Что такое катет сварного шва и на что он влияет в сварке
Сварка Пайка | 🕮 Полезная информация | 0 Комментариев| 👁 54 прочитали
Содержание:
Что такое катет сварного шва и на что он влияет в сваркеКатет сварного шва представляет собой стороны треугольника, которые расходятся от прямого угла. Многие сварщики не уделяют катету шва никакого внимания, однако, последствия от неправильного катета в сварке более чем существенные.
На качество сварного катета влияет множество нюансов, таких как скорость ведения дуги, сила тока, индуктивность и даже характеристики присадочного материала. Если сварочный катет выполнен с ошибками, то это уменьшит силу соединения, в результате чего сварной шов может лопнуть.
Из данной статьи вы сможете узнать о том, что такое катет сварного шва и почему его нужно выдерживать правильным.
Что такое катет сварного шва
Катетом сварного шва называются две стороны треугольника, которые расходятся от прямого угла. Если смотреть на перпендикулярно приваренную пластину металла к другой, то катет шва образуется по бокам заготовки, в самом низу.
Если смотреть на перпендикулярно приваренную пластину металла к другой, то катет шва образуется по бокам заготовки, в самом низу.
Катет шва не должен быть слишком маленьким или чрезмерно большим. Также он должен быть прямо пропорциональным, сохранять свои ровные и выпуклые формы. Слишком выпуклый или вогнутый катет может рассказать об увеличенной или уменьшенной глубине проплавления металла.
Появление сварного катета присуще всем вида сварки, начиная от MMA и заканчивая MIG-MAG сварки вольфрамовыми электродами. На чертежах и схемах катет сварного шва принять обозначать в виде буквы с цифрами: К1, К2 и т. д. В нормальном сварочном шве катеты К1 и К2 являются равными.
Какими бывают катеты сварочного шва
Катет сварочного шва можно получить при создании углового соединения:
- Выпуклый — валик шва выходит наружу, часто превышая по размерам в длину сам катет. По внешним признакам, сварочный шов с выпуклым катетом выглядит очень мощно. Однако из-за большого количество наплавленного металла, сварное соединение очень часто подвержено образованию внутренних напряжений.

- Вогнутый — сварной шов как бы вогнут внутрь. Как правило, происходит это по причине увеличенной силы тока или если слишком быстро вести электрод вдоль зазора. Тогда наплавленного металла образуется минимальное количество.
- Ровный — шов имеет идеально ровную и косую поверхность, которая образуется между двумя, перпендикулярно расположенными заготовками. Такой катет сварного шва получается реже всего, но он считается самым качественным, который не требует дальнейшей механической обработки.
Рассмотрим, как рассчитать катет сварного шва.
Расчет катета шва
Расчет сварочного катета можно вычислить по такой формуле: T=S* cos45º , где:
- Т — это величина катета;
- S — ширина валика;
- cos45º — поправочный коэффициент со значением 0,7.
Чтобы произвести расчет катета на примере нужно. Допустим, требуется варить угловой шов с допустимой шириной валика 5 мм. Нужно вместо величины катета подставить в формулу данное значение и умножить на 0,7. В результате мы получим 3,5 мм. Это и будет катет сварного шва.
В результате мы получим 3,5 мм. Это и будет катет сварного шва.
что это такое простыми словами, таблица и измерение
Сварочные соединения характеризуются несколькими параметрами. К ним относятся: наличие полостей, толщина, выпуклость ширина и др. В зависимости от вида стыка – прямого или углового, существуют различные критерии и параметры.
Для прямоугольного соединения одним из главных показателей является катет сварного шва. Этот критерий определяет прочностные характеристики соединения, площадь нагрева деталей при варке и т.д.
Содержание
- Виды швов в процессе сварки
- Геометрия шва
- Выбор катета
- Как измерить катет шва?
- Итог
Виды швов в процессе сварки
Место стыковки частей металлических деталей называется . Он образуется за счет расплавления контактирующих частей изделия и их последующего охлаждения.
В зависимости от пространственного расположения деталей выделяют стыковые и угловые швы. В первом случае стыковка осуществляется в одной плоскости.
Угловое соединение формируется между деталями, расположенными под углом. Самым распространенным вариантом является прямой угол в 90 °.
Влияние режима сварки на форму шва.Кроме отмеченных выше видов, соединение может быть тавровым или внахлест. Первый вид предусматривает расположение деталей нормально друг к другу буквой «Т». Он может располагаться либо с одной, либо с двух сторон.
В тавровом виде стыка детали часто располагают наклонно друг к другу. Такое расположение уменьшает растекание металла ванны. В результате шов формируется между бортов изделия.
Нахлест используют для соединения листов небольшой толщины. Сваривание в таких случаях может также осуществляться и с одной, и с двух сторон.
Итак, что это такое – катет сварочного шва? Данный критерий определяет наименьшее расстояние от первой детали до углового соединения на второй. Чтобы лучше понять, что такое катет, проще сказать, что это сторона самого большого равнобедренного треугольника, вписанного в поперечное сечение соединенных деталей.
Данный параметр является очень важным и определяет качество и надежность сварки.
Этот критерий влияет на:
- прочность изделия;
- расчет при сваривании изделий разной толщины;
- косвенно характеризует деформацию изделий из-за их нагрева при работе.
При выборе указанного параметра, необходимо понимать, чему должен соответствовать сварочный шов. В зависимости от вида изделия, их толщины, а также сферы применения, производят расчет оптимального значения катета.
Геометрия шва
Катет шва должен соответствовать геометрическим параметрам, указанным в нормативных документах. По ним же осуществляются математические расчеты основных геометрических характеристик по формулам и таблицам.
Параметры сварного шва.Геометрия сварочного стыка определяется типом соединения. От типа и размеров свариваемых деталей будет зависеть сечение стыка.
На производстве все параметры и прочность соединений рассчитывают с помощью формул. В домашних условиях можно ограничиться готовыми шаблонами.
Наиболее удобным и распространенным является универсальный шаблон, представляющий собой набор скрепленных между собой пластинок. Поочередно прикладывая их к поверхности изделий, выбирают ту, которая наиболее плотно к ним прилегает.
При , не требующих высокой прочности и надежности, минимальный размер шва определяют исходя из толщины металла.
Оценить контакт на глаз очень просто. Обычно он соответствует толщине металла. Так, для сварки изделий толщиной 7 мм, катет также должен равняться 7 мм. Можно провести и более точные расчеты, воспользовавшись соответствующей формулой.
После выполнения расчетов выбирают необходимый ток и напряжение, после приступают к сварке.
Выбор катета
Данный параметр напрямую определяет надежность изготовленных деталей. Это объясняется площадью их соединения и наливочного материала. Если все сделано правильно, тогда нагрузка на конструкцию распределится равномерно по всей площади контакта. Такое изделие может выдерживать сильные удары и т.д.
Это объясняется площадью их соединения и наливочного материала. Если все сделано правильно, тогда нагрузка на конструкцию распределится равномерно по всей площади контакта. Такое изделие может выдерживать сильные удары и т.д.
В то же время большой шов не всегда является показателем высокой надежности. В данном вопросе необходимы тонкие расчеты нагрузок. Нельзя допускать перенапряжения металла, иначе деталь может попросту согнуться, и ее нельзя будет использовать.
В связи с вышесказанным, сварочный стык необходимо выбирать в соответствии с поставленными задачами и свариваемыми материалами. От этого будет зависеть результат работы.
Катет сварного шва.Чтобы правильно выбрать катет в той или иной ситуации, необходимо понимать, какими свойствами он должен обладать. В первую очередь необходимо обратить внимание на его форму. Он должен быть однородным и равномерным. В данном случае достаточно даже визуального контроля.
Высота шва должна быть одинаковой вдоль всей площади контакта. Его ширина также должна быть одинаковой. Это позволит нагрузкам на конструкцию из металла распространяться равномерно вдоль всего соединения.
Его ширина также должна быть одинаковой. Это позволит нагрузкам на конструкцию из металла распространяться равномерно вдоль всего соединения.
Важным параметром является его однородность. Обычно материалы с разным составом свариваются плохо. Чтобы получить высококачественную сварку необходимо правильно выбирать электроды.
Контакт должен иметь правильное геометрическое расположение и максимально охватывать скрепляемые изделия.
Не менее значимым параметром является глубина провара. Заготовки должны контактировать по всей возможной площади, иначе они не смогут выдерживать значительные нагрузки.
В профессиональной сфере рассчитывается каждый параметр стыка, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет, чтобы он приобрел требуемые параметры и как провести сварку.
Шов рассчитывается в зависимости от типа свариваемых деталей. Для правильного выбора необходимо учесть все параметры материалов: размеры, ширину и т.д. Стойкостные характеристики соединения зависят от его толщины и длины.
Именно длина является главным критерием расчета и выбора шва, так как от нее зависит прочность. При достаточно большом значении длины может наблюдаться расход материалов изделия и их деформация.
Правильное использование шаблонов позволит избежать появления дефектов, характерных сварке. В большинстве случаев достаточно использования универсального шаблона, чтобы получить качественную и надежную конструкцию из металла.
Как измерить катет шва?
Для выполненных работ необходимо точно произвести измерения. Это позволит определить, не были ли допущены ошибки при расчете, и оценить качество изделия.
Сварной шов с усилением.Искомый размер стыков измеряется в соответствии с геометрическими формулами. Для этого достаточно рассчитать катет максимального равностороннего треугольника, вписанного в сечение контакта между деталями.
Для этого достаточно рассчитать катет максимального равностороннего треугольника, вписанного в сечение контакта между деталями.
В зависимости от ситуации расчет выполняется по-разному. Например, если сварка была сделана нахлестом листов, толщиной до 4 мм, то катет стараются делать той же толщины. В других случаях его размер должен составлять 40% от толщины.
Итог
Катет сварного шва является важной характеристикой, определяющей важнейшие параметры полученного изделия. Долговечность, качество и надежность сварки напрямую зависит от данного критерия.
Изготовить соединение в соответствии со всеми нормами можно с помощью готовых шаблонов. Они значительно упростят сварку, исключив необходимость в дополнительных расчетах.
Во многих случаях достаточно ориентироваться на правило, согласно которому катет соединения должен равняться толщине свариваемых материалов. Однако это относится к конструкциям, не требующим высокой надежности.
 youtube.com/embed/vhkeyVdzAGQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/vhkeyVdzAGQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Понимание символов сварки: Угловой сварной шов
Угловой сварной шов определяется в Стандартных терминах и определениях сварки AWS A3.0 Американского общества сварщиков (AWS) как «сварной шов приблизительно треугольного поперечного сечения, соединяющий две поверхности приблизительно под прямым углом к каждой из них». другое в соединении внахлестку, Т-образном соединении или угловом соединении». (Рисунок 1).
Угловой шов состоит из ног, пальцев, лицевой стороны, горловины и корня (рис. 2). Горловина углового шва, которая используется при расчете его прочности, определяется как расстояние между корнем и лицевой стороной шва. Участок углового сварного шва используется для указания его размера в символе сварного шва.
Базовое обозначение углового сварного шва состоит из контрольной линии, линии стрелки, хвостовой части, информации о спецификации процедуры сварки (WPS) и обозначения углового сварного шва, включая размер стороны. Некоторые из наиболее распространенных дополнительных элементов обозначения углового сварного шва показаны на рис. 3.
Некоторые из наиболее распространенных дополнительных элементов обозначения углового сварного шва показаны на рис. 3.
Базовая линия всегда рисуется горизонтально, она содержит информацию о типе сварного шва и соединяет линию стрелки и конец. Линия стрелки указывает на место сварки. Нижняя сторона контрольной линии называется стороной стрелки, символы сварки, нарисованные на этой стороне контрольной линии, размещаются на стороне стрелки компонентов; символы сварки, расположенные выше опорной линии, размещаются на компонентах со стороны, противоположной стрелке. На самом деле хвост является необязательным элементом и содержит информацию о сварном шве. В Meyer Tool мы используем хвост, чтобы указать, как минимум, Спецификацию процедуры сварки (WPS). WPS определяет процедуры и параметры, которые сварщик использует для выполнения сварки. Примечания и другая информация о сварке могут быть включены в хвост. Символ углового шва представлен в виде треугольника. Размер стороны углового сварного шва указывается слева от символа углового шва. Большинство, но не все угловые сварные швы имеют равные катеты. Если стороны не равны, размеры сторон указываются, например, как 1 x 1,25. На стыке опорной линии и хвоста кружок указывает на то, что угловые сварные швы полностью охватывают элемент, на который указывает линия стрелки. Эта инструкция обычно применяется к круглым элементам, но не ограничивается ими. Затемненный флажок на стыке опорной линии и хвоста указывает на то, что сварку следует выполнять в полевых условиях.
Большинство, но не все угловые сварные швы имеют равные катеты. Если стороны не равны, размеры сторон указываются, например, как 1 x 1,25. На стыке опорной линии и хвоста кружок указывает на то, что угловые сварные швы полностью охватывают элемент, на который указывает линия стрелки. Эта инструкция обычно применяется к круглым элементам, но не ограничивается ими. Затемненный флажок на стыке опорной линии и хвоста указывает на то, что сварку следует выполнять в полевых условиях.
Угловые швы не обязательно должны быть непрерывными, длина и шаг между центрами прерывистого углового шва показаны справа от символа углового шва. Угловые сварные швы не обязательно ограничиваются одной стороной соединяемых компонентов. Угловые сварные швы могут выполняться как со стороны стрелки, так и с противоположной стороны компонентов. Эти угловые швы могут быть непрерывными или прерывистыми, если они прерывистые, они также могут располагаться в шахматном порядке.
Поверхность углового сварного шва может быть плоской, выпуклой или вогнутой. Если поверхность требует окончательной обработки, она может быть отколота (C), отшлифована (G), обработана молотком (H), обработана (M), прокатана (R) или зачищена (P).
Если поверхность требует окончательной обработки, она может быть отколота (C), отшлифована (G), обработана молотком (H), обработана (M), прокатана (R) или зачищена (P).
Чертежи — язык изготовления. Подобно изучению второго языка, наши сотрудники обучены интерпретировать и переводить эти символы в физическую реальность. Правильное понимание и интерпретация специального языка символов сварки нашими инженерами и техниками по сварке — это лишь один из многих способов, с помощью которых Meyer Tool гарантирует, что мы снизим риск вашего проекта, чтобы помочь вам достичь самой низкой стоимости владения.
Угловой сварной шов — mewelding.com
Эта статья посвящена угловым швам: что такое угловой шов, какой размер электрода следует использовать, сколько проходов следует использовать и т. д. Некоторые термины, связанные с угловыми швами, указаны в выше рисунок. Некоторая информация об угловых сварных швах, относящаяся к разделу IX ASME, была включена на последних этапах этой статьи.
Часть раздела IX в основном посвящена следующим вопросам: что означает размер скругления в разделе IX? Указывает ли он на размер стороны углового сварного шва? Или размер горла? Как аттестовать сварщика для выполнения угловых швов на кодированных работах? Как квалифицировать WPS для выполнения угловых сварных швов в соответствии с разделом IX ASME?
Что такое угловой шов?
Номенклатура углового сварного шваРазмер ноги филе
корень филе
лицо филе
Палец на ноге
Горло
Как обозначить угловой сварной шов на чертеже?
Прочность углового шва
Что такое прерывистый угловой шов?
Какой размер электрода следует использовать для угловых сварных швов?
Как аттестовать сварщика для угловой сварки?
Квалификация WPS для углового сварного шва
Что означает размер филе? Размер горла или длина ног?
Осмотр углового сварного шва
Что такое угловой шов?
A угловой шов – это треугольный сварной шов, используемый для соединения двух поверхностей, расположенных примерно под прямым углом друг к другу. т. е. соединения внахлестку, тройники и угловые соединения обычно свариваются угловыми швами. Угловой сварной шов может быть выполнен между двумя пластинами, что приводит к тройниковому соединению, угловому соединению или соединению внахлестку; или его также можно сделать между двумя трубами, что приведет к круглому сварному шву.
т. е. соединения внахлестку, тройники и угловые соединения обычно свариваются угловыми швами. Угловой сварной шов может быть выполнен между двумя пластинами, что приводит к тройниковому соединению, угловому соединению или соединению внахлестку; или его также можно сделать между двумя трубами, что приведет к круглому сварному шву.
Форма сварного шва обычно треугольная, а поверхность может быть плоской, выпуклой или вогнутой, в зависимости от техники, используемой сварщиком. Угловые сварные швы плоской формы иногда также называют угловыми.
Угловой шов требует гораздо меньшей подготовки соединения, чем шов с разделкой кромок, и поэтому является экономичным и быстрым вариантом соединения металлов, когда прочность соединения не является критическим требованием.
Угловой сварной шов должен иметь длину стороны, равную толщине листа до 3/8-дюймового листа. Для листов толщиной 3/8 дюйма и более требуется минимальная длина катета 3/8 дюйма для всех сварных швов. Угловой шов также является одним из типов сварных швов, который используется для выполнения раструбных сварных швов.
Связанный: Сварка встык и сварка внахлест: чем они отличаются?
Номенклатура углового сварного шва
Любой угловой сварной шов состоит из пяти отдельных областей: носок, лицевая сторона, горловина, корень и ножка. Давайте посмотрим на каждый из них.
Номенклатура угловых сварных швовРазмер полки угловой сварки
Как показано на рисунке выше, полка — это распространение металла сварного шва вдоль сторон двух основных металлов, выровненных перпендикулярно друг другу. Размер филе, обычно указанный в нормах и стандартах, относится к этой длине ноги. См. небольшое обсуждение в конце этой статьи по этому поводу.
Корень скругления
Это самая глубокая часть сварного шва в основных металлах. Правильно выполненный угловой шов обеспечивает хорошее сплавление корня. Хорошее сплавление корней означает полное и одинаковое проплавление обоих основных металлов без образования зазоров в углах.
Сторона скругления
Как показано цифрой 3 на рисунке выше, это видимая наблюдателю часть, расположенная вдоль гипотенузы прямоугольного треугольника.
Носок
Это самая дальняя часть сварного шва по длине плеча. Неправильная сила тока приводит к подрезам в этой области. Качественное скругление гарантирует отсутствие подрезов и плавное слияние скругления с основным металлом в области носка.
Горловина
Это кратчайшее расстояние от угла соединения до гипотенузы прямоугольного треугольника. Его размер можно считать равным 0,707 длины ножки филе. Неофициальное эмпирическое правило гласит, что горловина должна быть как минимум равна толщине основного металла.
Как обозначить угловой сварной шов на чертеже?
Правильное указание угловой сварки важно для того, чтобы сварщик понял, что задумал проектировщик. Как и другие сварные швы, обозначение состоит из треугольника, показанного над контрольной линией. Просто рядом с треугольником написана цифра, обозначающая размер скругления. Обычно это одно число.
Однако иногда этот номер можно встретить и в формате y x z. Это указывает на то, что скругление имеет неравные длины катетов. Число у «y» указывает длину вертикального участка, а число у z указывает длину горизонтального участка.
Число у «y» указывает длину вертикального участка, а число у z указывает длину горизонтального участка.
Треугольник может располагаться над опорной линией или под ней, или по треугольнику с обеих сторон. На американских чертежах треугольник на вершине опорной линии указывает, что скругление должно быть выполнено на стороне, противоположной линии стрелки.
Если треугольник показан на нижней стороне опорной линии, это означает, что скругление должно быть выполнено на стороне линии стрелки. Треугольник на оба сторон опорной линии указывает, что скругление должно быть выполнено на обеих сторонах .
На некоторых чертежах эта путаница между «стрелкой» и «другой стороной» предотвращается использованием двух линий: одной базовой линии, как обычно, сопровождаемой пунктирной линией непосредственно под ней. Если показан треугольник, охватывающий пунктирную линию, это означает, что угловой шов необходимо выполнить на противоположной стороне. Если треугольник выполнен на сплошной линии, это означает, что скругление необходимо выполнить со стороны стрелки.
Если треугольник выполнен на сплошной линии, это означает, что скругление необходимо выполнить со стороны стрелки.
Кружок на пересечении контрольной линии и линии стрелки указывает, что скругление должно быть выполнено по всему периметру .
Иногда можно увидеть флаг, установленный на пересечении линии стрелки и контрольной линии. Это указывает на то, что сварка должна быть выполнена в поле .
Иногда небольшая кривая рядом с треугольником указывает, должно ли скругление иметь выпуклую/вогнутую/плоскую форму.
Иногда на стороне гипотенузы треугольника пишут число. Указывает длину углового шва. Если за этим числом в скобках следует другое число, это указывает на прерывистый шов, а число в скобках указывает на шаг.
Некоторые производители помимо треугольника также указывают прочность галтели, хотя такая практика встречается не так часто.
Обозначения на чертеже углового сварного шваПрочность углового сварного шва
Размер шейки является определяющим фактором прочности углового соединения.
Обычно угловой шов имеет одинаковую длину катетов. В таком случае лицевая сторона скругления лежит под углом 45° к горизонтали, а горловина равна 0,707 длины штанины. В этом случае размер скругления можно указать, указав только один размер, который будет указывать размер стороны скругления.
Однако иногда угловые сварные швы имеют разную длину катетов. В таком случае обе длины ног должны быть указаны отдельно. В этом случае поверхность скругления не лежит под углом 45°. Размер горловины не равен 0,707 длины ноги, его нужно рассчитывать отдельно.
Прочность углового шва зависит от размера шва. Горловина – это кратчайшее расстояние между корнем филе и его поверхностью. Армирование следует игнорировать при расчете прочности. Корневое проникновение также не учитывается при расчете прочности, если не используется процесс глубокого проникновения.
Когда используется процесс глубокого проникновения, дополнительное проникновение также может учитываться при расчете прочности. Это может позволить уменьшить размер филе. Однако делать это следует только при условии дополнительного провара по всей длине шва, а работа строго контролируется технологическим процессом.
Это может позволить уменьшить размер филе. Однако делать это следует только при условии дополнительного провара по всей длине шва, а работа строго контролируется технологическим процессом.
На следующем рисунке показаны нормальные угловые швы с одинаковым размером катета, угловые швы с неодинаковым размером и угловые швы с глубоким проплавлением.
Когда требуется увеличить прочность углового соединения, можно увеличить размер шва. Однако следует иметь в виду, что увеличение диаметра шва также влечет за собой увеличение веса металла шва. Например, если горловина удваивается, вес металла шва, который необходимо наплавить, увеличивается в 4 раза!
Это показано на рисунке ниже. Размер горловины в угловом соединении 2 и в два раза больше, чем в угловом соединении 1 st . Это удваивает прочность сварного шва. Однако обратите внимание, что 1 9На галтели 0146 st помещается один треугольник, а на галтели 2 nd размещаются четыре треугольника одинакового размера! Большая площадь поперечного сечения сварного шва приводит к большему объему сварного шва и, следовательно, к большему весу сварного шва, который необходимо наплавить.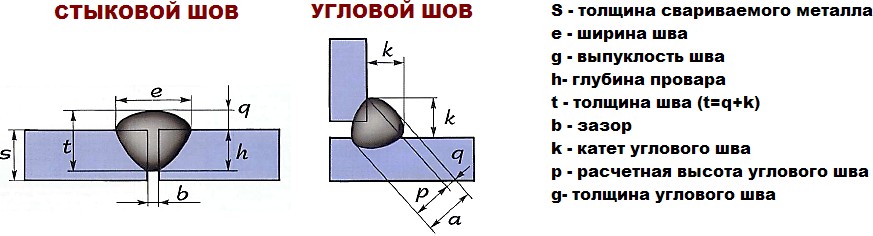
Однако размер скругления для различных работ определяется не только теоретическими расчетами конструкции. В него также входит много практических соображений. Прерывистые скругления иногда используются, когда код диктует требования, или из практических соображений — вместо проектных расчетов.
Для прерывистых сварных швов помимо размера галтели указываются шаг и длина галтели. Однако следует избегать указания прерывистых сварных швов с большим размером галтели. Например, угловой шов размером 3/8 дюйма (9,5 мм), длиной 2 дюйма (50 мм) и шагом 4 дюйма (100 мм) можно заменить непрерывным угловым швом размером 3/16 дюйма (4,8 мм). . Объем металла шва, необходимый для выполнения этого непрерывного шва, будет вдвое меньше, чем для прерывистого шва.
См. следующий параграф, чтобы узнать больше о прерывистом угловом шве.
Что такое прерывистый угловой шов?
Прерывистая галтель, как видно из названия, укладывается прерывисто по длине галтели вместо сплошного прогона. На рисунке выше мы видели, как аннотировать прерывистость на чертеже сварки.
На рисунке выше мы видели, как аннотировать прерывистость на чертеже сварки.
Прерывистый угловой шов иногда прибегают по двум причинам:
- Непрерывный шов не нужен. Прерывистое филе будет служить по назначению.
- Основной металл имеет малую толщину и может деформироваться при непрерывной работе.
Иногда применяется прерывистый сварной шов в шахматном порядке с обеих сторон вертикальной детали, чтобы «сбалансировать» подвод тепла, чтобы сдержать деформацию сварного шва и коробление. Чтобы обозначить на чертеже прерывистый шов в шахматном порядке, треугольник с другой стороны от базовой линии помещают немного смещенным (вместо прямого под ним) к треугольнику со стороны стрелки.
Какой размер электрода следует использовать для угловых швов?
Как и при поверхностной сварке, использование мокрых сварочных электродов большего размера приведет к большему наплавлению металла шва. Однако электроды большего размера, как правило, создают большую пористость (газовые пустоты) в наплавленном металле сварного шва.
Кроме того, однопроходный сварной шов большего размера будет иметь меньшую ударную вязкость и многопроходный сварной шов эквивалентного размера; это результат эффекта отпуска, который каждый проход многопроходной сварки оказывает на предыдущие проходы.
Для большинства позиционных работ рекомендуется электрод диаметром 1/8 дюйма. Следовательно, сварщику должно быть выполнено несколько проходов, обычно от 3 до 5, чтобы получить длину ноги 3/8 дюйма. Количество пробежек будет определяться позицией и техникой.
Важным моментом является не количество прогонов, а получение длины ноги 3/8 дюйма. В тех случаях, когда свариваемый металл тонкий и при всех работах над головой требуется электрод 1/8 дюйма. Использование меньшего электрода означает большее количество проходов, но, как указывалось ранее, последующие проходы закаляют предыдущие.
Многопроходная сварка с использованием электродов меньшего диаметра на самом деле приводит к более высокому качеству мокрых сварных швов с лучшими металлургическими свойствами.
Связанный: Многопроходная сварка: все, что вам нужно знать
Как аттестовать сварщика для угловой сварки?
Различные коды определяют разные правила квалификации сварщика для выполнения угловой сварки. Мы кратко коснемся требований, установленных разделом IX ASME.
Угловой шов, выполненный квалифицированным сварщиком, демонстрирует полное сплавление и отсутствие трещин в корне и зоне термического влияния, с минимальной вогнутостью/выпуклостью и с минимальной разницей в длине катетов. Подходящая квалификация сварщика проверяет эти навыки.
В соответствии с разделом IX ASME, сварщик, получивший квалификацию по любому испытательному образцу сварки разделки кромок, получает квалификацию для сварки угловых соединений на материалах основы любой толщины, с наплавкой углов всех размеров и на трубы всех диаметров. Это соответствует QW 452.6. Ассортимент забавно широк.
Однако сварщик, выполняющий угловую сварку, также может быть аттестован по контрольному образцу углового сварного шва. Иногда это предпочтительный вариант по разным причинам, которые я изложил в этой статье. Этот вариант требует взлома тестового купона и проверки макросов. Макро-экзамен должен соответствовать требованиям QW 184.
Иногда это предпочтительный вариант по разным причинам, которые я изложил в этой статье. Этот вариант требует взлома тестового купона и проверки макросов. Макро-экзамен должен соответствовать требованиям QW 184.
Третьим вариантом является квалификация посредством макета производственной сборки. Я подробно описал этот вариант здесь.
Квалификация WPS для углового сварного шва
Квалификация WPS для сварки угловых соединений в соответствии с разделом IX следует той же траектории, что и квалификация сварщиков. Образец для испытания сварного шва с разделкой кромок квалифицирует PQR для всех размеров галтелей для всех толщин основного металла и для труб всех диаметров.
Раздел IX предполагает, что квалификация WPS для угловых сварных швов, выдерживающих давление, должна выполняться только с использованием образцов разделочных сварных швов. На это тонко указано в QW 202.2 (c).
Иногда вариант сварки разделкой не является предпочтительным/нецелесообразным по многим причинам. В таких случаях WPS также можно аттестовать с помощью контрольного образца углового сварного шва. Этот вариант требует взлома тестового купона и проверки макросов.
В таких случаях WPS также можно аттестовать с помощью контрольного образца углового сварного шва. Этот вариант требует взлома тестового купона и проверки макросов.
Что означает размер скругления? Размер горла или длина ног?
Раздел IX в ряде мест использует термин «размер углового шва» или «размер углового шва». Например, этот термин упоминается в QW 451.3, QW 451.4, QW 452.5, QW 452.6. Что обозначает этот термин? Означает ли это размер горловины углового шва? Или там указана длина ноги? Это разъяснено где-то в Разделе IX?
Термин «размер углового шва» в Разделе IX означает длину катета углового сварного шва. Это можно сделать из QG 109.2, в котором приводится определение «размера угловых швов». Определение было разделено на две части: одно для угловых швов равной длины катетов, а другое для неравных катетов.
Кроме того, в форматах QW 484A и QW 484B для квалификации сварщика и оператора сварки соответственно указано место для записи «размер галтеля __ X __». Это указывает на то, что необходимо записывать длину катетов угловых сварных швов (а не размер шва).
Это указывает на то, что необходимо записывать длину катетов угловых сварных швов (а не размер шва).
Кроме того, этот вопрос был задан кем-то из ASME. ASME в Интерпретации IX-83-127 (qs2) пояснил, что этот термин относится к длине бедра углового соединения, а не к горловине. Таким образом, это твердо устанавливает, что, когда в Разделе IX упоминается термин «размер углового шва», речь идет о длине катета (или размере катета углового шва) углового шва.
PS: Когда угловой шов имеет разную длину катетов, считается, что размер углового шва равен меньшей длине катета наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва. Это можно понять из других строительных норм ASME.
Осмотр углового сварного шва
В отличие от сварных швов с разделкой кромок, объемный неразрушающий контроль не подходит для угловых сварных швов. Следовательно, прибегают к таким методам, как цветная дефектоскопия, магнитопорошковая экспертиза, визуальный осмотр и т.