Сварка тонкого металла:
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
как варить электродом тонкостенный профиль?
На чтение 8 мин. Просмотров 4.2k. Опубликовано Обновлено
тонкого металла инвертором может стать реальной проблемой не только для неопытного сварщика, но и для некоторых мастеров с приличным опытом в данной области.При выполнении сварной операции приходится придерживаться иных правил, нежели при сварке толстостенных конструкций, что осложняет подбор режима и вида электродов. Но если не учитывать специфику сваривания тонколистового металла при работе, получить высококачественные швы не получится.
Лист металла признается тонким, если его толщину не превышает показатель 3 мм.
Большое число конструкций разного назначения изготавливается из стали с такой толщиной:
- кузова легковых автомобилей;
- емкости для хранения разного рода жидкостей;
- трубки маленького диаметра и др.
Сварка тонколистового металла на крупных промышленных производствах реализуется с помощью специального оборудования, способного обеспечить сварному шву оптимальные параметры: долговечность, прочность, стойкость к механическому воздействию, коррозии. Такое оборудования стоит больших денег, поэтому не применяется в бытовых целях.
Мастера в домашних условиях могут применять полуавтоматическую сварку, но в большинстве случаев все же работа с тонкостенным изделием осуществляется ручными агрегатами.
Столь специфический по параметрам материал требует от мастера определенных навыков, иначе изготовить высококачественные швы на тонких металлических листах ручной сваркой не выйдет.
Сварка жести с незначительной толщиной в небольших ремонтных мастерских, на СТО или в домашних условиях на даче может сопровождаться рядом проблем, если не владеть определенными нюансами процесса.
Схема сварки тонкого металла.Опишем их подробно:
- Крайне важно выставить правильные настройки на инверторе и подобрать актуальный конкретным условиям электрод.
Если этого не сделано, можно пропалить металл или оставить на нем непровары. Ввиду особой тонкости свариваемого материала он часто прожигается, из-за чего изделие сквозит дырами. Подобные оплошности происходят при неправильном подборе силы тока и медленном ведении электродом по поверхности. - Часто сварка металлических листов толщиной 2мм осложняется иной проблемой – с обратной стороны свариваемой поверхности выступают валикообразные наплывы, не смотря на то, что с лицевой части сварной шов выглядит идеально.
Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва.
Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва. - При перегревании листовой стали расширяются межмолекулярные составляющие материала с толщиной 1 мм, что ведет к его деформации.
Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.
 Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва.
Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва.Если спешить при прохождении стыка, можно оставить не проваренные участки, что снижает герметичность и делает изделие непригодным для наполнения жидкостями. Не прожечь при сварке поверхность и создать действительно долговечный шов позволит правильный подбор силы тока и скорости перемещения электрода.
Если не знать, каким электродом стоит варить металл, можно испортить изделие. Ведь от правильности подбора сварной проволоки во многом зависит будущие эксплуатационные параметры металлической конструкции.
Оптимальный вариант для сварки тонкостенных металлических изделий является электрод с диаметром 2-3 мм и качественным покрытием.
[box type=”info”]На заметку! Сварочные работы выполняются на пониженных токах, поэтому электроды с диаметром 4-5 мм будут подавлять электрическую дугу и не дадут ей гореть в нормальном режиме.[/box]https://youtu.be/Z8s_-2IDn0s
Общие принципы сваривания тонких листов металла инвертором
Способ сварки внахлест.Сварка тонкого листового металла будет успешной, если заранее выставить точные настройки на сварном аппарате:
- при толщине металла 0,5 мм сила тока должна равняться 10А, а диаметр электрода ‒ 1 мм;
- при толщине металла 1 мм сила тока должна равняться 25-35, а диаметр электрода ‒ 1,6 мм;
- при толщине металла 1,5 мм сила тока должна равняться 45-55, а диаметр электрода ‒ 2 мм;
- при толщине металла 2 мм сила тока должна равняться 65, а диаметр электрода ‒ 2 мм;
- при толщине металла 2,5 мм сила тока должна равняться 75, а диаметр электрода ‒ 3 мм.

Прекрасно зарекомендовали себя в данной сфере инверторные агрегаты, позволяющие сваривать металл переменным напряжением и с высокой частотой.
Если настройки сварочного аппарата позволяют, нужно выставить уровень стартового напряжения меньшего значения, нежели рабочий ток приблизительно на 20%. Это позволит устранить пропаленные участки при розжиге электродуги и поможет начинать сварку непосредственно в месте соединения.
Если нет возможности отрегулировать стартовый ток вручную при дуговой сварке, можно зажечь электрод на толстой поверхности, а потом перенести его на стык.
[box type=”fact”]Особенностью сварки тонкого металла инвертором считают необходимость работы на малых токах, для чего настройки агрегата поддерживают рабочие значения амперметра на уровне 10-30 А.[/box]Когда минимальное значение регулируемой величины превышает эти параметры, понизить силу тока можно с помощью дополнительного сопротивления в цепи. Для этого пружину из высокоуглеродистой стали помещают между изделием и кабелем массы.
Для этого пружину из высокоуглеродистой стали помещают между изделием и кабелем массы.
Также в такой ситуации может помочь установка балластника для понижения тока до актуального уровня.
Если в настройках агрегата присутствует импульсный режим, можно воспользоваться этой функции. Чрезмерно тонкие листы стали нужно сваривать прерывистой дугой. Точечная сварка выполняется следующим образом: импульсный ток автоматически разрывает дугу, предоставляя металлической поверхности время, чтобы остыть.
https://youtu.be/P2CzIuF_VhQ
Техники и методики сваривания
Для сварки тонких листов из металла подойдет полуавтоматические модели сварочных аппаратов, а также ручные дуговые агрегаты. Работать полуавтоматом гораздо легче, так как часть сварочных процессов автоматизировано. Это позволяет преодолеть некоторые трудности при работе с тонколистовым металлом.
Преимуществом полуавтоматов также является отсутствие необходимости менять электроды в процессе работы, ведь проволока подается стабильно.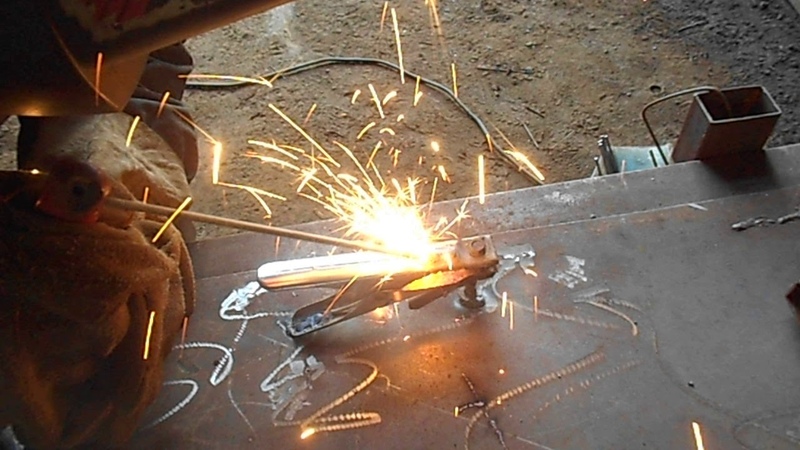 Это ускоряет рабочий процесс, что крайне важно в условиях выполнения объемных проектов.
Это ускоряет рабочий процесс, что крайне важно в условиях выполнения объемных проектов.
В процессе сваривание тонких листов металла важно не только располагать хорошим оборудованием, но и понимать, как сварить такой материал.
Схема сварки тонкого листа металла.Существует разные техники и методы сварки, актуальные для данного случая:
- При выполнении непрерывной сварки всего шва важно правильно подобрать ток.
Оптимальный диапазона ‒ 40-60 А. Не менее важно не ошибиться со скоростью ведения электрода для варки тонкого металла. Если двигаться слишком быстро, корень сварного шва может не проварить. А при слишком медленном движении металлическая поверхность может покрыться дырами. - Прерывистую сварку также называют сваркой точками.
Ее чаще остальных технологий используют в случае тонколистового металла. Для реализации такой технологии необходимы тонкие , одним концом которых на металле ставятся точки или проводятся короткие линии с равным шагом.
 Для реализации такой технологии необходимы тонкие , одним концом которых на металле ставятся точки или проводятся короткие линии с равным шагом.
Для реализации такой технологии необходимы тонкие , одним концом которых на металле ставятся точки или проводятся короткие линии с равным шагом.Опытные сварщики при работе с ручными агрегатами и тонкими листами металла рекомендуют придерживаться следующих правил:
- Получить высококачественные сварные соединения можно при условии постоянного контроля параметров сварочного шва со всех сторон в процессе электродуговой сварки инвертором.
- При работе важно держать электропроводник максимально близко к металлической поверхности до того момента, пока на ней не появится красное пятнышко.
Она является прямым доказательством того, что под электропроводником находится металлическая капля, за счет которой происходит соединение металлических листов.
Подведем итоги
Сваривание тонкостенных металлических конструкций обладает рядом особенностей, что важно понимать неопытному сварщику: нужно знать, какими электродами стоит работать, а также понимать, как правильно варить металл инвертором.
Электроды, применяемые для сварки тонкого металла, нужно перемещать вдоль сварного шва довольно быстро, дабы не давать поверхности остыть. Но в то же время движения не должны быть чрезмерно оперативными, иначе не избежать не проваров, снижающих прочность соединения.
Но в то же время движения не должны быть чрезмерно оперативными, иначе не избежать не проваров, снижающих прочность соединения.
Какими электродами варить нержавейку | Статьи о сварке от МЭЗ
Нержавеющая сталь – сплавы особого рода. Они содержат повышенное количество легирующих элементов (хрома, молибдена, никеля и других – в зависимости от марки), что придает материалу специальные свойства. Первое и общее – высокая стойкость к коррозии. Второе – жаростойкость, антикоррозийная устойчивость в условиях высоких температур и агрессивных сред.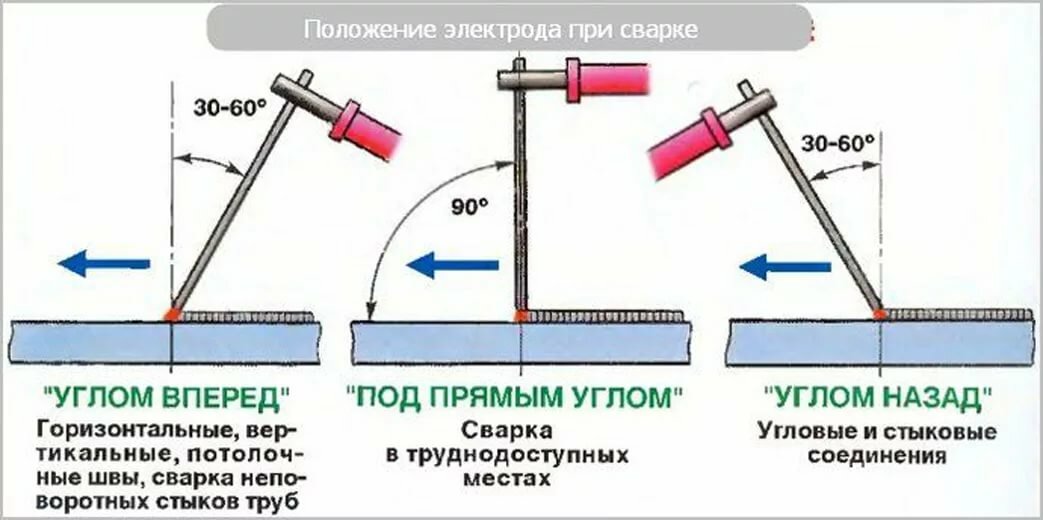 Третье – жаропрочность, способность сохранять свои механические свойства при очень высоких температурах. Поэтому такие стали требуют при сварке ММА применения специальных материалов. Чем это обусловлено и какие электроды по нержавейке используются в таких случаях – об этом речь далее.
Третье – жаропрочность, способность сохранять свои механические свойства при очень высоких температурах. Поэтому такие стали требуют при сварке ММА применения специальных материалов. Чем это обусловлено и какие электроды по нержавейке используются в таких случаях – об этом речь далее.
Особенности нержавеющих сталей
Значительное количество никеля или хрома задает материалу ключевые характеристики – в зависимости от назначения. Небольшие процентные доли титана, марганца, магния и других металлов позволяют улучшить их технологические показатели. Однако в целом для всей нержавейки характерна плохая свариваемость. Факторы, которые ее обуславливают:
- Низкая (в сравнении с углеродистыми сталями меньше в 2 раза) теплопроводность. Из-за этого проплавление металла происходит гораздо быстрее, поэтому силу тока следует уменьшать на 15–20%.
- Коэффициент расширения выше, чем у других сталей. В процессе сварки происходит растягивание металла, при остывании – стягивание. Если свариваются разнородные стали, второй металл с меньшим аналогичным коэффициентом оставляет микротрещины в зоне соединения.
 Если свариваются разнородные стали, второй металл с меньшим аналогичным коэффициентом оставляет микротрещины в зоне соединения.
Если свариваются разнородные стали, второй металл с меньшим аналогичным коэффициентом оставляет микротрещины в зоне соединения. - Появление межкристаллитной коррозии – в случае, если нержавейка нагревается до температуры 500°С и выше. Это резко снижает антикоррозионные качества металла.
Все перечисленные факторы обуславливают то, что ММА сварка по нержавейке выполняется только специальными электродами с обмазкой основного типа при точно подобранном сварочном режиме. Обычные стержни с обмазкой используются только в крайних случаях и исключительно в быту – для изделий, рассчитанных на минимальные нагрузки.
Каким током варить при ММА?
Для работ может быть использован как переменный (трансформаторный), так и постоянный (инверторный) ток, в зависимости от условий работ, наличия оборудования, выбора электродов.
- На постоянном токе. Оптимальный вариант, поскольку инвертор позволяет в точности подобрать все параметры для качественной сварки. Количество разбрыгиваемого металла – минимально. Получают ровный прочный шов. Минус – высокая стоимость оборудования.
 Количество разбрыгиваемого металла – минимально. Получают ровный прочный шов. Минус – высокая стоимость оборудования.
Количество разбрыгиваемого металла – минимально. Получают ровный прочный шов. Минус – высокая стоимость оборудования. - На переменном токе. Преимущество – гораздо меньшая цена сварочной техники. Опытный сварщик получает не менее качественный шов. Однако объем разбрызгиваемого металла, как правило, больше. Несколько выше и расход используемых электродов.
Оба варианта сегодня повсеместно используются в промышленном масштабе. В зависимости от способа выбирают те или иные специальные электроды.
Какими электродами варить нержавейку инвертором?
Сварка изделий выполняется постоянным током обратной полярности. Наиболее часто используемые электропроводники:
- ЦЛ-11 – универсальная, повсеместно используемая марка. Хорошо подходит для сталей 12Х18Н9Т, 08Х18Н12Т, 12Х18Н10Т, 08Х18Н12Б и других. Позволяет получить очень стойкий к межкристаллитной коррозии шов.
- НЖ-13 – хорошо варит по сталям с высоким содержанием не только хрома или никеля, но и молибдена. Один из лучших вариантов для соединения деталей (труб и т. д.) из пищевой нержавейки.
 Один из лучших вариантов для соединения деталей (труб и т. д.) из пищевой нержавейки.
Один из лучших вариантов для соединения деталей (труб и т. д.) из пищевой нержавейки.Также для ручной дуговой сварки инвертором используются марки: ОЗЛ-17У (для сталей, рассчитанных на работу в условиях высокоагрессивных сред), НИИ-48Г, ЗИО-8 (для жаростойких сталей).
Сварка нержавейки переменным током
Качественный сварной шов можно получить и с использованием трансформаторов. Наиболее востребованные марки электродов в этом случае:
- ОЗЛ-14;
- ОЗЛ-14А;
- Н-48;
- ЦТ-50;
- ЭА-400;
- ЛЭЗ-8;
- АНВ-36.
Среди зарубежных аналогов широко используется продукция ESAB, марки: ОК 61.30 (возможна работа с деталями разной толщины), ОК 63.20 (позволяют варить тонкостенные трубы).
Как приварить нержавейку к нержавейке электродом
Расскажем, как приварить нержавейку к металлу электродом на примере инверторной сварки. Для начала на аппарате задаются нужные параметры – толщина детали, диаметр стержня, сила тока. В соответствующем порядке это:
В соответствующем порядке это:
- 1,5 мм – d 2 мм – 40–60 А;
- 3 мм – d 3 мм – 75–85 А;
- 4 мм – d 3 мм – 90–100 А;
- 6 мм – d 4 мм – 140–150 А.
Далее порядок действий таков:
- поверхность соединения на детали обязательно зачищается металлической щеткой.
- для лучшего проплавления (при толщине от 4 мм) напильником или болгаркой разделываются кромки.
- при соединении тонкостенных изделий (до 2 мм) предварительно выполняются прихватки.
- при большой (от 7 мм) толщине зона соединения предварительно прогревается до 150 ⁰C.
- путем легкого дотрагивания до металла активируется электрод и поджигается дуга.
- металл сваривается на короткой дуге.
- по завершении сварки делается «замок» во избежание появления свищей и трещин.
- изделие должно остыть (не менее 5 минут).
Затем молотком (путем легкого постукивания) удаляется оставшаяся шлаковая корка. Также возможна зачистка железной щеткой.
Также возможна зачистка железной щеткой.
Какими электродами варить нержавейку с черным металлом
У нержавеющих и черных сталей, а также чугуна разная структура металла, разный коэффициент расширения, что требует при сварке соблюдения ряда условий. Следует учитывать их свариваемость – способность образовывать качественные неразъемные соединения в принципе. Необходимо знать и химический состав металлов. От этого зависит выбор сварочных материалов.
Как правило, для сварки используются электроды из высоколегированных сталей:
- ОЗЛ-25Б – для соединения черных металлов и жаропрочных сталей;
- НИАТ-5 – для аустенитных сталей;
- ЦТ-28 – для соединения с черным металлом сталей с большой долей никеля.
В случае, если опознать химический состав не представляется возможным, могут быть использованы электроды ОЗЛ-312. В данном случае ММА – лишь один из способов соединения таких металлов. Также широко используются неплавящиеся вольфрамовые стержни и сварка в газовой (аргоновой) среде.
Электроды по нержавейке производства МЭЗ
Широкий ассортимент электродов по нержавейке выпускает наш Магнитогорский электродный завод. По доступным ценам вы можете купить на сайте материалы для ММА-сварки по нержавеющим сталям. Стоимость определяется маркой изделий и материалом покрытия. В ассортименте – сварочные материалы для коррозионностойких (в том числе жаропрочных и жаростойких) сталей и сплавов, высокое качество которых подтверждено сертификатами.
Электроды для нержавейки
Как варить тонкий металл электродом и использовать аппараты ММА?
При электродуговой сварке люди часто сталкиваются с тем, что приходится варить тонкий металл. Это могут быть и тонкие металлические листы, профильные трубы, а иногда и автомобильный прокат. Для производственных задач сварка металла малой толщины проводится TIG или MIG/MAG аппаратами, которые позволяют вести сварочный процесс в защитной газовой среде. Тем не менее обычные сварочные аппараты класса ММА находят свое применение при работе с тонким металлом.
Тем не менее обычные сварочные аппараты класса ММА находят свое применение при работе с тонким металлом.
Сварка инвертором тонкого металла.
Основные приемы сваривания тонкого металла
Использование обычной электродуговой сварки позволяет проводить сварочный процесс с металлом, толщина которого 2 мм и менее. Именно такой металл относится к категории тонкого.
Техника сварки полуавтоматом.
Электродуговую сварку стальных изделий, у которых толщина менее 2 мм, проводят 2-мя способами:
- классическим методом (при помощи обычных плавящихся электродов малого диаметра;
- используют неплавящийся графитовый электрод.
В зависимости от толщины и ответственных узлов, применяют 2 способа сваривания изделий из тонкой стали.
Сварка плавящимися электродами
Для того чтобы успешно сварить металлические изделия с малой толщиной, требуется использовать электроды, диаметр которых не превышает 2 мм. При работе со стальными листами толщиной 1-1,5 мм нужно использовать электрод диаметром 1,6 мм.
Сварка плавящимся электродом.
Техника ведения сварки плавящимся электродом подразумевает тщательный контроль недопущения перегрева и последующего прожига металла. Электрод ведут по шву свариваемых поверхностей со средней скоростью, если видна тенденция сгорания стали – скорость увеличивают. Сила тока выбирается эмпирическим путем, но не должна превышать 40А. Если есть возможность провести экспериментальный шов, то это облегчит поставленную задачу. На пробном материале проводится сварка при разных значениях тока, учитывая скорость движения электродом. В момент сваривания важно обеспечит полный провар кромок стали, но не прожечь его. Здесь особенность заключается в том, что расплавление тонких кромок происходит почти мгновенно, и нет возможности контролировать сварочную ванну. То есть нужно добиться опытным путем тщательного провара и отсутствия прожига стали, так малейшая задержка приводит к выгоранию.
Во время сваривания очень тонкого металла применяют прерывистый или точечный способ сваривания. Суть этого метода заключается в том, что создаются точки (прихватки), путем кратковременного создания дуги, затем дуга гасится и на небольшом расстоянии (2-3) диаметра электрода проводят тот же процесс. Желательно сокращать паузы между прихватками до минимальных значений, не давая полностью остыть металлу. Для создания негерметичных соединений из тонкой стали выбирают именно этот метод. Благодаря точечным очагам нагрева удается избежать значительного коробления металла.
Суть этого метода заключается в том, что создаются точки (прихватки), путем кратковременного создания дуги, затем дуга гасится и на небольшом расстоянии (2-3) диаметра электрода проводят тот же процесс. Желательно сокращать паузы между прихватками до минимальных значений, не давая полностью остыть металлу. Для создания негерметичных соединений из тонкой стали выбирают именно этот метод. Благодаря точечным очагам нагрева удается избежать значительного коробления металла.
Аргоновая сварка плавящимся электродом.
В некоторых случаях смена полярности тока позволяет получить лучшие результаты, так при обратной полярности (плюс на электроде) происходит разогрев кончика электрода, так как электроны двигаются с минуса на плюс.
Значительно легче проводить сваривание толстого металла с тонким. В этом случае делается упор электродом в сторону толстой стали, то есть создается основной температурный очаг на толстом металле.
С особой осторожностью требуется создавать вертикальные швы. Для этого нужно применять точечный метод и вести сварку сверху вниз, не давая добавочного разогрева соседних участков от идущего вверх тепла.
Для этого нужно применять точечный метод и вести сварку сверху вниз, не давая добавочного разогрева соседних участков от идущего вверх тепла.
Сварка неплавящимися (графитовыми) электродами
Схема сварки неплавящимся электродом с комбинированной защитой.
Весьма распространен способ соединения деталей из стали малой толщины при помощи графитового электрода. Данный способ подразделяется на 2 вида:
- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.
Наиболее часто при применении графитового электрода используется метод оплавления. Для этого электродом создают на кромках деталей область, в которой их края свариваются без введения дополнительного металла. Данный вид часто применяется при работе с очень тонкими листами и позволяет при определенном навыке избежать сгорания стали.
Использование присадочной проволоки в области разогрева позволяет заполнить пустоты, например, при зазоре и разделанных кромках соединяемых металлических частей. Диаметр присадочной проволоки подбирается в соответствии с толщиной металла.
Сваривание очень тонкого металла
Часто автовладельцам, особенно возрастных автомобилей, приходится сталкиваться с необходимостью заваривать трещину или другими видами кузовных работ. Электродуговая сварка обычным электродом не применяется для этих целей в виде профессионального приспособления, но в исключительных случаях с ее помощью можно производить аварийные мероприятия. Крайне нежелательно производить обычный сварочный шов ил прихватки на обычном автомобильном листе, так как его толщина составляет 0,6-0,8 мм. Если возникла необходимость произвести сварное соединение, для этого используют заготовки из более толстого металла 2-2,5 мм и ведут сварку с упором на более толстый материал. При определенном навыке, возможно получить положительный результат.
В любых сварочных операциях с тонкой сталью делается акцент на возможный перегрев. Период возникновения сварочной ванночки и ее контроль практически невозможно осуществить, движения электродом, характерные при сварке толстого металла, обычно приводят к прожигу стали.
Период возникновения сварочной ванночки и ее контроль практически невозможно осуществить, движения электродом, характерные при сварке толстого металла, обычно приводят к прожигу стали.
Процесс сваривания проводится только путем экспериментального подбора тока и скорости движения электрода.
Для получения более качественного результата необходимо применять точечный способ сваривания. Учиться варить тонкий металл следует только после получения достаточного опыта сваривания обычного металла, толщиной 3 мм и более.
Как варить металл электросваркой, как правильно сваривать (тонкий и другие)
Общие сведения и процесс
Для того чтобы разобраться как правильно сварить металл электросваркой, надо понять, что речь идет о сварке, а не о металлургическом процессе выплавки и для чего необходимы такие знания. Освоить сварочное производство с нынешним количеством обучающих материалов можно и в домашних условиях, но и только для собственных бытовых нужд. Если речь идет об оказании услуг, то это влечет за собой определенную ответственность за качество работ и потому знания и опыт лучше получать в специализированных учебных заведениях.
Если речь идет об оказании услуг, то это влечет за собой определенную ответственность за качество работ и потому знания и опыт лучше получать в специализированных учебных заведениях.
Сварка предметов, находящихся в твердом состоянии, путем нагрева и расплавления с применением эклектической энергии называется электросваркой.
Процесс происходит под непосредственным воздействием электрической дуги, температура которой превосходит температуру плавления любого из известных металлов и их сплавов и составляет 70000С.
Сваривание нержавейки электросваркой требует специальных электродовДуга образуется от подачи электрической энергии постоянного или переменного напряжения от сварочного трансформатора к электроду и свариваемому предмету. Под воздействием возникающей высокой температуры металлы плавятся и образуют сварочную ванну, в которой перемешиваются, а входящие в них примеси в виде шлаков всплывают на поверхность и создают защитную пленку. Металлы остывают, затвердевают и образуют сварное соединение или шов. Застывший шлак убирают. Для сварки применяют плавящиеся и неплавящиеся электроды, а также присадочные проволоки и защитные газы и смеси.
Металлы остывают, затвердевают и образуют сварное соединение или шов. Застывший шлак убирают. Для сварки применяют плавящиеся и неплавящиеся электроды, а также присадочные проволоки и защитные газы и смеси.
По степени механизации сварку разделяют на:
Электрическая дуга может оставить ожоги на теле и глазах- ручную;
- полуавтоматическую;
- автоматическую.
Электрическая дуга может образовываться при помощи постоянного тока прямой полярности, когда отрицательный полюс подводиться на электрод, и обратной полярности – на электроде положительный полюс. Также она может создаваться переменным током. Дуга может образовываться не только между изделием и электродом, но и между электродами. Такая дуга называется косвенного действия или независимая. Дуга при сварке может быть открытой для наблюдения, закрытой и полуоткрытой. Это различие особенно важно учитывать при соблюдении правил техники безопасности и защите органов зрения специальными светофильтрами от ожогов ультрафиолетовым излучением.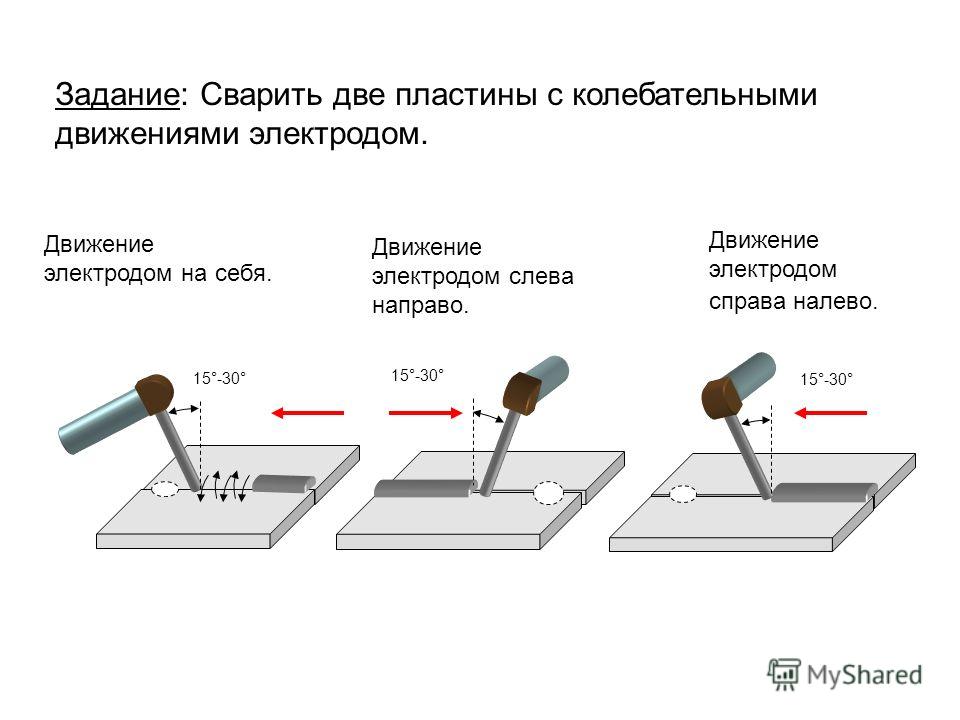
Уделять внимание защите от окружающего воздуха надо и зоне сварки. Защитой может быть шлак, выделяющийся при плавлении, газ и флюс.
Флюс – это специальное вещество или смесь из различных материалов, которым защищают от атмосферного воздействия, для стабилизации горения дуги и придаче сварочному шву дополнительных свойств. Как правило, эту смесь наносят на электрод.
Технология и обучение
Спецодежда для сварщиковПроцесс варки металла как электросваркой, так и другими способами, начинается с подбора рабочей одежды и оборудования. Для электросварки необходимы:
- маска или очки для защиты глаз со специальным светофильтром;
- перчатки, предпочтительнее из замши;
- одежда с длинными рукавами;
- закрытая обувь.
Из оборудования:
- сварочный аппарат;
- трансформатор для преобразования переменного тока в постоянный;
- электроды в комплекте;
- молоток и другой инструмент для сбивания шлака и зачистки шва.
Научиться и правильно сваривать металл электросваркой как раз зависит от подбора оборудования, и, в первую очередь, электродов. От их покрытия или обмазки зависит качество сваривания. Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.
От их покрытия или обмазки зависит качество сваривания. Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.
Опыт сварочных работ лучше получать под руководством профессионального наставника, потому что часто выбор оборудования, режима его работы, расходных материалов, размещение соединяемых элементов, скорость перемещения дуги и так далее происходит эмпирическим, то есть пробным путем. С опытом придут навыки, равномерность движения, качество кромки и шва.
Особенности работы с тонким металлом
Сварка тонкого металла требует опыта работыМеталл толщиной до 3 мм. или тонкий очень часто применяется для производства изделий, используемых в повседневной жизни. Потому их ремонт, в том числе и сварка, — вопрос, который часто возникает и, по общему мнению, не требует обращения к специалистам, а может быть выполнен в «домашних» условиях. Однако это не так просто, как кажется на первый взгляд.
Если нужно сварить электросваркой тонкий металл, то к выбору оборудования, его мощности, вида электрода и сварного шва требуется подход со знанием дела и опытом.
Особенностей его сварки несколько. Основная, что совершенно очевидно, его толщина. При любом неосторожном движении и в изделии может появиться новое и совершенно ненужное прожженное отверстие. С другой стороны, излишняя «деликатность» не создаст необходимого сварного шва и соединение распадется.
Лист нержавеющей стали толщиной до 3 ммДля работы с тонким металлом применяют «малые» токи, потому электрод необходимо держать максимально близко к изделию, иначе пропадет сварная дуга и плавка прекратиться. Кроме того, для каждого металла необходимо специально подготавливать свариваемые кромки, применять разного вида и расположения сварные швы и так далее.
Перед началом работ необходимо правильно подобрать электрод. Его диаметр напрямую зависит от толщины свариваемого металла. Чем тоньше металл, тем меньше диаметр. Применяемый для сварочных работ ток должен соответствовать параметрам металла и электрода. Например, толщина листа 3 мм., диаметр электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и диаметр, тем меньшей силы ток. Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
Применяемый для сварочных работ ток должен соответствовать параметрам металла и электрода. Например, толщина листа 3 мм., диаметр электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и диаметр, тем меньшей силы ток. Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
При наличии знаний, компенсировать недостаточный опыт или его отсутствие, можно с помощью используемого оборудования. Полуавтоматическим сварочным аппаратом работать гораздо легче и продуктивнее, чем ручным. Прежде всего, это сказывается на качестве сварного шва. Его можно накладывать несколькими способами, от чего он получается сплошной, точечный или внахлест. Для сплошного шва необходимо правильно выбрать силу тока. Начать рекомендуется с 40 – 60 А. Затем подобрать скорость ведения сварки. Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
- Например, для сварки листа толщиной 0,5 мм применяются электроды диаметром 1 мм и ток силой 10-20 А.
- Металл в 1,2 мм сваривается электродом 1,6 – 2 мм при токе 30-35 А.
- Для толщины в 2 мм нужны электроды в 2,5 мм и ток до 65 А.
- Для швов внахлест силу тока рекомендуется увеличить на 15%, а для сплошных при тавровом соединении на 20%.
Покрытие может существенно отличаться по составу входящих в него элементов. Основу его, как правило, составляет титановый концентрат. В остальном составы существенно отличаются. В них может быть:
- марганец;
- калиевая селитра;
- полевой шпат;
- декстрин и т. д.
Накладывать шов можно в направлении удобном для работника либо исходя из расположения свариваемых поверхностей.
Полуавтоматической сваркой гораздо легче работать с тонкими металламиОднако практика показала, что сварка в направлении «сверху вниз» дает максимально лучший результат.
Сварочные работы проводят с помощью плавящихся и не плавящихся – графитовых электродов. Соединение при помощи графитовых производится методом оплавления кромок деталей либо с использованием присадочной проволоки.
Проведение сварочных работ зависит от влияния многочисленных факторов и обстоятельств. Каждый конкретный случай требует своего подхода, метода, оборудования и расходных материалов. Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Нержавеющая сталь
Какие электроды лучше выбрать для сварки инверторным аппаратом: марки, выбор диаметра и силы тока
Многие начинающие сварщики задаются вопросом, какие электроды лучше для инвертора. В этой статье мы ответим на данный вопрос, а также приведем наиболее популярные марки сварочных электродов, использующиеся при работе на инверторном аппарате. Бонусом будут идти рекомендации по выбору электродов для начинающих сварщиков.
Содержание
Кратко об инверторах
Сегодня существует достаточно большое количество инверторных сварочных аппаратов. Большинство производителей предлагают промышленные и бытовые инверторы в различных ценовых категориях. Промышленные инверторы отличаются большей мощностью и повышенным «ПВ».
Также одним из основных отличий служит максимальный выдаваемый сварочный ток. Как правило, у профессиональных аппаратов максимальные значения тока выше.
Еще одним отличием может служить возможность подключения не только к бытовой сети 220 V, но и к 380 Вольтовой промышленной сети.
На что обратить внимание при выборе электродов для инвертора
Существует ряд параметров, которые необходимо учесть при выборе сварочных материалов. Рассмотрим основные факторы, чтобы лучше понимать, что влияет на выбор электродов для сварки инвертором и какие лучше подходят для тех или иных работ.
Назначение электродов
По своему назначению сварочные электроды разделяются на несколько групп. Такое разделение обусловлено типом металла подлежащего соединению и его техническими характеристиками. Назначение изделий также закреплено в ГОСТ 9466-75.
Такое разделение обусловлено типом металла подлежащего соединению и его техническими характеристиками. Назначение изделий также закреплено в ГОСТ 9466-75.
- Сварка углеродистых и низколегированных сталей;
- Сварка легированных теплоустойчивых сталей;
- Сварка высоколегированных сталей с особыми свойствами;
- Электродуговая наплавка поверхностных слоев с особыми свойствами;
- Сварка и наплавка чугуна;
- Сварка и наплавка меди и сплавов.
Таким образом, электрод для инвертора лучше выбирать, ориентируясь сперва на его назначение. Это позволит избежать ошибки, например, сварки «нержавеющих» сталей электродами для «черных» металлов.
В таком случае металл шва будет подвержен коррозии. Выбирайте расходные материалы, основываясь на типе соединяемого металла и его характеристиках.
После чего можно определить необходимый тип расходника (например, для низколегированных сталей это может быть Э46 или Э50А).
Когда определено назначение электрода, можно переходить к выбору конкретной марки, подходящей по характеристикам, а также выбрать диаметр изделия.
Тип покрытия
Существует несколько типов покрытия сварочных электродов, наиболее популярными из которых являются рутиловое и основное. Эти типы покрытия имеют кардинальные различия, которые проявляются при их применении.
Основное покрытие
Изделия с основным покрытием имеют ряд преимуществ. Они обеспечивают высококачественный шов, стойкий к межкристаллитной коррозии и знакопеременным нагрузкам. Допускают выполнение работ и эксплуатацию готовой конструкции в условиях низких температур.
Однако для их успешного применения необходимы определенные навыки. Также такие изделия обязательно подлежат прокаливанию перед использованием. А металл подлежащий соединению должен быть очищен от грязи и ржавчины.
Работают такие электроды только на постоянном токе обратной полярности.
Рутиловое покрытие
Изделия с таким типом покрытия достаточно универсальны и подходят для сварки инвертором новичкам. Они обеспечивают качественное соединение при сварке даже по окисленному или загрязненному металлу. Однако при возможности зачистить участок сварки лучше это сделать.
Однако при возможности зачистить участок сварки лучше это сделать.
Работают эти расходники как на постоянном, так и на переменном токе. За счет состава обмазки они достаточно легко поджигаются повторно, а в процессе работы образуется относительно мало шлака. При этом отделение шлака не требует значительного механического воздействия.
Выбор типа покрытия основывается на требованиях, предъявляемых к сварному соединению. Среди них могут быть временное сопротивление разрыву, предел текучести, ударная вязкость и другие. На требования, обозначенные выше, может влиять тип свариваемого металла, его химический состав и прочие характеристики.
Диаметр электрода
Выбор диаметра зависит от толщины свариваемого металла. Для большей наглядности эта зависимость показана в таблице ниже.
| Толщина стали (мм) | 1,5-2,0 | 3,0 | 4,0-5,0 | 6,0-12,0 | >13 |
| Диаметр электрода (мм) | 2 | 2,5-3 | 3-4 | 4-5 | 5-6 |
Для соединения металлов толщиной менее 1,5 мм ручная дуговая сварка инвертором, как правило, не применяется. Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
| Настройка силы тока | ||||||
| Диаметр электрода (мм) | 2 | 2,5 | 3 | 4 | 5 | 6 |
| Сила тока (А) | 40-64 | 65-80 | 70-130 | 130-160 | 180-210 | 200-350 |
Популярные марки электродов для инверторной сварки
Существует несколько наиболее распространенных и популярных марок электродов используемых при сварке инвертором.
Популярные электроды с рутиловым покрытием типа Э46
Наиболее распространенными электродами из этой группы являются изделия следующих марок: GOODEL-OK46, МР-3, МР-3С, ОЗС-12 и АНО-21. Несмотря на то, что эти марки относятся к одной группе и имеют схожие характеристики, они имеют ряд особенностей, которые определяют их применение. Например, МР-3 лучше переваривают ржавчину, а АНО-21 используются преимущественно для потолочных швов. В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
Популярные электроды с основным покрытием типа Э50А
В этой группе популярными можно назвать изделия марок УОНИ-13/55, GOODEL-OK48, а также LB-52 и его высококачественный аналог GOODEL-52U. Также как у материалов из предыдущей группы у них есть ряд отличий. УОНИ-13/55 чаще используются для соединения конструкционных сталей при строительстве мостов и ответственных конструкций. GOODEL-OK48 предпочтительней использовать при работе с толстолистовым металлом. А GOODEL-52U являются профессиональными электродами для сварки нефтепроводных труб и трубных элементов. Все эти марки обладают высокими техническими характеристиками и стойкостью к низким температурам.
Электроды для сварки нержавейки инвертором
Для соединения высоколегированных сталей (нержавейки) используются марки: НЖ-13, ОЗЛ-8, ОЗЛ-6, ЦЛ-11, ЦТ-15, ЭА-400/10, ЭА-395/9. Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.
Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.
Электроды для сварки чугуна
Для работы с чугуном можно использовать изделия марок: МНЧ-2, ОЗЧ-2, ЦЧ-4. При этом МНЧ-2 применяются для сварки, наплавки и заварки дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна. ЦЧ-4 для холодной сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом. А ОЗЧ-2 для соединения и наплавки серого и ковкого чугуна и заварки дефектов чугунного литья.
Электроды для сварки меди
Для работы с медью применяют расходники марок: Комсомолец-100 и ОЗБ-2М. При этом изделия Комсомолец-100 предназначены для сварки и наплавки изделий из меди технических марок, а также разнородных соединений меди со сталью. А ОЗБ-2М для сварки и наплавки оловянно-фосфористых и художественных бронз, наплавки на сталь и бронзу и для заварки дефектов бронзового литья, а также латуни.
Электроды для резки
Для резки листового проката, и арматуры хорошо подойдут изделия марки ОЗР-1. Они пригодны для удаления дефектных мест сварных швов, или их участков, прихваток, заклепок и многого другого. Следует учитывать, что резка производится на повышенных значениях тока в пределах от 260 до 680 Ампер, в зависимости от диаметра электрода и толщины металла.
Они пригодны для удаления дефектных мест сварных швов, или их участков, прихваток, заклепок и многого другого. Следует учитывать, что резка производится на повышенных значениях тока в пределах от 260 до 680 Ампер, в зависимости от диаметра электрода и толщины металла.
Что влияет на качество сварки инвертором
Мы уже рассказали, какие электроды лучше для сварки инвертором и готовы перейти к факторам, влияющим на качество сварного шва.
- Навыки и опыт сварщика. Именно это является определяющим фактором. Опытный и грамотный сварщик всегда может выполнить качественную сварку с соблюдением всех технологий. Заметьте, что мы написали именно «навыки и опыт», так как существуют виды производств, в которых сварщики выполняют однообразные работы. Например, сварщик, выполняющий на производстве только горизонтальный шов, с большой долей вероятности не сможет выполнить качественный вертикал сверху вниз. Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
- Качество материалов. Это второй определяющий фактор. Электроды для сварки инвертором должны быть качественными. Также они должны правильно храниться, а перед применением прокаливаться согласно рекомендациям, указанным на упаковке.
- Качество оборудования. Инвертор должен быть качественным, способным обеспечивать стабильную работу. Частой проблемой при не качественном оборудовании являются скачки напряжения, невозможность стабилизировать дугу, а также залипание электрода.
 Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.Мы перечислили три основных фактора, влияющих на качество сварного соединения. Туда же можно отнести и правильность подбора диаметра изделия, его марки, установки силы тока, условия в которых проводятся работы и многое другое.
Какие электроды лучше для инвертора РЕСАНТА
Достаточно часто начинающие сварщики задают вопрос, какие электроды лучше для инвертора РЕСАНТА 220 или РЕСАНТА 190. Этот вопрос обусловлен популярностью сварочного оборудования от этого производителя.
Этот вопрос обусловлен популярностью сварочного оборудования от этого производителя.
На официальном сайте компании приведены данные исследований Российской Ассоциации Торговых компаний и Производителей Электроинструмента за 2014-2017 гг.
, согласно которым в 2017 году доля сварочных инверторов РЕСАНТА на рынке России составила 51%.
Рекомендации начинающим сварщикам
Как и обещали в начале статьи, приведем несколько рекомендаций начинающим сварщикам.
- Начинать практику лучше с рутиловых электродов. За счет состава покрытия ими легче работать. Такие расходники обладают более легким поджигом (в том числе и повторным), а также позволяют варить на средней дуге. Это в свою очередь дает возможность лучше видеть и контролировать сварочную ванну. Также плюсом таких изделий можно назвать легкое отделение шлака.
- Правильно установленная полярность и сила тока – залог успеха. Если необходимо провести работы на постоянном токе прямой полярности, то свариваемое изделие подключается к зажиму «+», а электрод к «–». Соответственно при обратной полярности подключение осуществляется наоборот заготовка подсоединяется к клемме «–», а держак к «+». Силу тока лучше устанавливать в пределах указанных производителем, регулируя ее в процессе сварки.
- Перед тем как приступить к работе следует потренироваться на обрезках, схожих по характеристикам с металлом заготовки. Это позволит настроить силу тока и привыкнуть к металлу.
- Соблюдение техники безопасности является важным условием проведение сварочных работ. Не приступайте к сварке, не обезопасив себя и окружающих от возможных ожогов, поражений током и «зайцев». Используйте защитную одежду и перчатки, а также специальную маску или очки. Убедитесь в правильном подключении сварочного аппарата. Не допускайте нахождения в месте сварки легковоспламеняющихся объектов. Также не допускайте в место проведения работ посторонних людей (без специальной защиты) или животных (могут получить ожог глаз глядя на сварочную дугу).
- Регулярно улучшайте свои навыки. Изучайте новые материалы, пробуйте различные положения сварки и расходники. Проходите курсы повышения квалификации. Практикуйтесь, и результат не заставит себя ждать.
 Соответственно при обратной полярности подключение осуществляется наоборот заготовка подсоединяется к клемме «–», а держак к «+». Силу тока лучше устанавливать в пределах указанных производителем, регулируя ее в процессе сварки.
Соответственно при обратной полярности подключение осуществляется наоборот заготовка подсоединяется к клемме «–», а держак к «+». Силу тока лучше устанавливать в пределах указанных производителем, регулируя ее в процессе сварки. Изучайте новые материалы, пробуйте различные положения сварки и расходники. Проходите курсы повышения квалификации. Практикуйтесь, и результат не заставит себя ждать.
Изучайте новые материалы, пробуйте различные положения сварки и расходники. Проходите курсы повышения квалификации. Практикуйтесь, и результат не заставит себя ждать.Заключение
В этой статье мы кратко рассмотрели информацию об инверторах. Рассказали о типах покрытия и назначении сварочных материалов. Ответили на вопрос, какие электроды лучше для сварки инвертором. Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Источник: https://goodel.ru/stati/kakie-elektrody-dlya-svarki-invertorom-luchshe
Лучшие электроды для инверторной сварки
Удобство использования инвертора сделало сварку доступной многим мастерам. Это сварочное оборудование имеет систему управления, выпрямитель, фильтр, преобразователь, поставляющие ток требуемой силы.
Инвертор дает постоянный ток, полярность которого можно менять при сварке. Гарантией качественного шва является правильно выбранный режим работы агрегата и подходящие электроды для инвертора. Продукции существует великое множество.
Продукции существует великое множество.
Характеристики, размеры разнообразны. Чтобы удачно купить электроды для сварки инвертором, определить какие из них лучше подходят к каждому конкретному случаю, необходимо вникнув в суть процесса.
Принципы классификации
Существует несколько типов классификаций электродов для сварки инвертором. Главный признак, который следует взять за основу, – это способность плавиться. Стержни, не расплавляющиеся при сварке, используют для работы в атмосфере защитного газа, например аргона.
Плавящиеся стержни применяют при ручной дуговой сварке инвертором, которая на практике в домашних условиях проводится чаще всего. Расплавляется не металлическая сердцевина, а нанесенное сверху покрытие. Компоненты наружного слоя улучшают свойства дуги, формируют защитное облако над рабочей зоной.
При выборе конкретной марки для инвертора принимают во внимание объем работ, требования к качеству шва и советы профессионалов. Можно заглянуть в специализированные журналы, чтобы узнать рейтинги марок.
Но для домашнего использования вполне достаточно внимательно ознакомится с описанием на упаковке, чтобы понимать, для сварки каким током и каких материалов предназначен электрод. Приобретать изделия лучше всего у проверенного поставщика. Для обучения сварке инвертором специалисты советуют рутиловые или основные марки.
Покрытие
Решающее значение при выборе электродов для инвертора имеет режим проведения сварки и химический состав расходного материала:
- электроды с покрытием щелочных (основных) компонентов применяют, если надо варить инвертором при постоянном токе обратной полярности. Ими варят высоколегированные стали;
- рутиловые покрытия можно применять при сварке переменным и постоянным током как прямой, так и обратной полярности. Диоксиды титана (рутил) обеспечивают легкий розжиг дуги, при работе не происходит разбрызгивание металлов. Это лучший вариант, который можно выбрать;
- для постоянного тока (то есть инвертора) подходит целлюлозная обмазка, которая создает хорошую защитную газовую среду;
- рутилово-кислотная обмазка подходит, чтобы сварить металл переменным током или инвертором (полярность любая). Розжиг дуги происходит даже при низком напряжении. Важно учесть, что при работе с кислыми составами выделяются опасные пары. Сварку нужно проводить при хорошей принудительной вентиляции.
Сплавы, из которых сделаны детали, обуславливает тип сердечника. Составы должны соответствовать друг другу.
Выбор электродов регламентируется ГОСТом. Стандартом оговорен не только состав стрежней, покрытий, но и внешний вид, исключающий наличие вздутий, пористых участков, наплывов.
Стержень
Электроды для инверторной сварки делают из материалов трех видов: высоколегированной проволоки, обычного легированного или углеродистого сырья.
Начинающий мастер может сориентироваться в продукции по маркировки. Чем больше в ней присутствует букв и цифр, тем выше степень легирования. Каждая буква обозначает какую-то добавку, а рядом стоящая цифра указывает на ее процентное содержание.
Например, изделие из углеродистой стали имеет обозначение Св-10Г2, а из высоколегированной — Св-30Х15Н35В3Б3Т. Разница очевидна.
Разница очевидна.
Популярные марки
За годы интенсивной работы с инверторами в кругах специалистов-сварщиков и домашних умельцев сформировался рейтинг популярности электродов.
Марка АНО считается самой универсальной. Электроды этой группы позволяют делать любые сварочные соединения: угловые, стыковые, внахлест. Этой электродной продукцией можно варить детали толщиной не более 5 мм в любых положениях, даже в вертикальном направлении сверху вниз.
Нет необходимости в тщательной зачистке поверхностей от продуктов окисления. Такими электродами можно проводить корневую сварку толстых деталей. Если присутствует рутиловое, целлюлозное покрытие, то допускается подключение любой полярности инвертора.
Продукция лини МР представлена двумя категориями. МР-3 эффективно работает с деталями с разной степенью загрязненности. Электроды, покрытые рутиловым слоем, используются при постоянном и переменном токах, при любом варианте подключения инвертора.
Подобрать положение для работы нужно, учитывая диаметр электрода. Продукция МР-3С удобна для сварки в различных положениях. Этими электродами можно соединять детали с остатками влаги.
Продукция МР-3С удобна для сварки в различных положениях. Этими электродами можно соединять детали с остатками влаги.
Категория УОНИ представлена электродами для сваривания деталей из углеродистых и низколегированных стальных сплавов. Полученные швы пластичны, обладают большой ударной вязкостью, прочно соединяют конструкции особого назначения.
Электроды, покрытые основным слоем, могут применяться при постоянном токе, обратной полярности подключения.
Хорошие рабочие качества проявляют электроды с маркировкой ОК 63.34. Ими можно сваривать термически прочные стали, сплавы, устойчивые к коррозии. Можно проводить сварку по вертикали конструкций небольшой толщины, выполнять соединения встык и внахлест.
Для сварки конструкций, требующих высокой прочности и надежности шва применяют электроды марки ОЗС-12. Они работают на постоянном токе инвертора прямой полярности, а также на переменном.
Стоит также упомянуть марки ESAB, Lincoln, Electric, Ресанта, Kobelco, предлагающие продукцию высокого качества с рутиловым, основным и комбинированным покрытием. Ценовой диапазон здесь разный, и какой вариант лучший, каждый покупатель решает для себя самостоятельно.
Ценовой диапазон здесь разный, и какой вариант лучший, каждый покупатель решает для себя самостоятельно.
Выбор диаметра
Выбирая изделие, следует обратить внимание на его диаметр. Чем тоньше конструкция, тем меньше возможный диаметр электрода. Для сварки профилей достаточно изделий с диаметром до 2 мм.
Кстати, с тонкой продукцией нужно научиться работать. Такие электроды быстро плавятся, расходуются. Для работы с ними должны быть специальные навыки.
В зависимости от диаметра электрода определяют силу тока для сварки инвертором. Часто сверху на упаковке указывают рекомендуемые значения. В целом закономерность такова – чем больше диаметр электродного изделия, тем выше необходимое значение силы тока.
Несоответствие толщины материала, диаметра электрода и силы тока может ухудшить качество сварного соединения, привести к образованию в нем пор.
Преимущества
Приведенный рейтинг популярности составлен не случайно, а благодаря заметным преимуществам перечисленной продукции. Сварка с ее участием проводится инвертором наиболее легко.
Сварка с ее участием проводится инвертором наиболее легко.
Сложности образования шва могут возникнуть только из-за неправильного выбора марки для конкретного металла или сплава. При грамотном проведении работ образуются качественные соединения любой формы и расположения.
Плавящиеся электроды указанных марок образуют шлак, который после выполнения своих защитных функций легко отделяется. Его не нужно долго и мучительно оббивать. Качество шва будет видно сразу.
Представленные виды электродов позволяют работать даже с деталями, имеющими остатки ржавчины. Иногда эта особенность бывает очень важна. При работе в экстремальных условиях может не быть времени и возможности для тщательной очистки поверхностей.
Источник: https://svaring.com/welding/prinadlezhnosti/elektrody-dlja-svarki-invertorom-kakie-luchshe
Правила выбора электродов для работы инвертором
Инверторы значительно расширили возможности сварщика. Такие аппараты, в зависимости от функций, могут варить различные марки сталей и нержавейку, а также практически любой цветной металл. Но такой универсализм возможен только с использованием дополнительных материалов, в том числе и расходников.
Какие электроды выбрать для сварки инвертором в различных режимах и что нужно учитывать, подбирая те или иные расходные материалы для работы с таким оборудованием? Обо всем вы узнаете далее в нашей статье.
Основные типы электродов
Эти материалы принято делить на два основных типа: плавящиеся и неплавящиеся.
Первый вариант используется для большинства видов сварочных работ по соединению различных марок стали и некоторых цветных металлов и сплавов. Их принцип состоит в расплавлении стержня и обмазки вместе с материалом деталей во время сварки, чем и обеспечивается скрепление их между собой.
Неплавящийся тип электрода применяют при работе с аргонодуговым сварочным аппаратом. Основная задача такого стержня — направить дугу на металл и, путем плавки, сформировать соединение. Весь процесс при этом происходит, как правило, в защитной атмосфере из газа.
В свою очередь эти два основных типа расходников имеют большую классификацию, которая диктуется их назначением.
Подбор электродов нужного диаметра
Плавящиеся стержни для сварки инвертором нужно выбирать соответствующего диаметра, в зависимости от толщины свариваемого металла.
Конечно, при небольших объемах работ и создания неответственных конструкций, можно использовать различные номера электродов для инвертора.
Потребуется только подобрать соответствующие настройки прибора (например, снизит силу тока). Но, в большинстве случаев, лучше всего выбрать нужный диаметр. Как это сделать?
- Приблизительные параметры подборки диаметра электрода к толщине металла можно посмотреть в таблицах в интернете.
- Электроды с номерами от шести и выше в большинстве случаев потребуют более высокой мощности, которую обычные бытовые инверторы, как правило, не обеспечивают.
- В среднем максимальная сила тока распространенных сварочных аппаратов инверторного типа находиться в пределах 220-250 Ампер.
Зачем подбирать стержень по диаметру? Главное в сварочном соединении — обеспечить качественный шов. Он зависит от степени проварки (то есть насколько глубоко и широко расплавился металл заготовок).
- Малые диаметры расходников не смогут обеспечить достаточное количество расплавленного металла, а слишком толстые могут попросту прожечь заготовку.
- Также слишком тонкие стержни не добавят в шов достаточное количество присадок, необходимых для образования прочного соединения, а их избыток, наоборот, может привести к нарушению химического состава и, как следствие, структуры крепления.
- Однако, кроме диаметра, нужно подобрать расходник соответствующий свариваемому металлу.
Виды электродов по назначению
Электроды для сварочных работ инвертором выбирают в зависимости от материала, с которым приходится работать. Поэтому производятся расходники со своими назначениями.
Какие электроды лучше для инвертора при работе с разными материалами?
- Электроды для сварки стали с углеродистым и нелегированным составом.
- Расходники для сварочных работ по термостойкой стали.
- Для сварки стали с легирующими добавками (подходят для нержавейки).
- Алюминиевые расходники для «крылатого» металла и сплавов с различным составом.
- Для сваривания меди и ее производных.
- Сварочные стержни для сварки по чугуну.
- Специальные расходники для ремонта и наплавки (используют для заварки трещин и прочих дефектов).
- Электроды предназначенные варить трудносвариваемые и неопределенные марки стали.
Отличаются такие расходники по металлу стержня и его составу, а также с различной обмазкой.
При электродуговой сварке инвертором стоит внимательно подходит к выбору электрода. Нельзя варить алюминий или медь расходниками, которые «специализируются» на стальных конструкциях. Это не даст положительного результата, а изделие будет испорчено.
Обмазки (покрытия) в свою очередь делятся на несколько классов.
- Основного.
- Рутилового.
- Целлюлозного.
- Кислого.
Разница в использовании их при различных режимах инвертора.
Электроды основного и целлюлозного класса обмазки выбирают при работе в режиме постоянного тока (пример — сварка нержавейки). Рутиловые расходники применяют как при постоянном, так и обратном токе.
Они отлично поджигаются и имеют низкую степень разбрызгивания в процессе варки. Кислые обмазки, как и рутиловые, используются при работе с инверторным аппаратом с низким напряжением холостого хода.
Выбирая электроды в зависимости от покрытия также нужно руководствоваться маркой и видом металла.
Следует знать, что выбирая электроды для работы инвертором, нужно обращать внимание на их покрытие. Обмазка должна быть сухой, без следов сырости и плесени, а также целой.
Сварочные расходные материалы очень чувствительны к влажности. Их продают в герметичных упаковках, после раскрытия, которой они быстро отсыревают (в период 8-24 часов). Для их сушки используют метод прокалывания. Если использовать сырые электроды для сварки, то они будут прилипать к поверхности. Что значительно затруднит зажигание дуги и нормальный сварочный процесс.
Популярные марки
Если с назначением и классификацией основных типов расходников все понятно, то какими электродами лучше варить инвертором, учитывая, что сегодня в предложении сотни различных их марок и производителей? И как определить требуемые стержни по маркировкам?
УОНИ 13/55
Для сварки углеродистой и малолегированной стали отлично подходят электроды с маркировкой УОНИ 13/55. Их производят с основным покрытием, что означает применение на инверторе с постоянным током.
Эта марка расходных материалов позволяет создавать прочные сварные швы, устойчивые к различным механическим нагрузкам.
Режимы инвертора с использованием электродов УОНИ следующий.
- Постоянный ток.
- Обратная полярность (кабель держателя ставят на плюс, а массу — на минус).
- Холостой ход минимум 65 В.
Однако есть и недостатки в такой марки. Во-первых, высокие требования к подготовке свариваемых поверхностей, а во-вторых — аппарат должен обладать высоким напряжением холостого режима (от 65 вольт).
МР-3
Это электроды с рутиловыми обмазками. Как было сказано выше, они подходят для инверторов как с переменным, так и постоянным током. Применяются при сваривании углеродистой и низколегированной стали.
Преимуществом таких электродов является стабильность дуги даже при недостаточных настройках инвертора. Также, в отличие от предыдущей марки, эти расходники прекрасно варят металл неподготовленным.
Ржавчина или влага не помешают создать качественный шов.
Режим инвертора при работе с МР-3 выставляют на обратную полярность.
ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2
- Эти различные марки расходных сварочных материалов используются при сваривании алюминия или сплавов.
- При работе с «крылатым» металлом полярность выставляют прямую (то есть кабель держателя ставят на минус, а массу на плюс).
- В большинстве случаев алюминий варят аргонодуговым способом, но, при отсутствии такого оборудования, с электродами этих марок получится сделать качественное соединение.
ОК 63.34
Такая марка производиться специально для сваривания нержавеющих сталей. Другие типы электродов при сварке инверторного типа не подходят, так как не получиться хорошо положить шов должного качества.
Ими осуществляют как горизонтальные, так и вертикальные виды соединений.
Режим инвертора может быть любой полярности, с постоянным или переменным током.
АНО 21
Эти электроды выбирают для сваривания инвертором тонкостенных конструкций из углеродистой стали. Подходят для варки труб или профиля. Настройки могут быть любой полярности, с переменным или постоянным током.
Импортные расходники
Также в продаже могут встречаться зарубежные марки электродов, у которых свое маркирование.
Наиболее распространенными расходниками является продукция шведской компании ЭСАБ. Все обозначения на их электродах начинается с букв ОК. Какие из них можно выбрать для работы с инвертором в домашней мастерской?
- ОК 46.00 — это аналог электрода МР-3, им можно варить на переменном и постоянном токе различные марки углеродистой и низколегированной стали.
- ОК 48.00 — используют для сваривания важных и несущих конструкций на постоянном токе.
- ОК 61.30 и ОК 63.20 — применяются для сваривания различных типов нержавеющей стали.
- ОК 92.60 — марка электродов, которая используется для сварочных работ по чугуну. Также такие стержни можно использовать для соединения стали с чугунными деталями.
- ОК 96.20 — аналоги электродов ОЗА-1, ОЗАНА, ОЗАНА-2 для работы с алюминием.
Учитывая все факторы, приведенные в этом материале, можно выделить основные пункты, по которым выбирают электроды для инвертора. Изначально их подбирают исходя из материалов, которые будут варить, далее нужно определить требуемое покрытие для режима сварки и только потом определяют нужный диаметр.
Также не стоит покупать электроды сомнительного происхождения, лучше всего брать известных производителей, хоть они и обойдутся дороже по стоимости. Качественный расходник обеспечивает половину прочного соединения.
А какие электроды используете Вы при работе с инверторным аппаратом? Поделитесь своим опытом по выбору расходников в блоке обсуждения к этой статье, Ваш опыт и мнение не заменит ни один теоретический материал.
Источник: https://WikiMetall.ru/oborudovanie/kakie-elektrodyi-vyibrat-dlya-svarki-invertorom.html
Как настроить сварочный ток и выбрать диаметр электрода?
Сварочный ток — очень важный параметр, от которого во много зависит качество готового сварного соединения. Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.
В этой статье мы расскажем, как подобрать параметр сварочного тока исходя из диаметра электрода. При написании этого материала мы руководствовались собственным опытом и нормативным документами. Раньше начинающие сварщики были вынуждены сами высчитывать все настройки с помощью формул. Сейчас можно воспользоваться готовыми рекомендуемыми настройками.
Отдельно хотим отметить, что в этой статье мы будем рассказывать про настройку тока для дуговой сварки с применением инвертора, как самого распространенного и простого типа сварочного оборудования.
Общая информация
Сила тока при сварке электродом должна подбираться исходя из многих параметров. Мы подробно рассказывали о режимах сварки в этой статье, обязательно ознакомьтесь с ней, чтобы понимать суть. В целом, режим сварки состоит не только из силы тока и диаметра электрода.
Также учитывается марка электрода, положение при сварке, род сварочного тока и его полярность, а также слои будущего шва. При этом важно понимать, какой конечный результат вы хотите получить. Т.е., какое качество шва, его размер и прочие характеристики для вас принципиальны.
Исходя из этого уже настраивать режим сварки, и силу тока в частности.
Маркировка электродов
Все эта кажется несколько запутанным, но мы поможем вам правильно подобрать сварочный ток. Здесь всегда действует «железное» правило: чтобы определить оптимальную силу тока нужно прежде всего посмотреть на диаметр электрода, которым вы собираетесь варить.
Естественно, это не единственный вариант, но он является основой, базой для дальнейших настроек. Подбор электродов, в свою очередь, тоже очень важный этап. Диаметр подбирают исходя из толщины металла. Чем толщина больше, тем больше и диаметр. Параллельно нужно смотреть, для какого пространственного положения предназначены выбранные вами электроды. Идеальный вариант — сварка электродами в том положении, для которого они предназначены. Но все мы понимаем, что ни каждый сварщик (особенно домашний) может позволить себе покупать разные электроды для выполнения различных швов.
Эту проблему можно легко решить. Например, вы приобрели электроды, предназначенные для сварки в нижнем пространственном положении, но вам нужно сварить вертикальный шов. Для этого уменьшите амперы на 10-15%. Этот метод работает и при сварке потолочных швов, уменьшите амперы на 25-30%. Но учтите, что при сварке потолочных швов диаметр электрода не должен превышать 4 миллиметров.
Благодаря таким настройкам металл будет плавиться медленнее и соответственно не будет сильно стекать вниз. Как вы понимаете, сварочный ток и диаметр электрода всегда взаимосвязаны.
Настройка силы тока в зависимости от электрода
Теперь перейдем непосредственно к электродам и настройкам силы тока. Как мы писали выше, диаметр электрода подбирается исходя из толщины металла. Если вам нужно сварить деталь толщиной от 3 до 5 миллиметров, то используйте электроды диаметром 3-4 миллиметра. Если толщина до 8 миллиметров, то электрода диаметром 5 миллиметров вам будет достаточно.
А что насчет силы тока? Здесь все просто.
При сварке металла электродом 3 мм сила сварочного тока должна быть от 65 до 100 Ампер. Вас может удивить такая большая разница в цифрах, но не стоит беспокоиться. Вы будете сами выбирать удобное значение в зависимости от металла и его характеристик. Новичкам рекомендуем устанавливать 80 Ампер, это наиболее универсальное значение.
Сила сварочного тока при сварке электродом 4 мм может составлять от 120 до 200 Ампер. Такой диаметр электрода наиболее популярен, поскольку позволяет варить самые разнообразные швы. Он широко используется в промышленной и домашней сварке. Поэтому крайне важно научиться настраивать сварочный ток именно в этом диапазоне.
Если планируете использовать электрод диаметром 5 миллиметров, то здесь понадобятся довольно большие значения сварочного тока. Минимум 160 Ампер. Рекомендуемое значение — 200 Ампер. Чтобы работа была непрерывной, а дуга горела стабильно, рекомендуем использовать полупрофессиональный трансформатор.
А что, если вы собираетесь работать с электродами большой толщины? Скажем, 8 миллиметров. Здесь вам не обойтись без профессионального мощного оборудования. Минимальное значение тока должно составлять 250 Ампер. Но, скорее всего, в своей работе вам придется использовать куда большие значения, вплоть до 350 Ампер.
Отдельно хотим сказать про компактные инверторные сварочные аппараты, которые сейчас продаются в каждом специализированном магазине. Их полюбили многие домашние сварщики, за их простоту, компактность и надежность.
Но есть и недостаток: зачастую такие аппараты способны работать только с проволокой малого диаметра, до 2 миллиметров. Для таких аппаратов сила тока в 40-50 Ампер будет достаточной.
Мы рекомендуем приобретать модели таких аппаратов, которые способны плавно регулировать ток. Тогда погрешность будет минимальной.
Не устанавливайте силу тока наугад или опираясь на неаргументированные советы других сварщиков. Этому вопросу нужно уделять должное внимание, иначе вам металл либо не будет плавиться на нужную глубину, либо будет прожигаться.
В любом случае, качество швов от такой работы не назовешь хорошим или даже сносным. Ваш главный советник — ГОСТы и прочие нормативные документы, в которых четко прописаны все настройки.
Изучайте их, только так вы сможете получить правильную информацию.
Ниже вы можете видеть таблицы, которые помогут вам настроить силу сварочного тока в зависимости от диаметра применяемого электрода. Установите на сварочном аппаратенастройки из первой таблицы, если планируете варить стыковые швы.
Настройки из второй таблицы, которую вы можете видеть ниже, более универсальные. С них можно начинать свои первые попытки настроить сварочный аппарат. Такая таблица сварочных токов обязательно пригодится вам, так что запишите ее или запомните.
Вместо заключения
Выбор сварочного тока — один из ключевых этапов настройки аппарата. Но не стоит беспокоиться о возможных ошибках. При сварке инвертором многие параметры настраиваются интуитивно, а в современных сварочниках и вовсе режим сварки можно устанавливать в автоматизированном режиме (например, во многих моделях инверторов есть возможность автоматической настройки напряжения дуга).
Чтобы избежать ошибок имейте под рукой простые таблицы, которые вы уже видели в нашей статье. А еще лучше просто запомнить все возможные комбинации настроек. Поверьте, это не так сложно, как может показаться на первый взгляд.
Со временем вы обретете свой личный опыт и начнете настраивать инвертор исходя из его погрешностей. Вы также будете знать особенности металлов, с которыми будете работать, а это упрощает настройку сварочного аппарата.
Поделитесь в х своим опытом настройки сварочного тока в зависимости от диаметра электрода.
Источник: https://svarkaed.ru/svarka/obuchenie-svarke/kak-nastroit-svarochnyj-tok-i-vybrat-diametr-elektroda.html
Сварочные электроды для инвертора как выбрать — Станки, сварка, металлообработка
Процесс сварки довольно небезопасный, поэтому важно пользоваться качественным и проверенным оборудованием. Сварочный инвертор — современный и, возможно, один из лучших типов сварочных аппаратов. Простота работы с ними является одним из главных плюсов бытовых инверторов, получивших обоснованную и заслуженную любовь мастеров.
Для правильного выбора надо уметь читать принятые маркировки, именно они расскажут покупателю, какой тип работ производит данный аппарат:
- Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.
- Маркировки MIG или MAG обозначает инвертор-полуавтомат, где вместо электродов используется проволока. Для режима сварки в полуавтоматическом режиме потребуется углекислый газ в баллонах.
- Маркировкой TIG у аппаратов для аргоновой сварки, применяемых в основном в условиях изготовления сложных изделия из металлов на предприятиях.
- Маркировка CUT говорит о том, что аппараты могут производить плазменную резку металла
Инверторы ММА — это отличное и практически единственное решение, когда речь идёт о выборе сварочных аппаратов для дома, дачи, небольших периодических работ.
Модели инверторов известных производителей, такие как Ресанта 190 — довольно бюджетные, надежные и несложные в использовании сварочные аппараты, легки в работе даже для новичков, позволяют быстро получать качественные швы.
Другие маркировки предполагают, что аппараты используются в более серьёзных промышленных целях.
Особенностью инверторных сварочных аппаратов является формирование переменного напряжения тока. Они используются для дуговой сварки методом плавления. Ток к сварному шву подается через металлические стержни так называемые электроды.
Классификация электродов
Выбор электродов, представленных в магазинах, очень широкий, начиная производителем и заканчивая ценами. Рассмотрим, чем они отличаются.
Электроды делятся на:
- плавящиеся, используемые при дуговой сварке;
- неплавящиеся, подходящие для аргоновой сварки.
Различают электроды по:
- составу покрытия или обмазке;
- материалу свариваемой массы;
- диаметру.
При сварке сердечник начинает плавиться, что сопровождается горением и плавлением обмазки, которая переходит в газообразное состояние. Этот газ не допускает попадание кислорода, а расплавившаяся часть растекается по металлу, дополняя защиту.
Именно поэтому нельзя допускать появление сколов на покрытии. В процессе сварки нарушенная оболочка приведет к неоднородному прогреву, что плохо скажется на качестве шва.
Различают 4 типа обмазки:
- основной;
- кислый;
- рутиловый;
- целлюлозный.
Чаще используются электроды с покрытиями первых двух типов.
Из основных обычно выбирают УОНИ 13/55. Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Внимание! Если покрытие недостаточно сухое, стыки деталей имеют следы ржавчины, недостаточно обезжирены или есть какие-либо загрязнения, то сварной шов может получиться пористым. Работать следует только при постоянном токе, полярность должна быть обратной.
Рассмотрим второй вид обмазки электродов для инверторной сварки рутилового типа. Традиционные МР-3 производителя Ресанта применяют для соединения из низкоуглеродистой стали.
Они отличаются устойчивым горением дуги, при этом ток может быть как постоянным, так и переменным. При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется.
Ржавчина и грязь не являются помехой при сварке и на качество шва не влияют.
Известные марки
Какими электродами лучше всего варить инвертором? Сухими, без повреждений. Хранить их надо в сухом месте, не допуская деформации стержней, при использовании это позволит избежать прилипания электрода к металлу во время работы.
Наибольшее распространение получили следующие марки инверторных электродов:
- МР-3, УОНИ 13/55, ОЗС-4 соединяют углеродистые низколегированные стали, используются для сварки ответственных конструкций;
- ЦЛ-11 выбирают для сварки нержавейки и высоколегированной стали;
- ОЗАНА-1 — для соединения алюминиевых марок А0, А3; а ОЗАНА-2 — для сплавов АЛ4, АЛ9, АЛ11;
- Комсомолец-100 — для приварки меди и соединения меди и стали;
- ОЗЧ -2 применяют для сплавов чугуна.
Многие инверторы работают на постоянном токе. Возможны 2 варианта подключения полярности: прямая и обратная.
При прямой полярности к плюсу инвертора присоединяют массу, к минусу держатель. Такой способ подключения увеличивает температуру металла, он рекомендован для сварки массивных деталей и в случае необходимости выделения большого количества тепла и высоких температур при процессе .
Тонкий металл и сталь высоколегированную лучше приваривать при обратной полярности, чтобы не прожечь материал.
Определение нужного диаметра
Опытные сварщики считают, что при сварке инвертором нет особой разницы между электродами.
Мнение основано на личном опыте узкоспециализированных специалистов, выполняющих работы определенного вида, к примеру, сварка однотипных труб или профилей.
В их работе с использованием инвертора к шву не предъявляются серьезные требований по геометрии и эстетике, поэтому можно использовать электроды диаметром до 2 мм включительно.
Толстостенные детали требуют дольше времени для проварки, поэтому электроды для их сварки нужны большего диаметра. Сварочные электроды маленького диаметра быстро сгорают, чаще ими делаются прихватки.
Для выполнения трудных работ по длинным трассам хорошо зарекомендовали себя толстые электроды, монтаж легких конструкций с незначительными по длине швами можно выполнять стержнями диаметром до 2 мм.
Именно такие электроды используются, в частности, при использовании бытовых сварочных аппаратов для инверторной сварки Ресанта 190, к примеру, при монтаже каркасов ворот и калиток, изготовлении заборов из металлических труб и профлиста.
Диаметр подбирается от толщины металла заготовок, но при тонком листе металла в пределах до 1,5 мм лучше используйте полуавтоматическую или аргонодуговую сварку.
Выбор необходимой силы тока
Обычно на упаковке изделия это пишут, но, если она утеряна, можно ориентироваться следующим образом: сварочный ток выставляется от 20 А до 30 А на 1 мм диаметра электрода. Если диаметр 3 мм, величина тока будет колебаться в пределах 80−110 А
Но требует также учитывать режим укладки шва, как он укладывается, непрерывно или с отрывом. В первом случае берите при расчетах показатель 20 А, при втором 30. Кроме этой рекомендации, учитывайте следующий список критериев сварочного режима:
- Текучесть свариваемого металла.
- Скорость сварщика при прокладке шва.
- Положение электрода при сваривании, так как в потолочном положении ток уменьшают.
Оптимальный режим придет с практикой и опытом. Обращайте внимание на сварочную ванну, она показатель качества выбранного режима. Правильный шов будет равномерным, если в ванной наплыв из металла: значит, или дуга короткая, или скорость сварки была медленной. В случае когда в ванной образовалось седло, шов варился быстро, или дуга отказалась длиннее требуемой.
Правильно подобранные качественные электроды позволят сварить любой металл на высоком профессиональном уровне даже начинающим владельцами недорогих бытовых инверторов.
Источник: https://tokar.guru/svarka/elektrody/kakie-elektrody-luchshe-vybrat-dlya-svarki-invertorom.html
Какие электроды лучше выбрать для инвертора? стержней
Вы стали счастливым обладателем инвертора и заинтересовались вопросом: какие лучше использовать электроды для сварки инвертором.
На рынке электроды для инвертора представлены в большом разнообразии, как выбрать подходящие и будем рассматривать.
Устройство электрода
Это металлический сердечник с особым покрытием (обмазкой). В процессе сварки сердечник плавится, а обмазка защищает шов от воздействия кислорода.
Обмазка имеет 4 типа покрытия:
- основной;
- рутиловый;
- кислый;
- целлюлозный.
- Основное и целлюлозное покрытие используется для сварки на постоянном токе.
- Рутиловая обмазка годится для постоянного и переменного тока. Отличается легким поджигом и низким разбрызгиванием.
- Кислое покрытие вредит здоровью сварщика, рекомендуется работать в проветриваемом помещении.
- Электроды с рутиловым и кислым покрытием используются аппаратами-инверторами с низким напряжением холостого хода.
Получили признание металлические стержни с основным (УОНИ 13/55) и рутиловым (МР-3) покрытием. Приобретение этих моделей для домашнего мастера — лучший вариант.
Сварочные электроды для работы подбираются сухие и без повреждений. Для сушки используются специальные печи. В бытовых условиях применяют духовку кухонной плиты или хранят пачку электродов для сварки инвертором в теплом, сухом месте. При использовании сухих стержней, у вас не появится вопрос: почему прилипает электрод при сварке инвертором.
Состав сердечника, при выборе электрода должен быть схожим со свариваемым металлом.
Виды электродов
Производятся специальные изделия для углеродистых, легированных, высоко-легированных, нержавеющих, жаростойких сталей. И для работ с алюминием и чугуном.
Какие электроды лучше для применения в домашних условиях? Это:
- УОНИ 13/55;
- МР-3;
- ОК 63.34 электроды для сварки нержавейки;
- ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2 электроды для сварки алюминия инвертором;
- Комсомолец-100 для меди.
1) УОНИ 13/55 с основным покрытием для соединения углеродистых и низколегированных сталей, ответственных конструкций. Швы получаются пластичными и стойкими к ударным нагрузкам, не боятся низких температур.
УОНИ 13/55 требовательны к чистоте кромок заготовок. При плохой зачистке появляются сварочные поры.
Электроды УОНИ предназначены для сварки постоянным током на обратной полярности.
2) МР-3 с рутиловой обмазкой для работ с углеродистыми и низколегированными сталями.
3) ОК 63.34 с рутиловым покрытием выбирают для сварки нержавейки инвертором.
Домашний сварщик получит мелкочешуйчатый шов с плавным переходом к свариваемому металлу. Малый объем шлака, демонстрирует плюсы электрода.
4) ОЗАНА. Популярные стержни 2 видов.
ОЗАНА-1 применяется для наплавки и соединения алюминиевых марок — А0–А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, АЛ11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
ОЗА-1 с солевым покрытием рекомендуется для сплавов кремния с алюминием и чистого алюминия.
ОЗР, ОЗР-2 спецпокрытие, используются чаще для прошивки отверстий, строжки, резки. Для удаления дефектов сварных швов и разделки кромок и корня шва. Для резки применяется переменный или постоянный ток с обратной и прямой полярностью.
Сварной стол своими руками
5) Комсомолец-100 с специальным покрытием для сварки и наплавки чистой меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
:
марок по популярности
Сварщики по отзывам составили рейтинг на электроды для инверторной сварки:
- УОНИ–13/55 — капризные стержни для опытных мастеров;
- МР-3 — универсальные электроды, варят ржавый и влажный металл;
- МР-3С — для получения качественного шва;
- АНО — раскупаемые в России электроды для инверторного сварочного аппарата. Рекомендуемая марка для новичков в сварном деле. Стержни без прокалки зажигаются легко, итог работы хороший.
Также, профессионалы советуют применять:
- электроды ЦЛ–11 для нержавеющей и высоколегированной стали;
- АНО–6 и АНО–4 для малоуглеродистых сталей;
- ОЗС–4, УОНИ–13/45, АНО–21, МР–3С для углеродистых сталей;
- ОЗЧ–2 хорошо сваривают сплавы чугуна.
:
Каждый второй новичок в электросварке думает — каждая модель инвертного прибора нуждается в специальных стержнях. И спрашивают: какие электроды лучше применять для инвертора Ресанта.
Отвечаю: марки стержней перечисленные выше подходят для Ресанта и других аппаратов.
Главное — не марка аппарата, а соответствие электрода металлу.
Полярность при сварке на постоянном токе
Многие инверторы для ручной дуговой сварки работают с постоянным током. При котором существуют 2 варианта подключения полярности:
Прямая полярность: к быстросъему плюс (+) инвертора подключается масса. Держак крепится к минусу (-).
Обратная полярность: масса подключается к минусу (-), а держатель электрода к плюсу (+).
При сварке на плюсовом контакте выделяется больше тепла, значит:
- при обратной полярности лучше варить массивные детали;
- на прямой — тонкий металл и высоколегированную сталь.
Выбор диаметра электрода и настройка тока
По марке выбрать сварочные электроды для работы на инверторе — это сделать полдела. У новичков ещё остаются вопросы:
- по диаметру стержней;
- по настройке силы тока.
Диаметр подбирается от толщины металла заготовок. Если толщина до 1,5 мм, то лучше использовать полуавтоматы или аргонодуговую сварку. Сделать выбор диаметра электрода можете по таблице ниже:
Какой ток выставлять для конкретного диаметра электрода? Информацию узнайте на упаковке изделия или из таблицы:
На заметку: сварочный ток подбирается из расчета 20-30 А на 1 мм диаметра электрода. Для стержня диаметром 3 мм, ток выставляется 80-110 А в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и одинаковых настроек не существует. Каждый мастер методом проб и ошибок выставляет свои параметры тока. Учтите, при больших токах, сварочная ванна получается более жидкой и менее управляемой.
(15 4,80
Источник: https://stanki-info.com/svarochnye-elektrody-dlya-invertora-kak-vybrat/
Welding — SteelConstruction.info
Сварка — это основной вид деятельности на заводе-изготовителе, которым занимаются квалифицированные специалисты, работающие в системе управления качеством сварки под контролем ответственного координатора сварки. Он используется для подготовки стыков к подключению в магазине и на месте, а также для крепления других приспособлений и фурнитуры. Для различных видов деятельности на заводе-изготовителе используются разные методы сварки.
По сути, в процессе сварки используется электрическая дуга для выработки тепла для плавления основного материала в соединении.Отдельный присадочный материал, поставляемый в качестве расходуемого электрода, также плавится и соединяется с основным материалом, образуя расплавленную сварочную ванну. По мере того, как сварка продолжается вдоль соединения, сварочная ванна затвердевает, сплавляя основной металл и металл сварного шва. Для заполнения стыка или нарастания сварного шва до проектного размера может потребоваться несколько проходов или проходов.
Сварка
(Изображение любезно предоставлено William Haley Engineering Ltd.)
[вверх] Принципы дуговой сварки металлом
Терминология области сварного шва
Сварка — это сложное взаимодействие физических и химических наук. Правильное определение металлургических требований и разумное практическое применение являются предпосылкой успешной сварки плавлением.
В процессе дуговой сварки металлическим электродом используется электрическая дуга для генерирования тепла для плавления основного материала в соединении.Отдельный присадочный материал, поставляемый в качестве расходуемого электрода, также плавится и соединяется с основным материалом, образуя расплавленную сварочную ванну. Сварочная ванна подвержена атмосферному загрязнению и, следовательно, нуждается в защите во время критической фазы замерзания жидкости и твердого тела. Защита достигается либо за счет использования защитного газа, путем покрытия бассейна инертным шлаком, либо за счет комбинации обоих действий.
В процессах с защитным газом из удаленного источника поступает газ, который подается в сварочную дугу через горелку или горелку.Газ окружает дугу и эффективно исключает атмосферу. Точный контроль необходим для поддержания подачи газа с соответствующей скоростью потока, так как слишком большое количество может вызвать турбулентность и засасывать воздух, а может быть настолько же вредным, насколько и слишком маленьким.
В некоторых процессах используется флюс, который плавится в дуге для образования шлакового покрытия, которое, в свою очередь, покрывает сварочную ванну и защищает ее во время замерзания. Шлак также затвердевает и самораспускается или легко удаляется легким сколом. Действие плавления флюса также создает газовый экран для защиты.
По мере сварки вдоль стыка сварочная ванна затвердевает, сплавляя основной металл и металл шва. Для заполнения стыка или нарастания сварного шва до проектного размера может потребоваться несколько проходов или проходов.
Тепло от сварки вызывает металлургические изменения в основном материале, непосредственно примыкающем к границе или линии плавления. Эта область изменения известна как зона термического влияния (HAZ). Общая терминология, используемая в области сварного шва, показана справа вверху.
Сварочные операции требуют надлежащего технологического контроля со стороны компетентных сварщиков, чтобы гарантировать достижение проектных характеристик, минимизировать риск дефектных соединений, вызванных низким качеством сварки, и предотвратить образование склонных к образованию трещин микроструктур в ЗТВ.
[вверх] Виды сварных соединений
Большинство конструкционных сварных соединений выполняются на заводе-изготовителе и описываются как стыковые или угловые швы. Сварка на месте также возможна, и руководство по вопросам сварки на месте доступно в GN 7.01.
[вверх] Стыковые швы
Макрос клиновидного стыкового шва
(Изображение предоставлено Mabey Bridge Ltd.)
Стыковые сварные швы обычно представляют собой стыковые соединения катаных профилей или стыковые соединения листов на стенках и фланцах, чтобы приспособиться к изменению толщины или восполнить доступный материал по длине. Положения этих стыковых швов допускаются при проектировании, хотя ограничения доступности материалов или схема монтажа могут потребовать согласования различных или дополнительных сварных швов.Тройники, приваренные встык, могут потребоваться, если при поперечных соединениях возникают значительные нагрузки или усталость.
Стыковые швы — это сварные швы с полным или частичным проплавлением, выполненные между материалами со скосом или фаской. Стыковые швы с полным проплавлением предназначены для передачи всей прочности сечения. Как правило, эти соединения можно сваривать с одной стороны, но по мере увеличения толщины материала желательна сварка с обеих сторон, чтобы уравновесить эффекты деформации, с операцией обратной строжки и / или шлифования в процессе для обеспечения целостности корень шва.Односторонние стыковые сварные швы с подкладными полосами из керамической или прочной стали обычно используются для соединения больших площадей пластин (например, стальных пластин настила) и там, где есть закрытые коробчатые секции, трубы или элементы жесткости, доступ к которым для сварки возможен только с одного боковая сторона. Расчетная толщина горловины определяет глубину проплавления, необходимую для швов с частичным проплавлением. Обратите внимание, что соображения усталости могут ограничивать использование сварных швов с частичным проплавлением, особенно на мостах. Руководство по подготовке к сварке доступно в GN 5.01.
Следует приложить все усилия, чтобы избежать стыковой сварки приспособлений из-за затрат, связанных с подготовкой, временем сварки, более высоким уровнем квалификации сварщиков и более строгими и трудоемкими требованиями к испытаниям. Кроме того, стыковые швы имеют тенденцию иметь большие объемы наплавленного металла шва; это увеличивает эффект усадки сварного шва и приводит к более высокому уровню остаточного напряжения в соединении. Чтобы уравновесить усадку и распределить остаточное напряжение, минимизируя таким образом деформацию, необходима тщательная последовательность сварочных операций.
Иногда бывает необходимо обработать стыковые сварные швы заподлицо по причинам усталости, или для улучшения дренажа стальных балок, устойчивых к атмосферным воздействиям, или для улучшения режима испытаний. Следует избегать зачистки заподлицо только по эстетическим соображениям, потому что трудно обработать поверхность так, чтобы она соответствовала смежной поверхности после прокатки, и результат часто более визуально заметен, чем исходный сварной шов. Кроме того, шлифование представляет собой дополнительную опасность для здоровья и безопасности, которую лучше избегать, насколько это возможно.Правка стыковых сварных швов до гладкой поверхности обычно не требуется для строительных металлоконструкций, поскольку обычно они не подвержены усталости.
- Пример обработанного стыкового шва с гладкой поверхностью и сливными пластинами
(изображения любезно предоставлены Mabey Bridge Ltd.)
[вверх] Угловые швы
Макрос однократного углового шва
(Изображение любезно предоставлено Mabey Bridge Ltd.)
В большинстве сварных соединений в зданиях и мостах используются угловые швы, обычно в форме тройника. Обычно они включают в себя концевую пластину, ребро жесткости, подшипниковые и распорные соединения с прокатными секциями или плоскими балками, а также соединения стенки с фланцем на самих пластинчатых балках. Их относительно просто подготовить, сварить и испытать в обычных конфигурациях, при этом главным соображением является сборка стыков.
В S275 полная прочность сталей также развивается в угловых сварных швах и сварных швах с частичным проплавлением с вышележащими угловыми швами при условии, что такие сварные швы симметричны, выполнены с использованием правильных расходных материалов и сумма сварных швов равна толщине элемента, который сварные швы стыкуются.
Размеры сварных швов должны быть указаны на чертежах проекта вместе с любыми специальными требованиями по классификации усталости. BS EN ISO 22553 [1] предписывает правила использования символов для детализации сварных соединений на чертежах.
Обращается внимание на тот факт, что в традиционной британской практике для определения размера углового сварного шва обычно используется длина ветви, но это не универсально: в европейской практике используется толщина горловины и BS EN 1993-1-8 [2] . дает требования относительно размера горла, а не длины ноги.Проектировщик должен быть внимательным, чтобы убедиться, что ясно, какой размер указан, и что все стороны должны знать, что было указано.
[вверх] Процессы
Важными факторами, которые подрядчик по изготовлению металлоконструкций следует учитывать при выборе процесса сварки, являются способность выполнить проектные требования и, с точки зрения производительности, скорость наплавки, которая может быть достигнута, а также рабочий цикл или эффективность процесса. (Эффективность — это отношение фактического времени сварки или дуги к общему времени, в течение которого сварщик или оператор занят выполнением сварочной задачи.Общее время включает настройку оборудования, очистку и проверку выполненного шва.)
Ниже описаны четыре основных процесса сварки, которые регулярно используются при производстве стальных конструкций в Великобритании. Номера процессов определены в BS EN ISO 4063 [3] . Разновидности этих процессов были разработаны с учетом практики и оборудования отдельных производителей, и другие процессы также имеют место для конкретных приложений, но выходят за рамки данной статьи.
[вверх] Металлоактивная газовая сварка (MAG), процесс 135
Сварка MAG
(Изображение любезно предоставлено Kiernan Structural Steel Ltd.)
MAG-сварка сплошным проволочным электродом — это наиболее широко используемый процесс с ручным управлением для заводских производственных работ; иногда ее называют полуавтоматической сваркой или сваркой CO 2 . Сплошной проволочный электрод из сплошной проволоки пропускается через устройство подачи проволоки к «пистолету», который обычно удерживается оператором и управляется им. Питание подается от источника выпрямителя или инвертора по соединительным кабелям к устройству подачи проволоки и кабелю горелки; электрическое подключение к проводу осуществляется через контактный наконечник на конце пистолета.Дуга защищается защитным газом, который направляется в зону сварного шва через кожух или сопло, окружающее контактный наконечник. Защитные газы обычно представляют собой смесь аргона, диоксида углерода и, возможно, кислорода или гелия.
Хорошая производительность наплавки и рабочий цикл можно ожидать от процесса, который также можно механизировать с помощью простых моторизованных кареток. Газовая защита может быть сдута сквозняками, что может вызвать пористость и возможные вредные металлургические изменения в металле шва.Таким образом, этот процесс лучше подходит для заводского производства, хотя он используется на месте, где могут быть предусмотрены эффективные укрытия. Он также более эффективен в плоском и горизонтальном положениях; Сварные швы в других положениях наплавляются с более низкими параметрами напряжения и силы тока и более подвержены дефектам плавления.
Металлоактивная газовая сварка (МАГ), процесс 135
Металлоактивная газовая сварка (MAG), процесс 135
MAG-сварка электродом с флюсовой сердцевиной, процесс 136 представляет собой разновидность, в которой используется то же оборудование, что и для MAG-сварки, за исключением того, что плавящийся проволочный электрод имеет форму трубки малого диаметра, заполненной флюсом.Преимущество использования этих проволок состоит в том, что можно использовать более высокие скорости наплавки, особенно при сварке в вертикальном положении (между двумя вертикальными поверхностями) или в верхнем положении. Наличие тонкого шлака помогает преодолевать силу тяжести и позволяет наносить сварные швы в местах с относительно высокими током и напряжением, тем самым снижая вероятность дефектов плавления. Добавки флюса также влияют на химию сварного шва и, таким образом, улучшают механические свойства соединения.
[вверх] Ручная дуговая сварка металлом (MMA), процесс 111
Этот процесс остается наиболее универсальным из всех сварочных процессов, но его использование в современной мастерской ограничено.Трансформаторы переменного тока, выпрямители постоянного тока или инверторы подают электроэнергию по кабелю на электрододержатель или клещи. Проволочный электрод с флюсовым покрытием (или «стержень») вставляется в держатель, и сварочная дуга возникает на конце электрода, когда он ударяется о заготовку. На острие электрода плавится, образуя ванну расплава, которая сплавляется с основным материалом, образуя сварной шов. Флюс также плавится, образуя защитный шлак и создавая газовую защиту, предотвращающую загрязнение сварочной ванны по мере ее затвердевания.Добавки флюса и сердечник электрода используются для влияния на химический состав и механические свойства сварного шва.
Обычно используются электроды с основным покрытием, контролируемым водородом. Эти электроды необходимо хранить и обращаться с ними в соответствии с рекомендациями производителя расходных материалов, чтобы сохранить их низкие водородные характеристики. Это достигается либо путем использования сушильных шкафов и подогреваемых колчанов для хранения и обработки продукта, либо путем приобретения электродов в герметичных упаковках, специально разработанных для поддержания низкого уровня водорода.
Недостатками процесса являются относительно низкая скорость осаждения и высокий уровень отходов, связанных с непригодными для использования концевыми штырями электродов. Тем не менее, он остается основным процессом для сварки на стройплощадке и для труднодоступных мест, где громоздкое оборудование не подходит.
Ручная дуговая сварка металлом (MMA), процесс 111
Ручная дуговая сварка металлом (MMA), процесс 111
[вверх] Дуговая сварка под флюсом (SAW), процесс 121
Оперативная сварка под флюсом
(Изображение предоставлено Mabey Bridge Ltd.)
Это, вероятно, наиболее широко используемый процесс для сварки угловых швов перемычки между стенкой и фланцем и стыковых стыковых швов толстых листов для получения отрезков фланца и стенки. В процессе процесса непрерывный провод подается через контактный наконечник, где он обеспечивает электрический контакт с мощностью от выпрямителя, в зону сварки, где он изгибается и образует ванну расплава. Сварочная ванна заполняется флюсом, подаваемым из бункера. Флюс, непосредственно покрывающий расплавленную сварочную ванну, плавится, образуя шлак и защищая сварной шов во время затвердевания; избыточный флюс собирается и повторно используется.По мере остывания сварного шва шлак замерзает и отслаивается, оставляя высококачественные профильные сварные швы.
Этот процесс по своей природе более безопасен, чем другие процессы, поскольку дуга полностью покрывается во время сварки, отсюда и термин дуга под флюсом. Это также означает, что требования к личной защите меньше. Высокая скорость наплавки — особенность процесса, поскольку он обычно механизируется на портальных установках, тракторах или другом специализированном оборудовании. Это позволяет контролировать параметры и обеспечивает точное размещение сварных швов.
Сварка под флюсом (SAW), процесс 121
Сварка под флюсом (SAW), процесс 121
[вверх] Приварка шпилек методом вытяжной дуги 783
Композитные мосты требуют приваривания соединителей со срезными шпильками к верхнему фланцу пластинчатых или коробчатых балок и в других местах, где требуется композитное воздействие стали на бетон, например.г. на интегральных абатментах. В зданиях композитные балки требуют приварки соединителей срезных шпилек к элементам либо непосредственно к верхнему фланцу, либо чаще через постоянный настил из оцинкованной стали на композитных полах, где верхний фланец балки остается неокрашенным.
Приварка шпильки к балке моста
(Изображение любезно предоставлено Mabey Bridge Ltd.)Сварка сквозных шпилек
(Изображение любезно предоставлено Structural Metal Decks Ltd.)
Метод приварки шпилек известен как процесс с натянутой дугой, и требуется специальное оборудование в виде мощного выпрямителя и специального пистолета. Шпильки загружаются в пистолет, и при электрическом контакте с изделием концевые дуги сгибаются и плавятся. Продолжительность дуги рассчитывается так, чтобы между концом стержня и основным материалом установилось расплавленное состояние. В нужный момент пистолет погружает шпильку в сварочную ванну.Керамическая манжета окружает шпильку для защиты и поддержки сварочной ванны, стабилизации дуги и формования смещенной сварочной ванны для формирования сварной манжеты. Когда сварной шов затвердевает, наконечник отслаивается. У удовлетворительных сварных швов обычно есть правильная, яркая и чистая втулка, полностью окружающая шпильку.
Приварка шпилек методом вытяжной дуги 783
[вверху] Спецификации процедуры сварки
Чертежи детализируют конструктивную форму, выбор материала и указывают сварные соединения.Подрядчик по изготовлению металлоконструкций выбирает методы сварки каждой конфигурации стыка, обеспечивающие требуемые характеристики. Прочность, вязкость разрушения, пластичность и усталость — важные металлургические и механические свойства, которые необходимо учитывать. Тип соединения, положение сварки, производительность и требования к ресурсам влияют на выбор подходящего процесса сварки.
Выбранный метод представлен в спецификации процедуры сварки (WPS), в которой подробно описана информация, необходимая для инструктирования и руководства сварщиками, чтобы обеспечить повторяемость характеристик для каждой конфигурации соединения.Пример формата WPS показан в Приложении A стандарта BS EN ISO 15609-1 [4] . Подрядчики по изготовлению металлоконструкций могут иметь свой собственный корпоративный шаблон, но все они включают важную информацию, позволяющую передать сварщику надлежащие инструкции.
Необходимо подкрепить WPS свидетельством удовлетворительных испытаний процедуры в виде протокола аттестации процедуры сварки (WPQR), подготовленного в соответствии с BS EN ISO 15614-1 [5] . Введение этого стандарта гласит, что испытания процедуры сварки, проведенные в соответствии с прежними национальными стандартами и спецификациями, не аннулируются при условии их технической эквивалентности; Для этого могут потребоваться дополнительные тесты.Основные подрядчики по изготовлению металлоконструкций в Великобритании прошли предварительную квалификацию сварочных работ, позволяющих производить удовлетворительные сварные швы в большинстве конфигураций стыков, которые могут встретиться в производстве стальных конструкций и мостов.
В случаях, когда данные предыдущих испытаний не актуальны, необходимо провести испытание процедуры сварки, чтобы установить и подтвердить пригодность предлагаемого WPS.
Руководство по спецификациям типовой процедуры сварки для стальных конструкций доступно в публикации BCSA No.58/18.
[вверх] Процедура испытаний
BS EN ISO 15614-1 [5] описывает условия для проведения испытаний процедуры сварки и пределы применимости в пределах квалификационных диапазонов, указанных в стандарте. Координатор сварки составляет предварительную спецификацию процедуры сварки (pWPS), которая является первоначальным предложением для проведения испытания процедуры. Для каждой конфигурации стыка, будь то стыковой или угловой шов, учитывается марка и толщина материала, а также ожидаемые допуски посадки, которые могут быть достигнуты на практике.Выбор процесса определяется методом сборки, положением сварки и тем, является ли механизация жизнеспособным предложением для повышения производительности и обеспечения постоянного качества сварки. Размеры подготовки швов зависят от выбора процесса, любых ограничений доступа и толщины материала.
Расходные материалы выбираются из соображений совместимости с марками материалов и достижения указанных механических свойств, в первую очередь с точки зрения прочности и ударной вязкости. Для сталей марок S355 и выше используются водородо-регулируемые изделия.
Риск водородного растрескивания, пластинчатого разрыва, растрескивания при затвердевании или любой другой потенциальной проблемы оценивается не только с целью проведения испытания, но и для предполагаемого применения процедуры сварки в проекте. Соответствующие меры, такие как предварительный или последующий нагрев, включены в pWPS.
Контроль искажений обеспечивается правильной последовательностью сварки. При необходимости вводятся обратная строжка и / или обратное шлифование для достижения целостности корневого шва.
Указаны диапазоны сварочного напряжения, тока и скорости для определения оптимальных условий сварки.
Диапазоны допуска для групп материалов, толщины и типа соединения в пределах спецификации тщательно рассматриваются, чтобы максимально использовать pWPS. Подготавливаются испытательные пластины достаточного размера для извлечения образцов для механических испытаний, включая образцы для любых дополнительных испытаний, указанных или необходимых для повышения применимости процедуры.
Пластины и pWPS передаются сварщику; испытание проводится в присутствии эксперта (обычно из независимого проверяющего органа), и ведется запись фактических параметров сварки вместе с любыми необходимыми изменениями процедуры.
Завершенные испытания передаются независимому эксперту для визуального осмотра и неразрушающего контроля в соответствии с таблицей 1 Стандарта. Затем удовлетворительные испытательные пластины отправляются на разрушающий контроль, опять же в соответствии с таблицей 1. Неразрушающие методы контроля обычно включают ультразвуковой контроль для объемного контроля и контроль магнитных частиц для выявления дефектов поверхности.
Пример испытательного образца процедуры сварки
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Существует ряд дополнительных стандартов, подробно описывающих подготовку, обработку и испытания всех типов образцов для разрушающих испытаний. Как правило, специализированные лаборатории организуют подготовку образцов для испытаний и проводят фактические механические испытания и составление отчетов. Типичные образцы для стыкового сварного шва пластины включают испытания на поперечное растяжение, испытания на поперечный изгиб, испытания на удар и образец для макроисследования, на котором проводится испытание на твердость.Для испытаний на удар минимальные требования к поглощению энергии и температура испытания обычно такие же, как и для основного материала в соединении. Целесообразно проверить все сварочные процедуры до предела возможного применения, чтобы избежать повторения подобных испытаний в будущем.
Завершенные результаты испытаний заносятся в протокол аттестации процедуры сварки (WPQR), утверждаемый экзаменатором. Типичный формат показан в Приложении А стандарта BS EN ISO 15614-1 [5] .
Существует дополнительное общее требование, касающееся испытаний процедуры сварки, согласно которому в случаях, когда грунтовки краски должны быть нанесены на работу до изготовления, они наносятся на образец материала, используемого для испытаний. На практике требуется тщательный контроль толщины краски, чтобы избежать дефектов сварки.
BS EN ISO 14555 [6] описывает метод испытаний для соединителей шпилек, приваренных дуговой сваркой. Стандарт включает требования к испытаниям, необходимым для подтверждения целостности сварных швов шпилек, а также устанавливает требования к производственным испытаниям для контроля приваривания шпилек в процессе.Допускается также квалификация, основанная на предыдущем опыте, и большинство подрядчиков по изготовлению стальных конструкций могут предоставить доказательства, подтверждающие это.
Дополнительное руководство по испытаниям процедуры сварки доступно в GN 4.02.
[вверх] Водородный крекинг
Растрескивание может привести к хрупкому разрушению соединения с потенциально катастрофическими результатами. Водородное (или холодное) растрескивание может происходить в области основного металла, прилегающей к границе плавления сварного шва, известной как зона термического влияния (HAZ).Разрушение металла сварного шва также может быть вызвано определенными условиями. Механизмы, вызывающие отказ, сложны и подробно описаны в специальных текстах.
Рекомендуемые методы предотвращения растрескивания водородом / HAZ описаны в BS EN 1011-2 [7] , приложение C. Эти методы определяют уровень предварительного нагрева для изменения скорости охлаждения, что дает время водороду для миграции на поверхность. и ускользнуть (особенно если поддерживается в виде пост-нагрева после завершения соединения) вместо того, чтобы оставаться в жестких, напряженных зонах.Предварительный нагрев не предотвращает образование микроструктур, подверженных образованию трещин; он просто снижает один из факторов, водород, так что растрескивания не происходит. Предварительный нагрев также снижает термический шок.
Подставки для предварительного нагрева
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Одним из параметров, необходимых для расчета предварительного нагрева, является подвод тепла. Заметным изменением в стандарте является отказ от термина «энергия дуги» в пользу тепловложения для описания энергии, вводимой в сварной шов на единицу длины прогона.Расчет подводимого тепла основан на сварочном напряжении, токе и скорости движения и включает коэффициент теплового КПД; формула подробно описана в BS EN 1011-1 [8] .
Высокая устойчивость и повышенные значения углеродного эквивалента, связанные с более толстыми листами и более высокими марками стали, могут потребовать более строгого контроля за процедурами. Опытные подрядчики по изготовлению металлоконструкций могут выполнить эту дополнительную операцию и соответственно учесть ее.
BS EN 1011-2 [7] подтверждает, что наиболее эффективной гарантией предотвращения водородного растрескивания является уменьшение поступления водорода в металл шва из сварочных материалов.Процессы с изначально низким водородным потенциалом эффективны как часть стратегии, так же как и принятие строгих процедур хранения и обращения с водородными электродами. Данные и рекомендации поставщиков расходных материалов служат руководством для обеспечения минимально возможных уровней водорода для типа продукта, выбранного в процедуре.
Дополнительные информативные приложения к BS EN 1011-2 [7] описывают влияние условий сварки на ударную вязкость и твердость в зоне термического влияния и дают полезные советы по предотвращению растрескивания при затвердевании и разрыва пластин.
Дополнительное руководство по крекингу водородом / HAZ доступно в GN 6.04.
[вверх] Квалификация сварщика
Квалифицированный сварщик
(Изображение любезно предоставлено Mabey Bridge Ltd.)
BS EN 1090-2 [9] требует, чтобы сварщики имели квалификацию в соответствии с BS EN ISO 9606-1 [10] . Этот стандарт предписывает испытания для аттестации сварщиков в зависимости от процесса, расходных материалов, типа соединения, положения сварки и материала.Сварщики, прошедшие успешные испытания процедуры, автоматически получают одобрение в пределах квалификационных диапазонов, указанных в стандарте. Операторы сварки должны быть аттестованы в соответствии с BS EN ISO 14732 [11] , когда сварка полностью механизирована или автоматизирована. В этом стандарте особое внимание уделяется проверке способности оператора настраивать и настраивать оборудование до и во время сварки.
Квалификация сварщика ограничена по времени и требует подтверждения действительности в зависимости от продолжительности работы, участия в работе соответствующего технического характера и удовлетворительной работы.Продление квалификации сварщика зависит от записанных подтверждающих свидетельств, демонстрирующих продолжающуюся удовлетворительную работу в пределах исходного диапазона испытаний, и доказательства должны включать либо объемные разрушающие испытания, либо разрушающие испытания. Успех всех сварочных операций зависит от персонала, имеющего соответствующую подготовку и регулярного контроля компетентности посредством инспекций и испытаний.
[вверх] Контроль и испытания
BS EN 1090-2 [9] устанавливает объем проверки до, во время и после сварки и дает критерии приемки, связанные с классом исполнения.Большинство испытаний неразрушающие; Разрушающие испытания проводятся только на отводных плитах.
[вверх] Неразрушающий контроль
Контроль сварных швов с помощью магнитных частиц (MPI)
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Неразрушающий контроль проводится в соответствии с принципами BS EN ISO 17635 [12] . Для стальных конструкций основными методами являются визуальный контроль после сварки (см. GN 6.06), магнитопорошковый контроль (обычно сокращенно MPI или MT) для поверхностного контроля сварных швов (см. GN 6.02) и ультразвуковой контроль (UT) для подповерхностного контроля сварных швов (см. GN 6.03). Радиографические испытания также упоминаются в BS EN 1090-2 [9] . Радиография требует строгого контроля здоровья и безопасности; это относительно медленно и требует специального оборудования. Использование этого метода для стальных конструкций уменьшилось по сравнению с более безопасным и портативным оборудованием, используемым в UT.Безопасные запретные зоны необходимы как на производстве, так и на месте во время рентгенографии. Однако рентгенография может использоваться для уточнения природы, размеров или степени множественных внутренних дефектов, обнаруженных ультразвуком.
Технические специалисты с признанным обучением и квалификацией в соответствии с BS EN ISO 9712 [13] требуются для всех методов неразрушающего контроля.
BS EN 1090-2 [9] требует, чтобы все сварные швы подвергались визуальному контролю по всей их длине.С практической точки зрения сварные швы следует визуально осматривать сразу после сварки, чтобы гарантировать своевременное устранение очевидных дефектов поверхности.
Дальнейшие требования к неразрушающему контролю основаны на эксплуатационных методах и требуют более строгой проверки первых пяти соединений новых технических требований к процедуре сварки, чтобы установить, что эта процедура способна производить сварные швы соответствующего качества при внедрении в производство. Затем указываются дополнительные неразрушающие испытания, основанные на типах соединений, а не на конкретных критических соединениях.Цель состоит в том, чтобы опробовать различные сварные швы в зависимости от типа соединения, марки материала, сварочного оборудования и работы сварщиков и, таким образом, поддерживать общий мониторинг производительности.
Если указано частичное или процентное обследование, руководство по выбору продолжительности испытания дано в BS EN ISO 17635 [12] ; При обнаружении недопустимых разрывов площадь исследования соответственно увеличивается.
BS EN 1090-2 [9] также включает в таблицу минимальное время выдержки перед дополнительным неразрушающим контролем в зависимости от размера сварного шва, подводимой теплоты и марки материала.
Признавая, что там, где требования к усталостной прочности более обременительны и требуется более строгая проверка, BS EN 1090-2 [9] действительно предусматривает спецификацию выполнения проекта для определения конкретных соединений для более высокого уровня проверки вместе с объемом и метод тестирования.
Для класса EXC3 критерием приемлемости дефектов сварного шва является уровень качества B стандарта BS EN ISO 5817 [14] . Там, где необходимо достичь повышенного уровня качества для удовлетворения конкретных требований к усталостной прочности, BS EN 1090-2 [9] дает дополнительные критерии приемлемости с точки зрения категории деталей в BS EN 1993-1-9 [15] на расположение сварного шва.
Как правило, дополнительные критерии приемки практически не достижимы при обычном производстве. Стандартные испытания процедуры сварки и квалификационные испытания сварщика не оцениваются по требованиям этого уровня. Если необходимо достичь такого уровня качества, требования должны быть сосредоточены на соответствующих деталях соединения, чтобы подрядчик имел возможность подготовить спецификации процедуры сварки, квалифицировать сварщиков и соответствующим образом разработать методы контроля и испытаний.
Неразрушающий контроль
[вверх] Разрушающее испытание
В стандарте BS EN 1090-2 [9] нет требований о проведении разрушающих испытаний поперечных соединений в натяжных фланцах. Тем не менее, объем для определения конкретных соединений для проверки позволит в спецификации проекта испытать, например, образцы от «стекающих» пластин, прикрепленных к встроенным стыковым сварным швам. Дополнительно производственные испытания могут быть указаны для: марок стали выше S460; угловые швы, в которых используются характеристики глубокого проплавления сварочного процесса; для мостовидных ортотропных настилов, где требуется макросъемка для проверки проплавления сварного шва; и на соединениях ребер жесткости с соединительными пластинами.
[вверх] Производственные испытания приварки шпилек
Испытание на изгиб приварной шпильки
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Сварные шпильки для соединителей, работающих на сдвиг, исследуются и испытываются в соответствии с BS EN ISO 14555 [6] . В стандарте подчеркивается необходимость контроля процесса до, во время и после сварки. Предпроизводственные испытания используются для подтверждения процедуры сварки и, в зависимости от области применения, включают испытания на изгиб, испытания на растяжение, испытания на крутящий момент, макросъемку и радиографическое обследование.
Производственные испытания сварных швов также требуются для приварки шпилек с дугой протяжки. Они должны выполняться производителем до начала сварочных работ на конструкции или группе аналогичных конструкций и / или после определенного количества сварных швов. Каждое испытание должно состоять как минимум из 10 сварных шпилек и быть испытано / оценено в соответствии с требованиями BS EN ISO 14555 [6] . Количество необходимых тестов должно быть указано в спецификации контракта.
[вверх] Качество сварки
Влияние дефектов на характеристики сварных соединений зависит от приложенной нагрузки и свойств материала.Эффект также может зависеть от точного расположения и ориентации дефекта, а также от таких факторов, как рабочая среда и температура. Основное влияние дефектов сварного шва на эксплуатационные характеристики стальных конструкций заключается в повышении риска разрушения из-за усталости или хрупкого разрушения.
Типы дефектов сварки можно разделить на одну из нескольких общих рубрик:
- Трещины.
- Плоские дефекты, кроме трещин, например непробиваемость, отсутствие плавления.
- Шлаковые включения.
- Пористость, поры.
- Поднутрения или дефекты профиля.
Трещины или плоские дефекты, проникающие через поверхность, потенциально являются наиболее серьезными. Включения вкрапленного шлака и пористость вряд ли станут причиной разрушения, если только они не будут чрезмерными. Подрезание обычно не является серьезной проблемой, если не существуют значительные растягивающие напряжения поперек стыка.
Путем выбора класса исполнения в BS EN 1090-2 [9] устанавливаются критерии приемки, при превышении которых дефект считается дефектом.
Если дефекты обнаружены в результате осмотра и испытаний во время производства, вероятно, потребуется обработка после сварки (см. GN 5.02) или другие меры по исправлению положения, хотя во многих случаях конкретный дефект можно оценить по концепции « пригодность для цели ». Такое принятие зависит от фактических уровней напряжения и значимости усталости на месте. Это вопрос быстрой консультации между подрядчиком по изготовлению металлоконструкций и проектировщиком, поскольку, если это приемлемо, можно избежать дорогостоящего ремонта (и возможности появления дополнительных дефектов или деформации).
Руководство по контролю качества сварных швов и контролю сварных швов доступно в BCSA № 54/12 и GN 6.01.
[вверх] Список литературы
- ↑ BS EN ISO 22553: 2013, Сварка и родственные процессы. Символическое изображение на чертежах. Сварные соединения. BSI.
- ↑ BS EN 1993-1-8: 2005, Еврокод 3. Проектирование стальных конструкций. Дизайн стыков, BSI
- ↑ BS EN ISO 4063: 2010, Сварка и родственные процессы. Номенклатура процессов и ссылочные номера, BSI
- ↑ BS EN ISO 15609-1: 2019, Технические требования и аттестация процедур сварки металлических материалов.Спецификация процедуры сварки. Дуговая сварка, BSI
- ↑ 5,0 5,1 5,2 BS EN ISO 15614-1: 2017, Технические условия и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов, BSI
- ↑ 6,0 6,1 6,2 BS EN ISO 14555: 2017, Сварка. Дуговая сварка металлических материалов, BSI
- ↑ 7,0 7.1 7.2 BS EN 1011-2: 2001, Сварка. Рекомендации по сварке металлических материалов. Дуговая сварка ферритных сталей, BSI
- ↑ BS EN 1011-1: 2009, Сварка. Рекомендации по сварке металлических материалов. Общее руководство по дуговой сварке, BSI
- ↑ 9,0 9,1 9,2 9,3 9,4 9,5 9,6 9,7 9,8 BS EN 1090-2: 2018, Производство стальных и алюминиевых конструкций.Технические требования к стальным конструкциям, BSI
- ↑ BS EN ISO 9606-1: 2017 Квалификационные испытания сварщиков. Сварка плавлением. Стали, BSI
- ↑ BS EN ISO 14732: 2013. Сварочный персонал. Квалификационные испытания сварщиков и наладчиков швов для механизированной и автоматической сварки металлических материалов BSI
- ↑ 12,0 12,1 BS EN ISO 17635: 2016, Неразрушающий контроль сварных швов. Общие правила для металлических материалов, BSI
- ↑ BS EN ISO 9712: 2012.Неразрушающий контроль. Квалификация и сертификация персонала по неразрушающему контролю, BSI
- ↑ BS EN ISO 5817: 2014, Сварка. Соединения, сваренные плавлением стали, никеля, титана и их сплавов (за исключением лучевой сварки). Уровни качества для выявления недостатков, BSI
- ↑ BS EN 1993-1-9: 2005, Еврокод 3. Проектирование стальных конструкций. Усталость, BSI
[вверх] Ресурсы
- Стальные здания, 2003 г. (Публикация № 35/03), BCSA
- Стальные мосты: практический подход к проектированию для эффективного изготовления и строительства, 2010 г. (Публикация №51/10), BCSA
- Национальные технические условия на стальные конструкции (6-е издание), публикация № 57/17, BCSA 2017
- Национальные технические условия на стальные конструкции (7-е издание), 2020 г. (Публикация № 62/20), BCSA
- Типовые спецификации процедуры сварки металлоконструкций — Второе издание, 2018 г. (Публикация № 58/18), BCSA
- Высокопрочные стали для применения в конструкциях: Руководство по производству и сварке, 2020 г. (Публикация № 62/20), BCSA
- Руководство по контролю сварных швов металлоконструкций, 2012 г. (публикация №54/12), BCSA
- Hendy, C.R .; Ильес, округ Колумбия (2015) Steel Bridge Group: Рекомендации по передовой практике в строительстве стальных мостов (6-й выпуск). (P185). SCI
[вверх] Дополнительная литература
- Руководство проектировщика металлоконструкций (7-е издание), 2011 г., глава 26 — Сварные швы и проектирование для сварки, Институт стальных конструкций.
[вверху] См. Также
Сравнение использования рутиловых и целлюлозных электродов
На рынке доступно множество типов ручных электродов для сварки металлической дугой (MMA).В зависимости от основной составляющей флюса они делятся на три категории: целлюлозные, рутиловые и основные. Все электроды состоят из сердечника (обычно диаметром 2,5–6 мм), покрытого флюсом. Сердечник проволоки обычно изготавливается из низкокачественной стали с ободком, а флюсы содержат множество элементов, позволяющих улучшить микроструктуру сварного шва.
Состав флюса влияет на поведение электродов. Основные составляющие различных типов электродов и защитный газ, создаваемый для каждого из них, описаны в таблице 1 (Bowniszewski, 1979).
Таблица 1 Основная составляющая трех возможных типов электродов и защитный газ, создаваемый при их сгорании
| Тип электрода | Основной компонент | Создаваемый защитный газ |
|---|---|---|
| Рутил | Титания (TiO2) | В основном CO2 |
| Базовый | Соединения кальция | В основном CO2 |
| целлюлозная | Целлюлоза | Водород + CO2 |
Основные характеристики электродов из ММА подробно описаны (Bosward, 1980).Следующие параграфы представляют собой обзор интересующих характеристик электродов общего назначения (рутиловых и целлюлозных).
Электрод рутиловый
Разница между электродами E6012 и E6013 заключается в том, что покрытие E6012 содержит натрий, а покрытие E6013 — калий. Оба они могут работать от постоянного тока (DC +), но только последний подходит для работы от переменного тока (AC). Рекомендуется работать с постоянным током, чтобы уравновесить неустойчивость руки сварщика.
Благодаря высокому содержанию диоксида титана (также называемого диоксидом титана) рутиловый электрод дает гладкую поверхность валика, легко удаляет шлак и гладкую дугу. Во время горения флюсовое покрытие в основном образует диоксид углерода.
Этот флюс также содержит целлюлозу. Несмотря на то, что содержание целлюлозы намного ниже, чем в целлюлозном электроде (до 10% по Бонишевски), ее присутствие, наряду с влагой, означает, что эти электроды выделяют относительно высокий уровень водорода: до 25 мл / 100 г металла шва (Веб-сайт TWI).Это ограничивает их использование низкоуглеродистыми сталями толщиной менее 25 мм и тонкослойными низколегированными сталями типа C / Mo и 1Cr1 / 2Mo (веб-сайт TWI).
Рутиловые электроды можно использовать для сварки во всех положениях, кроме вертикального нижнего положения. Осаждение можно улучшить, добавив железный порошок, что приведет к осаждению большего количества металла при том же токе. Однако электроды с добавлением железного порошка можно использовать только в плоском положении.
Рутиловые электроды имеют среднюю глубину проплавления, тихую дугу и создают небольшое количество брызг (Bosward, 1980).Они образуют большое количество саморастворяющегося шлака, который после сварки требует минимальной очистки.
Это, вероятно, наиболее широко используемые электроды общего назначения (веб-сайт TWI). Однако эти электроды не следует использовать на конструкциях, где требуется высокая прочность (Bosward, 1980). В таблице 2 приведены их механические свойства.
Таблица 2 Типичные механические свойства, полученные с E6012 и E6013 AWS A5.1 / A5.1M, 2012
| Требование к ударной вязкости (AWS после сварки) | Температура испытания | Требование предела текучести (МПа) | Типичное требование к пределу прочности (МПа) |
|---|---|---|---|
| E6012 | |||
| Не указано | 0 ° С | 330 | 430 |
| E6013 | |||
| Не указано | 0 ° С | 330 | 430 |
Электрод целлюлозный
Подобно рутиловым электродам, целлюлозные электроды E6010 и E6011 отличаются электрическими параметрами, используемыми во время сварки, и типом покрытия.Покрытие E6010 содержит натрий; E6011 содержит калий. Оба они могут работать от постоянного тока (DC +), но только последний подходит для работы от переменного тока (AC). Процесс MMA можно использовать в DCEN, DCEP или AC, но снова рекомендуется постоянный ток, чтобы уравновесить неустойчивость руки сварщика.
Газовая защита, образующаяся при сжигании целлюлозы, содержит водород, монооксид углерода и диоксид углерода. В сварном шве можно найти от 30 до 45 мл водорода на 100 г (веб-сайт TWI).Это имеет два последствия: хорошая защита сварочной ванны и высокий уровень диффузионного водорода в металле шва и зоне термического влияния (HAZ). Высокий процент водорода является причиной высокой скорости осаждения и более глубокого проникновения из-за образования пробивной дуги (Clyne, 1984), благодаря которой этот тип электродов хорошо известен.
Еще одним следствием содержания водорода в газовой защите является потребность в более высоком напряжении (около 70 В).
Однако основным недостатком этого электрода является высокое содержание водорода в защитном газе.Это вызывает высокий уровень диффузионного водорода в сварном шве, который является одним из параметров, влияющих на водородное растрескивание (также называемое холодным растрескиванием), если не соблюдаются надлежащие методы и не принимаются профилактические меры.
Высокий уровень водорода означает, что любая сталь, сваренная этими электродами, должна иметь очень высокую стойкость к образованию водородных холодных трещин (веб-сайт TWI). Эти электроды в основном используются для обработки низкоуглеродистой нелегированной стали. Их следует использовать только с учетом состава стали, ограничений и необходимости предварительного нагрева.
Еще одно преимущество целлюлозных электродов — их способность сваривать в положении трубопровода печи (или вертикально вниз). Электроды E6010 иногда называют «электродами для печной трубы». Это положение может улучшить сварной шов и помогает повысить эффективность и производительность благодаря быстрому охлаждению шлака.
Этот метод сварки должен выполняться опытным сварщиком, который может быстро наложить сварные швы, чтобы поддерживать условия горячей сварки и обеспечить выход водорода.При работе с толстостенными трубами сварщик может столкнуться с трудностями при управлении сварочной ванной из-за ее увеличения в размере и риска выхода за пределы дуги и затопления стыка (Spiller, 1991). Следует отметить, что для любого типа целлюлозного электрода требуется высококвалифицированный сварщик, поэтому сварка печных труб не должна производиться без осторожности и подтверждения компетентности сварщика.
Количество образовавшихся брызг ограничит использование очень сильного тока (Bosward, 1980). Большое количество дыма вырабатывается целлюлозными электродами (Welding and Cutting, 2013), но количество шлака, которое нужно удалить после каждого сварного шва, невелико (веб-сайт TWI).
Механические свойства целлюлозных электродов представлены в таблице 3. Значения ударной вязкости доступны до -30 ° C в состоянии после сварки.
Таблица 3 Типичные механические свойства, полученные с E6010 и E6011, AWS A5.1 / A5.1M, 2012 г.
| Требуемая прочность на удар (AWS после сварки) | Температура испытания | Типичный предел текучести (МПа) | Типичный предел прочности на разрыв (МПа) |
|---|---|---|---|
E6010 | |||
| 27J | -30 ° С | 330 | 430 |
| E6011 | |||
| 27J | -30 ° С | 330 | 430 |
Его характеристики глубокого проникновения, высокая скорость наплавки и возможность использования в вертикальном нижнем положении означают, что в основном эти электроды используются для прокладки трубопроводов по пересеченной местности, хотя они используются в более ограниченной степени для сварки резервуаров для хранения. (Веб-сайт TWI).
В более промышленных условиях использование этого типа электродов обычно ограничивается корневым проходом процедуры сварки. После корневого прохода в течение следующих десяти минут следует нанести горячий проход, чтобы ограничить охлаждение сварочного прохода и позволить водороду уйти. Это ограничение должно быть указано в спецификации процедуры сварки.
Опять же, эти электроды требуют квалифицированного сварщика. Это особенно актуально при работе с трубой с наружным диаметром менее восьми дюймов, поскольку положение сварки вертикально вниз может быть затруднено.
Заключение сравнения
В соответствии с европейским стандартом (EN 1011-2: 2004) необходимая температура и продолжительность предварительного нагрева могут быть определены в зависимости от углеродного эквивалента стали и количества диффундирующего водорода, создаваемого электродом. Это определяет, где электроды классифицируются по пятибалльной шкале, от A до E.
Категория A соответствует электродам, создающим количество диффундирующего водорода более 15 мл / 100 г наплавленного металла.Категория E относится к электродам, создающим количество диффундирующего водорода менее 3 мл / 100 г наплавленного металла. Оба типа электродов относятся к категории А для определения предварительного нагрева.
Согласно Бонишевски (1979), несмотря на приемлемое качество и прочность сварного шва, полученного с помощью целлюлозных электродов (100 Дж Шарпи-V, полученного при -10 ° C), из-за требуемой высокой температуры предварительного нагрева их обычно избегают при высокотехнологичном производстве. такие как морские сооружения или сосуды под давлением
Электроды из целлюлозы сложнее использовать и, следовательно, требуют квалифицированного сварщика.Их большим преимуществом является повышенная скорость, которую они обеспечивают при сварке печных труб или сварке вертикально вниз, но не в качестве сварки. Они подходят в случаях, когда необходимо сваривать большое количество труб или требуется много вертикальной сварки вниз, а не для разовых работ. Скорость движения может достигать 300 мм / мин.
В любом случае использование целлюлозных электродов обычно ограничивается корневым запуском многопроходной процедуры. Использование горячего прохода жизненно важно в случае целлюлозных электродов.
В следующей таблице приведены результаты сравнения и предыдущие выводы.
Таблица 4 Сравнение характеристик электродов
| Характеристика | Рутиловый электрод | Целлюлозный электрод |
|---|---|---|
| Ток (A) | Нижний | Высшее |
| Напряжение (В) | Нижний | Высшее |
| Проникновение | Нижний | Высшее |
| Количество брызг | Нижний | Высшее |
| Удаление шлака | Самостоятельная разблокировка | Требуется чистка зубов |
| Очистка | Очень мало требуется | Всегда нужен |
| Позиция | Все, кроме вертикального вниз | Все, включая трубу печи / вертикально вниз |
| Простота использования | Легко | Требуется квалифицированный сварщик |
| Создание дыма | Меньшее количество дыма | Больше дыма |
| Риск водородного растрескивания | Низкий риск при правильном предварительном нагреве | Высокий риск |
| Одно- или многопроходная сварка | Однопроходный и многопроходный | Многопроходный |
| Меры предосторожности при предварительном нагреве | Требуется предварительный нагрев в соответствии с BS EN ISO 1011-2: 2004 | Требуется предварительный нагрев в соответствии с BS EN ISO 1011-2: 2004 |
| Термическая обработка после сварки | Обжиг водорода может быть использован для удаления диффундирующего водорода |
Рекомендации и передовые методы предотвращения водородного растрескивания в случае использования целлюлозного электрода
Водородное растрескивание происходит при температуре, близкой к температуре окружающей среды, если соблюдены три условия: диффузионный водород в сварном шве, растягивающие напряжения и восприимчивая микроструктура (Kihara, 1970).
Напряжения растяжения невозможно избежать, но их можно уменьшить с помощью разумного дизайна. Микроструктуру можно до некоторой степени контролировать, выбирая материал, менее чувствительный к водородному растрескиванию (с низким углеродным эквивалентом [EN 1011-2: 2004]). Наконец, снижением содержания диффундирующего водорода в сварном шве можно управлять, выбирая расходный материал с низким содержанием водорода (чего нельзя сказать о целлюлозном электроде) или улучшая выделение водорода сварным швом.
Содержание водорода в металле шва зависит от скорости охлаждения от температуры сварки (Folkhard et al, 1973).Для сравнения: образцы, извлеченные после сварки целлюлозными электродами и охлажденные на неподвижном воздухе, имеют более низкое содержание диффундирующего водорода, чем образцы, закаленные в ледяной воде. Скорость охлаждения можно уменьшить, увеличив температуру предварительного нагрева и промежуточного прохода.
При увеличении толщины увеличивается время дегазации (и время сварки) сварного шва, и поэтому увеличивается количество дегазирующего водорода. Кроме того, дополнительное тепло следующего цикла приводит к дегазации ранее нанесенного валика и к более тонкой микроструктуре.Однако остаточные напряжения увеличиваются.
Условия охлаждения корневого шва имеют решающее значение для содержания водорода в сварном шве. Рафинирование или повторный нагрев второго прохода способствует выделению диффундирующего водорода.
Дополнительные рекомендации и передовой опыт использования целлюлозных электродов
Прежде всего, только сварщикам, имеющим недавнюю квалификацию, относящуюся к использованию целлюлозных электродов, должно быть разрешено выполнять с ними любые сварочные работы.
Перед сваркой следует применять предварительный нагрев, идентичный тому, который требуется для рутиловых электродов, чтобы снизить скорость охлаждения сварного шва и обеспечить выделение водорода.
Использование целлюлозных электродов должно быть ограничено корневым проходом и всегда должно сопровождаться горячим проходом с другим электродом, чтобы обеспечить удаление большей части диффузионного водорода и улучшение макроструктуры сварного шва. Кроме того, следует избегать однопроходных угловых швов, так как это может повысить чувствительность к водородному растрескиванию. Это связано с тем, что твердость HAZ и количество диффундирующего водорода, вероятно, будут выше без последующего повторного нагрева из последовательных проходов.
Электроды из целлюлозы не следует сушить, поскольку они используют водород из атмосферы для защиты сварочной ванны. Их следует использовать прямо из упаковки производителя. Если электрод влажный, его можно сушить в духовке при 120 ° C. Если электроды намокнут, их нужно выбросить. Руководство по расходуемому хранилищу можно найти в AWS A5.1 / A5.1M.
Список сварочных процессов — Infogalactic: ядро планетарных знаний
Это список сварочных процессов , разделенных на соответствующие категории.Соответствующие ссылочные номера N (второй столбец) указаны в ISO 4063 (в Европейском Союзе опубликован как EN ISO 4063 ). [1] Цифры в скобках устарели и были удалены из текущей (1998 г.) версии ISO 4063. Справочные коды AWS Американского сварочного общества обычно используются в Северной Америке. [2]
Дуговая сварка
| Имя | N | AWS | Характеристики | Приложения |
|---|---|---|---|---|
| Сварка атомарным водородом | (149) | AHW | Два металлических электрода в атмосфере водорода | Исторический |
| Дуговая сварка незащищенным металлом | (113) | BMAW | Расходуемый электрод, без флюса или защитного газа | Исторический |
| Углеродная дуговая сварка | (181) | CAW | Угольный электрод, исторический | Медь, ремонтная (ограниченная) |
| Дуговая сварка порошковой проволокой | 136 137 | FCAW FCAW-S | Непрерывный плавящийся электрод, заполненный флюсом | Промышленность, строительство |
| Газовая дуговая сварка металлическим электродом [3] | 131 135 | GMAW | Расходуемый электрод непрерывного действия и защитный газ | Промышленность |
| Газовая дуговая сварка вольфрамом [4] | 141 | GTAW | Неплавящийся электрод, медленная сварка высокого качества | Аэрокосмическая промышленность, строительство (трубопроводы), инструмент и матрицы |
| Плазменная сварка | 15 | PAW | Неплавящийся электрод, ограниченная дуга | НКТ, КИП |
| Дуговая сварка в экранированном металле [5] | 111 | SMAW | Расходный электрод, покрытый флюсом, может сваривать любой металл, если у него есть правильный электрод | Строительство, на открытом воздухе, техническое обслуживание |
| Сварка под флюсом | 121 | ПИЛА | Автоматический, дуга, погруженная в гранулированный флюс | |
| Дуговый стык с магнитным приводом | 185 | МИАБ | оба конца трубки — электроды; нет защитного газа; дуга быстро вращается вдоль края под действием приложенного магнитного поля | трубопроводы и трубки |
Газовая сварка в кислородном режиме
| Имя | N | AWS | Характеристики | Приложения |
|---|---|---|---|---|
| Сварка ацетилена на воздухе | (321) | AAW | Процесс химической сварки, не популярный | Limited |
| Кислородно-ацетиленовая сварка | 311 | OAW | При сжигании ацетилена кислородом образуется высокотемпературное пламя, недорогое оборудование | Техническое обслуживание, ремонт |
| Сварка кислородом / пропаном | 312 | Газовая сварка пламенем кислород / пропан | ||
| Водородно-кислородная сварка | 313 | OHW | При сжигании водорода с кислородом образуется пламя | Limited |
| Газовая сварка под давлением | PGW | Газовое пламя нагревает поверхности, и давление создает сварной шов | Труба железнодорожных рельсов (ограниченная) |
Сварка сопротивлением
| Имя | N | AWS | Характеристики | Приложения |
|---|---|---|---|---|
| Точечная контактная сварка | 21 | RSW | Два заостренных электрода подают давление и ток к двум или более тонким деталям | Автомобильная промышленность, авиакосмическая промышленность |
| Сварка контактным швом | 22 | RSEW | Два электрода в форме колеса катятся по заготовке с приложением давления и тока | Аэрокосмическая промышленность, стальные барабаны, трубы |
| Рельефная сварка | 23 | PW | Полуавтоматический, автоматический, Сварные швы локализуются в заранее определенных точках. | |
| Сварка оплавлением | 24 | FW | ||
| Сварка с осадкой | 25 | UW | Поверхности стыкового соединения, нагретые и сведенные вместе силой |
Сварка в твердом состоянии
| Имя | N | AWS | Характеристики | Приложения |
|---|---|---|---|---|
| Коэкструзионная сварка | CEW | Экструзия разнородных металлов через одну и ту же матрицу | Соединение коррозионно-стойких сплавов с более дешевыми сплавами | |
| Сварка холодным давлением | 48 | CW | Соединение мягких сплавов, таких как медь и алюминий, при температуре ниже их точки плавления | Электрические контакты |
| Диффузионная сварка | 45 | DFW | Линия сварного шва не видна | Титановое рабочее колесо насоса |
| Сварка взрывом | 441 | EXW | Соединение разнородных материалов, e.г. коррозионно-стойкие сплавы к конструкционным сталям | Муфты переходные для химической промышленности и судостроения. Биметаллические трубопроводы |
| Электромагнитная импульсная сварка | Трубы или листы ускоряются электромагнитными силами. При ударе выделяются оксиды | Автомобильная промышленность, сосуды под давлением, соединения из разнородных материалов | ||
| Кузнечная сварка | (43) | FOW | Самый старый сварочный процесс в мире.Окислы необходимо удалять флюсом или пламенем. | Дамасская сталь |
| Сварка трением | 42 | FRW | Тонкая зона термического влияния, оксиды, разрушенные трением, требуют достаточного давления | Аэрокосмическая промышленность, железнодорожный, наземный транспорт |
| Сварка трением с перемешиванием | FSW | Вращающийся нерасходуемый инструмент перемещается по линии стыка | Судостроение, авиакосмическая промышленность, железнодорожный подвижной состав, автомобильная промышленность | |
| Сварка горячим давлением | л.с. | Металлы сжимаются при повышенных температурах ниже точки плавления в вакууме или в атмосфере инертного газа | Аэрокосмические компоненты | |
| Сварка горячим изостатическим давлением | 47 | л.с. | Горячий инертный газ создает давление внутри сосуда высокого давления, т.е.е. автоклав | Аэрокосмические компоненты |
| Рулонная сварка | РЯД | Биметаллические материалы соединяются между двумя вращающимися колесами | Материалы разнородные | |
| Ультразвуковая сварка | 41 | USW | Энергия высокочастотной вибрации применяется к фольге, тонким металлическим листам или пластмассам. | Солнечная промышленность. Электроника. Задние фонари автомобилей. |
Другая сварка
| Имя | N | AWS | Характеристики | Приложения |
|---|---|---|---|---|
| Электронно-лучевая сварка | 51 511 | EBW | Глубокое проникновение, быстрое, высокая стоимость оборудования | |
| Электрошлаковая сварка | 72 | ESW | Быстрая сварка толстых деталей, вертикальное положение, только сталь, непрерывный расходуемый электрод . | Производство толстолистовых листов, строительство, судостроение. |
| Сварка потоком | ||||
| Индукционная сварка | 74 | IW | ||
| Лазерная сварка | 521 522 | LBW | Глубокое проникновение, быстрое, высокая стоимость оборудования | Автомобильная промышленность |
| Гибридная лазерная сварка | Сочетает LBW с GMAW в одной сварочной головке, способна перекрывать зазоры до 2 мм (между пластинами), что ранее было невозможно только с LBW. | Автомобильная промышленность, судостроение, металлургическая промышленность | ||
| Ударная сварка | 77 | PEW | После электрического разряда прикладывается давление, которое сплачивает материалы вместе | Детали коммутационных аппаратов |
| Термитная сварка | 71 | TW | Экзотермическая реакция между порошком алюминия и порошком оксида железа | Железнодорожные пути |
| Электрогазовая сварка | 73 | Непрерывный расходуемый электрод, вертикальное расположение, только сталь | Резервуары, судостроение | |
| Приварка шпилек | 78 | Приваривает шпильки к основному материалу нагревом и давлением |
Примечания и ссылки
- ↑ ISO 4063: «Сварка и родственные процессы. Номенклатура процессов и ссылочные номера» (1998)
- ↑ «Справочник по контролю за сваркой», 3-е издание, Американское сварочное общество, ISBN 0-87171-560-0, Майами, Флорида, стр.10-11 (2000)
- ↑ Также известна как сварка в среде инертного газа (MIG) или сварка в среде активного газа (MAG).
- ↑ Также известна как сварка вольфрамовым электродом в среде инертного газа (TIG).
- ↑ Также известна как ручная дуговая сварка металлом (MMA) или ручная сварка.
См. Также
Внешние ссылки
Сварочные электроды из нержавеющей стали, Сварочное оборудование MIG MAG, Оборудование для сварки Tig, Сварка никеля, Thane, Индия
Нержавеющая сталь в первую очередь была разработана для придания коррозионной стойкости.Есть некоторые другие требования, которые должны выполняться в каждой нержавеющей стали. применение. Они могут включать коррозионную стойкость в конкретной среде, предотвращение загрязнения продукта, устойчивость к окислению и карбонизации при повышенных температурах, а также возможность обеспечить необходимые механические сила. Существует несколько марок нержавеющих сталей, которые можно широко использовать. сгруппированы в серии 300, 400 и другие. Нержавеющая сталь серии 300 содержат железо, хром, никель и углерод, а также основные ингредиенты.400 Серии нержавеющих сталей в основном содержат железо, хром и углерод. ингредиенты. Не все серии 400 пригодны для сварки.
Свариваемые нержавеющие стали серии 400 также называются прямыми хромистыми сталями. поскольку их основным легирующим элементом является хром. Серии 400 можно разделить на ферритные и мартенситные марки. Каждый класс требует разных температуры предварительного нагрева и сварки между проходами. Мартенситные марки содержат хрома от 11 до 14% и закаливаются на воздухе, если не модифицированы добавлением уровни алюминия, титана, колумбия или углерода ниже 0.1%. Эти модифицированные сорта а более высокие марки хрома до 30% заметно снижают прокаливаемость. и называются ферритными нержавеющими сталями.
Вторая группа нержавеющих сталей — серия 300. Эти оценки очень популярны в производственной индустрии, так как они могут выдерживать различные коррозионные среды. Содержание хрома в этих сталях составляет от 16% до 30%, и содержание никеля от 5% до 35%. Их называют аустенитными сталями, поскольку В микроструктуре этих марок преобладает аустенит.Тем не менее, там это феррит нескольких марок. Остальные марки, не содержащие ферриты называются полностью аустенитными. Небольшое количество феррита необходимо для предотвращения растрескивания при затвердевании сварных швов. Однако в некоторых среды, феррит вызывает коррозию, и единственный выбор для такой среды — выбрать для полностью аустенитных марок. Полностью аустенитные марки дают начало микротрещины во время сварки, которые можно устранить, выбрав низкий нагрев процессы ввода вместе с ограниченными легкоплавкими компонентами в сварном шве металл.
В дополнение к сериям 300 и 400 нержавеющая сталь также классифицируется как 200 Series, 505, 505 модифицированный, 630, 2209, 2253 и т. д. Эти продукты используются для конкретных целей, которые будут обсуждаться в соответствующих пунктах описание на следующих страницах. Однако дуплексные и супердуплексные нержавеющие Особого упоминания заслуживают стали.
Требования к сварке наверх
При сварке нержавеющих сталей необходимо учитывать три фактора:
Тип нержавеющей стали, подлежащей сварной.
Процесс сварки.
Деформация из-за сварки.
Сварка нержавеющих сталей серии 300 наверх
Серия 300 состоит из материалов двух типов: те, которые содержат феррит и аустенит; и те, которые содержат только аустенит.
Ни для чего из вышеперечисленного не требуется предварительный нагрев, температура между проходами или послесварочный шов. термическая обработка. Однако перед сваркой рекомендуется нагреть до 150 градусов по Фаренгейту. для испарения конденсата из шва. Нержавеющие стали, которые делают Стали, не содержащие феррита, называются полностью аустенитными сталями. Эти материалы склонны к образованию микротрещин во время сварки. Образование микротрещин можно избежать, выбрав процесс сварки с низким тепловложением, такой как TIG. или экранированная металлическая дуга с электродами диаметром до 1/8 дюйма.Расходные материалы выбранные для сварки эти материалы должны обеспечивать наплавку металла шва с низким содержанием примесей и легкоплавких компонентов. Сварка аустенитные нержавеющие стали с содержанием феррита более 10% следует производить с низким температура между проходами во избежание теплового охрупчивания, которое может произойти от 800 до 1100 градусов по Фаренгейту. Некоторые сорта, такие как 309L, 309LSi и 312, которые содержат более высокий феррит, используются для сварки разнородных металлов, в которые вызывают образование феррита в наплавленном шве после разбавления из основные материалы, должны быть приняты во внимание.Если феррит после слишком низкое разбавление — скажем, менее 2FN или меньше — может возникнуть проблема микротрещины в сварных швах. Если полученный феррит слишком высок, такие сварные швы подвергаются более быстрому охрупчиванию, поэтому рекомендуется ограничить количество таких сварных швов одним или два слоя.
Сварка нержавеющих сталей серии 400 наверх
Сварка большинства нержавеющих сталей серии 400 требует технического обслуживания. температуры предварительного нагрева и промежуточного прохода, а в некоторых случаях — нагрев после сварки, чтобы избежать образование хрупкой структуры, называемой мартенситом.
Ферритные сплавы Techalloy 405, 409Cb и 430 не требуют предварительно нагреть, но желательно нагреть до 200 градусов по Фаренгейту, чтобы избежать возможных образование мартенсита. Techalloy 420 — мартенситный сорт, чрезвычайно прочный. чувствительны к закалке на воздухе, и их следует предварительно нагревать и сваривать при температуре выше 600 градусов F. и подвергали послесварочному нагреву при 500 ° F в течение одного часа.
Сварка дуплексных и супердуплексных нержавеющих сталей наверх
Дуплексные и супердуплексные нержавеющие стали были разработаны, чтобы объединить лучшее свойства аустенитных и ферритных сталей.У них более высокий предел текучести, 65 фунтов на квадратный дюйм (450 Н / мм2) и более высокая прочность на разрыв, 100 фунтов на квадратный дюйм (69 Н / мм2), по сравнению с до нержавеющих сталей серии 300. Эти стали также устойчивы к коррозии. в отношении коррозионного растрескивания под напряжением и точечной коррозии углеводородных соединений.
Присадочные металлы для сварки дуплексных и супердуплексных нержавеющих сталей будут иметь химический состав аналогичен исходному металлу, за исключением того, что никель выше на 3–4%. Более высокое содержание никеля требуется для восстановления феррита, чтобы получить оптимальные механические свойства.
Дуплексные и супердуплексные нержавеющие стали чувствительны к охрупчиванию около 900 градусов по Фаренгейту и может быстро образовывать хрупкие интерметаллические фазы (такие как CHI и SIGMA) между 1300 и 1500 градусами F. Контроль тепла ввод во время сварки важен, чтобы избежать образования интерметаллических фаз. Для сварки рекомендуется тепловложение в диапазоне 15-60 кДж / дюйм.
Дуплексные нержавеющие стали обычно имеют индекс питтинга от 35 до 38, и супердуплексы обычно имеют индекс питтинга выше 40.Индекс питтинга рассчитывается по следующей формуле:
ИНДЕКС ПИТТИНГА =% Cr + 3,3 (% Mo) + 16 (% N)
Процесс сварки наверх
Также необходимо учитывать влияние сварочных процессов и параметров сварка нержавеющих сталей. Основные сварочные процессы:
SMAW Сварка назад наверх
При дуговой сварке в среде защитного металла расходным материалом, используемым для сварки, является покрытие с покрытием. электрод.Флюс для покрытия содержит различные минералы для придания разные характеристики для сварки. Некоторые основные функции флюса:
Для ионизации атмосферы дуги и улучшения качества металла перечислить.
Для генерирования защитных газов и, таким образом, защиты расплавленный металл шва от атмосферного окисления.
Для покрытия шлаковым расплавом металла шва.
Для обеспечения реакции раскислителей с растворенным кислородом в металле шва и защищают легирующие элементы.
Для придания легирующим элементам сварного шва.
Для чистого отделения шлака от металла при затвердевании.
Электрод следует перенести в печь для выдержки, когда упаковка открыт, чтобы они не впитывали влагу из атмосферы.
Сварка SAW назад наверх
При сварке под флюсом флюс отдельно подается в стык, где расходная проволока образует дугу под флюсом.В жару, генерируемую дуга, проволока и часть флюса плавятся. Как сварочная головка движется по стыку, шлак и металл отделяются друг от друга в силу разницы в их удельный вес, а при затвердевании металл сварного шва образует соединение, и шлак отколется. Функции потока аналогичны функциям при дуговой сварке защитным металлом. Подвод тепла при SAW велик, что приводит к продуктивность.
Сварка TIG назад наверх
При сварке TIG дуга возникает между заготовкой и неплавящийся вольфрамовый электрод.Расходуемая проволока плавится в дуге атмосферу и инертные газы, такие как аргон или гелий, или их смесь, используются в качестве защитные газы. TIG идеально подходит для соединения тонких листов, труб и изготовления сварка корневого прохода в трубах, так как тепловложение при этом минимально. TIG сварные швы не вызывают подрезов или чрезмерного провара, а деформация самый низкий по сравнению с любым другим процессом сварки. Сварные швы TIG обеспечивают превосходное качество, но приводят к низкой производительности.
Сварка МИГ назад наверх
Сварка газом, металлом и дугой обычно называется сваркой MIG (металл в инертном газе).В в этом процессе расходная проволока проходит через сопло и заканчивается перед ним. образует дугу с деталью. Атмосфера дуги защищена такими газами, как:
Сварка МИГ — это высокопроизводительный процесс. Сварка MIG не нужна дорогое оборудование, а сварочные аппараты легко транспортируются, что делает этот процесс очень популярен на строительных площадках. При сварке MIG экранирование газ, параметры сварки и расходные материалы играют важную роль. Экранирование газы выбираются с учетом качества, стоимости и работоспособности.
При сварке порошковой проволокой 100% CO2 и 75% аргон + 25% CO2 используется в качестве защитных газов.
Контроль деформации при сварке наверх
Два фактора способствуют искажению:
Коэффициент теплового расширения аустенитного нержавеющая сталь очень высока по сравнению с мягкой сталью.
Теплопроводность нержавеющих сталей намного меньше, чем у нержавеющих сталей. мягкие стали.
Из-за комбинации вышеуказанных факторов нержавеющая сталь деформируется, которые необходимо контролировать с помощью подходящих приспособлений, приспособлений и сбалансированного нагрева ввод во время сварки.
Оценка дельта-феррита в аустенитной нержавеющей стали наверх
Существует три метода оценки феррита в нержавеющих сталях:
Путем измерения такими приборами, как Magna-Gauge, которые работают над принципом измерения магнитной силы.
Расчетом по химическому составу с помощь в схемах, разработанных Schaeffler, Delong и Welding Research Council.
Металлографическими методами.
Из вышеперечисленного популярны первые два элемента, а третий подход — кропотливая и трудоемкая. Феррит можно измерить в неразбавленном сварном шве металл с помощью калиброванного инструмента. Феррит также можно оценить по химический состав неразбавленного металла шва с использованием множественных регрессионных диаграмм.Измеренный феррит и расчетный феррит могут в некоторой степени отличаться.
Параметры сварного шва, термическое воздействие, размер, форма и ориентация феррита может повлиять на точность измерений.
AWS A5.4 E308-16 наверх
ЭлектродыЭ308-16 предназначены для сварки нестабилизированных нержавеющих сталей 18-8. такие как типы 301, 302, 304, 305 и 308.Электроды E308-16 обеспечивают коррозионная стойкость и физические свойства такие же или выше, чем у сталей для чего они рекомендованы. Типичные области применения включают молочные, ликеро-водочные заводы, ресторанное оборудование и химические резервуары.
Типовой химический состав месторождения:
Углерод .05 Марганец 1,7 Кремний .52 Хром 19,70 Никель 9.30 Сера .021 фосфор .023 Азот .04 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 87,500 фунтов на квадратный дюйм 600 МПа Уступать Сила 58000 фунтов на кв. Дюйм 400 МПа Удлинение 38%AWS A5.4 E308L-16 наверх
E308-16L — электрод со сверхнизким содержанием углерода, используемый для сварки типов 304L и 347. Наплавленный шов содержит максимум 0,04% углерода, что сводит к минимуму образование карбидов хрома и, как следствие, склонность к межкристаллитному коррозия. Наплавка с контролируемым ферритом дает отличный надрез прочность при -320 градусов F (-196 градусов C).
Типичный химический состав депозит:
Углерод .05 Марганец 1,7 Кремний .52 Хром 19,70 Никель 9.30 Сера .021 фосфор .023 Азот .04 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 87,500 фунтов на квадратный дюйм 600 МПа Уступать Сила 58000 фунтов на кв. Дюйм 400 МПа Удлинение 38%AWS A5.4 E309-16 наверх
ЭлектродыЭ309-16 используются для сварки аналогичных сплавов в деформируемая и литая форма, а также для разнородных металлов, таких как нержавеющая сталь к углеродистым или низколегированным сталям. Их также можно использовать в качестве барьерного слоя перед облицовка. Сварка типов 405 и 430 может выполняться без предварительного нагрева, в то время как типы 410, 422 и 446 могут требовать предварительного нагрева минимум до 300 градусов по Фаренгейту. (150 градусов С).
Типичный химический состав депозит:
Углерод .08 Марганец 1,70 Кремний .52 Хром 23,50 Никель 12,3 Сера .021 фосфор .024 Азот .05 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 87,500 фунтов на квадратный дюйм 600 МПа Уступать Сила 59500 фунтов / кв. Дюйм 400 МПа Удлинение 35%AWS A5.4 E309L-16 наверх
E309-16L дает наплавку, аналогичную 309, с пониженным содержанием углерода уровни (максимум 0,04%), которые обеспечивают повышенную устойчивость к межкристаллитному коррозия. Тип 309L идеально подходит для соединения нержавеющих сталей между собой или углеродистые или низколегированные стали. E309-16L предпочтительнее E309-16 для наплавка углеродистых или низколегированных сталей, а также разнородные стыки подвергаются термическая обработка.
Типичный химический состав депозит:
Углерод .035 Марганец 1,58 Кремний .53 Хром 23,45 Никель 12,6 Сера .021 фосфор .024 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 88,500 фунтов на квадратный дюйм 555 МПа Уступать Сила 59000 фунтов на кв. Дюйм 410 МПа Удлинение 36%Tech-Rod 309 Cb — (AWS A5.4 E309Cb-16) наверх
Наплавка этого электрода аналогична наплавке электрода E309-16, с добавка колумбия, который стабилизирует сплав против межкристаллитного коррозия. Электроды E309-16Cb рекомендуются для сварки наплавленной стороны. из нержавеющих сталей марок 304L, 321 и 347. Наплавленный шов обеспечивает более высокую Прочность при повышенных температурах по сравнению со стандартным типом марки 309.
Типичный химический состав депозит:
Углерод .08 Марганец 1,65 Кремний .56 Хром 23,1 Никель 12,9 Колумбий + Тантал 0,79 Сера .019 фосфор .022 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 88000 фунтов на квадратный дюйм 610 МПа Уступать Сила 60,000 фунтов на кв. Дюйм 415 МПа Удлинение 34%AWS A5.4 E309Mo-16 вернуться наверх
Электроды E309-16Mo используются в основном для сварки плакированных материалов марки 316. нержавеющая сталь и для соединения молибденовых аустенитных нержавеющих сталей для низколегированных и низколегированных сталей.Этот электрод также можно использовать для наплавки углеродистая сталь для создания отложений с составом, аналогичным типу 316 нержавеющая сталь.
Типовой химический состав месторождения:
Углерод .07 Марганец 1,45 Кремний .52 Хром 23,2 Никель 13.3 Молибден 2,4 Сера .019 фосфор .025 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 88,500 фунтов на квадратный дюйм 610 МПа Уступать Сила 60,000 фунтов на квадратный дюйм 420 МПа Удлинение 35%AWS A5.4 E310-16 наверх
ЭлектродыЭ310-16 предназначены для сварки нержавеющих сталей аналогичных композиция в кованой и чугунной форме. Наплавленный шов полностью аустенитный, и поэтому требует минимального тепловложения во время сварки.
Типичный химический состав депозит:
Углерод .11 Марганец 1,90 Кремний .52 Хром 26,2 Никель 20,95 Сера .012 фосфор .016 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 90 500 фунтов на квадратный дюйм 625 МПа Уступать Сила 61,500 фунтов / кв. Дюйм 425 МПа Удлинение 34%AWS A5.4 E310Cb-16 вернуться наверх
Электроды E310-16Cb наплавляют металл шва аналогичного состава к типу 310, с добавлением колумбия и пониженным содержанием углерода содержание. эти электроды в основном используются для сварки плакированных сталей. с типом 347, а также для соединения сталей, стабилизированных колумбием, до мягких или низкоуглеродистых легированные стали.
Типичный химический состав депозит:
Углерод .12 Марганец 2,0 Кремний .52 Хром 26,4 Никель 21,4 Колумбий 0,79 Сера .022 фосфор .02 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Силафунтов на кв. Дюйм 620 МПа
Уступать Сила 60500 фунтов / кв. Дюйм 420 МПа Удлинение 31%AWS A5.4 E310HC-16 наверх
E310-16HC предназначен для сварки высоколегированных жаропрочных и коррозионных
стойкие отливки марки ХК. Состав наплавки аналогичен
к типу 310 с содержанием углерода от
0,35% до 0,45%
Типичный химический состав депозит:
Углерод .41 Марганец 2,15 Кремний .52 Хром 26,25 Никель 21,4 Сера .021 фосфор .019 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 104 500 фунтов на квадратный дюйм 720 МПа Уступать Сила 85,500 фунтов / кв. Дюйм 590 МПа Удлинение 12%AWS A5.4 E310Mo-16 наверх
Наплавка электродов E310-16Mo аналогична наплавке электродов типа 310, с добавкой молибдена. Эти электроды используются для сварки плакированной стороны плакированных сталей марок 316, 316L и 317. Они также используются для сварка других молибденосодержащих нержавеющих сталей для соединения этих сталей как для низкоуглеродистых, так и для низколегированных сталей.
Типичный химический состав депозит:
Углерод .12 Марганец 2,05 Кремний 0,48 Хром 26,4 Никель 21.30 Молибден 2,30 Сера .019 фосфор .024 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 91,000 PSI 630 МПа Уступать Сила 78000 фунтов / кв. Дюйм 540 МПа Удлинение 12%AWS A5.4 E312-16 вернуться наверх
Электроды Э312-16 предназначены для сварки деформируемых и литых сплавов
аналогичный состав, а также для сварки разнородных металлов. Сварной шов
отложения обладают высокой прочностью на разрыв и обладают хорошей устойчивостью к истиранию
.
Типичный химический состав депозит:
Углерод .12 Марганец 1.80 Кремний .56 Хром 29,3 Никель 9,4 Сера .021 фосфор .022 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Сила 109000 фунтов на кв. Дюйм 750 МПа Уступать Сила 78000 фунтов / кв. Дюйм 540 МПа Удлинение 23%AWS A5.4 E316-16 наверх
Электроды Э316-16предназначены для сварки деформируемых и литых форм подобный состав. Наличие молибдена увеличивает сопротивление ползучести. при повышенных температурах и обладает хорошей стойкостью при повышенных температурах и обеспечивает хорошую стойкость к точечной коррозии. Применения включают сварку оборудование для химической и перерабатывающей промышленности.
Типичный химический состав депозит:
Углерод .055 Марганец 1,7 Кремний .56 Хром 18,85 Никель 12,90 Молибден 2,35 Сера .024 фосфор .025 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 87,500 фунтов на квадратный дюйм 600 МПа Уступать Сила 58500 фунтов / кв. Дюйм 400 МПа Удлинение 36%AWS A5.4 E316L-16 наверх
Наплавка электродов E316-16L аналогична наплавке Techalloy. тип 316, за исключением того, что содержание углерода ограничено максимум 0,04%. Точный контроль содержание углерода в электродах E316-16L обеспечивает соответствие наплавленного металла коррозионностойкие качества нержавеющей стали типа 316L. Очень низкий содержание углерода снижает возможность осаждения карбидов и, как следствие, межкристаллитная коррозия.
Типичный химический состав депозит:
Углерод .035 Марганец 1,75 Кремний .52 Хром 18,7 Никель 12,65 Молибден 2,30 Сера .022 фосфор .024 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 85,800 фунтов на квадратный дюйм 590 МПа Уступать Сила 58000 фунтов на кв. Дюйм 400 МПа Удлинение 36%AWS A5.4 E317-16 наверх
ЭлектродыЭ317-16 предназначены для сварки сплавов аналогичных сочинение. Наплавленный шов содержит больше молибдена по сравнению с наплавкой типа 316, и обеспечивает хорошую устойчивость к щелевой и точечной коррозии.
Типичный химический состав депозит:
Углерод .06 Марганец 1,55 Кремний .52 Хром 18,9 Никель 12,95 Молибден 3,350 Сера .022 фосфор .018 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 86,500 фунтов на квадратный дюйм 600 МПа Уступать Сила 58500 фунтов / кв. Дюйм 400 МПа Удлинение 34%AWS A5.4 E317L-16 наверх
Наплавка E317-16L аналогична наплавке типа 317, за исключением углерод ограничен максимум 0,04%. Помимо устойчивости к точечная и щелевая коррозия, эти расходные материалы обладают хорошей устойчивостью к межкристаллитная коррозия.
Типовой химический состав месторождения:
Углерод .035 Марганец 1.65 Кремний .55 Хром 18,75 Никель 13,0 Сера .019 фосфор .022 Утюг БалансМеханические свойства всего наплавленного металла (после сварки):
Растяжимый Прочность 82,500 фунтов на квадратный дюйм 570 МПа Уступать Сила 58000 фунтов на кв. Дюйм 400 МПа Удлинение 38%AWS A5.4 E320-16 наверх
Электроды Э320-16предназначены для сварки сплавов аналогичного композиция в кованых и стоимостных формах. Наплавленный металл обеспечивает исключительно хорошая коррозионная стойкость к широкому спектру химических сред. Сварной шов осадок полностью аустенитный, поэтому подвод тепла должен быть ограничен минимум во время сварки, чтобы избежать образования микротрещин.
Типичный химический состав депозит:
Углерод .04 Марганец 1,95 Кремний .52 Хром 20,10 Никель 33,75 Молибден 2,55 Колумбий + Тантал 0,72 Медь 3.55 Сера .019 фосфор .022 Утюг БалансМеханические свойства всего наплавленного металла (после сварки):
Растяжимый Прочность 86000 фунтов на квадратный дюйм 590 МПа Уступать Сила 59000 фунтов на кв. Дюйм 410 МПа Удлинение 33%AWS A5.4 E320LR-16 наверх
E320-16LR по составу аналогичен E320-16, с углем, кремний, фосфор и сера контролируются до более низких пределов, а колумбий и марганец держался в более узком диапазоне. Этот состав предназначен для уменьшения возможность микротрещин; тем не менее, для сварки рекомендуется низкое тепловложение.
Типичный химический состав депозит:
Углерод .024 Марганец 2,05 Кремний .24 Хром 19,8 Никель 33,9 Молибден 2,4 Колумбий + Тантал .27 Медь 3.55 Сера .011 фосфор .014 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 85000 фунтов на квадратный дюйм 590 МПа Уступать Сила 57000 фунтов / кв. Дюйм 390 МПа Удлинение 34%AWS A5.4 E330-16 наверх
Электроды Э330-16 предназначены для сварки кованых и литых форм нержавеющих. стали аналогичного химического состава, которые хорошо нагреваются и хорошо накапливаются сопротивление выше 1800 градусов F (980 градусов C). Однако с высоким содержанием серы окружающая среда отрицательно влияет на характеристики при высоких температурах. Подвод тепла необходимо свести к минимуму во время сварки, чтобы избежать микрофиссура.
Типичный химический состав депозит:
Углерод .21 Марганец 1,90 Кремний 0,48 Хром 15,45 Никель 34,4 Сера .023 фосфор .021 Утюг БалансМеханические свойства всех наплавленных металлов (как сварная) :
Растяжимый Прочность 84,500 фунтов на квадратный дюйм 580 МПа Уступать Сила 57000 фунтов / кв. Дюйм 390 МПа Удлинение 26%AWS A5.4 E330H-16 наверх
Наплавленный металл E330-16H имеет химический состав, аналогичный E330-16 с повышенным содержанием углерода от 0,35% до 0,45%. Эти электроды в основном используются для сварки отливок из высококачественных сплавов, которые могут выдерживать окислительная атмосфера до 2000 градусов F (980 градусов C). Однако с высоким содержанием серы окружающая среда губительна.
Типовой химический состав месторождения:
Углерод .41 Марганец 2,0 Кремний .50 Хром 15,70 Никель 34,2 Сера .018 фосфор .023 Утюг БалансМеханические свойства всего наплавленного металла (после сварки):
Растяжимый Прочность 97000 фунтов на квадратный дюйм 670 МПа Уступать Сила 81000 фунтов на кв. Дюйм 560 МПа Удлинение 12%AWS A5.4 E347-16 наверх
Электроды E347-16 представляют собой электроды из нержавеющей стали, стабилизированной колумбием. Применяется для сварки плакированных нержавеющих сталей типов 347 и 321. Колумбий содержание углерода примерно в десять раз превышает содержание углерода, а когда этот продукт используется для сварки стабилизированного основного металла типа 347 или 321, исключает межкристаллитную коррозия в тяжелых условиях эксплуатации.
Типичный химический состав депозит:
Углерод .055 Марганец 1,65 Кремний .52 Хром 19,15 Никель 10,15 Колумбий 0,75 Сера .017 фосфор .024 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 86000 фунтов на квадратный дюйм 590 МПа Уступать Сила 57000 фунтов / кв. Дюйм 390 МПа Удлинение 35%AWS A5.4 E385-16 наверх
E385-16 используется для сварки материалов с аналогичным химическим составом. состав (UNS номер N08904). Эти материалы используются при изготовлении оборудование и емкости для обработки и хранения серной кислоты и фосфорной кислоты кислота. Металл сварного шва полностью аустенитный и, как таковой, легкоплавкий. содержание таких компонентов, как углерод, кремний и фосфор, должно быть низким. Сварка должен выполняться с малым тепловложением, используя технику бусинки стрингера.
Типовой химический состав месторождения:
Углерод .015 Марганец 2,1 Кремний .45 Хром 20,5 Никель 25,2 Молибден 4,6 Медь 1,750 Сера 0,009 фосфор .018 Утюг БалансМеханические свойства всего наплавленного металла (после сварки):
Растяжимый Прочность 88000 фунтов на квадратный дюйм 610 МПа Уступать Сила 65500 фунтов / кв. Дюйм 450 МПа Удлинение 32%AWS A5.4 E410-16 наверх
E410-16 предназначен для сварки нержавеющих сталей аналогичного химического состава. состава, а также для наплавки углеродистой стали для придания коррозии, эрозии и истирание.Этот материал, твердеющий на воздухе, требует предварительного нагрева и температура промежуточного прохода не менее 400 градусов F (200 градусов C) во время сварка.
ПРИМЕЧАНИЕ: Механические свойства, перечисленные ниже, отражают использование термообработка после сварки при температуре от 1550 до 1650 градусов по Фаренгейту для двоих часов.
Типичный химический состав депозит:
Углерод .12 Марганец .68 Кремний .52 Хром 12,1 Сера .021 фосфор .022 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 78,500 фунтов на квадратный дюйм 540 МПа Уступать Сила 63000 фунтов / кв. Дюйм 430 МПа Удлинение 23%AWS A5.4 E410NiMo-16 наверх
E410-16NiMo предназначен для сварки материалов с аналогичным химическим составом. композиции в литых и кованых формах. Температура предварительного нагрева и промежуточного прохода во время сварки рекомендуется не менее 300 градусов F (150 градусов C). Термическая обработка после сварки не должна превышать 1150 градусов F (620 градусов C), поскольку более высокие температуры могут привести к затвердеванию.
ПРИМЕЧАНИЕ: Механические свойства, перечисленные ниже, отражают использование послесварочного шва. термообработка при температуре от 1100 до 1150 градусов по Фаренгейту в течение одного часа.
Типичный химический состав депозит:
Углерод .03 Марганец .52 Кремний .45 Хром 12,1 Никель 4,55 Молибден .52 Сера .019 фосфор .018 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Сила 110500 фунтов / кв. Дюйм 800 МПа Уступать Сила фунтов / кв. Дюйм 630 МПа Удлинение 17%AWS A5.4 E430 наверх
Э430-16 предназначен для сварки материалов близкого химического состава. а также наплавку на углеродистые стали. Неразбавленный металл шва ферритный, но при разбавлении из низкоуглеродистой или низколегированной стали он может стать мартенситным. Таким образом, температура предварительного нагрева и промежуточного прохода составляет 300 градусов F (150 градусов по Фаренгейту). В) во время сварки.
Типичный химический состав депозит:
Углерод .05 Марганец 0,65 Кремний .42 Хром 16,4 Сера .024 фосфор .023 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 74000 фунтов на квадратный дюйм 530 МПа Уступать Сила 58500 фунтов / кв. Дюйм 400 МПа Удлинение 23%AWS A5.4 E502-16 вернуться наверх
Э502-16 предназначен для сварки материалов близкого химического состава. которые используются при высоких температурах. Предварительный нагрев и промежуточный проход температура не ниже 350 градусов F (175 градусов C) требуется во время сварка для исключения возможности появления трещин.
ПРИМЕЧАНИЕ: Механические свойства, перечисленные ниже, отражают использование послесварочная термообработка от 1550 градусов F (840 градусов C) до 1600 градусов F (870 градусов C) в течение двух часов.
Типичный химический состав депозит:
Углерод .08 Марганец 0,72 Кремний .51 Хром 5,25 молибден .52 Сера .022 фосфор .023 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 77,800 фунтов на квадратный дюйм 540 МПа Уступать Сила 59000 фунтов на кв. Дюйм 410 МПа Удлинение 22%AWS A5.4 E505-16 вернуться наверх
Э505-16 предназначен для сварки материалов близкого химического состава. Этот сплав закаливается на воздухе и, следовательно, требует предварительного нагрева и промежуточного прохода. температура во время сварки не менее 350 градусов по Фаренгейту.
ПРИМЕЧАНИЕ: Механические свойства, перечисленные ниже, отражают использование послесварочного шва. термообработка от 1550 градусов F (840 градусов C) до 1600 градусов F (870 градусов C) в течение двух часов.
Типичный химический состав депозит:
Углерод .065 Марганец 0,60 Кремний 0,46 Хром 9,5 молибден .98 Сера .022 фосфор .023 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Прочность 81000 фунтов на квадратный дюйм 560 МПа Уступать Сила 63,500 фунтов на кв. Дюйм 440 МПа Удлинение 22%AWS A5.4 E2209-16 вернуться наверх
E2209-16 используется для сварки дуплексных нержавеющих сталей, таких как UNS Number N31803. Сварные швы обладают отличной стойкостью к коррозии под напряжением, растрескиванию и питтинг. Микроструктура металла шва состоит из аустенита и феррита. металла сварного шва будет меньше, чем у феррита основного металла типа 2205. Сварка дуплексных нержавеющих сталей требует контролируемых параметров для достижения заданные механические и коррозионные свойства.
Типичный химический состав депозит:
Углерод .02 Марганец 1,65 Кремний .52 Хром 22,4 Никель 8,9 молибден 3,3 Сера .012 фосфор .016 Азот 0,16 Утюг БалансМеханические свойства всех наплавленных металлов (как сварной):
Растяжимый Сила 102000 фунтов на кв. Дюйм 700 МПа Уступать Сила 87000 фунтов / кв. Дюйм 600 МПа Удлинение 22%Дуговая сварка защищенным металлом (SMAW / -Stick-)
Процесс дуговой сварки экранированным металлом (SMAW / «Stick») генерирует дугу между покрытым флюсом плавящимся электродом и заготовкой.SMAW хорошо известен своей универсальностью, поскольку его можно использовать во всех положениях сварки, а также в ситуациях производственной и ремонтной сварки. Это один из самых простых сварочных процессов с точки зрения требований к оборудованию, и им легко управлять в удаленных местах. Однако это строго ручной процесс сварки, который обычно требует высокого уровня квалификации сварщика. Кроме того, это обычно ограничивается толщиной материала более примерно 0,062 дюйма (1,6 мм).
Электроды с покрытиемHASTELLOY® и HAYNES® для SMAW проходят ряд квалификационных испытаний для определения пригодности электрода, химического состава наплавленного металла, а также прочности и механических свойств металла шва.Электроды с покрытием обычно разрабатываются для получения наплавленного металла с химическим составом, который соответствует составу соответствующего основного металла. Составы покрытий обычно классифицируются от слабощелочных до слабокислых в зависимости от конкретного сплава. Дополнительную информацию о требованиях к классификации электродов с никелевым покрытием можно найти в: AWS A5.11 / A5.11M, Технические условия для никелевых и никелевых сварочных электродов для дуговой сварки экранированных металлов, Американское сварочное общество. .
Перед использованием электроды с покрытием должны оставаться закрытыми во влагонепроницаемом контейнере. После открытия контейнера все покрытые электроды следует хранить в печи для хранения электродов. Рекомендуется поддерживать температуру в печи для хранения электродов от 250 до 400ºF (от 121 до 204ºC). Если покрытые электроды подвергаются неконтролируемой атмосфере, их можно восстановить путем нагревания в печи при температуре от 600 до 700ºF (от 316 до 371ºC) в течение 2–3 часов.
Типовые параметры SMAW представлены в таблице 3 для сварки в плоском положении.Хотя покрытые электроды классифицируются как AC / DC, почти во всех ситуациях электрическая полярность должна быть положительной для электрода постоянного тока (DCEP / «обратная полярность»). Для максимальной стабильности дуги и контроля ванны расплава важно поддерживать короткую длину дуги. Электрод обычно направлен назад к ванне расплава (сварка с обратной стороны) с углом сопротивления от 20 ° до 40 °. Несмотря на то, что обычно предпочтительны методы сварки с использованием проволочных швов, могут потребоваться некоторые манипуляции с электродами и плетение, чтобы разместить расплавленный металл шва там, где это необходимо.Степень переплетения зависит от геометрии сварного шва, положения сварки и типа электрода с покрытием. Основное правило гласит, что максимальная ширина переплетения должна быть примерно в три раза больше диаметра проволоки сердечника электрода. После наплавки сварные швы предпочтительно должны иметь слегка выпуклый контур поверхности. Соответствующий сварочный ток зависит от диаметра покрытого электрода. При работе в предложенных диапазонах тока электроды должны иметь хорошие характеристики искрения с минимальным разбрызгиванием.Использование чрезмерного тока может привести к перегреву электрода, снижению стабильности дуги, отслаиванию покрытия электрода и пористости металла шва. Чрезмерное разбрызгивание указывает на то, что длина дуги слишком велика, сварочный ток слишком велик, полярность не изменена или покрытие электрода впитало влагу. Рекомендуемая скорость движения для SMAW составляет от 3 до 6 дюймов в минуту (ipm) / от 75 до 150 мм / мин.
Сварка в нерабочем положении рекомендуется только с 0,093 дюйма (2.4 мм) и диаметром 0,125 дюйма (3,2 мм). Во время сварки в нестандартном положении сила тока должна быть снижена до нижнего предела диапазона, указанного в таблице 3. Чтобы сохранить профиль валика относительно плоским во время вертикальной сварки, необходима техника переплетения валика. Использование электродов 0,093 дюйма (2,4 мм) уменьшит требуемую ширину переплетения и сделает валики более плоскими. При вертикальной сварке возможны различные положения электродов: от передней (угол наклона до 20 °) до сварки назад (угол сопротивления до 20 °).При сварке над головой требуется сварка с обратной стороны (угол сопротивления от 0 ° до 20 °).
Может возникнуть начальная пористость, потому что электроду требуется короткое время для начала создания защитной атмосферы. Это особая проблема с некоторыми сплавами, такими как сплав HASTELLOY® B-3®. Проблема может быть сведена к минимуму, если использовать стартовый язычок из того же сплава, что и деталь, или шлифуя каждый пуск до качественного металла сварного шва. Небольшие кратерные трещины также могут возникать в местах остановки сварки. Их можно свести к минимуму, используя небольшое обратное движение для заполнения кратера непосредственно перед разрывом дуги.Рекомендуется, чтобы все начала и окончания сварки шлифовали до качественного металла шва.
Шлак, образующийся на поверхности шва, необходимо полностью удалить. Это может быть достигнуто путем сначала сколов сварочным / отбойным молотком, а затем чистки поверхности щеткой из нержавеющей стали. При многопроходных сварных швах важно, чтобы весь шлак был удален с последнего наплавленного валика шва перед нанесением следующего валика. Оставшийся сварочный шлак может снизить коррозионную стойкость сварного изделия.
Руководство по вольфрамовым электродам| Подготовка вольфрамового электрода
Геометрия электрода
Вольфрамовые электроды могут использоваться с наконечниками различной геометрии. При сварке на переменном токе обычно используются электроды из чистого или циркониевого вольфрама, которые плавятся, образуя скругленный конец. Этот раздел руководства посвящен заточке электродов для сварки постоянным током. Полная геометрия для сварки постоянным током состоит из диаметра электрода, прилегающего угла (также известного как конус) и диаметра кончика (плоского).Кроме того, важна чистота шлифованной поверхности.
Рисунок 2: Геометрия электрода
Выбор наилучшей геометрии электрода требует компромисса между различными атрибутами, такими как: от более короткого до более длительного срока службы электрода, от более легкого до более сложного зажигания дуги, от более глубокого или более мелкого проплавления сварного шва и от более широкой до более узкой формы дуги (и, следовательно, формы и размера валика). Какая бы геометрия ни была выбрана, ее следует последовательно использовать как часть успешной процедуры сварки.
Для достижения наилучших результатов конфигурацию электродов следует проверять в процессе разработки процедур сварки; его следует отметить как критическую переменную процесса для процедуры сварки; и для всех последующих сварных швов должны соблюдаться строгие допуски.
Диаметр электрода: Рекомендации производителя сварочного оборудования почти всегда лучший способ выбрать электрод диаметра для использования. Есть также руководящие принципы, опубликованные Американским сварочным обществом, которые дублируются в таблице 2 этого руководства.Обратите внимание, что большие диаметры могут выдерживать более высокие токи; а электроды большего диаметра служат дольше, чем электроды меньшего диаметра, но электроды меньшего диаметра легче зажигают. Использование более высоких уровней тока, чем те, которые рекомендуются для данного размера электрода, приведет к более быстрому ухудшению качества или разрушению вольфрама. По мере того как наконечник разрушается, вероятность попадания частиц вольфрама в сварочную ванну и загрязнения сварного шва намного выше. Если используемый ток слишком мал для определенного диаметра электрода, может возникнуть нестабильность дуги.
Для данного уровня тока постоянный ток с положительным электродом требует гораздо большего диаметра, потому что наконечник не охлаждается за счет испарения электронов, а нагревается за счет их удара; и таким образом он станет горячим и подвержен эрозии. Фактически, электрод, используемый с DCEP, может выдерживать только 10% тока, который он мог бы использовать с отрицательным электродом. При сварке на переменном токе наконечник охлаждается во время отрицательного цикла электрода и нагревается в положительном. Таким образом, электрод на переменном токе может выдерживать ток где-то между емкостью электрода на DCEN и DCEP и примерно на 50% меньше, чем у DCEN.
Наконечник электрода / плоский: Форма наконечника вольфрамового электрода является важным параметром процесса при прецизионной дуговой сварке. Хороший выбор размера наконечника / плоского наконечника уравновесит необходимость нескольких преимуществ. Чем больше плоская поверхность, тем больше вероятность отклонения дуги и тем сложнее будет ее зажигание. Однако увеличение плоской поверхности до максимального уровня, при котором дуга все еще разрешается и исключается блуждание дуги, улучшается проплавление сварного шва и увеличивается срок службы электрода.Некоторые сварщики до сих пор обтачивают электроды до острой формы, что облегчает зажигание дуги. Однако они рискуют снизить производительность сварки из-за плавления наконечника и возможности выпадения наконечника в сварочной ванне. В ситуациях, когда используется очень низкая сила тока или используются короткие сварочные циклы (т.е. одна секунда или меньше), желателен заостренный электрод; однако в других ситуациях было бы полезно подготовить плоскую поверхность на конце электрода.
Рекомендации по тестированию можно найти в таблице 6; также ознакомьтесь с рекомендациями производителя сварочного оборудования.Во время сварки точно заземленный конец вольфрамового электрода имеет температуру, превышающую 3000 ° C (5500 ° F). Неправильный или несоответствующий диаметр плоского конца вольфрамового электрода может привести к следующим проблемам:
- Острие электрода падает в сварочную ванну, создавая дефект сварного шва
- Уменьшение срока службы электрода
- Нестабильность дуги
- Изменение напряжения дуги от одного электрода к другому из-за неправильной формы наконечника
При сварке на переменном токе электроды из чистого или циркониевого вольфрама плавятся, образуя полусферический скругленный конец.Для сварки постоянным током обычно используются торированные, церированные или лантановые вольфрамовые электроды. В последнем случае конец обычно шлифуется до определенного угла, часто с усеченным концом. Различная геометрия наконечника электрода влияет на форму и размер сварного шва. Как правило, с увеличением угла наклона проплавление увеличивается, а ширина сварного шва уменьшается. Хотя электроды малого диаметра могут использоваться с квадратным концом для подготовки DCEN (электрод постоянного тока с отрицательным электродом), конические наконечники обеспечивают улучшенные сварочные характеристики.
Таблица 6: Рекомендации для наконечников в зависимости от диаметра электрода
| Диаметр электрода | Общие рекомендации по наконечнику |
|---|---|
| 0,020 дюйма (0,5 мм) | 0 — 0,005 дюйма |
| 0,040 дюйма (1,0 мм) | 0 — 0,020 дюйма |
| 1/16 дюйма (1,6 мм) | 0 — 0,030 дюйма |
| 3/32 дюйма (2,4 мм) | 0,05 дюйма — 0,030 дюйма |
| 1/8 дюйма (3,2 мм) | .010 ”- 0,040” |
| 5/32 дюйма (4,0 мм) | 0,010 дюйма — 0,050 дюйма |
| 3/16 дюйма (4,8 мм) | 0,010 дюйма — 0,060 дюйма |
| 1⁄4 дюйма (6,4 мм) | 0,010 дюйма — 0,070 дюйма |
Угол / конус в комплекте с электродом: Электроды для сварки постоянным током следует шлифовать продольно и концентрично алмазными кругами до определенного угла в сочетании с подготовкой наконечника / плоской поверхности. Под разными углами образуются дуги разной формы и обеспечивается разная проникающая способность.В целом, более тупые электроды с большим углом прилегания обеспечивают следующие преимущества:
- Длится дольше.
- Лучшее проплавление шва.
- Имеют более узкую форму дуги.
- Может выдерживать большую силу тока без эрозии.
Более острые электроды с меньшим углом наклона обеспечивают:
- Предлагаем меньше дуговой сварки
- Имеют более широкую дугу
- Иметь более ровную дугу
Вольфрам большего диаметра и более высокие токи обычно сочетаются с большими конусами в диапазоне включенных углов от 25 ° до 45 °, чтобы увеличить срок службы электрода и обеспечить более стабильную дугу.Более острые наконечники в диапазоне включенных углов от 10 ° до 25 ° используются для более низкого тока.
Поверхность угла электрода: Гладкость поверхности подготовленного наконечника электрода будет определять некоторые характеристики процесса сварки. В общем, острия следует отшлифовать как можно тоньше, чтобы улучшить сварочные свойства и увеличить срок службы электрода. Слишком грубая шлифовка электродов приводит к возникновению нестабильной дуги.
Чистота поверхности обычно выражается как среднеквадратическое значение (RMS) или как средняя шероховатость (Ra).RMS — это сравнительное число, относящееся к шероховатости поверхности, измеренной профилометром. Чистовая отделка находится в диапазоне 20-40 RMS, механически обработанная поверхность часто находится в диапазоне 80-120RMS, а поверхности после пескоструйной обработки будут в диапазоне 400-500 RMS. Значение Ra определяется как среднее значение отклонений от его средней линии на заданной длине выборки. Измеренные значения, выраженные как RMS, будут примерно на одиннадцать процентов выше, чем значения, выраженные в Ra. (Микродюймы x 1,11 = RMS).
Стандартная отделка со среднеквадратичным отклонением около 20, которая по-прежнему показывает невооруженным глазом продольные линии шлифовки, является универсальной качественной отделкой для любого применения. Полированная или зеркальная отделка со среднеквадратичным значением 6-8, на которой видно мало линий или их не видно, лучше для долговечности электрода, потому что без какой-либо песка на поверхности электрода вероятность загрязнения гораздо меньше «Прилипают» к острию электрода, и поэтому эрозия уменьшается. Однако для источников питания для сварки, которые не обладают характеристиками сильного зажигания дуги, окончательная обработка приблизительно 20 среднеквадратичных значений лучше, потому что продольные заземляющие линии помогут устойчиво направлять электроны к крайней точке электрода, что способствует зажиганию дуги.Некоторые производители предварительно заземленных сварочных электродов обеспечивают более грубую отделку в диапазоне от 30 до 40 RMS; однако они служат недолго, они создают нестабильную дугу и имеют тенденцию быть слишком твердыми для длительного и эффективного зажигания дуги.
Типичная геометрия, рекомендуемая производителями: Многие производители предоставляют информацию о рекомендуемой геометрии электродов, поскольку они уже провели предварительные испытания, чтобы определить, какая геометрия электродов является наиболее выгодной для их оборудования в различных областях применения.Однако, когда эта информация недоступна, лучшим источником этой информации является Diamond Ground Products, Inc. или другие отраслевые эксперты.
Допуски, необходимые для различных применений: Многие сварочные работы считаются очень важными и требуют строгих допусков по длине, конусности и плоской поверхности в дополнение к высокополированной поверхности. Эти области применения включают орбитальную сварку труб высокой чистоты, фармацевтику, аэрокосмическую промышленность, производство фитингов и многие другие.Основные требования к допускам в этих приложениях: ± 0,002 дюйма для длины, ± ½ ° для конуса и ± 0,002 дюйма для наконечника / плоской поверхности. В тех случаях, когда требуется, чтобы электроды производились с такими крайними допусками, необходимо использовать такое оборудование, как оптический компаратор, микроскоп и микрометр, в дополнение к точному шлифовальному станку для вольфрамовых электродов, который требуется почти для всех приложений. В других приложениях часто требуются собственные допуски.