КАТЕТ СВАРНОГО ШВА — [4 правила сварки деталей]
Критерии качества шва при [сварке металлических деталей] разнообразны — на прочность и долговечность соединения влияет сразу несколько параметров. Сваривание угловых конструкций (угловое соединение) требует правильного размера узла соприкосновения и наплыва металла — расчета катета сварного шва по формуле. Каковы требования и критерии, мы расскажем в этой статье.
Содержание:
- Качество сварочного шва и определение катета
- Особенности стыкового и углового соединения заготовок
- Зависимость качества сварки от параметров настройки аппарата
- Ошибки при неверном вычислении катета сварного шва
- Расчет минимального катета при наименьшей толщине деталей для сварки
При сборке металлоконструкции соединение деталей сваркой рассматривается как одна из наиболее надежных технологий. Надежность и прочность шва зависит от распределения усилий по металлу, а это в свою очередь определяется геометрическими параметра зоны соединения. Главная особенность технологии состоит в том, что место стыковки заливается металлом, а в процессе его остывания сварочная ванна приобретает единую структуру. Целостность и соединения в дальнейшем зависит от способности этой структуры противостоять нагрузкам.
Надежность и прочность шва зависит от распределения усилий по металлу, а это в свою очередь определяется геометрическими параметра зоны соединения. Главная особенность технологии состоит в том, что место стыковки заливается металлом, а в процессе его остывания сварочная ванна приобретает единую структуру. Целостность и соединения в дальнейшем зависит от способности этой структуры противостоять нагрузкам.
Основные параметры, по которым оценивается и рассчитывается соединение, учитывают его геометрические особенности. Для них существуют понятные определения. Они в свою очередь зависят от типа соединения — стыкового, углового, торцевого или нахлеста. При этом имеет большое значение подготовка кромок и торцов деталей. Учитывается ряд особенностей заготовок и самого шва.
Стык листов толщиной от 4 мм должен выполняться с подготовкой кромок и торцов таким образом, чтобы образовался треугольный криволинейный зазор для полного проваривания на всю глубину.

Листы толщиной 2 мм варят только нахлестом, избегая сквозного прожога металла.
Полноценный провар соединения достигается только при прогревании металла на всю глубину стыка. Именно для этого прибегают к скосу кромок деталей. При сваривании уголков большой толщины скос выполняется как для листов.
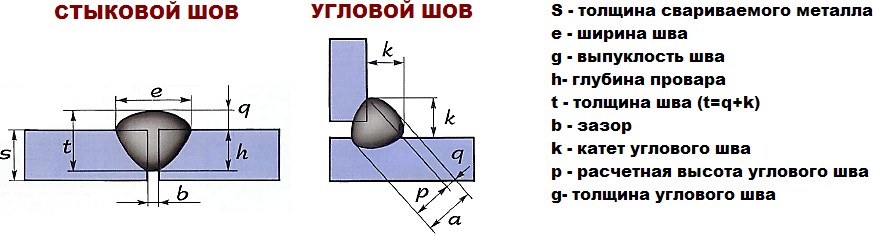
При угловом и тавровом сваривании деталей формируется характерный наплыв, ширина и форма которого определяет прочность и долговечность стыковки.
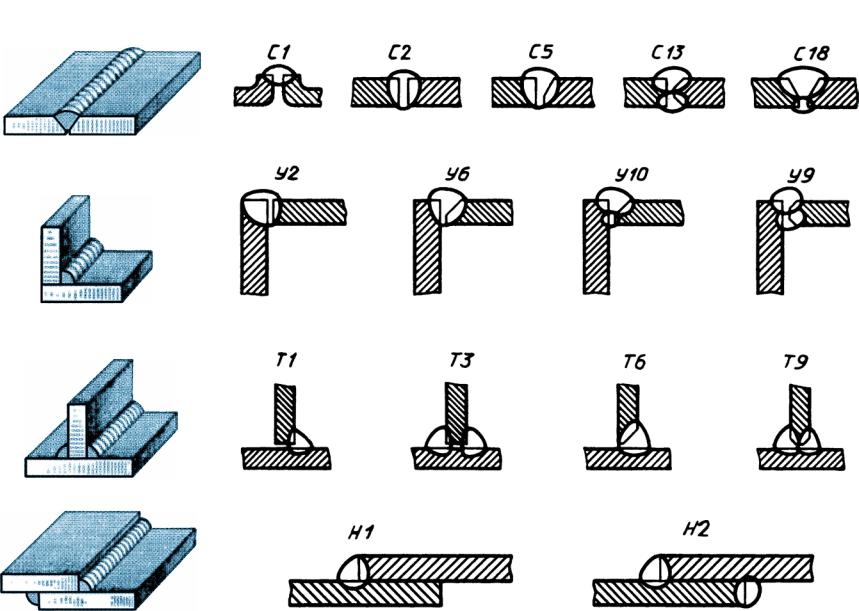
При стыковании деталей со скосом кромок, как и при угловом соединении, шов в разрезе имеет треугольную форму. В первом случае учитывается соотношение ширины, глубины и высоты шва. Во втором наплыв образует наклонную поверхность — расстояние от ее края до другой детали и есть катет сварного шва, параметры которого определяются ГОСТ 5264-80.
Зависимость качества сварки от параметров настройки аппарата[Дуговая сварка] выполняется с определенными значениями тока и напряжения, что в итоге влияет на глубину провара и качество сплавления металла двух деталей в границах сварочной ванны. Основные приемы, которыми пользуются опытные сварщики для формирования качественного шва:
Основные приемы, которыми пользуются опытные сварщики для формирования качественного шва:
глубина провара растет при нарастании силы тока при неизменном напряжении — растет температура и глубина прогрева металла;
ширина шва и катета нарастает при росте напряжения и неизменной силе тока, однако при нарушении баланса возможен непровар стыка;
при росте скорости хода электрода снижается глубина проваривания и уменьшается ширина, а при превышении нормативного значения 50 м/ч возможно появление ряда [дефектов сварного шва], связанных с недостаточным прогревом металла;
выпуклая и вогнутая поверхность по катету сварного шва имеют разные прочностные характеристики, при этом первая получается при использовании вязких электродов.
При расчетах принимается во внимание толщина двух заготовок, но максимальные параметры тока и напряжения берутся по тонкой детали во избежание прожога. Максимальная и минимальная длина сварочного шва рассчитывается по приведенной в ГОСТ таблице.
Максимальная и минимальная длина сварочного шва рассчитывается по приведенной в ГОСТ таблице.
Неопытные сварщики могут допускать ошибки, связанные с неправильным расчетом параметров катета шва при угловом соединении. Излишек металла по линии стыка не придает прочности, он становится причиной повышенного расхода энергии и электродов, приводит к разбрызгиванию металла и возникновению не связанного с поверхностью детали наплыва. Формула расчета катета сварного шва используется для определения его максимального и минимального размера.
Так как шов имеет форму треугольника, то достаточно использовать коэффициент 0,7 для ширины полученного валика. Это касается и сварки встык, когда торцы деталей образуют откос. Но следует учитывать, что при таком соединении угол может составлять от 30 до 60 градусов, и тут могут действовать другие коэффициенты.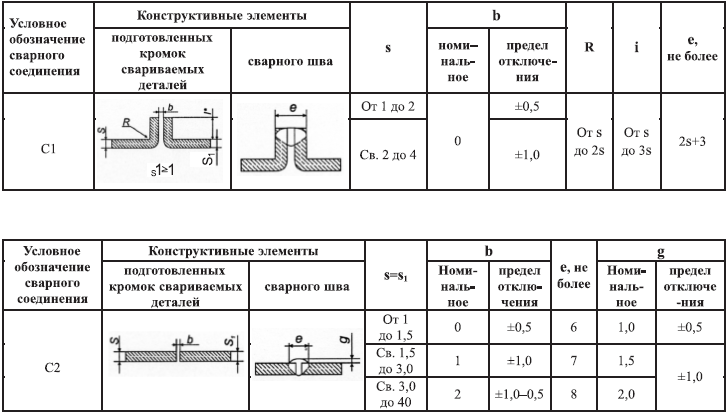
Пример: для сварки двух листов менее 4 мм толщиной можно взять минимальны катет сварного шва 4 мм при угловом соединении. Если толщина металла превышает 4 мм, то для расчета можно взять 40 % толщины листа (детали) и прибавить еще 2 миллиметра. Занижать значение не стоит — шов получится непрочным. Превышение может привести к возникновению [напряжений и деформаций] в металле, а это снизит прочность и долговечность конструкции.
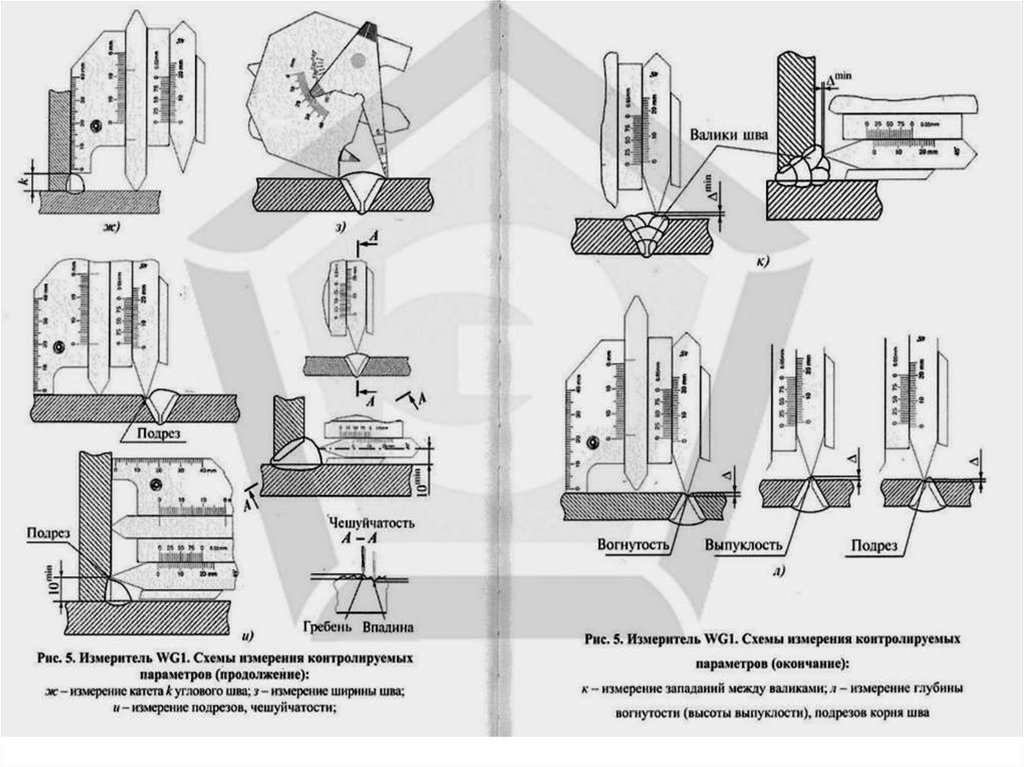
Все значения параметров можно найти в таблице — это приложение к ГОСТ. Для сварщиков существуют специальные шаблоны-катетометры, позволяющие быстро и точно проверить качество и правильность формы соединения.
Как определить катет сварного соединения при п/а сварке? — Полуавтоматическая сварка — MIG/MAG
#1 Stahls
Отправлено 01 June 2016 00:04
Подскажите, как рассчитать геометрические размеры углового шва(катет, глабину проплавления)? По Госту 14771 для сварки в углекислом газе и его смесях? Выбрал соединение Т1.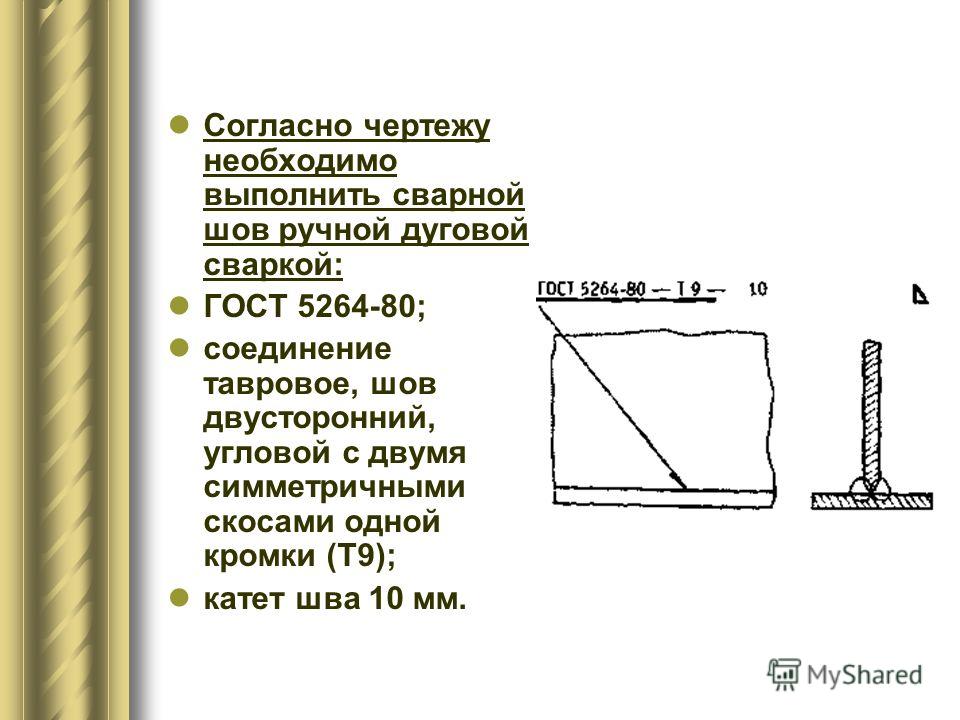
Прикрепленные изображения
- Наверх
- Вставить ник
#2 FvS
Отправлено 01 June 2016 01:56
Как минимум это не более толщины основного металла. А так смотрите приложение I к выше указанному ГОСТу. С расчетом глубины проплавления не подскажу, не помню уже.
- Наверх
- Вставить ник
#3 caro
Отправлено 01 June 2016 19:54
обычно сварщик для себя считает примерно катет 2\3, 3\4 от основного металла. в чертежах примерно так же. если детали разной толщины- считайте по более тонкому.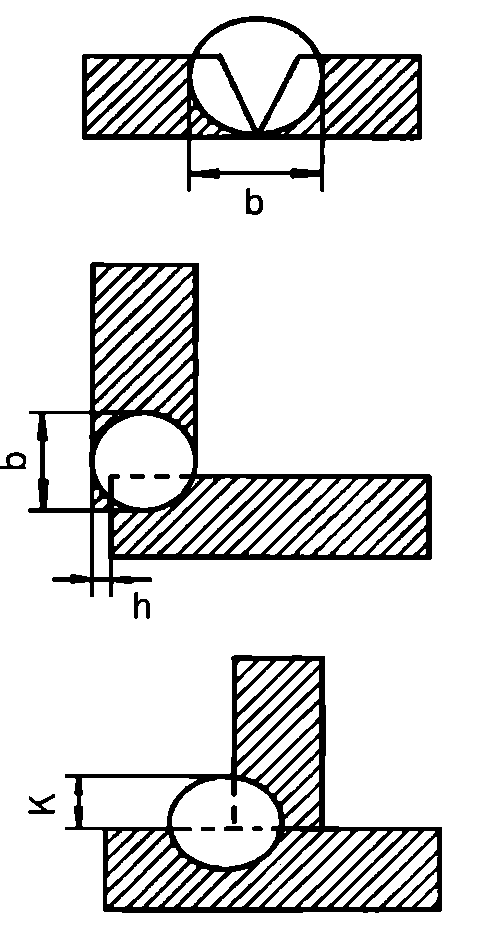
- Наверх
- Вставить ник
#4 Георгий 11
Отправлено 01 June 2016 20:18
Stahls
,глубина проплавления вычисляется?Первый раз об этом слышу,подбирается ток для указанного катета,соответственно потом ВИК,что бы не было подрезов и наплывов.Катет 5 заложите.Сообщение отредактировал Георгий 11: 01 June 2016 20:18
- Наверх
- Вставить ник
#5 Георгий 11
Отправлено 01 June 2016 20:21
caro,сварщик не должен ничего считать,катет должен указываться в чертежах,он расчитывается на нагрузки,причем тавровое соединение считается на срез,а не на отрыв.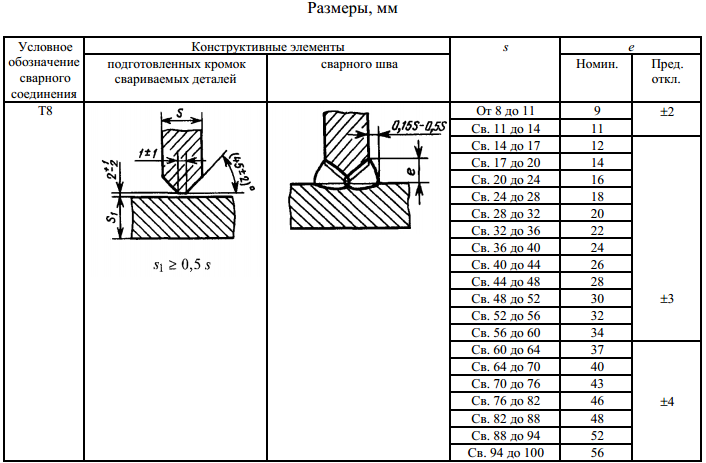
- Наверх
- Вставить ник
#6 caro
Отправлено 02 June 2016 19:27
сварщик на производстве- да. но речь не о нем.
- Наверх
- Вставить ник
#7 Георгий 11
Отправлено 02 June 2016 19:53
caro,а катет 6 подойдет по вашему к данной ситуации или нет?
- Наверх
- Вставить ник
#8 caro
Отправлено 02 June 2016 20:13
4 подойдет(чертежа нет- считаю это деталью табуретки). почему 4? варю 1.2 и 1.6 проволокой. меньше катет не оч. хорошо ляжет. если Вы хотите чмырить меня теорией- ради бога, не возражаю.
почему 4? варю 1.2 и 1.6 проволокой. меньше катет не оч. хорошо ляжет. если Вы хотите чмырить меня теорией- ради бога, не возражаю.
Сообщение отредактировал caro: 02 June 2016 20:38
- Наверх
- Вставить ник
#9 Георгий 11
Отправлено
caro,я и чмырить?Да боже упаси.
- Наверх
- Вставить ник
#10 caro
Отправлено 02 June 2016 21:12
тогда предлагаю порезать эту деталь табуретки керосинорезом и сдать в утиль. а студенту курсовик делать самостоятельно, без всяких яков и рыть теорию своими руками
а студенту курсовик делать самостоятельно, без всяких яков и рыть теорию своими руками
- Наверх
- Вставить ник
#11 keria
Отправлено 08 December 2016 21:27
глубина проплавления вычисляется?
Считается. Там все муторно, но для практического применения можно принят 100А 1 мм. Конечно это актуально для автоматов. Они умеют и слепые стыки варить (без зазора). Берешь сталь 12 мм, 700А с изнанки, 700 с лица, полный провар, красота. Stahls, для таврового или углового стыка в ручном исполнении важно проплавить хотя бы на 1 мм, это очень сильно влияет на прочность шва. Если понятно о чем речь на том остановлюсь, если будет необходимость. могу с картинками пояснить.
могу с картинками пояснить.
- Наверх
- Вставить ник
#12 Глобул
Отправлено
keria, я как сварщик имею какое-то представление об этом всём, но вот касательно проплавления — тьма полная. То что вы написали понятно, а вот пападробнее тоже хотелось бы посмотреть, ознакомиться.
Думаю что не мне одному. Спасибо.
- Наверх
- Вставить ник
#13 keria
Отправлено 09 December 2016 23:17
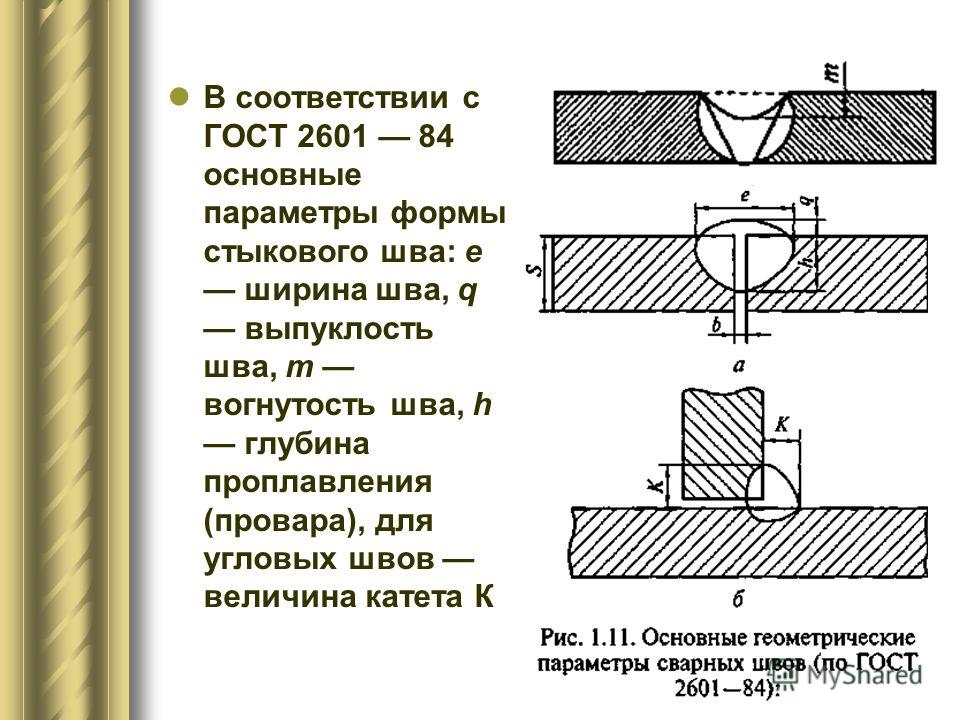
Глобул, пожалуйста. В данном примере автор умалчивает, но h-это глубина проплавления.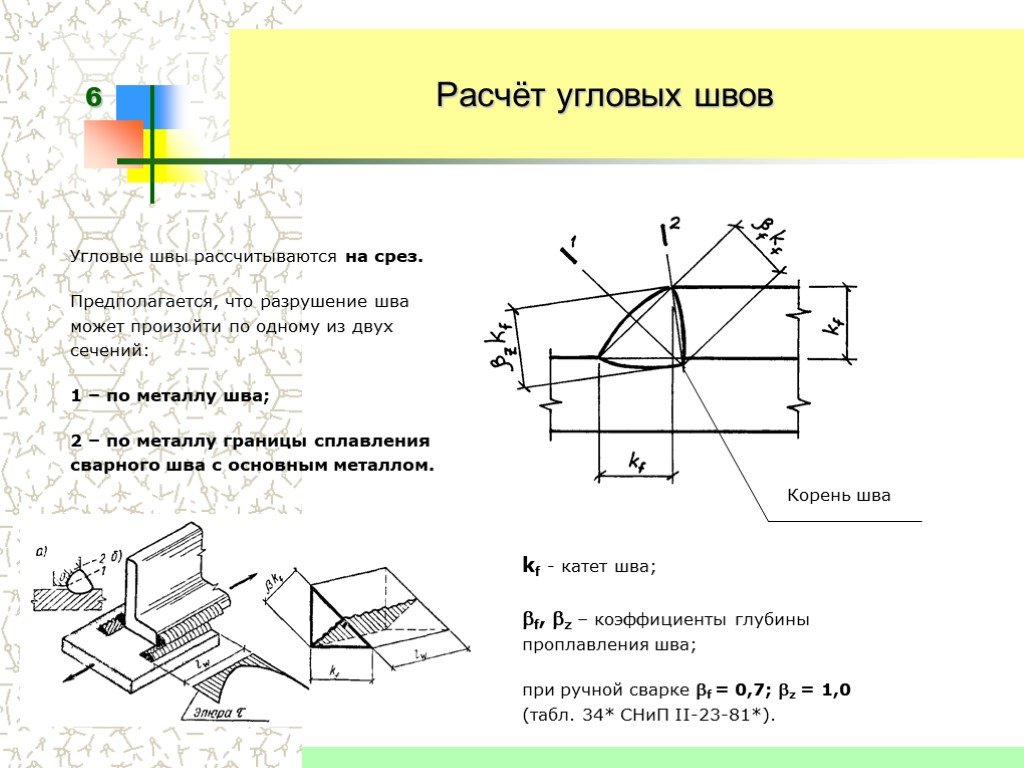 Т.е. h=0,6s=0,6х10=6 мм. Таким образом при токе в 545А проплавляется 6мм стали в глубину. Грубо говоря 1мм/100А, более точно 1,1мм/100А.
Т.е. h=0,6s=0,6х10=6 мм. Таким образом при токе в 545А проплавляется 6мм стали в глубину. Грубо говоря 1мм/100А, более точно 1,1мм/100А.
Прикрепленные изображения
- Наверх
- Вставить ник
#14 svarnoi69
Отправлено 10 December 2016 03:02
keria, формула не учитывает подготовку(разделку) кромок.
- Наверх
- Вставить ник
#15 Глобул
Отправлено 10 December 2016 08:44
keria, немного больше получается: https://youtu.
А в реальности, то есть учитывая не плотное прилегание деталей получиться ещё больше.
- Наверх
- Вставить ник
#16 keria
Отправлено 10 December 2016 18:34
svarnoi69,Глобул, а никто и не спорит! Просили подробней-пожалуйста. Там честно написано-сварка производится без зазоров, автоматы так умеют варить и легко справляются с токами больше 1000А. При сварке в разделку форму и зазор учитывают соответствующими формулами, а вместо глубины подставляется значение, которое называется «расчетная глубина проплавления». Да вообще, там слишком много заморочек, по пять лет в институтах учат и нифига не знают. Принципиальность вопроса в том, что считается все, вплоть до хим состава металла шва в зависимости от основного и сварочного материала.
Есть способы и проще прикинуть глубину проплавления, когда все расчеты проведены и сведены в таблицы и диаграммы. Например так. (автор снова оставляет нам самим решать какие буквы что означают. Возьму на себя смелость и расшифрую: hп-глубина проплавления, hу-высота валика усиления, в-ширина сварного шва, коэффициент проплавления к(п) есть отношение в/hп. Вообще, по аналогии существет и понятие коэффициента формы шва , это в/hу. (информационную нагрузку несет рисунок 56).
Прикрепленные изображения
Сообщение отредактировал keria: 10 December 2016 18:52
- Наверх
- Вставить ник
#17 Глобул
Отправлено 10 December 2016 21:54
keria, триста ампер на видео явно не было, а судя по горелке не было даже двухсот. Проплавлено миллиметра на три (это на глаз, поправьте если вам кажется иначе). То есть такая прикидка: «Грубо говоря 1мм/100А, более точно 1,1мм/100А» не имеет право жить. А вот кривые на рис. 59 гораздо ближе к реальности.
Проплавлено миллиметра на три (это на глаз, поправьте если вам кажется иначе). То есть такая прикидка: «Грубо говоря 1мм/100А, более точно 1,1мм/100А» не имеет право жить. А вот кривые на рис. 59 гораздо ближе к реальности.
- Наверх
- Вставить ник
#18 keria
Отправлено 11 December 2016 00:28
Глобул, как вы там 3 мм, провара намерили? А если вам так показалось, то какая же там высота валика?!!! ОГОГО. А высота усиления там какая, миллиметров 9 по вашим расчетам?
Если оттолкнутся от нормального валика скажем в 3 мм то я вижу провплавление от 1 до 2 мм не более.
Другое дело, что г-н Потапьевский накосячил. На картике (56 в) все соответсвует моим предположениям, а вот на (б и г) у него глубина проплавления больше чем высота валика.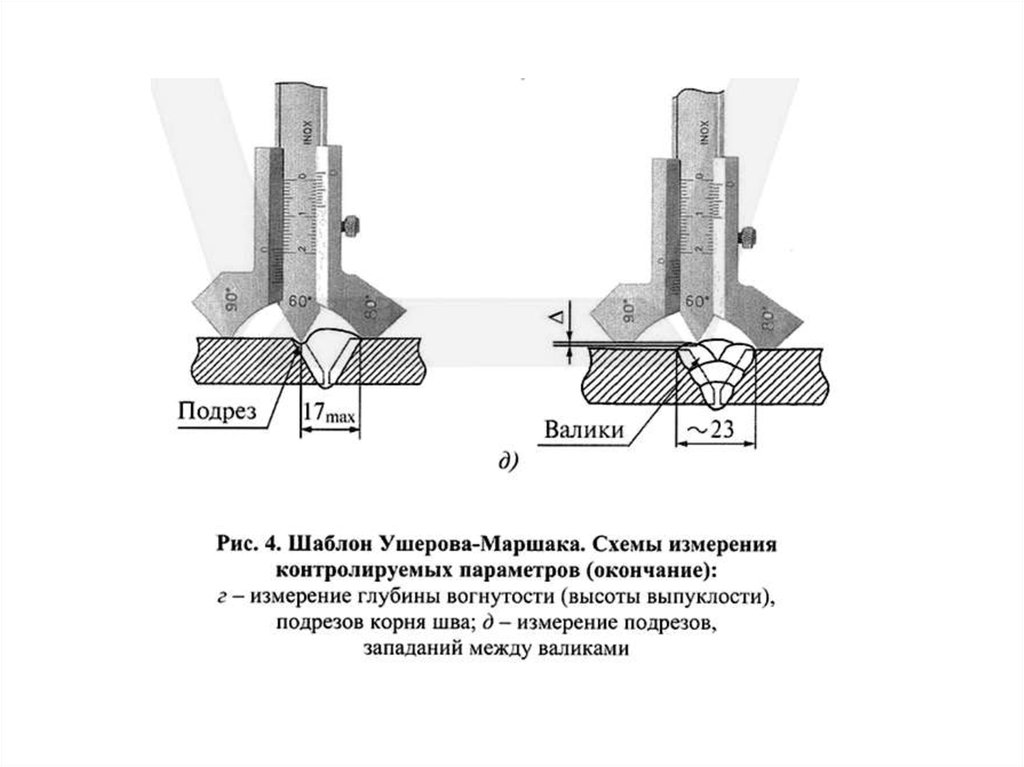 Даже в вашем видео все наоборот. Если на картинках (б, г) поменять буквы hп и hу местами, все встает на свои места. Что поделать и на старуху бывает проруха. Попутал буквы Потапьевский. Я вот тоже в спешке обозвал к(п) коэффициентом проплавления, а это у него коэффициент наплавки.
Даже в вашем видео все наоборот. Если на картинках (б, г) поменять буквы hп и hу местами, все встает на свои места. Что поделать и на старуху бывает проруха. Попутал буквы Потапьевский. Я вот тоже в спешке обозвал к(п) коэффициентом проплавления, а это у него коэффициент наплавки.
А вот серьгу в ушах носят либо пираты, либо пи-сы. Корабля на видео не замечено)))
- Наверх
- Вставить ник
#19 Глобул
Отправлено 11 December 2016 09:04
Если оттолкнутся от нормального валика скажем в 3 мм то я вижу провплавление от 1 до 2 мм не более.
То есть сама пластина у вас получилась миллиметров шесть?
- Наверх
- Вставить ник
#20 keria
Отправлено 11 December 2016 09:47
Глобул, именно так и подумал, до миллиметра.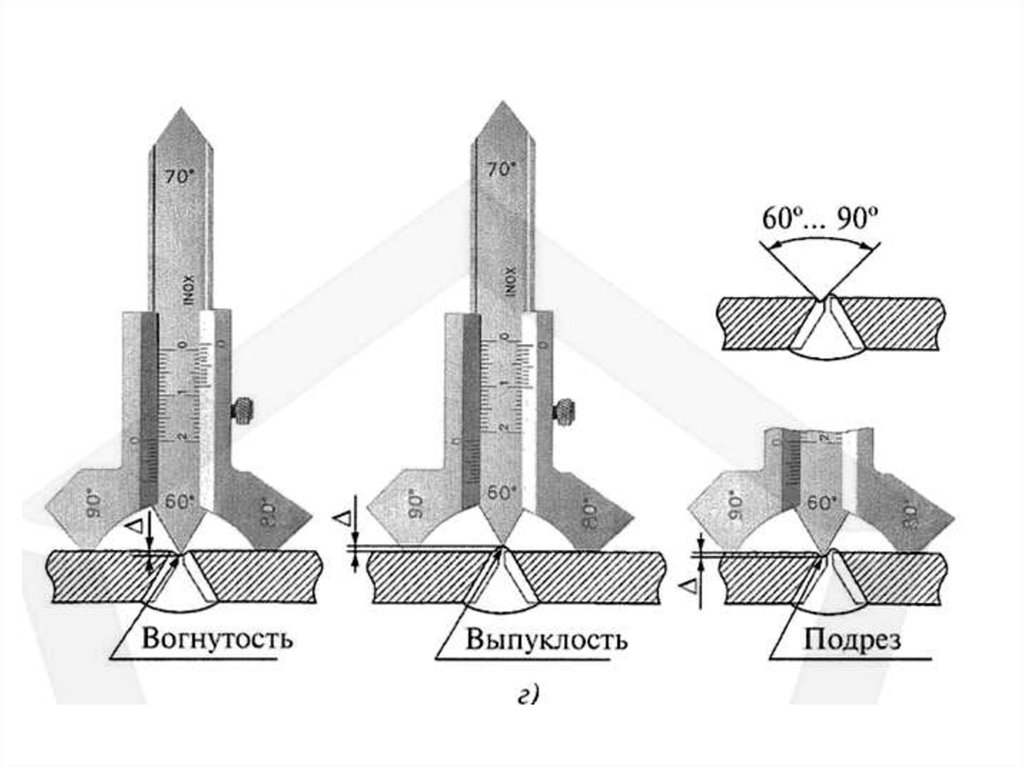 Просто уже лень раздувать сообщение было.
Просто уже лень раздувать сообщение было.
- Наверх
- Вставить ник
Калькулятор сварки – прочность сварных соединений
Калькулятор сварки поможет вам определить прочность сварных соединений . Сварка была одним из наиболее часто используемых процессов соединения и изготовления , когда сложно использовать методы литья, ковки или болтового соединения или надежно соединить куски материала вместе. Наш калькулятор диаметра болта и калькулятор крутящего момента болта дает больше информации о болтовых соединениях.
Помимо сварки, можно также использовать болты, клепки, крепления, пайку и многое другое, в зависимости от требований. Соединения выбираются на основе механическая или тепловая нагрузка объект должен воспринимать в условиях эксплуатации.
Этот калькулятор охватывает расчет прочности сварного шва для различных типов сварных соединений. Читайте дальше, чтобы понять, что такое угловой шов или стыковое соединение, а также расчеты их прочности.
Читайте дальше, чтобы понять, что такое угловой шов или стыковое соединение, а также расчеты их прочности.
Типы сварных соединений
Сварка — это процесс соединения двух частей материалов с использованием тепла и присадочного материала. Использование присадочного материала не используется в некоторых типах сварочных процессов. Некоторые виды сварки:
- Дуговая сварка
- Кузнечная сварка
- Сварка в среде инертного газа
- Сварка трением с перемешиванием
- Электронно-лучевая сварка
- Лазерная сварка
- Точечная/шовная сварка
Наиболее распространенной чертой всех вышеперечисленных типов является использование тепла для постоянного плавления материалов. Источник энергии тепла часто является важным фактором при классификации современных сварочных процессов. Эти куски материалов соединяются в различных схемах. 5 основных сварных соединений в зависимости от конфигурации:
- Соединение внахлестку;
- Стыковое соединение;
- Тройник;
- Угловое соединение; и
- Краевое соединение.
Основные сварные соединения используются для сборки каркасов и несущих конструкций. На основе выравнивания деталей соединение может быть угловым, стыковым или пробочным. Когда части выровнены перпендикулярно, соединение известно как угловой шов , тогда как, когда детали укладываются встык, выполняется стыковой шов , чтобы соединить их вместе. Этот калькулятор охватывает соединения внахлестку и встык.
Расчет прочности сварного шва
Соединения внахлестку могут быть одинарными поперечными, т. е. по одной линии сварки, двойными поперечными, параллельными или комбинацией этих сварных швов. Точно так же стыковые соединения бывают односторонними или двусторонними . Прочность сварного соединения зависит либо от напряжение растяжения или сдвига или их комбинация. Направление сварных швов определяет расчетное напряжение (дополнительную информацию см.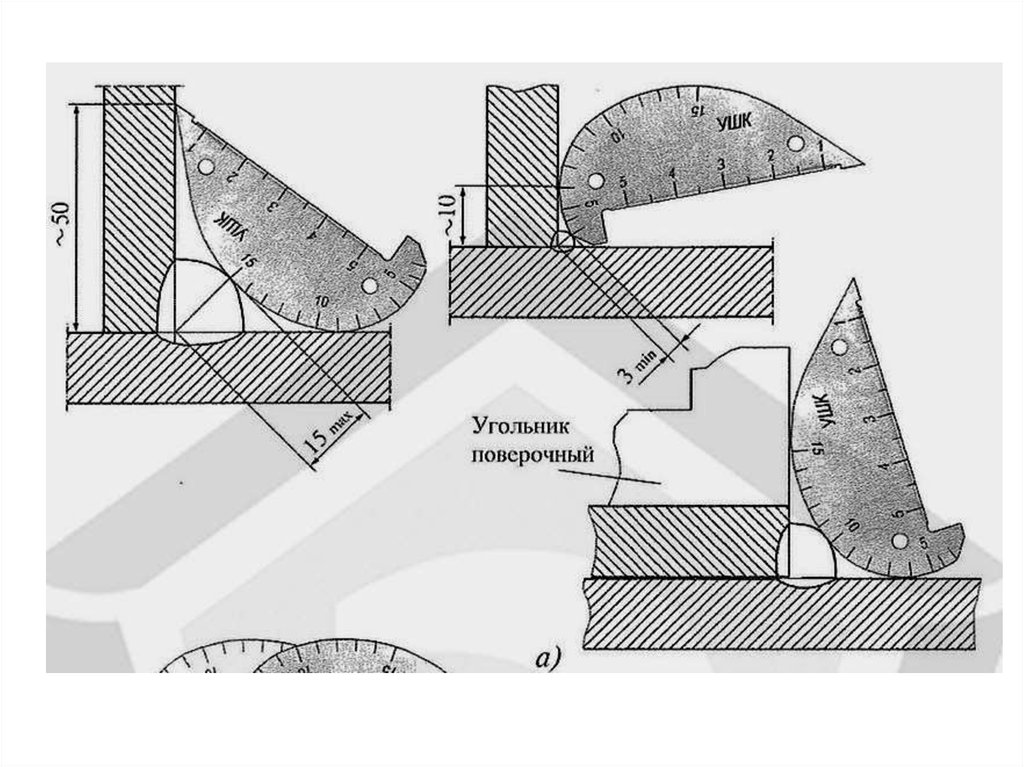 в калькуляторе напряжения), действующее на них. Сначала рассмотрим сварку внахлестку. Соединение внахлест — это соединение деталей после их наложения внахлест, сварка по краю.
в калькуляторе напряжения), действующее на них. Сначала рассмотрим сварку внахлестку. Соединение внахлест — это соединение деталей после их наложения внахлест, сварка по краю.
Угловой шов: Одиночный поперечный угловой шов учитывает максимально допустимое растягивающее напряжение материала. На рисунке ниже показаны различные части углового сварного шва. Возьмем два отрезка длины l соединены одним угловым швом, прочность сварного соединения P определяется по формуле:
Прочность = Площадь горловины × Максимальное напряжение растяжения \ scriptsize \ mathrm{Прочность} = \mathrm{Площадь горловины} \ раз \mathrm{Максимальное~напряжение~на растяжение} Прочность=Площадь шва×Максимальное напряжение на растяжение
Части углового сварного шва, CC BY-SA 3.0, через Wikimedia Commons Площадь шва, A , является произведением толщины шва т и длина сварного шва l . Толщина горловины
Толщина горловины t является функцией размера углового шва, который равен толщине листа. Таким образом, формула прочности сварного шва для одиночного углового шва: — максимально допустимое напряжение, а s — размер углового сварного шва. Точно так же прочность сварного шва для двойного углового сварного шва составляет:0007
Когда линия сварки параллельна направлению нагрузки, соединение рассчитывается на основе максимально допустимого напряжения сдвига , τ . Прочность двойного параллельного сварного шва:
P=2×0,707sτlP = 2 \times 0,707 с \tau lP=2×0,707sτl
Используя комбинацию поперечных и параллельных швов, можно оценить прочность U-образное соединение. Таким образом, имеется два параллельных сварных шва, имеющих длину l2l_2l2 и поперечный шов, l1l_1l1. Прочность соединения равна сумме прочности трех соединений.
P=0,707sσtl+2×0,707sτlP = 0,707 с \sigma_\mathrm{t} l + 2 \times 0,707 с \tau lP=0,707sσtl+2×0,707sτl
Здесь общая длина сварной шов подгоняют под шов, прибавляя к нему 12,5 мм. Таким образом, общая длина соединения составляет
L=l1+l2+12,5L = l_1 + l_2 + 12,5L=l1+l2+12,5
Сварка встык:
соединиться в куски в сквозном выравнивании . Эти соединения рассчитаны на растяжение или сжатие загружает. Стыковое соединение могло быть либо сплошным проваром с одной стороны , т. е. равной толщине пластин, либо двусторонним с толщиной шва t1t_1t1 и t2t_2t2 с каждой стороны. Формула прочности сварного шва для одиночного стыкового соединения:
P=tlσtP = t l \sigma_\mathrm{t}P=tlσt
, где l — длина сварного шва. Аналогично, прочность двойного стыкового соединения составляет:0007
Сварочный калькулятор использует приведенный выше набор формул прочности сварных швов для определения их прочности.
Как рассчитать прочность сварного шва?
Для расчета прочности сварного шва:
- Выберите тип соединения из списка типов сварных швов , например, поперечный шов (двойной) или двойной угловой шов.
- Введите длину сварного шва ,
l. - Заполните размер сварного шва ,
s. - Вставьте максимально допустимое растягивающее напряжение σt\sigma_\mathrm{t}σt.
- Сварочный калькулятор вернет прочность сварного шва ,
Pсоединения.

Пример использования сварочного калькулятора.
Оценить прочность одинарного поперечного углового сварного соединения, состоящего из двух пластин толщиной 5 мм и длиной 100 мм . Примите растягивающее напряжение как 70 МПа .
- Выберите тип соединения из списка шов типа как поперечный шов (одиночный).
- Введите длину сварного шва ,
l = 100 мм. - Введите размер сварного шва ,
s = 5 мм. - Введите максимально допустимое растягивающее напряжение σt=70\sigma_\mathrm{t} = 70σt=70 МПа.
- Используя формулу расчета размера углового сварного шва:

P=0,707×5×100×70=24,745 кН\размер сценария \начать{выравнивать*} \qquad P &= 0,707 \х 5 \х 100 \х 70 \\ &= 24,745~\mathrm{кН} \end{align*}P=0,707×5×100×70=24,745 кН
Часто задаваемые вопросы
Что такое стыковое соединение?
Когда два куска материала выровнены встык и соединены друг с другом, это называется стыковым соединением.
Что такое угловой шов?
Угловой сварной шов определяется как соединение, когда две детали выровнены перпендикулярно и сварены вместе.
Как рассчитать длину шва для сварки внахлестку?
Для оценки прочности сварного шва:
- Умножьте на размер сварного шва и его прочность.
- Разделите максимально допустимое растягивающее напряжение на вышеуказанное произведение.
- Умножьте полученное значение на 0,707, чтобы получить длину сварного шва.

Как отличить сварку встык от сварки внахлестку?
Сварка встык выполняется при соединении листов встык , тогда как сварка внахлест используется в случае соединения листов внахлест .
Приборы для центровки, измерения и сварки
| ||||||||||
| ||||||||||
 .. around the globe!
.. around the globe!