Рекомендации, как изготовить плазменный резак из инвертора своими руками
Как правило, плазмой листовой металл режется на крупных производствах, и делается это при изготовлении деталей сложной конфигурации. На промышленных станках режутся любые металлы: сталь, медь, латунь, алюминий, сверхтвердые сплавы. Примечательно, что плазменный резак вполне можно сделать собственноручно, хотя возможности устройства в этом случае будут несколько ограниченными. В крупносерийном производстве самодельный ручной плазморез непригоден, но вырезать им детали в своей мастерской, цехе или гараже удастся. В отношении конфигурации и твердости обрабатываемых заготовок ограничений практически нет. Однако они касаются скорости резания, размеров листа и толщины металла.
- Описание самодельного плазмореза из инвертора
- Источник тока
- Плазмотрон
- Принцип работы плазмотрона
- Осциллятор
- Рабочий газ
- Транспортировка устройства
Описание самодельного плазмореза из инвертора
Плазморез своими руками легче смастерить, взяв за основу инверторный сварочный аппарат. Такой агрегат будет простым по конструкции, функциональным, с доступными основными узлами и деталями. Если какие-то детали не продаются, их тоже можно изготовить самостоятельно в мастерской с оборудованием средней сложности.
Самодельный аппарат не оборудуется ЧПУ, в чем его недостаток и преимущество одновременно. Минус ручного управления в невозможности изготовления двух совершенно одинаковых деталей: мелкие серии деталей в чем-то будут отличаться. Плюс в том, что не придется покупать дорогостоящее ЧПУ. Для мобильного плазмореза ЧПУ не нужно, так как того не требуют выполняемые на нем задачи.
Главные составные части самодельного агрегата:
- плазмотрон;
- осциллятор;
- источник постоянного тока;
- компрессор или баллон со сжатым газом;
- кабели питания;
- шланги подключения.


Итак, сложных элементов в конструкции нет. Однако все элементы должны иметь определенные характеристики.
Источник тока
Плазменная резка требует того, чтобы сила тока была, по крайней мере, как для сварочного аппарата средней мощности. Ток такой силы вырабатывается обыкновенным сварочным трансформатором и инверторным аппаратом. В первом случае конструкция получается условно мобильной: из-за большого веса и габаритов трансформатора ее перемещение затруднено. Вместе с баллоном сжатого газа или компрессором система получается громоздкой.
Трансформаторы имеют невысокий КПД, из-за чего расход электроэнергии при резке металла получается повышенным.
Схема с инвертором несколько проще и удобнее, а еще более выгодна в плане затрат энергии. Из сварочного инвертора выйдет довольно компактный резак, который разрежет металл толщиной до 30 мм. Промышленные установки режут металлические листы такой же толщины. Плазменный резак на трансформаторе способен разрезать даже более толстые заготовки, хотя подобное требуется не так часто.
Плюсы плазменной резки видны как раз на тонких и сверхтонких листах.
- Гладкость кромок.
- Точность линии.
- Отсутствие брызг металла.
- Отсутствие перегретых зон около места взаимодействия дуги и металла.
Самодельный резак собирается на базе инверторного сварочного аппарата любого типа. Неважно, какое количество рабочих режимов, нужен лишь постоянный ток силой больше 30 А.
Плазмотрон
Вторым по важности элементом является плазмотрон. Плазменный резак состоит из основного и добавочного электродов, первый сделан из тугоплавкого металла, а второй представляет собой сопло, обычно медное. Основной электрод служит катодом, а сопло – анодом, и во время работы это – обрабатываемая токопроводящая деталь.
Если рассматривать плазмотрон прямого действия, дуга возникает между заготовкой и резаком. Плазмотроны косвенного действия режут плазменной струей. Аппарат из инвертора рассчитан на прямое действие.
Аппарат из инвертора рассчитан на прямое действие.
Электрод и сопло являются расходными материалами и заменяются по мере износа. Кроме них, в корпусе имеется изолятор, который разделяет катодный и анодный узлы, еще есть камера, где вихрится подаваемый газ. В сопле, коническом или полусферическом, сделано тонкое отверстие, через которое вырывается газ, раскаленный до 3000-5000°C .
В камеру газ поступает из баллона или подается из компрессора по шлангу, который совмещен с кабелями питания, образующими пакет из шлангов и кабелей. Элементы соединены в изоляционном рукаве либо соединены жгутом. Газ идет в камеру через прямой патрубок, который находится сверху или сбоку вихревой камеры, обеспечивающей перемещение рабочей среды лишь в одну сторону.
Принцип работы плазмотрона
Газ, поступающий под давлением в пространство между соплом и электродом, проходит в рабочее отверстие, удаляясь после в атмосферу. С включением осциллятора – устройства, которое вырабатывает импульсный высокочастотный ток, – между электродами появляется предварительная дуга и нагревает газ в ограниченном пространстве камеры сгорания. Поскольку температура нагрева очень высокая, газ превращается в плазму. В этом агрегатном состоянии ионизированы, то есть электрически заряжены, практически все атомы. Давление в камере резко повышается, и газ вырывается наружу раскаленной струей.
С включением осциллятора – устройства, которое вырабатывает импульсный высокочастотный ток, – между электродами появляется предварительная дуга и нагревает газ в ограниченном пространстве камеры сгорания. Поскольку температура нагрева очень высокая, газ превращается в плазму. В этом агрегатном состоянии ионизированы, то есть электрически заряжены, практически все атомы. Давление в камере резко повышается, и газ вырывается наружу раскаленной струей.
При поднесении к детали плазмотрона возникает вторая, более мощная, дуга. Если сила тока осциллятора – 30-60 А, рабочая дуга возникает при силе в 180-200 А. Она дополнительно разогревает газ, разгоняющийся под действием электричества до 1500 м/с. Комбинированное действие плазмы высокой температуры и скорости движения режет металл по тончайшей линии. Толщину разреза определяют свойства сопла.
Плазмотрон косвенного действия работает иначе. Роль главного анода в нем играет сопло. Из резака вместо дуги вырывается струя плазмы, режущая не токопроводящие материалы. Самодельное оборудование данного типа работает крайне редко. В связи со сложностью устройства плазмотрона и тонких настроек сделать его в кустарных условиях практически невозможно, хотя чертежи найти нетрудно. Он работает под высокими температурами и давлениями и становится опасным, если что-то сделано неправильно!
Из резака вместо дуги вырывается струя плазмы, режущая не токопроводящие материалы. Самодельное оборудование данного типа работает крайне редко. В связи со сложностью устройства плазмотрона и тонких настроек сделать его в кустарных условиях практически невозможно, хотя чертежи найти нетрудно. Он работает под высокими температурами и давлениями и становится опасным, если что-то сделано неправильно!
Осциллятор
Если некогда заниматься сборкой электрических схем и поиском деталей, возьмите осцилляторы заводского изготовления, к примеру, ВСД-02. Характеристики этих устройств более всего подходят для работы с инвертором. Осциллятор подсоединяется в схему питания плазмотрона последовательно или параллельно, в зависимости от того, что диктует инструкция конкретного прибора.
Рабочий газ
Перед тем, как приступить к изготовлению плазмореза, продумайте сферу его применения. Если предстоит работа исключительно с черными металлами, обойтись можно одним лишь компрессором. Для меди, латуни и титана потребуется азот, а алюминий режется в смеси азота с водородом. Высоколегированные стали режут в аргоновой атмосфере, здесь аппарат рассчитывают и под сжатый газ.
Для меди, латуни и титана потребуется азот, а алюминий режется в смеси азота с водородом. Высоколегированные стали режут в аргоновой атмосфере, здесь аппарат рассчитывают и под сжатый газ.
Транспортировка устройства
Ввиду сложности конструкции устройства и многочисленности составляющих его компонентов, аппарат плазменной резки трудно разместить в ящике или переносном корпусе. Рекомендуется использовать складскую тележку для перемещения товаров. На тележке компактно расположится:
- инвертор;
- компрессор или баллоны;
- кабельно-шланговая группа.
В пределах мастерской или цеха с перемещением проблем не будет. Когда аппарат потребуется транспортировать на какой-либо объект, он загружается в прицеп легковой машины.
как переделать, устройство, схема, подробно, видео
Плазморез из инвертора своими руками — не самая простая, но осуществимая задача. Собрать резак по металлу в домашних условиях дешевле, чем покупать готовый аппарат.
Собрать резак по металлу в домашних условиях дешевле, чем покупать готовый аппарат.
Можно ли из инвертора сделать плазморез
Чтобы сделать плазморез из сварочного инвертора, в любом случае понадобится докупить некоторые комплектующие. Но аппарат сможет взять на себя роль источника питания. Он будет преобразовывать переменный ток в постоянный и поддержит работоспособность плазмореза.
Во многих случаях идеальным вариантом для конструирования резака считают сварочный трансформатор. Но у него есть свои минусы — агрегат слишком большой, потребляет много энергии и требует подключения к сети 380 В. Сварочный инвертор, в отличие от него, работает от бытовой розетки, экономно расходует электричество и показывает неплохой КПД.
Использовать плазморез из инвертора для сварки можно в гараже без переоборудования электросетиВажно! Единственным недостатком инвертора при переделке в плазменный резак считается ограниченная функциональность. С очень толстыми и плотными заготовками агрегат не справится.
Как устроен плазморез
Любой плазменный резак состоит из нескольких частей:
- плазмотрона, отвечающего непосредственно за создание потока ионизированного газа;
- сварочного трансформатора, выполняющего функции источника питания;
- компрессора для нагнетания воздуха, проходящего через плазмотрон;
- осциллятора, подающего напряжение для формирования раскаленного потока при включении в работу.
Также в комплект устройства обязательно входят кабели, соединяющие сварочный аппарат и горелку, и шланги для подачи воздуха или другого газа из компрессора.
Принцип работы плазмореза состоит в том, что при включении агрегата трансформатор подает напряжение на электрод и сопло. Осциллятор формирует электрическую дугу, а под действием последней разогревается до 8000 °С подаваемый в резак газ. Раскаленный поток с высокой скоростью выходит из сопла и касается разрезаемой детали, а ток идет через трансформатор, после чего специальное реле отключает осциллятор и вспомогательную дугу.
Схемы самодельного плазмореза из сварочного инвертора
Перед сборкой самодельного агрегата необходимо ознакомиться с чертежами. Прежде всего, нужно изучить принципиальную схему устройства плазмореза, которая показывает, как соединены между собой детали.
Принципиальная схема дает представление о сути установкиТакже понадобится изучить схему управления плазморезом, сделанным из сварочного инвертора своими руками, подробно и внимательно. Она показывает расположение важнейших регуляторов и кнопок на резаке и блоке управления, а также отображает вольтметр, амперметр, датчики воздуха и давления.
При использовании плазмореза важно контролировать температуру и электрические показатели установкиВ последнюю очередь нужно изучить схему подключения элементов установки. На ней указано, как именно требуется соединить части агрегата шлангами и кабелями.
Схема подключения отмечает длину и сечение проводовВнимание! Поскольку плазморез является сложным электрическим агрегатом, при сборке устройства из инвертора нужно внимательно рассмотреть все доступные чертежи.
Как переделать сварочный инвертор в плазморез своими руками
Переделка сварочного инвертора в плазморез заключается в подготовке нескольких принципиально важных частей аппарата. Их собирают и приобретают по отдельности, после чего соединяют в конечное устройство согласно существующей схеме. Сам инвертор, в отличие от сварочного трансформатора, в усовершенствовании не нуждается, при подключении осциллятора он сможет работать в неизменном виде.
Как сделать плазмотрон
Плазмотрон является одной из важнейших деталей агрегата. Проще всего купить готовый резак, обладающий всеми необходимыми характеристиками. Но также его можно сделать самостоятельно из горелки для аргонодуговой сварки. В этом устройстве присутствует большинство нужных компонентов, в том числе:
- клеммы и кабель для подключения тока;
- рукав и направляющие для подачи газа на сопло;
- вольфрамовый электрод 4 мм с возможностью регулировки положения.
При сборке плазмореза из инвертора резак требуется только немного доработать. Для этого нужно:
Для этого нужно:
- удалить тонкое латунное сопло и поставить прокладку из фторопласта для изоляции;
- поверх нее установить латунный фиксатор для сопла из меди;
- припаять или закрепить на корпусе хомутом кабель для вспомогательной электродуги.
Также на рукоять устанавливают выключатель, отвечающий за перевод самодельного плазмотрона в режим реза.
Как сделать осциллятор
Осциллятор в плазморезе из инвертора необходим для розжига дуги и поддержания ее в стабильном состоянии. Собрать компонент можно самостоятельно, к примеру, из трансформатора микроволновки. Сначала на нем заменяют первичную и вторичную обмотку и комплектуют сердечник кабелем нужного сечения, а затем размещают на плате разрядник для проведения искры и колебательный контур с высокочастотным конденсатором.
Подключение осциллятора в одной цепи с инвертором должно быть параллельнымСделать деталь можно даже из старой катушки зажигания автомобиля. Но требуется учитывать, что сборка осциллятора может потребовать больших познаний в радиотехнике, чем создание самого плазмореза из инвертора.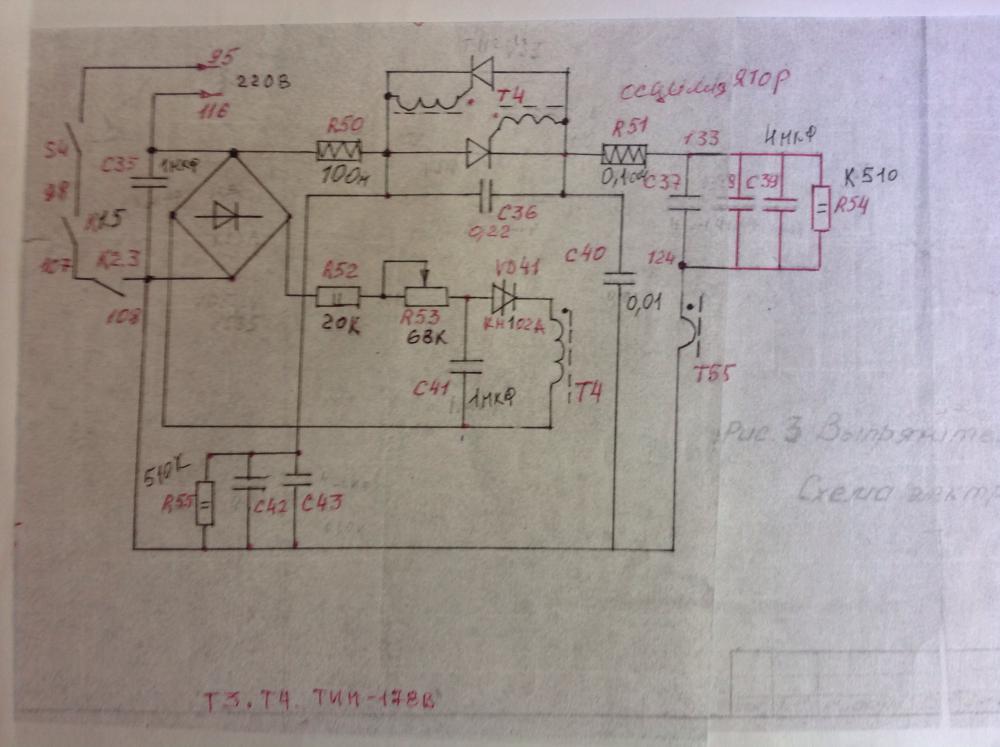 Поэтому проще всего купить готовый блок.
Поэтому проще всего купить готовый блок.
Как подобрать компрессор
Для формирования потока плазмы необходим не только ток, но и направленный поток сжатого воздуха. За него отвечает компрессор, этот элемент подбирают в соответствии с толщиной металла для реза. В частности, производительность 190 л в минуту позволит обрабатывать заготовки до 30 мм, 170 л в минуту — до 20 мм и так далее.
Компрессор лучше всего использовать заводской, но при желании можно взять деталь от холодильникаВажно обратить внимание также на параметры ресивера. Требуется объем больше 50 л, иначе работа плазмореза из инвертора будет неустойчивой.
Важно! Рабочее давление компрессора должно составлять не менее 4,5 Бар.
Как выбрать или сделать кабель массы и кабель-шланг
Кабель массы отвечает за замыкание электродуги сварочного инвертора, выступающего в роли плазмореза, на детали. Его необходимо приобрести в специализированном магазине.
Кабель массы для инверторного плазмореза должен оканчиваться зажимом для металлаВажный элемент самодельного плазмореза — это шланг, объединяющий в себе несколько проводов и трубок. В его конструкцию входят:
В его конструкцию входят:
- электропроводка для соединения устройства с выключателем;
- шланг компрессора с диаметром 10 мм;
- два электрических кабеля — для массы и для электрода;
- провод для вспомогательной дуги с сечением от 1,5 мм.
Особенное внимание нужно уделить параметрам электрокабеля. Сечение элемента подбирают в соответствии с производительностью инвертора и сделанного на его основе плазмореза. При токе 50 А и тонких металлических заготовках будет достаточно сечения 6 мм, если изоляция на кабеле не ПВХ, а жаростойкая, показатель можно взять еще меньше.
Широкий шланг позволяет компактно закрыть всю кабельную систему инверторного плазморезаКабель-шланг можно купить готовый, а можно сделать своими руками из шланга для подводки воды. Внутрь него помещают проводку, гибкую кислородную трубку и электрокабель.
Финальная сборка
После того, как все части плазмореза будут подготовлены, их останется только соединить. Делают это так:
- воздушный шланг закрепляют на ресивере компрессора;
- кабели для электродуги, резака и массы подключают к соответствующим клеммам на инверторе сварки;
- соединяют электропроводкой выключатель на блоке управления и плазмотрон.

Перед первым включением аппарата рекомендуется проверить по схеме правильность подключения и убедиться в надежности креплений.
Проверка работоспособности
Полностью собранный плазморез из инвертора необходимо испытать, прежде чем пробовать выполнить с его помощью конкретные работы. Для этого:
- на инвертор сварки подают питание на десять минут;
- по истечении срока выключают и проверяют, нагрелся ли аппарат;
- при положительном результате включают компрессор;
- при заполненном ресивере открывают клапан подачи воздуха и посылают поток через плазмотрон;
- нажимают на кнопку выключателя на ручке резака и возбуждают вспомогательную электродугу;
- при подаче плазмы через сопло выполняют тестовый рез металлической заготовки.
В первый раз деталь для разрезания нужно брать тонкую и с минимальной плотностью. Но в целом видео о плазморезе своими руками из инвертора показывает, что правильно сконструированный аппарат сможет справляться с заготовками до 10 мм.
Заключение
Плазморез из инвертора своими руками позволяет не тратиться на приобретение дорогого заводского аппарата. Мощность у самодельного устройства не самая высокая, но его возможностей хватает для обработки тонких листов металла.
Плазморез своими руками из сварочного инвертора: схема
Plazmen.ru » Своими руками
Автор Валерий Шилков На чтение 4 мин Просмотров 3.7к.
Практическая конструкция самодельного плазменного аппарата не фантастика. Имея хотя бы обычный сварочный трансформатор или инверторный сварочник, можно создать горелку. Она была бы неплохим дополнением к уже имеющемуся оборудованию. Предельно простая, но рабочая, конструкция изображена ниже.
Предельно простая, но рабочая, конструкция изображена ниже.
Содержание
Самодельный плазморез
Катод можно изготовить из вольфрамового сварочного электрода 4 мм. Он фиксируется в держателе стопорным винтом или приваривается. Держатель можно изготовить из стали. Ручка из изолирующего материала. Изолирующая втулка изготавливается из фторопласта, фенопласта, гетинаксовой трубки. Материал должен быть изолирующим, стойким к нагреву. Крышка из стали или латуни.
Анод медный или латунный (желательно помассивнее, но без фанатизма), а сопло из чистой электротехнической меди. Катод подается винтом по мере выгорания. Сопло отвинчивается и меняется по мере износа. Сначала сопло работает хорошо в режиме реза, затем его прочищают рассверливанием, слегка зенкуют от заусенцев.![]() Им еще можно варить и паять некоторое время. И, наконец, утилизировать, переплавив в заготовку для нового сопла.
Им еще можно варить и паять некоторое время. И, наконец, утилизировать, переплавив в заготовку для нового сопла.
Резьба между соплом и анодом смазывается графитом. Между держателем катода и крышкой – им же. Можно взять обычный карандаш и мелко растолочь. Такая смазка отлично проводит ток и не закоксуется.
Размеры и толщины зависят от мощности горелки. В этой горелке дуга возбуждается искрой высокого напряжения. Это очень важный момент и об этом чуть ниже.
Схема горелки с контактным поджигом (подвижный катод) окажется гораздо сложнее механически: придется уплотнять подвижный шток, потребуется возвратная пружина и возникнет много побочных проблем. Зачем делать из горелки винтовку М-16? В домашних условиях проще решить задачу электрическими способами. К сожалению, размер статьи не позволяет привести все подробности, но основной принцип будет показан дальше.
Рабочий газ подается через штуцер. А как насчет спирто-водяной смеси? Можно сделать и это. В принципе, для этого достаточно подавать ее в парообразном состоянии от маленького перегонного куба, если вы сможете стабилизировать и регулировать давление пара. Также можно охлаждать анод, слегка распыляя на него воду прямо снаружи. Этот способ охлаждения куда эффективнее проточного. Теплота испарения воды весьма значительна.
А как насчет спирто-водяной смеси? Можно сделать и это. В принципе, для этого достаточно подавать ее в парообразном состоянии от маленького перегонного куба, если вы сможете стабилизировать и регулировать давление пара. Также можно охлаждать анод, слегка распыляя на него воду прямо снаружи. Этот способ охлаждения куда эффективнее проточного. Теплота испарения воды весьма значительна.
Схема осциллятора
Варианты схем осцилляторов (только принцип работы) на рисунках ниже. Красным цветом показано самодельное дополнение оборудования, черным – стандартный покупной сварочный инвертор, вторичная цепь которого упрощенно показана диодом D1 и конденсатором С1. Горелка уже обсуждалась.
Схема последовательного типа
Схема осциллятора последовательного типаЭто осциллятор последовательного типа. Генератор импульсов должен вырабатывать мощные импульсы тока для трансформатора Т2. Это связано с тем, что вторичная обмотка Т2 включена в разрыв цепи сварочного тока и вынужденно имеет малое число витков толстого провода. Конденсатор C2 совершенно необходим, он закорачивает контур высокого напряжения и защищает элементы инвертора в его выходной цепи (да и не только). В домашних условиях лучше выбрать второй вариант.
Конденсатор C2 совершенно необходим, он закорачивает контур высокого напряжения и защищает элементы инвертора в его выходной цепи (да и не только). В домашних условиях лучше выбрать второй вариант.
Схема параллельного типа
Схема осциллятора параллельного типаВо второй схеме, параллельного типа, первичная обмотка Т2 возбуждается куда меньшим током, чем в предыдущем варианте. Однако, дроссель L2 также необходим как и конденсатор C2 в предыдущей схеме. Дроссель подавляет ток, ответвляемый от цепи высокого напряжения повышающего трансформатора в инвертор и защищает его.
В обеих схемах частота выбирается порядка десятков кГц. Трансформаторы Т2 и дроссель L2 намотаны на ферритовом кольцевом сердечнике или сердечнике от строчного трансформатора телевизора.
Дуга запускается нажатием на кнопку Пуск. В сухой горелке в течение долей секунды должна загореться дуга и войти в режим горения от основного тока инвертора. После прогрева анода на воздухе в качестве рабочего газа, можно постепенно переключать воздух на водно-спиртовую или водно-ацетоновую смесь, если это у вас уже налажено.
Осторожно! В момент запуска на горелке присутствует высокое напряжение. Руки должны быть изолированы от цепи анода и катода. Заземление на схеме показано условно. Заземляться может и цепь анода горелки. Тогда катод оказывается под высоким напряжением.
Оцените автора
чертежи, инструкция по изготовлению :: SYL.ru
Предотвращает обезвоживание: свойства сока сельдерея, если пить его каждый день
Запасаемся шиповником на зиму: правила и способы сушки и использования плодов
Модная техника окрашивая сомбре: как сохранить летний образ осенью
Поможет перекись водорода: как освежить застиранные вещи
«Нарастить» линию роста волос: 10 способов визуально уменьшить крупный лоб
Ботильоны на шнуровке с острым носом и не только: обувные тренды осени 2022
Предотвратить появления морщин: зачем наносить вазелин на кожу вокруг глаз
Правда ли, что при общении с новыми знакомыми нужно много говорить
Подсветка лица с помощью окрашивания волос: что представляет собой новый тренд
Как универсальный способ успокоить младенца: для начала — укачивать 5 минут
Автор Дмитрий Шергин
Сделать плазморез из инвертора своими руками — это задача, которая под силу практически любому хорошему хозяину.![]() Одно из главных достоинств этого прибора заключается в том, что после резки таким устройством не возникнет необходимости в дополнительной обработке краев металлических листов.
Одно из главных достоинств этого прибора заключается в том, что после резки таким устройством не возникнет необходимости в дополнительной обработке краев металлических листов.
Аппараты прямого действия
В настоящее время существует множество вариантов ручных плазморезов, как и множество различных вариантов, их работы. Одна из таких установок — это резак с прямым принципом действия. Работа этого типа устройства основывается на применении электрической дуги. Эта дуга имеет вид цилиндра, к которому подведена струя газа. Именно за счет такой необычной конструкции, в этом аппарате можно достичь колоссальной температуры примерно в 20 000 градусов. Кроме того этот аппарат способен не только развивать огромную температуру, но и быстро охлаждать другие рабочие элементы.
Аппарат косвенного действия
Установки косвенного действия используются не так часто, как прямого. Все дело в том, что они характеризуются меньшим показателем коэффициента полезного действия, то есть КПД.
Устройство этих инструментов также довольно специфичное и заключается оно в том, что активные точки цепи размещаются либо на трубе, либо на специальном вольфрамовом электроде. Эти устройства стали довольно широко применяться тогда, когда требуется произвести напыление или нагреть металлические части. Однако в качестве плазменного резака этот тип оборудования не применяется. Чаще всего их используют для того, чтобы провести ремонт автомобильных узлов, не извлекая их при этом из корпуса.
К особенностям работы таких резаков также можно отнести то, что они способны работать только в том случае, если имеется воздушный фильтр, а также охладитель. Наличие воздушных фильтров в этом устройстве обеспечивает более длительный срок службы таких элементов, как катод и анод, а также влияет на ускорение процесса запуска механизма.
Конструкция ручного инструмента
Для того чтобы обеспечить выполнение всех нужных функций плазморезом из инвертора своими руками, необходимо понимать основной принцип действия. Вся работоспособность устройства зависит от подачи сильно нагретого воздуха с резака на лист металла. Температурные условия, которые необходимо создать — это несколько десятков тысяч градусов. При нагреве кислорода до таких пределов, он под давлением подается из резака на поверхность, которую необходимо разрезать. Именно этот процесс работы является основополагающим. Резка металлических листов осуществляется сильно нагретым кислородом под высоким давлением.
Вся работоспособность устройства зависит от подачи сильно нагретого воздуха с резака на лист металла. Температурные условия, которые необходимо создать — это несколько десятков тысяч градусов. При нагреве кислорода до таких пределов, он под давлением подается из резака на поверхность, которую необходимо разрезать. Именно этот процесс работы является основополагающим. Резка металлических листов осуществляется сильно нагретым кислородом под высоким давлением.
Для того чтобы ускорить данный процесс, необходимо учитывать ионизацию электрическим током. Также важно отметить, что можно увеличить срок службы изготовленного плазмореза своими руками из инвертора, если в устройстве будут находиться некоторые дополнительные детали.
Дополнительные элементы
Всего имеется пять основных элементов, которые должны входить в конструкцию плазмореза.
- Первая и основная деталь — это плазмотрон. Именно этот элемент отвечает за выполнение всех основных функций резака.
- Далее идет плазморез. Конструкция этого элемента может быть выполнена двумя способами — прямым или косвенным. В чем разница между этими конструкциями описано выше.
- Также важно наличие электродов, как расходников для плазмореза.
- Одной из важнейших деталей стало сопло. Конфигурация именно этого элемента дает возможность мастеру понять, для резки какого именно металлического листа предназначается этот резак.
- Компрессор. Необходимость этой детали вполне понятна. Так как для резки необходимо подавать кислород под большим давлением, то наличие этого устройство жизненно важно для функционирования аппарата в целом.
 Конструкция этого элемента может быть выполнена двумя способами — прямым или косвенным. В чем разница между этими конструкциями описано выше.
Конструкция этого элемента может быть выполнена двумя способами — прямым или косвенным. В чем разница между этими конструкциями описано выше.Выбор деталей
Для того чтобы изготовить плазморез своими руками из инвертора, необходимо определиться с тем, из каких именно элементов его создавать.
Деталью, которая будет создавать необходимую мощность для резки, может быть инвертор или трансформатор. При выборе данного элемента устройства очень важно понимать, какой именно толщины металл необходимо будет разрезать. Именно толщина металла и будет являться основополагающим фактором, который повлияет на выбор этой детали. Так как собирается ручной резак, то лучше, конечно, приобретать сварочный инвертор. Его мощность несколько меньше, чем у трансформатора, но он намного легче и сэкономит большое количество электроэнергии.
Именно толщина металла и будет являться основополагающим фактором, который повлияет на выбор этой детали. Так как собирается ручной резак, то лучше, конечно, приобретать сварочный инвертор. Его мощность несколько меньше, чем у трансформатора, но он намного легче и сэкономит большое количество электроэнергии.
Второй важной деталью станет выбор между плазменным резаком или плазменной точкой. Основным критерием выбора тут станет тот же фактор, что и при подборе сварочного инвертора, то есть толщина металла. Однако нужно учесть еще один нюанс. Оборудование прямого воздействия предназначается для работы с элементами способными проводить ток. Косвенный же элемент чаще всего устанавливается в том случае, если в работе необходимо обойтись без вещей, использующих ток.
Еще один важный элемент — это компрессор. Его выбор уже проще, так как единственное важное требование — это мощность, которая должна подходить под ранее выбранные части.
Последняя деталь — кабель-шланговый пакет. Предназначается для соединения всех деталей, приведенных выше.
Предназначается для соединения всех деталей, приведенных выше.
Принцип действия
Для того чтобы создать хороший рабочий инструмент этого типа, очень важно понимать принцип работы и устройство плазмореза. Работает этот аппарат следующим образом:
- При запуске оборудования, источник тока начинает производить выработку необходимого напряжения, которое передается через кабеля в резак-горелку.
- В плазмотроне(резак-горелка) имеется два основных элемента — это катод и анод. Между этими двумя деталями будет происходить возбуждение дуги.
- Мощный поток воздуха, который движется под высоким давлением, а также преодолевает специальные закрученные кабеля, выводит дугу наружу. В это же время, подаваемый воздух сильно увеличивает температуру дуги.
- Далее в работу вступает кабель массы, который всегда заранее подключается к устройству. Он создает замыкание дуги на рабочей поверхности, что и обеспечивает стабильную работу плазмореза.
- Важно отметить, что при переделке инвертора в плазморез сохраняется возможность сварки. То есть резак можно использовать еще и как сварочный аппарат. В этом случае лучше всего использовать аргон в качестве основного газа или же другую инертную смесь, которая способна защитить сварочную ванну, от воздействия окружающей среды.
 То есть резак можно использовать еще и как сварочный аппарат. В этом случае лучше всего использовать аргон в качестве основного газа или же другую инертную смесь, которая способна защитить сварочную ванну, от воздействия окружающей среды.
То есть резак можно использовать еще и как сварочный аппарат. В этом случае лучше всего использовать аргон в качестве основного газа или же другую инертную смесь, которая способна защитить сварочную ванну, от воздействия окружающей среды.Устройство резака
Так как температура дуги искусственно повышается при помощи подачи горячего воздуха, то ее температура в самодельном плазморезе может достигать 8 000 градусов. Это очень высокий температурный показатель, который позволяет производить точечную резку металла, не нагревая при этом другие части листа. Как и любые другие технические приборы, плазморезы из инвертора своими руками будут отличаться между собой по своей мощности, которая будет определять, насколько толстый лист стали сможет разрезать аппарат. Ручные резаки чаще всего могут осилить лист до 10 мм толщиной. Промышленные агрегаты способны справиться с металлом толщиной в 100 мм. Самодельный плазморез, изготовленный своими силами сможет разрезать листы с толщиной до 12 мм.
Такие изделия можно использовать для того, чтобы заниматься фигурной резкой, а также сваривать легированные стали с присадочной проволокой. Простейшие резаки включают в себя четыре основных детали — источник питания, плазмотрон, компрессор, масса.
Как сделать плазморез?
Сборка этого устройства всегда должна начинаться с источника питания. В промышленных агрегатах используют трансформатор, чтобы добиться большей мощности, а, значит, и разрезать более толстый металл. Для ручного домашнего резака отлично подойдет обычный инвертор, который способен обеспечить такие показатели, как устойчивое напряжение и высокую частоту. Преимуществом использования именно инвертора станет и его легкий вес, который сделает аппарат более удобным для перевозки, а также он вполне способен обеспечить стабильное горение дуги резака и качество самой резки.
Кроме этого, инвертор должен соответствовать еще нескольким требованиям:
- Его питание должно осуществляться от сети в 220В.
- Работа резака должна проходить с мощностью в 4 кВт.
- Диапазон регулировки тока для ручного устройства должен быть от 20 до 40 А.
- Холостой ход также 220В.
- Номинальный режим работы при цикле в 10 минут не должен превышать 60%.

Для того чтобы достичь всех указанных параметров, необходимо использовать определенное дополнительное оборудование.
Схема плазмореза
Для того чтобы изготовить рабочее устройство, необходимо сверяться со схемой этого устройства. Найти такую схему можно без проблем в интернете, однако ее еще необходимо прочитать. Для этого необходимо иметь самые минимальные знания в электротехнике. Именно правильно сборка по схеме обеспечивает реальную работу агрегата.
Работа схемы изделия
Сборка своими руками плазмореза по чертежу — это важнейший процесс, который обеспечит стабильную работу аппарата в будущем. Готовая и правильно собранная схема выглядит следующим образом:
- Плазмотрон обладает кнопкой, которая запускает весь рабочий процесс. Нажатие этой кнопки будет запускать реле Р1. Функция этого элемента заключается в подаче тока на блок управления.
- Далее в работу включается реле Р2. Оно выполняет такие задачи, как пуск тока на инвертор и одновременное включение электроклапана, который занимается продувкой горелки. Этот продув необходим для того, чтобы высушить камеру горелки и очистить ее от возможного мусора или окалины.
- После трех секунд задержки включается реле Р3, которое подает ток на электроды.
- Вместе с включением этого реле, запускается осциллятор, который ионизирует воздух между катодом и анодом, тем самым возбуждая дежурную электрическую дугу.
- Когда пламя подводят к изделию, то зажигается дуга между листом и плазмотроном, которая называется рабочей.
- В этот момент отсекается подача тока, которая работает на розжиг.
- Далее проводятся работы по резке или сварке металла.
- По завершении работы и нажатии кнопки на плазмотроне, срабатывает реле Р4, которое отключает обе дуги, а также на короткий промежуток времени включает подачу воздуха в камеру горелки, чтобы удалить нагоревшие элементы.
 Нажатие этой кнопки будет запускать реле Р1. Функция этого элемента заключается в подаче тока на блок управления.
Нажатие этой кнопки будет запускать реле Р1. Функция этого элемента заключается в подаче тока на блок управления.
Плазмотрон, электроды, компрессор
Резка или сварка металла осуществляется таким элементом, как плазмотрон. Сделать его на водной основе своими силами очень проблематично, а потому лучше купить. Своими руками чаще всего делают плазмотроны с воздушной системой.
Для этого и требуется компрессор, который, отвечает за выдув, и нагрев дуги до нужных 8 000 градусов. Также этот элемент выполняет очистительную функцию в резаке, осушая его и очищая от нежелательных элементов и мусора. В качестве компрессора можно использовать деталь, применяемую в обычном пульверизаторе.
Важной частью самодельного резака будут, использующиеся электроды. При их покупке важно уточнять из какого они материала. Бериллий и торий при использовании выделяют вредные испарения. Использовать их лучше только в специальной среде, где гарантируется безопасность человека. Лучшим выбором для домашнего резака станут электроды из гафния.
Похожие статьи
- Сварочный инвертор своими руками: схема и описание. Ремонт сварочных инверторов своими руками
- Плазменный резак своими руками. Резак для плазменной резки
- Сварка плазменная: установки, технология, принцип работы, применение
- Газовый резак: конструкция, требования безопасности при его использовании
- Саид Керимов: биография и фото
- Какие бывают маски сварочные. Лучшие сварочные маски: цены
- Актриса Екатерина Крупенина: биография, фото. Фильмы и сериалы
 Ремонт сварочных инверторов своими руками
Ремонт сварочных инверторов своими рукамиТакже читайте
самодельный, подробно, схемы и чертежи – Виды сварочных аппаратов на Svarka.guru
Для любителей постоянно мастерить полезные и красивые вещи из металла, кроме сварки периодически требуется резать металл.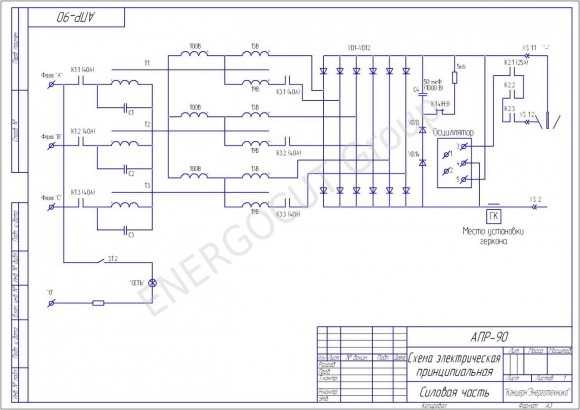 Можно изготовить плазморез из сварочного инвертора своими руками.
Можно изготовить плазморез из сварочного инвертора своими руками.
Не стоит покупать дополнительное дорогое оборудование, которое будет редко использоваться. Плазморез возможно сделать из трансформатора, но он будет тяжелый и энергоемкий.
Содержание
- 1 Для чего нужен?
- 2 Принцип работы горелки
- 2.1 Образование плазмы
- 2.2 Резка
- 2.3 Аппараты прямого действия
- 2.4 Косвенного
- 3 Источник тока
- 4 Типовая конструкция
- 5 АПР-91 – схема переделки
- 5.1 Электроды и кабель
- 5.2 Вентиляция
- 6 Сборка аппарата
- 7 Советы по эксплуатации самодельного плазмореза
Для чего нужен?
Каждому специалисту периодически приходится выкраивать детали из листа. Делать это механической обработкой, значит перевести в стружку много металла. Покупать дорогое оборудование ради использования раз в неделю несколько минут, не имеет смысла. Выход – изготовить плазменный резак своими руками.
- инвертор;
- трансформатор;
- выпрямитель.
Работать будет любой аппарат. Оптимальный вариант, для любителей мастерить, изготовление самодельного плазмореза из сварочного инвертора. При использовании газовой резки производительность ниже, ширина реза больше.
[stextbox id=’warning’]Основное преимущество плазмореза — использование обычного воздуха. Давление создает компрессор. Нет риска взрыва или отравления, как при работе с пропаном, кислородом и другими газами.[/stextbox]
Толщина разрезаемого листа на бытовом оборудовании с током до 200А ограничена 40 – 50 мм. Для строительства дома и работы в домашней мастерской этой мощности хватает. Полупрофессиональный инвертор настраивается на толщину до 100 мм.
Легкому и мощному оборудованию достаточно подсоединить компрессор и обычный держак заменить на плазмотрон, своими руками сделанный и купленный готовым
. Оснастка оборудования легко меняется, и плазморезы инверторные превращаются в обычные аппараты, на которых производится сварка.
Принцип работы горелки
Плазменная резка своими руками происходит за счет превращения потока воздуха, проходящего через электрическую дугу, в плазму с температурой 3000 – 6000⁰C. Металл мгновенно расплавляется на ограниченном участке и выдувается. Принцип работы аналогичен газовой резке.
Образование плазмы
Инвертор создает постоянный ток большого значения. На конце электрода образуется дуга. В сопло под давлением поступает газ. Он проходит по спирали вокруг электрода. Образуется завихрение, движущееся с большой скоростью. В держак воздух поступает холодный. Двигаясь вокруг электрода, он его охлаждает и одновременно нагревается сам. В дуге он подходит уже подогретый.
На выходе струя газа становится тонкой. При соединении с горячей дугой, воздух нагревается ею и превращается в плазму, увеличиваясь в объеме в 20 – 30 раз
Резка
Плазменная горелка, сделанная своими руками, подносится к металлу. Горячая плазма быстро расплавляет металл на малом участке. Воздушный поток выдувает расплав, образуя отверстие. При перемещении резака за ним остается узкая полоска разрезанного насквозь листа.
Горячая плазма быстро расплавляет металл на малом участке. Воздушный поток выдувает расплав, образуя отверстие. При перемещении резака за ним остается узкая полоска разрезанного насквозь листа.
Тонкий аккуратный рез получается при расположении плазмореза из инвертора под прямым углом к разрезаемой поверхности. Чем больше угол наклона, тем шире полоса реза.
Для производства строжки поверхности детали, плазменный резак по металлу, сделанный своими руками, наклоняется к снимаемой поверхности под острым углом в 5 – 10⁰. Пламя нагревает верхний слой, воздух выдувает жидкий металл.
Аппараты прямого действия
Прямого действия плазменные резаки по металлу, сделанные своими руками, работают с образованием дуги между деталью и электродом. Резать таким способом можно только токопроводящие металлы.
На деталь крепится зажим «+» от сварочного автомата. На электрод подается «–». На выходе из сопла наконечника образуется дуга между металлом и электродом. На нее направлен воздух.
На нее направлен воздух.
Косвенного
Плазморез, собранный своими руками из инвертора, может работать по принципу косвенного действия. Минус подается на наконечник. Дуга возникает независимо от наличия токопроводящей детали. Резаком косвенного действия режут любые материалы, включая фанеру, пластик, оргстекло. Струя плазмы образуется тоньше.
Сложность изготовления плазмотрона косвенного действия своими руками, демонстрируют схемы и чертежи. В небольшой наконечник длиной около 20 мм необходимо поместить воздушное охлаждение и надежно изолировать детали друг от друга.
[stextbox id=’info’]Руководитель конструкторского бюро по проектированию сварочного оборудования, оснастки и инструмента завода САИК Твердохлебов И. Г.: «В плазмотроне используют не привычный электрод, сделанный из прутка проволоки и покрытый флюсом. Сердечник расположен внутри горелки и не выходят за пределы сопла. Электрическая дуга в аппаратах прямого действия загорается бесконтактно и превращается на выходе из сопла в плазму.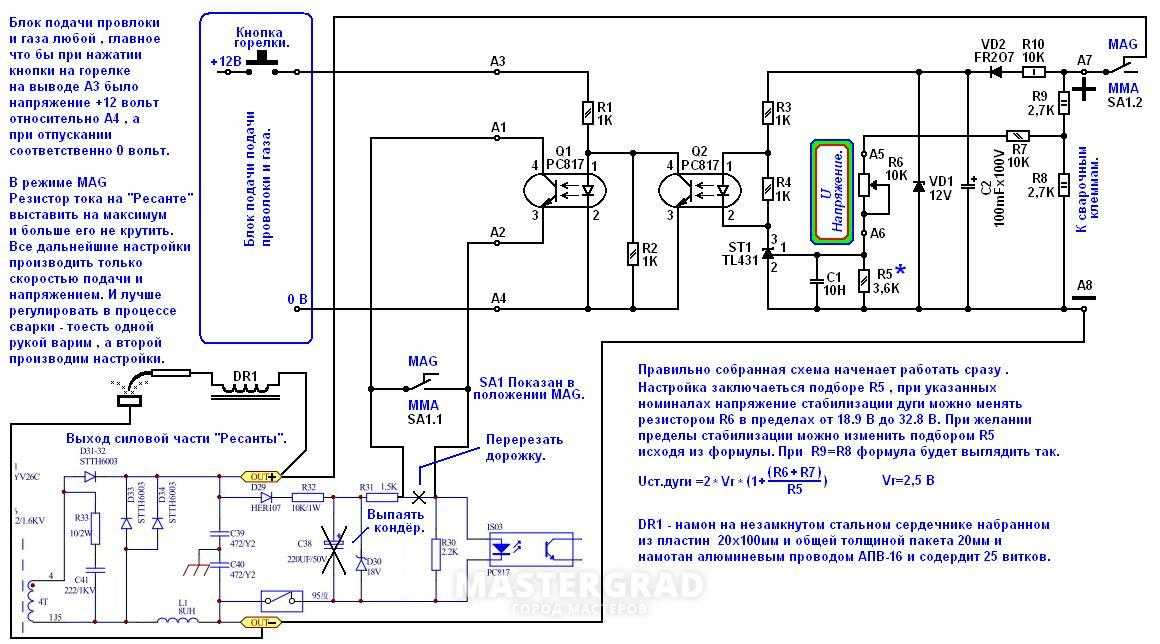 Резак косвенного действия выдувает горячую струю независимо от расположения материала и его электропроводности. Можно отжигать медные кольца и опаливать древесину».[/stextbox]
Резак косвенного действия выдувает горячую струю независимо от расположения материала и его электропроводности. Можно отжигать медные кольца и опаливать древесину».[/stextbox]
Источник тока
Если вопрос выбора типа источника питания не принципиальный, следует предпочесть инвертор. Легкий малогабаритный аппарат работает от бытового источника тока 220В. Он легко регулируется, потребляет мало электроэнергии. Большинство сварочных бытовых инверторов имеют рабочий коэффициент 50% и выше. Они имеют систему охлаждения. Платы мало греются, по сравнению с устройством другого оборудования.
В качестве источника питания используется трансформатор, преобразующий электрический переменный ток в сварочный. Он более мощный, позволяет резать металл до 100 мм. Переделать трансформатор проще, чем другие выпрямители. Он имеет ряд недостатков для применения его в бытовых условиях:
- тяжелый;
- габаритный;
- работает от трехфазного тока 380В;
- потребляет много электроэнергии;
- низкий КПД.

Для массового производства партий однотипных деталей в мастерских и цехах, изготавливаются плазморезы из сварочного автомата своими руками.
Типовая конструкция
В список оборудования для изготовления плазмореза своими руками из инвертора входят:
- инвертор;
- компрессор;
- плазмотрон.
Плазмотрон косвенного действия.
Пошаговый план создания плазмореза начинается со сборки плазмотрона. Самоделка включает в себя несколько деталей, требующих высокой точности изготовления. Все их можно купить готовые:
- в центре электрод из тугоплавкого металла;
- электродная втулка держит электрод и закручивает воздух;
- изоляционная втулка закрывает электрод от контакта с водой;
- фторопластовый корпус;
- сопло.
Самоделка требует аккуратности и точного изготовления всех деталей.
АПР-91 – схема переделки
Подробный чертеж для изготовления плазмореза показан для инвертора АПР-91. Специалисты считают эту модель наиболее удобной для переделки.
Специалисты считают эту модель наиболее удобной для переделки.
Кроме инвертора и компрессора, в изготовлении плазмореза используется много деталей. От самого плазмотрона, до подведенных к нему кабелей и шланга.
Электроды и кабель
Электроды подбираются их тугоплавких металлов: бериллий, ванадий, вольфрам. Они должны выдерживать температуру дуги и не разрушаться длительное время. Длина их относительно ширины 1,5 – 1,8. Длинные детали будут быстро сгорать.
Кабель обеспечивает равномерную подачу тока в зону образования плазмы. Он должен иметь сечение от 12 мм2, хорошую изоляцию.
Шланги воздушные от компрессора до держака подключаются для высокого давления.
Вентиляция
Инструкция по безопасным приемам работы требует, чтобы вентиляция в обязательном порядке присутствовала. Вытяжку наклонной конструкции должна располагаться на высоте 35 см от плоскости реза. Мощность вытяжного оборудования регулируется таким образом, чтобы весь дым от горящего металла втягивался системой. При этом не должно быть завихрений в рабочей зоне.
При этом не должно быть завихрений в рабочей зоне.
Сборка аппарата
Собирать следует начинать с плазмотрона. Узел требует точности и правильного подбора деталей. Если резать придется постоянно, необходимо иметь запасные электрод и сопло, они быстро сгорают.
Шланг и кабеля подключают сначала к оборудованию, затем к резаку. Только после этого можно инвертор подключать к сети.
Советы по эксплуатации самодельного плазмореза
Перед началом работы следует позаботиться о безопасности. Рядом должны находиться средства пожаротушения электрических приборов:
- ящик с песком;
- пенный или углекислотный огнетушитель;
- емкость с водой
График работы следует соблюдать указанный на инверторе. Оборудование должно остывать положенное ему время.
Без заземления работать нельзя.
Резать металл следует на специальном верстаке. Сварщик должен стоять или сидеть в удобной позе.
Плазморез из инвертора для мма — Документации и схемы
#1 BAN
Отправлено 01 May 2014 21:56
Требуется понятная для восприятия мастера по ремонту телевизоров схема переделки инвертора мма в источник тока для плазмореза, в природе существует плазморез foxweld 43, у меня есть сварочник foxweld 202, который требуется переделать, вопрос чем они конкретно отличаются схемотически, для переделки могу привлечь мастера по ремонту телевизоров.
Сообщение отредактировал BAN: 01 May 2014 23:14
- Наверх
- Вставить ник
#2 LamoBOT
Отправлено 02 May 2014 15:01
Проще и гораздо дешевле кетайса готового купить. У плазмореза напряжение выше — придется транс перематывать. Еще там осциллятор есть. Еще нужен газовый клапан, горелка и блок управления всей этой хренью. Если телемастер имеет недостаточно широкий кругозор то он ничем помочь не сможет. Т.к. это не совсем ремонт телевизора.
Сообщение отредактировал LamoBOT: 02 May 2014 15:10
книги по сварке: http://rutracker.org…c.php?t=2616333
- Наверх
- Вставить ник
#3 hau
Отправлено 06 May 2014 08:35
Бесполезно. Здесь не переделывать существующий инвертор придется, а делать новый.
Здесь не переделывать существующий инвертор придется, а делать новый.
- Наверх
- Вставить ник
#4 Леха Сварщик
Отправлено 11 May 2014 16:51
Бесполезно. Здесь не переделывать существующий инвертор придется, а делать новый.
Вот только зачем изобретать велосипед,когда он давно придуман! Есть же готовые плазморезы?
- Наверх
- Вставить ник
#5 Dmitry N
Отправлено 21 June 2014 11:46
На CUT форма тока иная, отличная от аппарата ММА!
- Наверх
- Вставить ник
#6 ВАВААН
Отправлено 28 November 2016 23:53
Привет люди . слегонца прочитал .возник вопрос — к инвектору можно подключить плазменный резак ? спасибо.
слегонца прочитал .возник вопрос — к инвектору можно подключить плазменный резак ? спасибо.
уточню вопрос , режу мало ( по черновому) металл до 3 мм . можно ли для таких действий использовать амперы из инвертера мма для резака плазмы?
_________________
Перенесено из другой темы.
Сообщение отредактировал Илария: 21 December 2016 12:05
- Наверх
- Вставить ник
#7 vergaser
Отправлено 29 November 2016 23:42
ВАВААН, Плазморез из мма не получиться…
- Наверх
- Вставить ник
#8 ВАВААН
Отправлено 29 November 2016 23:48
если можно в двух словах почему
- Наверх
- Вставить ник
#9 serga01net
Отправлено 30 November 2016 04:34
в двух словах почему
Опять начинается старая история. Гугл есть на это.
Гугл есть на это.
- Наверх
- Вставить ник
#10 ВАВААН
Отправлено 30 November 2016 21:20
ВАВААН, Плазморез из мма не получиться…
мужики ну я завернул плазморез, так кое когда кое как отрезать, можно не совсем качественно. Если можно чуть обосновать. заранее спасибо
- Наверх
- Вставить ник
#11 круазик
Отправлено 30 November 2016 21:34
ВАВААН,Во первых,вопрос задан не в профильной теме. Второе, поджиг в плазморезах происходит на HF.Третье,напряжение дуги на ММА аппаратах низкое,по сравнению с плазморезами.
Второе, поджиг в плазморезах происходит на HF.Третье,напряжение дуги на ММА аппаратах низкое,по сравнению с плазморезами.
- Наверх
- Вставить ник
#12 ВАВААН
Отправлено 30 November 2016 22:07
ВАВААН,Во первых,вопрос задан не в профильной теме.Второе, поджиг в плазморезах происходит на HF.Третье,напряжение дуги на ММА аппаратах низкое,по сравнению с плазморезами.
1-е: прости если зашёл на этот а не кулинарный сайт там объяснили бы, 2-е: я понимаю вся проблема в поджиге ? 3-е: я думал если можно электродом отрезат прут 10 мм потихоньку, то резаком с компрессором с 3- мя мм справится по принципу автогена …хотелось 3-е обсудить. спасибо. ( рад быть чем либо полезен ) (как выше писали купи плазморез за 270 долларов , но при зарплате 60 долларов ты знаешь не каждый себе позволит )
спасибо. ( рад быть чем либо полезен ) (как выше писали купи плазморез за 270 долларов , но при зарплате 60 долларов ты знаешь не каждый себе позволит )
Сообщение отредактировал ВАВААН: 30 November 2016 22:13
- Наверх
- Вставить ник
#13 schkaliki
Отправлено 01 December 2016 21:33
и ещё к инвектору можно подключить плазменный резак
. К инвеКтору можно подключить всё, даже освещение на йОлку на новый год! Я в детстве думал, что электроды- это БЕНГАЛЬСКИЕ ОГНИ и таскал их потихоньку на котельной у сварного, но каково потом было моё разочарование- ну не поджечь их никак!!!
Скрытый текст
- Наверх
- Вставить ник
#14 ВАВААН
Отправлено 01 December 2016 23:08
.
Скрытый текст
 К инвеКтору можно подключить всё, даже освещение на йОлку на новый год! Я в детстве думал, что электроды- это БЕНГАЛЬСКИЕ ОГНИ и таскал их потихоньку на котельной у сварного, но каково потом было моё разочарование- ну не поджечь их никак!!!
К инвеКтору можно подключить всё, даже освещение на йОлку на новый год! Я в детстве думал, что электроды- это БЕНГАЛЬСКИЕ ОГНИ и таскал их потихоньку на котельной у сварного, но каково потом было моё разочарование- ну не поджечь их никак!!!простите неопытного за кучу, так всё же можно или не стоит ?
- Наверх
- Вставить ник
#15 keria
Отправлено 02 February 2017 14:37
простите неопытного за кучу, так всё же можно или не стоит ?
Мне кажется то о чем вы говорите- это воздушно — дуговой резак. Раньше были такие.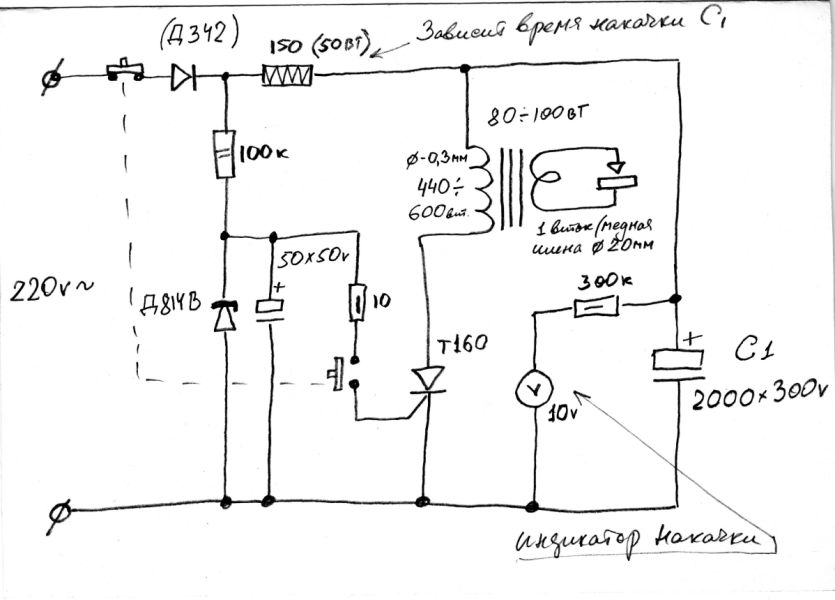 Угольный электрод, на него из из компрессора через трубочку сжатый воздух подается, питание от любого сварочника лишбы дым из него не шел. Конечно же качество с плазмотроном не сравнить, опять же угольный электрод цеменирует зону реза, апосля нужно шлифмашиной до 2 мм металла снимать перед сваркой,что бы сварной шов не самозакаливался и не трескался. Ну плазматрон , как сказали выше из инвертора сооружать нецелесообразно.
Угольный электрод, на него из из компрессора через трубочку сжатый воздух подается, питание от любого сварочника лишбы дым из него не шел. Конечно же качество с плазмотроном не сравнить, опять же угольный электрод цеменирует зону реза, апосля нужно шлифмашиной до 2 мм металла снимать перед сваркой,что бы сварной шов не самозакаливался и не трескался. Ну плазматрон , как сказали выше из инвертора сооружать нецелесообразно.
- Наверх
- Вставить ник
Самодельный дуговой инверторный сварочный аппарат и мощность плазменной резки
Добро пожаловать на EDAboard.com
Добро пожаловать на наш сайт! EDAboard.com — это международный дискуссионный форум по электронике, посвященный программному обеспечению EDA, схемам, схемам, книгам, теории, документам, asic, pld, 8051, DSP, сети, радиочастотам, аналоговому дизайну, печатным платам, руководствам по обслуживанию… и многому другому.
 более! Для участия необходимо зарегистрироваться. Регистрация бесплатна. Нажмите здесь для регистрации.
более! Для участия необходимо зарегистрироваться. Регистрация бесплатна. Нажмите здесь для регистрации.Регистрация Авторизоваться
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы девречи
- Дата начала
- Статус
- Закрыто для дальнейших ответов.
девречи
Младший член уровня 1
самодельный плазменный резак
мой самодельный плазменный резак
**ссылка удалена**
Электроника_чайтаня
Уровень участника 5
Re: самодельный плазменный резак
Здравствуйте,
Опубликуйте другие детали, такие как ток . частота….какую топологию переключения вы использовали?? Не стесняйтесь сказать…
частота….какую топологию переключения вы использовали?? Не стесняйтесь сказать…
— привет
девречи
Младший член уровня 1
Re: самодельный плазменный резак
привет,
Я использовал блок питания на 300В. Зажигание дуги катушкой Тесла с искровым разрядником
девречи
Младший член уровня 1
Привет.
Мой любительский проект, но очень хорошо работает.
Последнее редактирование модератором:
Реле
Полноправный член уровня 5
Здравствуйте, devreci,
Я должен сказать одну вещь, вы очень смело делаете схему на veroboard, особенно
, так как схема такая сложная.
Я также должен сказать, что вы проделали отличную работу. Не только на печатной плате, но и на трансформаторе
и остальные настройки.
Молодец!!! :clap:
С уважением,
Ретранслятор
девречи
Младший член уровня 1
Спасибо.
Меня интересует электроника как хобби.
Если я буду работать аккуратно, это будет пыткой, а не развлечением.
Это устройство (плазменная резка) очень дорогое в моей стране. 3 минимальная заработная плата.
Исправил ошибки в схеме.
Другие изображения
Тока Обратная связь. Обратная связь. не должно быть более тонкой волны, потому что для здоровья igbt
Последнее редактирование:
- Статус
- Закрыто для дальнейших ответов.
В
Компактный инверторный сварочный аппарат
- Создано Vermes
- Ответов: 2
Шоу своими руками
В
Самодельный инверторный сварочный аппарат 130 А
- Инициировано Vermes
- Ответов: 0
Шоу своими руками
В
Инверторный сварочный аппарат 45–140 А, 60 кГц на UC3526
- Автор: Vermes
- Ответов: 0
Шоу своими руками
Д
Самодельная конструкция ЧПУ для трассировки печатных плат
- Инициировано dirace
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл.
адрес Делиться Ссылка на сайтВерх
Обзор плазменного резакаYeswelder CUT-55DS
YesWelder CUT-55DS может изменить ваше представление о дорогих и недоступных плазменных резаках.
Интересные и полезные функции, качественная сборка и приятная цена.
Конечно, такое положительное заявление должно быть подкреплено. Итак, мы собрали всю информацию о CUT-55DS в этой небольшой удобной статье.
Вы можете просмотреть данные и сделать собственный вывод. Просто прочитайте, чтобы узнать, соответствует ли этот инструмент потребностям вашего магазина.
Снимок Yeswelder CUT-55DS
Комплект поставки
- Плазменный резак
- 10-футовый зажим заземления
- 13-футовый плазменный резак (AG-60)
- Воздушный шланг
- 2 (220 В) сопла
- 2 (110 В) сопла
- 4 электрода
- 3 чашки
- Адаптер 110–220 В
- Воздушный фильтр в сборе с монтажным кронштейном
- Воздушная линия (для подключения входящего в комплект редуктора/фильтра к плазменной резке)
- Руководство пользователя
Технические характеристики
Тип машины Плазменный резак с воздушным охлаждением Входное напряжение 110 В / 220 В Сила тока на выходе 10 – 55 А (220 В)
10 – 35 А (110 В)Максимальное выходное напряжение 96В (220В)
94В (110В)Технология Инвертор на базе Материалы Нержавеющая сталь, легированная сталь, мягкая сталь, медь, алюминий и другие металлические материалы Факел АГ-60 Зажигание дуги Бесконтактная вспомогательная дуга Режим зажигания дуги Высокая частота Рабочий цикл 60% (55А, 220В)
100% (35А, 110В)Длина провода плазменной горелки 13 футов (3 м) Длина кабеля заземления 10 футов (3 м) Максимальная толщина стали (чистый рез) 1/2 дюйма Размеры сварочного аппарата (В x Ш x Д) 15,5 х 11,2 х 19,1 дюйма Вес 34,25 фунта. (основной блок ≅ 20 фунтов)Гарантия 1 год Цена Последняя цена на Yeswelder
(скидка 10% при использовании кода: WELDGURU10 )Pros
- Работает с входным напряжением 110 В или 220 В
- Может работать от генератора
- Маленький и достаточно легкий, чтобы его можно было назвать портативным
- Режет сталь толщиной до 1/2 дюйма
- Рабочий цикл 60 % при 55 А (220 В) и 100 % при 35 А (110 В)
- Высокочастотная бесконтактная вспомогательная дуга
- 2T и 4T режим
- Режим резки проволочной сетки
- Более узкий наконечник на 110 В удобен для более тонких и точных разрезов
- Плетеный хомут на земле
- Постоянная выходная сила тока для тонкого материала
- 20-секундный период постохлаждения для продления срока службы расходных деталей
Минусы
- Воздушное охлаждение не так эффективно, как водяное, и предотвращает нагрев горелки в руке
- Нет таблицы настроек
- Шнур питания мешает водосборнику, из-за которого вода также может попасть на электрический провод
- Используя вход 110 В, шкала по-прежнему позволяет увеличить выходной ток до 55 А, что приводит к срабатыванию автоматических выключателей 110 В
- Инструкции по установке могли бы быть лучше
Что нужно знать перед покупкой YesWelder CUT-55DS
Кредит: ShoptoolreviewsТолщина заготовки
В печатном материале для CUT-55Ds указано, что он может чисто резать сталь толщиной до 1/2 дюйма и разделять до 3/3 дюйма.
4 дюйма (при 220В). Это может быть правдой, но вы будете перемещать резак довольно медленно при более высоких толщинах.Пользователи отмечают, что устройство хорошо режет листы толщиной до 1/4 дюйма при питании от сети 220 В. После этого, по мере увеличения толщины, вам нужно заметно замедлить резку. Работая на 110 В, максимальное значение, которое вы должны ожидать, составляет 12 калибров, прежде чем вам нужно замедлить скорость головки резака.
Воздух
Хотя это может быть очевидно для большинства, это необходимо указать. Вы должны обеспечить подачу воздуха и, возможно, некоторые фитинги для подачи воздуха в CUT-55DS.
Входящий в комплект воздушный редуктор также фильтрует частицы и удаляет воду, что очень удобно. Но место, где он крепится на задней панели устройства, слишком низкое. Он чуть не задевает шнур питания и сливает воду на линию электропередач. По этим причинам вы можете в конечном итоге изменить крепление воздушного редуктора.
Расходные материалы
Этот плазменный резак использует сопла разных размеров для работы от 110 В и 220 В.
Вы получаете по 2 насадки каждого вида (всего 4), поэтому вам нужно будет забрать несколько сопел в ближайшее время, если вы не добавите сменные насадки в свой первоначальный заказ.Также вы можете добавить электроды и чашки AG-60 к вашему заказу. Вы получаете достаточно для начала работы, но вскоре вам понадобится больше, если вы планируете делать частые сокращения.
Окалина
Если вы рассчитываете списать свой шлифовальный станок, это нереально. С любым плазморезом, в том числе и с этим, вам придется иметь дело с окалиной (или шлаком). Но это меньше, чем с ацетиленовой горелкой, а быстрый удар болгаркой обычно хорошо зачищает.
Таблица настроек
Новые пользователи заметят отсутствие таблицы настроек. Итак, запланируйте несколько пробных разрезов, чтобы установить наилучшие параметры силы тока и давления воздуха для металла различной толщины.
Вы можете найти несколько диаграмм, собранных пользователями, в паре видеороликов на YouTube, а в качестве альтернативы немного покопаться.
Они могут стать хорошей отправной точкой, если вы новичок в плазменной резке. Пример приведен ниже.Толщина материала Сила тока Параметры воздуха PSI 0,030 дюйма или 0,8 мм 15А 25 1/16″ или 0,63″ или 1,5 мм 25А 35 1/8″ или 0,125″ или 3,2 мм 35А 45 3/16 или 0,187″ или 4,7 мм 45А 55 1/4″ или 0,250″ или 6,4 мм 55А 60 5/16″ или 0,312″ или 7,9мм 55А 65 3/8″ 0,375″ или 9,5 мм 55А 70 1/2″ или 0,500″ или 12,7 мм 55А 70 Спасибо Prana-Tech за сборку, полное видео можно посмотреть здесь.
Руководство
Если вы купите этот плазменный резак, вам следует посмотреть несколько видеороликов на YouTube по настройке и использованию этого плазменного резака.
Руководство могло бы быть лучше и часто не всегда содержит всю необходимую информацию.Особенности, которые делают YesWelder CUT-55DS великолепным
Предоставлено: ShoptoolreviewsМощность
Вы получаете больше мощности, чем ожидалось по цене, до 55 А выходной мощности при входном напряжении 220 В. Это позволяет выполнять чистовую резку стали толщиной до 1/2 дюйма и жесткую резку стали толщиной до 3/4 дюйма.
Рабочий цикл
Рабочий цикл 60 % при полной мощности (т. е. 55 А) при работе от входного напряжения 220 В обеспечивает работу (это 100 % при полной мощности с использованием входа 110 В). Это выше, чем можно было бы ожидать от недорогой машины.
Выгода очевидна. У вас меньше времени простоя в ожидании, пока плазменный резак остынет после перегрева, чтобы вы могли снова работать.
Портативность
Это устройство легкое и компактное, поэтому его можно легко переносить и транспортировать. Основной блок весит всего около 20 фунтов.
Добавьте провода, и вес по-прежнему составляет чуть более 34 фунтов. Чтобы сделать его перемещение еще проще, в верхней части корпуса установлена ручка из алюминиевого сплава.Двойной вход питания
С CUT-55DS, когда доступно 220 В, у вас есть полные 55 А, которые может выкачать это устройство. Просто прикрепите прилагаемый адаптер и подключите его к розетке 220 В.
Но если у вас есть только 110 В, не проблема. CUT-55DS может работать на нем. Фактически, этот плазменный резак также может работать от генератора. У вас есть много способов привести этот инструмент в действие.
Имейте в виду, что при напряжении 110 В мощность резки меньше, и не следует ожидать, что вы сможете отрезать что-либо более 1/8 дюйма без снижения скорости резки.
Пилотная дуга без касания
Недорогие устройства обычно требуют, чтобы вы коснулись детали, чтобы запустить дугу. Но не так с CUT-55DS.
Вы получаете запуск без касания. Отодвиньте примерно 2 мм от детали и нажмите на спусковой крючок, чтобы начать резку.
Вы улучшили контроль во время зажигания дуги для более точного и качественного реза.Но функция вспомогательной дуги ВЧ также помогает резать шероховатые или грязные поверхности чисто и с меньшим количеством шлака. Это позволяет вам быть более точным при резке, уменьшая деформацию детали. Это также помогает продлить срок службы расходных материалов.
2T или 4T Operation
4T — это не та функция, которую вы ожидаете найти в «бюджетном» плазменном резаке. Но CUT-55DS включает его.
Для тех, кто может не знать, 2Т — это нормальный режим работы триггера. Нажмите и удерживайте курок во время резки и отпустите его, когда закончите. Нажатие в начале — одно касание, а отпускание в конце — второе касание, всего 2 касания.
Но если вы делаете длинные разрезы, у вас есть опция режима 4T. Это означает, что вы нажимаете и отпускаете курок, чтобы начать (2 касания), делаете разрез, затем нажимаете и снова отпускаете курок (еще 2 касания), чтобы остановить разрез.
Этот режим намного удобнее для вашего триггерного пальца для расширенных сокращений.Проверка расхода газа
У вас есть кнопка, позволяющая подавать воздух, не нажимая курок. Почему это хорошо?
Потому что давление воздуха падает, когда воздух течет.
Таким образом, чтобы точно установить давление воздуха, вам нужно установить его, когда он течет. Эта кнопка позволяет сделать именно это.
Чистый воздух
В комплект поставки входит воздушный «редуктор», позволяющий регулировать поток. Но это также ловушка для воды и фильтр. Для правильной работы плазменным резакам необходим чистый и сухой воздух.
В комплект поставки YesWelder входит переходник, который помогает обеспечить максимально возможную производительность.
Увеличенный срок службы расходных материалов
В CUT-55DS реализовано несколько неожиданных функций, позволяющих продлить срок службы расходных материалов. Во-первых, он запускает воздух в течение 20 секунд после того, как вы отпустите курок.
Это охлаждает вашу поездку после каждого использования. Приятно иметь доступный плазменный резак.Но у вас также есть возможность резки сетки. Эта функция позволяет устройству работать более эффективно при резке сетки, которая запускает и останавливает резку много раз за один проход. Использование этой настройки упрощает работу с расходными деталями резака и машиной в целом.
Чем отличается CUT-55DS?
Есть и другие аналогичные плазменные резаки по сопоставимым ценам. См. таблицу ниже, чтобы увидеть, как CUT-55DS сравнивается с некоторыми из наиболее популярных конкурирующих устройств.
Lotos LTP5000D
Lotos LTP500D — очень популярный плазменный резак в этом ценовом диапазоне, а также отличный выбор.
Однако следует учитывать некоторые ключевые отличия, которые я выделил в таблице ниже:
ДаСварочный аппарат CUT-55DS Лотос LTP5000D Мощность (амперы) 55 50 4T Управление триггером ✅ ⛔ 20-секундное воздушное охлаждение ✅ ⛔ Режим вырезания сетки ✅ ⛔ Кнопка проверки газа ✅ ⛔ Цена 399,99 $
(скидка 10%, с кодом: WELDGURU1 0)См. последнюю ценуХотя в Lotos отсутствуют некоторые функции по сравнению с Yeswelder, стоит отметить значительное количество хороших отзывов о Lotos LTP5000D, которые делают его хорошей альтернативой.
Primeweld CUT50DP
Primeweld — еще один популярный и недорогой бренд для плазменной резки, который стоит немного дешевле, чем Yeswelder.
Однако отличия аналогичны Lotos, за исключением некоторых функций:
ДаСварочный аппарат CUT-55DS Primeweld CUT50DP 4T Управление триггером ✅ ⛔ 20-секундное воздушное охлаждение ✅ ⛔ Режим вырезания сетки ✅ ⛔ Кнопка проверки газа ✅ ⛔ Цена 399,99 $
(скидка 10%, с кодом: WELDGURU1 0)См. последнюю ценуЕсли вы хотите сэкономить дополнительные 50 долларов, вам может подойти Primeweld CUT50DP. Это очень похоже, если не считать различий, упомянутых выше.
Что говорят пользователи о YesWelder CUT-55DS
Прочтите или посмотрите несколько обзоров, и вы услышите общую нить. Вы получаете много энергии за деньги. Большинство пользователей считают, что CUT-55DS отлично режет до 1/4 дюйма, но замедляется при работе с более толстым материалом.
Для домашних мастеров это нормально и подходит для большей части работы, с которой им приходится сталкиваться. Он также подходит для многих автомобильных, ремонтных или производственных мастерских, которые не регулярно режут материал толщиной более 1/4 дюйма.
Но пользователи также постоянно отмечают, что это устройство не предназначено для промышленных цехов или интенсивного использования. Хотя рабочий цикл 60% превосходит ожидания многих покупателей по этой цене, он может разочаровать тех, кому необходимо резать толстые заготовки в течение длительных периодов времени.
Еще один восторженный комментарий многих владельцев: включение таких функций, как 4T, двойной вход питания и бесконтактная вспомогательная дуга HF, не ожидается по этой цене. По этой причине такие слова, как «выгодная сделка» и «отличная ценность», часто появляются, когда вы слушаете реальных пользователей.
Получите скидку 10% на CUT-55DS
YesWelder предлагает читателям Weld Guru щедрую скидку 10% на любой из своих продуктов на сайте. Это означает, что вы можете получить скидку около 40 долларов на CUT-55DS плюс любые дополнительные функции, которые вы покупаете!
Чтобы воспользоваться этим предложением, перейдите к продукту CUT-55DS здесь, затем введите промокод: WELDGURU10 при оформлении заказа.
Заключение
YesWelder CUT-55DS удовлетворит или превзойдет большинство потребностей мастерских. Он также подойдет для небольших автомобильных, ремонтных и производственных мастерских, которые в основном работают с заготовками толщиной 1/4 дюйма или тоньше и время от времени режут более толстые заготовки (до 1/2 дюйма).
Но если добавить к этому доступную цену, то набор функций делает этот плазменный резак выгодным приобретением. YesWelder даже добавляет несколько приятных штрихов, помогающих продлить срок службы ваших расходных материалов, что опять же не ожидается от «бюджетного» плазменного резака.
Вы получаете мощный рабочий цикл, учитывая стоимость. Но рейтинг 60% будет слишком низким для активных пользователей и промышленных мастерских (как и ограничение на чистый рез 1/2 дюйма). Однако для большинства малых и средних магазинов CUT-55DS удовлетворит ваши потребности. Более того, он, вероятно, будет соответствовать вашему бюджету.
Включение других полезных функций, таких как 4T и высокочастотная вспомогательная дуга без касания, делает этот плазменный резак трудно неоценимым. Вам будет трудно найти устройство с такими функциями за ту же сумму денег.
Короче говоря, если вы ждали, чтобы купить приличный плазменный резак из-за высоких цен, CUT-55DS может быть станком для вашего магазина.
Другие обзоры Yeswelder
Обзор YesWelder TIG-250P
Обзор YesWelder MIG-250
Читайте также : Какой газ вы используете для плазменной резки?
8 вещей, которые следует знать при выборе плазменного стола с ЧПУ
1. Простое в использовании ЧПУ
2. Проверьте механические компоненты
3. Программное обеспечение CAD/CAM для управления процессом
4. Необходима система дымоудаления
5. Подумайте о расходных материалах для вашего нового плазменного резака
6. Учитывайте размер стола
7. Подтвердите контроль высоты резака.
8. Выбор выходной мощности вашего плазменного резака
В вашем магазине уже есть несколько единиц оборудования с ЧПУ, и теперь вы решили не ограничиваться фрезерным станком, токарными станками и фрезерными станками и приобрести систему плазменной резки с ЧПУ. Это относительно важное решение, поскольку плазменный резак с ЧПУ требует значительных предварительных инвестиций.
Вы можете быть уверены, что плазменный резак со временем окупится, сэкономив ваши деньги на аутсорсинге вашей профильной резки, а также благодаря скорости и низким эксплуатационным расходам плазменного стола с ЧПУ. Тем не менее, любого покупателя-новичка может испугать рассмотрение множества факторов при выборе подходящего плазменного резака для нужд вашего бизнеса или домашней мастерской. Помните, покупка плазменного резака очень похожа на покупку сварочного аппарата: вы выбираете его в зависимости от выполняемой работы.
Это руководство познакомит вас со столом плазменной резки с ЧПУ и некоторыми основными факторами, которые следует учитывать перед его покупкой. Но сначала немного о плазменном резаке с ЧПУ.
Что такое плазменный резак с ЧПУ?
Плазменный резак с ЧПУ — это станок для резки металла с числовым программным управлением (ЧПУ), использующий плазменную горелку для резки электропроводящих материалов и создания различных профилей и форм. Плазменная система с компьютерным управлением направляет высокоскоростную струю горячей плазмы на профилируемый материал.
Плазменные резаки с ЧПУ могут резать различные материалы, включая нержавеющую сталь, алюминий, мягкую сталь, медь и листовой металл. Вы найдете тяжелые и легкие промышленные плазменные резаки с ЧПУ в производственных цехах, реставрационных мастерских, сварочных цехах, механических мастерских и на промышленных строительных площадках, и это лишь некоторые из них.
Станки плазменной резки с ЧПУ могут перемещать плазменный резак высокого разрешения по осям x, y и z. Плазменная резка пропускает газ или сжатый воздух через сопло, а затем в газ вводится электрическая дуга, создавая плазму, отвечающую за резку металла.
Вы можете купить плазменные резаки с ЧПУ различных размеров, цен и функций. Они точны и могут резать стальные листы со скоростью до 500 дюймов в минуту. Для работы плазменных резаков требуется плазменный газ и вспомогательный газ, а тип газа зависит от разрезаемого материала. Эти газы включают кислород, азот, метан, аргон и водород.
На что следует обратить внимание при выборе плазменного резака с ЧПУ?
Существует несколько отличных марок плазменных резаков с ЧПУ, из которых можно выбрать: модели Hypertherm Powermax45 XP и SYNC, а также модели Torchmate, пользующиеся большим уважением.
Каждый станок плазменной резки с ЧПУ, от станка начального уровня до мощного промышленного плазменного резака с ЧПУ, должен иметь следующие компоненты:1. Простое в использовании управление ЧПУ
Система управления ЧПУ — это мозг плазменной резки с ЧПУ. Программирование преобразует чертежи в электрические сигналы, управляющие скоростью резки, скоростью подачи и управлением движением. Он также сигнализирует источнику питания плазмы, регулятору высоты резака (THC) и другим компонентам, что и когда делать.
Управление большинством машин начального уровня осуществляется с помощью персонального компьютера, а не сложного блока управления. Компьютера может быть недостаточно в высокопроизводительной среде, но обычно он хорошо работает в небольшом магазине. Этот метод помогает снизить затраты для любителей, магазина на одного человека и небольших производственных цехов без высоких производственных требований.
Наиболее важным фактором для любого ЧПУ является простота использования, поэтому обязательно выбирайте устройство, которое легко освоить и которым легко управлять, иначе вы можете пожалеть об этом.
2. Проверьте механические компоненты
Каждый стол для плазменной резки с ЧПУ имеет движущиеся части, такие как портал (оси X и Y) и каретка резака (ось Z, вверх и вниз), управляющие резаком. Эти компоненты будут варьироваться от машины к машине, поэтому вы должны учитывать, как много использования и злоупотреблений получит плазменный резак.
Мощный станок выдержит нагрузку от постоянного использования и обеспечит большую толщину реза, лучшее качество реза и более высокую скорость реза, но его цена может оказаться недоступной для вашей операции. Механические компоненты легкого плазменного резака, иногда называемого самодельным плазменным резаком с ЧПУ, будут легче, меньше и иметь более низкую цену. Однако эти механические компоненты могут не выдержать круглосуточного производства.
Вы можете сэкономить на приводных двигателях, редукторах и электронике плазменных резаков, которые не приобретаются для интенсивного использования. Многие плазменные резаки начального уровня поставляются с шаговыми двигателями вместо сервоприводов, что обеспечивает значительную экономию и надежность, когда нет необходимости в большей толщине реза и более высоком диапазоне скоростей.
3. Программное обеспечение CAD/CAM для управления процессом
Программное обеспечение для вашего стола плазменной резки с ЧПУ является еще одним важным компонентом. CAD (автоматизированное черчение) позволяет вам нарисовать нужную деталь в цифровом виде и ввести ее в программное обеспечение CAM (автоматизированная обработка).
Программное обеспечение CAM применяет правильные допуски, ширину разреза, входы и выходы с помощью постобработки. Файл CAM вводится в систему управления ЧПУ, которая преобразует его в сигналы, управляющие процессом резки.
Некоторые плазменные резаки начального уровня включают комбинированное программное обеспечение CAD/CAM, что делает переход от чертежа к резке детали быстрым и простым. Это позволяет небольшим цехам чертить и резать детали прямо в цеху, пока они находятся у станка.
4. Необходима система дымоудаления
Все плазменные резаки выделяют опасные пары и дым, поэтому вам следует серьезно подумать о методе их удаления.
Есть два основных способа сделать это, и уровень грунтовых вод является более распространенным, поскольку он используется преимущественно на станках плазменной резки с ЧПУ начального уровня. Дизайн более прост, а текущие расходы разумны. Однако, когда вы списываете машину, вода должна быть утилизирована в соответствии с правилами.Столы для вытяжки дыма с нисходящим потоком с фильтрующими элементами большой емкости более эффективны для производственных машин. Вентилятор или воздуходувка вытягивает дым под планки режущего стана в системе нисходящего потока. Фильтр для удаления дыма удаляет дым и пыль через воздуховод, встроенный в стол для резки. Этот метод является более безопасным, экологичным, хотя и более дорогим методом удаления пыли и дыма.
5. Подумайте о расходных материалах для вашего нового плазменного резака
После первоначальной покупки наиболее важными постоянными расходами будут режущие наконечники и электроды, также известные как расходные материалы.
Перед покупкой плазменного резака с ЧПУ определите, как быстро ваш станок будет использовать эти детали. Поврежденные наконечники и изношенный электрод могут повлиять на скорость резки вашей машины или повлиять на качество резки. Производители обычно рекомендуют заменять эти два расходных материала вместе для оптимальной производительности резки, что может быть дорогостоящим.6. Учитывайте размер стола
Большинство компаний удовлетворяют свои потребности, используя размеры от 2 футов x 2 фута до 5 футов x 10 футов. А с ценами менее 1000 долларов в игру могут включиться любители и небольшие мастерские. Конечно, если вам нужен промышленный плазменный резак с ЧПУ, вы можете получить один из больших столов по цене от 50 000 долларов.
7. Подтвердите контроль высоты резака
Контроль высоты управляет тремя режимами: высотой прожига, высотой резки и настройкой напряжения дуги. Правильная высота прожига помогает продлить срок службы наконечника резака, а правильная высота реза позволяет избежать столкновений пластин, когда наконечник находится слишком низко.
Это также предотвращает увеличение пропила и угловатых краев, которые возникают, когда он слишком высок. Параметр напряжения дуги управляет расстоянием между факелом и заготовкой,8. Выбор выходной мощности вашего плазменного резака
Выходная мощность плазменного резака с ЧПУ определяет, что он может резать. Например, выходная мощность 12 ампер от станка на 120 В означает, что вы можете резать большинство металлов толщиной 1/8 дюйма, в то время как 60 ампер от станка на 230 В могут резать большинство металлов толщиной 7/8 дюйма. Некоторые инверторные плазменные резаки обеспечивают высокую выходную мощность, но весят намного меньше, чем обычные плазменные резаки с такой же производительностью.
Хотите больше универсальности? Посмотрите нашу линейку настольных фрезерных станков с ЧПУ
В CNC Masters у нас есть станки с ЧПУ для любого бюджета и потребностей. От настольных фрезерных станков с ЧПУ до классических вертикальных фрезерных станков типа Bridgeport, наши станки известны своим высоким качеством и конкурентоспособными ценами.
Все наши машины производятся в Ирвиндейле, Калифорния, США. Мы поддерживаем каждый из наших станков с ЧПУ нашей экспертной группой поддержки, готовой предоставить вам рекомендации от первоначальной настройки до устранения неполадок в будущем.
Годовая гарантия CNC Masters распространяется на наши станки, и мы также предлагаем неограниченную «пожизненную» техническую поддержку, пошаговое устранение неполадок и пошаговое руководство по электронной почте или телефону. Наши технические специалисты доступны с понедельника по пятницу в обычные рабочие часы (по тихоокеанскому времени) до тех пор, пока ваша компания владеет машиной. В отличие от дорогостоящих сервосистем, наши машины легко ремонтировать, заменять и обслуживать. А мы поможем вам на каждом этапе пути!
О Питере Джейкобсе
Питер Джейкобс — старший директор по маркетингу компании CNC Masters, ведущего поставщика фрезерных, фрезерных и токарных станков с ЧПУ. Он активно участвует в производственных процессах и регулярно публикует свои идеи для различных блогов по обработке с ЧПУ, 3D-печати, быстрой оснастке, литью под давлением, литью металлов и производству в целом.
Вы можете связаться с ним в его LinkedIn.Просмотреть все сообщения Питера Джейкобса
9Плазменный резак 0000 для продажи в США, гарантия 1/2 дюйма – KickingHorse® Welder USAИспользует стандартный источник сжатого воздуха
Встроенный манометр и регулятор давления воздуха обеспечивают оптимальный результат при различной выходной мощности.
Защита со световым индикатором ошибки
Встроенные датчики температуры, напряжения и тока обеспечивают максимальную защиту оператора и машины.
Надежность всегда гарантирована
- > Влагонепроницаемая конструкция.
- > Конструкция с защитой от солевых брызг.
- > Коррозионностойкое исполнение.
One-Knob делает все!
- > Усовершенствованная интеллектуальная технология управления динамически оптимизирует параметры резки, так что с помощью всего лишь одной ручки вы можете резать как профессионал!
- > Бесступенчатая регулировка силы тока на месте обеспечивает именно тот результат, который вам нужен.
Система запуска Touch
- > Надежное инициирование плазменной дуги без вспомогательной дуги.
- > Повышенная надежность запуска, стабильность и быстрое повторное зажигание дуги благодаря проверенной технологии.
- > Отсутствие движущихся частей, участвующих в инициировании плазменной дуги, сводит к минимуму вероятность отказа от зажигания дуги.
Усовершенствованная инверторная технология обеспечивает выдающуюся производительность резки
Беспрецедентная точность и скорость резки.
Добейтесь угловатости кромки в два градуса или менее практически без образования окалины.
Уменьшение коробления и небольшая зона термического влияния, что приводит к меньшему количеству вторичных операций.
- Ввод
- Рабочий цикл
- Максимальный выходной ток
- Минимальная выходная сила тока
- Требование к автоматическому выключателю
- Требования к генератору
- Напряжение холостого хода
- Оптимизированная резка
- Рекомендуемая резка
- Отрезная резка
- Давление сжатого воздуха
- Размер
- Вес
- 208/230 В, 60 Гц, одна фаза
- 40% при 40 А, 60% при 36 А, 100% при 30 А
- 40 ампер
- 20 ампер
- 50 А 220 В
- Рекомендуется генератор неинверторного типа мощностью 5000 Вт
- 450 вольт
- 3/8 дюйма при скорости 10 дюймов в минуту для низкоуглеродистой стали
- 1/2 дюйма при скорости 7 дюймов в минуту для низкоуглеродистой стали
- 5/8 дюйма при скорости 4 дюйма в минуту для низкоуглеродистой стали
- 43,5 фунта на кв. дюйм (0,3 МПа) при 3,5 куб. фута в минуту
- 16,5 х 6,4 х 8,3 дюйма
- 15,4 фунта
Кабель питания длиной 5 футов (1,5 м) с вилкой NEMA 6-50P 220 В для сварки
Промышленный плазменный резак SG55 с проводом 16 футов (6 м)
Заземляющий зажим 200A с проводом 10 футов (3 м) и вилкой Dinse 25
Источник питания P40
На этот продукт распространяется гарантия
на один год с бесплатной заменой!
Обратитесь в службу поддержки клиентов.
Получите предоплаченную этикетку для возврата по электронной почте.
Доставка в любой пункт UPS.
Дождитесь возврата денег или замены.
Посмотреть все аксессуары для P40
9Обзор 0002 Hard Core FieldСМОТРЕТЬ БОЛЬШЕ ВИДЕО ОБЗОРОВ
ВОПРОСЫ И ОТВЕТЫ
Задайте вопрос
Каковы плюсы и минусы контактного пуска и вспомогательной дуги?
Пилотная дуга может запускать дугу, не касаясь заготовки.
Он может использоваться со станком с ЧПУ и лучше переносит состояние металлической поверхности. Недостатком вспомогательной дуги является то, что горелка имеет движущийся электрод внутри, если не используются дорогостоящие высокоточные расходные материалы, частота отказов дуги и скорость ремонта высоки. Пилотная дуга подходит для профессиональных и промышленных плазменных резаков.
Контактный пуск не может использоваться на станке с ЧПУ и имеет более низкий допуск для состояния поверхности металла. Однако, поскольку электрод и сопло находятся в фиксированном положении, горелка более прочная и надежная и может гарантировать лучшее, более быстрое и точное качество резки. Таким образом, контактный пуск подходит для бюджетных домашних плазменных резаков.
Обратите внимание, что оба метода запуска имеют одинаковую режущую способность, поскольку после зажигания дуги струя плазменной резки, создаваемая горелкой, не отличается.Почему важно указывать скорость перемещения при сравнении толщины, которую может резать плазменный резак?
Многие производители никогда не оценивают толщину резки по скорости.
Это бессмысленно, потому что если снизить скорость, то даже слабый станок прорежет толстый металл, а резать с такой медленной скоростью в реальности невозможно.
Не дайте себя обмануть производительностью резки без указания скорости перемещения!Что означает OCV? Как OCV влияет на производительность резки?
«OCV» означает «напряжение холостого хода», то есть напряжение, необходимое для зажигания плазменной дуги. «OCV» оказал огромное влияние на воспламеняющую способность плазменного резака. чем выше OCV, тем легче резать шероховатые, окрашенные и ржавые поверхности и различные материалы. KickingHorse P40 имеет самый высокий рейтинг в своем классе 450 В «OCV», поэтому при тех же 40 А P40 способен резать 1/2 дюйма, в то время как многие плазменные резаки 40 А режут только 3/8 дюйма.
При сравнении плазменных резаков не забудьте проверить не только выходной ток, но и значение «OCV»!Генератор какого размера мне нужен для запуска этого плазменного резака?
Для высокопроизводительного плазменного резака KickingHorse® P40 требуется генератор мощностью не менее 5 кВт для работы на максимальной мощности.
Тем не менее, вы всегда можете уменьшить ток, чтобы запустить меньший генератор.Будет ли P40 резать алюминий?
Да, P40 может резать мягкую сталь, алюминий, медь, грубый, оцинкованный металл.
Какая вилка поставляется с этим сварочным аппаратом? Нужно ли покупать дополнительную вилку?
KickingHorse® P40 готов к использованию с сертифицированным UL североамериканским шнуром питания 12 AWG и вилкой NEMA 6-50P «Welder».
Что означает рабочий цикл 40 % при 40 А?
KickingHrose® P40 позволяет сварщику работать 4 минуты при 40 А из каждых 10 минут без перегрева при температуре окружающей среды 104F (40°C), а не 70F (21°C)! Большинство производителей машин для плазменной резки, в том числе крупные североамериканские производители, определяют рабочий цикл своих сварочных аппаратов потребительского класса при температуре 70F (21°C).
Важно, чтобы вы, как покупатель, спросили у производителя, как именно рассчитывается рабочий цикл!Имеет ли он сертификат безопасности США? Что произойдет, если я воспользуюсь услугами несертифицированного сварщика в США?
KickingHorse® P40 — это инвертор для плазменной резки, сертифицированный по стандарту UL , который является безопасным и законным для эксплуатации как на объекте, так и в помещении. В Соединенных Штатах, прежде чем принять решение о покупке какой-либо машины плазменной резки без сертификации UL, вы должны учитывать не только безопасность сотрудников, членов вашей семьи и имущества, но также юридические, финансовые и страховые последствия, которые могут возникнуть при использовании сертификата, не связанного с безопасностью. оборудование, независимо от того, на рабочем месте или дома.
В США очень высокие штрафы за несоблюдение требований!
Учебник по плазменной резке для пользователей LinuxCNC
1.
Что такое плазма?Плазма — это четвертое состояние вещества, ионизированный газ, нагретый до чрезвычайно высокой температуры и ионизированный так, что он становится электропроводным. В процессах плазменной резки и строжки эта плазма используется для передачи электрической дуги на заготовку. Металл, подлежащий резке или удалению, плавится под действием тепла дуги, а затем сдувается. В то время как целью плазменной резки является разделение материала, строжка плазменной дугой используется для удаления металлов на контролируемую глубину и ширину.
Плазменные горелки по конструкции аналогичны автомобильным свечам зажигания. Они состоят из отрицательной и положительной секций, разделенных центральным изолятором. Внутри горелки дежурная дуга возникает в зазоре между отрицательно заряженным электродом и положительно заряженным наконечником. Как только дежурная дуга ионизирует плазмообразующий газ, столб перегретого газа проходит через маленькое отверстие в наконечнике горелки, фокусируясь на разрезаемом металле.
В плазменном резаке холодный газ поступает в зону B, где вспомогательная дуга между электродом и наконечником резака нагревает и ионизирует газ. Затем основная режущая дуга передается на заготовку через столб плазмообразующего газа в зоне C. Путем подачи плазмообразующего газа и электрической дуги через небольшое отверстие горелка обеспечивает высокую концентрацию тепла на небольшой площади. Жесткая сжатая плазменная дуга показана в зоне C. Для плазменной резки используется постоянный ток прямой полярности, как показано на рисунке. Зона A направляет вторичный газ, который охлаждает резак. Этот газ также помогает высокоскоростному плазменному газу выдувать расплавленный металл из реза, обеспечивая быструю резку без образования шлака.
2. Инициализация дуги
Существует два основных метода инициализации дуги для плазменных резаков, предназначенных для работы с ЧПУ. Хотя на некоторых станках используются другие методы (например, пуск с нуля, когда требуется физический контакт с материалом), они не подходят для приложений с ЧПУ.
2.1. Высокочастотный пуск
Этот тип пуска широко используется и существует дольше всего. Хотя это более старая технология, она хорошо работает и быстро запускается. Но из-за высокой частоты энергии высокого напряжения, необходимой для ионизации воздуха, он имеет некоторые недостатки. Он часто мешает окружающим электронным схемам и может даже повредить компоненты. Также необходима специальная схема для создания пилотной дуги. Недорогие модели не будут иметь вспомогательной дуги, и для начала работы потребуется прикоснуться к расходному материалу. Использование ВЧ-контура также может увеличить проблемы с техническим обслуживанием, так как обычно есть регулируемые точки, которые время от времени необходимо очищать и регулировать.
2.2. Пуск с обратной продувкой
В этом типе пуска используется давление воздуха, подаваемого на резак, чтобы заставить небольшой поршень или патрон внутри головки резака вернуться назад, чтобы создать небольшую искру между внутренней поверхностью расходного материала, ионизируя воздух и создавая небольшое плазменное пламя.
Это также создает «пилотную дугу», которая обеспечивает плазменное пламя, которое остается включенным независимо от того, контактирует ли он с металлом или нет. Это очень хороший тип запуска, который сейчас используется несколькими производителями. Его преимущество в том, что он требует несколько меньшего количества схем, достаточно надежен и генерирует намного меньше электрических помех 9.0007Для воздушно-плазменных систем ЧПУ начального уровня предпочтительнее использовать режим продувки, чтобы свести к минимуму электрические помехи в электронике и стандартных ПК, но высокочастотный пуск по-прежнему имеет решающее значение для более крупных машин от 200 ампер и выше. Для этого требуются ПК и электроника промышленного уровня, и даже у коммерческих производителей возникают проблемы с неисправностями, потому что они не учитывают электрические шумы в своих конструкциях.
3. Плазменный станок с ЧПУ
Плазменные операции на станках с ЧПУ совершенно уникальны по сравнению с фрезерованием или токарной обработкой и являются несколько бесхозным процессом.
Неравномерный нагрев материала плазменной дугой приведет к изгибу и короблению листа. Большинство листов металла не выходят из стана или не прессуются в очень ровном или плоском состоянии. Толстые листы (более 30 мм) могут находиться вне плоскости на 50–100 мм. Большинство других операций G-кода ЧПУ начинаются с известного эталона или куска заготовки, который имеет известный размер и форму, и G-код записывается для чернового удаления лишнего, а затем, наконец, вырезания готовой детали. При использовании плазмы неизвестное состояние листа делает невозможным создание G-кода, который будет учитывать эти различия в материале.Плазменная дуга имеет овальную форму, и необходимо контролировать высоту резки, чтобы свести к минимуму скошенные края. Если горелка находится слишком высоко или слишком низко, края могут стать чрезмерно скошенными. Также очень важно держать горелку перпендикулярно поверхности.
Расстояние от резака до рабочего места может повлиять на скос кромки
Отрицательный угол резки: Слишком низкое положение резака, увеличьте расстояние от резака до рабочего места.
Положительный угол резки: резак слишком высок, уменьшите резак до рабочего расстояния.
Примечание
Небольшое отклонение углов среза может быть нормальным, если оно находится в пределах допуска. Возможность точного управления высотой среза в таких неблагоприятных и постоянно меняющихся условиях является очень сложной задачей. К счастью, существует очень линейная зависимость между высотой горелки (длиной дуги) и напряжением дуги, как показано на этом графике.
Этот график был построен на основе выборки из примерно 16 000 показаний при различной высоте среза, и регрессионный анализ показывает 7,53 вольта на мм при 9достоверность 9,4%. В данном конкретном случае этот образец был взят из машины Everlast 50 amp, управляемой Linuxcnc.
Напряжение резака становится идеальным параметром управления технологическим процессом для регулировки высоты реза. Предположим для простоты, что напряжение изменяется на 10 вольт на мм.
Это можно переформулировать как 1 вольт на 0,1 мм (0,04 дюйма).
Основные производители плазменных машин (например, Hypertherm, Thermal Dynamics и ESAB) выпускают технологические карты резки, в которых указаны рекомендуемая высота резки и расчетное напряжение дуги на этой высоте, а также некоторые дополнительные данные. Таким образом, если напряжение дуги на 1 вольт выше, чем указано производителем, контроллеру нужно просто опустить резак на 0,1 мм (0,04 дюйма), чтобы вернуться к желаемой высоте резки. Для управления этим процессом традиционно используется блок управления высотой резака (THC).4. Выбор плазменного станка для операций с ЧПУ
Сегодня на рынке представлено множество плазменных станков, и не все из них подходят для использования с ЧПУ. Плазменная резка с ЧПУ является сложной операцией, поэтому интеграторам рекомендуется выбрать подходящий плазменный станок. Неспособность сделать это, вероятно, приведет к часам и часам бесплодных попыток устранения неполадок, связанных с отсутствием того, что многие считают обязательными функциями.
Несмотря на то, что правила созданы для того, чтобы их нарушать, если вы полностью понимаете причины применения правила, мы считаем, что новый производитель плазменных столов должен выбрать машину со следующими характеристиками:
Пуск со свободным затвором для минимизации электрических шумов и упрощения конструкции
Предпочтение отдается машинному факелу, но многие использовали ручные факелы.
Полностью экранированный наконечник горелки для измерения сопротивления
Если у вас есть бюджет, машины более высокого класса будут поставлять:
Производитель предоставил карты резки, которые сэкономят много часов и отходов материала при калибровке параметров резки.
Сухие контакты для ArcOK
Клеммы для выключателя дуги
Необработанное напряжение дуги или разделенное выходное напряжение дуги
Опционально интерфейс RS485, если вы используете плазменный резак Hypertherm и хотите управлять им с консоли Linuxcnc.
Более высокие рабочие циклы
В последнее время другой класс машин, который включает в себя некоторые из этих функций, стал доступен по цене около 550 долларов США. Одним из примеров является Herocut55i, доступный на Amazon, но отзывы пользователей пока отсутствуют. Эта машина оснащена горелкой с обратной продувкой, выходом ArcOK, пусковыми контактами горелки и первичным напряжением дуги.
5. Типы регуляторов высоты резака
Большинство блоков THC являются внешними устройствами, и многие из них имеют довольно грубый метод регулировки «ударом». Они возвращают два сигнала контроллеру LinuxCNC. Один включается, если ось Z должна двигаться вверх, а другой включается, если ось Z должна двигаться вниз. Ни один из сигналов не является истинным, если горелка находится на правильной высоте. Популярный Proma 150 THC является одним из примеров этого типа THC. Компонент Linuxcnc THCUD предназначен для работы с этим типом THC.
С выпуском интерфейса напряжения и частоты Mesa THCAD LinuxCNC смог декодировать фактическое напряжение горелки через вход энкодера.
Это позволило LinuxCNC управлять осью Z и исключить внешнее оборудование. Ранние реализации, использующие THCAD, копировали подход «битового взрыва». Компонент Linuxcnc THC является примером такого подхода.Джим Кольт из Hypertherm официально заявил, что лучшие контроллеры THC были полностью интегрированы в сам контроллер ЧПУ. Конечно, он имел в виду высокотехнологичные системы производства Hypertherm, Esab, Thermal Dynamics и других, таких как Advanced Robotic Technology в Австралии, и мало думал о том, что открытый исходный код может создавать системы, использующие этот подход, которые могут конкурировать с высокотехнологичными системами.
Включение внешних смещений в Linuxcnc V2.8 позволило поднять управление плазмой в LinuxCNC на совершенно новый уровень. Внешние смещения относятся к возможности применять смещение к заданному положению оси вне контроллера движения. Это идеально подходит для управления плазменной системой регулировки высоты резака в качестве метода регулировки высоты резака в режиме реального времени на основе выбранной нами методологии управления технологическим процессом.
После ряда экспериментальных сборок конфигурация PlasmaC была включена в LinuxCNC 2.8. Это был чрезвычайно амбициозный проект, и многие люди по всему миру участвовали в тестировании и улучшении набора функций. PlasmaC уникален тем, что цель его разработки заключалась в том, чтобы поддерживать все THC, включая простые битовые, вплоть до сложного управления напряжением резака, если напряжение доступно для LinuxCNC через THCAD или какой-либо другой датчик напряжения. Более того, PlasmaC разработан как автономная система, которая не требует дополнительных подпрограмм G-кода и позволяет пользователю определять свои собственные технологические карты резки, которые хранятся в системе и доступны из раскрывающегося списка.Плазменные станки с интерфейсом ЧПУ содержат набор сухих контактов (например, реле), которые замыкаются при установлении допустимой дуги, и каждая сторона этих контактов выкупается на штырях на интерфейсе ЧПУ. Сборщик плазменных столов должен подключить одну сторону этих контактов к источнику питания, а другую — к входному контакту.
Затем это позволяет контроллеру ЧПУ узнать, когда действительная дуга установлена, а также когда дуга неожиданно потеряна. Здесь есть потенциальная ловушка, когда вход представляет собой цепь с высоким импедансом, такую как карта Mesa. Если сухие контакты представляют собой простое реле, существует высокая вероятность того, что ток, проходящий через реле, меньше, чем минимально допустимый ток. В этих условиях на контактах реле может образоваться оксид, что со временем может привести к прерывистой работе контактов. Чтобы этого не произошло, на входной контакт контроллера следует установить подтягивающий резистор. Следует позаботиться о том, чтобы этот резистор был выбран для обеспечения минимального тока, проходящего через реле, и имел достаточную мощность для обработки мощности в цепи. Наконец, резистор должен быть установлен таким образом, чтобы выделяемое тепло ничего не повреждало во время работы.Если у вас есть сигнал ArcOK, рекомендуется использовать его в дополнение к любому синтезированному сигналу, чтобы устранить потенциальные проблемы со сборкой.
Синтезированный сигнал, доступный от внешнего THC или режима 0 Plasmac, не может полностью заменить схему ArcOK в плазменном инверторе. Наблюдались некоторые проблемы со сборкой, когда происходила неправильная конфигурация или несовместимость с плазменным инвертором из-за синтезированного сигнала ArcOK. Однако в целом правильно настроенный синтезированный сигнал ArcOK — это хорошо.Простой и эффективный сигнал дуги может быть получен с помощью простого герконового реле. Оберните 3 витка одного из толстых кабелей плазменного резака (например, кабеля зажима материала) вокруг него. Поместите реле в старую трубку ручки для защиты и подключите один конец реле к полевому источнику питания, а другой конец к входному контакту ArcOK.
7. Измерение начальной высоты
Поскольку высота реза является критическим системным параметром, а поверхность материала по своей природе неровная, для механизма оси Z требуется метод определения поверхности материала. Этого можно добиться тремя способами; Измерение тока для обнаружения увеличения крутящего момента двигателя, «поплавковый» переключатель и цепь электрического или «омического» датчика, которая замыкается, когда экран резака контактирует с материалом.
Измерение тока не является жизнеспособным методом для самодельных столов, но поплавковые выключатели и омическое измерение обсуждаются ниже:7.1. Поплавковые выключатели
Резак установлен на подвижном столике, который может двигаться вверх, когда наконечник резака касается поверхности материала, и приводит в действие переключатель или датчик. Часто это достигается под управлением G-кода с помощью команд G38. Если это так, то после первоначального зондирования рекомендуется проводить зондирование вдали от поверхности до тех пор, пока сигнал зонда не будет потерян на более низкой скорости. Также убедитесь, что учитывается гистерезис переключателя.
Независимо от используемого метода измерения настоятельно рекомендуется использовать поплавковый выключатель, чтобы был резервный или вторичный сигнал, чтобы избежать повреждения резака в результате аварии.
7.2. Омические датчики
Омические датчики основаны на контакте между резаком и материалом, который действует как переключатель для активации электрического сигнала, воспринимаемого контроллером ЧПУ.
При условии, что материал чистый, это может быть гораздо более точным методом обнаружения материала, чем поплавковый выключатель, который может вызвать отклонение поверхности материала. Эта схема омического датчика работает в чрезвычайно агрессивной среде, поэтому необходимо реализовать ряд отказоустойчивых устройств, чтобы обеспечить безопасность как электроники ЧПУ, так и оператора. При плазменной резке зажим заземления, прикрепленный к материалу, является положительным, а горелка — отрицательным. Рекомендуется:Омическое измерение может быть реализовано только в том случае, если горелка имеет экран, изолированный от наконечника горелки, через который проходит режущая дуга.
В омической цепи используется полностью отдельный изолированный источник питания, который активирует оптоизолированное реле, позволяющее передавать зондирующий сигнал на контроллер ЧПУ.
Положительная сторона цепи должна быть на горелке.
Обе стороны цепи должны быть изолированы оптоизолированными реле, пока не будет проведено тестирование.
Блокировочные диоды должны использоваться для предотвращения попадания напряжения дуги в цепь омического датчика.
Ниже приведен пример схемы, которая доказала свою работоспособность и совместима с конфигурацией Linuxcnc PlasmaC.
8. Гиперсенсор с помощью MESA THCAD-5
Более сложный метод обнаружения материала, исключающий использование реле и диодов, заключается в использовании другого THCAD-5 для контроля напряжения в цепи датчика материала от изолированного источника питания. Преимущество этого заключается в том, что THCAD разработан для враждебной плазменной электрической среды и полностью и надежно изолирует логическую сторону от стороны высокого напряжения.
Для реализации этого метода требуется второй вход энкодера.
При использовании карты mesa доступна другая прошивка для обеспечения 2 дополнительных входов энкодера A на контактах энкодера B и указателе энкодера.
Эта прошивка доступна для загрузки для 7i76e и 7i9.6 досок с веб-сайта Mesa на страницах продукта.THCAD достаточно чувствителен, чтобы видеть увеличение напряжения в цепи по мере увеличения контактного давления. Компонент ohmic.comp, входящий в состав Linuxcnc, может отслеживать напряжение считывания и устанавливать пороговое значение напряжения, выше которого считается, что контакт установлен и выход активен. Контролируя напряжение, можно установить более низкий порог «размыкания цепи», чтобы создать сильный гистерезис переключения. Это сводит к минимуму ложные срабатывания. В наших испытаниях мы обнаружили, что обнаружение материала с использованием этого метода было более чувствительным и надежным, а также проще в реализации проводки. Еще одним преимуществом использования программных выходов вместо физических контактов ввода-вывода является то, что они освобождают контакты для использования в других целях. Это преимущество помогает максимально использовать возможности Mesa 7i9.
6, который имеет ограниченные контакты ввода-вывода.На следующей принципиальной схеме показано, как реализовать схему гиперчувствительности.
Мы использовали блок питания 15 Вт Mean Well HDR-15 Ultra Slim DIN Rail Supply 24 В на DIN-рейке.
9. Пример кода HAL для гиперсенсора
Следующий код HAL можно вставить в файл Plasmac_connections.hal, чтобы активировать омическое зондирование на энкодере 2 устройства 7i76e. Установите правильный битовый файл и подключите THCAD к IDX+ и IDX-. Обязательно измените настройки калибровки, чтобы они соответствовали вашему THCAD-5.
# --- Загрузить компонент --- loadrt омические имена = ohmicsense резьба сервопривода addf ohmicsense # --- 7i76e НАСТРОЙКА ЭНКОДЕРА 2 ДЛЯ ДАТЧИКА ОМИЧЕСКОГО СОПРОТИВЛЕНИЯ --- setp hm2_7i76e.0.encoder.02.scale -1 setp hm2_7i76e.0.encoder.02.счетчик-режим 1 # --- Настроить компонент --- setp ohmicsense.thcad-0-volt-freq 140200 setp ohmicsense.thcad-max-volt-freq 988300 setp ohmicsense.
thcad-divide 32
setp ohmicsense.thcad-fullscale 5
setp ohmicsense.volt-deliver 4.9setp ohmicsense.ohmic-threshold 22.0
setp ohmicsense.ohmic-low 1.0
net ohmic-vel ohmicsense.velocity-in <= hm2_7i76e.0.encoder.02.velocity
# --- Замените сигнал датчика сопротивления Plasmac ---
unlinkp debounce.0.2.in
net ohmic-true ohmicsense.ohmic-on => debounce.0.2.in
net Plasmac:ohmic-enable => ohmicsense.is-probing 10. Задержка THC
Когда дуга устанавливается, напряжение дуги достигает значительных пиков, а затем возвращается к стабильному напряжению на высоте реза. Как показано зеленой линией на изображении ниже.
Для контроллера плазмы важно «переждать» перед автоматическим измерением напряжения резака и началом управления THC. Если включить слишком рано, напряжение будет выше желаемого напряжения отключения, и резак будет переведен вниз в попытке устранить предполагаемое состояние чрезмерной высоты.
В наших тестах это время варьируется между машинами и материалами от 0,5 до 1,5 секунд.
Поэтому задержка в 1,5 секунды после получения действительного сигнала arcOK перед включением управления THC является безопасной начальной настройкой. Если вы хотите сократить это для данного материала, Halscope LinuxCNC позволит вам построить график напряжения горелки и принять обоснованные решения об использовании кратчайшей безопасной задержки.Примечание
Если скорость резки не близка к требуемой скорости резки в конце этой задержки, контроллер должен подождать, пока она не будет достигнута, прежде чем включать THC. 11. Отбор проб напряжения резака
Вместо того, чтобы полагаться на технологические карты резки производителя для установки желаемого напряжения резака, многие люди (включая автора) предпочитают замерять напряжение при включенной системе регулировки высоты резака и использовать его в качестве заданного значения.
12. Отрыв резака
Рекомендуется предусмотреть механизм, который позволит резаку «оторваться» или упасть в случае удара о материал или отрезанную часть, которая опрокинулась.
Должен быть установлен датчик, чтобы контроллер ЧПУ мог определить, произошло ли это, и приостановить выполнение программы. Обычно отрыв осуществляется с помощью магнитов, чтобы прикрепить резак к столику оси Z.13. Угловая блокировка / антипогружение по скорости
Планировщик траектории Linuxcnc отвечает за преобразование команд скорости и ускорения в движение, которое подчиняется законам физики. Например, движение будет замедляться при прохождении поворота. Хотя это не проблема для фрезерных станков или маршрутизаторов, это создает особую проблему для плазменной резки, поскольку напряжение дуги увеличивается по мере замедления движения. Это приведет к тому, что система регулировки высоты резака отключит резак. Одним из огромных преимуществ элемента управления THC, встроенного в контроллер движения LinuxCNC, является то, что он всегда знает, что происходит. Таким образом, становится тривиальной задачей отслеживать текущую скорость (motion.current-velocity) и приостанавливать работу THC, если она падает ниже установленного порога (например, на 10% ниже желаемой скорости подачи).
000714. Пересечение полости/прореза
Если плазменный резак проходит над пустотой во время резки, напряжение дуги быстро возрастает, и система регулировки высоты резака реагирует резким движением вниз, что может врезать резак в материал, что может привести к его повреждению. Это ситуация, которую трудно обнаружить и решить. В определенной степени его можно смягчить с помощью хороших методов раскладки, но он все еще может возникать на более толстом материале, когда слаг отпадает. Это единственная проблема, которую еще предстоит решить в рамках движения LinuxCNC с открытым исходным кодом.
Один из предлагаемых методов заключается в контроле скорости изменения напряжения горелки во времени (dv/dt), поскольку этот параметр на несколько порядков выше при пересечении пустоты, чем то, что происходит из-за нормального коробления материала. На следующем графике показан график dv/dt с низким разрешением (синий) при пересечении пустоты. Красная кривая представляет собой скользящее среднее значение напряжения горелки.
Таким образом, должна быть возможность сравнить скользящее среднее с dv/dt и остановить работу THC, как только dv/dt превысит нормальный диапазон, ожидаемый из-за деформации. В этой области необходимо проделать дополнительную работу, чтобы найти работающее решение в LinuxCNC.
15. Резка отверстий и малых форм
При вырезании отверстий и малых форм рекомендуется снижать скорость резания.
Джон Мур говорит: «Если вам нужна подробная информация о вырезании точных маленьких отверстий, посмотрите проспекты Hypertherm «True Hole Technology» и посмотрите на PlasmaSpider, пользователь seanp опубликовал обширные сообщения о своей работе с использованием простой воздушной плазмы.
Общепринятый метод получения качественных отверстий диаметром 37 мм. а до толщины материала с минимальной конусностью с использованием воздушной плазмы:
Используйте рекомендуемый ток резки для расходных материалов.
Используйте фиксированную (без THC) рекомендуемую высоту среза для расходных материалов.
Сокращение от 60% до 70% рекомендуемой скорости подачи расходных материалов и материалов.
Начните ввод в центре отверстия или рядом с ним.
Используйте перпендикулярный ввод.
Нет выхода, либо небольшой пережог, либо преждевременное отключение факела, в зависимости от того, что лучше для вас.
Вам нужно будет поэкспериментировать, чтобы получить точный размер отверстия, потому что пропил с этим методом будет шире, чем при обычном прямом резе».
Этого замедления можно добиться, манипулируя скоростью подачи непосредственно в постпроцессоре или используя адаптивную подачу и аналоговый вывод в качестве входных данных. Это позволяет вам использовать M67/M68, чтобы установить процент желаемой подачи для резки.
— Знание скорости подачи
Из предыдущего обсуждения очевидно, что контроллер плазмы должен знать скорость подачи, установленную пользователем.
Это создает проблему с LinuxCNC, потому что скорость подачи не сохраняется LinuxCNC после буферизации и анализа G-кода. Есть два способа обойти это:Переназначьте команду F и сохраните заданную скорость подачи, установленную в G-коде, с помощью команды M67/M68.
Сохранение технологических карт резки в контроллере плазменной резки и возможность запроса текущей скорости подачи программой G-Code (как это делает PlasmaC)
Одной из экспериментальных ветвей Linuxcnc, которая была бы полезна для плазменной резки, была ветвь тегов состояния. Это добавляет «тег», доступный для движения, содержащий текущие значения подачи и скорости для всех активных команд движения. Он был объединен и будет в LinuxCNC v2.9
16. Контакты ввода/вывода для плазменных контроллеров
Для плазменной резки требуется несколько дополнительных штифтов. В LinuxCNC нет жестких и быстрых правил о том, какой вывод за что отвечает. В этом обсуждении мы будем предполагать, что плазменный инвертор имеет интерфейс ЧПУ, а плата контроллера имеет активные входы высокого уровня (например, Mesa 7i76e).
Плазменные столы могут быть большими машинами, поэтому мы рекомендуем вам уделить время установке отдельных концевых выключателей максимального/минимального положения и переключателей исходного положения для каждого соединения. Исключением может быть нижний предел оси Z. Когда срабатывает переключатель самонаведения, соединение замедляется довольно медленно для максимальной точности. Это означает, что если вы хотите использовать скорости самонаведения, которые соизмеримы с размером стола, вы можете превысить начальную точку срабатывания на 50-100 мм. Если вы используете общий исходный/концевой выключатель, вы должны сместить датчик с точки срабатывания с помощью конечного HOME_OFFSET, иначе вы вызовете ошибку концевого выключателя, когда машина выйдет из исходного положения. Это означает, что вы можете потерять 50 мм или более хода оси с общими исходными/конечными выключателями. Этого не происходит, если используются отдельные исходные и концевые выключатели.
Обычно требуются следующие контакты (обратите внимание, что предлагаемые соединения могут не подходить для конфигурации PlasmaC):
16.
1. Дуга ОК (вход)Инвертор замыкает сухие контакты, когда устанавливается допустимая дуга
Подключите полевое питание к одному терминалу инвертора ArcOK.
Подключите другую клемму OK инвертора к входному контакту.
Обычно подключается к одному из контактов motion.digital-
16.2. Горелка включена (выход)
Запускает реле, чтобы закрыть горелку на выключателе в инверторе
Подсоедините горелку к клеммам инвертора к клеммам релейного выхода.
Подключите одну сторону катушки к выходному контакту
Подсоедините другую сторону катушки к заземлению Field Power.
Если используется механическое реле, подключите обратноходовой диод (например, серии IN400x) к клеммам катушки так, чтобы полоса на диоде была направлена к выходному контакту.
Если используется твердотельное реле, может потребоваться соблюдение полярности на выходах.
В некоторых случаях встроенное реле шпинделя на плате Mesa может использоваться вместо внешнего реле.
Обычно подключается к шпинделю .0.на
Предупреждение
Настоятельно рекомендуется, чтобы факел не включался, пока этот контакт не установлен, в противном случае факел не будет гаснуть при нажатии кнопки estop; 16.3. Поплавковый выключатель (входной)
Используется для исследования поверхности. Датчик или переключатель, который активируется, если резак скользит вверх при попадании в материал.
Подключите выход датчика приближения к выбранному входному контакту. Если используются механические переключатели. Подключите одну сторону переключателя к полевому источнику питания, а другую сторону переключателя к входу.
Обычно подключается к движение.зонд-вход
16.4. Активация омического датчика (выход)
См. схему омического датчика.
Подключите выходной контакт к одной стороне изолирующих реле, а другую сторону к заземлению полевого питания.
В конфигурации без PlasmaC обычно запускается motion.digital-out-
16.5. Омическое измерение (вход)
Позаботьтесь о том, чтобы следовать схеме омического измерения, показанной ранее.
Изолированный источник питания запускает реле, когда экран горелки касается материала.
Подключите полевое питание к одной выходной клемме, а другую к входу.
Соблюдайте полярность реле, если используются полупроводниковые реле с оптронной развязкой.
Обычно подключается к входу датчика движения и может быть соединен с поплавковым выключателем.
Как видно, плазменные столы интенсивно используют контакты, и мы уже использовали около 15 входов, прежде чем были добавлены обычные эстопы. У других есть другие взгляды, но автор считает, что Mesa 7i76e предпочтительнее более дешевого 7i96, поскольку позволяет использовать MPG, переключатель выбора масштаба и оси и другие функции, которые вы, возможно, захотите добавить со временем. Если в вашем столе используются сервоприводы, есть несколько альтернатив. Хотя есть и другие поставщики, разработка вашей машины на основе экосистемы Mesa упростит использование их платы THCAD для считывания напряжения дуги.
16.6. Отрыв горелки
Как упоминалось ранее, должен быть установлен датчик отрыва, который срабатывает, если резак разбивается и падает.
Обычно это будет связано с halui.
program-pause , чтобы можно было исправить ошибку и возобновить работу программы.
17. G-код для контроллеров плазмы
Большинство контроллеров плазмы предлагают способ изменения настроек с помощью G-кода. Linuxcnc поддерживает это через M67/M68 для аналоговых команд и M62-M65 для цифровых (команды включения/выключения). Как это реализовано, совершенно произвольно. Давайте посмотрим, как это делает конфигурация LinuxCNC PlasmaC:
17.1. Выберите настройки материала в PlasmaC и используйте скорость подачи для этого материала:
M190 Pn M66 P3 L3 Q1 F#<_hal[plasmac.cut-feed-rate]> M3 S1
Примечание
Пользователям с большим количеством записей в таблице материалов PlasmaC может потребоваться увеличить параметр Q1 (например, Q2) 17.2. Включить/отключить работу THC:
M62 P2 отключит THC (синхронизируется с движением) M63 P2 включит THC (синхронизируется с движением) M64 P2 отключит THC (немедленно) M65 P2 включит THC (сразу)
17.
3. Уменьшить скорость резания: (например, для вырезания отверстий)M67 E3 Q0 установит скорость на 100% от запрошенной~скорости. M67 E3 Q40 установит скорость на 40% от запрошенной скорости. M67 E3 Q60 установит скорость на 60% от запрошенной скорости. M67 E3 Q100 установит скорость на 100% от требуемой скорости
17.4. Компенсация режущего инструмента:
G41.1 D#<_hal[plasmac_run.kerf-width-f]> ; слева от запрограммированного пути G42.1 D#<_hal[plasmac_run.kerf-width-f]> справа от запрограммированного пути G40 для отключения компенсации
Примечание
Интеграторам следует ознакомиться с документацией Linuxcnc для различных команд G-кода Linuxcnc, упомянутых выше. 18. Внешние смещения и плазменная резка
Внешние смещения были введены в Linuxcnc с версией 2.8. Под внешним подразумевается, что мы можем применить внешнее по отношению к G-коду смещение, о котором планировщик траектории ничего не знает.
Проще всего объяснить на примере. Представьте токарный станок с внешним смещением, применяемым по математической формуле для обработки выступа на кулачке. Таким образом, токарный станок вращается вслепую, диаметр резания установлен на фиксированный диаметр, а внешнее смещение перемещает инструмент внутрь и наружу для обработки выступа кулачка с помощью применяемого внешнего смещения. Чтобы настроить наш токарный станок для обработки этого кулачка, нам нужно выделить некоторую часть скорости и ускорения оси для внешних смещений, иначе инструмент не сможет двигаться. Вот здесь и появляется ini-переменная OFFSET_AV_RATIO. Скажем, мы решили, что нам нужно выделить 20% скорости и ускорения для внешнего смещения по оси Z. Мы устанавливаем его равным 0,2. Следствием этого является то, что ваша максимальная скорость и ускорение по оси Z токарного станка составляет всего 80% от того, что могло бы быть.Внешнее смещение — очень эффективный метод регулировки высоты резака по оси Z с помощью системы регулировки высоты резака.
Но плазма — это все о высоких скоростях и быстром ускорении, поэтому нет смысла ограничивать эти параметры. К счастью, в плазменной машине ось Z либо на 100% контролируется системой регулировки высоты резака, либо нет. Во время разработки внешних смещений Linuxcnc было признано, что движение оси Z с помощью G-Code и THC являются взаимоисключающими. Это позволяет нам обманывать внешние смещения, чтобы они всегда давали 100 % скорости и ускорения. Мы можем сделать это, удвоив настройки скорости и ускорения по оси Z машины в файле ini и установив OFFSET_AV_RATIO = 0,5. Таким образом, 100% максимальной скорости и ускорения будут доступны как для зондирования, так и для THC.Пример: На метрической машине с двигателем NEMA23 с прямым приводом к шарико-винтовой паре 5 мм максимальная скорость 60 мм/сек и ускорение 700 мм/сек/сек были определены как безопасные значения без потери шагов. Для этой машины установите ось Z в файле ini следующим образом:
[AXIS_Z] OFFSET_AV_RATIO = 0,5 МАКСИМАЛЬНАЯ СКОРОСТЬ = 120 MAX_ACCELERATION = 1400
Соединение, связанное с этой осью, будет иметь следующие переменные скорости и ускорения:
[СОЕДИНЕНИЕ_n] МАКСИМАЛЬНАЯ СКОРОСТЬ = 60 MAX_ACCELERATION = 700
Для получения дополнительной информации о внешних смещениях (для версии 2.
8 и выше) прочтите раздел [AXIS_] файла INI и смещение внешних осей в документации Linuxcnc. 19. Измерение напряжения дуги с помощью Mesa THCAD
Плата Mesa THCAD представляет собой недорогой и точный преобразователь напряжения в частоту, разработанный для неблагоприятной шумной электрической среды, связанной с плазменной резкой. Внутри он имеет диапазон 0-10 вольт. Этот диапазон можно просто расширить, добавив несколько резисторов, как описано в документации. Эта плата доступна в трех версиях: более новая THCAD-5 с диапазоном 0-5 вольт, THCAD-10 с диапазоном 0-10 вольт и THCAD-300, предварительно откалиброванная для расширенного диапазона 300 вольт. Каждая плата калибруется индивидуально, и на плату наклеивается наклейка, на которой указана частота при 0 вольт и полной шкале. Для использования с LinuxCNC рекомендуется выбирать делитель 1/32 по соответствующей ссылке на плате. В этом случае не забудьте также разделить указанные частоты на 32. Это больше подходит для потока сервопривода 1 кГц, а также дает THCAD больше времени для усреднения и сглаживания выходных данных.
Существует много путаницы в отношении того, как декодировать выходные данные THCAD, поэтому давайте на мгновение рассмотрим Mesa 7i76e и THCAD-10 со следующими гипотетическими данными калибровки:
Полная шкала 928 000 Гц (1/32 29 000 Гц)
0 вольт 121 600 Гц (1/32 3 800 Гц)
Поскольку полная шкала составляет 10 вольт, тогда частота на вольт равна:
(29 000 - 3 800) / 10 = 2 520 Гц на вольт
Итак, если у нас есть входное напряжение 5 вольт, расчетная частота будет:
(2520 * 5) + 3800 = 16 400
Итак, теперь должно быть достаточно ясно, как преобразовать частоту в ее эквивалент напряжения:
Вольт = (частота - 3800) / 2520
19.1. Соединения THCAD
На стороне высокого напряжения:
Подключите разделенное или необработанное напряжение дуги к IN + и IN-
Подсоедините экран межблочного кабеля к разъему Shield.
Подсоедините другую клемму экрана к заземлению корпуса.
Предполагая, что он подключен к 7i76e, подключите выход к входу энкодера шпинделя:
THCAD +5 В на контакт 6 TB3 (+5 ПО)
THCAD -5 В на TB3 Pin 1 (GND)
THCAD FOUT+ к контакту 7 TB3 (ENC A+)
THCAD FOUT- к TB3 Pin 8 (ENC A-)
19.2. Начальное тестирование THCAD
Убедитесь, что в вашем ini-файле есть следующие строки (при условии, что это Mesa 7i76e):
setp hm2_7i76e.0.encoder.00.scale -1 setp hm2_7i76e.0.encoder.00.counter-mode 1
Включите питание вашего контроллера и откройте Halshow (Axis: Show Homing Configuration), прокрутите вниз, чтобы найти hm2_7i76e.0.encoder.00.velocity контакт . При подаче 0 вольт частота должна колебаться около 0 вольт (3800 в нашем примере). Возьмите 9вольтовой батареи и подключите ее к IN+ и IN-.
Теперь для THCAD-10 вы можете рассчитать ожидаемую скорость. (26 480 в нашем гипотетическом примере). Если вы прошли этот тест, значит, вы готовы к настройке плазменного контроллера LinuxCNC.19.3. Какую модель THCAD использовать
THCAD-5 полезен, если вы собираетесь использовать его для омических измерений. Нет никаких сомнений в том, что THCAD-10 является более гибким устройством, и его масштабирование легко изменить. Однако есть одно предостережение, которое может иметь место при использовании некоторых более дешевых плазменных резаков со встроенным делителем напряжения. То есть внутренние резисторы могут восприниматься THCAD как часть собственного внешнего сопротивления и возвращать ошибочные результаты. Например, делитель 16:1 на плазменных резаках Everlast следует рассматривать как 24:1 (и 50:1 становится 75:1). Это не проблема с более авторитетными брендами (например, Thermal Dynamics, Hypertherm, ESAB и т. д.). Поэтому, если вы видите более низкое, чем ожидалось, напряжение резки, может быть предпочтительнее перенастроить THCAD для считывания необработанного напряжения дуги.
Помня о том, что напряжение плазменной дуги потенциально смертельно опасно, вот несколько рекомендуемых критериев.
Старт пилотной дуги
Поскольку вряд ли возникнут какие-либо значительные электромагнитные помехи, вы сможете безопасно установить THCAD на панели управления, если будете следовать нашим рекомендациям по сборке.
Если у вас нет делителя напряжения, либо установите масштабирующие резисторы внутри плазменного резака и установите THCAD в панель управления, либо следуйте рекомендациям для машин с высокочастотным пуском.
Если у вас есть делитель напряжения, установите THCAD-10 на панель управления. У нас не было проблем с этой конфигурацией с плазменным резаком Thermal Dynamics на 120 ампер.
HF Start
Установите THCAD на инвертор, так как частотный сигнал гораздо более устойчив к электромагнитным помехам.
Если у вас нет делителя напряжения и у вас есть место внутри плазменного резака, установите THCAD-300 внутри плазменного резака.
Если у вас нет делителя напряжения и у вас нет места внутри плазменного резака, установите THCAD-10 в металлический корпус снаружи плазменного резака и установите 50% сопротивления масштабирования на каждый из IN+ и IN- внутри плазменного резака. корпус плазменного резака, чтобы из корпуса не вышло смертельное напряжение.
Если у вас есть делитель напряжения, установите THCAD-10 в металлический корпус снаружи плазменного резака.
Необработанное напряжение дуги, представленное на разъеме
В этом случае, независимо от метода зажигания дуги, вероятно, в схему уже включены резисторы, чтобы избежать смертельного удара током, поэтому рекомендуется THCAD-10, поэтому это сопротивление (обычно 200 кОм) можно учитывать при выборе масштабирующего резистора, поскольку эти резисторы будут искажать напряжение, сообщаемое THCAD-300.
20. Постпроцессоры и раскрой
Плазма ничем не отличается от других операций ЧПУ тем, что:
Разработан в САПР (где он выводится в формате DXF или иногда в формате SVG).
Обрабатывается в CAM для создания окончательного G-кода, который загружается в машину.
Резка деталей с помощью команд CNC G-Code.
Некоторые люди достигают хороших результатов с инструментами Inkscape и G-Code, но SheetCam — это решение с очень хорошей ценой, и для Linuxcnc доступно несколько постпроцессоров. SheetCam имеет ряд расширенных функций, предназначенных для плазменной резки, и по цене не составляет труда для тех, кто занимается обычной плазменной резкой.
Плазменная резка по своей природе представляет собой чрезвычайно враждебную и шумную электрическую среду. Если у вас есть проблемы с EMI, все будет работать неправильно. Вы можете зажечь фонарик, и компьютер перезагрузится в более очевидном примере, но у вас может быть любое количество других странных симптомов. Почти все они происходят только тогда, когда резак режется — часто, когда он впервые зажигается.
Таким образом, сборщики систем должны тщательно выбирать компоненты и проектировать их с нуля, чтобы справиться с этой агрессивной средой, чтобы избежать воздействия электромагнитных помех (ЭМП).
Невыполнение этого требования может привести к бесчисленным часам бесплодного поиска и устранения неисправностей.Выбор сетевых плат, таких как Mesa 7i76e или более дешевая 7i96, позволяет разместить ПК вдали от электроники и плазменной машины. Это аппаратное обеспечение также позволяет использовать 24-вольтовые логические системы, которые гораздо более устойчивы к шуму. Компоненты должны быть смонтированы в металлическом корпусе, соединенном с заземлением. Настоятельно рекомендуется установить фильтр электромагнитных помех на подключение к сети. Самый простой способ — использовать сетевой разъем IEC с фильтром электромагнитных помех, который обычно используется на ПК и электроприборах, что позволяет добиться этого без дополнительной работы. Спланируйте расположение компонентов в шкафу таким образом, чтобы сетевое питание, высоковольтные провода двигателя и логические сигналы находились как можно дальше друг от друга. Если им нужно пересечься, держите их на 90 градусов.
Питер Уоллес из Mesa Electronics предлагает; «Если у вас есть совместимый с ЧПУ источник плазмы с делителем напряжения, я бы установил THCAD внутри вашего электронного корпуса вместе со всем другим оборудованием для движения.
Если у вас есть источник плазмы с ручным управлением и вы считываете необработанное напряжение плазмы, я бы установил THCAD как можно ближе к источнику плазмы (даже внутри корпуса источника плазмы, если он подходит). В этом случае убедитесь, что вся нижняя сторона Соединения THCAD полностью изолированы от источника плазмы. Если вы используете экранированную коробку для THCAD, экран должен подключаться к заземлению вашего электронного корпуса, а не к заземлению источника плазмы».Рекомендуется проложить отдельный провод заземления от корпуса двигателя и резака к центральной точке заземления звезды на машине. Подсоедините провод заземления плазменной системы к этой точке и, при необходимости, заземляющий стержень, вбитый в землю как можно ближе к машине (особенно если это плазменная машина с высокочастотным пуском).
Внешняя проводка к двигателям должна быть экранирована и иметь соответствующие размеры, чтобы выдерживать ток, проходящий через цепь. Экран следует оставлять неподключенным со стороны двигателя и заземлять со стороны блока управления.
Рассмотрите возможность использования дополнительных контактов на любых разъемах в блоке управления, чтобы можно было провести заземление в блок управления и заземлить на шасси прямо на самом контроллере шагового двигателя/серводвигателя.Нам известно по крайней мере об одном сборщике коммерческих систем, у которого были проблемы с наведенными электрическими помехами в цепи омического датчика. Хотя это можно смягчить, используя ферритовые шайбы и свернув кабель в спираль, рекомендуется также добавить фильтр линии питания, когда сигнал омического датчика входит в корпус электроники.
Томми Бериша, мастер сборки плазменных машин с ограниченным бюджетом, говорит: «Если бюджет ограничен, рассмотрите возможность использования старых блоков питания для ноутбуков. Они очень хороши, фильтрация хорошая, полностью изолированы, ток ограничен (это становится очень важным, когда что-то идет не так), и установить 2 или 3 из них последовательно легко, так как они изолированы (имейте в виду, что у некоторых есть заземление).
к отрицательной выходной клемме, поэтому его необходимо отключить, просто используя силовой кабель без заземляющих контактов)».22. Водяные столы
Минимальный уровень воды под уровнем реза резака должен быть около 40 мм, хорошо иметь пространство под планками, чтобы вода могла выровняться и стекать во время резки. резка действительно хороша, так как она избавляет от небольшого количества пыли, работа в погруженном состоянии является лучшим способом, но не предпочтительна для систем с неполным рабочим днем, поскольку это вызовет коррозию резака. Добавление пищевой соды в воду сохранит стол в хорошем состоянии на долгие годы, так как не допускает коррозии, пока ламели находятся под водой, а также уменьшает запах водяного пара. Некоторые люди используют резервуар для воды с впускным отверстием для сжатого воздуха, чтобы при необходимости они могли выталкивать воду из резервуара до уровня грунтовых вод и, таким образом, изменять уровень воды.
23. Столы с нисходящей тягой
Многие коммерческие столы имеют конструкцию с нисходящей тягой, поэтому используются вентиляторы, всасывающие воздух через планки для улавливания дыма и искр.
Часто столы разделены на зоны, поэтому для выходящего вентиляционного отверстия открывается только секция под горелкой, часто для открытия жалюзи используются воздушные цилиндры и воздушные соленоиды. Активация этих зон относительно проста, если вы используете ось или положение соединения от одного из выводов движения и компонента lincurve для сопоставления зон нисходящего потока с правильным выходным выводом.При плазменной резке скорость и ускорение имеют решающее значение. Чем выше ускорение, тем меньше нужно тормозить машине при прохождении поворотов. Это означает, что портал должен быть максимально легким без ущерба для жесткости на кручение. Алюминиевая коробчатая секция размером 100 мм x 100 мм x 2 мм имеет такую же жесткость на кручение, что и экструзия с Т-образными пазами 80 мм x 80 мм, но при этом она на 62% легче. Так перевешивает ли удобство Т-образных пазов дополнительную конструкцию?
25. Расстояние, пройденное за один оборот двигателя
Шаговые двигатели страдают от резонанса, а шестерня прямого привода может означать, что двигатель работает в неблагоприятных условиях.
В идеале для плазменных машин расстояние около 15-25 мм на оборот двигателя считается идеальным, но даже около 30 мм на оборот все еще приемлемо. ШВП с шагом 5 мм и редуктором 3:1 или 5:1 идеально подходят для оси Z.26. PlasmaC LinuxCNC Plasma Configuration
Конфигурация PlasmaC, состоящая из компонента HAL (plasmac.hal) и полных конфигураций для Axis и Gmoccapy, получила значительный вклад от многих участников движения LinuxCNC Open Source, которые расширили понимание контроллеров плазмы примерно с 2015 года. Было проведено много испытаний и разработок, чтобы довести PlasmaC до его текущего рабочего состояния. Все, от проектирования схемы до управления и настройки G-кода, было включено. Кроме того, PlasmaC поддерживает внешние THC, такие как Proma 150, но по-настоящему проявляет себя в паре с контроллером Mesa, поскольку это позволяет интегратору включать преобразователь напряжения в частоту Mesa THCAD, специально созданный для работы с агрессивной плазменной средой.
PlasmaC предназначен для автономной работы и включает в себя возможность включения ваших карт резки, а также включает функции для использования с постпроцессором, таким как SheetCam.
Система PlasmaC теперь включена в Linuxcnc версии 2.8 и выше. Сейчас оно достаточно зрелое и значительно улучшено с момента написания первой версии этого руководства. Plasmac будет определять поддержку плазмы LinuxCNC на многие годы вперед, поскольку он включает в себя все функции проприетарной системы управления плазмой высокого класса по цене с открытым исходным кодом.
27. Hypertherm RS485 Control
Некоторые плазменные резаки Hypertherm имеют интерфейс RS485, позволяющий контроллеру (например, Linuxcnc) устанавливать амп.давление и режим. Некоторые люди использовали для этого компонент пользовательского пространства, написанный на Python. Совсем недавно Plasmac теперь изначально поддерживает этот интерфейс. Обратитесь к документации Plasmac, чтобы узнать, как его использовать.
Сочетание низкой скорости передачи данных, используемой Hypertherm, и компонента пользовательского пространства делает изменение состояния машины довольно медленным, поэтому, как правило, нецелесообразно изменять настройки на лету во время резки.
При выборе интерфейса RS485 для использования на ПК пользователи сообщают, что интерфейсы USB-RS485 ненадежны. Хорошие надежные результаты были достигнуты при использовании аппаратного интерфейса RS232 (например, PCI/PCIe или порта материнской платы) и соответствующего преобразователя RS485. Некоторые пользователи сообщают об успешном использовании карты Sunix P/N: SER5037A PCI RS2322 и универсального преобразователя XC4136 RS232 в RS485 (который иногда также может включать кабель USB).
28. Постпроцессоры для плазменной резки
Программы CAM (автоматизированное производство) являются связующим звеном между CAD (автоматизированным проектированием) и конечной операцией ЧПУ (численного компьютерного управления).
Они часто включают настраиваемый пользователем постпроцессор для определения кода, который генерируется для конкретной машины или диалекта G-кода.Многие пользователи Linuxcnc вполне довольны использованием Inkscape для преобразования векторных файлов .SVG в G-код. Если вы используете плазму для хобби или домашнего использования, рассмотрите этот вариант. Однако, если ваши потребности более сложны, вероятно, лучшим и наиболее доступным по цене решением является SheetCam. SheetCam поддерживает как Windows, так и Linux, и для него доступны постпроцессоры, включая конфигурацию PlasmaC. SheetCam позволяет размещать детали на полном листе материала и позволяет настраивать наборы инструментов и фрагменты кода в соответствии с вашими потребностями. Постпроцессоры SheetCam представляют собой текстовые файлы, написанные на языке программирования Lua, и их, как правило, легко изменить в соответствии с вашими требованиями. Для получения дополнительной информации посетите веб-сайт SheetCam и их форум поддержки.
Еще один популярный постпроцессор включен в популярный пакет Fusion360, но включенные постпроцессоры потребуют некоторой настройки.
LinuxCNC — это приложение ЧПУ, и обсуждение методов CAM, кроме этого вводного обсуждения, выходит за рамки LinuxCNC.
Как выбрать плазменный резак — Baker’s Gas & Welding Supplies, Inc.
Плазменный резак режет металл, пропуская воздух или инертный газ через плазменную горелку, зажигая электрическую дугу, а затем направляя плазму через наконечник резака в резать металл. Дуга плазменной резки может достигать температуры 45 000 градусов по Фаренгейту и обеспечивает один из самых быстрых способов резки металла.
Плазменные резаки имеют переключатель включения/выключения и настройку силы тока, которая определяет, сколько энергии необходимо для резки. При условии, что мощность плазменного резака достаточна для разрезания металлической заготовки, плазма часто является очень безопасным, эффективным и чистым способом резки металла.
Хотя многие упоминают о преимуществах плазменной резки по сравнению с газокислородной резкой, плазменная резка требует значительных предварительных инвестиций. Хотя плазменный резак, безусловно, окупится в долгосрочной перспективе благодаря своей скорости и низким эксплуатационным расходам, если вам нужно резать много металла, выбор правильного плазменного резака для нужд вашего бизнеса или домашней мастерской может быть сложной задачей.
В следующем руководстве представлены некоторые основные факторы, которые следует учитывать при покупке плазменного резака, а также несколько полезных ссылок на веб-сайт Baker, где вы можете узнать больше о плазменных резаках и связанных с ними продуктах.
Подберите плазменный резак для своей работы
Как и при покупке сварочного аппарата, тип плазменного резака, который вы выберете, будет определяться видом выполняемой вами работы. В отличие от газокислородной резки, плазменная резка способна резать практически любой металл.
Поэтому при выборе плазменного резака основное внимание уделяется толщине и количеству металла, который вы планируете резать. Ниже приведены некоторые ключевые вопросы, которые следует задать, пытаясь подобрать плазменный резак для своей работы:- Вы режете толстый металл?
- Как часто вы будете использовать свой плазменный резак?
- Вам нужен переносной блок?
- Готовы ли вы адаптировать свои электрические розетки к вашему резаку?
- У вас есть генератор, который вы планируете использовать с плазменным резаком?
- Будет ли ваш электрический ток колебаться?
Когда вы просматриваете варианты плазменного резака, эти вопросы сужают ваш выбор. Хотя определенные устройства будут выделяться для ваших конкретных потребностей, вполне вероятно, что выбор между брендами будет сводиться к тому, к чему вы привыкли или что вам рекомендуют. Основное различие между брендами заключается в том, что стандартная функция одного производителя может быть дополнительной на машине другого бренда.
Существуют также комбинированные устройства, включающие плазменный резак с стержнем и сварочный аппарат TIG. Если вам просто нужен плазменный резак для нерегулярной работы, это может быть отличным вариантом, если вы сможете найти устройство, которое соответствует вашим потребностям в сварке TIG или дуговой сварке.
Если вы решите присмотреться к легкому портативному устройству, работающему от генератора, ищите устройство, способное справиться с колебаниями мощности генератора.
Обзор плазменных резаков
Выбор выходной мощности плазменного резака
Выходная мощность плазменного резака определяет, что он может резать. Например, выходная мощность 12 ампер станка на 120 В сможет разрезать большую часть металла толщиной 1/8 дюйма, а выходная мощность 60 ампер станка на 230 В сможет разрезать большинство металлов толщиной 7/8 дюйма. .
Также доступны инверторные плазменные резаки, которые обеспечивают высокую мощность резки, но весят намного меньше, чем обычные резаки с такой же производительностью.
Выбор скорости резки плазменной резки
Скорость резки для плазменных резаков обычно указывается в дюймах в минуту (IPM). Ваш рабочий процесс и приоритеты будут определять, что вам нужно, но имейте в виду, что, хотя два плазменных резака могут разрезать металл толщиной 1/2 дюйма, один может разрезать металл за минуту, а другой может занять столько же времени. до четырех или пяти, если у него медленная скорость резки. Выбор машины с правильной скоростью резки может стать решающим фактором между разумными инвестициями и снижением производительности.
Выбор рабочего цикла плазменного резака
Рабочий цикл плазменного резака — это количество времени, в течение которого он может непрерывно работать в течение десяти минут, прежде чем ему потребуется охлаждение. Пятиминутный рабочий цикл означает, что плазменный резак может работать в течение пяти минут, прежде чем ему потребуется пять минут для охлаждения. Если машина работает с меньшей мощностью, рабочий цикл может увеличиться, хотя чрезмерно жаркие условия эксплуатации могут сократить его.
Использование машины за пределами ее рабочего цикла приведет к ее перегреву.Более длительный рабочий цикл идеально подходит для выполнения длинных или глубоких резов на больших кусках металла, а более короткий рабочий цикл идеален для домашней мастерской, где регулярно выполняется серия мелких резов.
Правильный выбор резака для плазменной резки
Существует два распространенных типа плазменных резаков. Наиболее распространены факелы высокочастотных пусковых систем, создающих искру с помощью высоковольтного трансформатора, конденсаторов и искрового разрядника. Преимущество высокочастотных горелок состоит в том, что в них не используются движущиеся части, и поэтому они достаточно надежны. Тем не менее, они требуют периодического обслуживания и могут создавать электрические помехи, которые могут мешать компьютерам и другому находящемуся поблизости электрическому оборудованию в вашем офисе, магазине или дома.
Другим вариантом является контактная пусковая горелка, в которой используется подвижный электрод или сопло для получения искры, которая зажигает вспомогательную дугу.
Этот тип горелки не создает помех другим электрическим элементам и включается мгновенно без цикла предварительной подачи.Отличным свойством резака, которое можно исследовать, является защитный экран, который крепится к чаше резака и удерживает наконечник на идеальном расстоянии от 1/16 до 1/8 дюйма от разрезаемого металла — это расстояние известно. как «отстань». Горелка может работать на полную мощность с постоянным зазором. Расстояние зазора зависит от толщины металла и силы тока, используемой для его резки, при этом при резке с низкой силой тока требуется минимальное расстояние зазора или его отсутствие.
Если вы планируете работать с тонким металлом, вам, скорее всего, понадобится только горелка с одним потоком, которая работает с ограниченной силой тока и не требует дополнительного потока защитного газа для охлаждения горелки. Для крупных операций по резке или пользователей, планирующих резку толстого металла, двухпоточная горелка с защитным газом позволит резать более толстый металл при высокой силе тока.
Независимо от того, как горелка зажигает плазменную дугу или использует защитный экран, выберите конструкцию горелки, которая хорошо ложится в вашу руку, особенно если вы планируете использовать ее в течение длительного периода времени.
Выбор расходных материалов для плазменного резака
После первоначальной покупки плазменного резака наиболее важными текущими расходами будут режущие наконечники и электроды. Поэтому, прежде чем брать в руки плазменный резак, узнайте как можно больше о том, насколько быстро ваш станок будет использовать эти предметы. Поврежденный наконечник из-за неправильной техники или изношенный электрод либо снизят скорость резки, либо снизят качество разрезов, поэтому часто рекомендуется менять наконечник и электрод вместе, чтобы достичь наилучших результатов резки.
Дэвид Кук из The Fabricator предлагает следующее уравнение для определения текущей стоимости блоков плазменной резки:
«Стоимость расходных материалов или общая стоимость расходных материалов, деленная на срок службы расходных материалов в часах дуги в час, является наиболее полезное измерение Например, если стоимость сопла составляет 4 доллара США, стоимость электрода составляет 6 долларов США, а вместе комплект длится 2,5 дуговых часа, то стоимость в час, или CPH, составляет (4 доллара США + 6 долларов США) / 2,5 = 4 доллара».
 адрес Делиться Ссылка на сайт
адрес Делиться Ссылка на сайт (основной блок ≅ 20 фунтов)
(основной блок ≅ 20 фунтов) 4 дюйма (при 220В). Это может быть правдой, но вы будете перемещать резак довольно медленно при более высоких толщинах.
4 дюйма (при 220В). Это может быть правдой, но вы будете перемещать резак довольно медленно при более высоких толщинах. Вы получаете по 2 насадки каждого вида (всего 4), поэтому вам нужно будет забрать несколько сопел в ближайшее время, если вы не добавите сменные насадки в свой первоначальный заказ.
Вы получаете по 2 насадки каждого вида (всего 4), поэтому вам нужно будет забрать несколько сопел в ближайшее время, если вы не добавите сменные насадки в свой первоначальный заказ. Они могут стать хорошей отправной точкой, если вы новичок в плазменной резке. Пример приведен ниже.
Они могут стать хорошей отправной точкой, если вы новичок в плазменной резке. Пример приведен ниже. Руководство могло бы быть лучше и часто не всегда содержит всю необходимую информацию.
Руководство могло бы быть лучше и часто не всегда содержит всю необходимую информацию. Добавьте провода, и вес по-прежнему составляет чуть более 34 фунтов. Чтобы сделать его перемещение еще проще, в верхней части корпуса установлена ручка из алюминиевого сплава.
Добавьте провода, и вес по-прежнему составляет чуть более 34 фунтов. Чтобы сделать его перемещение еще проще, в верхней части корпуса установлена ручка из алюминиевого сплава. Вы улучшили контроль во время зажигания дуги для более точного и качественного реза.
Вы улучшили контроль во время зажигания дуги для более точного и качественного реза. Этот режим намного удобнее для вашего триггерного пальца для расширенных сокращений.
Этот режим намного удобнее для вашего триггерного пальца для расширенных сокращений. Это охлаждает вашу поездку после каждого использования. Приятно иметь доступный плазменный резак.
Это охлаждает вашу поездку после каждого использования. Приятно иметь доступный плазменный резак. последнюю цену
последнюю цену последнюю цену
последнюю цену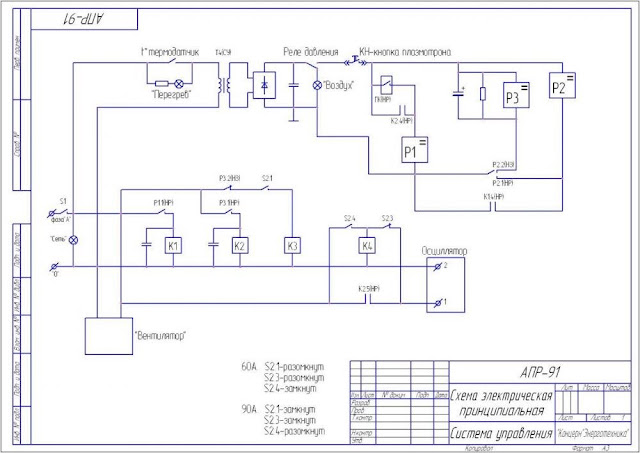




 Каждый станок плазменной резки с ЧПУ, от станка начального уровня до мощного промышленного плазменного резака с ЧПУ, должен иметь следующие компоненты:
Каждый станок плазменной резки с ЧПУ, от станка начального уровня до мощного промышленного плазменного резака с ЧПУ, должен иметь следующие компоненты:

 Есть два основных способа сделать это, и уровень грунтовых вод является более распространенным, поскольку он используется преимущественно на станках плазменной резки с ЧПУ начального уровня. Дизайн более прост, а текущие расходы разумны. Однако, когда вы списываете машину, вода должна быть утилизирована в соответствии с правилами.
Есть два основных способа сделать это, и уровень грунтовых вод является более распространенным, поскольку он используется преимущественно на станках плазменной резки с ЧПУ начального уровня. Дизайн более прост, а текущие расходы разумны. Однако, когда вы списываете машину, вода должна быть утилизирована в соответствии с правилами. Перед покупкой плазменного резака с ЧПУ определите, как быстро ваш станок будет использовать эти детали. Поврежденные наконечники и изношенный электрод могут повлиять на скорость резки вашей машины или повлиять на качество резки. Производители обычно рекомендуют заменять эти два расходных материала вместе для оптимальной производительности резки, что может быть дорогостоящим.
Перед покупкой плазменного резака с ЧПУ определите, как быстро ваш станок будет использовать эти детали. Поврежденные наконечники и изношенный электрод могут повлиять на скорость резки вашей машины или повлиять на качество резки. Производители обычно рекомендуют заменять эти два расходных материала вместе для оптимальной производительности резки, что может быть дорогостоящим. Это также предотвращает увеличение пропила и угловатых краев, которые возникают, когда он слишком высок. Параметр напряжения дуги управляет расстоянием между факелом и заготовкой,
Это также предотвращает увеличение пропила и угловатых краев, которые возникают, когда он слишком высок. Параметр напряжения дуги управляет расстоянием между факелом и заготовкой,
 Вы можете связаться с ним в его LinkedIn.
Вы можете связаться с ним в его LinkedIn.
 дюйм (0,3 МПа) при 3,5 куб. фута в минуту
дюйм (0,3 МПа) при 3,5 куб. фута в минуту Он может использоваться со станком с ЧПУ и лучше переносит состояние металлической поверхности. Недостатком вспомогательной дуги является то, что горелка имеет движущийся электрод внутри, если не используются дорогостоящие высокоточные расходные материалы, частота отказов дуги и скорость ремонта высоки. Пилотная дуга подходит для профессиональных и промышленных плазменных резаков.
Он может использоваться со станком с ЧПУ и лучше переносит состояние металлической поверхности. Недостатком вспомогательной дуги является то, что горелка имеет движущийся электрод внутри, если не используются дорогостоящие высокоточные расходные материалы, частота отказов дуги и скорость ремонта высоки. Пилотная дуга подходит для профессиональных и промышленных плазменных резаков.  Это бессмысленно, потому что если снизить скорость, то даже слабый станок прорежет толстый металл, а резать с такой медленной скоростью в реальности невозможно.
Это бессмысленно, потому что если снизить скорость, то даже слабый станок прорежет толстый металл, а резать с такой медленной скоростью в реальности невозможно. 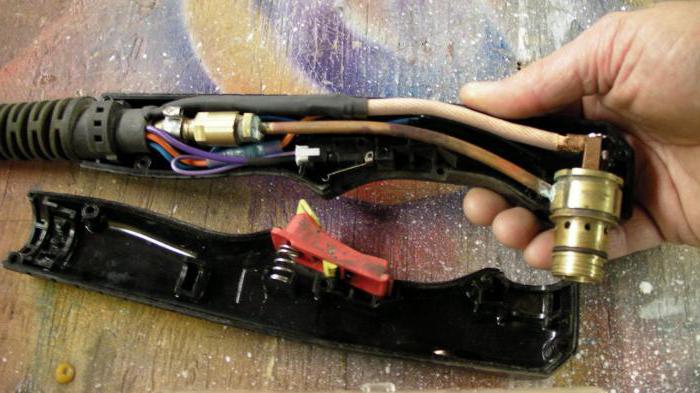 Тем не менее, вы всегда можете уменьшить ток, чтобы запустить меньший генератор.
Тем не менее, вы всегда можете уменьшить ток, чтобы запустить меньший генератор. Важно, чтобы вы, как покупатель, спросили у производителя, как именно рассчитывается рабочий цикл!
Важно, чтобы вы, как покупатель, спросили у производителя, как именно рассчитывается рабочий цикл! Что такое плазма?
Что такое плазма?
 Это также создает «пилотную дугу», которая обеспечивает плазменное пламя, которое остается включенным независимо от того, контактирует ли он с металлом или нет. Это очень хороший тип запуска, который сейчас используется несколькими производителями. Его преимущество в том, что он требует несколько меньшего количества схем, достаточно надежен и генерирует намного меньше электрических помех 9.0007
Это также создает «пилотную дугу», которая обеспечивает плазменное пламя, которое остается включенным независимо от того, контактирует ли он с металлом или нет. Это очень хороший тип запуска, который сейчас используется несколькими производителями. Его преимущество в том, что он требует несколько меньшего количества схем, достаточно надежен и генерирует намного меньше электрических помех 9.0007