Норма расхода электродов на 1 тонну металлоконструкций
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
- 1 От чего зависит?
- 2 Практический и теоретический расчеты
- 3 Погрешности
- 4 Формулы, используемые при расчетах. Поправочные коэффициенты
- 5 Сколько размещается в 1 кг?
- 6 Расход на тонну металлоконструкции
- 7 При сварке труб
- 8 Снижение затрат
- 9 Заключение
От чего зависит?
Затраты на электроды, сварочную проволоку и т. п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
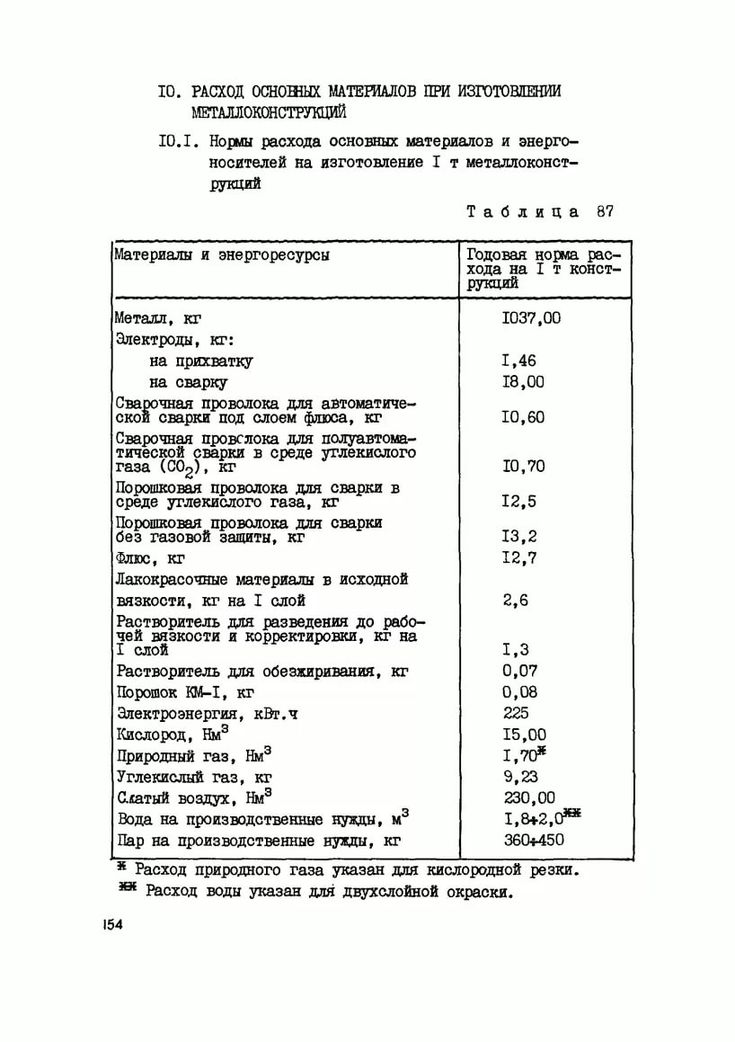
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.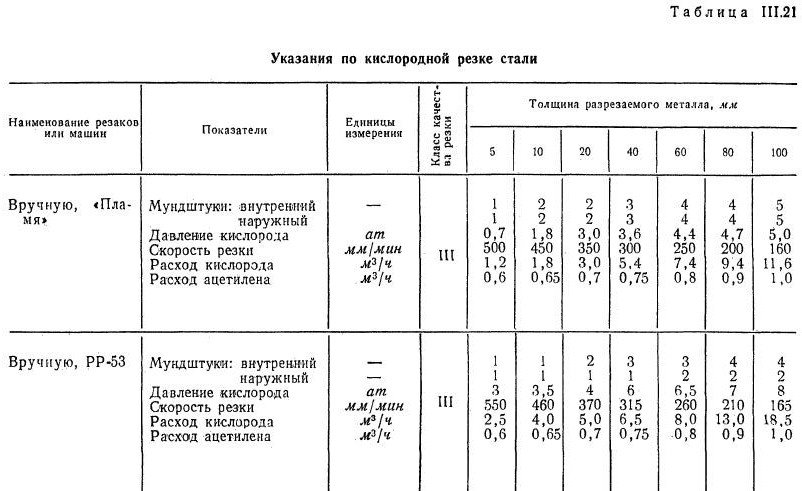
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.

- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.

Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают: Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.

Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Расход электродов на 1 м шва
Расход электродов на метр можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Норма расхода электродов — Таблица 10 из ВСН 452-84
Тeмы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.
Соединения C19 вертикальных стыков трубопроводов co скосом кромок нa остающейся цилиндрической подкладке.
Таблица 09. Норма расхода электродов на 1 мeтр шва.
| Размеры трубы, мм | ll | Масcа наплавленного металла, кг | ll | Электроды пo группам, кг | Kод строки | |||||||||
| ll | ll | II | | | III | l | IV | | | V | l | VI | ll | |||
| 1 | ll | 2 | ll | 3 | | | 4 | l | 5 | | | 6 | l | 7 | ll | 8 |
| 3 | ll | 0,201 | ll | 0,366 | | | 0,390 | l | 0,415 | | | 0,439 | l | 0,464 | ll | 01 |
| 4 | ll | 0,260 | ll | 0,472 | | | 0,503 | l | 0,535 | | | 0,566 | l | 0,598 | ll | 02 |
| 5 | ll | 0,329 | ll | 0,599 | | | 0,639 | l | 0,679 | | | 0,719 | l | 0,759 | ll | 03 |
| 6 | ll | 0,464 | ll | 0,842 | | | 0,898 | l | 0,955 | | | 1,011 | l | 1,067 | ll | 04 |
| 8 | ll | 0,670 | ll | 1,216 | | | 1,297 | l | 1,378 | | | 1,459 | l | 1,540 | ll | 05 |
| 10 | ll | 0,974 | ll | 1,768 | | | 1,885 | l | 2,004 | | | 2,121 | l | 2,240 | ll | 05 |
| 12 | ll | 1,250 | ll | 2,269 | | | 2,420 | l | 2,571 | | | 2,722 | l | 2,874 | ll | 06 |
| 15 | ll | 2,010 | ll | 3,649 | | | 3,894 | l | 4,137 | | | 4,380 | l | 4,623 | ll | 07 |
| 16 | ll | 2,204 | ll | 4,000 | | | 4,266 | l | 4,534 | | | 4,800 | l | 5,067 | ll | 08 |
| 18 | ll | 2,615 | ll | 4,748 | | | 5,063 | l | 5,378 | | | 5,695 | l | 6,011 | ll | 10 |
| Kод графы | ll | 01 | ll | 02 | | | 03 | l | 04 | | | 05 | l | 06 | ll | — |
Другие страницы по теме:
- Нормы расхода электродов — Таблица 9 из ВСН 452-84 >
weldzone. info
info
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.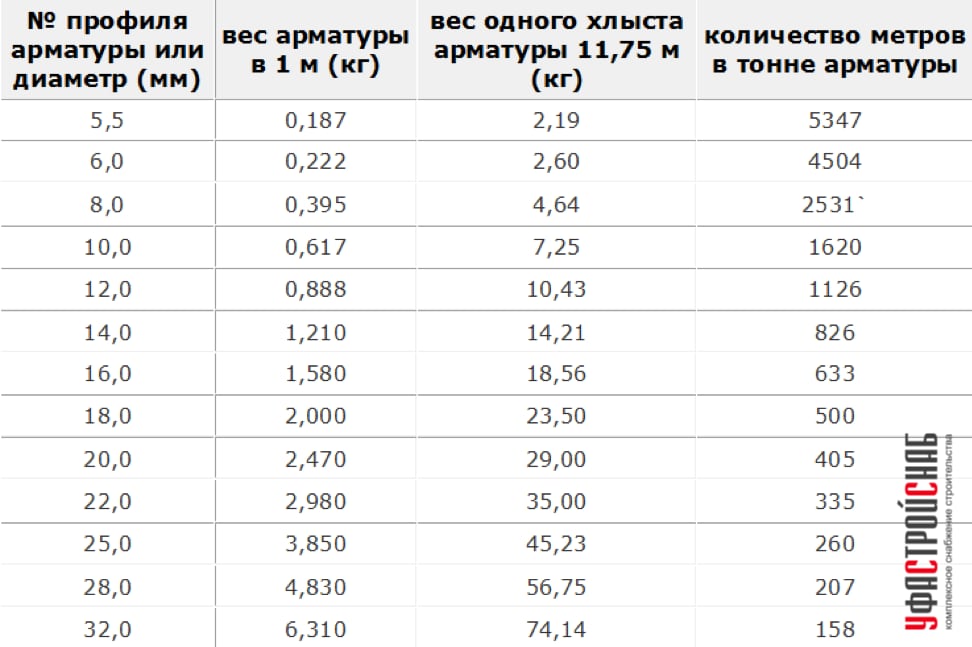
Расход электродов при сварке
Оказывает прямое влияние на производительность и продолжительность рабочего процесса. Отработанное присадочное изделие для сварки необходимо заменить новым.
Если под рукой сварщика не окажется нужных электродов, это отразится на сроках проведения сварки в сторону увеличения. Докупить присадочный материал не является основной проблемой. Все усложняется тем, что он требует предварительной подготовки. Электроды надо прокалить и просушить. Это занимает от полутора до двух часов.
Когда электроды нужны для наплавки нескольких килограмм металла, ситуация не столь критична, в отличие от сварки габаритных металлоконструкций. Любой простой чреват и временными, и финансовыми затратами. Чтобы процесс работы ничего не тормозило, предельно важно выполнить правильный расчет того, сколько электродов требуется на одну тонну металлоконструкций.
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Какие формулы применяются при расчете расхода электродов?
Н = Нсв + Нпр + Нпр.
Расчет происходит исходя из нужного материала на сварку и дополнительные затраты: прихватки, правку при помощи холостых валиков. Для расчета расхода электродов на 1 м. шва берется наибольшее количество материала, требуемого в работе.
Количество материала, необходимое на прихваточные работы зависит от используемого материала и считается в процентном соотношении от общей суммы работ.
Сталь:
- до 12 мм — 15%
- более 12 мм — 12%
Алюминий:
- до 8 мм — 30%
- более 8 мм — 35%
Титан:
- 35 — 40%
Вычисление количества электродов необходимое на шов длинной 1 метр применяется для подсчета различных нормативов: детальные, узловые, нормы на изделие или на операции. Все нормы расхода электродов на шов тесно связаны друг с другом. Некоторые конкретные типы и размеры считаются исходя из СНиП.
Все нормы расхода электродов на шов тесно связаны друг с другом. Некоторые конкретные типы и размеры считаются исходя из СНиП.
N=M*K
Сумма расхода(N) для 1м вычисляется умножением объема наплавленного материала(M) на величину потерь(K).
M=S*p*L
Объем присадки необходимый для 1 м. шва(M) считается перемножением поперечного сечения — его площади(S) с плотностью материала(p) и длинной шва(L)
Как вычислить дополнительные затраты (поправочный коэффициент)?
Данный коэффициент — K зависит от применяемых технологий и сложности работ, используемых материалов, режимов и методов сварки. Кроме этого учитываются затраты на угар, объем разбрызгивания и длину огарков, которые вписываются в прилагаемый к материалу паспорт.
λ = (lэ — 50)/(lэ — lо)
Затраты на огарок рассчитываются исходя из его длинны(lo) и длинны электрода(lэ). Для величин, отличных от стандартных применяют поправку.
При сварке смотрят как расположен шов, что дает понять сложность работы. Коэффициенты сложности работ следующие: 1,05 пишут, если шов находится в наклонной поверхности, 1,10 для вертикальных швов, а 1,2 потолочных. Есть стандартные данные по объему использования электродов в которых приведены значения для разных типов. Но независимо от стандартных данных на практике результаты могут отличаться от заданных.
Коэффициенты сложности работ следующие: 1,05 пишут, если шов находится в наклонной поверхности, 1,10 для вертикальных швов, а 1,2 потолочных. Есть стандартные данные по объему использования электродов в которых приведены значения для разных типов. Но независимо от стандартных данных на практике результаты могут отличаться от заданных.
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Расход электродов на тонну металла калькулятор
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет. При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
 youtube.com/embed/nGpjN-rRg8M?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/nGpjN-rRg8M?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Основные формулы для расчета нормы расходов сварочных материалов.
Существуют определенная нормативная формула, помогающая рассчитать расход материалов при сварочных работах. Эта формула позволяет понять, сколько сварочных материалов потребуется на один метр шва:
N = G * K, где
N – норма расхода сварочных материалов на один метр сварного шва
G – масса наплавленного металла сварного шва, длина которого равна 1 метру
K – коэффициент перехода от массы наплавленного металла к расходу материалов для сварки
А для того, чтобы определить массу наплавленного металла на 1 метр сварного шва (G), можно воспользоваться следующей формулой:
G = F * y * L, где:
F – площадь поперечного сечения сварного шва (в мм2)
y – удельная масса металла (г/см3)
L – длина сварного шва (она равна 1 метру).
Приведенные выше формулы позволяют рассчитать нормы расхода материалов для сварочного шва в наиболее простом – нижнем положении. Если же сварочные работы ведутся в вертикальном или потолочном положении, то полученный норматив необходимо умножить на поправочный коэффициент, который как раз и учитывает особенности расхода материалов при различных положениях сварного шва:
- для нижнего положения шва этот коэффициент равен 1,00
- при полувертикальном положении шва берется коэффициент 1,05
- при вертикальном (горизонтальном) положении шва коэффициент равен 1,10
- при потолочном положении шва полученная предварительно норма умножается на коэффициент 1,20.
Рассмотрим, на какие особенности следует обращать внимание при определении необходимого количества конкретных сварочных материалов – сварочной проволоки и защитного газа.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Что означает DCEP в сварке?
Последнее обновление
В процессе сварки используются два источника питания: источник переменного тока (AC) или источник постоянного тока (DC). В постоянном токе ток движется только в одном направлении. Это может быть от электрода к основному материалу и наоборот. Итак, что означает DCEP в сварке?
Полярность — это протекание тока по цепи в определенном направлении. Здесь полярность описывает подключение терминала от источника питания к электроду.
При использовании постоянного тока и подключении электрода к положительной клемме. Эта полярность называется DCEP. DCEP — положительный электрод постоянного тока . Ток течет от основного металла к электроду.
Однако, если электрод подключается к отрицательной клемме, такое соединение называется отрицательным электродом постоянного тока или DCEN. Здесь ток течет от электрода к основному металлу.
Для чего используется DCEN?
DCEN подходит для сварки толстолистового металла. Это дает более высокий уровень проникновения, потому что большая часть тепла передается на опорные пластины. Как правило, более толстые металлические пластины имеют высокую температуру плавления.
Процесс сварки чувствителен. Выбранный вами электрический ток должен быть совместим с типом сварки, которую вы хотите выполнить. Это связано с тем, что каждый ток влияет на выходную мощность и качество сварных швов.
Существует два основных типа сварки, подходящих для токов DCEN. К ним относятся:
К ним относятся:
Сварка вольфрамовым электродом в среде инертного газа (ВИГ)
Сварка ВИГ является предпочтительным и повседневным применением тока постоянного тока. Когда вольфрамовый электрод получает отрицательный заряд, он не перегревается. В результате ⅔ выделяемого тепла передается металлической основе.
Изображение предоставлено: Extarz, Shutterstock
Дуговая сварка в среде защитного металла (SMAW) – наложение или корень
SMAW считается более универсальным процессом сварки, чем GMAW по полярности. Это означает, что электроды SMAW могут использовать токи переменного, постоянного и постоянного тока в большинстве сварочных приложений.
Электроды с флюсовым сердечником совместимы с DCEN, поскольку они предотвращают плавление и перегрев электрода. DCEN лучше всего подходит для SMAW при использовании расходуемого электрода.
Изображение предоставлено: Мати Нусерм, Shutterstock
Является ли 7018 DCEN или DCEP?
Электрод 7018 лучше всего использовать с током DCEP. 7018 содержит порошок железа с низким содержанием водорода, что упрощает контроль и обеспечивает гладкий сварной шов. Существует постоянный поток тока в одном и том же направлении.
7018 содержит порошок железа с низким содержанием водорода, что упрощает контроль и обеспечивает гладкий сварной шов. Существует постоянный поток тока в одном и том же направлении.
Несмотря на то, что вы можете использовать электрод 7018 на токе DCEN, он не идеален для проникновения. A 7018 на DCEN лучше всего наносится на тонкие металлические листы.
Вы свариваете 7018 на переменном или постоянном токе?
Лучшей особенностью 7018 является то, что это всепозиционный электрод. Это означает, что он совместим со сваркой как на переменном, так и на постоянном токе. Электроды 7018 обеспечивают наилучшее качество рентгеновских сварных швов из-за порошка железа с низким содержанием водорода.
Электроды подходят для сварки углеродистой стали среднего качества, так как не требуют предварительного нагрева. Однако на холоднокатаных сталях 7018 проявляет избыточную пористость, особенно при использовании с обычными электродами.
Типичные области применения электродов 7018 включают:
- Морские электростанции и буровые установки
- Стали с высоким, средним и низким содержанием углерода
- Низколегированные конструкции
- Стальные конструкции
Какая полярность используется для 7018?
Электроды 7018 предназначены для сварки во всех положениях. Это означает, что они идеально подходят для приложений с полярностью как переменного, так и постоянного тока. Это порошок железа с низким содержанием водорода, который придает ему привлекательный и прочный сварной шов. Вы можете использовать электроды 7018 для процессов сварки высокопрочной стали.
Это означает, что они идеально подходят для приложений с полярностью как переменного, так и постоянного тока. Это порошок железа с низким содержанием водорода, который придает ему привлекательный и прочный сварной шов. Вы можете использовать электроды 7018 для процессов сварки высокопрочной стали.
Какой усилитель нужен для сварки с стержнями 7018?
Сварочный электрод 7018 не имеет определенной силы тока. Диаметр стержня определяет силу тока, которую вы должны применить. Кроме того, вы выбираете диаметр стержня в зависимости от толщины металлического листа, который вы хотите сварить.
Однако для использования с электродами 7018 достаточно токов свыше 225 ампер. Здесь эмпирическое правило заключается в том, что на каждые 1/32 дюйма диаметра электрода используется 30 ампер тока.
Почему DCEP Current используется для GMAW?
Причин много. DCEP на GMAW обеспечивает сильную дугу, низкое разбрызгивание, привлекательный валик сварного шва, глубокое проплавление и гладкий перенос металла.
Напротив, DCEN на GMAW приводит к большим каплям расплава и более крупным брызгам зерен. Тем не менее, вы можете ограничить такие результаты, используя специальную проволоку с уникальным химическим составом для сварки DCEN.
DCEN для процессов сварки GMAW подходит для оцинкованных металлических листов.
Изображение предоставлено: Мати Нусерм, Shutterstock
Каковы преимущества использования DCEP?
- Более высокая скорость осаждения металла
- Низкое искажение
- Подходит для сварки алюминия и меди
- Мало дефектов
При сварке DCEP ⅔ тепла выделяется на электроде, а ⅓ приходится на пластины основного металла. Следовательно, сварочный стержень плавится быстрее, чем основная пластина, что приводит к увеличению скорости укладки металла.
По мере того, как электроны вытекают из металлических базовых пластин, удаляются излишки масла, пыли и оксидных слоев. Это процесс очистки от оксидов, который сводит к минимуму появление дефектов включения.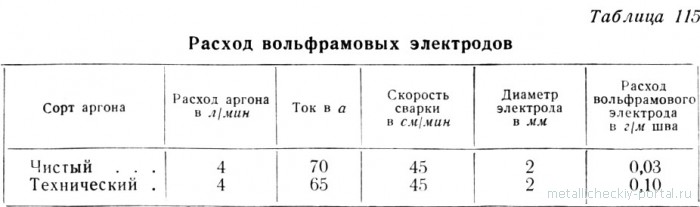
При сварке DCEP предпочтительны тонкие металлические листы, так как они имеют низкую температуру плавления и проплавление.
Каковы недостатки использования DCEP?
- Короткий срок службы электрода
- Низкая температура плавления
- Неполный сплав
- Ограниченное использование (только для тонких пластин)
Случаи неполной инфузии происходят из-за того, что только ⅓ тепла концентрируется на пластинах из недрагоценных металлов. Ожидайте низкие уровни проплавления и необходимость в дополнительных усилениях во время процесса сварки.
В качестве альтернативы лучше всего использовать переменный или постоянный ток.
Часто задаваемые вопросы
Почему следует использовать экранированные электроды?
При дуговой сварке защитным металлом используется защищенный плавящийся электрод для предотвращения попадания кислорода и других газов в зону сварки.
Какой сварочный аппарат лучше всего подходит для обычных сварочных работ?
Рассмотрим сварочный аппарат, работающий как на постоянном, так и на переменном токе.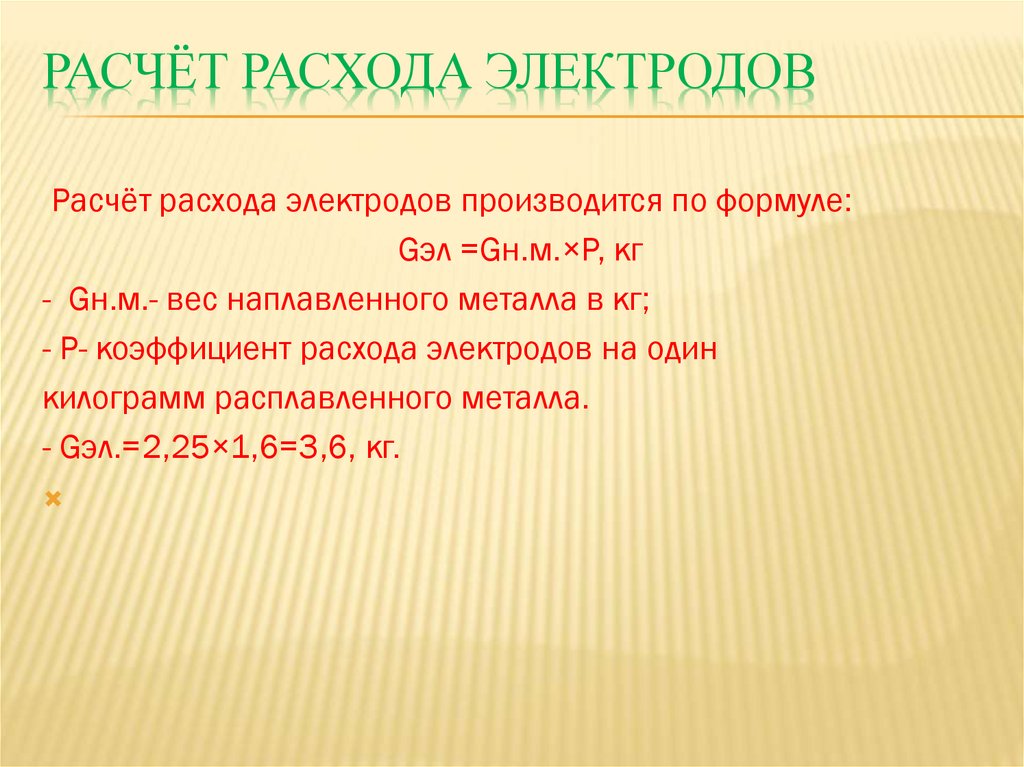 Неважно, газомоторный это или электродуговой сварочный аппарат. Однако есть и другие важные аспекты, о которых следует помнить.
Неважно, газомоторный это или электродуговой сварочный аппарат. Однако есть и другие важные аспекты, о которых следует помнить.
Сварка постоянным током имеет много преимуществ перед сваркой переменным током. У него мало простоев, легкий запуск, привлекательные сварные швы, меньше брызг, ровная дуга — лучший выбор для потолочной и вертикальной сварки.
DCEP обеспечивает лучшее проплавление при определенной силе тока, чем при сварке переменным током. DCEN подходит для сварки тонких металлических листов.
Каковы преимущества использования выхода переменного тока?
Сварка переменным током идеально подходит для сварки основных металлических материалов, намагниченных трением. Например, DC не работает на стальных металлических листах, которые постоянно трутся о воду или сено. Дуга магнитного поля может выдуть расплавленный металл из зоны сварки.
Переменный ток подходит для намагниченных металлов, потому что ток чередуется между полярностями. Это позволяет сваривать намагниченные детали.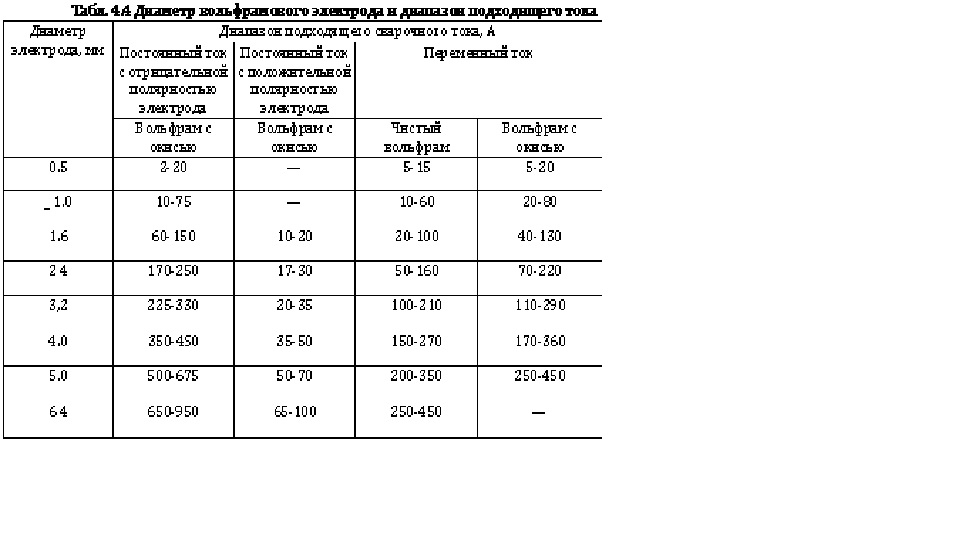
Вывод
Мы надеемся, что вам было интересно узнать, что такое DCEP в сварке. Тип сварочного процесса, который вы применяете, и материалы будут определять результат сварки. Электрический ток влияет на результаты, поскольку генерируются разные уровни тепла. Уровень нагрева определяет привлекательность сварного шва.
Вы должны понимать преимущества, которые вы можете получить от процессов сварки DCEP и DCEN. Полярность играет важную роль в достижении желаемого результата сварки.
Вам также может понравиться:
- Что вызывает точечные отверстия при сварке? Причины и решения
- Как начать сварку трубопроводов: пошаговое руководство
- Как вступить в профсоюз сварщиков: плюсы, минусы и руководство
Авторы избранных изображений: Funtay, Shutterstock
- Для чего используется DCEN?
- Сварка вольфрамовым электродом в среде инертного газа (TIG)
- Дуговая сварка в среде защитного металла (SMAW) – наплавка или корень
- Является ли 7018 DCEN или DCEP?
- Вы свариваете 7018 на переменном или постоянном токе?
- Какая полярность используется для 7018?
- Какой усилитель нужен для сварки с стержнями 7018?
- Почему DCEP Current используется для GMAW?
- Каковы преимущества использования DCEP?
- Каковы недостатки использования DCEP?
- Часто задаваемые вопросы
- Почему следует использовать экранированные электроды?
- Какой сварочный аппарат лучше всего подходит для общих сварочных работ?
- Каковы преимущества использования выхода переменного тока?
- Заключение
Сталь | Состав, свойства, типы, сорта и факты
производствоПосмотреть все СМИ
- Ключевые люди:
- Эндрю Карнеги
Генри Бессемер
Сэр Уильям Сименс
Джон Огастес Роблинг
Чарльз М. Шваб
 Шваб
Шваб- Похожие темы:
- Дамасская сталь углеродистая сталь литая сталь перлит стальная промышленность
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
сталь , сплав железа и углерода, в котором содержание углерода колеблется до 2 процентов (при более высоком содержании углерода материал определяется как чугун). На сегодняшний день это наиболее широко используемый материал для строительства инфраструктуры и промышленности в мире, он используется для изготовления всего, от швейных иголок до нефтяных танкеров. Кроме того, инструменты, необходимые для изготовления таких изделий, также изготавливаются из стали. Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн.
Свойства стали
Основной металл: железо
Изучение производства и структурных форм железа от феррита и аустенита до легированной стали
Посмотреть все видео к этой статье Основным компонентом стали является железо, металл, который в его чистое состояние ненамного тверже меди. За исключением самых крайних случаев, железо в твердом состоянии, как и все другие металлы, поликристаллично, т. е. состоит из многих кристаллов, смыкающихся друг с другом на своих границах. Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга.
Железо имеет аллотропию ОЦК ниже 912°C (1674°F) и от 1394°C (2541°F) до температуры плавления 1538°C (2800°F). Называемое ферритом, железо в его ОЦК-образовании также называется альфа-железом в диапазоне более низких температур и дельта-железом в зоне более высоких температур. Между 912° и 1394°С железо находится в ГЦК-порядке, который называется аустенитным или гамма-железом. Аллотропное поведение железа сохраняется, за немногими исключениями, в стали, даже когда сплав содержит значительное количество других элементов.
Между 912° и 1394°С железо находится в ГЦК-порядке, который называется аустенитным или гамма-железом. Аллотропное поведение железа сохраняется, за немногими исключениями, в стали, даже когда сплав содержит значительное количество других элементов.
Существует также термин бета-железо, который относится не к механическим свойствам, а скорее к сильным магнитным характеристикам железа. Ниже 770 ° C (1420 ° F) железо является ферромагнитным; температуру, выше которой он теряет это свойство, часто называют точкой Кюри.
Викторина «Британника»
Строительные блоки предметов повседневного обихода
Из чего сделаны сигары? К какому материалу относится стекло? Посмотрите, на что вы действительно способны, ответив на вопросы этого теста.
В чистом виде железо мягкое и обычно непригодно для использования в качестве конструкционного материала; основной метод его упрочнения и превращения в сталь — добавление небольшого количества углерода. В твердой стали углерод обычно встречается в двух формах. Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe
Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe
Воздействие углерода лучше всего иллюстрируется диаграммой равновесия железа и углерода. Линия A-B-C представляет точки ликвидуса (, т. е. температуры, при которых расплавленное железо начинает затвердевать), а линия H-J-E-C представляет точки солидуса (при которых затвердевание завершается). Линия A-B-C показывает, что температура затвердевания снижается по мере увеличения содержания углерода в расплаве железа. (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F).