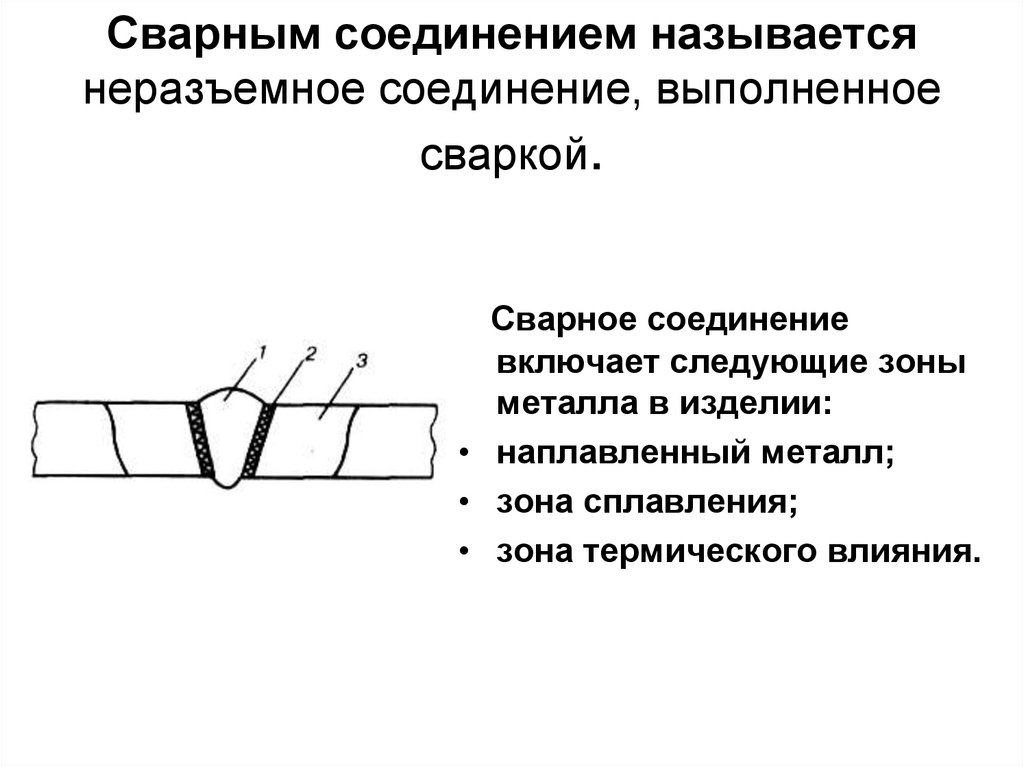
На что влияет катет сварного шва
При сварке ответственных конструкций большое внимание уделяется катету сварного шва. На заводах и предприятиях этот параметр проверяется отдельно и изделие могут признать негодным и отправить на переделку, что повлечет потерю времени и финансовые расходы. Здесь мы рассмотрим, что такое катет шва, как его правильно рассчитать и проверить.
- В каких швах бывает катет
- Что такое катет сварочного шва
- Выбор катета
- Расчет катета шва
- Последствия неправильного вычисления катета
- Что влияет на катет сварного шва
- Проверка качества шва
В каких швах бывает катет
Геометрия сварных соединений зависит от способа стыковки двух сторон между собой. При сварке пластин встык (на горизонтальной, вертикальной, потолочной поверхности) на месте соединения образуется валик. Для оценки качества шва измеряют его высоту, ширину, а методом разрушающего контроля или при помощи рентгена смотрят глубину провара.
Катет встречается только на угловых и тавровых соединения. Положение деталей в пространстве не имеет значения. При угловом шве, определить его высоту довольно сложно, поскольку нет плоскости, от которой можно оттолкнуться. Поэтому для оценки качества таких соединений измеряют ширину шва, катет и глубину провара (методами разрушающего и неразрушающего контроля).
Что такое катет сварочного шва
Катет шва — это две стороны треугольника, расходящиеся от прямого угла. По сути, катет здесь имеет такое же определение, что и в школьной геометрии. В идеале, чтобы такой треугольник был равнобедренным, тогда одинаковая часть наплавленного металла ложится на каждую сторону. Это обеспечивает наилучшее удержание деталей и прочность соединения.
Понятие катета сварного шва применимо ко всем видам сварки. Достичь определенного катета при соединении можно покрытым плавящимся электродом (ММА), горелкой полуавтомата (MIG/MAG), неплавящимся вольфрамовым стержнем и горелкой аргоновой сварки (TIG).
Выбор катета
Сама поверхность сварочного шва на угловых соединениях бывает:
-
Выпуклой — валик выступает наружу, иногда превышая длину самого катета. Внешне такой шов выглядит мощно, но увеличенное количество наплавленного металла ведет к образованию внутренних напряжений. Из-за этого изделие склонно к деформациям, особенно, если его стенки 2-3 мм.
-
Вогнутой — поверхность шва изогнута внутрь и расположена ниже высоты катета. Чтобы получить такую форму, требуется увеличить силу тока и быстрее вести электрод или горелку. На полуавтомате стоит повысить индуктивность, чтобы процесс отделения капли стал более плавным. Это увеличивает глубину проплавления и содействует вогнутой поверхности шва.

-
Ровной — между сторонами углового соединения почти ровная, косая плоскость поверхности шва. Такое получается реже, но все же возможно. Этот вариант более удобен для механической обработки стыков — мало счищать наплавленного металла и оснастка шлифовальной машины захватывает сразу всю поверхность.

Под катетом в каждом случае подразумевается длина (на горизонтальной части заготовки) и высота (на вертикальной части заготовки) стороны треугольника, начинающаяся от корня шва. По-другому, это расстояние от кромки (наружной границы) шва до поверхности другой детали.
Кажется, чем больше катет, тем лучше, но это не так. Большой катет сварного шва создает напряжения в соединении и ведет к выворачиванию конструкции. Увеличивается площадь нагрева детали. Изделие может сильно повести. Большой катет — это всегда перерасход материала (электродов, сварочной или присадочной проволоки), задержка по времени. Создание шва большой высоты требует длительного удержания дуги на одном месте, что ведет к выгоранию легирующих элементов и более скорой коррозии. Поэтому катет следует рассчитывать правильно для каждой конструкции.
Создание шва большой высоты требует длительного удержания дуги на одном месте, что ведет к выгоранию легирующих элементов и более скорой коррозии. Поэтому катет следует рассчитывать правильно для каждой конструкции.
Расчет катета шва
Поскольку угловой сварочный шов похож в сечении на треугольник, узнать высоту и длину его сторон можно при помощи геометрической формулы, задействовав математические способности. Расчет производится по формуле:
T=S*cos45º
Приведенные составляющие расшифровываются так:
T — величина катета шва, которую мы пытаемся вычислить
S — ширина валика (в геометрии — гипотенуза треугольника)
cos45º — это стандартное значение с коэффициентом 0.7
Произведем расчет катета сварного шва на практике. Например, у нас угловое соединение с шириной валика 5 мм. Подставляем это значение в формулу и получаем 5*0. 7=3.5 мм. Значит катет шва составляет 3.5 мм. Эта формула применима, когда наплавленный металл равномерно лежит на каждой стороне углового соединения.
7=3.5 мм. Значит катет шва составляет 3.5 мм. Эта формула применима, когда наплавленный металл равномерно лежит на каждой стороне углового соединения.
Опытным путем были установлены оптимальные параметры сварочного шва для каждой толщины металла. Если их придерживаться, то получится прочное соединение без перерасхода присадочного материала. Представляем характеристики сварочного шва в таблице.
| Толщина заготовок, мм | Тип соединения | Минимальный катет шва, мм |
|---|---|---|
| 4-5 | Тавровое с двухсторонним проваром | 4 |
| 6-10 | Тавровое с двухсторонним проваром | 4-5 |
| 11-16 | Тавровое с двухсторонним проваром | 4-6 |
| 17-22 | Тавровое с двухсторонним проваром | 5-7 |
| 23-32 | Тавровое с двухсторонним проваром | |
| 4-5 | Тавровое с односторонним проваром или угловое с односторонним проваром | 5 |
| 6-10 | Тавровое с односторонним проваром или угловое с односторонним проваром | 6 |
| 11-16 | Тавровое с односторонним проваром или угловое с односторонним проваром | 7 |
| 17-22 | Тавровое с односторонним проваром или угловое с односторонним проваром | 8 |
| 23-32 | Тавровое с односторонним проваром или угловое с односторонним проваром | 9 |
Как видно, размер катета составляет от 30 до 100% от толщины детали — чем тоньше заготовка, тем ближе величина катета к показателю ее сечения.
Последствия неправильного вычисления катета
Негативные последствия большого катета мы уже рассмотрели. Второй распространенной ошибкой является слишком маленький катет шва. Тогда на сторонах оказывается мало наплавленного металла, что уменьшает силу соединения. При изломе или вибрации конструкция может не выдержать нагрузки и шов треснет. Хотя малый катет экономит расходные материалы, он допустим только на неответственных соединениях (мангал, стол и пр.).
Еще одна ошибка сварщиков — несимметричный катет. Чаще всего бывает нижняя полка шва слишком широкая, а верхняя — чрезмерно короткая. Получается это при неправильной технике или выборе режима сварки, ведь расплавленный металл под действием силы тяжести стекает вниз. Шов выглядит широким, но лишь немного находит на вертикальную сторону, поэтому она держит слабо и не рассчитан на серьезные нагрузки.
Чаще всего бывает нижняя полка шва слишком широкая, а верхняя — чрезмерно короткая. Получается это при неправильной технике или выборе режима сварки, ведь расплавленный металл под действием силы тяжести стекает вниз. Шов выглядит широким, но лишь немного находит на вертикальную сторону, поэтому она держит слабо и не рассчитан на серьезные нагрузки.
Что влияет на катет сварного шва
На формирование катета шва угловых и тавровых соединения влияет ряд факторов:
-
Направленность горелки или электрода. Если варить угловые швы с удержанием электрода или горелки под углом 45º, то жидкий металл под действием силы тяжести стечет на нижнюю полку, занизив вертикальный катет. Опытные сварщики в таком случае изменяют угол на 20-30º, направляя конец электрода на вертикальную поверхность. Так получается изменить высоту катета, добиться равностороннего треугольника в сечении шва.
-
Положение изделия в пространстве.
Получить равномерный шов на угловом соединении легче, разместив изделие «в лодочку». Тогда поверхность сварочной ванны получается ровной, металл никуда не стекает и одинаково покрывает обе соединяемые стороны.
-
Скорость ведения дуги. При быстром проведении шов получается узким, а катет нередко малым. Сварка с задержкой ведет к увеличению высоты шва и росту катета. Скорость сварки нужно подбирать на черновой заготовке, попробовав разные варианты, и только потом переходить на сварку ответственного изделия.
-
Сила тока. Малая сила тока содействует наложению присадочного металла сверху, без глубокого проплавления. Катет получается большой, но качество соединения при этом плохое. Слишком высокий сварочный ток ведет к глубокому проплавлению, но увеличивает текучесть металла, содействует подрезам на вертикальной стороне, что тоже является дефектом.
-
Индуктивность.
Определяет скорость переноса капли расплавленного металла при полуавтоматической сварке. Правильные настройки помогают хорошо прогреть деталь, наложить аккуратный шов, снизить разбрызгивание.
-
Характеристики присадочного металла. Если стержень плавящегося электрода или проволока полуавтомата имеют высокотемпературные добавки, то сварочная ванна получается более густая, что ведет к росту катета. Низкотемпературные сплавы растекаются быстрее, снижая высоту катета шва.
 Получить равномерный шов на угловом соединении легче, разместив изделие «в лодочку». Тогда поверхность сварочной ванны получается ровной, металл никуда не стекает и одинаково покрывает обе соединяемые стороны.
Получить равномерный шов на угловом соединении легче, разместив изделие «в лодочку». Тогда поверхность сварочной ванны получается ровной, металл никуда не стекает и одинаково покрывает обе соединяемые стороны.
 Определяет скорость переноса капли расплавленного металла при полуавтоматической сварке. Правильные настройки помогают хорошо прогреть деталь, наложить аккуратный шов, снизить разбрызгивание.
Определяет скорость переноса капли расплавленного металла при полуавтоматической сварке. Правильные настройки помогают хорошо прогреть деталь, наложить аккуратный шов, снизить разбрызгивание.
Проверка качества шва
На заводах и других предприятиях, где производится сварка ответственных конструкций, предъявляются строгие требования к получаемым швам. Они не должны содержать подрезы, поры, непровары, трещины, наплывы. Нередко сварщики получают прямые указания, какой катет требуется (например, все швы должны быть с катетом 6 или 8 мм). Несоблюдение требования ведет к замедлению производства, выговорам и денежному взысканию.
После сварки нужно проверить качество шва, включая катет. Чтобы не заниматься постоянными вычислениями, есть универсальные приборы и инструменты. Рассмотрим все существующие способы.
Неразрушающий контроль
Замер катета шва проводится очень быстро при помощи калибромера. Инструмент с вырезами упирается в стенку изделия и вторым концом наставляется на границу шва. Это показывает катет одной стороны. Перевернув калибромер наоборот и приставив к другой стенке, получаем второй катет.
Второй способ проверки катета — прикладывание стандартного шаблона. Это набор пластин с вырезами на торце. Форма выреза имеет разную ширину и линию гипотенузы. Рядом с каждым торцом выгравирована пометка со значением катета. Поочередно прикладывая торцы шаблона к созданному шву, подбирают наиболее подходящий по ширине и высоте поверхности. Найдя соответствующий, получают значение его катета.
Остальные параметры шва проверяют при помощи:
- рентгеновского излучения;
- ультразвукового обследования;
- гидравлического давления;
- раствора аммиака, керосина;
- внешнего контроля визуальным путем;
- воздушного давления;
- магнитографического способа;
- капиллярного контроля.
Разрушающий контроль
Точно определить катет сварного шва можно на заготовке, срезав край соединения, чтобы получить доступ к его сечению. Прочертив прямую линию по наружным плоскостям сторон, легко измерить грани полученного треугольника.
Среди других методов разрушающего контроля, показывающего качество соединения (методы не относятся к проверке катета) бывают:
- просверливание шва;
- давление на сжатие сторон;
- давление на разведение сторон;
- выкручивание сторон.
Понимая, что такое катет сварного шва, зная его оптимальные параметры, зависящие от толщины металла, получится выполнять качественные соединения. После сварки вы сможете проверить катет на вертикальной и нижней сторонах, чтобы убедиться в соответствии требованиям.
Ответы на вопросы: на что влияет катет сварного шва
Какой шаблон выбрать для измерения катета шва?
СкрытьПодробнее
Большинство сварщиков пользуются шаблоном УШС-2, содержащим 3 пластины с двумя выемками на каждой. Он позволяет замерить катет в диапазоне от 4 до 14 мм.
Он позволяет замерить катет в диапазоне от 4 до 14 мм.
Можно ли проверить катет шва прибором Ушерова-Маршака?
СкрытьПодробнее
Хотя в некоторых инструкциях к инструменту сказано, что можно, но у него нет такой функции. Он показывает высоту валика углового шва, а это не катет.
Как размер катета обозначается на чертежах по сварке?
СкрытьПодробнее
На чертежах для сварщиков значение катета помечается рисунком равнобедренного треугольника, лежащем на левом боку. Рядом прописывается цифра, указывающая на количество миллиметров.
Как добиться глубокого проплавления при малом катете?
СкрытьПодробнее
Иногда, при сварке толстого металла 5-10 мм, для высокого катета просто нет места (рядом близко расположены другие жесткие элементы конструкции или сварка ведется через узкое монтажное отверстие, ограничивающее угол установки электрода). Тогда следует выполнить углубленную V-образную разделку кромок или оставить между сторонами зазор в 2-3 мм, дав затечь расплавленному металлу внутрь соединения.
Тогда следует выполнить углубленную V-образную разделку кромок или оставить между сторонами зазор в 2-3 мм, дав затечь расплавленному металлу внутрь соединения.
Как связаны между собой предел текучести стали и катет шва?
СкрытьПодробнее
Чем выше предел текучести свариваемого металла, тем больше должен быть катет шва. Обычно разделяют значения до 400 МПа и 400-500 МПа.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Что такое катет сварочного шва и как его определить
Качество сварного шва определяется несколькими характеристиками, среди которых: наличие полостей внутри, ширина, толщина, степень выпуклости и другие. Критерии и параметры отличаются в зависимости от вида сварочного шва. Для прямоугольного стыка одним из основных параметров является катет. Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.
Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.
СОДЕРЖАНИЕ
- Виды швов
- Что такое катет сварочного шва
- Как выбрать катет шва
- Как измерить катет шва
- Заключение
Виды швов
Сварочный шов образуется в месте стыка двух металлических заготовок в результате расплава металла под воздействием высокой температуры. В зависимости от способа соединения заготовок сварочный шов может быть стыковым или угловым. Соединение деталей осуществляется в одной плоскости. Они расположены торцевой частью стык-в-стык по отношению друг к другу. Во втором случае детали располагаются под углом одна относительно другой.
Помимо уже перечисленных способов соединения может быть еще тавровое. Это случай, когда элементы в месте соединения образуют букву Т: один торцевой частью примыкает к фронтальной стороне иного. При таком способе соединения угол может быть не только прямым, но и острым (тупым) в любой плоскости – по горизонтали, вертикали или смещенный. Шов при любом расположении заготовок формируется между бортами примыканий.
Шов при любом расположении заготовок формируется между бортами примыканий.
Способ размещения заготовок внахлест лучше всего подходит для сваривания листовых материалов. Наиболее взвешенный вариант для тонких листов железа. В этом случае кратно уменьшается вероятность прожига металла. Свариваться металлы могут с одной или же с обеих сторон.
Каждый из выше рассмотренных способов соединения металлических заготовок имеет очень важную характеристику – катет сварного шва. Это – кратчайшее расстояние от одной детали до углового соединения второй. Другими словами, это сторона равнобедренного треугольника наибольшего размера, который можно вписать в поперечный разрез двух сваренных между собой заготовок. Это очень важная характеристика, которая информирует о качестве сварного шва.
Данный критерий оказывает прямое влияние на такие показатели:
- прочность соединения;
- результат расчета при соединении изделий с разной толщиной;
- вероятность деформации кромок деталей из-за нагрева.
Читайте также: Обозначение сварных швов на чертежах
Что такое катет сварочного шва
Основные геометрические параметры катета прописаны в нормативных документах, которые являются руководством к действию для любого мало-мальски компетентного сварщика, включая и любителей. Здесь же описаны нормативные положения, которые служат основой для математического расчета геометрических характеристик. Геометрические параметры сварного шва напрямую зависят от типа соединения. Вид и размер соединяемых элементов определяют стыковое сечение.
На производственных предприятиях все вычисления проводятся на основе специальных формул. Для работы на частном участке вполне достаточно ранее приготовленных шаблонов. Наиболее практичным считается универсальный шаблон, который состоит из скрепленных между собой пластинок. Выбор делается опытным путем: сопряжения поочередно прикладываются к поверхности изделий до тех пор, пока не будет найден вариант с наиболее плотным прилеганием.
При изготовлении металлических конструкций, от которых не требуется особо высокая прочность, минимальный размер шва определяется в зависимости от толщины заготовки. Сделать это можно «на глаз». Обычно контакт соответствует толщине стенок заготовки. К примеру, при сварке изделий толщиной 6 мм, катет также равняется шести миллиметрам. Если требуются более точные вычисления, то нужно воспользоваться соответствующей формулой.
Проще всего определить нужные параметры можно при помощи таблицы:
По завершению расчетов, на аппарате выставляются оптимальные значения силы тока и величины напряжения. После этого можно приступать непосредственно к сварке.
Помимо прочностных характеристик катет может влиять и на геометрию соединения:
- если одна сторона излишне вытянута, то это говорит о том, что на нее наложен расплав, а другая сторона соединена плохо. Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;
- плоский и растянутый расплав свидетельствует о браке, который мог возникнуть из-за слишком короткой дуги;
- при катетах очень малой длины на стыках образуются аномально большие выпуклости. Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
 Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.Как выбрать катет шва
От того, насколько грамотно будет выбран катет, зависит надежность готовой конструкции. Это обусловлено величиной площади соединения. Если катет выбран грамотно, то нагрузка на сварное соединение будет распределяться равномерно по всей площади соединения. Готовое изделие может выдерживать большие механические нагрузки, сильные удары и т.д.
Но не стоит воспринимать большой шов как безусловный показатель надежности. Слишком много – не всегда хорошо. Важно точно просчитать «золотую серединку». Большой наплав может вызвать перенапряжение металлической заготовки, что в свою очередь приведет к снижению ее прочностных характеристик или деформации. В любом из этих случаев использовать деталь в работе нецелесообразно: она или не подойдет, или быстро выйдет из строя.
Как рассчитать катет шва? Он выбирается в соответствии с материалами и поставленными задачами. Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации. Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации. Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Хороший шов имеет одинаковую высоту по всей площади стыка. Одинаковой должна быть и ширина. Только при таких условиях механическая нагрузка будет распределяться равномерно, а соединение прослужит максимально долго.
Другим не менее важным показателем является однородность расплава. Как правило заготовки, которые отличаются по составу материалов, между собой свариваются довольно плохо. Чтобы получить хороший результат, нужно правильно подобрать электроды. Важно, чтобы контактирующие плоскости были правильно расположены между собой, а также иметь достаточно большую площадь соприкосновения.
Глубина провара – это еще один значимый критерий. Заготовки должны быть хорошо сварены по всей длине, иначе они не смогут эффективно противостоять нагрузкам. Чтобы придать соединению максимально возможную прочность, профессионалы рассчитывают все его параметры. Они зависят от вида свариваемых элементов. Для получение взвешенного результата нужно учитывать все параметры используемых материалов: длину, ширину и толщину. Прочностные характеристики в наибольшей степени зависят от длины и толщины.
Главным критерием расчета катета сварного шва, который в наибольшей степени влияет на его выбор, является длина, поскольку именно от нее в основном зависит прочность. Следует учесть, что при сваривании очень длинных заготовок не исключена деформация кромок материалов. Исключить появление дефектов, которые могут образовываться в процессе сварочных работ, помогут шаблоны. В подавляющем большинстве случаев для получения высококачественного сварного шва достаточно использовать универсальный шаблон.
Как измерить катет шва
Измерения позволяют контролировать качество работ в процессе их выполнения или по завершению. Они дают возможность объективно оценить полученный результат и определить на каком этапе были допущены ошибки.
Размер стыков определяется на основании геометрических формул. Для получения результата необходимо просчитать катет равностороннего треугольника максимального размера, который можно вписать в сечение соединенных элементов.
Расчеты можно выполнить по-разному. При выборе варианта учитывается способ сварки. К примеру, если выполняется внахлест, а соединяются два металлических листа толщиной 4 мм, то катет тоже будет такой же примерно толщины. В остальных случаях размер катета составляет примерно 40% от толщины металла.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Заключение
Катет является очень важной характеристикой сварного шва. Его значение во многом определяет основные параметры полученного соединения. Надежность, долговечность и качество зависят от этого критерия напрямую.
Очень часто достаточно соблюдать простое правило, которое гласит, что катет сварного шва равен толщине металла. Но оно применимо только к тем конструкциям, для которых не требуется высокая прочность и надежность.
Что такое катет сварочного шва и как его определить
Оцените, пожалуйста, статью
12345
Всего оценок: 39, Средняя: 3
Что такое катет сварочного шва и как его определить
Качество сварного шва определяется несколькими характеристиками, среди которых: наличие полостей внутри, ширина, толщина, степень выпуклости и другие. Критерии и параметры отличаются в зависимости от вида сварочного шва. Для прямоугольного стыка одним из основных параметров является катет. Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.
СОДЕРЖАНИЕ
- Виды швов
- Что такое катет сварочного шва
- Как выбрать катет шва
- Как измерить катет шва
- Заключение
Виды швов
Сварочный шов образуется в месте стыка двух металлических заготовок в результате расплава металла под воздействием высокой температуры. В зависимости от способа соединения заготовок сварочный шов может быть стыковым или угловым. Соединение деталей осуществляется в одной плоскости. Они расположены торцевой частью стык-в-стык по отношению друг к другу. Во втором случае детали располагаются под углом одна относительно другой.
Помимо уже перечисленных способов соединения может быть еще тавровое. Это случай, когда элементы в месте соединения образуют букву Т: один торцевой частью примыкает к фронтальной стороне иного. При таком способе соединения угол может быть не только прямым, но и острым (тупым) в любой плоскости – по горизонтали, вертикали или смещенный. Шов при любом расположении заготовок формируется между бортами примыканий.
Способ размещения заготовок внахлест лучше всего подходит для сваривания листовых материалов. Наиболее взвешенный вариант для тонких листов железа. В этом случае кратно уменьшается вероятность прожига металла. Свариваться металлы могут с одной или же с обеих сторон.
Каждый из выше рассмотренных способов соединения металлических заготовок имеет очень важную характеристику – катет сварного шва. Это – кратчайшее расстояние от одной детали до углового соединения второй. Другими словами, это сторона равнобедренного треугольника наибольшего размера, который можно вписать в поперечный разрез двух сваренных между собой заготовок. Это очень важная характеристика, которая информирует о качестве сварного шва.
Данный критерий оказывает прямое влияние на такие показатели:
- прочность соединения;
- результат расчета при соединении изделий с разной толщиной;
- вероятность деформации кромок деталей из-за нагрева.
Читайте также: Обозначение сварных швов на чертежах
Что такое катет сварочного шва
Основные геометрические параметры катета прописаны в нормативных документах, которые являются руководством к действию для любого мало-мальски компетентного сварщика, включая и любителей.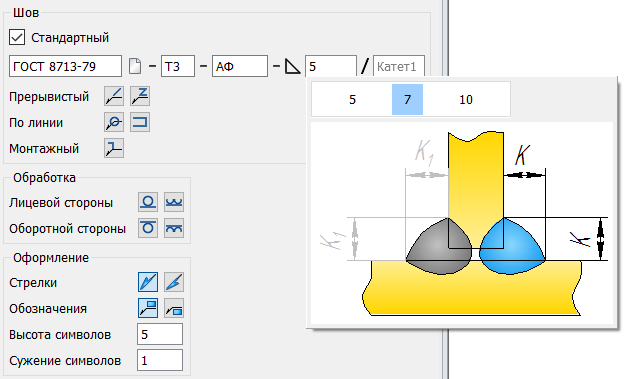 Здесь же описаны нормативные положения, которые служат основой для математического расчета геометрических характеристик. Геометрические параметры сварного шва напрямую зависят от типа соединения. Вид и размер соединяемых элементов определяют стыковое сечение.
Здесь же описаны нормативные положения, которые служат основой для математического расчета геометрических характеристик. Геометрические параметры сварного шва напрямую зависят от типа соединения. Вид и размер соединяемых элементов определяют стыковое сечение.
На производственных предприятиях все вычисления проводятся на основе специальных формул. Для работы на частном участке вполне достаточно ранее приготовленных шаблонов. Наиболее практичным считается универсальный шаблон, который состоит из скрепленных между собой пластинок. Выбор делается опытным путем: сопряжения поочередно прикладываются к поверхности изделий до тех пор, пока не будет найден вариант с наиболее плотным прилеганием.
При изготовлении металлических конструкций, от которых не требуется особо высокая прочность, минимальный размер шва определяется в зависимости от толщины заготовки. Сделать это можно «на глаз». Обычно контакт соответствует толщине стенок заготовки. К примеру, при сварке изделий толщиной 6 мм, катет также равняется шести миллиметрам.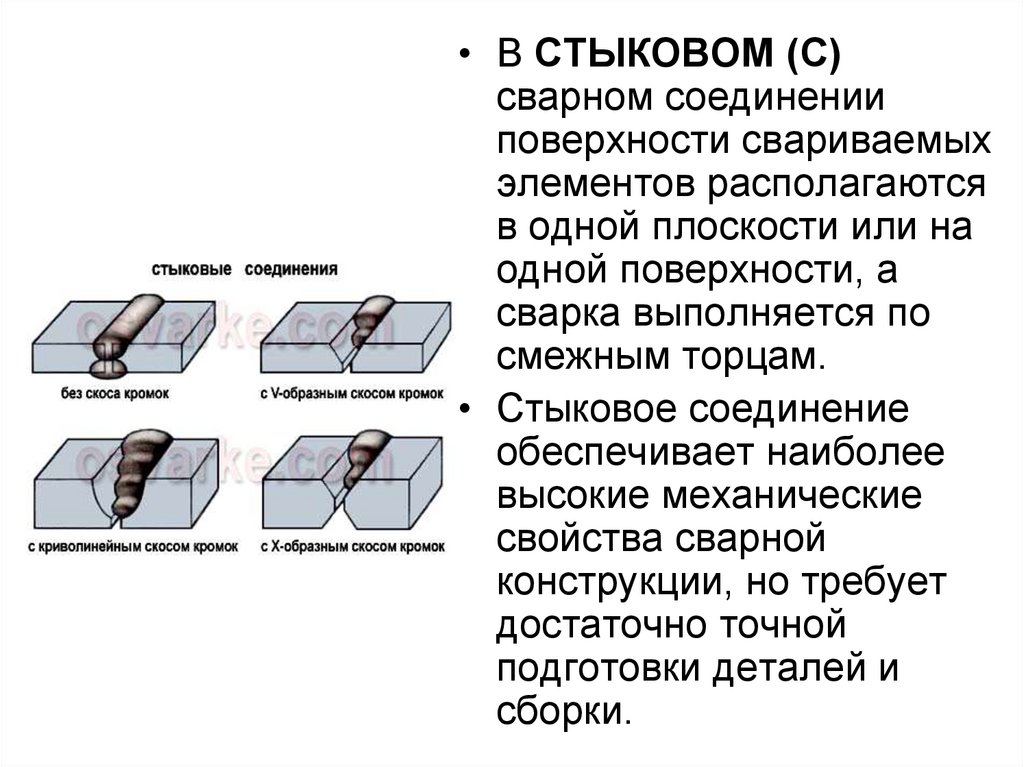 Если требуются более точные вычисления, то нужно воспользоваться соответствующей формулой.
Если требуются более точные вычисления, то нужно воспользоваться соответствующей формулой.
Проще всего определить нужные параметры можно при помощи таблицы:
По завершению расчетов, на аппарате выставляются оптимальные значения силы тока и величины напряжения. После этого можно приступать непосредственно к сварке.
Помимо прочностных характеристик катет может влиять и на геометрию соединения:
- если одна сторона излишне вытянута, то это говорит о том, что на нее наложен расплав, а другая сторона соединена плохо. Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;
- плоский и растянутый расплав свидетельствует о браке, который мог возникнуть из-за слишком короткой дуги;
- при катетах очень малой длины на стыках образуются аномально большие выпуклости. Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
Как выбрать катет шва
От того, насколько грамотно будет выбран катет, зависит надежность готовой конструкции. Это обусловлено величиной площади соединения. Если катет выбран грамотно, то нагрузка на сварное соединение будет распределяться равномерно по всей площади соединения. Готовое изделие может выдерживать большие механические нагрузки, сильные удары и т.д.
Но не стоит воспринимать большой шов как безусловный показатель надежности. Слишком много – не всегда хорошо. Важно точно просчитать «золотую серединку». Большой наплав может вызвать перенапряжение металлической заготовки, что в свою очередь приведет к снижению ее прочностных характеристик или деформации. В любом из этих случаев использовать деталь в работе нецелесообразно: она или не подойдет, или быстро выйдет из строя.
Как рассчитать катет шва? Он выбирается в соответствии с материалами и поставленными задачами. Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации.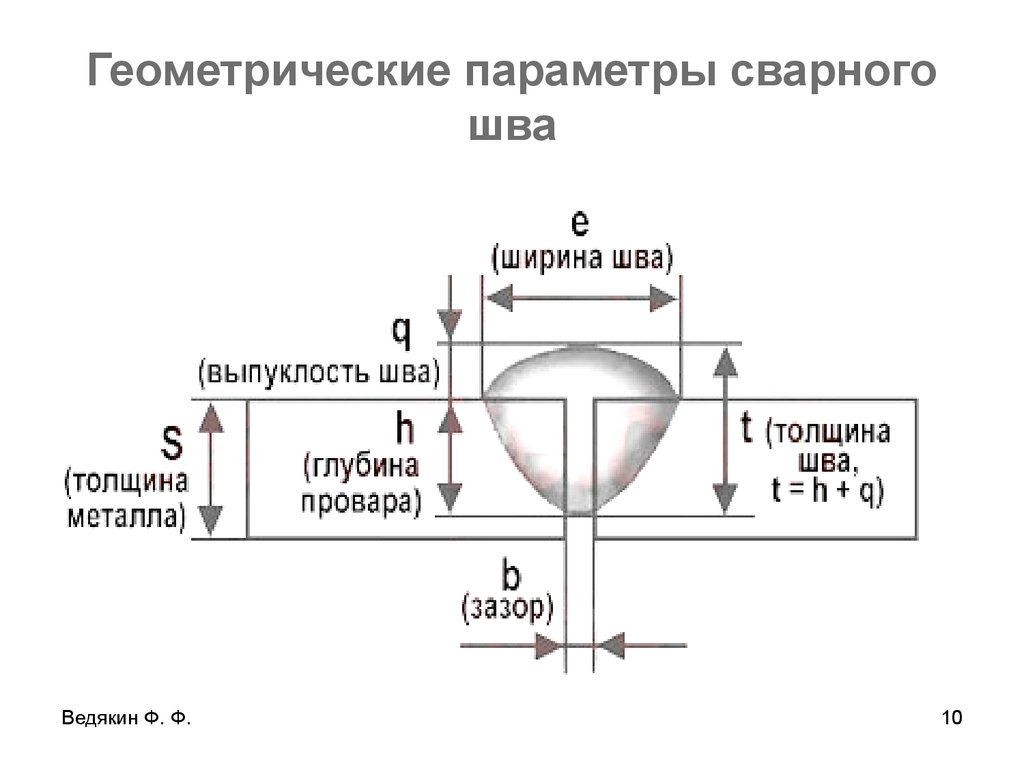 Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Хороший шов имеет одинаковую высоту по всей площади стыка. Одинаковой должна быть и ширина. Только при таких условиях механическая нагрузка будет распределяться равномерно, а соединение прослужит максимально долго.
Другим не менее важным показателем является однородность расплава. Как правило заготовки, которые отличаются по составу материалов, между собой свариваются довольно плохо. Чтобы получить хороший результат, нужно правильно подобрать электроды. Важно, чтобы контактирующие плоскости были правильно расположены между собой, а также иметь достаточно большую площадь соприкосновения.
Глубина провара – это еще один значимый критерий. Заготовки должны быть хорошо сварены по всей длине, иначе они не смогут эффективно противостоять нагрузкам. Чтобы придать соединению максимально возможную прочность, профессионалы рассчитывают все его параметры. Они зависят от вида свариваемых элементов. Для получение взвешенного результата нужно учитывать все параметры используемых материалов: длину, ширину и толщину. Прочностные характеристики в наибольшей степени зависят от длины и толщины.
Они зависят от вида свариваемых элементов. Для получение взвешенного результата нужно учитывать все параметры используемых материалов: длину, ширину и толщину. Прочностные характеристики в наибольшей степени зависят от длины и толщины.
Главным критерием расчета катета сварного шва, который в наибольшей степени влияет на его выбор, является длина, поскольку именно от нее в основном зависит прочность. Следует учесть, что при сваривании очень длинных заготовок не исключена деформация кромок материалов. Исключить появление дефектов, которые могут образовываться в процессе сварочных работ, помогут шаблоны. В подавляющем большинстве случаев для получения высококачественного сварного шва достаточно использовать универсальный шаблон.
Как измерить катет шва
Измерения позволяют контролировать качество работ в процессе их выполнения или по завершению. Они дают возможность объективно оценить полученный результат и определить на каком этапе были допущены ошибки.
Размер стыков определяется на основании геометрических формул. Для получения результата необходимо просчитать катет равностороннего треугольника максимального размера, который можно вписать в сечение соединенных элементов.
Расчеты можно выполнить по-разному. При выборе варианта учитывается способ сварки. К примеру, если выполняется внахлест, а соединяются два металлических листа толщиной 4 мм, то катет тоже будет такой же примерно толщины. В остальных случаях размер катета составляет примерно 40% от толщины металла.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Заключение
Катет является очень важной характеристикой сварного шва. Его значение во многом определяет основные параметры полученного соединения. Надежность, долговечность и качество зависят от этого критерия напрямую.
Очень часто достаточно соблюдать простое правило, которое гласит, что катет сварного шва равен толщине металла. Но оно применимо только к тем конструкциям, для которых не требуется высокая прочность и надежность.
Но оно применимо только к тем конструкциям, для которых не требуется высокая прочность и надежность.
Что такое катет сварочного шва и как его определить
Оцените, пожалуйста, статью
12345
Всего оценок: 39, Средняя: 3
Design Part 2 — TWI
Статья в последнем выпуске Connect представила угловой шов, наименее затратный тип сварки, поскольку соединяемые компоненты не требуют газовой резки или механической обработки подготовки сварного шва, кусков могут быть прислонены друг к другу, после чего сварщик может наплавить металл сварного шва за один проход на твердую металлическую подложку.
Хотя это звучит просто, необходимо учитывать некоторые аспекты выполнения углового сварного шва (в дополнение к уже упомянутым в предыдущей статье «Проектирование, часть 1»).
Щелкните здесь , чтобы посмотреть наши последние технические подкасты на YouTube .
Скорость охлаждения в угловом шве выше, чем в стыковом шве такой же толщины. Есть три пути, по которым тепло будет теряться из сварного шва. Этот факт означает, что дефекты непровара/холодного пуска более вероятны, особенно в металлах с высокой теплопроводностью, таких как алюминий, а риск холодного растрескивания увеличивается в углеродистых и низколегированных сталях. То, что может быть приемлемым с точки зрения подводимого тепла и/или температуры предварительного нагрева для стыкового сварного шва, может быть неприемлемо для конфигурации углового шва. Этот момент иногда упускают из виду, особенно при сварке временных приспособлений, таких как крепостные опоры, где контроль качества может быть несколько слабым. Это привело к серьезным проблемам с растрескиванием для некоторых производителей.
Есть три пути, по которым тепло будет теряться из сварного шва. Этот факт означает, что дефекты непровара/холодного пуска более вероятны, особенно в металлах с высокой теплопроводностью, таких как алюминий, а риск холодного растрескивания увеличивается в углеродистых и низколегированных сталях. То, что может быть приемлемым с точки зрения подводимого тепла и/или температуры предварительного нагрева для стыкового сварного шва, может быть неприемлемо для конфигурации углового шва. Этот момент иногда упускают из виду, особенно при сварке временных приспособлений, таких как крепостные опоры, где контроль качества может быть несколько слабым. Это привело к серьезным проблемам с растрескиванием для некоторых производителей.
В отличие от стыкового сварного шва, где требуемая ширина сварного шва обычно равна толщине основного металла, размер углового шва определяется ожидаемыми нагрузками. Следовательно, он может быть любого размера, который укажет проектировщик, хотя существуют практические ограничения в отношении как минимальной, так и максимальной толщины горловины.
При использовании обычных процессов дуговой сварки трудно наплавить угловой шов с шириной горла менее 2 мм. Это в дополнение к упомянутой выше возможности отсутствия плавления/холодного растрескивания из-за быстрого охлаждения, которому подвергаются небольшие угловые сварные швы. Максимальный размер углового шва, как правило, равен толщине более тонкого из двух соединяемых элементов, но очень большие угловые швы могут вызвать неприемлемую деформацию и/или чрезвычайно высокие остаточные напряжения. Кроме того, при размерах выше определенного может оказаться более экономичным выполнение Т-образного стыкового шва, а не углового шва.
Несмотря на то, что толщина шва считается наиболее важным параметром для целей проектирования, фактом является то, что механическое разрушение угловых сварных швов часто происходит по линии сплавления или по самому основному материалу. Одной из причин этого для углеродистых или низколегированных сталей является то, что металл сварного шва в основном значительно прочнее основного металла.
Как упоминалось в Connect , статья № 90, существует множество форм угловых швов, которые делают точное измерение толщины шва несколько более сложным, чем может показаться на первый взгляд.
Горловина — это кратчайшее расстояние от корня до поверхности сварного шва. Измерить этот размер в обычном угловом шве под углом или с плоской поверхностью относительно просто. Форма равнобедренного треугольника, горло составляет 0,7 длины ноги. Однако выпуклые, вогнутые швы и швы с глубоким проплавлением имеют толщину шва, как показано на рис. 1 .
Рис. 1. Размеры шва в угловых швах
Таким образом, очевидно, что измерение только длины катета или фактической толщины шва не является надежным при определении расчетной толщины шва сварного шва, но форма шва необходимо учитывать. Избыток металла выпуклого шва не дает преимущества в отношении расчетной прочности, и с точки зрения затрат поверхность углового шва должна быть как можно более плоской.
Сварка с глубоким проваром является очень экономичным способом увеличения прочности соединения, поскольку только часть металла шва приходится на наплавленный присадочный металл. Однако измерить ширину шва глубокого провара невозможно. Чтобы гарантировать минимальное проектное сечение, необходимо контролировать параметры сварки и подгонки в очень жестких допусках. Поэтому этот тип сварки обычно выполняется с использованием автоматизированного или механизированного процесса сварки (дуговая сварка под флюсом или струйный перенос MIG/MAG), чтобы обеспечить достаточный и постоянный контроль параметров сварки.
При выборе размера углового шва следует помнить, что небольшое увеличение толщины шва приведет к значительному увеличению наплавленного металла шва, поскольку площадь поперечного сечения углового шва зависит от площади катета. длина (площадь = z 2 /2). Увеличение сечения, скажем, с 5 до 6 мм приводит к увеличению площади и, следовательно, металла шва примерно на 45%. Это соответствует почти 0,1 кг дополнительного металла шва на 1 метр длины сварного шва. Таким образом, необходимо заплатить существенные штрафы за стоимость и вес, если соединение либо завышено проектировщиком, либо сварено сварщиком. Не существует жестких и быстрых правил относительно точки, в которой более экономично перейти от углового шва к двухстороннему угловому шву или стыковому шву с частичным проплавлением. Области, указанные в Рис.2 следует учитывать при выборе размеров углового шва.
Это соответствует почти 0,1 кг дополнительного металла шва на 1 метр длины сварного шва. Таким образом, необходимо заплатить существенные штрафы за стоимость и вес, если соединение либо завышено проектировщиком, либо сварено сварщиком. Не существует жестких и быстрых правил относительно точки, в которой более экономично перейти от углового шва к двухстороннему угловому шву или стыковому шву с частичным проплавлением. Области, указанные в Рис.2 следует учитывать при выборе размеров углового шва.
Рис.2. Относительные площади поперечного сечения
Для углового шва, нагруженного сдвигом (нагрузка параллельна сварному шву), расчет напряжения на сварной шов прост; это нагрузка, деленная на площадь сварного шва.
Рис.3. Расчет площади поперечного сечения углового шва
В целях проектирования предполагается, что угловой шов выходит из строя в виде шва, и, следовательно, можно легко рассчитать площадь поперечного сечения, способную выдержать эту приложенную нагрузку, когда известна прочность металла шва. .
.
Обратите внимание, что прочность металла на сдвиг обычно составляет от 70% до 80% прочности на растяжение. Эта цифра часто учитывается, чтобы дать приемлемый запас прочности. В Великобритании для простых углеродистых сталей часто используется прочность на сдвиг 115 Н/мм 2 , что позволяет рассчитать толщину шва по простой формуле: — шов ‘a’ = P/(L x 115).
Размеры поперечного сечения таврового соединения с двойным угловым швом, нагруженного растяжением, можно определить с использованием того же подхода. Обратите внимание, однако, что это очень упрощенный расчет, и он не принимает во внимание любые другие напряжения (изгиб, кручение и т. д.), которые могут испытывать сварной шов. Однако в рамки этих кратких статей не входит подробное рассмотрение анализа напряжений сварных швов.
Часть 3
Часть 4
Часть 5
Эта статья была написана Gene Mathers.
Обозначения угловых сварных швов – интерпретация чертежей металлических изделий
Угловые сварные швы являются одним из наиболее распространенных типов сварных швов в промышленности. Этот сварной шов используется, когда в соединении два элемента соединяются вместе, образуя пересечение обычно под углом 90 градусов. Эти сварные швы могут быть нанесены под разными углами, но это будет наиболее заметным.
Этот сварной шов используется, когда в соединении два элемента соединяются вместе, образуя пересечение обычно под углом 90 градусов. Эти сварные швы могут быть нанесены под разными углами, но это будет наиболее заметным.
Символ углового сварного шва может использоваться со стрелкой со стороны (ниже контрольной линии), другой стороны (над контрольной линией) или с обеих сторон (обе стороны контрольной линии). Когда требуется угловой сварной шов с обеих сторон контрольная линия называется двойным угловым швом. Вертикальная сторона символа всегда будет располагаться слева, независимо от того, в какую сторону указывает стрелка.
Угловые сварные швы могут иметь связанный с ними размер. Этот размер указывается в левой части символа перед вертикальной стороной. Размер указывает на длину ноги сварного шва. Если указывается один размер, это означает, что сварной шов должен иметь равные размеры катетов. Если это угловой сварной шов с равными участками, обычно не указывается его размер на распечатке, как показано ниже в демонстрационных целях.
Если вызывается двойной угловой шов, размер будет показан для обеих сторон соединения, в зависимости от детали эти сварные швы могут различаться по размеру, поэтому необходимо предоставить эту информацию.
Бывают случаи, когда неравнополочные угловые сварные швы вызываются. В этой ситуации размер детали должен быть рассчитан для того, чтобы применить правильный размер полки к правому свариваемому элементу. Это может включать только одну из двух длин ног. Если бы не было указания, какая из сторон какая, деталь могла бы быть приварена неправильно.
Иногда угловые сварные швы не указываются с указанием размера, вместо этого в хвостовой части символа имеется примечание, в котором содержится необходимая информация о размере. Это обычное дело, когда все угловые сварные швы имеют одинаковый размер.
В случае длины сварного шва с ним может быть связан размер, а может и не быть. Если сварной шов не имеет размера, сварной шов будет представлять собой непрерывную длину соединения. Независимо от того, имеет ли деталь длину 2 дюйма или 60 дюймов, если она не имеет размеров, сварной шов будет проходить по всей длине соединения. Сварку можно выполнять только на определенной длине соединения. Это должно быть показано в символе сварки для передачи информации между людьми. Длина сварного шва будет указана справа от символа углового шва.
Независимо от того, имеет ли деталь длину 2 дюйма или 60 дюймов, если она не имеет размеров, сварной шов будет проходить по всей длине соединения. Сварку можно выполнять только на определенной длине соединения. Это должно быть показано в символе сварки для передачи информации между людьми. Длина сварного шва будет указана справа от символа углового шва.
Здесь показан угловой сварной шов диаметром 6 дюймов, который необходимо наложить на сторону, указанную стрелкой.
Могут быть случаи, когда на детали указывается длина, а место сварки указывается с размером для достижения правильного положения.
Штриховые линии могут использоваться для обозначения длины сварного шва вместо использования размера на самом символе сварного шва.
Бывают случаи, когда сварной шов может изменить направление из-за геометрии детали. Если это произойдет, он будет вызван с помощью нескольких стрелок от одной опорной линии.
Если не требуется, чтобы сварной шов был непрерывным, обычно применяют прерывистый шов. Это означает, что между окончанием одного сварного шва и началом следующего есть промежутки. Они называются сегментами сварки. В промышленности их обычно называют пропускными сварными швами.
Это означает, что между окончанием одного сварного шва и началом следующего есть промежутки. Они называются сегментами сварки. В промышленности их обычно называют пропускными сварными швами.
При использовании прерывистой сварки указывается длина сварного шва, а также применяемый шаг. Когда это показано на правой стороне символа и называется длиной сегмента дефисом, а затем шагом сварных швов. Шаг сварного шва измеряется от центра к центру следующего сегмента. (Пример 1-2)
Иногда сварные швы с обеих сторон стыка прерывистые, теперь это становится цепной прерывистой сваркой. Это можно увидеть на длинных участках тройникового соединения, которые не находятся под большим напряжением.
Если прерывистый угловой шов не является цепным швом, он будет называться ступенчатым прерывистым угловым швом. Сварные швы будут располагаться с обеих сторон стыка, но со смещением друг относительно друга. Это смещение также отображается на опорной линии. Он может быть смещен в любом направлении на опорной линии. Размеры этих сварных швов должны быть указаны по обе стороны от исходной линии.
Он может быть смещен в любом направлении на опорной линии. Размеры этих сварных швов должны быть указаны по обе стороны от исходной линии.
Если шов должен быть прерывистым с одной стороны и непрерывным с другой стороны, размер символа должен определяться индивидуально.
Не все поля будут одинаковыми или обязательно общими. Вы должны быть в состоянии рассчитать расстояние между точками сварки и началами сварки, чтобы применить правильные сварные швы к спецификации. Простой способ найти это расстояние — просто вычесть шаг из длины сварного шва (сегмента).
7 дюймов (шаг) – 3 дюйма (длина сегмента) = 4 дюйма (расстояние между сварными швами)
Иногда используется смесь непрерывной и прерывистой сварки. Если это произойдет, расстояние между этими сегментами будет одинаковым.
Если происходит такое сочетание, символы сварки должны указывать непрерывную и прерывистую сварку на одной стороне соединения.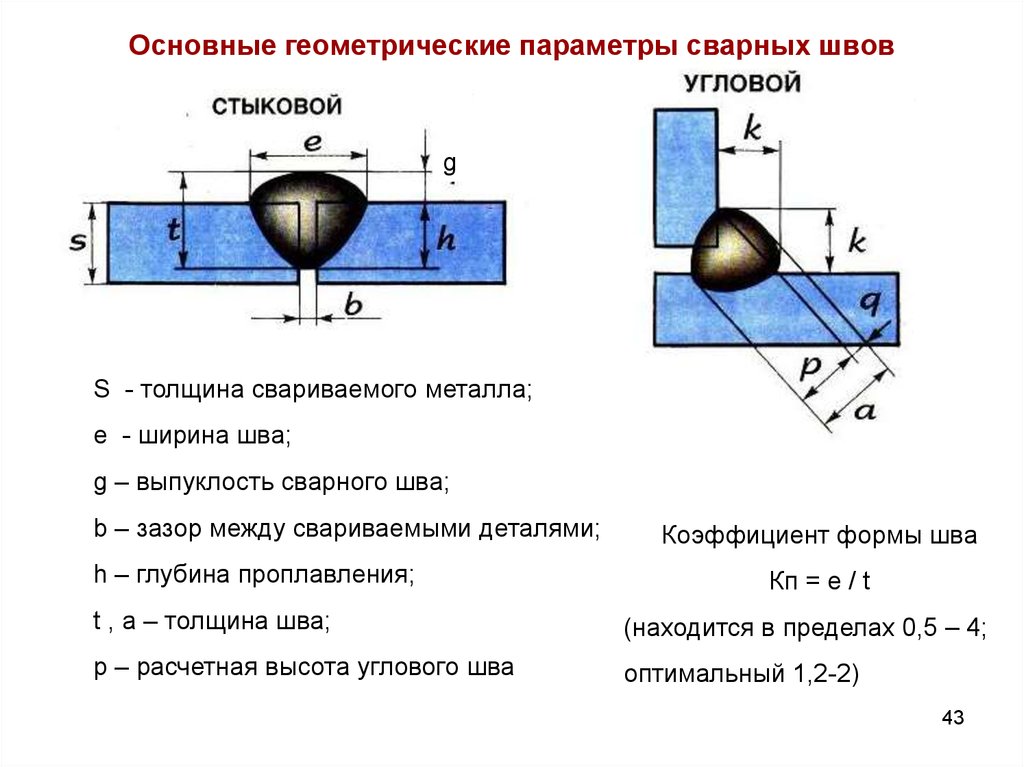 Они также часто имеют размеры.
Они также часто имеют размеры.
Викторина по угловым сварным швам
Запишите соответствующую информацию с каждой буквой и укажите, что это такое.
Угловой сварной шов — mewelding.com
Эта статья посвящена угловым швам: что такое угловой шов, какой размер электрода следует использовать, сколько проходов следует использовать и т. д. Некоторые термины, связанные с угловыми швами, были указаны выше. фигура. Некоторая информация об угловых сварных швах, относящаяся к разделу IX ASME, была включена на последних этапах этой статьи.
Раздел IX в основном посвящен следующим вопросам: что означает размер скругления в разделе IX? Указывает ли он на размер стороны углового сварного шва? Или размер горла? Как аттестовать сварщика для выполнения угловых швов на кодированных работах? Как квалифицировать WPS для выполнения угловых сварных швов в соответствии с разделом IX ASME?
Что такое угловой шов?
Номенклатура углового сварного шва
Размер ноги филе
корень филе
лицо филе
Палец
Горло
Как обозначить угловой сварной шов на чертеже?
Прочность углового шва
Что такое прерывистый угловой шов?
Какой размер электрода следует использовать для угловых сварных швов?
Как квалифицировать сварщика для угловой сварки?
Квалификация WPS для углового сварного шва
Что означает размер филе? Размер горла или длина ног?
Осмотр углового сварного шва
Что такое угловой шов?
A угловой шов – это треугольный сварной шов, используемый для соединения двух поверхностей, расположенных приблизительно под прямым углом друг к другу. т. е. соединения внахлестку, тройники и угловые соединения обычно свариваются угловыми швами. Угловой сварной шов может быть выполнен между двумя пластинами, что приводит к тройниковому соединению, угловому соединению или соединению внахлестку; или его также можно сделать между двумя трубами, что приведет к круглому сварному шву.
т. е. соединения внахлестку, тройники и угловые соединения обычно свариваются угловыми швами. Угловой сварной шов может быть выполнен между двумя пластинами, что приводит к тройниковому соединению, угловому соединению или соединению внахлестку; или его также можно сделать между двумя трубами, что приведет к круглому сварному шву.
Форма сварного шва обычно треугольная, а поверхность может быть плоской, выпуклой или вогнутой, в зависимости от техники, используемой сварщиком. Угловые сварные швы плоской формы иногда также называют угловыми.
Угловой шов требует гораздо меньшей подготовки соединения, чем шов с разделкой кромок, и поэтому является экономичным и быстрым вариантом соединения металлов, когда прочность соединения не является критическим требованием.
Угловой сварной шов должен иметь длину стороны, равную толщине листа до 3/8-дюймового листа. Для листов толщиной 3/8 дюйма и более требуется минимальная длина катета 3/8 дюйма для всех сварных швов. Угловой шов также является одним из типов сварных швов, который используется для выполнения раструбных сварных швов.
Связанный: Сварка встык и сварка внахлест: чем они отличаются?
Номенклатура углового сварного шва
Любой угловой сварной шов состоит из пяти отдельных областей: носок, лицевая сторона, горловина, корень и ножка. Давайте посмотрим на каждый из них.
Номенклатура угловых сварных швовРазмер катетов угловых швов
Как показано на рисунке выше, катет — это распространение металла сварного шва вдоль катетов двух основных металлов, выровненных перпендикулярно друг другу. Размер филе, обычно указанный в нормах и стандартах, относится к этой длине ноги. См. небольшое обсуждение в конце этой статьи по этому поводу.
Корень скругления
Это самая глубокая часть сварного шва в основных металлах. Правильно выполненный угловой шов обеспечивает хорошее сплавление корня. Хорошее сплавление корня означает полное и одинаковое проплавление обоих основных металлов без образования зазоров в углах.
Сторона скругления
Как показано цифрой 3 на рисунке выше, это часть, видимая наблюдателю, расположенная вдоль гипотенузы прямоугольного треугольника.
Схождение
Это самая дальняя часть сварного шва по длине плеча. Неправильная сила тока приводит к подрезам в этой области. Качественное скругление гарантирует отсутствие подрезов и плавное слияние скругления с основным металлом в области носка.
Горловина
Это кратчайшее расстояние от угла соединения до гипотенузы прямоугольного треугольника. Его размер можно считать равным 0,707 длины ножки филе. Неофициальное эмпирическое правило гласит, что горловина должна быть как минимум равна толщине основного металла.
Как обозначить угловой сварной шов на чертеже?
Правильное указание угловой сварки важно для того, чтобы сварщик понял, что задумал проектировщик. Как и другие сварные швы, обозначение состоит из треугольника, показанного над контрольной линией. Просто рядом с треугольником написана цифра, обозначающая размер скругления. Обычно это одно число.
Однако иногда этот номер можно встретить и в формате y x z. Это указывает на то, что скругление имеет неравные длины катетов. Число у «y» указывает длину вертикального участка, а число у z указывает длину горизонтального участка.
Число у «y» указывает длину вертикального участка, а число у z указывает длину горизонтального участка.
Треугольник может располагаться над опорной линией или под ней, или по треугольнику с обеих сторон. На американских чертежах треугольник на вершине опорной линии указывает, что скругление должно быть выполнено на стороне, противоположной линии стрелки.
Если треугольник показан на нижней стороне опорной линии, это означает, что скругление должно быть выполнено на стороне стрелочной линии. Треугольник на оба стороны опорной линии указывают, что скругление должно быть выполнено на с обеих сторон .
На некоторых чертежах эта путаница между «стрелкой» и «другой стороной» предотвращается использованием двух линий: одной контрольной линии, как обычно, сопровождаемой пунктирной линией непосредственно под ней. Если показан треугольник, охватывающий пунктирную линию, это означает, что угловой шов необходимо выполнить на противоположной стороне. Если треугольник выполнен на сплошной линии, это означает, что скругление необходимо выполнить со стороны стрелки.
Если треугольник выполнен на сплошной линии, это означает, что скругление необходимо выполнить со стороны стрелки.
Кружок на пересечении контрольной линии и линии стрелки указывает, что скругление должно быть выполнено по всему периметру .
Иногда можно увидеть флаг, установленный на пересечении линии стрелки и контрольной линии. Это указывает на то, что сварка должна быть выполнена в поле .
Иногда небольшая кривая рядом с треугольником указывает, должно ли скругление иметь выпуклую/вогнутую/плоскую форму.
Иногда на стороне гипотенузы треугольника пишут число. Указывает длину углового шва. Если за этим числом в скобках следует другое число, это указывает на прерывистый шов, а число в скобках указывает на шаг.
Некоторые производители помимо треугольника также указывают прочность галтели, хотя такая практика встречается не так часто.
Обозначения на чертеже углового сварного шваПрочность углового сварного шва
Размер шейки является определяющим фактором прочности углового соединения.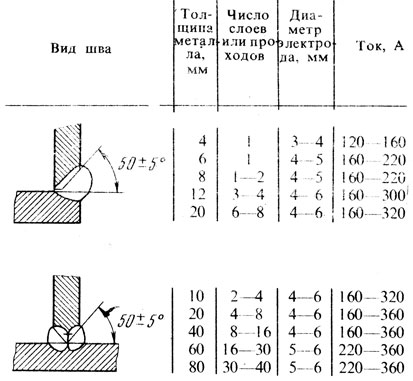
Обычно угловой шов имеет одинаковую длину катетов. В таком случае лицевая сторона скругления расположена под углом 45° к горизонтали, а горловина равна 0,707 длины штанины. В этом случае размер скругления можно указать, указав только один размер, который будет указывать размер стороны скругления.
Однако иногда угловые сварные швы имеют разную длину катетов. В таком случае обе длины ног должны быть указаны отдельно. В этом случае поверхность скругления не лежит под углом 45°. Размер горловины не равен 0,707 длины ноги, его нужно рассчитывать отдельно.
Прочность углового шва зависит от размера шва. Горловина – это кратчайшее расстояние между корнем филе и его поверхностью. Армирование следует игнорировать при расчете прочности. Корневое проникновение также не учитывается при расчете прочности, если не используется процесс глубокого проникновения.
Когда используется процесс глубокого проникновения, дополнительное проникновение также может учитываться при расчете прочности. Это может позволить уменьшить размер филе. Однако делать это следует только при условии дополнительного провара по всей длине шва, а работа строго контролируется технологическим процессом.
Это может позволить уменьшить размер филе. Однако делать это следует только при условии дополнительного провара по всей длине шва, а работа строго контролируется технологическим процессом.
На следующем рисунке показаны нормальные угловые швы с одинаковым размером катета, угловые швы с неодинаковым размером и угловые швы с глубоким проплавлением.
Когда требуется увеличить прочность углового соединения, можно увеличить размер шва. Однако следует иметь в виду, что увеличение диаметра шва также влечет за собой увеличение веса металла шва. Например, если горловина удваивается, вес металла шва, который необходимо наплавить, увеличивается в 4 раза!
Это показано на рисунке ниже. Размер горловины в угловом соединении 2 и в два раза больше, чем в угловом соединении 1 st . Это удваивает прочность сварного шва. Однако обратите внимание, что 1 9Скругление 0041 st содержит один треугольник, а скругление 2 nd содержит четыре треугольника одинакового размера! Большая площадь поперечного сечения сварного шва приводит к большему объему сварного шва и, следовательно, к большему весу сварного шва, который необходимо наплавить.
Однако размер скругления для различных работ определяется не только теоретическими расчетами конструкции. В него также входит много практических соображений. Прерывистые скругления иногда используются, когда код диктует требования, или из практических соображений — вместо проектных расчетов.
Прерывистые сварные швы помимо размера галтели определяются шагом и длиной галтели. Однако следует избегать указания прерывистых сварных швов с большим размером галтеля. Например, угловой шов размером 3/8 дюйма (9,5 мм), длиной 2 дюйма (50 мм) и шагом 4 дюйма (100 мм) можно заменить непрерывным угловым швом размером 3/16 дюйма (4,8 мм). . Объем металла шва, необходимый для выполнения этого непрерывного шва, будет вдвое меньше, чем для прерывистого шва.
См. следующий параграф, чтобы узнать больше о прерывистом угловом шве.
Что такое прерывистый угловой шов?
Прерывистая галтель, как видно из названия, укладывается прерывисто по длине галтели вместо сплошного прогона. На рисунке выше мы видели, как аннотировать прерывистость на чертеже сварки.
На рисунке выше мы видели, как аннотировать прерывистость на чертеже сварки.
Прерывистый угловой шов иногда прибегают по двум причинам:
- Непрерывный шов не нужен. Прерывистое филе будет служить по назначению.
- Основной металл имеет малую толщину и может деформироваться при непрерывной работе.
Иногда применяется прерывистый сварной шов в шахматном порядке с обеих сторон вертикальной части, чтобы «сбалансировать» подвод тепла, чтобы сдержать деформацию сварного шва и коробление. Чтобы обозначить на чертеже прерывистый шов в шахматном порядке, треугольник с другой стороны от базовой линии помещают немного смещенным (вместо прямого под ним) к треугольнику со стороны стрелки.
Какой размер электрода следует использовать для угловых швов?
Как и при поверхностной сварке, использование мокрых сварочных электродов большего размера приведет к большему наплавлению металла шва. Однако электроды большего размера, как правило, создают большую пористость (газовые пустоты) в наплавленном металле сварного шва.
Кроме того, однопроходный сварной шов большего размера будет иметь меньшую ударную вязкость и многопроходный сварной шов эквивалентного размера; это результат эффекта отпуска, который каждый проход многопроходной сварки оказывает на предыдущие проходы.
Для большинства позиционных работ рекомендуется электрод диаметром 1/8 дюйма. Следовательно, сварщику должно быть выполнено несколько проходов, обычно от 3 до 5, чтобы получить длину ноги 3/8 дюйма. Количество пробежек будет определяться позицией и техникой.
Важным моментом является не количество прогонов, а получение длины ноги 3/8 дюйма. В тех случаях, когда свариваемый металл тонкий и при всех работах над головой требуется электрод 1/8 дюйма. Использование меньшего электрода означает большее количество проходов, но, как указывалось ранее, последующие проходы закаляют предыдущие.
Многопроходная сварка с использованием электродов меньшего диаметра на самом деле приводит к более высокому качеству мокрых сварных швов с лучшими металлургическими свойствами.
Связанный: Многопроходная сварка: все, что вам нужно знать
Как аттестовать сварщика для угловой сварки?
Различные коды определяют разные правила квалификации сварщика для выполнения угловой сварки. Мы кратко коснемся требований, установленных разделом IX ASME.
Угловой шов, выполненный квалифицированным сварщиком, демонстрирует полное сплавление и отсутствие трещин в корне и зоне термического влияния, с минимальной вогнутостью/выпуклостью и с минимальной разницей в длине катетов. Подходящая квалификация сварщика проверяет эти навыки.
В соответствии с разделом IX ASME, сварщик, получивший квалификацию по любому испытательному образцу сварки с разделкой кромок, получает квалификацию для сварки угловых соединений на материалах основы любой толщины, с наплавкой углов всех размеров и на трубы всех диаметров. Это соответствует QW 452.6. Ассортимент забавно широк.
Однако сварщик, выполняющий угловую сварку, также может быть аттестован по контрольному образцу углового сварного шва.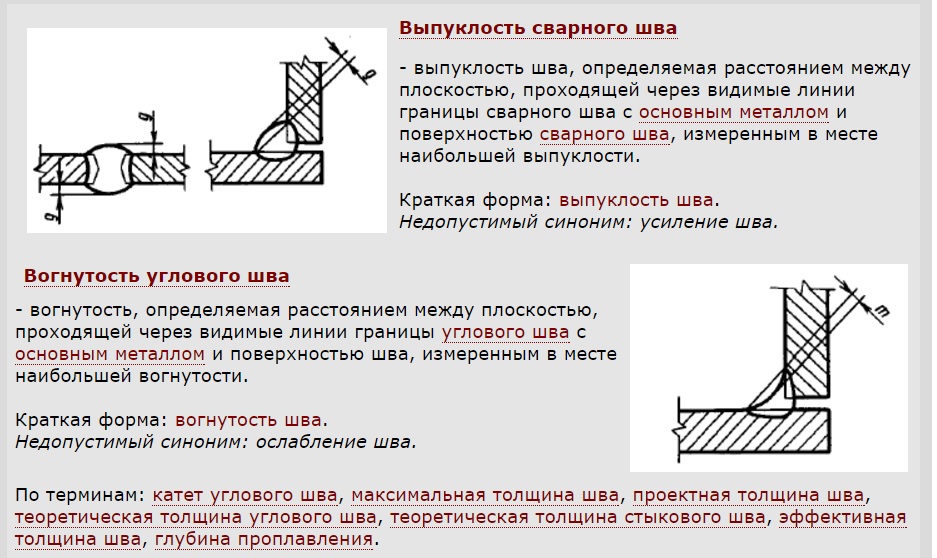 Иногда это предпочтительный вариант по разным причинам, которые я изложил в этой статье. Этот вариант требует взлома тестового купона и проверки макросов. Макро-экзамен должен соответствовать требованиям QW 184.
Иногда это предпочтительный вариант по разным причинам, которые я изложил в этой статье. Этот вариант требует взлома тестового купона и проверки макросов. Макро-экзамен должен соответствовать требованиям QW 184.
Третьим вариантом является квалификация посредством макета производственной сборки. Я подробно описал этот вариант здесь.
Квалификация WPS для углового сварного шва
Квалификация WPS для сварки угловых соединений в соответствии с разделом IX следует той же траектории, что и квалификация сварщиков. Образец для испытания сварного шва с разделкой кромок квалифицирует PQR для всех размеров галтелей для всех толщин основного металла и для труб всех диаметров.
Раздел IX предполагает, что квалификация WPS для угловых сварных швов, выдерживающих давление, должна выполняться только с использованием образцов разделочных сварных швов. На это тонко указано в QW 202.2 (c).
Иногда вариант сварки разделкой не является предпочтительным/нецелесообразным по многим причинам.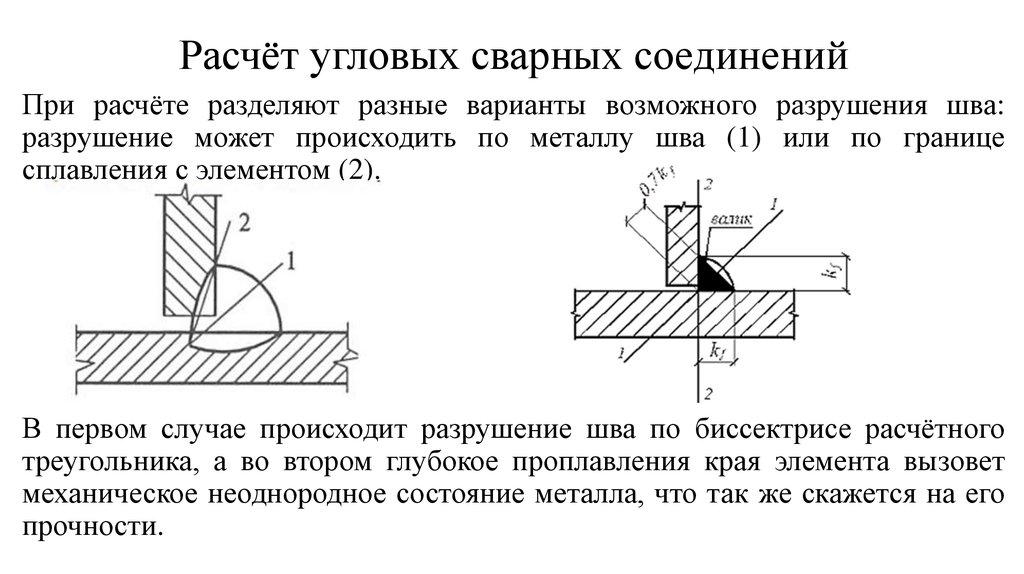 В таких случаях WPS также можно аттестовать с помощью контрольного образца углового сварного шва. Этот вариант требует взлома тестового купона и проверки макросов.
В таких случаях WPS также можно аттестовать с помощью контрольного образца углового сварного шва. Этот вариант требует взлома тестового купона и проверки макросов.
Что означает размер скругления? Размер горла или длина ног?
Раздел IX в ряде мест использует термин «размер углового шва» или «размер углового шва». Например, этот термин упоминается в QW 451.3, QW 451.4, QW 452.5, QW 452.6. Что обозначает этот термин? Означает ли это размер горловины углового шва? Или там указана длина ноги? Это разъяснено где-то в Разделе IX?
Термин «размер углового шва» в Разделе IX означает длину катета углового сварного шва. Это можно сделать из QG 109.2, в котором приводится определение «размера угловых швов». Определение было разделено на две части: одно для угловых швов равной длины катетов, а другое для неравных катетов.
Кроме того, в форматах QW 484A и QW 484B для квалификации сварщика и оператора сварки соответственно указано место для записи «размер галтеля __ X __». Это указывает на то, что необходимо записывать длину катетов угловых сварных швов (а не размер шва).
Это указывает на то, что необходимо записывать длину катетов угловых сварных швов (а не размер шва).
Кроме того, этот вопрос был задан кем-то из ASME. ASME в Интерпретации IX-83-127 (qs2) пояснил, что этот термин относится к длине бедра углового соединения, а не к горловине. Таким образом, это твердо устанавливает, что, когда в Разделе IX упоминается термин «размер углового шва», речь идет о длине катета (или размере катета углового шва) углового шва.
PS: Когда угловой шов имеет разную длину катетов, считается, что размер углового шва равен меньшей длине катета наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва. Это можно понять из других строительных норм ASME.
Осмотр углового сварного шва
В отличие от сварных швов с разделкой кромок, объемный неразрушающий контроль не является практичным вариантом для угловых сварных швов. Следовательно, прибегают к таким методам, как цветная дефектоскопия, магнитопорошковая экспертиза, визуальный осмотр и т.