Регулировка зазоров клапанов ЗИЛ-131
Длительная работа двигателя с неправильными зазорами может привести к преждевременному износу деталей клапанного механизма — обгоранию клапанов, износу коромысел, опорных поверхностей толкателей и кулачков распределительного вала.
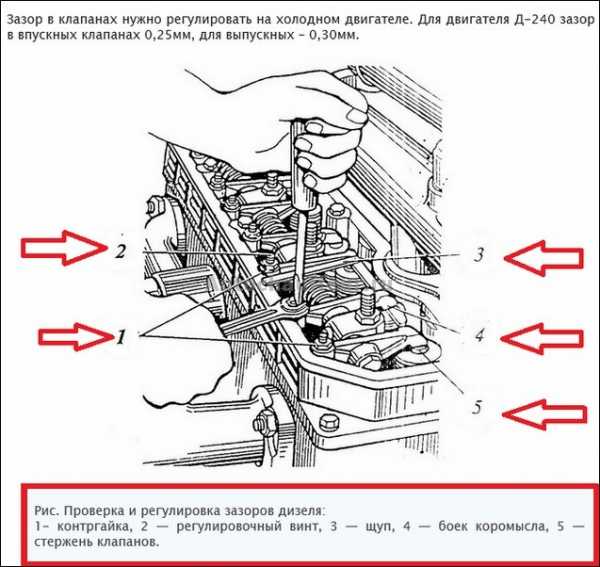
При появлении стуков в клапанном механизме необходимо проверить и, если требуется, отрегулировать зазоры между клапанами и коромыслами, которые должны быть в пределах 0,25—0,3 мм (для впускных и выпускных клапанов). Регулировка зазоров в клапанном механизме осуществляется на холодном двигателе регулировочным винтом с контргайкой, установленным в коротком плече коромысла.
Для регулировки зазора в клапанном механизме нужно установить поршень первого цилиндра в верхнюю мертвую точку (в. м. т.) такта сжатия. При этом отверстие на шкиве коленчатого вала должно располагаться под меткой «ВМТ» на указателе установки момента зажигания, расположенном на датчике ограничителя максимальных чисел оборотов.
В этом положении нужно производить регулировку зазора следующих клапанов;
- — впускного и выпускного первого цилиндра
- — выпускного второго цилиндра
- — впускного третьего
- — выпускного четвертого
- — выпускного пятого
- — впускного седьмого
- — впускного восьмого
Зазоры у остальных клапанов необходимо регулировать после поворота коленчатого вала на 360° (полный оборот).
Регулировку вторым способом производят в следующем порядке:
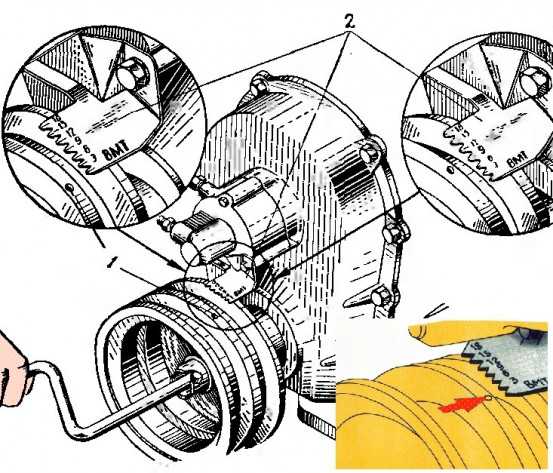
Устанавливают поршень первого цилиндра в ВМТ такта сжатия, при помощи установочного зубчатого указателя (рис. 1)
Для этого поворачиваем коленчатый вал до совмещения метки на шкиве вала с меткой ВМТ на указателе.
В этом случае оба клапана, впускной и выпускной, первого цилиндра будут закрыты, а между стержнем клапана и нажимным концом коромысла образуется самый наибольший зазор, который замеряем щупом и, если нужно регулируем.
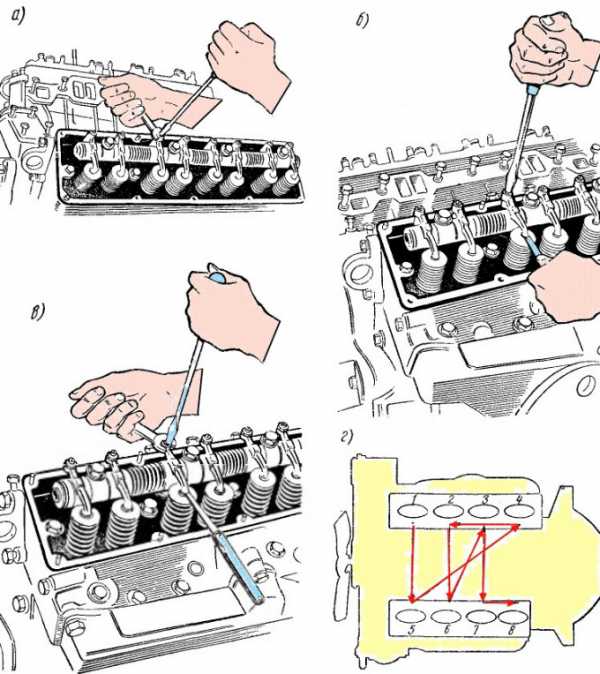
Для регулировки зазора, придерживая отверткой регулировочный винт, ослабляем ключом контргайку, после чего вкладываем щуп между стержнем клапана и нажимным концом коромысла и вращаем отверткой регулировочный винт, устанавливая необходимый зазор. Затем, оставив щуп в зазоре, закрепляем регулировочный винт контргайкой при помощи ключа и отвертки.
После регулировки зазор должен быть равен 0,25-0,30 мм для впускного и выпускного клапанов, при этом щуп 0,25 мм должен проходить свободно через зазор, а щуп 0,30 мм не должен проходить.
Для регулировки зазора в клапанах остальных семи цилиндров коленчатый вал поворачиваем рукояткой на одну четверть оборота (на 90°) и проводим регулировку по указанному методу.
Регулировку ведем последовательно, согласно порядку работы цилиндров 1-5-4-2-6-3-7-8, который изображен пунктирными линиями со стрелками.
Чтобы точно провертывать коленчатый вал на одну четверть оборота, наносим мелом метки на шкиве коленчатого вала, разместив их под углом 90° при положении поршня первого цилиндра в ВМТ (такта сжатия).
autoruk.ru
Настройка клапанов д.240 — ЗИЛ 130 (колхозник д240) Зил Зилыч, 4.7 л., 1993 года на DRIVE2
Ремонт двигателя приближается к финальной стадии. Скоро пробный запуск. Столкнулся с вопросом по настройке зазоров клапанов. Надо настраивать, а я не умею.
Покопался в сети. Осмыслил.
Клапана расположены в один ряд.
Номера клапанов возрастают от вентилятора к кабине. От1до8.

Полный размер
с правой стороны, там где выпуклость на крышке — впускные
№ 1,4,5,8 выпускные клапана. Горячие. На них зазор 0,3 мм. № 2,3,7,6 впускные клапана (всасывающие). Они холоднее — Зазор 0.25 мм.
Зазор выставляется между концом стержня клапана и коромыслом. На холодном двигателе.
Для регулировки – плоская отвёртка и ключ на 13, набор щупов. На одном из концов коромысла резьбовая шпилька. Под второй конец, снизу, вставляем щуп. Отвёрткой подкручиваем и держим, ключом контрим гайку.
Поджатый щуп двигается не туго.
Последовательность действий такая
Ключом на 32 кручу гайку коленовала по часовой стрелке.

Полный размер

Полный размер
Нужно поймать момент, когда.
Первый клапан заканчивает подниматься, а второй начинает опускаться. Этот момент ловится очень просто. Если промазал можно назад открутить немного. Попал? Поздравляю! Первый цилиндр в верхней мёртвой точке.
В этом положении настраиваю клапана 4,6,7,8.
4 и 8 зазор 0,3мм. (выпуск)
6 и 7 зазор 0.25 мм. (впуск)

Полный размер
Далее один оборот коленовала по часовой стрелке. (я сделал маркером риску на блоке и шкиве). Крутится туго. Тот же момент ловлю для 4 цилиндра. 7и8 клапан. Поймал? Замечательно.
Настраиваю 1,2,3,5 клапана.
1 и 5 зазор 0,3мм. (выпуск)
2 и 3 зазор 0.25мм. (впуск)
Вот и всё! Делов то куча))
www.drive2.ru
Проверка и регулировка зазоров между клапанами и толкателями
Регулировку зазоров между клапанами и толкателями у двигателей ГАЗ-51А с нижним расположением клапанов выполняют на холодном двигателе в следующем порядке. Вывешивают и снимают правое переднее колесо со ступицы. Затем отворачивают болты крепления и снимают правую боковину капота и правый боковой брызговик двигателя. Отсоединяют электропровода от переходной колодки, расположенной на боковом брызговом щитке двигателя. Отворачивают болты крепления крышек клапанной коробки и снимают крышки с прокладками. После выполнения этих операций проворачивают с помощью пусковой рукоятки коленчатый вал так, чтобы выпускной клапан 1-го цилиндра полностью открылся, затем промеряют при помощи щупа зазоры между стержнями и толкателями впускных и выпускных клапанов.
При этом зазор между стержнями клапанов и толкателями должен быть для впускных клапанов 0,23 мм, для выпускных — 0,28 мм. Если величины зазоров не будут соответствовать этим нормам, то необходимо произвести их регулировку. Зазоры у каждого клапана регулируют в такой последовательности.
В течение всей регулировки гаечным ключом удерживают толкатель за лыски, а вторым ключом отворачивают контргайку регулировочного болта толкателя на 1/2-1 оборот; вставляют в зазор щуп и поворотом регулировочного болта в ту или иную сторону устанавливают зазор, при котором щуп будет перемещаться от небольшого усилия руки. Удерживая от проворачивания двумя ключами толкатель и регулировочный болт, третьим ключом следует до отказа завернуть контргайку болта. После этого надо убедиться в правильности зазора и в таком же порядке отрегулировать зазоры остальных клапанов.
У V-образных двигателей (ЗМЗ-53) при проверке зазора у клапанов устанавливают поршень первого цилиндра в ВМТ такта сжатия, для чего вывертывают свечу зажигания, закрывают отверстие для свечи пальцем и поворачивают коленчатый вал до начала сжатия. Затем снимают крышку люка на картере сцепления и, наблюдая через люк, осторожно поворачивают коленчатый вал двигателя до совпадения указателя на картере сцепления с шариком, зачеканенным в маховике двигателя. При совпадении этих меток поршень первого цилиндра будет находиться в ВМТ. После установки поршня в нужное положение проверяют зазоры в клапанах при помощи щупа. При необходимости регулируют зазоры; для этого надо ослабить контргайку на регулировочном винте и, вращая отверткой регулировочный винт, установить нужный зазор по щупу, удерживая от проворачивания контргайку ключом. После регулировки необходимо затянуть контргайку, удерживая регулировочный винт отверткой, и вновь проверить зазор. Зазоры у клапанов остальных цилиндров регулируют в порядке, описанном выше.
Зазоры у клапанов двигателя ЗМЗ-53 проверяют и регулируют в последовательности, соответствующей порядку работы двигателя 1-5-4-2-6-3-7-8, поворачивая на 90° коленчатый вал при переходе от одного цилиндра к другому. Цилиндры правого (по ходу автомобиля) блока двигателя имеют номера 1-4 и левого 5-8; счет ведут от переднего цилиндра (со стороны вентилятора).
У двигателей ЗИЛ-130 с верхним расположением клапанов тепловые зазоры регулируют следующим образом. Поднимают капот двигателя, отвертывают девять гаек крепления клапанных крышек и снимают их. Затем устанавливают поршень первого цилиндра в ВМТ (такт сжатия). Для этого вывертывают из отверстия крышки распределительных зубчатых колес установочный палец и вставляют обратным концом в то же отверстие, а затем поворачивают пусковой рукояткой коленчатый вал до тех пор, пока палец войдет в углубление зубчатого колеса распределительного вала. После этого проверяют и регулируют зазоры между стержнями клапанов и носками коромысел у 1-го цилиндра: придерживая отверткой регулировочный винт, ослабляют ключом контргайку, после чего берут щуп, вставляют его в зазор между стержнем клапана и носком коромысла, а другой рукой берут отвертку и вращают регулировочный винт до получения необходимого зазора. Затем, оставив щуп в зазоре, завертывают контргайку, пользуясь ключом и отверткой.
Для регулировки зазоров клапанов у остальных семи цилиндров коленчатый вал повертывают рукояткой на одну четверть оборота и проделывают такие же операции, как и при регулировке клапанов 1-го цилиндра. При этом регулировку зазоров клапанов ведут в последовательности, соответствующей порядку работы двигателя 1-5-4-2-6-3-7-8.
Если регулировка клапанов производится на двигателе, снятом с автомобиля, или при отсутствии радиатора на автомобиле, то для поворота коленчатого вала на 1/4 оборота надо нанести мелом метки на шкив коленчатого вала, разметив их под углом 90° при положении поршня первого цилиндра в ВМТ (такт сжатия).
Другие статьи по теме:
с вашего сайта.
autocarta.ru
Регулировка зазоров клапанов ЗИЛ-131
Длительная работа двигателя с неправильными зазорами может привести к преждевременному износу деталей клапанного механизма — обгоранию клапанов, износу коромысел, опорных поверхностей толкателей и кулачков распределительного вала.
При появлении стуков в клапанном механизме необходимо проверить и, если требуется, отрегулировать зазоры между клапанами и коромыслами, которые должны быть в пределах 0,25—0,3 мм (для впускных и выпускных клапанов). Регулировка зазоров в клапанном механизме осуществляется на холодном двигателе регулировочным винтом с контргайкой, установленным в коротком плече коромысла.
Для регулировки зазора в клапанном механизме нужно установить поршень первого цилиндра в верхнюю мертвую точку (в. м. т.) такта сжатия. При этом отверстие на шкиве коленчатого вала должно располагаться под меткой «ВМТ» на указателе установки момента зажигания, расположенном на датчике ограничителя максимальных чисел оборотов.
В этом положении нужно производить регулировку зазора следующих клапанов;
- — впускного и выпускного первого цилиндра
- — выпускного второго цилиндра
- — впускного третьего
- — выпускного четвертого
- — выпускного пятого
- — впускного седьмого
- — впускного восьмого
Зазоры у остальных клапанов необходимо регулировать после поворота коленчатого вала на 360° (полный оборот).
Регулировку вторым способом производят в следующем порядке:
Устанавливают поршень первого цилиндра в ВМТ такта сжатия, при помощи установочного зубчатого указателя (рис. 1)
Для этого поворачиваем коленчатый вал до совмещения метки на шкиве вала с меткой ВМТ на указателе.
В этом случае оба клапана, впускной и выпускной, первого цилиндра будут закрыты, а между стержнем клапана и нажимным концом коромысла образуется самый наибольший зазор, который замеряем щупом и, если нужно регулируем.
Для регулировки зазора, придерживая отверткой регулировочный винт, ослабляем ключом контргайку, после чего вкладываем щуп между стержнем клапана и нажимным концом коромысла и вращаем отверткой регулировочный винт, устанавливая необходимый зазор. Затем, оставив щуп в зазоре, закрепляем регулировочный винт контргайкой при помощи ключа и отвертки.
После регулировки зазор должен быть равен 0,25-0,30 мм для впускного и выпускного клапанов, при этом щуп 0,25 мм должен проходить свободно через зазор, а щуп 0,30 мм не должен проходить.
Для регулировки зазора в клапанах остальных семи цилиндров коленчатый вал поворачиваем рукояткой на одну четверть оборота (на 90°) и проводим регулировку по указанному методу.
Регулировку ведем последовательно, согласно порядку работы цилиндров 1-5-4-2-6-3-7-8, который изображен пунктирными линиями со стрелками.
Чтобы точно провертывать коленчатый вал на одну четверть оборота, наносим мелом метки на шкиве коленчатого вала, разместив их под углом 90° при положении поршня первого цилиндра в ВМТ (такта сжатия).
autoruk.ru
В каком порядке регулировать клапана на зил 130,по очереди-1’2’3’4’и тд.или 15426378?
1 способ — поочередная проверка зазоров в клапанных механизмах каждого цилиндра. При этом проверка и регулировка зазоров» в клапанных механизмах остальных цилиндров осуществляется в последовательности, соответствующей порядку работы двигателя: 1—5—4—2—6—3—7—8; с этой целью каждый раз коленчатый вал поворачивается на 90° и на шкиве 3 (см. рис. 72) наносятся четыре метки, располагаемые под углом 90°, и каждый раз поворачивают вал, совмещая очередную метку с меткой в. м. т. на указателе 4 установки зажигания. 2 способ — одновременная проверка закрытых клапанов в нескольких цилиндрах. После установки поршня первого цилиндра в положение в, м. т. конца такта сжатия проверяют и регулируют зазоры: выпускных клапанов 1, 4 и 5-го цилиндров; впускных клапанов 1, 7 и 8-го цилиндров. Далее, коленчатый вал поворачивают на 180° (полоборота) , проверяют и регулируют зазоры выпускного клапана 2-го цилиндра и впускного — 5-го цилиндра. Затем вал поворачивают еще на 180°, проверяют и регулируют зазоры: выпускных клапанов 3, 6 и 7-го цилиндров; впускных клапанов 2, 4 и б-го цилиндров. Потом вал поворачивают еще на 180°, после чего проверяют и регулируют зазоры выпускного клапана. 8-го цилиндра и впускного клапана 3-го цилиндра. По окончании регулировки необходимо установить на место крышку клапанов.
1—5—4—2—6—3—7—8 кажись так…)))
по порядку работы цилиндров
чем отличаются впускные от выпускных клапанов
touch.otvet.mail.ru
Головка блока цилиндров и клапаны ЗИЛ-130

Запасные части для грузовых автомобилей Урал, Краз, МАЗ, Камаз. Детали двигателей ЯМЗ-236, ЯМЗ-238
__________________________________________________________________________
__________________________________________________________________________
Головка блока цилиндров и клапаны ЗИЛ-130
___________________________________________________________________________
Проверка крепления головки блока цилиндра ЗИЛ-130
На двс ЗИЛ-130 устанавливаются головки цилиндров из алюминиевого сплава со сталеасбестовыми прокладками между головками и блоком. Головки цилиндров всегда должны быть закреплены с определенным моментом затяжки болтов.
При неполной или неправильной затяжке болтов головок цилиндров нарушается герметичность камеры сгорания и возможен прорыв газов в тех местах прокладки, где она слабо зажата.
При этом в двигателе появляются перебои в работе, неустойчивая работа на малых оборотах, а также ухудшается пуск после остановки двигателя. Кроме того, при повреждении прокладки жидкость системы охлаждения, попадая в цилиндры, вызывает коррозию зеркала цилиндров.
Указанные причины ведут к потере мощности или прекращению работы двс ЗИЛ-130. Каждая головка цилиндров крепится к блоку двигателя 17-ю болтами. Подтягивать болты следует на холодном двигателе в два приема — предварительно и окончательно.
Подтягивать окончательно необходимо динамометрическим ключом, позволяющим контролировать момент затяжки, который должен составлять 7—9 кГм. Если динамометрического ключа нет, то можно подтягивать обычным ключом одной рукой без рывков.
Необходимо иметь в виду, что головки цилиндров из алюминиевого сплава при прогреве двигателя расширяются, а следовательно, и затяжка болтов блока увеличивается; при охлаждении двигателя происходит обратное явление.
Поэтому при температуре двс плюс 20—25°С момент затяжки болтов должен быть ближе к верхнему пределу 9 кГм, а при температуре двс ниже минус 5°С момент затяжки болтов должен быть ближе к нижнему пределу 7 кГм.
При полном прогреве двигателя ЗИЛ-130 затяжка головки блока цилиндров автоматически возрастает до необходимого предела. Следует обращать внимание на то, что четыре болта крепления оси коромысел являются также и болтами крепления головки цилиндров, их тоже следует подтягивать.
Если головки подтянулись, надо проверить возможное изменение зазоров между клапанами и коромыслами. При смене прокладок необходимо прочищать все отверстия рубашки охлаждения в головках и в блоке цилиндров.
Сборка головки цилиндров ЗИЛ-130 с клапанами
Для сборки используют тот же стенд, что и для разборки. Головку блока цилиндров ЗИЛ-130 закрепляют на стенде и сжатым воздухом продувают отверстия во втулках и седлах клапанов.
Стержни впускных и выпускных клапанов перед установкой и направляющие втулки головки цилиндров смазывают маслом.
Клапаны должны плавно поворачиваться и перемещаться в направляющих втулках. В случае заедания подбирают другой клапан.
На втулки впускных клапанов надевают шайбы клапанных пружин, направляя их плоской поверхностью к головке цилиндров, а на втулки выпускных клапанов — механизм вращения клапана.
Затем на впускные клапаны надевают резиновые манжеты. При установке пружин на клапаны обращают внимание на то, чтобы витки с меньшим шагом располагались к головке цилиндров.
Надев на стержни клапанов ЗИЛ-130 тарелки клапанных пружин, поворачивают рукоятку воздухораспределительного крана; при этом нажимное приспособление стенда сжимает одновременно все пружины клапанов.
Смазав солидолом, сухарики устанавливают в канавки стержней клапанов и поднимают нажимное приспособление стенда в первоначальное положение.
При этом необходимо следить за тем, чтобы сухарики клапанов вошли в конические отверстия тарелок клапанных пружин. Повертывая головку цилиндров в удобное положение, ввертывают шпильки в отверстия верхней плоскости, плоскости прилегания впускного и выпускного трубопроводов.
В резьбовые отверстия коромысел ввертывают регулировочные гайки и винты так, чтобы их головки отстояли от коромысел на 5—6 мм. Установив в отверстия оси коромысел шплинт, надевают на ось кронштейн маслосливного желоба, шайбы, коромысло клапана, стойку в сборе со втулкой, распорную пружину и т. д.
Ось в сборе с коромыслами ставят в приспособление, сжимают распорные пружины, вставляют шплинт в отверстие оси и устанавливают на кронштейны маслосливной желоб.
Клапаны двс ЗИЛ-130
Клапаны ЗИЛ-130 — верхние, расположены в головке блока цилиндров в один ряд, наклонно к оси цилиндров, приводятся в движение от распределительного вала через штанги, толкатели и коромысла.
Клапаны изготовлены из жаростойкой стали; угол рабочей фаски седла впускного клапана 30°, выпускного 45°; стержень выпускного клапан имеет отверстие, заполненное натрием.
Выпускные клапаны для повышения срока их службы принудительно поворачиваются во время работы двигателя специальным механизмом.
При появлении стуков в клапанном механизме необходимо проверить и, если требуется, отрегулировать зазоры между клапанами и коромыслами, которые должны быть в пределах 0,25—0,3 мм (для впускных и выпускных клапанов).
Регулировка зазоров в клапанном механизме двс ЗИЛ-130 осуществляется на холодном двигателе регулировочным винтом контргайкой, расположенным в коротком плече коромысла.
Для регулировки зазора в клапанном механизме нужно установить поршень первого цилиндра в верхнюю мертвую точку (ВМТ) такта сжатия.
При этом отверстие на шкиве коленчатого вала должно находиться под меткой «ВМТ» на указателе установки момента зажигания, расположенном на датчике ограничителя максимальной частоты вращения коленчатого вала.
В этом положении регулируют зазоры следующих клапанов двс ЗИЛ-130:
— впускного и выпускного 1-го цилиндра
— выпускного 2-го цилиндра впускного 3-го
— выпускного 4-го цилиндра
— выпускного 5-го
— впускного 7-го
— впускного 8-го
Регулировка клапанов ЗИЛ-130
Температурный зазор между стержнем клапана и носком коромысла в процессе эксплуатации постепенно изменяется из-за износа сопрягаемых деталей газораспределительного механизма ГРМ ЗИЛ-130 и ведет к нарушению регулировки. Поэтому зазоры необходимо периодически проверять и регулировать.
Увеличенный зазор между стержнем впускного клапана и носком коромысла уменьшает время открытия клапана. Это ухудшает наполнение цилиндра горючей смесью, затрудняет пуск двигателя, а при его работе приводит к падению мощности.
Увеличенный зазор выпускного клапана приводит к плохому удалению из цилиндра отработавших газов, работа двигателя сопровождается характерным металлическим стуком.
Уменьшенный зазор между стержнем клапана и носком коромысла приводит к неплотной посадке клапанов в седле. При этом двс ЗИЛ-130 теряет компрессию и перегревается, а мощность его снижается.
При маленьком зазоре впускного клапана рабочая смесь при такте сжатия частично выталкивается во впускной трубопровод, а затем в карбюратор. Это явление вызывает уменьшение количества рабочей смеси, понижает давление в цилиндре и ведет к падению мощности двигателя.
Другим признаком неплотной посадки впускного клапана служат хлопки в карбюраторе, так как часть горючих газов, попадая во время рабочего хода во впускной трубопровод, а затем в карбюратор, вызывает воспламенение горючей смеси, что является опасным в пожарном отношении.
Когда мал зазор у выпускного клапана ЗИЛ-130, то это тоже приводит к падению мощности, так как во время такта сжатия часть рабочей смеси удаляется в выпускной трубопровод, а затем в глушитель.
При этом, вследствие сгорания рабочей смеси в выпускном трубопроводе и в глушителе, будут слышаться хлопки, сопровождаемые черным дымом, выходящим из глушителя.
Работа двигателя в течение длительного времени с нарушенными зазорами клапанов может привести к преждевременному обгоранию и износу головок клапанов, их седел, короблению стержней клапанов, а также к износу кулачков.
Регулировка зазоров в клапанах на холодном двигателе ЗИЛ-130 при температуре 15—20°С двумя способами. При первом способе клапаны регулируют отдельно для каждого цилиндра.
Поднимают капот двигателя, отвертывают ключом девять гаек крепления клапанных крышек и снимают их, при этом прокладки крышек можно не снимать.
Затем устанавливают поршень первого цилиндра в в. м. т. (такт сжатия) при помощи установочного зубчатого указателя, для чего поворачивают коленчатый вал до совмещения метки на шкиве коленчатого вала с меткой ВМТ на указателе (в конце второго оборота коленчатого вала).
При установке поршня в в. м. т. облицовка радиатора препятствует определению совмещения меток указателя и шкива коленчатого вала. Поэтому рекомендуется вывертывать свечу зажигания первого цилиндра и снимать крышку распределителя, что позволяет безошибочно определять установку поршня в в. м. т. (такт сжатия).
При этом поршень, подходя к в. м. т., будет выталкивать воздух из цилиндра через свечное отверстие, что можно легко ощутить пальцем, приложенным к отверстию; когда поршень будет находиться в в. м. т., то электрод ротора распределителя будет располагаться против клеммы первого цилиндра.
В этом случае оба клапана, впускной и выпускной, первого цилиндра будут закрыты, а между стержнем клапана и носком коромысла образуется наибольший зазор, который измеряют щупом и, если нужно, регулируют.
Для регулировки зазора клапанов ЗИЛ-130 надо, придерживая отверткой регулировочный винт, ослабить ключом 14X12 мм контргайку, после чего взять одной рукой щуп, заложить его в зазор между стержнем клапана и носком коромысла, а другой рукой взять отвертку и вращать регулировочный винт, устанавливая необходимый зазор, затем оставить щуп в зазоре и закрепить регулировочный винт контргайкой при помощи ключа и отвертки.
После регулировки зазор должен быть равен 0,25—0,30 мм для впускного и выпускного клапанов, причем щуп 0,25 мм должен проходить свободно через зазор, а щуп 0,30 мм не должен проходить через него.
Для регулировки зазора в клапанах ЗИЛ-130 остальных семи цилиндров надо коленчатый вал повертывать рукояткой, причем регулировку зазоров вести последовательно согласно порядку работы цилиндров 1—5—4—2—6—3—7—8.
Если клапаны регулируют на двигателе, снятом с автомобиля, или при снятом радиаторе с автомобиля, то для поворота коленчатого вала на 4 оборота надо нанести мелом метки на шкив коленчатого вала, разместив их под углом 90° при положении поршня первого цилиндра в в. м. т. (такт сжатия).
Зазоры у остальных клапанов регулируют после поворота коленчатого вала на 360° (полный оборот). Длительная работа двигателя с неправильными зазорами может привести к преждевременному износу деталей клапанного механизма, обгоранию клапанов, износу коромысел, опорных поверхностейтолкателей и кулачков распределительного вала.
При любой разборке двс ЗИЛ-130, прошедшего более 70 тыс. км, необходимо проверять состояние возвратных пружин и шариков механизма для поворачивания выпускного клапана.
При обнаружении на витках пружины следов изнашивания пружину необходимо повернуть изношенным участком вниз.
При сборке механизма для поворачивания клапана надо обратить внимание на правильность установки шариков и пружин; пружины должны быть расположены позади шарика относительно выбранного направления вращения.
Толкатели клапанов — стальные, пустотелые. Для повышения надежности пары кулачок — толкатель на торец толкателя наплавлен специальный чугун. В нижней части толкателя просверлены отверстия для смазывания.
Впускной трубопровод — из алюминиевого сплава, общий для обоих рядов цилиндров, расположен между головками блока и снабжен жидкостной полостью для подогрева смеси.
Момент затяжки гаек крепления впускного трубопровода к головке блока цилиндров должен быть в пределах 15—20 Нм (1,5—2 кг/см). Гайки нужно затягивать равномерно, последовательно, крест-накрест. Выпускные газопроводы — чугунные, по одному G каждой стороны блока.
Крышка шестерен газораспределительного механизма ГРМ ЗИЛ-130
Крашка шестерен ГРМ ЗИЛ-130 изготовлена из алюминиевого сплава марки АЛ-4. Она не только закрывает шестерни газораспределения, но и является передней опорой двигателя, которая несет значительные нагрузки.
Крышку распределительных шестерен газораспределительного механизма ЗИЛ-130 бракуют при наличии сколов. Трещины на поверхности крышки, проходящие близко от отверстий сальника и датчика ограничения максимальных оборотов коленчатого вала, заваривают.
Закрепив крышку в слесарных тисках, засверливают концы трещины и шлифовальным кругом обрабатывают трещину на глубину 2-—3 мм под углом 90°.
Крышку нагревают в электрической печи до температуры 160—190° С и подготовленную к сварке поверхность тщательно зачищают металлической щеткой.
После зачистки заваренной поверхности металлической щеткой, во избежание коррозии от остатков шлака, крышку промывают в воде с температурой 40—50° С. Шов должен быть ровным, без раковин и шлаковых включений, высота шва рекомендуется не более 0,5—1,0 мм.
Трещины на поверхности крышки в местах, которые несут незначительные нагрузки, заделывают эпоксидной пастой. Изношенное более допустимого размера отверстие сальника наплавляют, предварительно расточив его на токарном станке.
Для закрепления крышки шестерен ГРМ ЗИЛ-130 на станке используют приспособление, состоящее из планшайбы, к которой болтами прикреплена опорная плита. Крышку распределительных шестерен ГРМ устанавливают на штифты опорной плиты планшайбы и закрепляют прижимами.
Отверстие сальника диаметром 93+0,1 мм растачивают «как чисто», но не более диаметра 95,0 мм на глубину 10,0+0,5 мм. Для наплавки отверстия сальника крышки распределительных шестерен используют приспособление, показанное на рис. 13.
Деталь устанавливают на два пальца и в процессе сварки поворачивают в любое удобное положение. После наплавки отверстия зачищают и проверяют качество шва. Шов должен быть ровным, без раковин и шлаковых включений.
Изношенное более допустимого размера отверстие под втулки ремонтируют рассверливанием отверстия крышки распределительных шестерен до диаметра 19,60. В восстановленное отверстие запрессовывают втулку ремонтного размера и развертывают ее.
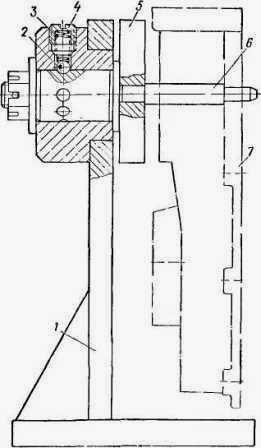
Рис. 13. Приспособление для наплавки отверстия сальника в крышке распределительных шестерен ГРМ ЗИЛ-130
1 — стойка; 2 —шарик фиксатора; 3 — пружина фиксатора; 4 — пробка; 5—фланец; 6 — палец; 7 — крышка распределительных шестерен
Болты крепления крышки шестерен газораспределительного механизма ЗИЛ-130 несут значительные нагрузки, и поэтому изнашиваются поверхности фланца крышки под головкой болтов. Изношенную плоскость фланца крышки цекуют «как чисто», выдержав высоту бобышек не менее 11,0 мм.
Если величина износа поверхности фланца крышки значительная и не удается при механической обработке обеспечить высоту бобышек более 11,0 мм, изношенный фланец наплавляют до 14 мм.
При срыве не более двух ниток резьбу М6 кл. 2 в отверстии крепления датчика ограничения максимальных оборотов коленчатого вала прогоняют метчиком. При срыве резьбы более двух ниток нарезают резьбу ремонтного размера.
Для этого крышку шестерен газораспределительного механизма закрепляют на столе сверлильного станка, используя в качестве базовой поверхности привалочную плоскость, и рассверливают изношенное резьбовое отверстие до диаметра 6,7мм на глубину 21,0мм.
В рассверленном отверстии нарезают резьбу М8 кл. 2 ремонтного размера на глубину 16,0 мм. При короблении более допустимого размера привалочную плоскость крышки распределительных шестерен механизма ГРМ ЗИЛ-130 фрезеруют «как чисто» на вертикально-фрезерном станке.
Толщина фланца крышки после обработки должна быть не менее 6,3 мм.
При проверке точности обработки щуп толщиной 0,02 мм не должен
проходить
между проверочной плитой и привалочной плоскостью крышки
распределительных шестерен.
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
- Гидроусилитель руля Маз-5551, 5549, 5335, 5336, 5337
- Передняя ось и рулевые тяги Маз-5551, 5549, 5335, 5336, 5337
- Регулировка сцепления Маз-5551, 5549, 5335, 5336, 5337
- Регулировка и ремонт КПП Маз-5551, 5549, 5335, 5336, 5337
- Ремонт и обслуживание заднего моста Маз-5551, 5549, 5335, 5336, 5337
- Детали переднего моста и рулевые тяги Маз-5516, 5440
- Рулевое управление Маз-5516, 5440
- Детали ведущих мостов Маз-5516, 5440
autotextrans.ru