Расчет расхода сварочной проволоки на 1 метр шва. Таблица
Екатерина
Даже начинающие сварщики знают, что во время сварочных работ используются разные комплектующие, такие как проволока или электроды. И если для работы сварочного аппарата необходим лишь доступ к электричеству и можно работать бесконечно, то комплектующие имеют свойство заканчиваться. Чтобы материалы не заканчивались в самый неподходящий момент их количество можно предварительно рассчитать. Это особенно полезно при ремонте, поскольку можно рассчитать себестоимость сварочных работ и назвать заказчику точную цену.
В этой статье мы подробно объясним, как произвести расчет проволоки, приведем пример расчета и расскажем обо всех особенностях.
Содержание статьи
- Особенности проволоки
- Нормы расхода
- Как рассчитать расход
- Пример расчета
- Вместо заключения
Особенности проволоки
Прежде чем производить расчет расхода сварочной проволоки ознакомьтесь со всеми особенностями присадочного материала, используемого в работе. Прежде всего, проволока может иметь разный коэффициент наплавки, что существенно влияет на итоговые цифры в расчете.
Прежде всего, проволока может иметь разный коэффициент наплавки, что существенно влияет на итоговые цифры в расчете.
Нормы расхода
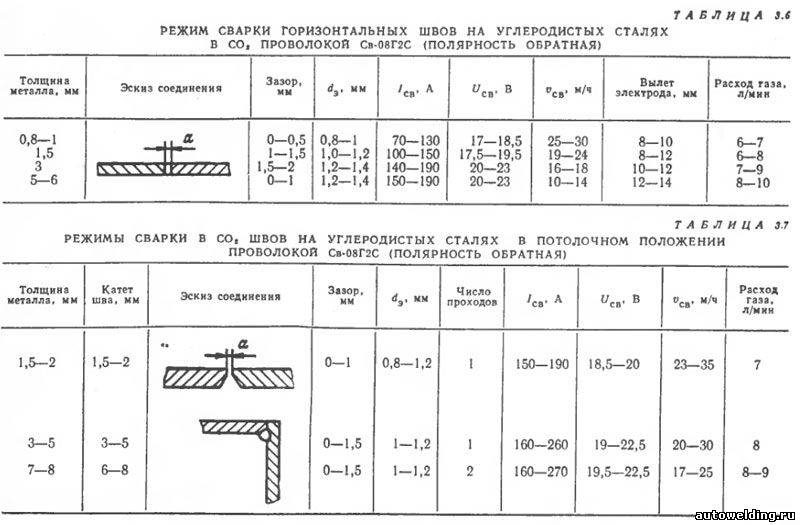
При газовой или при аргонодуговой сварке существуют свои нормы расхода проволоки, которые прописаны в нормативных документах. Они взяты не из «воздуха», а рассчитаны исходя из имеющегося опыта, накопленного у профессиональных сварщиков. Каждый тип сварки и тип проволоки имеет свои физические и химические свойства, которые нужно учитывать при расчете, поэтому нельзя назвать точные цифры расхода материала для всех сварок сразу. Тем не менее, есть приблизительные общие значения, которые вы можете видеть на таблице ниже. Таблица ознакомительная, не принимайте эти цифры всерьез, проводите расчеты самостоятельно.
Чаще всего рассчитывают расход сварочной проволоки на 1 метр шва. Это очень удобно, поскольку можно легко и быстро произвести последующие расчеты на увеличение или уменьшение количества материала для шва. В интернете можно легко найти калькулятор расхода сварочных материалов, который упростит расчеты. Но мы рекомендуем научиться самому рассчитывать количество проволоки.
В интернете можно легко найти калькулятор расхода сварочных материалов, который упростит расчеты. Но мы рекомендуем научиться самому рассчитывать количество проволоки.
Как рассчитать расход
Расход сварочных материалов при аргонодуговой сварке или расход проволоки при сварке полуавтоматом на один метр шва производится по следующей формуле:
N = G*К
Где «N» — это искомый параметр или, говоря другими словами, норма расхода проволоки на 1 метр, которую нам нужно рассчитать. «G» — это масса наплавки на готовом сварочном шве, опять же длинной в один метр. А «К» – это коэффициент поправки, который зависит от массы наплавленного материала к расходу металла, который потребовался для сварки. Чтобы выяснить значение G (масса наплавки на сварном соединении) нам потребуется эта формула:
G = F*y*L
Буква «F» обозначает площадь поперечного сечения шва в квадратных метрах. Буква «у» — это плотность металла, из которого изготовлена проволока.
Буква «у» — это плотность металла, из которого изготовлена проволока.
Обратите внимание! Значение «у» крайне важно, поскольку каждая марка проволоки может существенно отличаться по весу из-за металла, используемого для ее изготовления.
Значение «L» автоматически замещается цифрой 1, поскольку мы рассчитываем именно 1 метр. Если вам необходимо рассчитать более или менее метра, то используйте другую цифру. С помощью этих формул можно рассчитать расход проволоки при нижнем сваривании. Для других способов сварки нужно итоговую цифру «N» умножить на значение «К», отличное от 1.
Значение «К» изменяется в соответствии с положением:
- При нижнем положении «К» равен цифре 1
- При полувертикальном — 1.05
- При вертикальном — 1.1
- При полотолочном — 1.2
Если вы варите металл с помощью полуавтомата, учитывайте защитный газ, используемый в работе, характеристики вашего сварочного аппарата, диаметр проволоки и особенности деталей.
Благодаря этим простым расчетам вы сможете легко узнать количество проволоки, необходимой для сварки деталей при аргонодуговой сварке или любом другом виде сварочных работ. Учитывайте все особенности вида сварки и используемой проволоки, чтобы расчеты получились точными.
Пример расчета
Чтобы лучше понять принцип расчета, приведем пример. Итак, какой будет расход присадочной проволоки при сварке полуавтоматом, если в качестве свариваемого металла будет использоваться обычная сталь? Начнем с расчета веса наплавки, нам пригодится формула G = F*y*L.
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
После этого можно приступать к вычислению основного значения по формуле N=G*К
N = 0,043 * 1 = 0,043 кг
Учитывайте, что сварка производится в нижнем положении. Это значит, то коэффициент поправки равен единице, а итоговое значение не меняется.
Вместо заключения
Теперь вы знаете, как произвести расчет и узнать расход сварочной проволоки при сварке полуавтоматом или при любом другом виде сварки. Не думайте, что этот навык вам не пригодится. Напротив, он открывает для вас новые возможности. Делитесь этим материалом в социальных сетях, чтобы помочь другим начинающим сварщикам. Желаем удачи в работе!
Не думайте, что этот навык вам не пригодится. Напротив, он открывает для вас новые возможности. Делитесь этим материалом в социальных сетях, чтобы помочь другим начинающим сварщикам. Желаем удачи в работе!
Похожие публикации
Расчет расхода сварочной проволоки на метр шва: как проводится, формула, таблицы
Чтобы приступить к сварке, под рукой необходим сам аппарат, сопутствующие материалы, клеммы, проволока.
Чтобы заняться процессом, нужно включить агрегат в розетку и творить, пока есть желание и вдохновение на работу. А сопутствующие материалы могут закончиться в самую неподходящую минуту.
Во избежание таких неприятных сюрпризов, нужно знать соотношение между количеством расходников с объёмом работ.
Надо заранее рассчитывать предполагаемый расход. Каждый сварщик , перед тем как взяться за объект просчитывает все до мелочей и озвучивает заказчику ориентировочную стоимость.
Сварочная проволока продается в катушках или бобинах. Иногда обрабатывается раствором для увеличения срока хранения.
В нашем обзоре мы подробно расскажем, как рассчитать метраж проволоки, покажем наглядно в расчетах.
Содержание статьиПоказать
- Специфика проволоки
- Расход проволоки
- Как произвести расчет
- Пример
- Подведем итог
Специфика проволоки
Чтобы правильно определить расход сварочной проволоки, нужно знать все ее характеристики эксплуатации, состав, качество.
Присадочный материал должен быть чист от примесей, содержать минимум газов и шлаков, иметь различные показатели плавки, что формирует расчет.
При сварке автоматом или полуавтоматом над созданием шва работают без отрыва. Поэтому нужно точно определить метраж проволоки, которая будет израсходована.
В противном случае, результат без дефектов не будет достигнут. Во время аргонодуговой сварки просчеты рекомендуемы, но не обязательны.
Хотя настоящие профи, не приступают к работе, пока не рассчитают количество требуемого материала.
Есть фиксированные рамки использования расходуемого материала. При расчете метража присадочной проволоки, обращают внимание и на такие нюансы как брак в работе.
Естественно его нужно исправлять, и не важно, возник он по вине специалиста или под влиянием посторонних факторов.
А для этого потребуется дополнительный объем рабочего материала. Необходимо брать в расчет пробную сварку перед стартом основного процесса.
Как работодатель, так и исполнитель, обязаны располагать данными о требуемых материалах, а соответственно и финансах для завершения объекта. Для этого и составляют проектно-финансовую документацию.
Расход проволоки
Каждый вид сварочных работ имеют свою специфику. При той или иной сварке используются материалы, у каждого из которых свои физико-химические свойства.
Чтобы правильно составить таблицу их расхода нужно учитывать все факторы, вид сварного аппарата, шва, присадочного материала, квалификацию мастера.
То есть индивидуально подходить к каждому варианту. Конечно невозможно идеально произвести расчет расхода используемых в работе средств.
Но благодаря исследованиям в этой отрасли, опираясь на всевозможные показатели, все-таки выведены среднестатистические данные.
Вы можете взять их за основу, но все показатели просчитывать рекомендуется самостоятельно, исходя из конкретного задания.
Самый удобный способ расчета расхода проволоки – это ее расход на один метр шва. Зная расход присадочной проволоки на 1 метр, даже новичок сможет правильно прикинуть, сколько ее уйдет на весь шов.
И как мы уже упоминали, нужно закладывать в смету немного большее количество материалов.
Как произвести расчет
 youtube.com/embed/N9zKcVkOX_k?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/N9zKcVkOX_k?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Существует специальная формула для расчета количества рабочего материала на один метр шва:
N = G*К
Где «N» — это определяемая величина, то есть количество расхода сварных расходников на метр шва. «G» — это масса наплавленного металла на метровом сварном шве.
«К» – показатель перехода от массы продукта наплавки к расходу металла, использованного в работе.
Для вычисления показателя G нужно воспользоваться такой системой:
G = F*y*L
«F» — это площадь поперечного сечения шва в мм2. «у» — удельный вес материала, из которого произведена проволока.
Величина «у» особенно важна.
Сегодня много производителей сварочной проволоки. У каждого своя специфика и технология производства. Поэтому сварная проволока отличается своими свойствами. В зависимости от металла, из которого она изготовлена, проволока имеет определенную толщину.
Величина «L» подразумевает цифру 1, расчет происходит на один метр. Соответственно от количества метража, который нужно определить меняется “L”.
Этот способ подходит для расчета расхода проволоки при сварке в нижнем положении. При остальных видах работ показатель «N» необходимо умножить на величину «К».
Для правильного определения формулы, нужно зать, что существуют определенные положения сварки. Для каждого из них величина “K” своя:
- при нижнем — 1
- при полувертикальном — 1.05
- при вертикальном — 1.1
- при потолочном — 1.2
При сварке полуавтоматом в расчет нужно брать специфику эксплуатации аппарата для сварки, защитный газ, толщину сечения сварочной проволоки, характеристики деталей.
Уважаемые читатели, в своих расчетах расхода будьте грамотны и внимательно применяйте данные рекомендации, учитывать все нюансы и сопутствующие факторы. Тогда Вы сможете безошибочно и с легкостью получить искомые величины и цифры.
Пример
Чтобы легче применять все формулы на практике, рассмотрим пример.
Давайте вычислим количество использования сварной проволоки в работе полуавтоматом, если рабочим материалом будет сталь.
Чтобы правильно произвести расчет, первым шагом будет определение массы наплавки на шве. Используем формулу G = F*y*L.
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
Далее приступим к главной величине с помощью формулы N=G*К
N = 0,043 * 1 = 0,043
Подведем итог
Ознакомившись с нашими материалами, вы узнали, как подготовить предварительный расчет количества присадочной проволоки при работе автоматом, полуавтоматом, аргоном при разных положениях.
Эта информация будет очень полезна для вашей дальнейшей работы.
Будет здорово, если Вы поделитесь своими знаниями просчетов расхода с начинающими сварщиками. Всем легкой работы!
Всем легкой работы!
Сколько стоят расценки сварочного цеха?
Типичный диапазон:
122 доллара — 482 доллара
Данные о затратах основаны на фактических затратах на проект, о которых сообщили 912 участников HomeAdvisor. Встроить эти данные
Как мы получаем эти данные
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
- Домовладельцы используют HomeAdvisor, чтобы найти профессионалов для домашних проектов.
- Когда их проекты завершены, они заполняют краткий обзор стоимости.

- Мы собираем данные и сообщаем вам о затратах.

Обновлено 5 октября 2022 г.
Автор HomeAdvisor.
Средняя стоимость сварочных работ по стране составляет 289 долларов США , с типичным диапазоном от
В этой статье
- Средняя стоимость сварки металла
- Разбивка стоимости сварки
- Затраты на сварку металлов по проектам
- Стоимость сварки металла по типу металла
- Стоимость сварки по типу
- Сделай сам против найма сварщика
Калькулятор стоимости сварки
Рассчитаем для вас данные о затратах. Где вы находитесь?
Где вы находитесь?
Где вы находитесь?
Почтовый индекс
| Среднее по стране | 289 $ |
| Типовой диапазон | $122 — 482 долл. США |
| Низкий уровень — Высокий уровень | 50 долларов — 1180 долларов США |
Данные о затратах основаны на фактических затратах на проект, о которых сообщили 912 участников HomeAdvisor.
Разбивка затрат на сварку
Материалы и рабочая сила являются основными компонентами затрат большинства сварочных проектов. Затраты на материалы включают в себя основной металл и дополнительные материалы, необходимые сварщику для завершения проекта, такие как наполнитель. Что касается труда, то сварщики обычно берут почасовую оплату. Почасовая ставка может варьироваться в зависимости от географического положения.
Почасовая ставка может варьироваться в зависимости от географического положения.
Материалы
Стоимость материалов для сварки металлов колеблется в среднем от 140 до 230 долларов США . В эту стоимость входит основной металл, флюс или газ, проволока и наждачная бумага. Эта цена не учитывает стоимость небольшого проекта или ремонта, когда вы используете только часть материала. В таких случаях вам (или профессионалу) все равно придется покупать большее количество необходимых расходных материалов.
Большинство профессиональных сварщиков поставляются с материалами, необходимыми для конкретного проекта. Они включат это в общую цену или почасовую ставку, или они могут взимать с вас отдельную плату за материалы.
Рабочая сила
Средняя почасовая стоимость найма мобильного сварщика по стране составляет от 65 до 125 долларов . У большинства профессионалов минимальная плата за обслуживание покрывает накладные расходы и транспорт. Поэтому, если починка сломанного садового стула занимает около 15 минут, вы все равно заплатите полную минимальную плату, которая обычно составляет один или два часа работы.
При мелком ремонте или работах с мелкими деталями вы можете сэкономить на расходах, отнеся их в мастерскую сварщика, а не вызывая сварщика к вам. Расценки сварочного цеха, как правило, ниже расценок мобильного сварщика.
Затраты на сварку металлов по проектам
Для выполнения различных сварочных проектов требуется разное количество материалов и время. Естественно, более крупные проекты потребуют больше времени и материалов, что означает более высокую общую стоимость.
| Проект сварки | Диапазон средней стоимости (все включено) |
|---|---|
| Ремонт металлической мебели | $35 – $100 |
| Ремонт труб | 200–1000 долларов США |
| Маленькие ворота | 550–750 долл. США |
| Ограждение | 1200–1800 долларов |
| Сварка листового металла | 750 – 2500 долларов |
Ремонт металлической мебели
Ремонт металлической мебели стоит от 100 до 300 долларов . Где вы попадаете в этот диапазон затрат, зависит от типа мебели и размера проекта. Например, починка пары опор для ног на садовом стуле обойдётся в самую низкую часть бюджета, в то время как починка большой садовой скамьи или обеденного стола будет стоить ближе к 9 евро.0085 100 долларов .
Где вы попадаете в этот диапазон затрат, зависит от типа мебели и размера проекта. Например, починка пары опор для ног на садовом стуле обойдётся в самую низкую часть бюджета, в то время как починка большой садовой скамьи или обеденного стола будет стоить ближе к 9 евро.0085 100 долларов .
Ремонт труб
Ремонт труб — еще один проект, который может потребовать найма сварщика. Стоимость ремонта трубы колеблется от 200 до 1000 долларов. Фактическая цена зависит от типа трубы, степени повреждения, местоположения трубы и типа металла.
Маленькие ворота
Маленькие ворота, такие как узкие садовые ворота или ворота для детей, стоят около от 550 до 750 долларов США для установки. В эту цену входит стоимость основного металла, сварки, резки, шлифовки, сборки, отделки и установки новых ворот.
Ограждение
Сварка ограждений обычно стоит от 1200 до 1800 долларов . В эту стоимость входят основные материалы, а также строительные и монтажные работы. Цена, которую вы платите за ограждение, зависит от типа используемого металла, высоты и длины забора, а также любых необходимых вам декоративных деталей.
Цена, которую вы платите за ограждение, зависит от типа используемого металла, высоты и длины забора, а также любых необходимых вам декоративных деталей.
Если вы ремонтируете только забор, вы заплатите значительно меньше. Например, стоимость ремонта забора из кованого железа составляет от 250 до 780 долларов.
Сварка листового металла
Изготовление листового металла стоит от 750 до 2500 долларов , хотя вы можете заплатить всего 100 долларов за простой ремонт заплат или швов. Большие работы могут стоить дороже. Например, стоимость создания нестандартной металлической конструкции или объекта может достигать 7 500 $ . Диапазон затрат здесь включает изготовленный листовой металл и конструкцию конструкции, а также сварку. При изготовлении листового металла используется сварка для соединения металлических панелей, усиления балок и стабилизации рам.
Готовы начать свой сварочный проект?
Почтовый индекс
Найдите местного профессионалаСтоимость сварки металла по типу металла
Ваш выбор металла повлияет на то, сколько вы заплатите за сварочный проект. Наиболее распространенными металлами, которые сварщики используют в сварочных работах, являются низкоуглеродистая сталь, нержавеющая сталь и алюминий. Вы также можете использовать другие типы металлов: алюминий, магниевый сплав, медь, чугун и титан. Вот средние диапазоны стоимости для каждого типа металла.
Наиболее распространенными металлами, которые сварщики используют в сварочных работах, являются низкоуглеродистая сталь, нержавеющая сталь и алюминий. Вы также можете использовать другие типы металлов: алюминий, магниевый сплав, медь, чугун и титан. Вот средние диапазоны стоимости для каждого типа металла.
| Металл | Диапазон средней стоимости (за фунт) | Средняя стоимость (за фунт) |
|---|---|---|
| Magnesium alloy | $7 – $16 | $11 |
| Low-carbon steel | $10.50 – $11.50 | $11 |
| Stainless steel | $13 – $15 | $14 |
| Aluminum | 14–22 долл. США | 18 долл. США |
| Copper/brass | $24 – $29 | $26 |
| Cast iron | $38 – $79 | $58 |
| Titanium | $60 – $85 | $72 |
Magnesium Alloy
Магниевый сплав стоит от 7 до 16 долларов за фунт и подходит для сварки вольфрамовым инертным газом на переменном токе (AC) или сварки TIG. Он легкий, легко заливается и поглощает вибрации.
Он легкий, легко заливается и поглощает вибрации.
Низкоуглеродистая сталь
Низкоуглеродистая или мягкая сталь стоит от 10,50 до 11,50 долларов за фунт . Помимо относительно низкой стоимости, он также популярен из-за простоты сварки. Этот универсальный металлический сплав очень экономичен, не дает большой усадки, с ним легко работать и он подходит для всех видов сварки, кроме сварки TIG на переменном токе.
Нержавеющая сталь
Стоимость нержавеющей стали колеблется от 13 до 15 долларов за фунт . Сварщики любят нержавеющую сталь за простоту использования и коррозионную стойкость. Однако важно знать, с чем вы работаете; мартенситная нержавеющая сталь имеет привычку трескаться, поэтому она не лучший выбор для сварки. Вместо этого придерживайтесь ферритных и аустенитных марок. Нержавеющая сталь хорошо работает со всеми видами сварки, кроме AC TIG.
Алюминий
Алюминий стоит от 14 до 22 долларов США за фунт . С ним немного сложнее работать, чем со сталью, но он все же очень универсальный, устойчивый к коррозии и легкий. Алюминий лучше всего подходит для дуговой сварки, сварки металлическим инертным газом (MIG) и сварки TIG на переменном токе.
Алюминий лучше всего подходит для дуговой сварки, сварки металлическим инертным газом (MIG) и сварки TIG на переменном токе.
Медь/латунь
Медные и латунные сплавы стоят от 24 до 29 долларов за фунт . Они популярны из-за своей тепло- и электропроводности, а также высокой износостойкости и коррозионной стойкости. В то время как с высококачественной медью и латунью достаточно легко работать, некоторые смеси сплавов, в том числе более дешевые сплавы с примесями, могут легко трескаться, образовывать кратеры, окисляться или подвергаться коррозии. Сплавы более низкого качества также имеют более слабую электрическую и теплопроводность. Медь и латунь лучше всего подходят для сварки TIG постоянным током.
Чугун
Средний диапазон цен на чугун составляет от 38 до 79 долларов за фунт . Несмотря на высокую стоимость, при правильном обращении он обеспечивает прочные и долговечные сварные швы. Однако это требует высокой квалификации из-за высокого содержания углерода и кремния.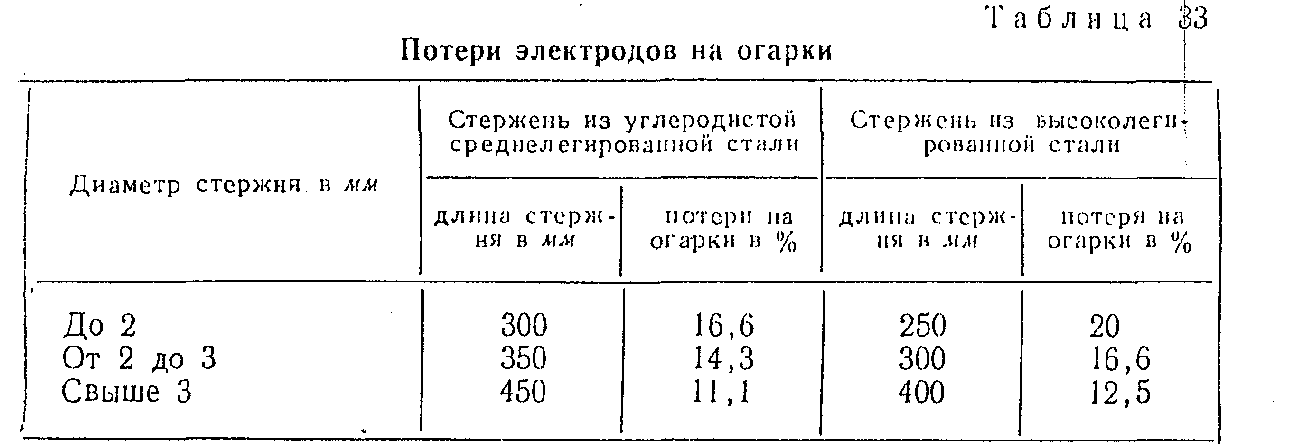 Если его предварительно не нагреть или если изменения температуры будут слишком агрессивными и быстрыми, он может треснуть или привести к образованию кратеров. К тому же швы будут не такими прочными. Чугун подходит для дуговой сварки.
Если его предварительно не нагреть или если изменения температуры будут слишком агрессивными и быстрыми, он может треснуть или привести к образованию кратеров. К тому же швы будут не такими прочными. Чугун подходит для дуговой сварки.
Титан
Титан — один из самых дорогих вариантов, стоимость от 60 до 85 долларов за фунт . Работа с этим типом металла требует навыков мастера-сварщика. Это очень эффективный и долговечный вариант, но он требует дополнительного оборудования и полного покрытия защитным газом для предотвращения окисления. Титан подходит для сварки TIG на постоянном токе.
Стоимость сварки по типу
Существует множество доступных методов сварки, включая:
Как правило, характер проекта и тип металла определяют метод сварки — не все методы применимы для всех металлов и проектов. Профессиональный сварщик определит наиболее подходящий метод сварки для вашего проекта. Ниже мы включили оценку стоимости сварки для некоторых из наиболее распространенных методов сварки.
Сварка электродом
Стоимость сварки электродом начинается примерно с 100 долларов США и может вырасти до 1000 долларов США. Также известная как дуговая сварка защищенным металлом, сварка электродами использует экстремальный нагрев для сплавления двух отдельных кусков металла. Тепло исходит от электрической дуги, создаваемой между заготовкой из основного металла и кончиком электрода из присадочного металла. Металлы становятся прочными при охлаждении.
Оборудование для дуговой сварки простое и недорогое, кроме того, оно может работать с большинством распространенных металлов и сплавов. Кроме того, для этой сварки не требуется флюс — газ встроен в электрод.
Сварка металлов в среде инертного газа (MIG)
Найм профессионального сварщика MIG обойдется вам не менее чем в 250 долларов США . Этот метод сварки, также называемый дуговой сваркой металлическим газом (GMAW), использует сплошной проволочный электрод для получения сварного шва. Эта проволока нагревается и непрерывно подается в сварочную ванну из сварочного пистолета. Два основных металла сплавляются вместе. Наряду с электродом пистолет подает защитный газ (обычно аргон или углекислый газ или их смесь), который защищает сварочную ванну от переносимых по воздуху загрязнителей и предотвращает окисление.
Эта проволока нагревается и непрерывно подается в сварочную ванну из сварочного пистолета. Два основных металла сплавляются вместе. Наряду с электродом пистолет подает защитный газ (обычно аргон или углекислый газ или их смесь), который защищает сварочную ванну от переносимых по воздуху загрязнителей и предотвращает окисление.
Сварка вольфрамовым электродом в среде инертного газа (TIG)
При сварке вольфрамовым электродом в среде инертного газа или сварке TIG рассчитывайте заплатить не менее 250 долларов США . Сварка TIG использует вольфрамовый неплавящийся электрод для сварки двух разрозненных металлических частей. Ножная педаль регулирует нагрев дуги. В отличие от сварки MIG, в которой могут использоваться различные защитные газы, при сварке TIG в качестве защитного компонента требуется 100% аргон.
Газовая сварка
Стоимость газовой сварки начинается примерно с 150 долларов США . Это один из древнейших видов сварки. Здесь горючий газ, такой как ацетилен и кислород, перегревается, чтобы сварить два куска металла вместе. Газовая сварка имеет множество применений и является популярным выбором во многих ремонтных мастерских.
Газовая сварка имеет множество применений и является популярным выбором во многих ремонтных мастерских.
Кузнечная сварка
Кузнечные сварщики берут от 15 до 25 долларов в час (плюс материалы), если вы берете товар в их магазин. Этот тип сварки включает в себя нагревание двух кусков металла, а затем применение силы, например удара молотком, для соединения их вместе. Этот тип является формой кузнечного дела и является одним из старейших видов сварки. Однако его использование ограничено несколькими металлами, такими как низкоуглеродистая сталь и кованое железо.
Сделай сам или наймите сварщика
Обычно сварку лучше доверить профессионалам. Одна из причин этого заключается в том, что сварка, как правило, является опасной работой. Это процесс, в котором для соединения металлов используется сильное нагревание. Несчастные случаи могут легко произойти, если у вас нет достаточных знаний или опыта в этом виде работы. Некоторые вещества, с которыми вы можете соприкоснуться во время сварки, также представляют значительный риск для здоровья.
Кроме того, если вы решите сделать это самостоятельно, вы понесете расходы на покупку всего оборудования, защитного снаряжения и других расходных материалов, что может перевесить любую экономию на рабочей силе. Если у вас есть что-то, что требует сварки, лучше всего нанять сварщика рядом с вами.
Остались вопросы по сварке?
Почтовый индекс
Спросите профессионалаЧасто задаваемые вопросы
Какой металл используется для сварки?
Профессионалы могут использовать для сварки широкий спектр металлов. The most common ones are:
Low-carbon steel
Stainless steel
Aluminum
Copper/brass
Cast iron
Magnesium alloy
Титан
Каждый тип металла имеет свои преимущества и недостатки. Профессиональный сварщик может помочь вам выбрать лучший тип металла, в зависимости от проекта и вашего бюджета.
Какой самый простой способ сварки металла?
Специалисты считают сварку МИГ самым простым видом сварки для новичка. В сварке MIG используется проволочный электрод с непрерывной подачей, который почти не требует замены, как стержневые электроды, которые вы используете для сварки стержнями. Вы можете продолжать сварку, не останавливаясь и не меняя электрод. В процессе также образуется небольшое количество шлака и брызг, что делает сварку более приятной.
Какой металл труднее всего сваривать?
Алюминий является самым трудным для сварки металлом, несмотря на то, что он входит в тройку лучших материалов для сварки среди профессионалов (наряду с низкоуглеродистой и нержавеющей сталью). Это связано с тем, что в форме руды или сплава он обладает несколькими физическими и химическими свойствами, которые усложняют сварку. Например, оксид алюминия, образующийся естественным образом в виде тонкого покрытия на поверхности алюминия, является одним из самых твердых известных веществ. Это покрытие затрудняет сварку алюминия.
Это покрытие затрудняет сварку алюминия.
Кроме того, алюминий обладает высокой теплопроводностью. Это означает, что вы должны вложить в него больше тепла. Помимо того, что сварка затруднена, большое тепловложение может также привести к нежелательным искажениям.
Какой самый прочный сварной шов?
Сварка ВИГ дает самые прочные сварные швы, и поэтому этот тип сварки следует использовать, если вашей целью является высокое качество сварки. Он имеет медленную скорость охлаждения, что приводит к высокой прочности на растяжение и пластичности. Он также производит наименьшее искажение всех методов сварки. Однако для выполнения сварки TIG требуются значительные навыки. Оборудование TIG также может быть довольно дорогим.
Болты прочнее сварки?
Сварные соединения прочнее болтовых. Сварные швы обеспечивают лучшее распределение веса поддерживаемых нагрузок, а также большую устойчивость к силам вращения или сдвига. Если все сделано правильно, сварное соединение обычно такое же прочное, если не прочнее, чем металл, который он соединяет.
Затраты на сопутствующие проекты
- Установить стальные балки
- Стройте док
- . и водосточные трубы
- Ремонт алюминиевого или стального ограждения
Найдите профессионалов поблизости
- Лучшие сварщики рядом с вами
- Установщики металлических ограждений рядом с вами
- Установщики металлических сайдингов в вашем городе
- Ближайшие услуги по ремонту кованых ограждений
- Производители листового металла в вашем районе
- Компании по производству кованых ограждений поблизости
- Фото: Industrieblick/Adobe Stock
Популярные категории
- Дополнения и переделки
- Ванные комнаты
- Отопление охлаждение
- Кухни
- Пейзаж
- Все категории
Популярные проекты
- Наймите разнорабочего
- Нанять горничную
- Установить Ландшафтный дизайн
- Реконструировать ванную комнату
- Реконструировать кухню
Избранные статьи
- Сколько стоит установить или заменить кухонные шкафы?
- Сколько стоит пристройка к дому?
- Установить столешницы
- Сколько стоит установить окно?
- Сколько стоит чистка водостоков?
Найдите сварщиков рядом с вами
- Хьюстон, Техас
- Сан-Антонио, Техас
- Вашингтон
- Денвер, Колорадо
- Нью-Йорк, штат Нью-Йорк
- Майами, Флорида
- Чикаго, Иллинойс
- Форт-Лодердейл, Флорида
- Филадельфия, Пенсильвания
- Атланта, Джорджия
- Сильвер Спринг, Мэриленд
- Лос Анджелес, Калифорния
- Балтимор, Мэриленд
- Остин, Техас
- Гейтерсбург, Мэриленд
- Тампа, Флорида
- Колорадо-Спрингс, Колорадо
- Сиэтл, Вашингтон
- Портленд, Орегон
- Мариетта, Джорджия
- Джерси-Сити, Нью-Джерси
- Даллас, Техас
- Шарлотта, Северная Каролина
- Литтлтон, Колорадо
- Канзас-Сити, Миссури
- Форт-Уэрт, Техас
- Александрия, Вирджиния
- Орландо, Флорида
- Аврора, Колорадо
- Арлингтон, Вирджиния
- Бирмингем, Алабама
- Санкт-Петербург, Флорида
- Роквилл, Мэриленд
- Роли, Северная Каролина
- Норуолк, Коннектикут
- Ямайка, Нью-Йорк
- Фейетвилл, Северная Каролина
- Эль-Пасо, Техас
- Боулдер, Колорадо
- Альбукерке, Нью-Мексико
Не видите свой город?
Типы сварочной проволоки для сварки в среде инертного газа и флюсовой сердцевины и характеристики (с таблицей)
Проволока для сварки в среде инертного газа
При дуговой сварке металлическим электродом в среде защитного газа (GMAW) вы не будете использовать штучный электрод или присадочную проволоку.
Вместо этого все, что вам нужно для наплавки сварного шва, можно получить из катушки с металлической проволокой.
В этом процессе сварки, более известном как MIG, газовый баллон (обычно CO2 или аргон) обеспечивает защиту, пока проволока вплавляется в основной металл.
В настоящее время это наиболее распространенный процесс сварки конструкций и изготовления изделий.
Когда сварщик нажимает на курок горелки MIG (показан ниже), механизм подачи проволоки продвигает проволоку через латунное сопло. Это обеспечивает высокую точность и беспрепятственный обзор того, что происходит внутри сустава.
Сварка в нерабочем положении намного проще, чем с помощью SMAW. А поскольку катушка вмещает около мили проволоки, вам не нужно часто останавливаться и перезаряжать. (Кстати, термин MIG означает «металлический инертный газ».
Однако, поскольку CO2 и O2 являются химически активными газами, правильнее будет сказать MAG – металлический активный газ – когда используются эти газы.
)Классификация проволоки
В процессе GMAW необходимо учитывать два расходных материала: газ и проволоку.
Как и в случае со стержневыми электродами, существует система классификации различных вариантов проволоки для сварки MIG, которая находится в ведении Американского общества сварщиков.
Американское общество инженеров-механиков также имеет код, но он почти идентичен.
Код AWS для сплошной стальной проволоки известен как AWS A5.18.
Вот что означает классификационный номер обычной проволоки для мягкой стали ER70S-6:
- ER – Электрический стержень
- 70 – Это двух- или трехзначное число представляет минимальную прочность на растяжение металла сварного шва, измеренную в фунтах на квадратный дюйм (PSI), умноженную на 1000.
- S – сплошная проволока.
- 6 – этот номер (иногда с добавлением буквы) указывает на химические добавки, используемые в проводе, которые могут повлиять на настройку полярности на машине.
Цифра 6 в данном случае означает, что в проволоку добавлено больше раскислителей, что полезно при сварке грязной или ржавой стали.
Другим типом проволоки из углеродистой стали общего назначения является ER70S-3. В нем нет добавленных химикатов, поэтому он используется в основном для новой или чистой стали.
Наиболее часто используемыми алюминиевыми проволоками для сварки MIG являются ER5056, мягкая проволока с хорошей пластичностью, и ER5356, более твердая и обладающая высокой прочностью на растяжение.
Проволока MIG из нержавеющей стали имеет такие обозначения, как ER308, ER316 и ER308–L. Буква L обозначает низкий уровень углерода, что обеспечивает дополнительную коррозионную стойкость.
Диаметр проволоки
После определения типа проволоки для вашего сварочного оборудования для приобретения этого расходного материала необходимы две дополнительные сведения.
Первый — это диаметр проволоки, который обычно указывается в тысячах дюймов.
Получите высококачественную версию для печати здесь. Наиболее распространенные размеры для сварки листового металла – 0,35 и 0,45.Количество проволоки
При покупке проволоки для сварки MIG ваше последнее решение касается количества проволоки и способа ее размещения.
Например, Lincoln Electric предлагает ER70S-6 в виде 44-фунтовой катушки или 1000-фунтового барабана.
Очевидно, механизм подачи проволоки на сварочном аппарате будет определять выбор опции. (Небольшой непромышленный аппарат для сварки MIG использует гораздо меньшую катушку, чем вы видите на фотографии ниже.)
Проволоку для сварки MIG также можно заказать с «отрезками длины для сварки TIG». Это относится к трехфутовым тросам, используемым при сварке TIG. Размеры диаметра в этом случае указаны не в десятичных дробях, а как обычные размеры стержня TIG, такие как 1/16 или 3/32.
Связанные : Best MIG Wire
Настройки проволоки
Приведенная ниже таблица часто встречается в спецификациях расходных материалов, и ее стоит скопировать для справки.
Получите высококачественную версию для печати здесь В нем рассказывается, как настроить элементы управления на вашем оборудовании и какой газ вам нужен, в зависимости от процесса сварки.Читайте также : Настройки сварки MIG – Как установить правильные параметры
Порошковая проволока
Использование порошковой проволоки позволяет сварщику MIG не использовать баллон с CO2 или аргоном и выполнять сварку без газа. Это связано с тем, что сердечник проволоки содержит ингредиенты, которые защищают сварочную ванну.
Как и покрытия стержней, сердечник проволоки содержит флюс, который заменяет баллон с защитным газом. Это особенно полезно при сварке на открытом воздухе, поскольку достаточно сильного ветра, чтобы рассеять сжатый газ. Этот процесс официально известен как Дуговая сварка порошковой проволокой 9.0694 (FCAW) .
Подробнее : Флюс в сварке – что он делает?
Порошковая проволока также позволяет сварщику использовать проволоку с большей силой тока и большего диаметра, чем сплошную проволоку.
Этот процесс широко используется при сварке конструкций на открытом воздухе. Хотя порошковая проволока стоит значительно дороже, чем сплошная проволока MIG, вам не нужно иметь дело с баллонами с газом или ждать, пока стихнет ветер, прежде чем приступить к сварке.Несмотря на экранирующие добавки, порошковая проволока достаточно тонкая, чтобы стрелять из горелки МИГ. И шлак, получаемый с этими ингредиентами, составляет лишь часть того, что образуется в процессе SMAW.
Обычная порошковая проволока часто упоминается как Self-Shielded или Innershield под торговой маркой, которую продает Lincoln Electric. (Поэтому, когда газовый баллон не используется, процесс официально известен как FCAW-S.)
Классификация порошковой проволоки
К счастью, стандарт AWS для порошковой проволоки из углеродистой стали (AWS A5.20) отличается лишь незначительно. из кода сплошной проволоки MIG.
Вместо ER в номере начинается E (для электрода) для всех порошковых проволок.
И вместо S для одножильного провода вы увидите либо T для трубчатого, либо C, указывающего на «композитный» провод.
E70C-6 является примером порошковой проволоки общего назначения.
Цифра 7 в классификации относится к пределу прочности при растяжении, умноженному на 10 000 (вместо 1 000 в случае проволоки MIG без сердечника).
0 указывает положение сварки. (Ноль означает, что проволока пригодна только для горизонтальной или плоской сварки.)
Одной из наиболее часто используемых порошковых проволок в строительстве является Innershield 232 от Lincoln Electric (также известная как NR-232), которая соответствует требованиям AWS E71T- 8.
Цифра 1 указывает, что провод можно использовать во всех положениях. 8 означает низкое содержание водорода, что напоминает обычный стержневой электрод E7018.
NR-232 популярен, потому что его химический состав соответствует сейсмическим требованиям для зон землетрясений, таких как Калифорния. С другой стороны, с проволокой труднее работать, чем с проволокой, не имеющей такого же уровня сейсмостойкости.
В приведенной ниже таблице перечислены рекомендуемые параметры для NR-232 («NR», произносимое вслух, звучит как «внутренний», что упрощает его запоминание.)
Число 0,068 в таблице означает диаметр проволоки. Обратите внимание на полярность DCEN. Обозначение CTWD означает «расстояние от контактного наконечника до рабочего места», которое влияет на величину тока, проходящего через соединение. «Депозитная ставка» помогает покупателю рассчитать, сколько провода потребуется для проекта.
Использование защитного газа и флюса вместе с порошковой проволокой
Когда в FCAW используется сжатый газ, процесс сварки известен как Сварка в среде защитного газа или сварка порошковой проволокой с двойной защитой , так как и ингредиенты флюса, и сжатый газ создают экран. Официальное обозначение: FCAW-G .
Вот более сложный пример порошковой проволоки E71T-1C JH8 , которая ломается следующим образом:
- E – Электрод
- 7 – предел прочности при растяжении, измеренный в фунтах на квадратный дюйм (PSI), умноженный на 10 000; в данном случае 70 000 фунтов на квадратный дюйм. Обратите внимание на разницу с MIG, в котором используются два числа, умноженные на 1000.
- 1 – Возможность сварки во всех положениях
- T – Трубчатая проволока
- 1 — это спецификация удобства использования проводов. Варианты варьируются от 1 до 14). 1 здесь указывает на то, что проволока имеет систему рутилового шлака (что означает, что химические добавки являются кислотными). Рутиловые покрытия обеспечивают хорошую свариваемость (низкое разбрызгивание, хорошее качество дуги и контроль сварочной ванны), но их механические свойства не считаются такими прочными, как базовая шлаковая система.
- C — эта буква означает, что для провода требуется защитный газ CO2. (M указывает на смесь защитного газа аргон/CO2.)
- JH8 — последние 3 кода являются дополнительными.
- J – означает, что электрод соответствует требованиям повышенной ударной вязкости.
- H8 – обозначает максимальное количество диффузионного водорода, которое может содержать провод. В этом примере допустимо менее 8 мл водорода на каждые 100 г металла шва. Чем ниже число, тем меньше водорода допускается в проволоке и, следовательно, меньше вероятность образования водородных трещин в окончательном сварном шве.
- J – означает, что электрод соответствует требованиям повышенной ударной вязкости.
Этот код взят из стандарта AWS A5.29/A5.29M:2020 (Спецификация электродов из низколегированной стали для дуговой сварки порошковой проволокой)
Как видите, для изучения множества переменных, связанных с выбором правильного провода, потребуется некоторое время.
Рекомендуется сначала сосредоточиться на наиболее распространенных классификациях удилищ и со временем освоить остальной арсенал.
Тем не менее, будучи сварщиком начального уровня, вы можете столкнуться с необходимостью запасать расходные материалы или заменять пустые катушки на сварочных аппаратах MIG для опытных ветеранов.
Таким образом, соблюдение должной осмотрительности при правильном выборе и хранении изделий из проволоки имеет важное значение для предотвращения дорогостоящих ошибок в начале сварочных работ.

 )
)
 Наиболее распространенные размеры для сварки листового металла – 0,35 и 0,45.
Наиболее распространенные размеры для сварки листового металла – 0,35 и 0,45. В нем рассказывается, как настроить элементы управления на вашем оборудовании и какой газ вам нужен, в зависимости от процесса сварки.
В нем рассказывается, как настроить элементы управления на вашем оборудовании и какой газ вам нужен, в зависимости от процесса сварки. Этот процесс широко используется при сварке конструкций на открытом воздухе. Хотя порошковая проволока стоит значительно дороже, чем сплошная проволока MIG, вам не нужно иметь дело с баллонами с газом или ждать, пока стихнет ветер, прежде чем приступить к сварке.
Этот процесс широко используется при сварке конструкций на открытом воздухе. Хотя порошковая проволока стоит значительно дороже, чем сплошная проволока MIG, вам не нужно иметь дело с баллонами с газом или ждать, пока стихнет ветер, прежде чем приступить к сварке.

 Обратите внимание на разницу с MIG, в котором используются два числа, умноженные на 1000.
Обратите внимание на разницу с MIG, в котором используются два числа, умноженные на 1000.