Фрезерно-шипорезные станки в Москве | Группа Компаний «LESPT»
Подбор параметров
Цена, у.е.
2890
16893
30895
44898
58900
Сортировать по:
Цене
Наименованию
Копировально-фрезерный с ЧПУ MX 7207
Цена: 8 000 у.е. (496 894 ₽)
Предназначен для высокопроизводительного изготовления сидений стульев, столешниц, криволинейных…
Добавить в корзину
Фрезерно-копировальные станки MX7512 [MX7512S]
Цена:
9 970 у.
Предназначен для высокопроизводительного изготовления сидений стульев, столешниц, криволинейных…
Добавить в корзину
MX 7516 [MX 7518; MX 7525]
Цена: 13 600 у.е. (844 720 ₽)
Для фрезерования по периметру плоских заготовок, например сидений стульев, столешниц заготовки…
Добавить в корзину
Фрезерно-копировальный по дереву MX5068
Цена: 2 890 у.е. (179 503 ₽)
Предназначен для фрезерования прямолинейных и криволинейных контуров, пазов и гнезд, а также…
Добавить в корзину
MX 507
Цена:
4 100 у. е.
(254 658 ₽)
е.
(254 658 ₽)
Станки широко используются в столярном и мебельном производстве для работы с концевым инструментом…
Добавить в корзину
LH-1000 [LH-1400, LH-2200, LH-2600]
Цена: 18 300 у.е. (1 136 646 ₽)
Предназначен для изготовления филенчатых дверей. Позволяет максимально механизировать наиболее…
Добавить в корзину
Пантограф XZ-10-12 [XZ-12-8]
Цена: 21 200 у.е. (1 316 770 ₽)
Предназначен для высококачественного фрезерования и гравирования одновременно нескольких изделий…
Добавить в корзину
Копировально-фрезерный станок MFX 9512
Цена:
6 890 у.
Применяется для одновременного фрезерования и шлифования четырех профильных изделий — фигурные …
Добавить в корзину
MX 6336
Цена: 18 000 у.е. (1 118 012 ₽)
Используется для обработки элементов из массивной древесины, для стульев, столов, элементов мягкой…
Добавить в корзину
Продольный фрезерно-шлифовальный станок JGS 4TA [JGS 2TA; JGS 6TA]
Предназначен для высококачественного и высокопроизводительного фрезерования и шлифования элементов…
Добавить в корзину
Копировально-фрезерный станок КА-300
Цена:
17 400 у. е.
(1 080 745 ₽)
е.
(1 080 745 ₽)
KA-300 идеально подходит для производства деревянных ручек для щеток, ножей, бамбуковых или…
Добавить в корзину
Станок для деревянных лопаток КА-600
Цена: 21 900 у.е. (1 360 248 ₽)
KA-600 идеально подходит для производства деревянных ручек для щеток, ножей, бамбуковых или…
Добавить в корзину
Фрезерно-копировальный станок VFK-810
Цена: 3 800 у.е. (236 025 ₽)
Фрезерно-копировальный станок предназначен для фрезерования прямолинейных и криволинейных контуров…
Добавить в корзину
Копировально-фрезерный станок MXZ720
Цена:
8 000 у. е.
(496 894 ₽)
е.
(496 894 ₽)
Предназначены для высокопроизводительного изготовления сидений стульев, столешниц, криволинейных…
Добавить в корзину
Копировально-фрезерный станок с ЧПУ MX7203
Цена: 20 850 у.е. (1 295 031 ₽)
Предназначены для высокопроизводительного изготовления сидений стульев, столешниц, криволинейных…
Добавить в корзину
Группа Компаний «LESPT» реализует надежное деревообрабатывающее оборудование. Популярностью у заказчиков пользуются фрезерно-шипорезные станки. Они применяются на столярных и мебельных производствах, деятельность которых связана с серийным выпуском столов, стульев и т.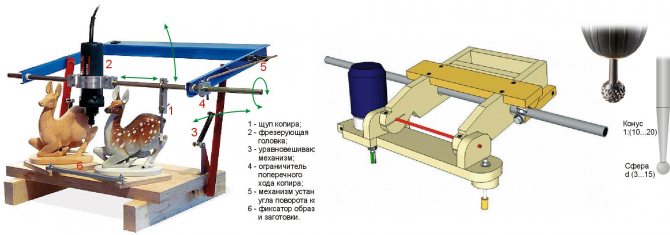 д. Их целесообразно использовать для создания горизонтальных и вертикальных закругленных шипов на криволинейных, а также прямых заготовках.
д. Их целесообразно использовать для создания горизонтальных и вертикальных закругленных шипов на криволинейных, а также прямых заготовках.
Особенности фрезерно-шипорезных станков
В конструкции станка есть основание с двумя фиксированными столами. Также он оснащен головкой, то есть рабочим инструментом. Он перемещается от одного стола к другому; в ходе этой операции выполняется высокоточная обработка шипов. Обратите внимание: рабочий инструмент двигается по направлению волокон, что исключает вероятность расщеплений. Фрезерно-шипорезные станки отличает:
- безопасность;
- возможность создания не только вертикальных и горизонтальных, но и наклонных шипов.
При выборе подходящей модификации фрезерно-шипорезного станка следует обратить внимание на:
- максимально допустимые размеры гнезда для шипа;
- скорость вращения ножей;
- возможную глубину гнезда для шипа;
- угол наклона столов.


Популярные товары
Четырехшпиндельный станок V-HOLD VH-M416
Цена: 24 300 у.е. (1 509 317 ₽)
В корзину
Цилиндр осцилляции
Цена: 100 у.е. (6 211 ₽)
В корзину
WT-250 [WT-300]
Цена: 1 350 у.е. (83 851 ₽)
В корзину
Молотковая дробилка FS-1
Цена: 14 000 у.е. (869 565 ₽)
В корзину
SG8 — Сушильно-полировальный агрегат
Цена: 17 200 у.е. (1 068 323 ₽)
В корзину
Гидроцилиндр на станок лущильный
Цена:
495 у. е.
(30 745 ₽)
е.
(30 745 ₽)
В корзину
Смотреть всё
Полезные статьи
Это оборудование перемещает детали в пределах производственного помещения, автоматизируя производство и уменьшая долю ручного труда. Устройство, также известное как рольганг, состоит из жесткой стальной рамы, на которой последовательно размещены ролики.
Поддоны из опилокПроизводство поддонов и палет, учитывая активное развитие логистических центров и увеличение объема грузоперевозок – одно из наиболее популярных и прибыльных направлений в бизнесе. Для изготовления поддона используются доски, а с недавнего времени …
Технология МДФМДФ является материалом, о котором говорят постоянно практически все представители мебельной индустрии.
Считается, что прародителем ДСП был Эрнст Хаббард, предложивший идею создания нового, ранее неизвестного науке материала из опилок и казеинового клея.
Технология ОСП 30 000 м³ в год/60 000 м³ в годСырье с помощью подъемно-транспортных машин помещается на окорочные станки, где после удаления коры древесина попадает по конвейеру на стружечный станок.
Описание технологического процесса производства фанерыДля предотвращения остывания воды и сырья бассейны закрываются крышками. Сырье после прогревания подается на раскаточный стол, затем поштучно с помощью цепного транспортера в главный производственный корпус.
|
Копировально-фрезерные станки Категория: Фрезерные работы Копировально-фрезерные станки Детали сложной конфигурации, например штампы, пресс-формы, лопатки турбин и др. При контурном фрезеровании фрезе или обрабатываемой заготовке необходимо сообщить одновременно движение в двух направлениях: х и у (продольном и поперечном) — по заданной программе (кривой копира). Для обеспечения точного обвода контура результирующая скорость перемещения щупа, относительно копира и режущего инструмента по заготовке детали (так называемая подача копирования) всегда должна быть направлена по касательной к контуру в данной точке. Выполнение этого условия обеспечивается специальным устройством — синусным распределителем. Пространственно-сложные фасонные поверхности при объемном копировании обрабатываются отдельными проходами концевой фрезы с закругленными торцовыми зубьями. Во время каждого такого прохода фреза перемещается вдоль профиля обрабатываемой заготовки в данном сечении в направлении оси х (задающая подача sx). Копировально-фрезерные станки имеют задающее устройство (копир, шаблон, эталонная деталь, чертеж, модель и др.), связанное через копировальное устройство (щуп, копировальный палец, копировальный ролик, фотоэлемент) с исполнительным органом, который повторяет движение копировального устройства для воспроизведения режущим инструментом формы задающего устройства. Существуют две схемы работы копировально-фрезерных станков: без следящей системы и с ней. В первой согласование взаимного положения шупа (копировального пальца) с копиром осуществляется жесткой связью между задающим и исполнительным устройствами. Вторая система имеет следящий механизм в системе исполнения команд. В задающем устройстве образуются управляющие сигналы, которые подаются в следящий механизм. Рис. 1. Схема копировального фрезерования пространственно-сложных фасонных поверхностей Последний сравнивает заданную программу с выполненной и при их расхождении подает сигнал исполнительному устройству для корректирования траектории режущего инструмента. Копировальные станки со следящей системой характеризуются также наличием усилительных устройств, которых нет в станках с жесткой связью. В отличие от механических копировальных устройств, в которых сила резания воспринимается копиром (шаблоном), в следящих системах следящий орган (щуп), передвигаясь по копиру, только подает команду исполнительным органам, которые осуществляют соответствующие перемещения рабочих органов станка. Поэтому следящие копировальные устройства работают с очень малым давлением на копиры (шаблоны или модели), что дает возможность применять дешевые и простые в изготовлении копиры и производить обработку крутых и точных переходов профиля фасонной поверхности. Малые давления следящего органа (щупа) на копир обеспечивают высокую точность и класс шероховатости обработанной поверхности, позволяют производить обработку при оптимальных режимах фрезерования. Горьковский завод фрезерных станков выпустил вертикально-фрезерный консольный станок с копировальным устройством модели 6Р12-К1. На нем кроме обычных фрезерных работ возможна обработка сложных фасонных поверхностей — штампов, пресс-форм и других деталей. Станок имеет ряд конструктивных усовершенствований по сравнению с базовым модели 6Р12К. Так, предусмотрены новая конструкция консоли с коробкой подач, механизированное крепление инструмента, тормозные муфты в приводе продольного и поперечного хода стола. Скорость быстрого хода стола увеличена до 4 м/мин. Для управления муфтами копировального устройства использованы быстродействующие полупроводниковые ключи. Возможен автоматизированный обход контура обрабатываемых заготовок как по часовой, так и против часовой стрелки. —- Копировально-фрезерные станки с пантографом. Эти станки предназначены для выполнения копировальных работ на плоскости и по объему с использованием соответствующих копиоов и объемных моделей. Рис. 2. Копировально-фрезерный станок с пантографом Рис. 3. Шпиндель пантографа Копировально-фрезерный станок с пантографом выполнен в виде одноколонной конструкции с вертикальной осью шпинделя и горизонтальным расположением рабочей поверхности стола. На верхней части колонны крепится пантограф, с помощью которого осуществляется копирование модели. Плечи пантографа соединяют ощупывающий палец (трейсер) и шпиндель станка. По вертикальным и горизонтальным направляющим станины перемещается рабочил стол, который имеет движение в трех взаимно перпендикулярных направлениях. Обрабатываемая деталь закрепляется на рабочем столе, модель — на специальном копирном столе, расположенном на одном уровне с рабочим столом, что обеспечивает удобное для работы положение детали и копира. Шпиндель пантографа смонтирован на шарикоподшипниках, благодаря которым обеспечивается плавное вращение резца-фрезы без люфта как при самой низкой, так и при самой высокой частоте вращения. Правильная установка (соосность) резца-фрезы и шпинделя обеспечивается специальными разрезными конусными цангами, в которых резец удерживается гайкой. Перемещение резца-фрезы в вертикальном направлении производится путем опускания или подъема рычага шпинделя. Кроме того, вращением рычага шпинделя в горизонтальной плоскости можно дополнительно опускать или поднимать резец-фрезу, а глубину гравирования фиксировать специальным кольцом. Шпиндель пантографа допускает применение резцов-фрез диаметром до 8 мм. Трехразмерный пантограф является основной особенностью конструкции станка. Он свободно подвешен на шарнире и позволяет производить различные объемные граверные работы. При объемных (рельефных) работах глубина гравирования после установки резца регулируется движением ощупывающего пальца по копиру. При работах же в одной плоскости (гравирование всевозможных шрифтов) глубина гравирования регулируется путем комбинированной грубой и точной перестановки резца-фрезы в шпинделе, к чему в случае надобности добавляется еще и вертикальное перемещение рабочего стола. Сначала путем опускания рычага шпинделя резец подводится к поверхности обрабатываемой детали, а затем врезается в материал и посредством последующего горизонтального перемещения продолжает резание. Нониус установки глубины имеет цену деления 0,1 мм. Установка пантографа как при уменьшении, так и при увеличении размеров копирования осуществляется перемещением и закреплением направляющих по отметкам, выгравированным на стальных призмах. Для получения определенного уменьшения или увеличения размеров копии с передаточным отношением, выраженным в целых числах, следует установить оба движка на плечах с пантографа и движок b — на поперечине е на соответствующих изменению масштаба рисках. Движки устанавливают так, чтобы штрих (марка) движка совпадал со штрихом плеча или поперечины. Рис. 4. Схема пантографа: а — положение плеч пантографа при уменьшении изображения 1:2; б — положение плеч пантографа о обозначениями, необходимыми для производства расчета дробных значений масштаба и изображения Например, для изменения масштаба в 3,5 раза нужно передвинуть движки от штриха на расстояние 75 мм. При установке необходимо обращать внимание на то, чтобы отсчет производился в нужную сторону от штриха. По приведенной формуле можно рассчитать таблицы промежуточных положений движков для звеньев пантографов любой системы. Площадь гравирования, охватываемая с одной установки пантографа, зависит от настройки передаточного отношения его плеч. Рабочий и копирный столы расположены один против другого на равной высоте. Крепежные Т-образные пазы в этих столах точно параллельны друг другу. Стол для копиров вертикально перемещается маховиком и предохранен от самопроизвольного вращения шпоночным направляющим пазом, но при ослаблении крепежного болта может вращаться вокруг своей оси. Этот стол имеет возвратно-поступательное движение в горизонтальном направлении: к рабочему столу и от него. Рабочий стол может перемещаться вертикально при помощи маховика с микрометрическим нониусом и вдоль и поперек станины, причем его консоль снабжена литыми призматическими направляющими. На столе для копиров установлены также съемный стол с пазами, имеющими форму ласточкина хвоста, для набора вставных цифровых или буквенных шаблонов. Рис. 5. Конфигурация рабочей площади Рис. 6. Внешний вид станка с пантографом Другой копировально-фрезерный станок с пантографом предназначен для выполнения копировальных работ на плоскости по шаблону. На станке можно производить гравирование различных профилей. Передвижение резца-фрезы осуществляется при перемещении копировального (ощупывающего) пальца по контуру копира. Копирование может быть в масштабах от 1 : 1 до 1 : 50. Для расширения эксплуатационных возможностей станок снабжается круглым столом с непосредственным делением окружности на 24 части. Наиболее рентабельным следует считать применение этой модели для простых граверных работ при серийном производстве, а также для легких фрезерных. Копирующее движение на станке осуществляется шарнирно соединенными плечами пантографа и креплением его с помощью шарнирной оси к стойке, которая может устанавливаться в различных положениях на верхних направляющих станины. Изменение масштабов копирования производится смещением передвижных шарниров плеч пантографа. На заднем удлиненном звене пантографа имеются два отверстия для установки корпуса ощупывающего пальца: одно из этих отверстий служит для копирования в масштабах от 1 : 1 до 1 : 1,9, а другое — для копирования в масштабах от 1 : 2 до 1 : 50. Прижим ощупывающего пальца к шаблону осуществляется пружиной. Шаблон или копир устанавливается и закрепляется на столе для копиров. На передней стенке станины расположены вертикальные направляющие, по которым перемещается рабочий стол пантографа. На левой стенке станины размещен электродвигатель, служащий для вращения шпинделя с двухступенчатым шкивом. Соосно с электродвигателем на станине установлен качающийся рычаг, на котором укреплен четырехступенчатый промежуточный шкив. Смена ступеней шкивов позволяет получить четыре различные частоты вращения шпинделя. Для пуска станка необходимо повернуть ручку выключателя в сторону надписи «Пуск», при необходимости остановить электропривод — повернуть ручку в сторону надписи «Стоп». Если копировальный станок с пантографом новый и еще не был в употреблении, то его необходимо запустить на холостом ходу на 2—3 ч. Это делают для приработки всех его трущихся частей. Чтобы ощупывающий палец при изменении масштаба копирования не вышел за пределы стола, последний может быть повернут вокруг своей оси. На столе для копиров устанавливают и закрепляют копир. Во втулку вставляют ощупывающий палец, а в шпиндель — резец-фрезу. Правильное копирование может быть выполнено только в том случае, если копируемое место на заготовке установлено относительно копира в соответствии с расстоянием между осью копира и осью режущего инструмента. Режимы обработки (скорость резания, частота вращения, подача) в каждом отдельном случае зависят от обрабатываемого материала, а также от материала, из которого изготовлен режущий инструмент (резец-фреза). Установку заготовки под режущим инструментом осуществляют горизонтальными перемещениями рабочего стола станка. При отклонении масштаба копирования и искажений правильной формы обработанной фигуры следует произвести смещение установочных рисок на плечах пантографа, что изменит натяг элементов качения в шарнирах плеч пантографа. Необходимыми инструментами и приспособлениями для работы на станке с пантографом являются резцы-фрезы различной формы, прижимные планки, служащие для закрепления заготовок на рабочем столе и копиров на столе для копиров, наборы цифровых и буквенных шаблонов, стойка, предназначенная для закрепления ощупывающего пальца при обыкновенном фрезеровании, И различный вспомогательный инструмент для обслуживания станка (набор гаечных и специальных ключей, отвертки и т. п.). Настольный станок. Он представляет собой сравнительно легкую модель настольного типа, предназначенную для выполнения плоскостных исключительно граверных работ по копиру. На рис. 6 показан общий вид станка. Копирование осуществляется передвижением ощупывающего пальца по копиру вручную посредством пантографа, несущего на своем боковом звене шпиндель с резцом-фрезой. Гравирование на этом станке может производиться с изменением натуры в масштабе от 1 : 2 до 1 : 10. Корпус станка выполнен в виде плоской литой станины, в средней части которой помещен рабочий стол. Для крепления деталей в столе выфрезерованы пять Т-образных пазов под винты с прижимами. С левой стороны рабочего стола, в станине, на конце ходового винта закреплен накатной маховик с нониусом, при вращении которого осуществляется перемещение стола в правую или левую сторону. На станине станка установлен вертикальный вал, в верхней его части закреплен при помощи винта специальный хомут с маховиком и длинным вертикальным винтом, предназначенным для вертикального перемещения пантографа со шпинделем. В нижней части вала расположен второй хомут (связанный с вертикальным винтом), являющийся опорой пантографа и точкой качения его звеньев, несущих на себе шпиндель с вертикальной осью. Непосредственно на звеньях пантографа установлен малогабаритный электродвигатель, вращающий привод шпинделя. Оригинальная конструкция крепления мотора значительно повышает маневренность пантографа, как бы компенсируя массу его звеньев. В передней части станины расположен стол для закрепления копиров или буквенных шаблонов. Этот стол можно перемещать вертикально вверх и вниз, в поперечном направлении, вращать вокруг своей оси. Рис. 6. Внешний вид настольного станка с пантографом Копирующее движение на этом станке, как и других аналогичных моделей, осуществляется с помощью шарнирного четы-рехзвенника — пантографа, укрепленного шарнирной осью на вертикальном валу станка. Рабочий стол имеет горизонтальное перемещение с общей длиной хода 100 мм; в передней его части установлены два стопорных винта для фиксирования при настройке в определенном положении. Движение стола осуществляется по направляющим, имеющим в сечении вид ласточкина хвоста. Компенсация износа направляющих поверхностей и регулировка зазоров производится поджимом клиньев винтами. Шпиндель установлен на одном из звеньев пантографа на шарикоподшипниках и приводится во вращение от электродвигателя бесконечным пятимиллиметровым ремнем. Натяг ремня достигается изменением расстояния между центрами шпинделя и электродвигателя с последующей их фиксацией. Шпиндель оснащен шестимиллиметровой цангой, закрепляющей резец-фрезу и зажимающей резец ввинчиванием затяжного винта, расположенного в верхней части шпинделя. Грубая настройка глубины гравирования производится с помощью вертикального винта, опускающего при надобности весь пантограф и установленный на нем шпиндель. На поверхности стола для копиров расположены четыре паза-формы ласточкина хвоста для набора и установки цифровых или буквенных шаблонов, необходимых при гравировании какого-либо текста непосредственно с набора. Резцы-фрезы применяются цилиндрической формы различного профиля, заточки и конструкции, однако диаметр их остается постоянным — 6 мм. Станок приводится в движение асинхронным трехфазным электродвигателем. Электрооборудование станка состоит из электродвигателя, пускателя и выключателя местного освещения. Приступая к гравированию на станке, необходимо заранее подсчитать и установить масштаб копирования. Для этого нужно отжать винты крепления ползушек пантографа, установить их индексные риски так, чтобы они совпали с заданными рисками шкалы масштаба переднего, заднего и шпиндельного звеньев плеч пантографа, после чего вновь зажать винты. В процессе испытания станка для проверки правильности геометрического построения воспроизводимых на станке гравируемых фигур наиболее показательными являются квадрат и круг. Если пантограф отрегулирован плохо, то воспроизведение указанных фигур не получится, т. е. вместо квадрата может появиться прямоугольник или ромб, а вместо круга — овал. Нормально отрегулированный пантограф дает абсолютно правильные геометрическую форму и линейные размеры вышеупомянутых фигур относительно оригинала, т. е. копира. Станок весьма удобен и прост в эксплуатации, так как деталь, закрепленная на рабочем столе, и стол для копиров находятся почти на одном уровне, удобном для обозрения и работы. Настольный станок устанавливают на одноместном деревянном прочном столе, который рекомендуется покрыть линолеумом. При установке и подключении к электросети станок должен быть надежно заземлен и соединен с общей системой заземления механического граверного участка. В процессе эксплуатации необходимо регулярно производить осмотр электрооборудования и очистку его от пыли и грязи, а также периодически смазывать подшипники электродвигателя, предварительно промывая их в бензине. Поверхность рабочего стола пантографа должна быть проверена по уровню, который следует расположить в средней части верхней плоскости рабочего стола. Для этой операции предусмотрены регулировочные винты. Выверка считается правильной, если уровень, поставленный в продольном и поперечном направлениях, дает нулевые показания. Реклама:Читать далее:Делительные головки непосредственного и простого деления
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 , в крупносерийном и массовом производстве обрабатывают на копировально-фрезерных станках концевыми фрезами. Различают контурное и объемное копировальное фрезерование.
, в крупносерийном и массовом производстве обрабатывают на копировально-фрезерных станках концевыми фрезами. Различают контурное и объемное копировальное фрезерование. В процессе продольного перемещения фреза должна изменять свое положение в направлении оси у (следящая подача sy). Для перехода к обработке соседнего сечения необходимо периодическое смещение фрезы в направлении оси г. Такое перемещение носит название строчечной подачи sz.
В процессе продольного перемещения фреза должна изменять свое положение в направлении оси у (следящая подача sy). Для перехода к обработке соседнего сечения необходимо периодическое смещение фрезы в направлении оси г. Такое перемещение носит название строчечной подачи sz.
 Наибольшее применение получили копировально-фрезерные станки с электромеханической и гидравлической копировальными системами.
Наибольшее применение получили копировально-фрезерные станки с электромеханической и гидравлической копировальными системами. На них можно производить гравирование различных фасонных профилей, орнаментов, узоров, надписей и т. п. Копирование осуществляется вручную перемещением ощупывающего пальца (трейсера) по контуру копира. Кроме того, станки могут быть использованы для легких фрезерных работ при неподвижном пантографе; подача в таких случаях осуществляется перемещением рабочего стола станка.
На них можно производить гравирование различных фасонных профилей, орнаментов, узоров, надписей и т. п. Копирование осуществляется вручную перемещением ощупывающего пальца (трейсера) по контуру копира. Кроме того, станки могут быть использованы для легких фрезерных работ при неподвижном пантографе; подача в таких случаях осуществляется перемещением рабочего стола станка. Привод вращения шпинделя осуществляется от отдельного электродвигателя, смонтированного снаружи колонны. Установка плеч пантографа при настройке необходима при изготовлении уменьшенных или увеличенных копий (в нужных масштабах) и производится путем совмещения соответствующих штриховых отметок на движках и плечах пантографа.
Привод вращения шпинделя осуществляется от отдельного электродвигателя, смонтированного снаружи колонны. Установка плеч пантографа при настройке необходима при изготовлении уменьшенных или увеличенных копий (в нужных масштабах) и производится путем совмещения соответствующих штриховых отметок на движках и плечах пантографа.

 Конфигурация рабочей площади изображена на рис. 76. Чтобы показать, какие площади изделий можно охватить гравированием, на этом рисунке в рабочую площадь вписаны прямоугольник, круг и эллипс, размеры которых, как было сказано выше, зависят от настройки плеч пантографа. Из рисунка видны размеры остающегося свободного пространства.
Конфигурация рабочей площади изображена на рис. 76. Чтобы показать, какие площади изделий можно охватить гравированием, на этом рисунке в рабочую площадь вписаны прямоугольник, круг и эллипс, размеры которых, как было сказано выше, зависят от настройки плеч пантографа. Из рисунка видны размеры остающегося свободного пространства.
 К станине прикреплен кронштейн, несущий рычаг и корпус шпинделя. Последний шарнирно связан с передним плечом пантографа и может перемещаться по направляющим в виде ласточкина хвоста.
К станине прикреплен кронштейн, несущий рычаг и корпус шпинделя. Последний шарнирно связан с передним плечом пантографа и может перемещаться по направляющим в виде ласточкина хвоста. На задней стенке колонны станка для местного освещения смонтирован отдельный выключатель.
На задней стенке колонны станка для местного освещения смонтирован отдельный выключатель. Грубую установку заготовки по высоте также производят перемещением рабочего стола, но уже в вертикальном направлении. Точную настройку глубины гравирования осуществляют при помощи рычага шпинделя.
Грубую установку заготовки по высоте также производят перемещением рабочего стола, но уже в вертикальном направлении. Точную настройку глубины гравирования осуществляют при помощи рычага шпинделя. На станке, например, можно производить гравировку всевозможных шильдиков, панелей, плат, цифровых и буквенных обозначений и многое другое.
На станке, например, можно производить гравировку всевозможных шильдиков, панелей, плат, цифровых и буквенных обозначений и многое другое. Такое устройство позволяет производить граверные работы на деталях, имеющих высоту до 800 мм, и в полной мере компенсирует отсутствие вертикального перемещения рабочего стола
Такое устройство позволяет производить граверные работы на деталях, имеющих высоту до 800 мм, и в полной мере компенсирует отсутствие вертикального перемещения рабочего стола Изменение масштаба гравирования производят смещением шарниров плеч пантографа, т. е. изменением их передаточного отношения.
Изменение масштаба гравирования производят смещением шарниров плеч пантографа, т. е. изменением их передаточного отношения. Точная настройка достигается путем опускания рукоятки шпинделя, а вместе с ней и резца-фрезы. Конструкция шпинделя предусматривает быстрый отвод режущего инструмента от изделия.
Точная настройка достигается путем опускания рукоятки шпинделя, а вместе с ней и резца-фрезы. Конструкция шпинделя предусматривает быстрый отвод режущего инструмента от изделия. При отклонениях масштаба копирования и искажениях правильной формы копировальной фигуры следует сместить установочные риски на плечах пантографа и произвести натяг элементов качения в шарнирах его звеньев.
При отклонениях масштаба копирования и искажениях правильной формы копировальной фигуры следует сместить установочные риски на плечах пантографа и произвести натяг элементов качения в шарнирах его звеньев. Края стола должны быть ограждены специальным бортиком, чтобы исключить возможность падения инструмента на пол. Вспомогательный инструмент, как то: ключи, запасные бесконечные ремни, наборные цифровые и буквенные шаблоны и т. п. должен храниться в ящике, изготовленном для этой цели в столе, на котором установлен и закреплен станок.
Края стола должны быть ограждены специальным бортиком, чтобы исключить возможность падения инструмента на пол. Вспомогательный инструмент, как то: ключи, запасные бесконечные ремни, наборные цифровые и буквенные шаблоны и т. п. должен храниться в ящике, изготовленном для этой цели в столе, на котором установлен и закреплен станок. В порядке профилактической проверки правильности установки станка его также выверяют в двух направлениях посредством уровня, и, если требуется, дополнительно регулируют винтами.
В порядке профилактической проверки правильности установки станка его также выверяют в двух направлениях посредством уровня, и, если требуется, дополнительно регулируют винтами.купить б/у сейчас на аукционе
- Домашняя страница
- Все машины
- Металл
- Фрезерные станки
- Другие фрезерные станки
Сортировать по: Актуальность
Показать на карте посмотреть
Сербия, 15300 Лозница
Фрезерный станок DECKEL FP1
Другие фрезерные станки
Год выпуска: неизвестно • 900 кг • 1200 x 1100 x 1700 мм
Сербия, 11080 Beograd
EMCO F1-CNC CNC Machine
Другие фрезерные машины
Год производства: Неизвестный • 1000 кг • 3600 x 1000 x 1800 мм
Wangary, 3300 Eger
MM
, Wangary, 3300 x 1000
MM.
 Фрезерный станок
Фрезерный станокДругие фрезерные станки
Наконечник
Год выпуска: неизвестно • 300 кг • 600 x 600 x 1800 мм
Германия, 73450 Нересхайм
BIERNATZKI FU0 Горизонтально-фрезерный станок
Другие фрезерные машины
1965 • 1 800 кг • 2000 x 2000 x 1900 мм
Германия, 42657 Solingen
Friedrich Deckel Copy Machine
Другие механизм Melling
Год. x 1900 мм
Германия, 08132 Mülsen / OT St. Jacob
HOFFMANN MU 2 Фрезерный станок для шпоночного паза
Другие фрезерные станки
Горячая партия
Год выпуска: неизвестен • 32 кг • 670 x 600 x 800 мм
Германия, 42657 Золинген
MICHAEL KÄMPF NF 423 Копировально-фрезерный станок
Другие фрезерные станки
90,80 2 Год выпуска: неизвестен 800 x 1900 ммГермания, 80997 Мюнхен
WALDRICH COBURG 20 ESF 200 CNC Червячный фрезерный станок
Другие фрезерные станки
1996 • 30 000 кг • 0 9 000 x 3 30015
Portugal, 2430-012 Amieira, Marinha Grande
Friedrich Deckel FP 2 фунта Melling Machine
Другие фрезерные машины
1975 • 2200 кг • 2000 x 1,800 x 1900 млн. • Кредитная карточка требуется
• Кредитная карточка требуется
301, 2400, 2400 x 1,900 млн. • Кредитная карточка
00. Amieira, Marinha Grande
Фрезерный станок TURNIER XZ7550CW
Другие фрезерные станки
2007 • 1500 кг • 1300 x 1300 x 2200 мм • Требуется кредитная карта
Португалия, 2430-012 Amieira, Marinha Grande
Wagner FCW — 620 Melling Machine
Другие фрезерные машины
1987 • 2000 кг • 1,300 x 1500 x 1,700 мм • Кредитная карточка
12015015015 гол. Фрезерный станок с 4 головками
Другие фрезерные станки
Год выпуска: неизвестен • 1 кг • 9 000 x 4 500 x 4 500 мм
Не нашли то, что ищете?
Подпишитесь на поиск с текущим фильтром и получайте новые товары по электронной почте.
Текущий поиск успешно подписан
Подписаться на поиск
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар. До этого момента клиент привязан к своей заданной ставке.
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар. До этого момента клиент привязан к своей заданной ставке.
Другой участник сделал идентичную ставку до вас. Если вы увеличите максимальную ставку, у вас будет шанс выиграть этот лот.
Если вы увеличите максимальную ставку, у вас будет шанс выиграть этот лот.
Исследование точности шлифования на копировально-фрезерном станке для стоматологии
Сравнительное исследование
. 1997 г., август; 38 (3): 169–75.
Т Сейдо 1 , К. Хасэгава, Э. Кавада, И. Ода
принадлежность
- 1 Кафедра стоматологического материаловедения, Токийский стоматологический колледж, Тиба, Япония.
- PMID: 9566131
Сравнительное исследование
T Seido et al. Булл Токио Дент Кол. 1997 авг.
. 1997 г. , август; 38 (3): 169–75.
, август; 38 (3): 169–75.
Авторы
Т Сейдо 1 , К. Хасэгава, Э. Кавада, И. Ода
принадлежность
- 1 Кафедра стоматологического материаловедения, Токийский стоматологический колледж, Тиба, Япония.
- PMID: 9566131
Абстрактный
Чтобы оценить взаимосвязь между давлением профилирования копировально-фрезерного станка для стоматологии и точностью размеров изготавливаемых объектов, система Celay использовалась для профилирования модели металлического цилиндра, и ее размеры сравнивались с заготовками. . Результаты показали, что когда цилиндрическая модель диаметром 6 мм подвергалась профилированию от руки, средняя ошибка обработки полученного объекта составляла -0,026 мм, а давление профилирования составляло от 4,6 до 131,7 гс (среднее значение: 76,6 гс). . Однако колебания давления профилирования уменьшились на 1/5 во время операций профилирования, когда использовались приспособления, фиксирующие давление профилирования и места профилирования. При этом если погрешность обработки при профилировании модели при давлении профилирования 76 гс и менее составляла всего 0,005 мм, то при 110 гс она возрастала до 0,022 мм. Исходя из вышеизложенного, ошибка обработки, возникшая в результате профилирующего давления, по-видимому, повлияла на точность обработки. На основании этих выводов профилирование как можно более легкого веса должно выполняться с максимально возможной точностью для получения точных изделий с использованием копировально-фрезерного станка для стоматологического применения, а результаты предполагают необходимость прикрепления к копировально-фрезерному станку контрольных устройств для получения точных реставрации.
. Однако колебания давления профилирования уменьшились на 1/5 во время операций профилирования, когда использовались приспособления, фиксирующие давление профилирования и места профилирования. При этом если погрешность обработки при профилировании модели при давлении профилирования 76 гс и менее составляла всего 0,005 мм, то при 110 гс она возрастала до 0,022 мм. Исходя из вышеизложенного, ошибка обработки, возникшая в результате профилирующего давления, по-видимому, повлияла на точность обработки. На основании этих выводов профилирование как можно более легкого веса должно выполняться с максимально возможной точностью для получения точных изделий с использованием копировально-фрезерного станка для стоматологического применения, а результаты предполагают необходимость прикрепления к копировально-фрезерному станку контрольных устройств для получения точных реставрации.
Похожие статьи
Ткань зуба человека как стоматологический реставрационный материал.
Москович Х., Крюгерс Н.Х. Москович Х. и др. Нед Тайдшр Тандхилкд. 1999 янв; 106(1):10-4. Нед Тайдшр Тандхилкд. 1999. PMID: 11930836 Голландский.
[CAD/CAM-колпачки для частичного покрытия].
Дениссен Х.В., ван дер Зел Дж.М., ван Ваас М.А. Денисен Х.В. и др. Нед Тайдшр Тандхилкд. 1999 г., февраль; 106 (2): 38–41. Нед Тайдшр Тандхилкд. 1999. PMID: 11930340 Голландский.
Стойкость к излому металлокерамических реставраций с двумя разными конструкциями краев после имитации жевания.
Михалакис К.С., Стратос А., Хираяма Х., Канг К., Тулуми Ф., Оиси Ю. Михалакис К.Х. и др. Джей Простет Дент. 2009 г.Сен; 102 (3): 172-8. doi: 10.1016/S0022-3913(09)60141-4.

