Прямая и обратная полярность при сварке
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения «прямая и обратная полярность». От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
- Дуговая сварка — режимы полярности
- Отличия режимов сварки
- Влияние полярности на сварку
- Сварка полуавтоматом
- Сварка инвертором
- Электрододержатель
- Сварочные электроды
- Выбор инвертора и его эксплуатация
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой «скачке» с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим «крокодил» крепится к изделию.
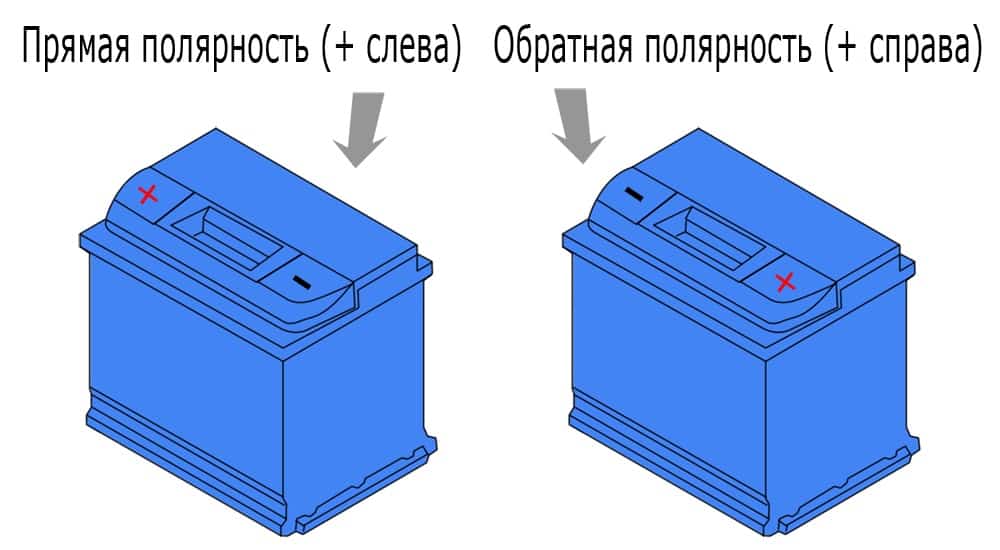
Если держатель установить в разъем «-«, а кабель массы подключить к «+», получится прямая полярность. При подключении наоборот (держатель к «+», а массу к «-«) полярность будет обратная.
Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где «+», там температура будет выше.
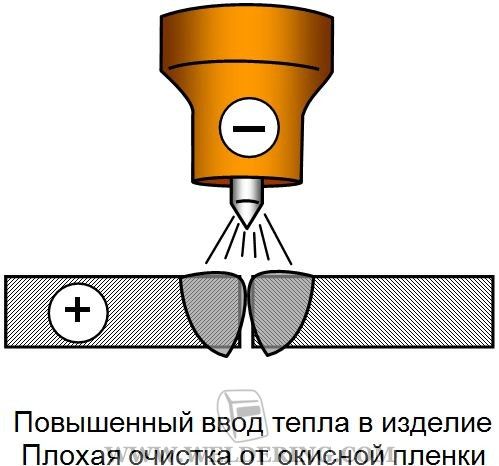
При сварке на прямой полярности «+» на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает «плюс» на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно «повести» при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с «плюсом» на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При «минусе» на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне.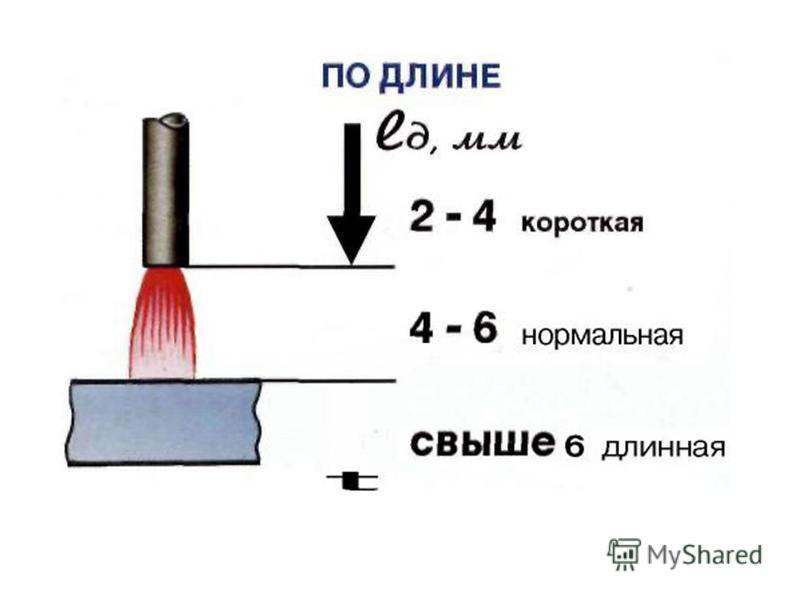 Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает «скакать» и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность.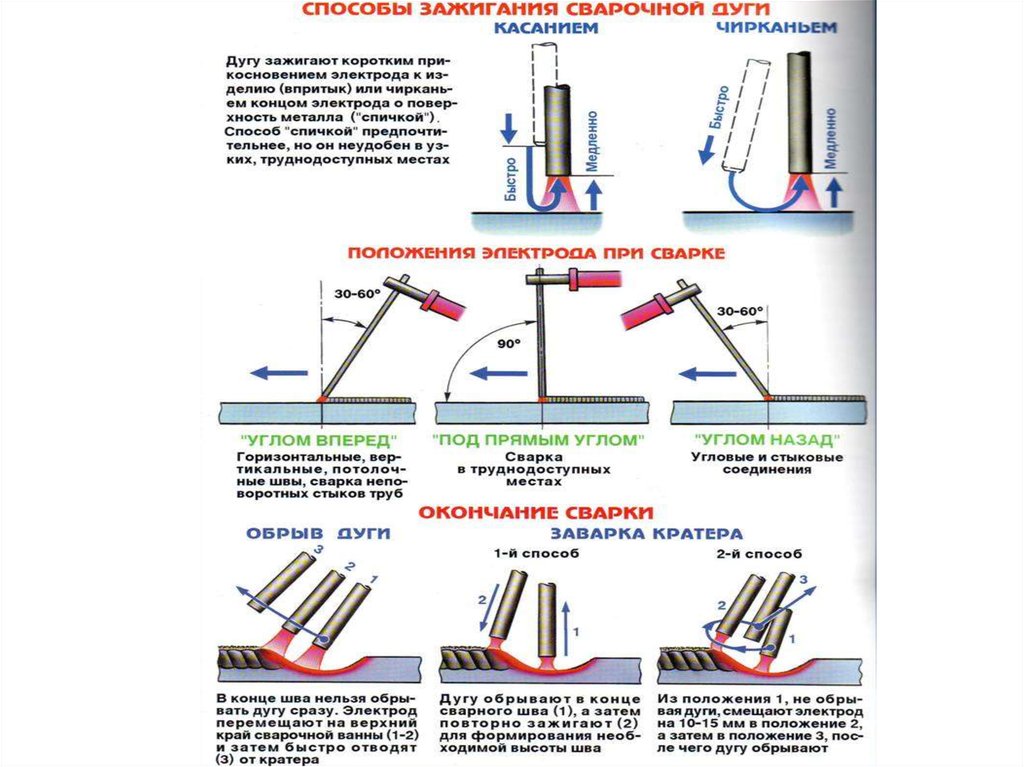 В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель
Сварочные электроды
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Сварка тонкого металла 1.0-1.5 мм покрытым электродом — это сложная задача для новичка. Справиться с ней без прожогов помогут инверторы РДС с функцией «Антиприлипание». Когда кончик электрода погружается в сварочную ванну, аппарат «чувствует» это и выключает сварочный ток. В результате нет удерживающей силы, Вам не требуется наклонять держатель влево-вправо, чтобы оторвать электрод от поверхности. Обмазка расходника не осыпается при этом.
Функция «Форсаж дуги» тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При какой полярности шов более красивый внешне?
СкрытьПодробнее
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На каком режиме снижается разбрызгивание металла при работе полуавтоматом?
СкрытьПодробнее
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Как уменьшить ширину шва при обратной полярности?
СкрытьПодробнее
Чтобы шов был более узким при режиме обратной полярности, требуется быстрее вести электрод.
Электрод при резке становится красным, что делать?
СкрытьПодробнее
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении («+» на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На какой полярности варить алюминий полуавтоматом?
СкрытьПодробнее
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Прямая и обратная полярность при сварке инвертором
Правильное выполнение сварочных работ во многом зависит от выбранных настроек аппаратуры. В работе с полуавтоматическими установками важно не только правильно выбрать силу тока, но и установить нужную полярность. Заводская настройка (по умолчанию) не подходит для выполнения очень многих задач. Особенно, когда речь идет о соединении высоколегированной стали, цветных или редких металлов. Поэтому для получения сварочного шва хорошего качества необходимо должным образом настроить оборудование.
СОДЕРЖАНИЕ
- Как влияет полярность при сварке
- Что такое прямая и обратная полярность: техусловия выбора
- Сварка прямой полярностью
- Сварка обратной полярностью
Как влияет полярность при сварке
Понятие полярность подразумевает определенный вариант подключения аппаратуры, который продиктован стоящей задачей и особенностями соединения определенных материалов. Для смены полярности достаточно просто «перекинуть» клеммы. После этого направление движения тока поменяется и, соответственно, изменятся физические процессы сваривания.
Для смены полярности достаточно просто «перекинуть» клеммы. После этого направление движения тока поменяется и, соответственно, изменятся физические процессы сваривания.
Существует только два варианта полярности, которые настраиваются перед работой:
- Прямая. Выбирается в случаях, когда необходимо соединить два толстые детали, а швы должны быть глубокими. Заготовки в этом случае подключаются к положительной клемме, а электрод – к минусовой. Подключение прямой полярностью приводит к тому, что в процессе работы образуются катодные и анодные пятна. Более горячее из них – анодное – возникает на заготовке: именно к ней подключена плюсовая клемма. Из-за этого металл прогревается (а, следовательно, и плавится) на большую глубину. Это дает возможность работать с алюминиевыми, чугунными и другими деталями из сложных сплавов.
- Обратная. В этом случае наоборот: электрод подключается к плюсовой клемме, а заготовка – к минусовой. Анодное более горячее пятно может образоваться только на расходнике.
 Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
 Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.В зависимости от поставленных целей и материалов сварщик выбирает на инверторе тот или иной вариант полярности. Молодые специалисты, которые не изучали теоретическую часть, нередко испытывают проблемы при работе с металлами малой или большой толщины. Поэтому очень важно внимательно изучить техническую документацию, которая идет в комплекте с инвертором. И только после этого можно приступать к практической части.
Что такое прямая и обратная полярность: техусловия выбора
Основой для взвешенного выбора типа полярности служат технические условия, которых необходимо придерживаться во время сварки. Благодаря конкретному типу подключения более высокий температурный режим находится на заготовке или же на самом электроде. На окончательное решение влияют несколько важных факторов.
Толщина заготовки
Прямое подключение лучше всего подходит для работы с заготовками малой и большой толщины. В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
Читайте также: Сварка тонкого металла инвертором
Тип металла
Изменение расположения теплового пятна позволяет выбрать наиболее подходящий режим работы под конкретную деталь. К примеру, нержавеющую сталь или чугун достаточно легко перегреть. В этом случае лучше подходит подключение с обратной полярностью, что дает возможность сформировать прочный и надежный шов. А вот алюминиевые сплавы нужно варить с прямой полярностью. В таком случае удается быстрее преодолеть окислительную пленку.
Тип расходных материалов
Условия зависят от типа флюса расходного материала. Для угольных электродов не подходит обратная полярность. При таком раскладе флюс будет перегрет и стержень станет непригодным для дальнейшего использования. Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.
Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.
Читайте также: Сварка инвертором для начинающих
Сварка прямой полярностью
Каждый из способов сваривания металла обладает индивидуальными характеристиками. При работе инвертором с подключением методом прямой полярности отмечаются такие особенности:
- Расходные материалы и присадки расплавляются, образуя в ванночке крупные металлические капельки. Эта особенность приводит к возрастанию степени проплавления заготовки и увеличению количества брызг.
- При прямом подключении наблюдается снижение стабильности сварочной дуги.
- При прогреве не нарушается структура материала. Металлическая решетка остается неизменной.
- В связи с тем, что температура расходного материала остается сравнительно невысокой, можно увеличить силу тока.
- Некоторые сварочные материалы характеризуются высоким коэффициентом наплавки. Он тем более растет, если применять плавящиеся электроды в инертной среде. Точно такого же эффекта можно достичь в результате химической реакции присадок и некоторых видов флюса.
- При прямой полярности структура материала в сварочной ванне характеризуется повышенным содержанием кремния и марганца при полном отсутствии углерода.

Читайте также: Рейтинг лучших сварочных инверторов
Сварка обратной полярностью
Метод применяется в обязательном порядке, если приходится работать с тонкими металлическими листами. Существует вероятность испортить заготовку: ее реально расплавить в месте соединения. Избежать такого результата можно, используя такие методы:
- Уменьшение силы рабочего тока, что приводит к снижению температуры заготовки.
- Формирование прерывистого сварочного шва. Сперва делается несколько прихватов по длине шва, которые впоследствии соединяются в одно целое. Схема может претерпевать изменения в зависимости от конкретных условий работы. Способ прерывистого шва дает возможность исключить деформацию рабочей поверхности. Особенно эффективен прием для швов длиной более 20 см.
- Сваривание особо тонких заготовок прерывающейся сварочной дугой. Электрод уводится из рабочей зоны и, когда дуга прервалась, тотчас возвращается на место. Процесс получается практически непрерывным.
- При сварке двух заготовок внахлест важно как можно плотнее прижать их одна к другой. даже минимальная воздушная прослойка может привести к прожиганию верхней части конструкции. Для более плотного прижима можно использовать струбцины или тяжелый груз.
- Точно так же сваривание встык требует минимального зазора. Идеально, если его не буде вообще.
- Тонкие заготовки с неровными краями соединяют с использованием подложки. Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.

 Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.Новичкам начинать практиковаться лучше с обратной полярностью. Это дает возможность уловить тонкости процесса и в дальнейшем не допускать прожогов или других дефектов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Читайте также: Зависимость силы тока от диаметра электрода
Прямая и обратная полярность при сварке инвертором
Оцените, пожалуйста, статью
12345
Всего оценок: 46, Средняя: 3
Прямая и обратная полярность при сварке инвертором
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
Содержание страницы
- 1 Зачем все это нужно
- 2 Некоторые особенности сваривания при прямой полярности
- 3 Особенности сварки током обратной полярности
Зачем все это нужно
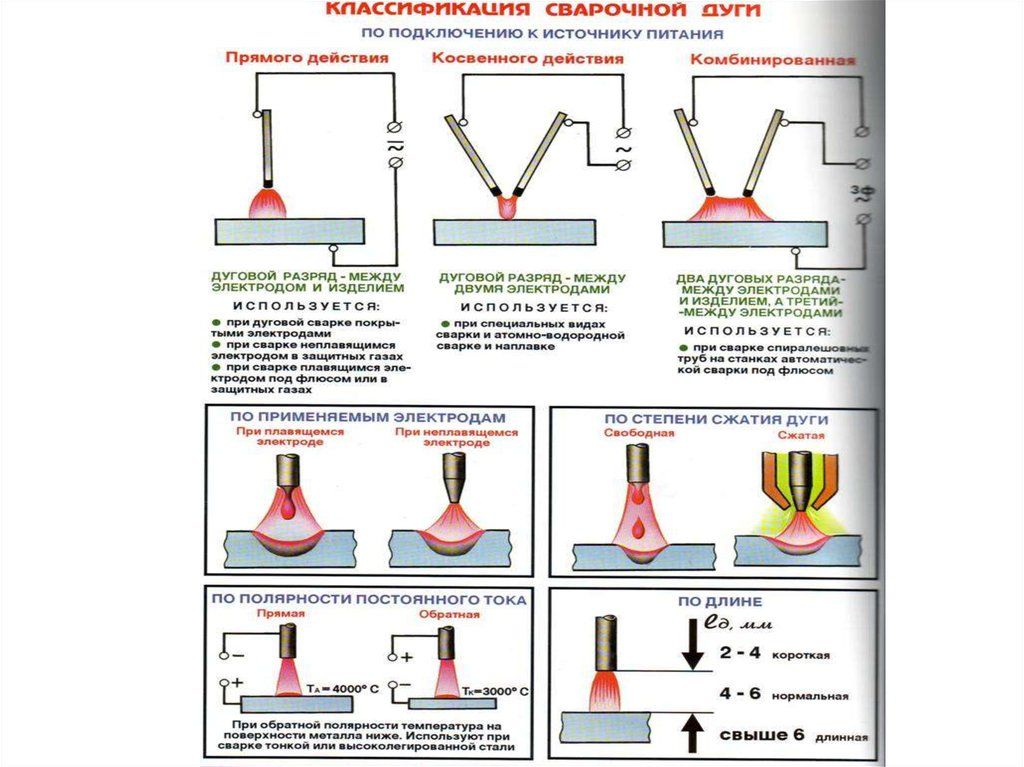
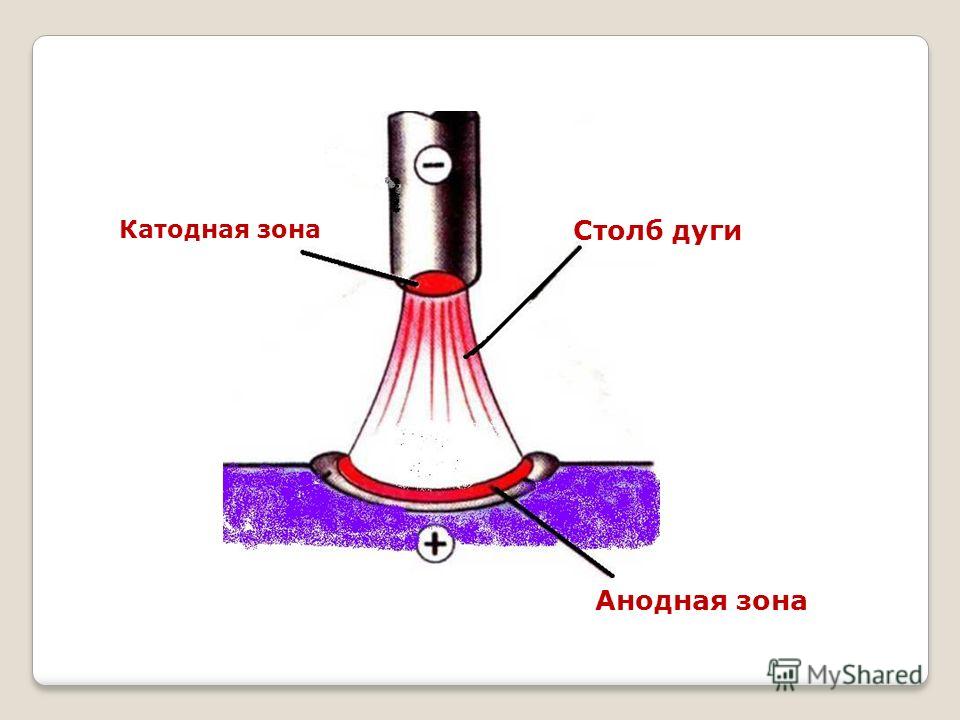
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.

Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
 Ни о каком соединении здесь уже говорить не придется.
Ни о каком соединении здесь уже говорить не придется.При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
https://www.youtube.com/watch?v=GrVBaIZ3ddE
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.

Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки – 180°.
Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Прямая и обратная полярность при сварке инвертором
Получение прочных неразъемных соединений между обрабатываемыми элементами металла путем установления межатомных связей при нагреве, где в качестве источника энергии используется электрический ток, называется сваркой током. Процесс предполагает пластическое деформирование материала в местах формирования сварных швов.
Важно! Наиболее широкое применение получила сварка постоянным током с использованием сварочных аппаратов, которая позволяет минимизировать образование окалины в местах соединений.
При этом ширина шва определяется уровнем напряжения и скоростью сварки. Так, при одновременном увеличении обоих показателей ширина шва начнет уменьшаться. От рабочей длины электрода, его диаметра и покрытия, зависит сила тока и производительность работ. Стоит отметить, что на глубину провара напряжение практически не влияет.
Сварка постоянным током бывает двух видов:
- прямой полярности;
- обратной полярности.
Содержание
Обратная полярность при сварке
Обратная полярность при сварке постоянным током подразумевает подключение электрода к плюсу, а рабочих деталей к минусу. В данном случае горячее анодное пятно появится в районе соединения заготовок, а катодное — на электроде. Данный вариант подключения подходит для сварки легкоплавких металлов, например, тонколистовой стали.
Прямая полярность при сварке
При сварке с прямой полярностью плюс от инвертора подводится к стальному изделию, а минус к электроду. Анодом здесь выступает заготовка, а катодом электрод. Участок детали будет нагреваться значительно больше электрода.
Метод прямой полярности целесообразно использовать при необходимости соединения деталей из сложных сплавов (чугуна, алюминия), так как он больше подходит для получения глубоких швов. В этом случае электрод подключают к минусовой клемме, а изделия к положительной.
Разница температуры нагревания металла при прямой и обратной полярности.Обратите внимание! В процессе работы происходит образование анодных и катодных пятен, первые из которых появляются непосредственно на заготовке, куда подключается плюс. В результате достигается прогревание металла и его плавление.
Концентрация тепла на изделии приводит к углублению сварного шва. Именно поэтому сварку с прямой полярностью практикуют для соединения более толстых деталей.
Отличия режимов при сварке
При сварке током постоянного действия, на кончике расходника появляется термопятно, обладающее высокой температурой. В зависимости от полюса, подсоединенного к электроду, выбирается режим сварки. Например, если к электроду подключена положительная клемма, на его конце будет образовываться анодное пятно с температурой 3900 градусов по Цельсию, если отрицательная — пятно будет катодным, а его температура достигнет 3200 градусов по Цельсию. Это основное отличие между двумя методами.
Подключение сварочных кабелей с разной полярностью.При применении сварки с прямой полярностью основную часть температурной нагрузки получает металлическая деталь. В результате удается легко добиться углубления сварного шва. В случае с обратной полярностью, высокая температура концентрируется на конце электрода. При этом детали в местах соединения нагреваются меньше, что целесообразно для сваривания заготовок небольшой толщины.
Осуществление работ подразумевает прогревание металла до расплавления, то есть образования сварочной ванны, на состояние которой влияет выбор режима сварки с обратной или прямой полярностью:
- при слишком большой силе тока электродуга начнет отталкивать разогретый металл. При этом детали соединить не удастся;
- если напряжение будет недостаточным, металл не разогреется до нужного состояния.
При прямой полярности в ванне создается растекаемая среда, где можно руководить электродом, направляя сварный шов и контролируя его глубину. Конечный результат зависит от скорости движения электрода. Чем она меньше, тем больше тепла поступает в сварочную зону и лучше прогревается металл. От используемого режима зависит глубина и ширина сварного шва.
Схема подключения полюсов при обратной полярности.Важно! Чем выше ток и прогонная энергия на дуге, тем глубже провар. Наибольшую глубину проплавки возможно обеспечить посредством режима сварки обратной полярности.

Что касается выбора расходников, то для осуществления сварочных работ в режиме обратной полярности рекомендуется использовать чистые металлические стержни без покрытия, а для прямой — угольные электроды.
Плюсы и минусы двух методик
Оба способа сваривания металла имеют свои плюсы и минусы. Используя схему подключения прямой полярности можно выделить следующие особенности при работе:
Получается глубокий крепкий сварочный шов, более узкий.
Отмечается стабильность сварной дуги, что позволяет полностью контролировать весь процесс.
Возможность варить любой металл, толщиной от 3 мм и более.
При использовании сварочного аппарата заготовка хорошо поддается раскройке.
Требуется индивидуальный подбор электродов. Для данного метода не подходят расходники для осуществления сварки переменным током. Можно использовать вольфрамовые стержни для соединения цветных металлов.
Сварка металла методом обратной полярности, характеризуется:
Получением менее углубленного, но более широкого сварочного шва.
Возможностью сваривания заготовок средней толщины и тонких металлических листов.
Менее стабильной электродугой, особенно при низком напряжении, из-за чего соединение может получиться неравномерным.
Необходимостью выбирать электроды со структурой, не разрушающейся при перегреве.
При использовании метода обратной полярности сварку высоколегированных сталей необходимо осуществлять в строгом соответствии с технологическим процессом.
Как выбрать полярность
Выбор полярности при подключении сварочного оборудования зависит от нескольких факторов. Важно учитывать, что на аноде выделяется больше тепла, чем на катоде. При выборе режима значение имеет:
- толщина заготовки;
- вид металла;
- типы электродов.
Толстый металл должен быть хорошо прогрет в местах соединения, а пустоты заполнены проволокой, что обеспечит надежность швов. В данном случае следует выбирать режим прямой полярности. Тонкий материал нельзя перегревать. В противном случае, вместо красивого равномерного шва можно получить дырку, поэтому следует использовать обратную полярность при сварке.
Перегрев нержавейки и чугуна может привести к образованию тугоплавких соединений. Алюминий же наоборот требует качественного прогрева. В специальной литературе можно найти подробные рекомендации об оптимизации режимов сварочных работ с прямой и обратной полярностью.
Можно ли менять полярность на сварочном инверторе
Сварочный инвертор-полуавтомат является разновидностью оборудования, позволяющего получать ток большой силы и преобразовывать его в энергию, необходимую для поддержания сварочной дуги. Благодаря инвертору можно менять силу тока и режим полярности при сварке.
На передней панели прибора расположены две клеммы с маркировкой в виде «+» и «-«, к которым подсоединяются сварочные кабели. При прямой полярности «+» подается на клемму, подсоединенную к детали, а «-» к электроду. Полярность при сварке инвертором тонкого металла меняется достаточно легко. Для этого нужно поменять местами соединения с полюсами.
При прямой полярности «+» подается на клемму, подсоединенную к детали, а «-» к электроду. Полярность при сварке инвертором тонкого металла меняется достаточно легко. Для этого нужно поменять местами соединения с полюсами.
Обратная и прямая полярность при сварке инвертором, отличие полярности при сварочных работах
Электродуговой способ сварки, в отличие от традиционной газовой, отличается некоторыми особенностями. Одной из самых главных является температура нагрева дуги, которая может достигать 5000С, что значительно превышает температуру плавления какого-либо из существующих металлов. Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.
Виды сварки
Сварочные аппараты имеют блок выпрямительных диодов. Что создает постоянный ток, это обязательное условие для сварочных полуавтоматических аппаратов, для которых материалом является проволока. Если для аппарата требуются электроды, то это обозначает возможность использования во время работы всех их моделей.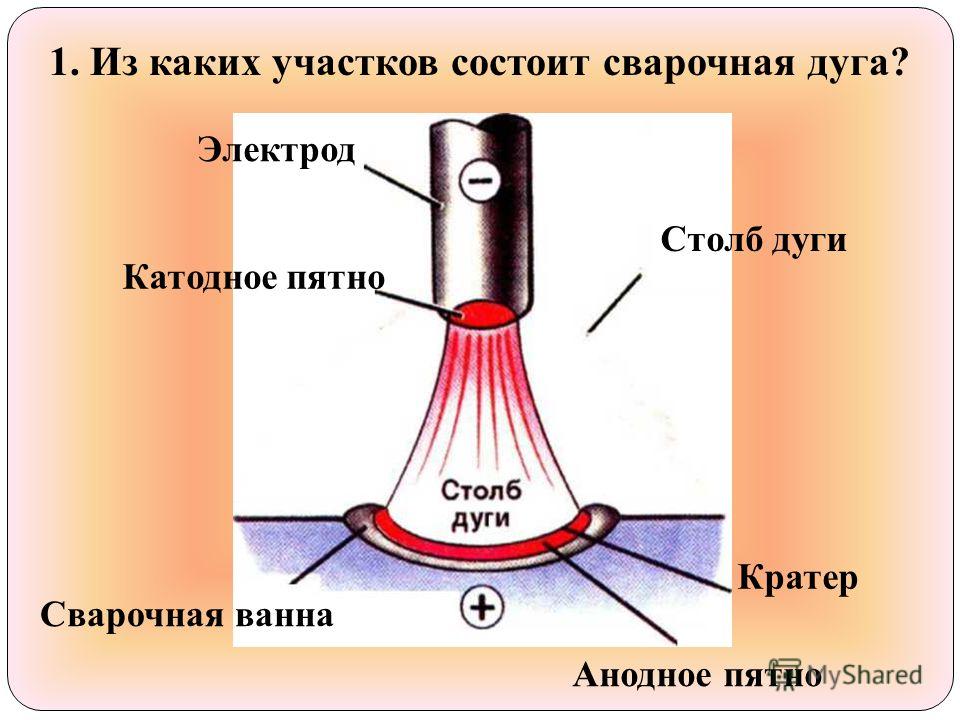 А полярность во время сварки – это залог ее качества.
А полярность во время сварки – это залог ее качества.
Используя полуавтомат, надо соблюдать полярность подсоединения. Сварка под газовой защитой омедненной проволокой происходит с помощью полярности прямого тока. Фактически это значит:
- на деталь идет плюс;
- на держак идет минус.
Сила тока подается на деталь от проволоки, и она нагревается, в отличие от сварочной проволоки, сильнее. В итоге повышается площадь свариваемого участка. Ему необходим значительный нагрев для образования варочной ванны. Проволока, имеющая меньшее сечение, быстрей плавится и попадает на необходимый участок уже жидкой каплей. Током, который проходит от разных полярностей, увлекается расплавленный материал, получается подходящая ванна для сварки.
Используя полуавтомат без защитной газовой среды, нужно использовать специальную порошковую или флюсовую проволоку. В этом случае изменяется полярность соединения держака и «массы». На «массе» находится минус, а на держаке находится плюс. Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
- Появление газообразного облака;
- В среде этого облака и происходит сварка.
Сила тока переходит от минуса к плюсу, и падение жидкой капли металла становится более низким. Именно это обуславливает меньший нагрев металла для сварки. Так как его охлаждение не происходит под защитной газа. Поэтому образование ванны для сварки практически не отличается от сварки в газовой среде. Работа переменным током имеет определенные преимущества. Она не расходится с дугой относительно изначальной оси. А на качество соединения воздействует именно отклонение дуги.
Делая сварку генератором с переменным током, легко заметить: его полярность изменяется циклически. Циклы имеют частоту 50 Герц. Она, повысившись до плюсового напряжения, может снизиться до нуля или упасть до отрицательного уровня. Напряжение меняется с плюса на минус и, наоборот.
Напряжение меняется с плюса на минус и, наоборот.
Сварка нержавейки и цветных металлов
Во время сварки цветных металлов, в том числе и алюминий, используют специальный вольфрамовый электрод. Причем используют во время инверторной сварки прямую полярность, на электроде находится минус. Этот вид подключения позволяет иметь необходимую температуру в участке нагрева. Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.
Полярность при сварке напрямую способствует образованию:
- более качественного шва;
- более лучшего проплавления металла, в том числе и из нержавеющей стали;
- более концентрированной узкой электрической дуги.
У процесса также существует и немаловажная экономическая часть. Используя дорогой вольфрамовый электрод меньшего диаметра, попутно добиваются уменьшения газовых затрат. Если же подключить вольфрамовый электрод при сварке в другой полярности, а именно, на держателе – с плюсом, то шов будет не таким глубоким. У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.
У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.
Значительным недостатком является эффект электромагнитного дутья. Образующаяся дуга выходит блуждающей, а шов – не сильно привлекательным и герметичным. Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Сварка прямой полярности
Сварка прямой полярности инвертором получается, если с деталью подключается «плюс» источника тока. Когда подсоединяют электрод, то в этом случае получается обратная полярность. Используя сварочный инвертор, можно самостоятельно установить на нем полярность. Полярность определяет направление передвижения потока электронов. То есть, определяется подсоединением проводов к положительной и отрицательной клеммам. При работе со сваркой обратная полярность обозначает:
При работе со сваркой обратная полярность обозначает:
- на электроде – плюс;
- на «земле» – минус.
Ток переходит от отрицательного контакта к положительному. Именно поэтому электроны переходят на электрод от металла. В результате сильно нагревается окончание электрода. Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток перемещается от электрода к изделию. Электрод – холодный, а изделие – горячее. Эта особенность широко используется в особых электродах, которые предназначены для быстрой сварки листов нержавеющей стали.
Важность полярности при сварочных работах
Естественно, что инверторная сварка на переменном токе не зависит, какой установлен зажим трансформатора для соединения изделия и электрода. Но вот постоянным током по сложившейся традиции сваривают несколькими способами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.
В анод, подсоединенное к положительному полюсу, преобразуется изделие. Обратная полярность обозначает, что электрод после подсоединения к положительному полюсу становится анодом. Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
Материал изготовления электрода задает параметр дуги между неплавящимися электродами из вольфрама и плавящимися металлическими электродами. Сварочная дуга имеет ряд физических и технологических свойств. От этого практически полностью будет зависеть результат работы дуги. К физическим свойствам относятся:
- кинетические;
- электромагнитные и температурные;
- электрические и световые.
Основные технологические свойства имеют три вида:
- мощность дуги;
- пространственную стойкость;
- саморегулирование.
Для поддержания горения дуги требуется создать обратные электрически заряженные части в пространстве между находящимися электродами. Данные частицы – это электроны, а также положительные и отрицательные ионы. Их преобразование называется ионизацией. Газ, имеющий электроны и ионы, называется ионизированным.
Промежуток дуги ионизируется во время зажигания дуги, и все время поддерживается при ее горении. В промежутке дуги, как правило, выделяют следующие области:
- область разряда дуги;
- анодную;
- катодную.
В области анодов происходит значительное снижение напряжения, вызванное скоплением около электродов заряженных частиц. На поверхности анода и катода начинается появление электродных пятен, которые представляют некий фундамент дугового столба. Через них и прокладывается маршрут тока к сварке.
У сварки есть общий размер дуги, он состоит из суммарных длин 3-х областей. Общее напряжение дуги – это сумма снижений напряжения в каждой части дуги. Зависимость напряжения от размера дуги – это сумма снижения напряжения в прикатодном и прианодном участках. Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.
Ее эффективность рассчитывается с учетом количества теплоты, вводимой в металл за единицу времен. Тепловая мощность – это часть общей дуговой тепловой мощности, из которой определенная доля тепла уходит непроизводительно:
- на теплоотвод в изделии;
- излучение;
- на прогрев разбрызгивающихся капель.
Технология сварочных работ дугой
Преимущество сварочных работ дугой явны. Сварка отличается по признакам:
- по среде, где находится дуговой разряд;
- по типу тока;
- по типу электродов.
Для ремонта кузовов автомобилей широко используется дуговая сварка полуавтоматом в защитной среде газа. Для частного пользования наиболее доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Размер между поверхностью основного изделия и дном кратера является глубиной провара или проплавления.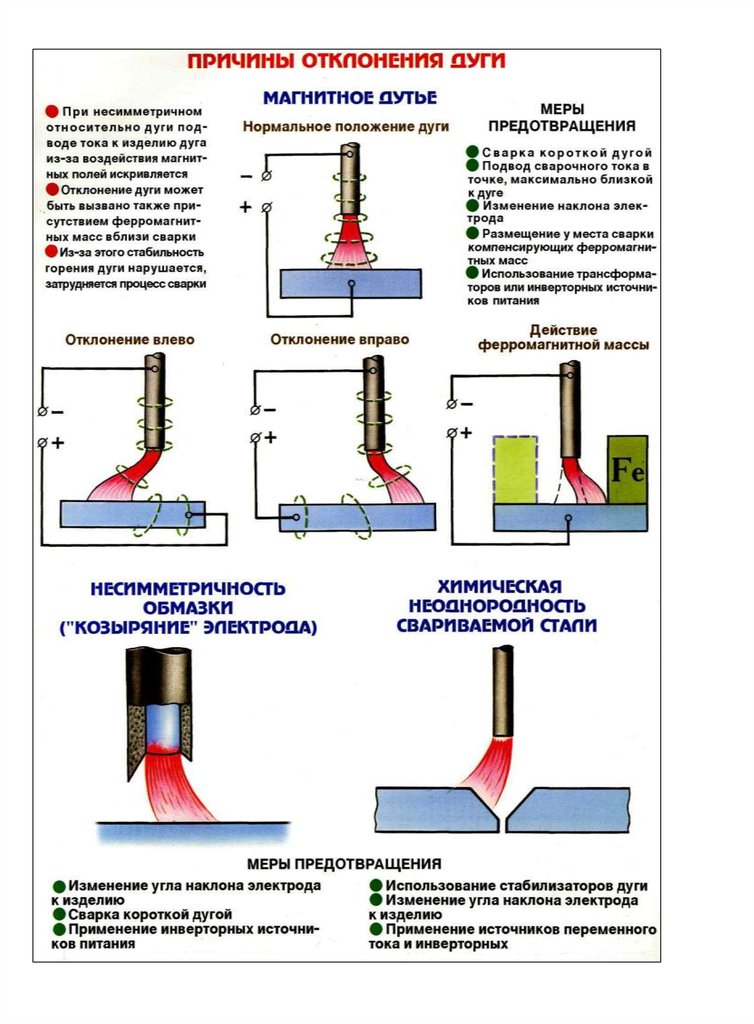 Глубина зависит:
Глубина зависит:
- величины сварочного тока;
- от скорости передвижения дуги.
Если размер дуги сварки не больше, чем размер стержня электрода, то эта дуга называется нормальной или короткой. Она гарантирует великолепное качество шва. Дугу, которая имеет большую длину, считают длинной. Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем.
Электрод во время процесса передвигается вдоль и поперек сварочного шва в направлении оси, дабы сохранить заданный размер дуги. Ускоренное перемещение электрода приводит к образованию узкого, неровного и неплотного шва. При медленном передвижении есть опасность пережога материала.
Сварочные швы по форме бывают:
- тавровыми;
- нахлесточными;
- стыковыми;
- угловыми.
По длине швы разделяются на сплошные и прерывистые. По пространственному расположению имеют такие разновидности:
- вертикальные;
- потолочные;
- нижние;
- горизонтальные.
Источники питания: трансформатор для сварки, выпрямитель, генератор – при внешнем показателе имеют связь величины нагрузочного тока с напряжением на зажимах выхода. Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.
На размеры и форму шва также влияют вид электротока и его полярность. То есть, постоянный ток обратной полярности обеспечивает гораздо большую глубину плавления, чем постоянный ток с прямой полярностью, это объясняется разными количествами тепла, появляющимися на аноде с катодом. От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
- Автор: Виталий Данилович Орлов
- Распечатать
Оцените статью:
(13 голосов, среднее: 3.6 из 5)
Поделитесь с друзьями!
Прямая и обратная полярность при сварке: какая роль
Содержание
- На что влияет полярность сварки
- Особенности прямой и обратной сварки
- Различия при подключении
- Зависимость от рода напряжения
- Отличия при работе с инвертором и полуавтоматом
- Особенности сварочных работ
- При прямой полярности
- При обратной полярности
- Преимущества и недостатки разных методов
- По каким критериям нужно выбирать полярность
- Толщина металлического листа
- Типы металлов
- Разновидности электродов
- Присадки и прочие расходники
Прямая и обратная полярность сварочных агрегатов постоянного тока позволяет скорректировать температуру на электродах и обрабатываемых деталях.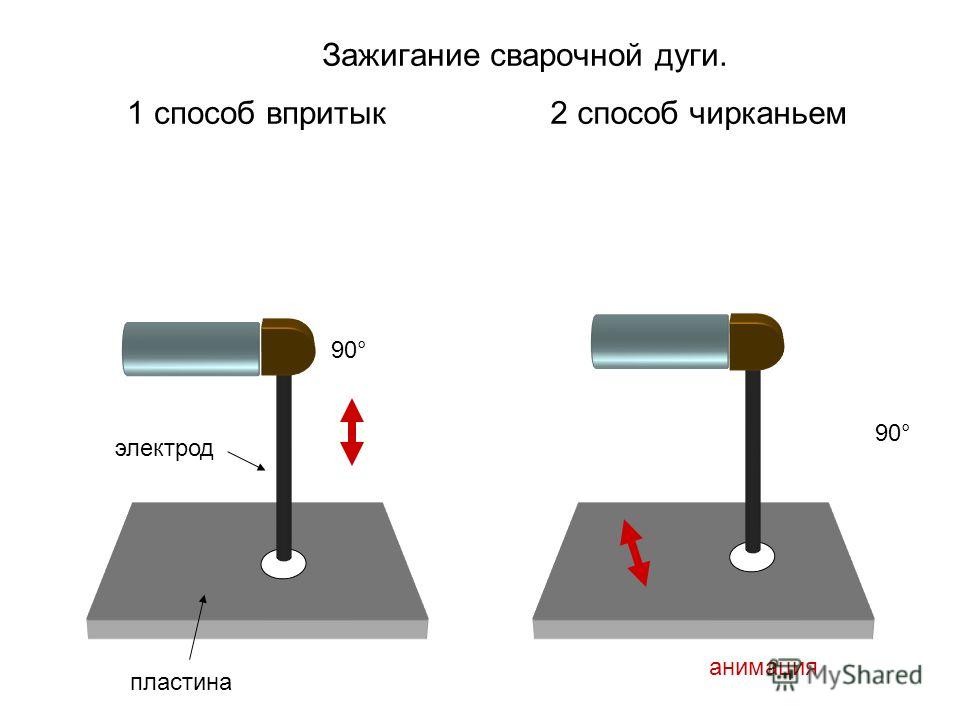 Если подсоединен плюс, анодное термопятно нагреется до 3900 °C. При подключении минуса этот показатель с катодной точкой будет равен 3200 °C. Для сварки разных металлов такое отличие существенно.
Если подсоединен плюс, анодное термопятно нагреется до 3900 °C. При подключении минуса этот показатель с катодной точкой будет равен 3200 °C. Для сварки разных металлов такое отличие существенно.
На что влияет полярность сварки
Работа с рутиловыми электродами возможна на обоих видах полярности. Аналогами типа УОНИ производитель рекомендует варить на «минусе». От сварочной полярности зависит прогрев детали.
На прямой подаче заготовка сильнее накаливается, позволяя сделать глубже шовный участок.
На обратной полярности обрабатываемый элемент прогревается слабее, температура концентрируется на окончании электрода. Второй режим ориентирован на обработку тонкого металла и изделий, чувствительных к перегреву.
Особенности прямой и обратной сварки
Прямо-полярный метод рассчитан на:
- прокатный монтаж из спецсталей методом наплавления;
- неплавящуюся вольфрамовую сварку с применением проволоки для наплавки;
- работу с текучими материалами;
- раскрой заготовок с использованием сварочных приспособлений.
Если случайно сменить полюс, рабочий процесс с постоянным током затянется, шов получится широким, а скорость сжигания расходников увеличится. Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.
Различия при подключении
Отличие при подсоединении обусловлено полюсным перераспределением обрабатываемой детали и электродного держателя. При прямом методе электроны перемещаются к заготовке, на электродное окончание стремится минус. Дуга отличается повышенной компактностью и плотностью. На «обратке» плюс идет на держатель, место контакта термического пятна с металлом рассеянное.
Способ подсоединения полюсов обусловлен физическими параметрами и толщиной детали.
Зависимость от рода напряжения
Если варить на переменном токе, дуга тухнет и разгорается при прохождении синусоидой нуля. На высокочастотном напряжении это изменение визуально незаметно. Род тока обуславливает дуговое постоянство. На аппарате с постоянным показателем возможности по сварке расширены, поскольку можно поменять направление перемещения электронов и дуговую плотность. Это повлияет на соединительное усилие.
На высокочастотном напряжении это изменение визуально незаметно. Род тока обуславливает дуговое постоянство. На аппарате с постоянным показателем возможности по сварке расширены, поскольку можно поменять направление перемещения электронов и дуговую плотность. Это повлияет на соединительное усилие.
На генераторах переменного напряжения кабель подключается в любой конфигурации. Следует учитывать тип тока при подборе электродов. На коробке или в инструкции к расходникам указаны рекомендуемые параметры. Практичнее работать с универсальными элементами, рассчитанными на возможность изменения полюсов.
Отличия при работе с инвертором и полуавтоматом
На терморежим электродного кончика при сварке (постоянный ток) влияет полюсность. С плюсовым подключением показатель достигает почти 4 000 г, на минусе – на 1000 г меньше. Используя прямую и обратную полярность при сварке инвертором, можно точнее корректировать рабочий процесс. Во втором случае расходники сгорают быстрее.
Во втором случае расходники сгорают быстрее.
Особенность сварки полуавтоматом – наличие присадки-проволоки, подаваемой равномерно. Швы ровные, аккуратные за счет равномерного прогрева металлов. Рабочий процесс облегчает встроенный преобразователь электронного типа. Прямая агрегация клемм уместна для стандартной порошковой проволоки.
Постоянный ток обратной полярности на полуавтомате используется для ионизации защитного газа, флюсовых присадок.
Особенности сварочных работ
При сваривании постоянным током обратной полярности добиваются хорошего прогрева детали, получая своеобразную ванну плавления. На ее качество как раз влияет тип полюсности. При завышенном токе нагрев будет больше, изделие накалится до состояния отталкивания от электродуги, что воспрепятствует соединению. Заниженный показатель тоже неэффективен, поскольку не будет нужного термического режима.
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей.
При прямой полярности
Нюансы работы сварочного оборудования:
- Металл в ванну от расходников стекает по каплям. Создается разбрызгивание изделия, повышается коэффициент плавления.
- Возникает нестабильная электродуга.
- Происходит уменьшение проварки на одной части, на другой – снижается содержание углерода.
- Обеспечивается правильный прогрев детали.
- Присадка меньше накаливается.
- При обработке флюсовых материалов повышается эффективность наплавления.
Черный металл при сварке с прямой полярностью в полости шва почти не содержит углерода, насыщен кремнием и марганцем.
При обратной полярности
Разница минусового подключения в том, что на электрод действует повышенная температура.
Чтобы нивелировать вероятность прогара и повысить качество сварки, нужно помнить о следующих особенностях:
- Снижении токового потенциала, если необходимо уменьшить терморежим на заготовке.
- Начальном применении частичного шва с короткими участками с перемещением к центру, дальнейшем возврате к стыковке на другую сторону, конечной обработке промежуточных зон. Это обуславливает снижение коробления материала.
- Сваривании тонких деталей с регулярным прерыванием дуги.
- Сцеплении материалов внахлест путем их герметичного прижимания между собой. Для этой цели подойдут струбцины или дополнительный груз.
- Сваривании встык с минимальным зазором.
- Соединении тонкого материала с неровными краями при помощи медной либо стальной пластины, служащей для забора тепла.
 Это обуславливает снижение коробления материала.
Это обуславливает снижение коробления материала.Зная, что такое прямая и обратная полярность при сварке, нужно учитывать достоинства и недостатки обоих способов. Это позволит изменить подключение клемм, добиться лучшего результата работ.
Преимущества прямой полярности перед обратным методом:
- получение узкого валика шва;
- глубокая проварка детали;
- наличие стабильной электрической дуги;
- широкий ассортимент расходников с разными видами покрытий.
Недостатки:
- разбрызгивание металла;
- повышенный риск прожога заготовок;
- появление остаточного напряжения в местах термообработки.

Достоинства минусовой полярности в том, что схема подходит для аккуратной обработки тонких и специальных сплавов.
К недостаткам причисляют:
- необходимость использования электродов, устойчивых к перегреву;
- малую глубину шовного валика;
- поддерживание короткой дуги.
По каким критериям нужно выбирать полярность
Выбирая тип подключения сварочного аппарата, необходимо обращать внимание на ряд важных критериев. Это позволит не допустить брака или чрезмерного расхода материалов, обеспечить требуемую прочность соединения.
Толщина металлического листа
Детали, толщина которых не превышает 3 мм, часто прожигают. Для сварки подобных заготовок используют обратно-полярную схему, обеспечивая анодное термопятно на краю электрода. Такой подход уместен при обработке цветных, легированных материалов.
Типы металлов
За окончательный нагрев изделий и держателя отвечает плюсовая клемма. На катоде выделяется меньше тепла, чем на аноде. При обработке тугоплавких сталей лучше использовать прямое подсоединение, когда температура достигает 4000 °C. Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» – сосредотачивается на поверхности.
На катоде выделяется меньше тепла, чем на аноде. При обработке тугоплавких сталей лучше использовать прямое подсоединение, когда температура достигает 4000 °C. Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» – сосредотачивается на поверхности.
Разновидности электродов
Выбирая марку электродов, учитывают род тока. Для переменного напряжения подходят любые разновидности, поскольку полярность в этом случае не играет никакой роли. Для разновидностей ОК, ОЗС, МР рекомендуют обратное подсоединение. УОНИИ и подобные модификации рассчитаны на прямую схему. Рекомендации производителей указаны на упаковках. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Тугоплавкие электроды, применяемые для создания дуги, чаще используют с прямой полярностью. Работа с наплавочной проволокой предусматривает применение только вольфрамовых элементов. Угольные аналоги неустойчивы к высокой температуре, становятся хрупкими и крошатся.
Что такое обратная полярность при сварке? — Полное руководство
Последнее обновление
При включении сварочного аппарата образуется электрическая цепь. Он имеет отрицательный и положительный полюс. Полярность играет важную роль при сварке. Это связано с тем, что выбор правильной полярности влияет на качество, долговечность и прочность сварного шва.
Если вы используете неправильную полярность, это вызовет много брызг, плохой провар, и ваша сварочная дуга не будет регулироваться.
Давайте теперь подробнее остановимся на обратной полярности, чтобы вы могли лучше понять.
Обратная полярность
Это состояние, при котором анод становится положительным, а работа отрицательным. Ток идет от минуса к плюсу. Поэтому на аноде выделяется большое количество тепла, обычно ⅔ всего тепла.
Обычно это делается, если вы свариваете более тонкие пластины. Проплавление сварного шва будет минимальным, поскольку для работы выделяется меньше тепла.
Изображение предоставлено: Данил Евский, Shutterstock
Полярность
Вы, вероятно, знакомы с переменным током (AC) и постоянным током (DC) на вашем сварочном аппарате и электродах. По сути, эти два термина обозначают полярность электрического тока, формируемого сварочным аппаратом. Он проходит через анод.
Термины «обратный» и «прямой» используются при сварке. Вы также можете передать их как «электрод-положительная» и «электрод-отрицательная» полярность соответственно. Первые более понятны, и мы будем использовать их больше в этой статье.
Электрическая цепь имеет положительный и отрицательный полюс. Это то, что известно как полярность. Постоянный или постоянный ток течет в одном направлении, что приводит к постоянной полярности. Переменный ток или переменный ток частично течет в одном направлении и меняет направление на другой половине. Он меняет свою полярность 120 раз в секунду при электрическом токе частотой 60 Гц.
Это то, что известно как полярность. Постоянный или постоянный ток течет в одном направлении, что приводит к постоянной полярности. Переменный ток или переменный ток частично течет в одном направлении и меняет направление на другой половине. Он меняет свою полярность 120 раз в секунду при электрическом токе частотой 60 Гц.
Как сварщик, вы должны понимать, что означает полярность. Кроме того, определите, как это влияет на процесс сварки. За несколькими исключениями, положительный электрод (обратная полярность) вызывает более глубокое проникновение.
Прямая полярность (отрицательный электрод) вызывает более быстрое расплавление анода и, следовательно, высокую скорость осаждения. Состояние может измениться из-за воздействия различных химических веществ в покрытии.
Несколько типов защищенных анодов работают с любой полярностью, хотя некоторые работают с одной полярностью. Использование сварочного аппарата с трансформатором переменного тока требует разработки анода, который будет работать на любой полярности. Это из-за постоянных изменений полярности цепи переменного тока.
Это из-за постоянных изменений полярности цепи переменного тока.
Хотя переменный ток не имеет полярности, аноды переменного тока обычно лучше всего работают с определенной полярностью, если используется питание постоянного тока. Крышка на аноде указывает на лучшую полярность, и все производители указывают рекомендуемую полярность на контейнере с анодом.
При сварке любым металлическим электродом необходимо соблюдать правильную полярность для достижения правильного провара, ровного внешнего вида валика и наилучших результатов сварки. Неправильная полярность приводит к плохому проплавлению, большому разбрызгиванию, неправильной форме валика, перегреву, трудностям в регулировке дуги и быстрому прогоранию анода.
Концы многих машин четко обозначены. Кроме того, они рассказывают вам, как вы можете настроить их для любой полярности. На некоторых машинах есть кнопка для изменения полярности. На других устройствах следует поменять клеммы кабеля.
Если у вас есть какие-либо вопросы о том, используете ли вы правильную полярность или какая полярность установлена на устройстве постоянного тока, вы можете выполнить два теста.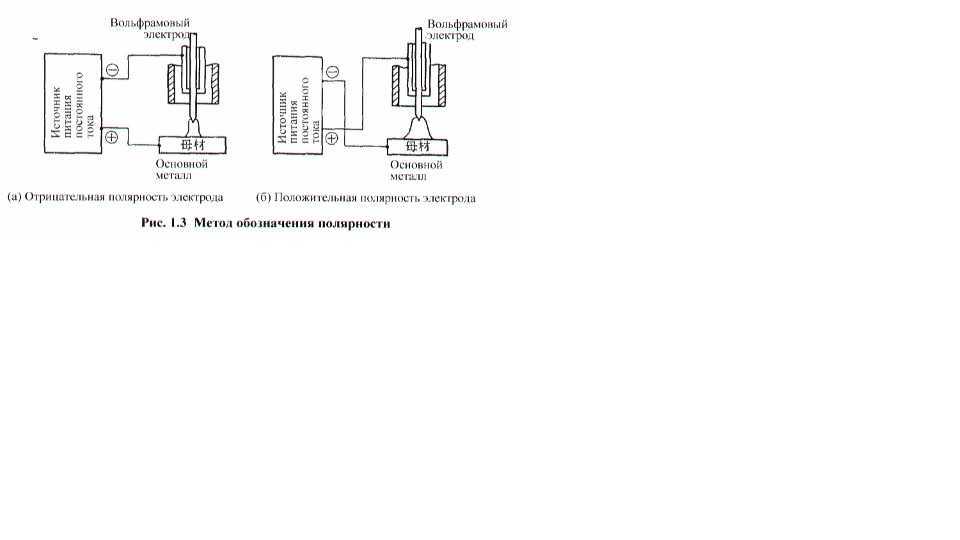 Для начала используйте угольный анод постоянного тока, который будет работать только при отрицательной полярности.
Для начала используйте угольный анод постоянного тока, который будет работать только при отрицательной полярности.
Второй вариант — использование анода Fleetweld 5P, который лучше работает с положительной полярностью, чем с отрицательной.
Давайте теперь рассмотрим различия между прямой и обратной полярностью, чтобы вы лучше их поняли.
Основные различия между обратной и прямой полярностью при сварке
ОБРАТНАЯ ПОЛЯРНОСТЬ
- Анод присоединяется к положительному концу, а основной металл присоединяется к отрицательному концу источника питания.
- Здесь электроны отрываются от поверхности родительской пластины и ударяются о кончик анода.
- На кончике анода выделяется ⅔ всего тепла дуги. Остальное производится рядом с родительской пластиной.
- Незавершенное плавление основной пластины может иметь место из-за меньшего выделения тепла вблизи базовой пластины.
- Имеет высокую скорость осаждения присадочного металла, поскольку большая часть тепла выделяется на кончике анода.
- Здесь стабильность дуги и напряжение в значительной степени зависят от коэффициента излучения рабочего материала.
- Очистка дуги отличная.
- Дефекты включения сведены к минимуму благодаря отличному очищающему действию дуги.
- При использовании постоянного тока с обратной полярностью деформация и ЗТВ минимальны.
- DCRP подходит для сварки тонких пластин.
- Вы можете соединять металлы с низкой температурой оттаивания (например, медь и алюминий) через DCRP.

ПРЯМАЯ ПОЛЯРНОСТЬ
- Основные металлы подключаются к положительному полюсу, а анод подключается к отрицательному полюсу источника питания
- Когда разность потенциалов достаточна, электроны высвобождаются из наконечника анода. Затем они ударяются о поверхность материнской пластины.
- ⅔ всего тепла дуги производится вблизи основной пластины. Остальное генерируется на кончике анода.
- Вы можете легко добиться правильного плавления основного металла. Следовательно, это исключает непровары и непровары.
- Скорость осаждения присадочного металла низкая в случае расходуемых анодов.
- Напряжение и стабильность дуги не зависят от коэффициента излучения рабочего материала.
- Плохая очистка от оксидов (дуговая очистка).
- Могут быть ошибки включения, если вы не протерли поверхность основной пластины перед сваркой.
- Постоянный ток Прямая полярность может привести к сильному искривлению и расширению ЗТВ в свариваемом компоненте.
- DCSP не подходит для сварки узких листов.
- Вы можете соединять металлы с высокой температурой оттаивания (например, титан и нержавеющая сталь) с помощью DCSP.
 Следовательно, это исключает непровары и непровары.
Следовательно, это исключает непровары и непровары.Понимание обратной полярности при сварке
На источнике питания это место, где основной металл соединяется с отрицательным концом. Анод соединен с плюсовой клеммой.
Ознакомьтесь с некоторыми из наших самых популярных сообщений:
- Что такое ответвители на сварочном трансформаторе?
- Как собрать катушки для сварочного провода
- Что такое сварка MMA (ручная металлическая дуга)? — Как это работает?
Авторы избранных изображений: N_Sakarin, Shutterstock
- Обратная полярность
- Понимание полярности
- Основные различия между обратной полярностью и прямой полярностью при сварке
- Понимание обратной полярности при сварке
Что такое полярность при сварке?
Технически сварка является ручным трудом, но сварщикам по-прежнему необходимо обладать достаточным объемом технических знаний, чтобы выполнять свою работу должным образом.
Одна из вещей, которую вы часто слышите, если посещаете курсы сварки или просто идете в магазин, это «сварочный ток». ток машины.
Что такое полярность при сварке?
Электрическая цепь, образующаяся при включении сварочного аппарата, имеет отрицательный и положительный полюс. Это свойство называется полярностью.
Полярность чрезвычайно важна при сварке, поскольку правильный выбор полярности влияет на прочность и качество сварного шва. Неправильная полярность может привести к большому количеству брызг, плохому проплавлению и потере контроля над сварочной дугой.
Что такое переменный и постоянный ток?
AC означает переменный ток, а DC означает постоянный ток. В переменном токе направление потока меняется, в то время как в постоянном есть только одно направление. Таким образом, сварочные аппараты и электроды с маркировкой DC имеют постоянную полярность, а маркировка AC означает, что полярность меняется.
Чем отличаются переменный и постоянный токи при сварке?
Когда дело доходит до дуговой сварки металлическим электродом, широко используется постоянный ток, поскольку он имеет много преимуществ. Сварка на постоянном токе дает более ровную и стабильную дугу, и вам легче зажигать дугу.
Это приводит к меньшему количеству простоев и меньшему количеству брызг, а также уменьшает количество осложнений при вертикальной сварке вверх и потолочной сварке.
Однако, хотя постоянный ток имеет свои преимущества, переменный ток может быть предпочтительным выбором для других случаев, например, для обучения сварке, поскольку он часто используется с недорогим оборудованием начального уровня. Переменный ток также предпочтителен для использования в судостроительной сварке или в любых условиях, когда дуга может дуть из стороны в сторону.
Три типа полярности
При сварке используются три различных типа полярности.
Постоянный ток прямой полярности
Это происходит, когда электрод выполнен отрицательным, а пластины положительными. В результате электроны перетекают от кончика электрода к опорным пластинам.
В результате электроны перетекают от кончика электрода к опорным пластинам.
Постоянный ток обратной полярности
Это происходит, когда электрод сделан положительным, а пластины отрицательными. Затем электроны текут в обратном направлении от базовых пластин к электроду.
Полярность переменного тока
Если источник питания обеспечивает переменный ток, то и прямая, и обратная полярность будут появляться одна за другой в каждом цикле. В течение половины цикла электрод будет отрицательным, и, следовательно, базовые пластины положительны. В другой половине базовые пластины будут отрицательными, а электроды положительными. Количество циклов, происходящих в течение секунды, зависит от частоты питания.
Электрод постоянного тока Положительная полярность (DCEP) при дуговой сварке
При использовании источника питания постоянного тока (DC), если электрод подключен к положительной клемме, а базовые пластины к отрицательной клемме, это называется электродом постоянного тока положительной или обратной полярности.
Электроны высвобождаются из базовой пластины и текут к электроду через внешнюю цепь. Непрерывный поток электронов в маленьком проходе создает дугу.
Электроны, испускаемые базовыми пластинами, ускоряются из-за разности потенциалов и ударяются об электрод с очень высокой скоростью. Это приводит к преобразованию кинетической энергии электронов в тепловую энергию, что приводит к выделению тепла на конце электрода.
Общепринято, что около двух третей всего тепла дуги выделяется на электроде, а остальная часть выделяется на опорной плите. Это приводит к быстрому расплавлению электрода и увеличению скорости наплавки расходуемых электродов.
С другой стороны, базовая пластина не сплавляется должным образом из-за недостатка тепла, что может привести к таким дефектам, как отсутствие провара или сильное армирование.
Однако поток электронов, исходящий от базовой пластины, удаляет масло, покрывая оксидные слои или частицы пыли, присутствующие на поверхности базовой пластины. Это называется действием по очистке от оксидов.
Это называется действием по очистке от оксидов.
Плюсы DCEP
DCEP лучше очищает дугу, что снижает вероятность дефектов включения. Большой объем осаждения означает, что сварка выполняется быстрее.
Уменьшает деформацию, остаточное напряжение и полную резку, что повышает производительность при сварке тонких листов. Он также подходит для соединения металлов с низкой температурой плавления, таких как медь.
Недостатки DCEP
DCEP имеет меньший срок службы неплавящихся электродов. Существует высокий уровень подкрепления, если скорость не отрегулирована должным образом.
При недостаточном плавлении и низком проплавлении вы не сможете правильно сплавить толстые листы или металлы с высокой температурой плавления.
Электрод постоянного тока с отрицательной полярностью (DCEN)
В отличие от DCEP, когда электрод подключен к отрицательной клемме, а опорные пластины к положительной, это называется электродом постоянного тока с отрицательной или прямой полярностью. Электроны текут от электрода к опорным пластинам.
Электроны текут от электрода к опорным пластинам.
Это приводит к выделению большего количества тепла на опорной пластине, чем на электроде – опять же, противоположно DCEP – и это означает, что скорость осаждения металла на электроде снижается.
Это также означает, что дефекты, вызванные недостаточным сплавлением, устраняются. Однако DCEN не обладает очищающим действием, поэтому дефекты включения могут появиться, если вы не очистите опорные пластины должным образом перед сваркой.
Плюсы DCEN
DCEN означает, что возможно достаточное плавление основных металлов и, следовательно, надлежащее проникновение. Вероятность включения вольфрама и низкого армирования также уменьшается. DCEN — лучший выбор для металлов с высокой температурой плавления, таких как нержавеющая сталь. Толстые пластины также можно правильно соединить.
Недостатки DCEN
В DCEN нет действия по очистке дуги, поэтому вероятность дефектов включения возрастает. Существует также высокий уровень деформации и высокое остаточное напряжение.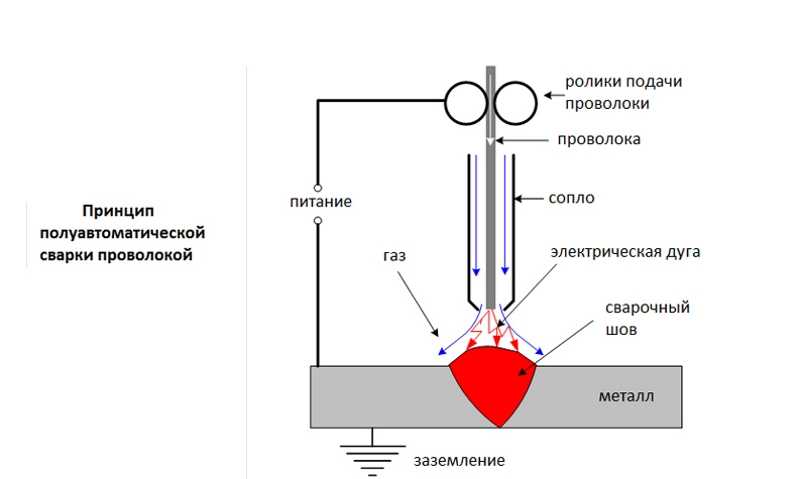
Имеется более широкая зона термического влияния, что обусловливает низкую продуктивность из-за низкой скорости осаждения. Не подходит для сварки тонких листов.
Полярность переменного тока
Полярность переменного тока дает преимущества как DCEP, так и DCEN, поскольку оба они происходят в цикле, но только до некоторой степени.
Полярность переменного тока обеспечивает умеренную очистку дуги и совместима с большинством типов электродов, но не со всеми. Он обеспечивает лучшее плавление и проникновение металла и подходит для широкого диапазона толщин листа.
Как полярность влияет на качество дуговой сварки?
Полярность является одним из решающих факторов, влияющих на качество сварных соединений. Перед началом сварки необходимо выбрать правильную полярность в зависимости от требований, присадок, типа электрода и основного материала.
Параметры, на которые обычно влияет полярность сварки:
- Нанесение наполнителя. При использовании расходуемых электродов полярность DCEP увеличивает скорость осаждения.
 При использовании расходуемых электродов полярность DCEP увеличивает скорость осаждения.
При использовании расходуемых электродов полярность DCEP увеличивает скорость осаждения.- Проплавление сварного шва. Полярность DCEN увеличивает проплавление сварного шва.
- Очистка опорной плиты. DCEP облегчает очистку базовых пластин и снижает риск дефектов включения.
- Усиление. DCEP вызывает глобулярный режим переноса металла и увеличивает ширину сварного шва.
- Зона термического влияния (ЗТВ). Полярность DCEN вызывает быстрый нагрев опорных пластин, и если скорость не регулируется, ЗТВ становится шире.
- Внешний вид сварного шва. Это зависит от многих других факторов, но в основном происходит от функции переменного тока.
Как правильно выбрать полярность?
Выбор полярности сварки требует тщательного учета большого количества факторов. Некоторые из основных:
- Алюминий или магний в качестве основного металла лучше подходят для DCEP, поскольку они могут разрушить оксидный слой, присутствующий на поверхности пластины. Температура плавления обоих довольно низкая, поэтому вам не требуется сильное тепловыделение вблизи опорной плиты.
- Для титана или нержавеющей стали лучше использовать переменный ток, так как он может дать вам все преимущества. Однако DCEN может увеличить HAZ.
- Если рабочий материал имеет плохую эмиссию электронов или требует высокого напряжения, DCEP может привести к нестабильной дуге.
- Если опорная плита слишком толстая, предпочтительнее использовать DCEN, при этом требуется подготовка кромок. Точно так же для тонких пластин лучше использовать DCEP.
- При сварке TIG DCEP может привести к образованию шариков на конце электрода, что может привести к сокращению срока службы электрода и дефекту включения вольфрама.
 Температура плавления обоих довольно низкая, поэтому вам не требуется сильное тепловыделение вблизи опорной плиты.
Температура плавления обоих довольно низкая, поэтому вам не требуется сильное тепловыделение вблизи опорной плиты.Вопросы по теме
В чем разница между прямой и обратной полярностью? При прямой полярности электрод отрицательный, а базовые пластины положительные. При обратной полярности электроды положительные, а опорные пластины отрицательные. Прямая полярность обеспечивает высокое проникновение, тогда как обратная полярность обеспечивает более высокую скорость осаждения.
Прямая полярность обеспечивает высокое проникновение, тогда как обратная полярность обеспечивает более высокую скорость осаждения.
Поскольку к разным материалам предъявляются разные требования, любой из этих двух типов полярности может подходить для разных материалов.
Что произойдет, если сварить с неправильной полярностью?Использование неправильной полярности может привести к разбрызгиванию, плохому проплавлению и потере контроля над дугой.
При ручной дуговой сварке электродом какой полярности следует пользоваться?
Часто задаваемые вопросы
Первый важный момент заключается в том, что не все электроды для ММА можно использовать со всеми полярностями. Информация и спецификации производителя электродов, такие как BS EN ISO 2560:2009 и AWS A5.1-2012, определяют полярность, с которой могут использоваться электроды с различным покрытием. Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения. В процедуре сварки должна быть указана полярность для каждого сварочного прохода.
В процедуре сварки должна быть указана полярность для каждого сварочного прохода.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Необходимо определить термины для указания полярности процесса сварки. Часть сварочной цепи, которая является положительной (притягивает электроны в дуге), является анодом. Часть сварочной цепи, которая является отрицательной (производит электроны в дуге), является катодом. Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Когда процесс сварки выполняется в режиме постоянного тока, электрод (электрод MMA, MIG/MAG/флюсовая или порошковая проволока или вольфрамовый электрод) может быть как положительным, так и отрицательным. Это приводит либо к положительному электроду постоянного тока (DCEP), либо к отрицательному электроду постоянного тока (DCEN). DCEP также исторически был известен как обратная полярность постоянного тока (DCRP) или просто «обратная полярность», тогда как DCEN также был известен как прямая полярность постоянного тока (DCSP) или просто «прямой».
При сварке ВИГ разделение тепла между анодом и катодом является значительным. Приблизительно 2/3 тепла выделяется на положительном аноде из-за столкновения высокоскоростных электронов с высокой энергией. Отрицательный катод не испытывает этого эффекта и даже может подвергаться охлаждению за счет термоэлектронной эмиссии в зависимости от материала. Например, вольфрамовый электрод является термоэмиссионным, поэтому он будет испытывать охлаждающий эффект. По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла при сварке переменным током.
Однако процесс ММА с расходуемым электродом не вызывает этих проблем. Распределение тепла между электродом и заготовкой также отличается и не так сильно зависит от полярности. В частности, перемещение материала непосредственно от расходуемого электрода к заготовке приводит к существенному балансированию тепла между двумя точками.
Более важным, чем распределение тепла, является влияние полярности на проплавление при сварке ММА. В целом, работа на DCEP приводит к большему проплавлению, а DCEN приводит к уменьшению проплавления и уменьшению разбавления металла шва подложкой. Это важно для электродов, которые можно использовать как с полярностью постоянного тока (так и с переменным током). Режим DCEN часто используется при проходах с открытым корнем, чтобы снизить риск прожога, тогда как режим DCEP используется для снижения риска отсутствия дефектов сплавления. DCEN также можно использовать для наплавки, чтобы свести к минимуму проникновение, и для сварки тонких листов. Переменный ток также используется как метод снижения вероятности возникновения дугового разряда. Однако решающим фактором по-прежнему является флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем.
Для полноты информации здесь приводится информация о сварке MIG/MAG и сварке под флюсом, а также о влиянии полярности.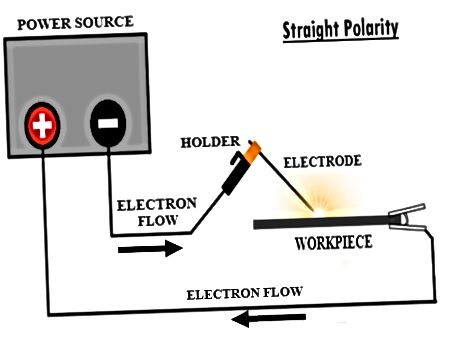
Для сварки MIG/MAG DCEN и AC обычно не используются, потому что трудно достичь стабильного состояния распыления, в основном при работе с шаровидным переносом, что не обязательно приводит к приемлемому сварному шву. Однако производители оборудования все чаще стремятся разработать источники питания, которые могут работать в этих условиях. Состояние DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается в сварочную ванну через прохождение капель расплава, помогая сбалансировать анод и катод.
Дуговая сварка под флюсом похожа на MIG/MAG, при этом DCEP является наиболее часто используемой полярностью, но DCEN чаще используется в этом процессе, особенно при наплавке, где предпочтительнее меньшее проплавление и растворение с подложкой. Переменный ток используется при сварке несколькими проволоками, как правило, с ведущей проволокой постоянного тока и всеми ведомыми проволоками переменного тока, чтобы уменьшить проблемы с дуновением дуги.
Ссылки
Справочник по сварке AWS — Американское общество сварщиков
Энциклопедия сварки Джефферсона, 18-е издание — Американское общество сварщиков
Принципы сварки — Robert W. Messler, Jr
Руководство по дуговой сварке — Lincoln Electric
Сварочная металлургия, 2-е издание — Sindo Kou
ANSI/AWS A5.1-2012 Спецификация электродов из углеродистой стали для экранированных металлов дуговая сварка
BS EN ISO 2560:2009 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
Для получения дополнительной информации, пожалуйста, свяжитесь с нами.
Зачем сваривать с обратной полярностью
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Зачем сваривать с обратной полярностью
08-02-2009#1
В чем причина сварки с обратной полярностью
Чем сварка 7018 с обратной полярностью отличается от сварки не на sa200
Ответить с цитатой
08-02-2009 #2
Re: Зачем сваривать с обратной полярностью?
Один работает не???
Я нахожу это странным вопросом.
.. но… Большинство стержней предназначены для работы с заданной полярностью.С данным стержнем можно увидеть, что больше тепла направляется на работу
Чтобы узнать, как должен работать ваш 7018, обратитесь к производителю за его рекомендациями.
Ответить с цитатой
08-02-2009 #3
Re: Зачем сваривать с обратной полярностью?
Самый простой способ увидеть разницу — попробовать и посмотреть, что получится.
..Как упоминалось выше, производитель указывает, для какой полярности DC+, DC- или AC предназначены их электроды, и, как правило, дает вам диапазон чтобы запустить его.
Также упоминалось выше, что разные полярности используются не просто так.
Прямая полярность (DC-) больше нагревает обрабатываемую деталь, а обратная полярность (DC+) больше нагревает электрод.
Если у вас есть опыт работы с GTAW (Tig), вы уже знаете о полярности.
Попробуйте 7018 на DC — если хотите, но я сомневаюсь, что вы будете довольны результатами.
Спокойной ночи.
Позже,
ДжейсонОтветить с цитатой
08-02-2009#4
Re: Зачем сваривать с обратной полярностью?
Когда вы свариваете с постоянным током, он создает вокруг вас магнитные поля, которые могут влиять на вещи — прямые магнитные поля постоянного тока особенно эффективно деформируют вашу карму, что гарантирует, что вся ваша важная работа позже будет плохой.
Использование обратной полярности на некоторое время «обратит» деформацию, вернув Карму туда, где она должна была быть. Как ни странно, обратная полярность, похоже, не влияет на все еще неповрежденную карму.
С переменным током вам нужно быть осторожным с частотой; у некоторых будут правильные гармоники, чтобы разбить вашу карму на куски, и ее нельзя будет обратить вспять после нарушения.Ответить с цитатой
03.08.2009 #5
Re: Зачем сваривать с обратной полярностью?
Теперь это смешно, мне все равно, кто ты.
Ответить с цитатой
03.08.2009 #6
Re: Зачем сваривать с обратной полярностью?
Первоначальное сообщение от Oldiron2
Когда вы свариваете с постоянным током, он создает вокруг вас магнитные поля, которые могут влиять на вещи — прямые магнитные поля постоянного тока особенно эффективно деформируют вашу карму, что гарантирует, что вся ваша важная работа позже будет плохо.
+1 Моя карма давно испорчена. Использование обратной полярности на некоторое время «обратит» деформацию, вернув Карму туда, где она должна была быть. Как ни странно, обратная полярность, по-видимому, не влияет на все еще неповрежденную карму.0409
С переменным током вам нужно быть осторожным с частотой; у некоторых будут правильные гармоники, чтобы разбить вашу карму на куски, и ее нельзя будет обратить вспять после нарушения.Ответить с цитатой
03.08.2009#7
Re: Зачем сваривать с обратной полярностью?
Первоначально написал Black Wolf
Самый простой способ увидеть разницу — попробовать и посмотреть, что получится.
…Как упоминалось выше, производитель указывает, какая полярность DC+, DC- или AC соответствует их электроды предназначены для и, как правило, дают вам диапазон для его запуска.
Также упоминалось выше, что разные полярности используются не просто так.
Прямая полярность (DC-) больше нагревает обрабатываемую деталь, а обратная полярность (DC+) больше нагревает электрод.
Если у вас есть опыт работы с GTAW (Tig), вы уже знаете о полярности.
Попробуйте 7018 на DC — если хотите, но я сомневаюсь, что вы будете довольны результатами.
Спокойной ночи.
Использование большего количества тепла обеспечивает более глубокое проникновение. [-DC]Нагрев стержня дает меньшее проникновение и более широкую лужу. [+ДК]
Ответить с цитатой
03.
08.2009#8Re: Зачем сваривать с обратной полярностью?
LMAO,
Какого черта эта плата подходит?
Теперь у нас есть транзит (постоянный строитель-миг-не сварщик), который рассказывает Черному Волку (Джейсону), как сваривать.
Нереально, скажу я вам. Просто чертовски нереально.
транзит — Здесь вы немного не в своей тарелке.
Синкро 250 DX
Династия 200 DX
ММ 251 с 30А SG
XMT 304 с устройством подачи 714 и генератором импульсов Optima
Hh287
Dialarc 250 AC/DC
Hypertherm РМ 1250
Смит, Харрис, Виктор O/A
Газосмесители Smith and Thermco
Доступ к полному производственному цеху с ЧПУ плазмы, водоструйной резки и т. д.Ответить с цитатой
03.
08.2009
#9Re: Зачем сваривать с обратной полярностью?
Закат, отдохни!
Разве вы не можете просто опубликовать что-то, не указывая пальцем и не делая ехидных замечаний?Для максимально глубокого проникновения используйте обратную полярность постоянного тока (положительный электрод).
Для меньшего проникновения и большей скорости осаждения используйте прямую полярность постоянного тока (отрицательный электрод).#1. Если вам не нравится то, что я написал, или если это вас оскорбляет, то не читайте!
№ 2. Я живу так, как считаю нужным, если тебе не нравится, как я живу, крутое дерьмо!Ответить с цитатой
03.
08.2009#10Re: Зачем сваривать с обратной полярностью?
Разницу полярности можно наглядно продемонстрировать с помощью угольных стержней.
Стоит сжечь уголь, чтобы увидеть это.Удачи
Ответить с цитатой
03.08.2009 #11
Re: Зачем сваривать с обратной полярностью?
Для максимально глубокого проникновения используйте обратную полярность постоянного тока (положительный электрод).
Для меньшего проникновения и большей скорости осаждения используйте прямую полярность постоянного тока (отрицательный электрод).
__________________
Это правильно. Я не сварщик по профессии, но немного разбираюсь в электричестве. Когда вы используете обратную полярность ( электрод + ), электроны перемещаются от отрицательного к положительному (это означает, что от работы к электроду. Это перегревает электрод, и материал стержня перемещается поперек потока дуги с высокой скоростью и врезается в металл, вызывая более глубокое проникновение.Две трети тепла направляется на электрод и одна треть на работу.При использовании прямой полярности (отрицательный электрод) электроны перемещаются от электрода к работе. Две трети тепла направляется на работу, а одна треть на электрод. Несмотря на то, что на работу направляется больше тепла, проникновение не такое глубокое, как при положительном электроде. Это позволяет вам использовать прямую полярность со стержнем, таким как 6013, и сваривать листовой металл без прожога.
.. если вы хорошо разбираетесь.Переменный ток подходит для сварки материалов, которые намагничиваются, чтобы исключить дуговой разряд. Мы использовали это на бумажной фабрике, где я работал на конвейерах на складе щепы, потому что стружка, трущаяся о конвейеры, намагничивала металл. Проникновение переменным током также больше, чем при прямой полярности, но меньше, чем при обратной.
Ответить с цитатой
03.08.2009 #12
Re: Зачем сваривать с обратной полярностью?
Ну спасибо всем, что многое объясняет
Ответить с цитатой
03.
08.2009
№13Re: Зачем сваривать с обратной полярностью?
Гм, ОП, какова была цель этого вопроса??? Вы конкретно спрашивали о 7018, вы конкретно спрашивали об использовании SA-200. Предполагается, что у вас есть как SA 200, так и удилище 7018. Насколько сложно было бы сварить с прямой полярностью, потом с обратной полярностью, сломать и то, и другое, а потом прийти к своим собственным выводам???????
Ответить с цитатой
03.
08.2009
№14Re: Зачем сваривать с обратной полярностью?
Ну, если честно, я не очень знаком с 7018 и заметил на коробке стержней, что он указывает на обратную полярность, и мне было просто любопытно. Задавайте вопросы, получайте ответы… Верно?
Ответить с цитатой
22-02-2017 №15
Re: Зачем сваривать с обратной полярностью?
Они делают стержни 7018 для машин переменного тока, но они не будут работать на постоянном токе.
Ответить с цитатой
22-02-2017 №16
Re: Зачем сваривать с обратной полярностью?
обратная полярность или положительный электрод, электроны покидают часть и поражают конец стержня. если стержень покрыт флюсом, он реагирует на тепло, и от конца стержня исходит струйное действие, вызывающее увеличение силы дуги или провара. подавляющее большинство стержней, покрытых флюсом, имеют резко увеличенную проникающую способность при обратной полярности или положительном электроде.
.
без флюса вы получите большее проплавление при прямой полярности или отрицательном электроде, как при сварке TIG
.
его противоположность с палкой. 6010 и 7018 работают намного лучше с обратной полярностью или положительным электродом.
. Рутиловые стержни
, как и 6013, могут работать как с обратной, так и с прямой полярностью. разница не столь драматична из-за типа флюса. то, какой тип стержня используется, имеет большое значение. 6010 и 6011 основаны на целлюлозе (в основном на бумаге), тепло дуги в значительной степени заставляет ее гореть с выделением газа. обратная полярность, вы получаете больше газа или реактивного действия или силы дугиОтветить с цитатой
22-02-2017 # 17
Re: Зачем сваривать с обратной полярностью?
Первоначально написал Mark’s Welding
Они делают стержни 7018 для машин переменного тока, но они не будут работать на DC
.
.
Я много раз использовал стержни переменного тока 7018 на постоянном токе. работает нормально. кажется, что у него немного больше потока и больше потока жидкости, но работает в основном то же самое.
. Стержень
Lincoln 7018AC обычно продается во многих магазинах в коробках по 5 фунтов и работает на машинах переменного или постоянного тока. иногда больший поток жидкости пытается опередить дугу и лужу, и мне приходится двигаться быстрее или наклонять стержень, чтобы сильнее заставить его вернуться. обычно обычный 7018 рекомендуется только для постоянного тока, лучше работает на постоянном токе. поток менее текучий и с меньшей вероятностью будет мешатьОтветить с цитатой
22-02-2017 # 18
Re: Зачем сваривать с обратной полярностью?
Первоначально Послано Сварка Марка
Они делают 7018 стержней для машин переменного тока, но они не будут работать на DC
Вопросу 8 лет.Он разобрался или откололся
Ответить с цитатой
22-02-2017 # 19
Re: Зачем сваривать с обратной полярностью?
Первоначальное сообщение от Oldiron2
Когда вы свариваете с постоянным током, он создает вокруг вас магнитные поля, которые могут влиять на вещи — прямые магнитные поля постоянного тока особенно эффективно деформируют вашу карму, что гарантирует, что вся ваша важная работа позже будет плохо. Использование обратной полярности на некоторое время «обратит» деформацию, вернув Карму туда, где она должна была быть.
Рад, что надел свои ДЛИННЫЕ сапоги! Здесь становится ГЛУБОКО!! Как ни странно, обратная полярность, по-видимому, не влияет на все еще неповрежденную карму.0409
С переменным током вам нужно быть осторожным с частотой; у некоторых будут правильные гармоники, чтобы разбить вашу карму на куски, и ее нельзя будет обратить вспять после нарушения.Ответить с цитатой
22-02-2017 #20
Re: Зачем сваривать с обратной полярностью?
Первоначально Послано транзитом
Вкладывание большего количества тепла в работу дает более глубокое проникновение.
[-DC]Нагрев стержня дает меньшее проникновение и более широкую лужу. [+DC]
…кроме сварки электродом.Ответить с цитатой
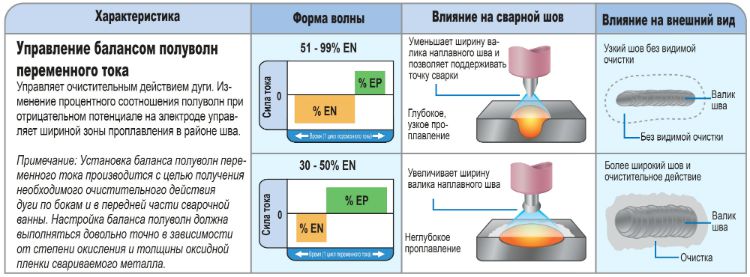 .. но… Большинство стержней предназначены для работы с заданной полярностью.
.. но… Большинство стержней предназначены для работы с заданной полярностью. ..
.. Использование обратной полярности на некоторое время «обратит» деформацию, вернув Карму туда, где она должна была быть. Как ни странно, обратная полярность, похоже, не влияет на все еще неповрежденную карму.
Использование обратной полярности на некоторое время «обратит» деформацию, вернув Карму туда, где она должна была быть. Как ни странно, обратная полярность, похоже, не влияет на все еще неповрежденную карму. 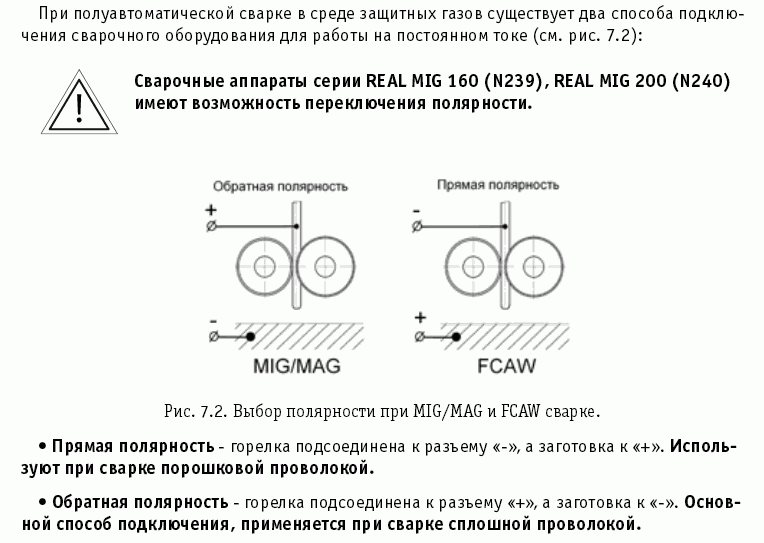
 Использование обратной полярности на некоторое время «обратит» деформацию, вернув Карму туда, где она должна была быть. Как ни странно, обратная полярность, по-видимому, не влияет на все еще неповрежденную карму.0409
С переменным током вам нужно быть осторожным с частотой; у некоторых будут правильные гармоники, чтобы разбить вашу карму на куски, и ее нельзя будет обратить вспять после нарушения.
Использование обратной полярности на некоторое время «обратит» деформацию, вернув Карму туда, где она должна была быть. Как ни странно, обратная полярность, по-видимому, не влияет на все еще неповрежденную карму.0409
С переменным током вам нужно быть осторожным с частотой; у некоторых будут правильные гармоники, чтобы разбить вашу карму на куски, и ее нельзя будет обратить вспять после нарушения.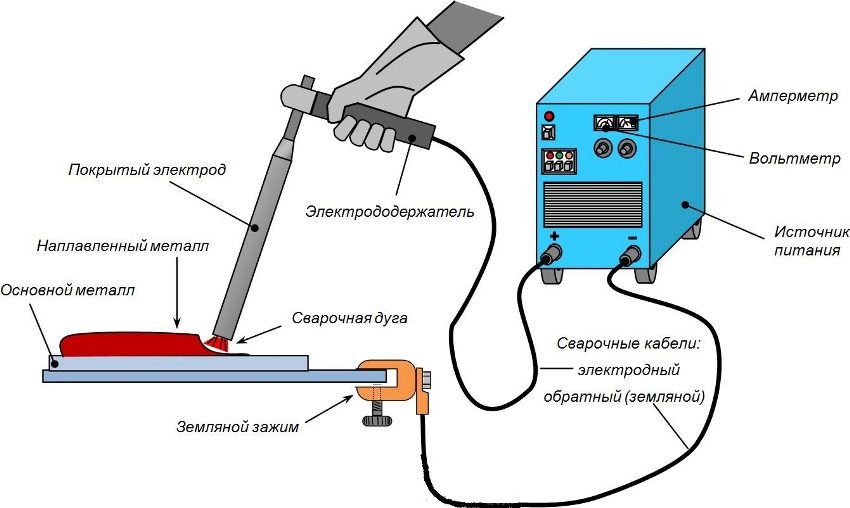 …
… 08.2009#8
08.2009#8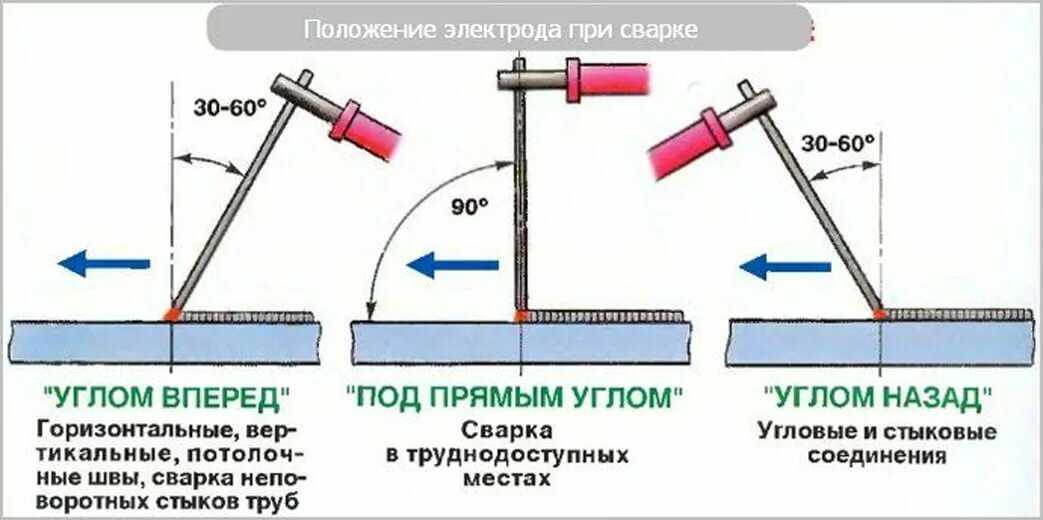 08.2009
#9
08.2009
#9 08.2009#10
08.2009#10
 .. если вы хорошо разбираетесь.
.. если вы хорошо разбираетесь. 08.2009
№13
08.2009
№13 08.2009
№14
08.2009
№14
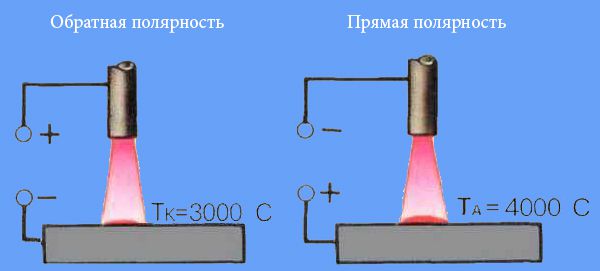


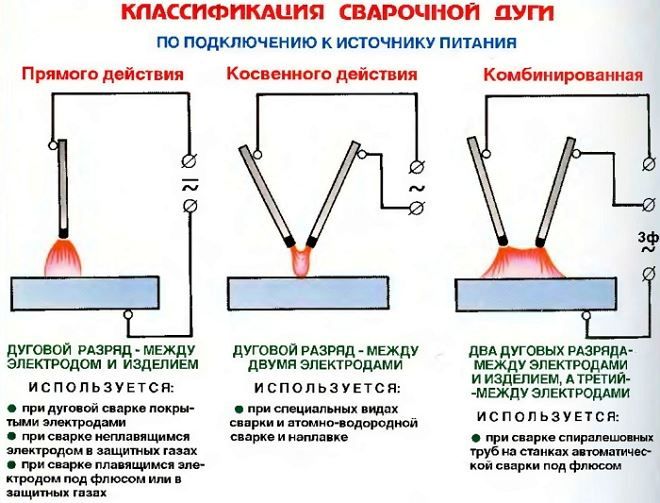 Как ни странно, обратная полярность, по-видимому, не влияет на все еще неповрежденную карму.0409
С переменным током вам нужно быть осторожным с частотой; у некоторых будут правильные гармоники, чтобы разбить вашу карму на куски, и ее нельзя будет обратить вспять после нарушения.
Как ни странно, обратная полярность, по-видимому, не влияет на все еще неповрежденную карму.0409
С переменным током вам нужно быть осторожным с частотой; у некоторых будут правильные гармоники, чтобы разбить вашу карму на куски, и ее нельзя будет обратить вспять после нарушения. [-DC]
[-DC]« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Сварочная электрическая цепь
Чтобы понять полярность в цепи дуговой сварки, прежде всего важно понять конструкцию цепи дуговой сварки. В этой статье обсуждается несколько терминов, используемых в любой электрической цепи, таких как ЭДС, ток и сопротивление. В последней части статьи электрическая цепь сварки приравнивается к обычной электрической цепи и обсуждается полярность: прямая и обратная полярность.
Компоненты электрической цепи
Нормальная электрическая цепь
Цепь дуговой сварки
Полярность в сварочной цепи
Как изменить полярность?
Другие аспекты сварочного контура
Компоненты электрической цепи Цепь дуговой сварки аналогична обычной электрической цепи. Обычная цепь состоит из движущей силы, которая в данном случае представляет собой электродвижущую силу (ЭДС) или напряжение (В), измеряемое в вольтах. Разность напряжений между любыми двумя точками в цепи определяет управляющий потенциал, необходимый для обеспечения протекания тока между этими двумя точками.
Обычная цепь состоит из движущей силы, которая в данном случае представляет собой электродвижущую силу (ЭДС) или напряжение (В), измеряемое в вольтах. Разность напряжений между любыми двумя точками в цепи определяет управляющий потенциал, необходимый для обеспечения протекания тока между этими двумя точками.
Второй поток. В электрической цепи поток электронов. Скорость потока электронов называется током (I). Это измеряется в амперах.
Третьим компонентом электрической цепи является сопротивление (R). Единицей измерения сопротивления является ом. Каждый компонент в цепи оказывает некоторое сопротивление протеканию тока.
Когда через компонент легко проходит ток, это означает, что его сопротивление низкое. Если он пропускает небольшой ток, это указывает на высокое сопротивление. Сопротивление, создаваемое компонентом, зависит от его собственного характера (то есть удельного сопротивления), его площади поперечного сечения и длины, по которой должен протекать ток.
Обычная электрическая цепь На рисунке ниже показана обычная электрическая цепь. Он показывает один амперметр, который измеряет силу тока в амперах, вольтметр, который измеряет напряжение в цепи в вольтах, и батарею, которая обеспечивает питание. Более длинная линия батареи указывает на положительную клемму. Ток, то есть электроны (будучи отрицательно заряженными) текут от отрицательного полюса к положительному.
Он показывает один амперметр, который измеряет силу тока в амперах, вольтметр, который измеряет напряжение в цепи в вольтах, и батарею, которая обеспечивает питание. Более длинная линия батареи указывает на положительную клемму. Ток, то есть электроны (будучи отрицательно заряженными) текут от отрицательного полюса к положительному.
Направление тока указано на рисунке. Сопротивление, оказываемое цепью току, обозначено зигзагообразным символом. Сопротивление можно измерить омметром.
Следует иметь в виду, что омметр нельзя использовать для измерения сопротивления в цепи при протекании тока.
Схема дуговой сваркиЭлектрическая схема аппарата для дуговой сварки в общих чертах аналогична электрической схеме, описанной выше. Рассмотрим рисунок 2 ниже. Аккумулятор был заменен генератором или источником питания. Источник питания обеспечивает потенциал, необходимый для подачи тока по кабелям и к точке дугообразования.
Резистор заменен сварочной дугой, так как дуга является основным источником сопротивления. Большая длина дуги создает большее сопротивление протеканию тока.
Большая длина дуги создает большее сопротивление протеканию тока.
Ток в этой цепи также течет от отрицательной клеммы источника питания к положительной клемме.
Полярность в сварочном контуреВ первые дни дуговой сварки , сварка выполнялась оголенной проволокой. Провод будет подключен к отрицательной клемме и работать с положительной клеммой. Поскольку ток течет от отрицательного полюса к положительному, такое соединение будет давать 65-75% тепла на 9-м выводе.0305 заготовка (в отличие от электрода).
Большее количество тепла на заготовке означает более глубокое проплавление сварного шва.
Это соединение было названо прямой полярностью. При этом электрод подключается к отрицательной клемме, а заготовка – к положительной.
Со временем стало понятно, что такая концентрация тепла на заготовке не всегда хороша. При сварке цветных металлов и чугуна проблематично, если большая часть тепла направляется на заготовку. Это приводит к увеличению сварочной ванны, что способствует образованию твердых микроструктур в металлах, таких как чугун.
Это приводит к увеличению сварочной ванны, что способствует образованию твердых микроструктур в металлах, таких как чугун.
Поэтому для таких случаев, когда желательно минимизировать нагрев основного металла, стали практиковать подключение заготовки к отрицательной клемме, а электрода к положительной клемме. Эта полярность противоположна прежней практике; следовательно, он стал называться обратной полярностью .
Более того, когда в моду вошли покрытые электроды, было обнаружено, что они дают наилучшие результаты при обратной полярности. Следовательно, постепенно обратная полярность стала приниматься как одинаково приемлемый вариант, исходя из необходимости основного металла и процесса.
При обратной полярности, как описано выше, электрод подключается к плюсу, а заготовка к минусу. Эта полярность также называется DCEP, сокращенно от положительного электрода постоянного тока.
Наоборот, при прямой полярности – электрод подключается к отрицательной полярности, а заготовка к положительной полярности. Следовательно, эту полярность иногда также называют DCEN, сокращенно от отрицательного электрода постоянного тока.
Следовательно, эту полярность иногда также называют DCEN, сокращенно от отрицательного электрода постоянного тока.
Раньше у машины было две клеммы — одна положительная, а вторая отрицательная. Кабели, идущие к заготовке и электроду, подключаются к этим клеммам в соответствии с желаемой полярностью.
Когда требуется изменить полярность, кабели необходимо отсоединить и поменять местами на клеммах.
В современных машинах предусмотрен переключатель полярности, который выполняет эту задачу простым нажатием переключателя. Этот переключатель называется переключателем полярности. С помощью этого переключателя сварщик может быстро изменить полярность тока.
Другие аспекты сварочного контура Амперметр в сварочном контуре подключается через сильноточный шунт в сварочном контуре. По сути, это милливольтметр, откалиброванный для получения показаний в амперах. Шунт представляет собой проводник с очень низким сопротивлением.
Вольтметр измеряет напряжение, подаваемое машиной. Это напряжение такое же, как и напряжение на сварочной дуге.
Когда сварка не ведется, вольтметр измеряет напряжение на аппарате при отсутствии тока. Это напряжение называется напряжением разомкнутой цепи или OCV. OCV выше, чем напряжение, наблюдаемое во время сварки.
Другим важным аспектом контура дуговой сварки является выходная мощность аппарата. Выходная мощность может быть вычислена путем умножения тока и напряжения. Результат будет получен в ваттах. Мощность можно измерить и напрямую, с помощью ваттметра. Ваттметр представляет собой комбинацию амперметра и вольтметра и выдает показания в ваттах.
Количество энергии или работы, выполненной машиной, также можно рассчитать путем умножения мощности на время, в течение которого мощность была предоставлена. Эта работа/энергия выражается в джоулях или киловатт-часах.
Речь шла об электрической цепи дуговой сварки. Пожалуйста, поделитесь своими мыслями в разделе комментариев ниже.
Полярность при сварке электродом – простые ответы
Для разных процессов сварки требуются разные типы тока. Если вы выберете неправильный тип тока для своего процесса, результаты будут некачественными. Обычно довольно легко понять, когда вы используете неправильную полярность. Сварные швы будут выглядеть ужасно, и вы поймете, что нужно что-то менять. Какова правильная полярность для сварки электродом?
Для сварки TIG на стали требуется отрицательная полярность — в этом случае к горелке течет отрицательный ток, а к заземляющему зажиму — положительный.
Для таких процессов, как сварка стержнем, требуется другой тип полярности, о котором мы поговорим ниже.
Содержание
Положительная полярность (DCEP) №1 Выбор
Стержневые электроды обычно работают с положительной полярностью (DCEP). При такой настройке ваш электрододержатель (жало) имеет положительный ток, протекающий к электроду-стержню (также называемому «стержнем»). Ваш провод заземления будет подключен к отрицательной клемме вашей машины.
Эта положительная полярность стержня подходит для большинства стержней при сварке низкоуглеродистой стали и даже нержавеющей стали. После того, как вы прикрепите лиды таким образом, вам обычно не придется их менять.
Также толщина основного металла не влияет на выбор полярности. Если вы используете сварку стержнем, независимо от того, тонкий или толстый основной металл, DCEP является предпочтительным выбором.
Отрицательный (-) провод заземления слева. Положительный (+) жало справаКак вы можете видеть на Bobcat выше, минусовая клемма находится слева. Положительная клемма находится в крайнем правом углу.
На некоторых машинах с палочками они могут меняться местами, но они всегда имеют маркировку. Даже небольшие машины начального уровня дадут понять, какой терминал какой.
На некоторых машинах и в руководствах отрицательная клемма может называться «рабочей». Эта «рабочая» терминология просто означает, что именно здесь должен проходить провод заземления.
Таким образом, для большинства электродуговых сварок лучше всего подходит положительная полярность (DCEP). Большинство удилищ спроектированы с учетом этой полярности, и в ближайшее время это не изменится. Стержень 6010, очень часто используемый электрод, используется с установкой DCEP.
Помните, что положительный электрод иногда называют обратной полярностью. Таким образом, для сварки электродом (также называемой процессом SMAW или MMAW) обратная полярность является более подходящим выбором, чем прямая полярность.
Кроме того, некоторым людям нравится передавать эту настройку как положительную по постоянному току. Термин «положительная сварка постоянным током» указывает на настройку DCEP.
Полярность переменного тока (переменный ток)
PixabayНекоторые аппараты для дуговой сварки используют переменный ток. Этот «переменный ток» постоянно переключается между положительной и отрицательной полярностью.
Старые жужжащие устройства Lincoln часто используют переменный ток в качестве источника питания.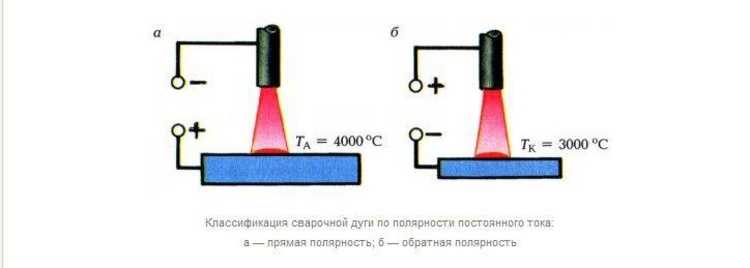 Некоторые стик-машины могут иметь настройку переменного тока в дополнение к настройкам постоянного тока.
Некоторые стик-машины могут иметь настройку переменного тока в дополнение к настройкам постоянного тока.
В то время как большинство стержней предназначены для сжигания при постоянном токе, некоторые стержни хорошо работают с переменным током.
Такие стержни, как 6011 и 6013, прекрасно работают на переменном токе. Они лучше всего работают на нем и разработаны с учетом параметров переменного тока. Стержни
6013 обеспечивают среднее проплавление и отлично подходят для сварки тонких сталей без сильного коробления. Запускать эти удилища лучше всего на переменном токе. Их подвод тепла является управляемым, и они имеют тенденцию изгибать и деформировать металлы гораздо меньше, чем другие процессы.
6011 стержни обеспечивают очень глубокое проникновение и могут прожечь ржавчину и даже светлую краску. Эти удилища 6011 представляют собой АС-версию популярного удилища 6010. Для корневых проходов и тяжелых условий эксплуатации стоит попробовать электроды 6011.
В стержнях из нержавеющей стали в конце появляется обозначение удобства использования. Например, EXXX-15, EXXX-16, EXXX-17, EXXX-26 и так далее. Это обозначение указывает полярность, с которой стержень подходит для использования.
Например, EXXX-15, EXXX-16, EXXX-17, EXXX-26 и так далее. Это обозначение указывает полярность, с которой стержень подходит для использования.
Стержни, оканчивающиеся цифрами 16, 17 и 26, можно использовать с переменным током. Эти стержни также можно использовать с DCEP. Однако стержни, оканчивающиеся на 15, подходят только для использования с DCEP.
Так что, если у вас осталась старая машина с удочками переменного тока, не волнуйтесь — есть еще несколько отличных удочек, которые вы можете использовать с ней!
Сварка электродом : Wikimedia Commons (Weldscientist)Когда полярность переменного тока предпочтительна для сварки электродом?
Как правило, DCEP является предпочтительной полярностью для дуговой сварки. Однако иногда прибегают к полярности переменного тока по следующим причинам:
- Другого выбора нет: некоторые старые машины имеют источник питания, который выдает только переменный ток. Примером этого типа являются старые машины производства Линкольна, называемые жужжащими коробками. Современные машины, конечно, больше не имеют таких ограничений. Хотя некоторые недорогие машины начального уровня по-прежнему выдают только выход переменного тока.
- Иногда полярность переменного тока используется для решения проблем с дуговым разрядом. Удар дуги — это явление, при котором дуга отклоняется от точки дуги. Это происходит, когда свариваемый основной металл склонен к намагничиванию и используется электрод большого диаметра. Существует множество средств, чтобы противостоять этому. Однако переключение на полярность переменного тока легко реализуемо. Однако в кодированных заданиях это недопустимо, поскольку изменение полярности является существенной переменной. И поэтому не разрешено.
 Современные машины, конечно, больше не имеют таких ограничений. Хотя некоторые недорогие машины начального уровня по-прежнему выдают только выход переменного тока.
Современные машины, конечно, больше не имеют таких ограничений. Хотя некоторые недорогие машины начального уровня по-прежнему выдают только выход переменного тока.Проблемы, связанные с полярностью переменного тока при сварке электродом
При сварке переменным током ток колеблется между положительным и отрицательным, как синусоида. Обычно частота переменного тока в большинстве стран составляет 50 герц. Таким образом, это изменение с отрицательного на положительное происходит 100 раз в секунду.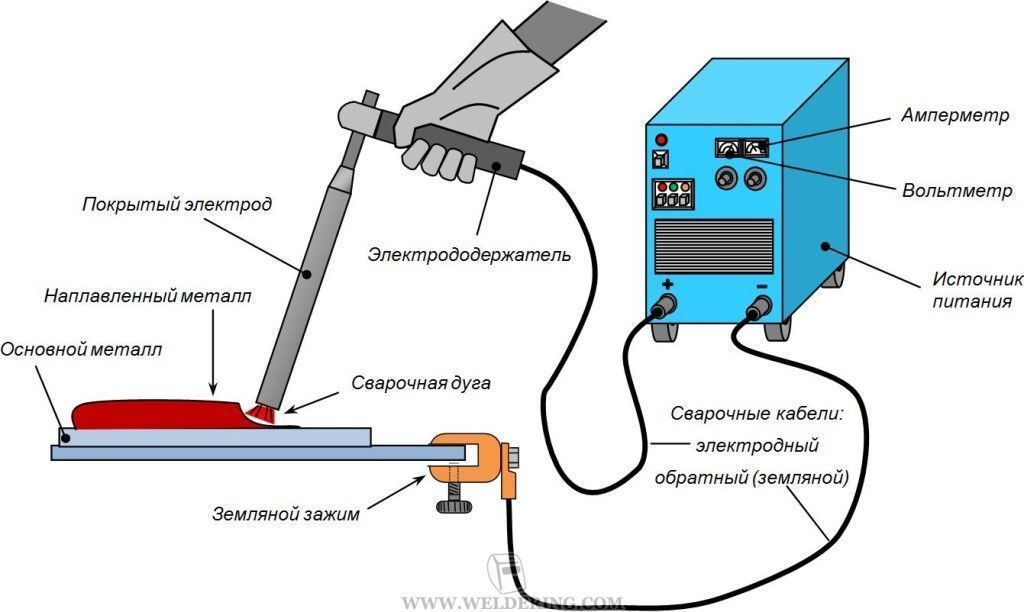
Это означает, что ток близок к нулю 100 раз в секунду. См. красную зону на рисунке ниже.
Источник изображения: Lincolnelectric.comЭто означает, что во время сварки дуга часто «выскакивает» или гаснет. Чтобы решить эту проблему, стержни, специально разработанные для работы на переменном токе, имеют в своем покрытии специальные ингредиенты, поддерживающие зажигание дуги.
Однако при сварке на переменном токе дуга продолжает трепетать. Он менее стабилен, чем полярность постоянного тока.
Какая полярность для электрода E7018? Электрод
E7018, пожалуй, наиболее часто используемый стержень не только в Соединенных Штатах, но и во всем мире. Так что этот вопрос распространен. Стержень
E7018 предназначен для использования с как переменного, так и постоянного тока. При использовании постоянного тока для стержней 7018 используется положительная полярность электрода.
Отрицательная полярность (DCEN)
Хотя это редкость, но при сварке электродом можно использовать отрицательную полярность (DCEN). Обычно он обеспечивает меньшее проникновение, и стержни имеют тенденцию гореть быстрее. Стоит попробовать, если вы свариваете очень тонкую сталь, но это не самое красивое решение.
Обычно он обеспечивает меньшее проникновение, и стержни имеют тенденцию гореть быстрее. Стоит попробовать, если вы свариваете очень тонкую сталь, но это не самое красивое решение.
Сварка стержнем с отрицательной полярностью определенно не является общепринятой практикой. Многие сварщики всю свою карьеру так и не попробовали. Однако, если вы хотите проверить это, сделайте это — это не повредит вашу машину.
Как изменить полярность на сварочном аппарате?
Это просто. Все сварочные аппараты имеют две клеммы, помеченные положительной и отрицательной. Маркировка четко видна рядом с терминалом.
Если вам нужна полярность DCEP, подключите жало к положительной клемме, а заземляющий провод к отрицательной клемме.
Если вам нужна полярность DCEN, провод жало подключается к отрицательной клемме, а провод заземления подключается к положительной клемме.
В современных машинах есть переключатель полярности. Можно просто щелкнуть выключателем, чтобы перейти от одной полярности к другой. Если переключатель недоступен, необходимо поменять местами сварочные кабели, как описано выше.
Если переключатель недоступен, необходимо поменять местами сварочные кабели, как описано выше.
Другие аспекты полярности при сварке электродом
В кодированных работах важно заранее зафиксировать выбор полярности. Раздел IX ASME, на который ссылается большинство строительных норм и правил в Соединенных Штатах, указывает, что изменение полярности является дополнительной существенной переменной. Для сварки электродом эта переменная отображается как QW 409.4 в таблице QW 253 для дуговой сварки защищенным металлом.
Это означает, что если процедура сварки аттестована с использованием DCEP, производственный шов также должен выполняться с использованием DCEP. Так же и с DCEN. Изменение полярности с DCEP на DCEN или наоборот не допускается.
Тот факт, что это дополнительная основная переменная , означает, что она вступает в силу только тогда, когда принимается во внимание ударная вязкость. Когда воздействие не принимается во внимание, тогда оно является несущественной переменной, но все же должно быть четко указано в WPS, чтобы помочь сварщику.