила тока была правильной. Чем меньше сила тока, тем меньше угол наклона и диаметр электрода.
Нерасходуемый вольфрамовый электрод
Вольфрам используется в этом процессе, поскольку этот редкий металлический элемент по своей природе имеет высокую температуру плавления (3422°C) по сравнению с другими металлами (например, нержавеющая сталь имеет температуру плавления от 1400 до 1530°C). ° С). Вольфрам обладает отличной электропроводностью, но не расходуется. Тем не менее, эрозия все еще может возникать на наконечнике во время процедуры дуговой сварки защитным металлом.
Вольфрамовые электроды также могут быть легированы для улучшения их свойств в зависимости от типа сварного шва. Вот несколько типичных примеров:
Электрод из чистого вольфрама (зеленый) – обеспечивает хорошую стабильность дуги при использовании переменного тока.
Используется для легких металлов, так как они сохраняют чистый закругленный конец. Они также самые дешевые и применяются для работы общего назначения.Торированные электроды (1% тория желтый; 2% красный; 3% пурпурный) – довольно распространены в сварочной сфере, поскольку они были первыми, которые превзошли электроды из чистого вольфрама при сварке дугой постоянного тока. Они обладают высокой пропускной способностью по току и дольше сохраняют форму наконечника. Однако торий испускает альфа-излучение, которое может нанести вред дыхательной системе. Для сбора пыли во время заточки наконечников требуется система пылеудаления.
Лантансодержащие электроды (1% лантановый черный, 1,5% золотой, 2% синий) – Нерадиоактивный электрод, легированный оксидом лантана. Характеризуется отличной стабильностью дуги при низкой скорости эрозии. Немного менее эффективен, чем торированные электроды.
Электроды с церием (2% серый церий) – Нерадиоактивный электрод, легированный оксидом церия.
Эти электроды обеспечивают отличное зажигание дуги, но меньшую токовую нагрузку, чем электроды с лантановым покрытием.Циркониевые электроды (0,7-0,9% циркония белого цвета, 0,15-0,5% коричневого цвета) – Эти электроды сочетают вольфрам с оксидом циркония. Этот сплав обладает высокой устойчивостью к загрязнениям и более длительным сроком службы электрода. Производит чрезвычайно стабильную дугу, поэтому используется, когда требуется высочайшее качество.
Церий-лантаниевые электроды (розовые) – Комбинация цериевых и лантановых электродов, обеспечивающая упрощенное зажигание дуги с длительным сроком службы.
 Используется для легких металлов, так как они сохраняют чистый закругленный конец. Они также самые дешевые и применяются для работы общего назначения.
Используется для легких металлов, так как они сохраняют чистый закругленный конец. Они также самые дешевые и применяются для работы общего назначения. Эти электроды обеспечивают отличное зажигание дуги, но меньшую токовую нагрузку, чем электроды с лантановым покрытием.
Эти электроды обеспечивают отличное зажигание дуги, но меньшую токовую нагрузку, чем электроды с лантановым покрытием.Инертный газ
Инертный защитный газ подается в горелку TIG, чтобы защитить сварочную ванну от загрязнения во время подачи тока на сварочную дугу. Поток защитного газа необходим для защиты сварочной ванны от окисления и примесей из атмосферы, пока металлы плавятся и сплавляются вместе с присадочным стержнем.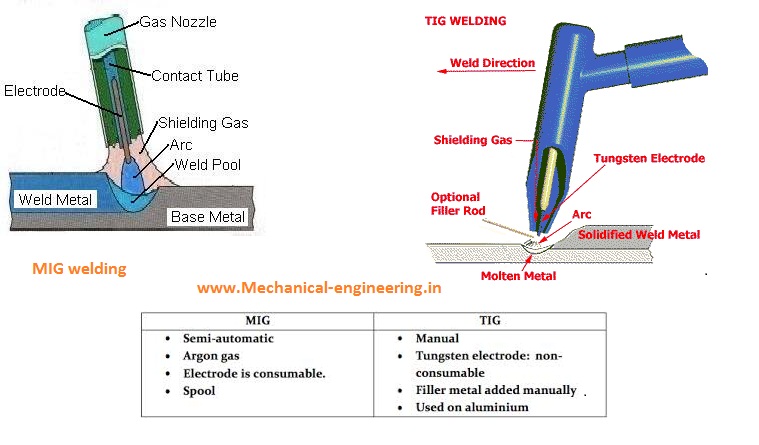
Наиболее распространенным защитным газом, используемым для этого процесса, является аргон. Другие комбинации водорода и аргона и смесь гелия и аргона используются, когда учитываются другие факторы (например, свариваемые металлы, скорость сварки, проплавление материала и т. д.).
Сварочная горелка
Сварочная горелка — это механический инструмент, предназначенный для плавки и сплавления металлов. Имеет несколько типов в зависимости от назначения:
Горелки TIG с воздушным охлаждением имеют только один вход газа и более склонны к перегреву, в отличие от горелок TIG с водяным охлаждением. В основном эти горелки используются для тонкостенных металлов и мелких проектов.
- Горелки TIG с водяным охлаждением
имеют вход для газа, а также вход и выход для водяных линий. Это преимущество для более крупных проектов, требующих быстрого охлаждения. Однако это связано с его ценой, поскольку необходимо установить систему водяного охлаждения.

Источник питания
Источник тока при дуговой сварке вольфрамовым электродом должен быть падающим и постоянным. Это обеспечивает стабильный и постоянный подвод тепла. Вы также можете переключаться между источником питания переменного тока (AC) и постоянным током (DC) в зависимости от типа материала и требуемой мощности сварки.
Мощность переменного и постоянного тока
Доступны три варианта сварочного тока, а также его собственное применение:
При сварке переменным током используется переменный ток между положительной и отрицательной полярностью, поддерживающий тепло без перегрева основного материала. Обычно используемые материалы — алюминий и магний.
- Электрод питания постоянного тока
отрицательный использует отрицательную полярность на горелке, чтобы точно определить поток энергии к материалу, подобно шлангу, распыляющему воду на заданную область. Это делает его более привлекательным для всех металлов, кроме алюминия и магния.
Электрод питания постоянного тока с положительным электродом практически не используется при сварке TIG, поскольку ток течет к электроду, заставляя его сжиматься из-за быстрого подвода тепла. Единственным плюсом DCEP является наличие «очищающего действия», при котором оксиды на поверхности сварочной ванны приобретают блестящий вид.

Другим фактором, о котором следует помнить, является применяемая частота Гц. Более низкие частоты создают более широкий валик с приличным проплавлением, тогда как более высокие частоты обеспечивают больший контроль и проплавление в зоне сварки.
Преимущества сварки TIG
- Сварку ВИГ
можно выполнять с широким спектром различных металлов и сплавов.
Аппарат для сварки TIG имеет множество настраиваемых функций, идеально подходящих для конкретных операций.
Применяется для сварки металлов разной толщины и сложной сварки металлов. Хотя для действительно толстых металлов предпочтительнее MIG или дуговая сварка.
Неплавящийся электрод и стабильная дуга обеспечивают лучший контроль и позволяют создавать высококачественные сварные швы TIG.
- В этом процессе дуговой сварки металлическим газом используются безопасные газы
, в результате чего получается меньше дефектов сварки.
Сварку ВИГ можно выполнять под неудобными углами. Примером может служить его применение при сварке выступов, где сварочная горелка должна находиться в уникальном положении.
Заготовку легко осмотреть, так как защитный газ бесцветный с минимальным образованием дыма.

Недостатки сварки TIG
- Сварка
TIG требует от оператора большого мастерства.
Время сварки заметно больше по сравнению с другими методами сварки.
Использование неправильной полярности может легко загрязнить сварной шов.
Общая прочность сварного шва снижается при отсутствии контроля над подводом тепла.
Это также отрицательно влияет на микроструктуру металлов.Без контролируемой среды, в основном без ветра, может быть трудно поддерживать постоянный поток газа над зоной сварки.
По сравнению с другими методами сварки оборудование и инертные газы более дорогие.
 Это также отрицательно влияет на микроструктуру металлов.
Это также отрицательно влияет на микроструктуру металлов.Важные моменты, которые следует помнить
Сварка ВИГ обеспечивает точные и красивые сварные швы с хорошим проплавлением. Это предпочтительный метод для сварки алюминиевых и магниевых сплавов, а также многих других металлов, включая нержавеющую сталь. Это немного более дорогой и медленный метод по сравнению с некоторыми другими видами сварки, но он незаменим при создании более качественных сварных швов.
Его постоянство и универсальность позволяют использовать его практически во всех отраслях, от профессионалов до любителей. Несмотря на то, что процесс TIG можно автоматизировать с помощью сварочных роботов, процесс ручной сварки по-прежнему требует довольно сложного обучения, и для достижения наилучших результатов его чаще всего выполняют опытные сварщики.