принцип действия и методы поиска, ремонт и обслуживание инвертора
Содержание
- 1 Инверторный тип сварочника
- 1.1 Особенности функционирования
- 1.2 Принцип работы и основные характеристики
- 2 Схема и ремонт
- 2.1 Типовые неисправности
- 2.2 Поломки сложного типа
Сварочный инвертор типа ресанта САИ 190, как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи 190.
Инверторный тип сварочника
Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
На смену пришли сварочные аппараты инверторного типа, особенности функционирования которых существенно отличается.
Особенности функционирования
Сфера применения разнообразна, начиная от домашнего хозяйства и заканчивая предприятиями. Основная задача — обеспечение стабильного горения и поддержания сварочной дуги при выполнении сварочных работ, благодаря применению тока высокой частоты. Работа сварочного инвертора основана на принципах:
- Преобразования переменного входного напряжения 220 В в постоянное (постоянный ток преобразовывается в высокочастотный переменный ток несинусоидального характера).
- Последующее выпрямление высокочастотного тока (частота сохраняется).
Благодаря этим принципам происходит существенное снижение массы и габаритов инвертора, что позволяет дополнительно встроить охлаждение.

Принцип работы и основные характеристики
Для поиска неисправностей инверторных сварочных аппаратов нужно ознакомиться с его структурной схемой. Она состоит из следующих элементов:
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления и стабилизации (драйвер и плата управления).
- Регулятор тока сварки.
Благодаря такому устройству происходит снижение массы и габаритов. Использование импульсного трансформатора позволяет получать мощные токи во вторичной обмотке. Следовательно, сварочный инвертор представляет собой обыкновенный импульсный блок питания, как в компьютере, но с достаточно большой мощностью. С увеличением частоты происходит снижение массы и габаритов трансформатора (обратно пропорциональная зависимость). Для получения высокой частоты применяются мощные ключевые транзисторы.
Происходит переключение с частотой от 30 до 100 кГц (зависит от модели САИПА). Транзисторы только работают от постоянного напряжения (U), преобразуя его в ток высокой частоты. Получается постоянный ток из выпрямителя (выпрямление сетевого напряжения 50 Гц). Кроме того, в состав выпрямителя входит конденсаторный фильтр. При пропускании тока через диодный мост отсекаются отрицательные амплитуды переменного U (диод пропускает ток только в одном направлении). Положительные амплитуды не являются постоянными и получается постоянное U с заметными пульсациями, которые необходимо сглаживать при помощи конденсатора большой емкости.
В результате преобразований на выходе фильтра появляется U постоянного тока свыше 220 В. Диодный мост и фильтр образуют БП инвертора. Транзисторы подключаются к понижающему импульсному высокочастотному трансформатору, рабочие частоты которого составляют от 30 до 100 кГц (30000.100000 Гц), превышающие частоту питающей сети в 600 или 2000 раз. В результате этого происходит заметное уменьшение массы и габаритов.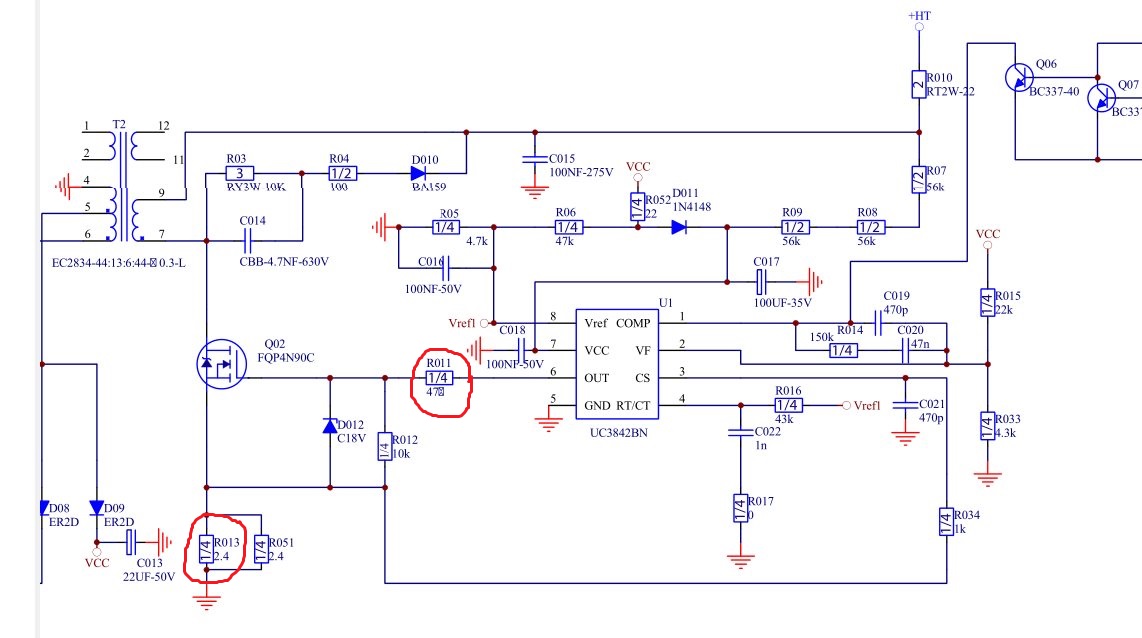
Наиболее распространенными моделями являются ресанта САИ 220 (220а, 220к), а также и 190 (190а) модель. Сварочные инверторы обладают похожими характеристиками, отличающимися током сварки:
- Диапазоны сетевого напряжения: 145.270 В.
- Максимальная сила тока: до 35 А.
- Напряжение при холостом ходе: 75.85 В.
- Напряжение формирования дуги: 22.30 В.
- Диапазоны тока сварки: 5.270 А.
- Продолжительность нагрузки (ток максимальный): 4.8 мин.
- Максимальный диаметр (d) электрода: 5 мм.
- Масса: около 5 кг.
Схема и ремонт
Если нет желания отдавать сварочник в ремонт и хочется разобраться самостоятельно (ведь схема не такая сложная), то нужно найти и изучить схему и неисправности РЕСАНТА САИ 190. Если есть опыт, то схему можно не использовать вообще, которая нужна только для удобства и быстрого поиска неисправностей. Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.
Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.
Схема 1 — Электрическая схема сварочного инвертора ресанта САИ 220.
Для ремонта аппарата нужно разобрать типовые неисправности и способы их устранения.
Типовые неисправности
Иногда сварочный аппарат инверторного типа дает сбой. Причины и последствия могут быть разнообразными. Если есть возможность, то следует сдать его в ремонт. Однако многие захотят сделать его самостоятельно. Благодаря такому решению вопроса можно повысить свои знания в области электротехники, ведь электрических приборов очень много и на их ремонте можно существенно экономить. Неисправности следует классифицировать на простые и сложные. К простым относятся:
- Перегрев из-за пыли.
- Обрыв проводов.
- Потеря мощности (из-за влажного корпуса).
- Пробивание массы на корпус.
- Плохие контакты.

- Залипание электрода.

Любой электрический прибор не любит пыль, так как она затрудняет отдачу тепла, является проводником тока (возможно КЗ). Даже при качественной уборке помещения пыль все равно будет. Регулярное обслуживание не только способно продлить срок эксплуатации приборов, но и оградит от множества проблем финансового и ремонтного характера.
Обрыв проводов бывает в тех местах, которые подвержены постоянным перегибам. Перегиб проводов очень сложно отследить, и часто это приводит к КЗ. Кроме того, на колодках, держащих электрод, разбалтываются контакты, делая сварку менее качественной или невозможной. Периодически все контакты нужно подтягивать.
Работа во влажном также влияет на работу сварочника. Может произойти потеря мощности. В этом случае необходимо избегать таких условий работы.
При пробивании массы на корпус (выбивает предохранитель и счетчик) нужно проверить места соприкосновения токоведущих частей с корпусом и заизолировать провод.
Залипание электрода происходит в том случае, если использовать длинный удлинитель с маленьким сечением или при низком напряжении электрической сети.
Кроме того, при нестабильной дуге следует проверить качество электродов и выставленный ток.
Поломки сложного типа
К поломкам сложного типа относятся неисправности какого-либо радиоэлемента и требуют дополнительных знаний. Если нет опыта в ремонте радиоаппаратуры, то существует 2 способа решения проблемы:
- Отдать квалифицированному специалисту.
- Приобрести опыт в этой сфере и сделать все самостоятельно.
Следует обратить внимание на правила техники безопасности при ремонте аппаратуры и быть очень аккуратным. На самом деле, в ремонте своими силами нет ничего сложного. Необходимо лишь открыть интернет и найти все детали сварочника инверторного типа. В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
В первую очередь, нужно визуально осмотреть детали. Это могут быть подгоревшие резисторы, диоды, вздувшиеся электролитические конденсаторы, подгоревший трансформатор и многое другое. Если ничего не обнаружено, то нужно проверить поступление входного U на диодный мост. Для этого его выход нужно отсоединить. При пробитых диодах нужно заменить неисправные и повторить попытку. Если не горят светодиоды, то необходимо их проверить и по возможности заменить на исправные.
Следующим шагом является проверка транзистора fqp4n90c. Ключевой транзистор 4n90c в блоках питания сварочных инверторов служит для повышения частоты постоянного тока и передачи его на импульсный трансформатор. Аналогом fqp4n90c (чем заменить) является STP3HNK90Z, но желательно найти такой же.
При неисправностях силового блока нужно проверить транзисторы (визуальная проверка может ничего не показать).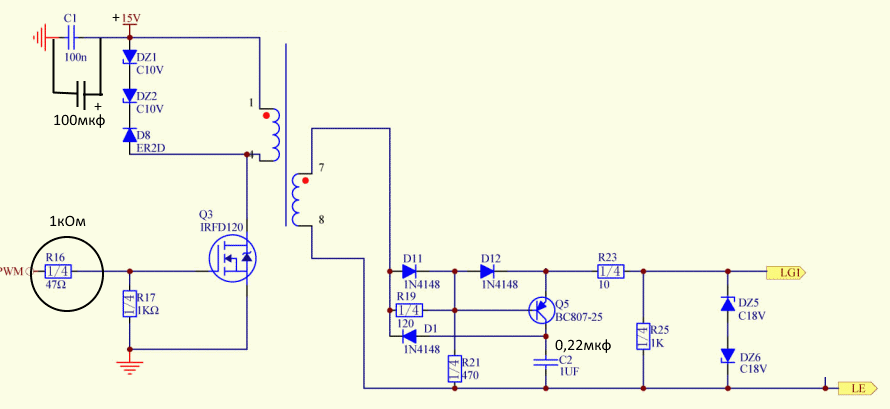
Замена неисправных деталей осуществляется их аналогами или элементами, характеристики которых превышают параметры исходных деталей.
Для ремонта необходимы мультиметр и осциллограф (измерение параметров сигнала на плате управления). При неисправной плате управления загорается желтый светодиод. Это свидетельствует о неготовности к выполнению сварки. В этом случае нужно разобрать инвертор и замерять напряжения на разъемах платы управления (далее ПУ). Во время измерений следует сравнить данные с табличными значениями (таблица 1) исправной ПУ.
Таблица 1 — Сравнение показателей U.
Если измерения отличаются от табличных значений, то нужно выпаять ПУ, найти микросхему UC3845B (UC3842) и произвести измерения ее режимов работы..jpg)
Таблица 2 — Режимы работы микросхемы UC3845B (UC3842).
На 2-ю ногу питание не подается из-за неисправного резистора R013. Необходимо его аккуратно выпаять и проверить, сопротивление должно быть около 1,21 Ом. Если он неисправен, то необходимо заменить его на такой же или взять мощностью больше (исходная мощность 0,25 Вт).
На 3-ю ногу микросхемы не поступает питание из-за неисправного R011 (47 на 0,25 Вт), его нужно также проверить. Ноги 3 и 6 связаны и, следовательно, при замене сопротивления появится U и 6 ноге. Если этого не произойдет, то необходимо проверить транзистор fqp4n90c.
Далее нужно восстановить питание 8 ноги (схеме ресанта саи 190 или 220), она связана с цепочкой из элементов. Слабые места в ней, которые необходимо выпаять и проверить: диод D011 и R010.
После всего этого нужно замерить U. При совпадении с табличными следует соединить все и испытать. При полном восстановлении инвертор включится и желтый светодиод гореть не будет. После положительного тестового запуска можно его собрать полностью.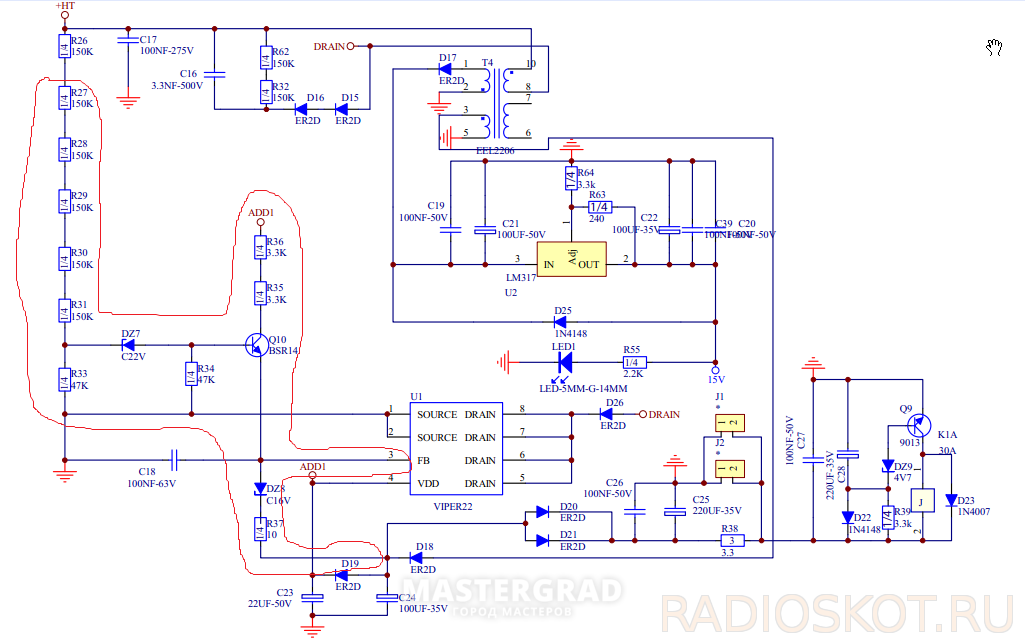
Одним из слабых мест является БП. Признаки неисправности: происходит загорание зеленого светодиода, а затем загорается желтый светодиод, происходит срабатывание реле и запуск вентилятора и примерно через 2−3 секунды аппарат отключается. Основная причина: драйвер, а если быть точнее, то необходимо прозвонить транзисторы, которые находятся во II обмотке трансформатора гальванической развязки. А также нужно внимательно осмотреть плату БП на предмет подгораний и неисправных электролитических конденсаторов. При обнаружении неисправных деталей необходимо заменить элементами такого же типа или их аналогами.
Возможен выход из строя трансформатора, и это явление довольно редкое. Необходимо прозвонить обмотки на короткозамкнутость и утечки тока на корпус.
Таким образом, устранить неполадки в распространенных сварочных инверторах достаточно просто. Принцип работы каждой из моделей одинаков, и они отличаются только деталями и конструктивным исполнением. При ремонте очень важно соблюдать правила техники безопасности при ремонте радиоаппаратуры. Первоначальным этапом ремонта сварочного инвертора (это правило применимо к любой аппаратуре) является проведение визуального осмотра всех элементов на предмет обрыва контактов, подгорания и вздутия элементов, а также плохой контакт (перед началом ремонта все контакты нужно хорошо зачистить).
Первоначальным этапом ремонта сварочного инвертора (это правило применимо к любой аппаратуре) является проведение визуального осмотра всех элементов на предмет обрыва контактов, подгорания и вздутия элементов, а также плохой контакт (перед началом ремонта все контакты нужно хорошо зачистить).
принцип действия и методы поиска, ремонт и обслуживание инвертора
Содержание
- 1 Инверторный тип сварочника
- 1.1 Особенности функционирования
- 1.2 Принцип работы и основные характеристики
- 2 Схема и ремонт
- 2.1 Типовые неисправности
- 2.2 Поломки сложного типа
Сварочный инвертор типа ресанта САИ 190, как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты.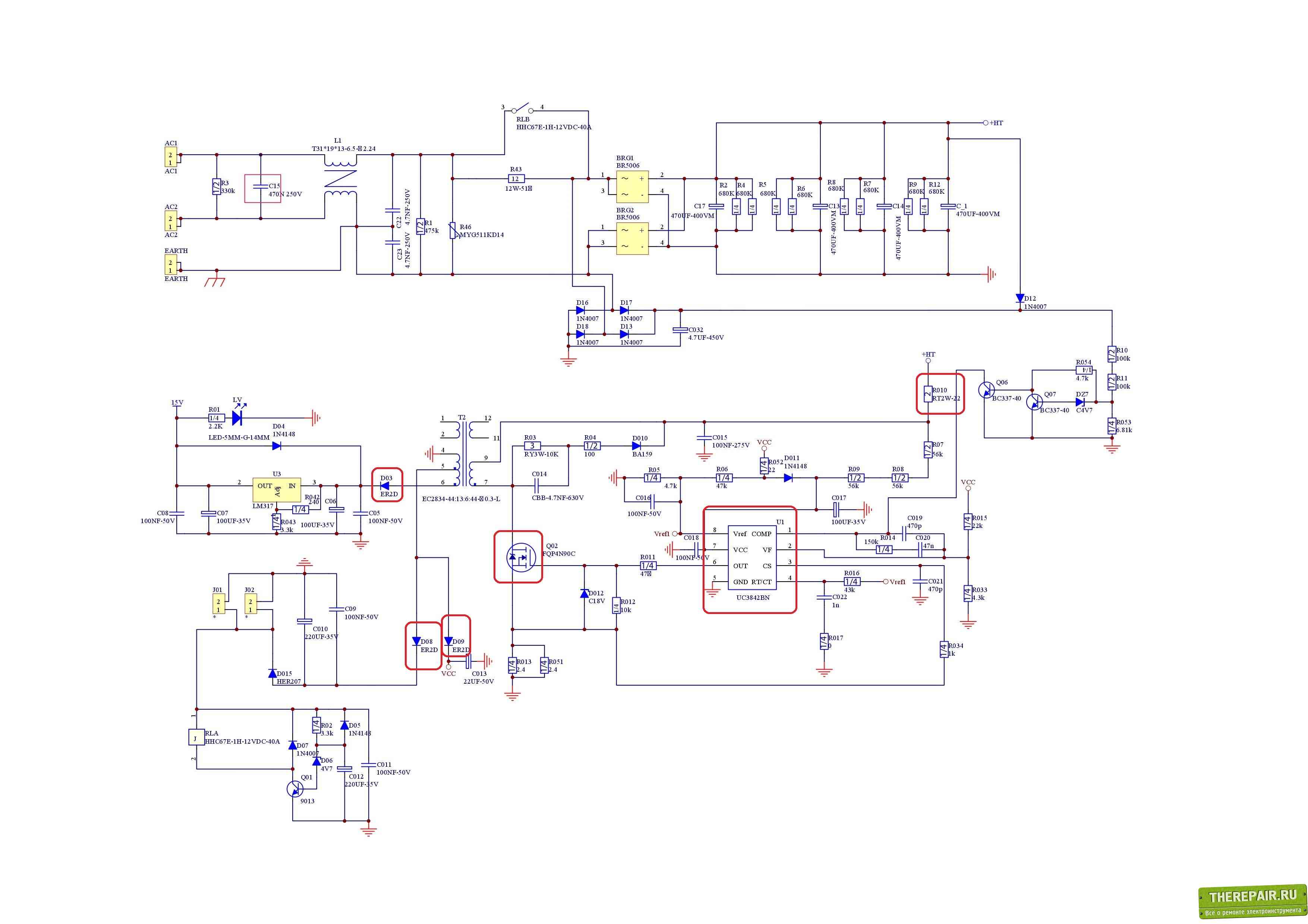 Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи 190.
Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи 190.
Инверторный тип сварочника
Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
На смену пришли сварочные аппараты инверторного типа, особенности функционирования которых существенно отличается.
Особенности функционирования
Сфера применения разнообразна, начиная от домашнего хозяйства и заканчивая предприятиями. Основная задача — обеспечение стабильного горения и поддержания сварочной дуги при выполнении сварочных работ, благодаря применению тока высокой частоты. Работа сварочного инвертора основана на принципах:
Основная задача — обеспечение стабильного горения и поддержания сварочной дуги при выполнении сварочных работ, благодаря применению тока высокой частоты. Работа сварочного инвертора основана на принципах:
- Преобразования переменного входного напряжения 220 В в постоянное (постоянный ток преобразовывается в высокочастотный переменный ток несинусоидального характера).
- Последующее выпрямление высокочастотного тока (частота сохраняется).
Благодаря этим принципам происходит существенное снижение массы и габаритов инвертора, что позволяет дополнительно встроить охлаждение.
Принцип работы и основные характеристики
Для поиска неисправностей инверторных сварочных аппаратов нужно ознакомиться с его структурной схемой. Она состоит из следующих элементов:
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления и стабилизации (драйвер и плата управления).
- Регулятор тока сварки.

Благодаря такому устройству происходит снижение массы и габаритов. Использование импульсного трансформатора позволяет получать мощные токи во вторичной обмотке. Следовательно, сварочный инвертор представляет собой обыкновенный импульсный блок питания, как в компьютере, но с достаточно большой мощностью. С увеличением частоты происходит снижение массы и габаритов трансформатора (обратно пропорциональная зависимость). Для получения высокой частоты применяются мощные ключевые транзисторы.
Происходит переключение с частотой от 30 до 100 кГц (зависит от модели САИПА). Транзисторы только работают от постоянного напряжения (U), преобразуя его в ток высокой частоты. Получается постоянный ток из выпрямителя (выпрямление сетевого напряжения 50 Гц). Кроме того, в состав выпрямителя входит конденсаторный фильтр. При пропускании тока через диодный мост отсекаются отрицательные амплитуды переменного U (диод пропускает ток только в одном направлении). Положительные амплитуды не являются постоянными и получается постоянное U с заметными пульсациями, которые необходимо сглаживать при помощи конденсатора большой емкости.
Положительные амплитуды не являются постоянными и получается постоянное U с заметными пульсациями, которые необходимо сглаживать при помощи конденсатора большой емкости.
В результате преобразований на выходе фильтра появляется U постоянного тока свыше 220 В. Диодный мост и фильтр образуют БП инвертора. Транзисторы подключаются к понижающему импульсному высокочастотному трансформатору, рабочие частоты которого составляют от 30 до 100 кГц (30000.100000 Гц), превышающие частоту питающей сети в 600 или 2000 раз. В результате этого происходит заметное уменьшение массы и габаритов.
Наиболее распространенными моделями являются ресанта САИ 220 (220а, 220к), а также и 190 (190а) модель. Сварочные инверторы обладают похожими характеристиками, отличающимися током сварки:
- Диапазоны сетевого напряжения: 145.270 В.
- Максимальная сила тока: до 35 А.
- Напряжение при холостом ходе: 75.85 В.
- Напряжение формирования дуги: 22.30 В.
- Диапазоны тока сварки: 5. 270 А.
- Продолжительность нагрузки (ток максимальный): 4.8 мин.
- Максимальный диаметр (d) электрода: 5 мм.
- Масса: около 5 кг.
 270 А.
270 А.Схема и ремонт
Если нет желания отдавать сварочник в ремонт и хочется разобраться самостоятельно (ведь схема не такая сложная), то нужно найти и изучить схему и неисправности РЕСАНТА САИ 190. Если есть опыт, то схему можно не использовать вообще, которая нужна только для удобства и быстрого поиска неисправностей. Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.
Схема 1 — Электрическая схема сварочного инвертора ресанта САИ 220.
Для ремонта аппарата нужно разобрать типовые неисправности и способы их устранения.
Типовые неисправности
Иногда сварочный аппарат инверторного типа дает сбой.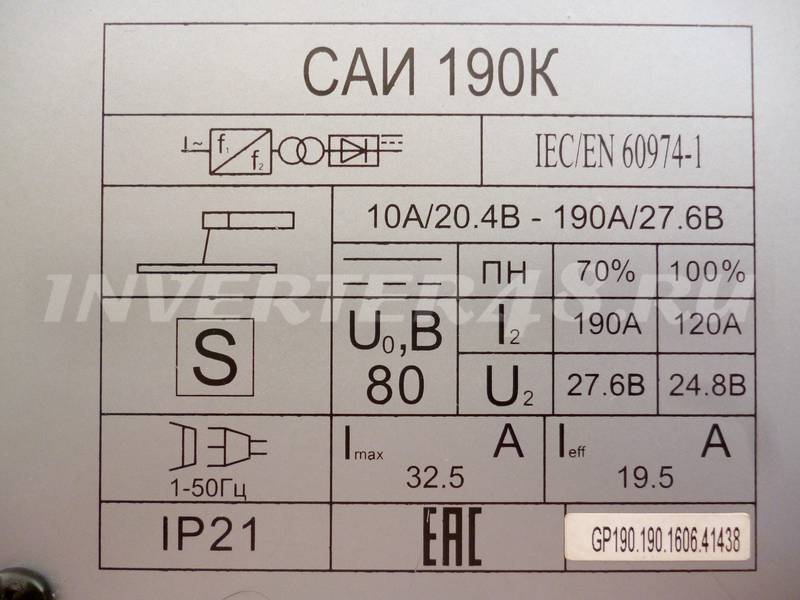 Причины и последствия могут быть разнообразными. Если есть возможность, то следует сдать его в ремонт. Однако многие захотят сделать его самостоятельно. Благодаря такому решению вопроса можно повысить свои знания в области электротехники, ведь электрических приборов очень много и на их ремонте можно существенно экономить. Неисправности следует классифицировать на простые и сложные. К простым относятся:
Причины и последствия могут быть разнообразными. Если есть возможность, то следует сдать его в ремонт. Однако многие захотят сделать его самостоятельно. Благодаря такому решению вопроса можно повысить свои знания в области электротехники, ведь электрических приборов очень много и на их ремонте можно существенно экономить. Неисправности следует классифицировать на простые и сложные. К простым относятся:
- Перегрев из-за пыли.
- Обрыв проводов.
- Потеря мощности (из-за влажного корпуса).
- Пробивание массы на корпус.
- Плохие контакты.
- Залипание электрода.
Любой электрический прибор не любит пыль, так как она затрудняет отдачу тепла, является проводником тока (возможно КЗ). Даже при качественной уборке помещения пыль все равно будет. Регулярное обслуживание не только способно продлить срок эксплуатации приборов, но и оградит от множества проблем финансового и ремонтного характера.
Обрыв проводов бывает в тех местах, которые подвержены постоянным перегибам. Перегиб проводов очень сложно отследить, и часто это приводит к КЗ. Кроме того, на колодках, держащих электрод, разбалтываются контакты, делая сварку менее качественной или невозможной. Периодически все контакты нужно подтягивать.
Перегиб проводов очень сложно отследить, и часто это приводит к КЗ. Кроме того, на колодках, держащих электрод, разбалтываются контакты, делая сварку менее качественной или невозможной. Периодически все контакты нужно подтягивать.
Работа во влажном также влияет на работу сварочника. Может произойти потеря мощности. В этом случае необходимо избегать таких условий работы.
При пробивании массы на корпус (выбивает предохранитель и счетчик) нужно проверить места соприкосновения токоведущих частей с корпусом и заизолировать провод.
Залипание электрода происходит в том случае, если использовать длинный удлинитель с маленьким сечением или при низком напряжении электрической сети.
Кроме того, при нестабильной дуге следует проверить качество электродов и выставленный ток.
Поломки сложного типа
К поломкам сложного типа относятся неисправности какого-либо радиоэлемента и требуют дополнительных знаний. Если нет опыта в ремонте радиоаппаратуры, то существует 2 способа решения проблемы:
Если нет опыта в ремонте радиоаппаратуры, то существует 2 способа решения проблемы:
- Отдать квалифицированному специалисту.
- Приобрести опыт в этой сфере и сделать все самостоятельно.
Следует обратить внимание на правила техники безопасности при ремонте аппаратуры и быть очень аккуратным. На самом деле, в ремонте своими силами нет ничего сложного. Необходимо лишь открыть интернет и найти все детали сварочника инверторного типа. В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
В первую очередь, нужно визуально осмотреть детали. Это могут быть подгоревшие резисторы, диоды, вздувшиеся электролитические конденсаторы, подгоревший трансформатор и многое другое. Если ничего не обнаружено, то нужно проверить поступление входного U на диодный мост. Для этого его выход нужно отсоединить. При пробитых диодах нужно заменить неисправные и повторить попытку. Если не горят светодиоды, то необходимо их проверить и по возможности заменить на исправные.
Следующим шагом является проверка транзистора fqp4n90c. Ключевой транзистор 4n90c в блоках питания сварочных инверторов служит для повышения частоты постоянного тока и передачи его на импульсный трансформатор. Аналогом fqp4n90c (чем заменить) является STP3HNK90Z, но желательно найти такой же.
При неисправностях силового блока нужно проверить транзисторы (визуальная проверка может ничего не показать). Для этого необходимо их выпаять и проверить тестером (способы проверки можно найти в интернете). Драйвер, выполненный на транзисторах или микросхемах, выходит из строя так же. Проверяется при помощи выпаивания и проверки каждого элемента отдельно.
Замена неисправных деталей осуществляется их аналогами или элементами, характеристики которых превышают параметры исходных деталей.
Для ремонта необходимы мультиметр и осциллограф (измерение параметров сигнала на плате управления). При неисправной плате управления загорается желтый светодиод. Это свидетельствует о неготовности к выполнению сварки. В этом случае нужно разобрать инвертор и замерять напряжения на разъемах платы управления (далее ПУ). Во время измерений следует сравнить данные с табличными значениями (таблица 1) исправной ПУ.
В этом случае нужно разобрать инвертор и замерять напряжения на разъемах платы управления (далее ПУ). Во время измерений следует сравнить данные с табличными значениями (таблица 1) исправной ПУ.
Таблица 1 — Сравнение показателей U.
Если измерения отличаются от табличных значений, то нужно выпаять ПУ, найти микросхему UC3845B (UC3842) и произвести измерения ее режимов работы.
Таблица 2 — Режимы работы микросхемы UC3845B (UC3842).
На 2-ю ногу питание не подается из-за неисправного резистора R013. Необходимо его аккуратно выпаять и проверить, сопротивление должно быть около 1,21 Ом. Если он неисправен, то необходимо заменить его на такой же или взять мощностью больше (исходная мощность 0,25 Вт).
На 3-ю ногу микросхемы не поступает питание из-за неисправного R011 (47 на 0,25 Вт), его нужно также проверить. Ноги 3 и 6 связаны и, следовательно, при замене сопротивления появится U и 6 ноге. Если этого не произойдет, то необходимо проверить транзистор fqp4n90c.
Если этого не произойдет, то необходимо проверить транзистор fqp4n90c.
Далее нужно восстановить питание 8 ноги (схеме ресанта саи 190 или 220), она связана с цепочкой из элементов. Слабые места в ней, которые необходимо выпаять и проверить: диод D011 и R010.
После всего этого нужно замерить U. При совпадении с табличными следует соединить все и испытать. При полном восстановлении инвертор включится и желтый светодиод гореть не будет. После положительного тестового запуска можно его собрать полностью.
Одним из слабых мест является БП. Признаки неисправности: происходит загорание зеленого светодиода, а затем загорается желтый светодиод, происходит срабатывание реле и запуск вентилятора и примерно через 2−3 секунды аппарат отключается. Основная причина: драйвер, а если быть точнее, то необходимо прозвонить транзисторы, которые находятся во II обмотке трансформатора гальванической развязки. А также нужно внимательно осмотреть плату БП на предмет подгораний и неисправных электролитических конденсаторов. При обнаружении неисправных деталей необходимо заменить элементами такого же типа или их аналогами.
При обнаружении неисправных деталей необходимо заменить элементами такого же типа или их аналогами.
Возможен выход из строя трансформатора, и это явление довольно редкое. Необходимо прозвонить обмотки на короткозамкнутость и утечки тока на корпус.
Таким образом, устранить неполадки в распространенных сварочных инверторах достаточно просто. Принцип работы каждой из моделей одинаков, и они отличаются только деталями и конструктивным исполнением. При ремонте очень важно соблюдать правила техники безопасности при ремонте радиоаппаратуры. Первоначальным этапом ремонта сварочного инвертора (это правило применимо к любой аппаратуре) является проведение визуального осмотра всех элементов на предмет обрыва контактов, подгорания и вздутия элементов, а также плохой контакт (перед началом ремонта все контакты нужно хорошо зачистить).
- Автор: admin
- Распечатать
(9 голосов, среднее: 4 из 5)
Поделитесь с друзьями!Australia Skilled Nominated Visa — требования подкласса 190
В этой статье
Виза 190 — это тип постоянного разрешения на работу, которое вы можете получить, если вас пригласили и номинировали для подачи заявления на получение визы.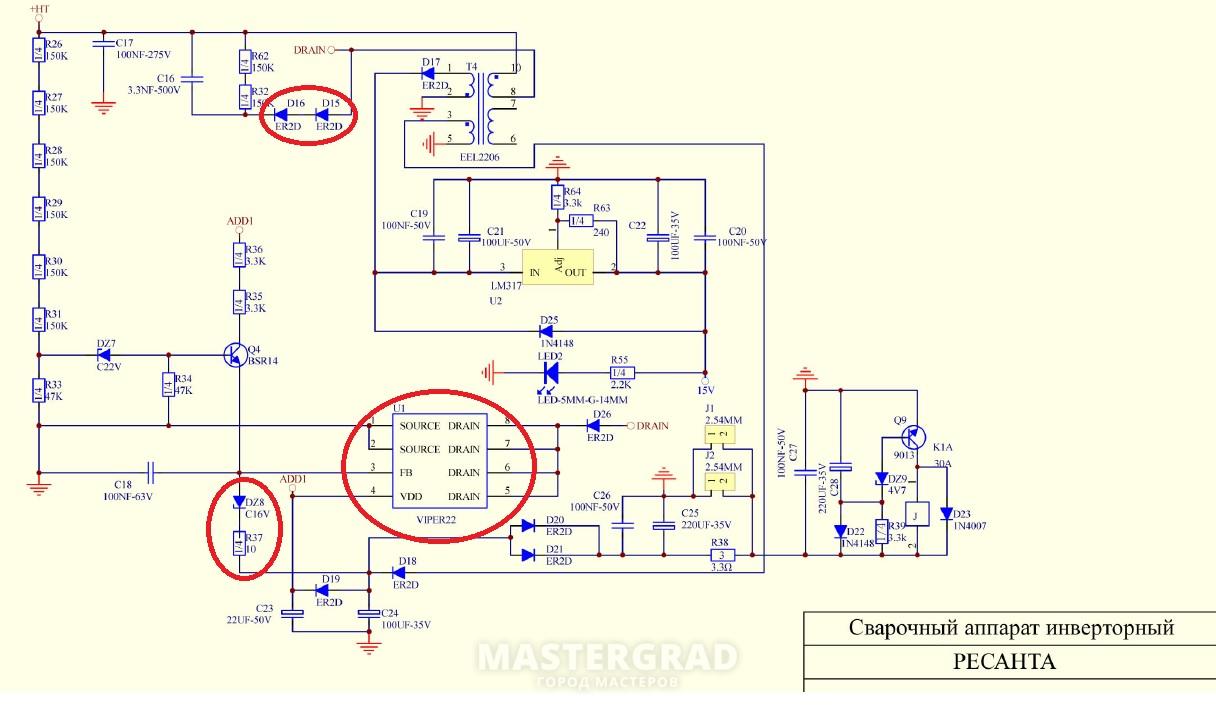 Чтобы получить номинацию, вы должны быть опытным человеком и соответствовать требованиям по баллам.
Чтобы получить номинацию, вы должны быть опытным человеком и соответствовать требованиям по баллам.
190 Контрольный список для номинированной визы подкласса Skilled
Для подачи заявления на визу 190 вам необходимо подготовить следующие документы:
- При подаче заявления на получение визы 190, очень важно иметь действующий паспорт и предоставить копию страниц паспорта.
- Документы, удостоверяющие личность. Если у вас есть национальное удостоверение личности или любое другое удостоверение личности, предоставьте копию документов, удостоверяющих личность.
- Свидетельство хорошего характера . Вы должны предоставить несколько документов, подтверждающих вашу личность, включая форму 80 и форму 1221.
- Подтверждение владения английским языком . Вы должны иметь компетентный уровень английского языка, чтобы получить эту визу — убедитесь, что вы предоставили подтверждение своего уровня английского языка.
- Документы о выражении заинтересованности. Вы должны предоставить доказательства навыков, которыми, как вы заявили, вы обладаете, выражая заинтересованность. Это означает, что вы должны предоставить любой документ, подтверждающий ваш опыт работы, ваше образование, ваш профессиональный опыт в Австралии и так далее.
- Документы по оценке навыков. Вам необходимо предоставить копию отчета об оценке навыков (см. ниже).
- Вспомогательные формы. Если кто-то поможет вам с вашим заявлением, отправьте любую форму 956 или форма 956а.
- Для вашего партнера/супруга:
- Документы, удостоверяющие личность
- Свидетельство о браке или свидетельство о разводе
- Доказательство зарегистрированных отношений
- Подтверждение функционального английского языка вашего партнера
- Для ваших иждивенцев младше 18 лет:
- Свидетельство о рождении или семейная книга
- Форма согласия родителей 1229
- Уставная декларация
- Для ваших иждивенцев старше 18 лет :
- Документы, удостоверяющие личность
- Документы о других отношениях
- Форма 47а
- Доказательство зависимости
- Подтверждение функционального английского языка

Кто может подать заявление на визу 190?
Вы можете подать заявление на визу 190, если:
- Вы номинированы австралийским штатом или территорией.
- Вам предлагается подать заявку на 190 виза.
- У вас положительная оценка навыков.
- Вам меньше 45 лет.
- Вы набрали не менее 65 очков в таблице очков.
- Вы назначены на профессию, указанную в списке профессий.

190 Процесс подачи заявления на получение визы, спонсируемой государством
Вот как проходит процесс подачи заявления на получение визы 190:
- Вы представляете выражение заинтересованности.
- Вы набрали 65 очков.
- Вы номинированы на получение государственной визы.
- Вам предлагается подать заявление на получение визы 190.
- Вы подаете заявление на визу 190.
Вы представляете выражение заинтересованности
Чтобы получить номинацию на визу 190, вы должны сначала подать выражение заинтересованности (EOI). Вы можете отправить свой EOI в SkillSelect, открыв учетную запись и предоставив свою личную информацию, включая опыт работы и квалификацию.
Ваш EOI будет храниться в течение двух лет, и вы сможете обновить его до того, как вас пригласят подать заявку, если появится новый опыт работы или вы получили новую квалификацию или награды.
Вы набрали 65 баллов
Когда вы заполните свой EOI, будет подсчитан общий балл в соответствии с предоставленной вами информацией, и вы сможете увидеть количество баллов, которое вы набрали. Чтобы получить номинацию, вы должны набрать не менее 65 баллов — каждый балл присваивается вам на основе заявлений, которые вы делаете относительно своей квалификации.
Например, если вы провели профессиональный год в Австралии, вы получите более высокий балл в своем EOI, чем те, кто не имел такой же квалификации.
Вы номинированы на получение визы, спонсируемой штатом
После того, как вы отправите свое заявление о заинтересованности, государственные органы штата и территории увидят выражение вашей заинтересованности и назначат вас на получение визы. Имейте в виду, что если ваша кандидатура будет отозвана, вы не сможете подать заявление на получение визы или, если вы уже подали заявление, ваше заявление станет недействительным.
Вас приглашают подать заявление на получение визы 190
После того, как вы будете номинированы, вам будет предложено подать заявление на получение визы. Как только вы получите приглашение от Министерства внутренних дел, вы можете подать заявление на получение визы 190.
Вы подаете заявление на получение визы 190
Когда вы получаете приглашение на получение квалифицированной визы, у вас есть 60 дней, чтобы подать заявление на получение визы. Поскольку от вас требуется отправить выражение заинтересованности, вы должны сначала войти в свой SkillSelect и выбрать опцию «подать заявку на визу» — после этого вы перейдете на страницу ImmiAccount.
На странице ImmiAccount войдите в систему или создайте учетную запись, и вы сможете подать заявку. Не забудьте подготовить документы для онлайн-подачи.
Сколько времени занимает оформление визы 190 Skilled Nominated Visa?
Обработка вашего заявления на визу 190 занимает год и четыре месяца. Некоторые приложения могут быть завершены в течение четырнадцати месяцев. Важно подать полное заявление, чтобы вы могли получить визу быстрее.
Некоторые приложения могут быть завершены в течение четырнадцати месяцев. Важно подать полное заявление, чтобы вы могли получить визу быстрее.
Сколько стоит 190 Стоимость визы?
Эта виза стоит 4 115 австралийских долларов. За каждого члена семьи вы должны оплатить два дополнительных сбора:
- Вы платите второй платеж в размере 4 890 австралийских долларов за членов семьи старше 18 лет, не владеющих английским языком на минимальном уровне.
- Вы оплачиваете дополнительные сборы за каждого члена семьи (младше 18 и старше 18 лет), с которым подаете заявление на получение визы 190.
См. подробную информацию о стоимости австралийских виз.
Балловый тест 190 Visa
Чтобы получить действительную номинацию от штата или территории в Австралии, вы должны набрать не менее 65 баллов по балльному тесту для 190 виза. Ниже приведена таблица баллов Иммиграционной службы о том, как оцениваются ваши навыки и квалификация:
| Критерии | Оценка |
|---|---|
| Возраст | |
| Вам от 18 до 25 лет | 25 баллов |
| Вам от 25 до 35 лет | 30 баллов |
| Вам от 33 до 40 лет | 25 баллов |
| Вам от 40 до 45 лет | 15 баллов |
| Знание английского языка | |
| Вы владеете английским языком на уровне | 0 баллов |
| У вас есть уровень владения английским языком | 10 баллов |
| У вас превосходный уровень владения английским языком | 20 баллов |
| Опыт работы | |
| У вас 3 года опыта работы (за границей) | 0 баллов |
| Имеешь 3-5 лет опыта работы (за границей) | 5 баллов |
| Имеешь 5-8 лет опыта работы (за границей) | 10 баллов |
| Вы имеете опыт работы 8 и более лет (за границей) | 15 баллов |
| У вас 1 год опыта работы (в Австралии) | 0 баллов |
| У вас 3 года опыта работы (в Австралии) | 5 баллов |
| У вас есть опыт работы 3-5 лет (в Австралии) | 10 баллов |
| У вас 5-8 лет опыта работы (в Австралии) | 15 баллов |
| Вы имеете опыт работы 8 и более лет (в Австралии) | 20 баллов |
| Уровень образования | |
| У вас есть докторская степень признанного учебного заведения | 20 баллов |
| У вас есть степень бакалавра в признанном учебном заведении | 15 баллов |
| У вас есть степень магистра по исследованиям признанного учреждения | 10 баллов |
| Диплом или торговая сертификация (признанное учреждение) | 10 баллов |
| Квалификация или награда за соответствующую профессию | 10 баллов |
| Докторская степень с двумя годами академического обучения (в австралийском учреждении) | 10 баллов |
| Вы соответствуете требованиям для обучения в Австралии (у вас есть как минимум 1 степень, диплом или торговое свидетельство австралийского учебного заведения, которое соответствует требованиям для обучения) | 5 баллов |
| Вы завершили профессиональный год в Австралии | 5 баллов |
| У вас есть признанная квалификация на официальном языке сообщества | 5 баллов |
| Вы учились для получения степени, диплома или сертификата в региональной Австралии не менее года | 5 баллов |
| Семейное положение | |
Вашему партнеру меньше 45 лет, он владеет английским языком на достаточном уровне, обладает соответствующими навыками и назначен по профессии, зарегистрированной в списке квалифицированных профессий. | 10 баллов |
| Ваш партнер владеет английским языком на достаточном уровне | 5 баллов |
| Вы либо одиноки, либо ваш партнер является гражданином или постоянным жителем Австралии | 10 баллов |
Здесь вы также можете воспользоваться калькулятором баллов, чтобы узнать, сколько баллов вы получите.
Могу ли я сменить штат по визе 190?
Да, вы можете менять штаты с визой 190, хотя вы назначены конкретным штатом для получения этой визы. Однако, когда вы получите визу, вы соглашаетесь работать в этом конкретном штате в течение как минимум двух лет, нарушение этого соглашения повлияет на ваши будущие заявления на получение визы и заявление на получение гражданства, если вы планируете стать гражданином Австралии в будущем.
Условия получения визы 190
Условия получения визы 190 будут меняться в зависимости от штата, который изначально выдвинул вас на получение визы.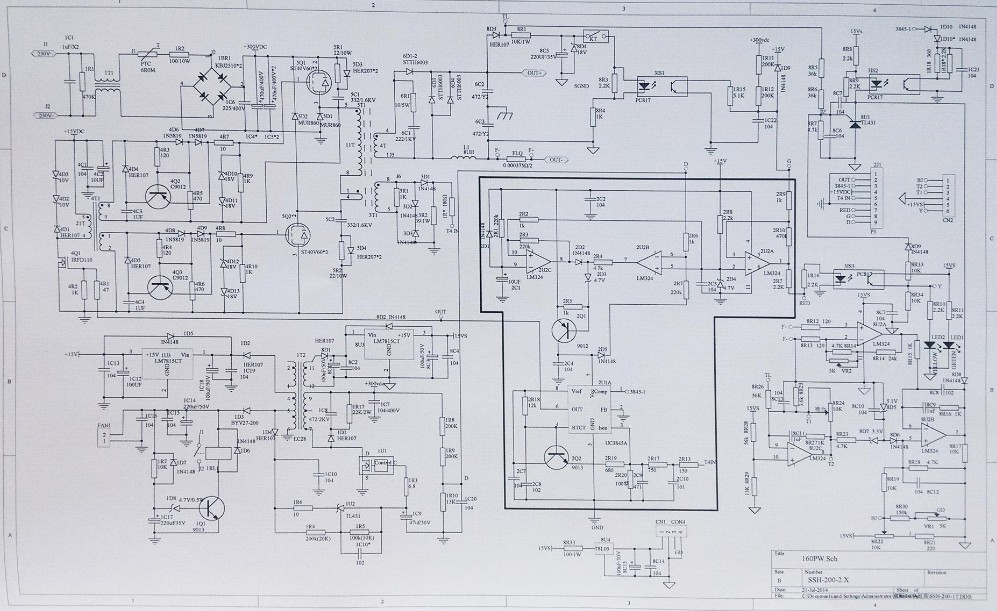 Однако в большинстве штатов и территорий вам потребуется проработать на этой территории не менее двух лет. Имейте в виду, что нарушение этого условия может не повлиять на ваш текущий статус визы, тем не менее, вы, скорее всего, не получите еще одну австралийскую визу.
Однако в большинстве штатов и территорий вам потребуется проработать на этой территории не менее двух лет. Имейте в виду, что нарушение этого условия может не повлиять на ваш текущий статус визы, тем не менее, вы, скорее всего, не получите еще одну австралийскую визу.
Список квалифицированных профессий и оценка навыков для получения визы 190
Список квалифицированных профессий представляет собой подборку подходящих профессий, в которых вы можете работать с австралийской рабочей визой. Чтобы получить номинацию на визу 190 ваша профессия должна принадлежать к указанной здесь категории. В этом списке вы также найдете официальные органы, которые могут провести оценку вашей квалификации.
Вы несете ответственность за обращение в органы, проводящие оценку, для получения оценки ваших навыков. После того, как ваша оценка будет сделана, вы получите отчет о ваших навыках. Когда вы будете готовы подать заявление на получение визы 190, вы должны предоставить заверенную копию отчета вместе с заявлением. Имейте в виду, что у каждого органа есть свои требования к тому, как они проводят свою оценку.
Имейте в виду, что у каждого органа есть свои требования к тому, как они проводят свою оценку.
Обратите внимание, что на момент подачи заявления на получение визы вашему отчету об оценке должно быть не менее трех лет. Если ваш отчет был выдан за более короткий период, то этот период не должен быть просрочен.
190 State Nomination NSW
Новый Южный Уэльс — это регион в Австралии, который может номинировать вас на получение визы 190. Вы должны связаться с каждой территорией, чтобы узнать, какие конкретные требования они предъявляют к получению визы. 190.
Для Нового Южного Уэльса вы должны в настоящее время проживать в Новом Южном Уэльсе. Новый Южный Уэльс не будет принимать во внимание ваш EOI, если вы в настоящее время проживаете в другом штате Австралии или за границей.
Могут ли члены моей семьи поехать со мной по визе 190?
Если члены вашей семьи принадлежат к вашей близкой семье, они могут подать заявление на получение визы 190 вместе с вами. К близким членам семьи относятся ваш супруг/партнер, дети (несовершеннолетние или взрослые на иждивении) или внуки.
К близким членам семьи относятся ваш супруг/партнер, дети (несовершеннолетние или взрослые на иждивении) или внуки.
Члены вашей семьи могут подать заявку одновременно с вами или присоединиться к вам позже. Имейте в виду, что ваши иждивенцы должны соответствовать требованиям по английскому языку, состоянию здоровья и требованиям к характеру.
Обратите внимание, что если по какой-либо причине ваш супруг и ребенок не подают заявление вместе с вами, укажите причину во время подачи заявления, чтобы ваше заявление могло быть обработано быстро.
Нужна ли мне еще одна виза для поездки по визе 190?
Да, поскольку виза 190 является постоянной визой, через пять лет вы не можете выезжать из Австралии без резидентской обратной визы 155/157. RRV предоставит вам еще 5 лет возможностей для путешествий, связанных с вашей визой 190.
Если вы хотите путешествовать по истечении пяти лет и у вас нет резидентской визы на возвращение, вам может быть отказано в повторном въезде в страну в качестве постоянного жителя.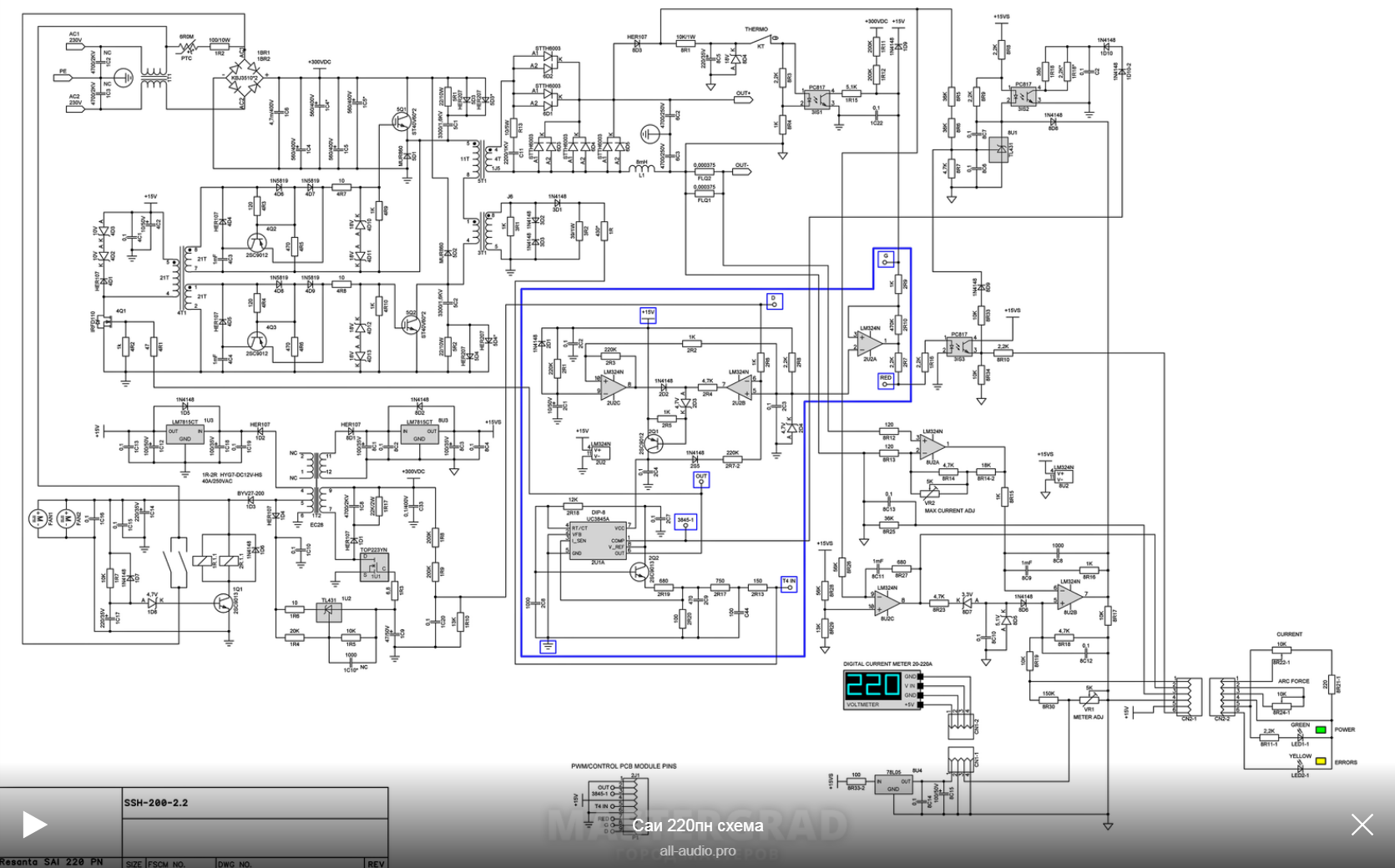
Эта страница была вам полезна?
Да Нет
Skilled Nominated Visa 190 — ImmigrationExperts
Квалифицированная номинированная визаПодкласс 190 в основном предназначен для тех квалифицированных рабочих и торговцев, которые были номинированы австралийским штатом или территорией. Он позволяет талантливым работникам, прошедшим балльную проверку, жить и работать в Австралии в качестве постоянного жителя. Тем не менее, кандидату сначала необходимо получить номинацию / спонсорство от австралийского штата / территории, чтобы подать заявку на подкласс 19.0 виза. Подходящие кандидаты должны получить квалификационный балл 65 баллов в австралийском балльном тесте Skilled Migration.Австралия Skilled Nominated Visa подкласса 190
Skilled Nominated VisaSubclass 190 в основном предназначена для тех квалифицированных рабочих и торговцев, которые были номинированы австралийским штатом или территорией. Он позволяет талантливым работникам, прошедшим балльную проверку, жить и работать в Австралии в качестве постоянного жителя.
Тем не менее, кандидату сначала необходимо получить номинацию/спонсорство от австралийского штата/территории, чтобы подать заявление на получение визы подкласса 190. Подходящие кандидаты должны получить квалификационный балл 65 баллов в австралийском балльном тесте Skilled Migration.
Что такое Skilled Nominated Visa (подкласс 190)?
Работайте и живите в Австралии с этой рабочей визой постоянного жителя. Некоторые иностранные квалифицированные рабочие, занимающие должности, указанные в Списке квалифицированных профессий Австралии, могут иметь право на получение подкласса 19.0 виза в Австралию. Эта виза требует, чтобы заявитель прошел и прошел тест на пригодность и был назначен правительством штата или территории.
Критерии соответствия требованиям для получения визы подкласса 190
Необходимо проверить, зарегистрирована ли ваша профессия в Сводном списке профессий Австралии или нет. В этом списке представлены те профессии, которые требуются в австралийской экономике для заполнения пробелов в работе в Австралии.
Вам должно быть меньше 45 лет, если и когда вас пригласят подать заявление на получение этой визы
Вы должны свободно владеть английским языком, если и когда вас пригласят подать заявление на получение этой визы. Подтвердите языковую необходимость для постоянного проживания в Австралии.
Вы должны иметь по крайней мере 2 года опыта работы, если и когда вас пригласят подать заявление на получение этой визы.
Вы должны быть выпускником (эквивалентно австралийским образовательным стандартам), если и когда вас пригласят подать заявление на получение этой визы.
Вы и члены вашей семьи, независимо от того, отправляются ли они с вами в Австралию, должны пройти медицинский осмотр.
На случай, если и когда вас пригласят подать заявление на получение этой визы, вы должны представить доказательство хороших моральных качеств, успешно подав заявление в полицию для каждой страны, в которой каждый член когда-либо жил, в течение 1 года. или больше, чем за последние десять лет.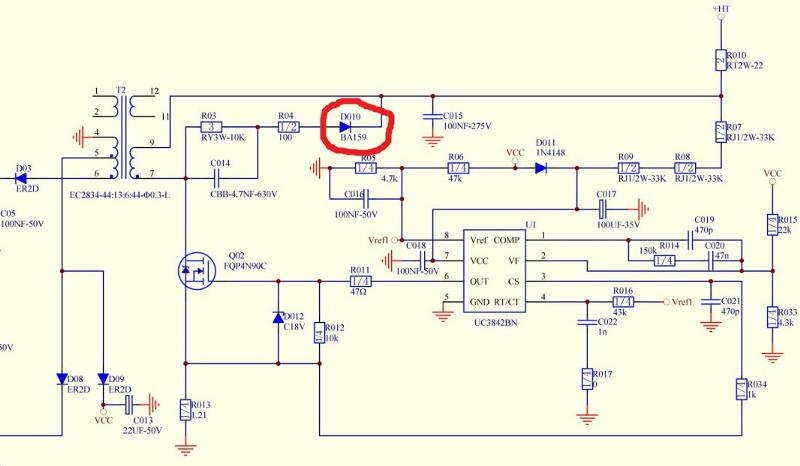
Как подать заявление на визу 190?
Вы можете использовать хорошо организованную систему, указанную ниже, чтобы подать заявление на получение австралийской Skilled State Nominated Visa Subclass 190:
STAGE-1Решите, включена ли выбранная вами профессия в список востребованных профессий Австралии или нет. Подкласс визы 190 доступен только тем, кто может занять должность, указанную в Списке среднесрочных или долгосрочных стратегических навыков (MLTSSL) или Списке краткосрочных навыков (STSOL)
ЭТАП-2 оценочный тест способностей с соответствующим оценочным органом. Ваш профиль будет внимательно рассмотрен заинтересованным экспертом по оценке на основе вашей квалификации и опыта работы. Оценка ваших способностей дает Департаменту иммиграции и пограничной охраны право судить о вашем уровне навыков в выбранной вами профессии для практики в Австралии. Теперь вы получаете оценку опыта работы в зависимости от продолжительности вашей работы. Чтобы двигаться дальше, вы должны получить положительный отчет об оценке навыков.
Чтобы двигаться дальше, вы должны получить положительный отчет об оценке навыков.
Этот этап предполагает, что вы пройдете тест на оценку способностей с соответствующим оценивающим органом. Ваш профиль будет внимательно рассмотрен заинтересованным экспертом по оценке на основе вашей квалификации и опыта работы. Оценка ваших способностей дает Департаменту иммиграции и пограничной охраны право судить о вашем уровне навыков в выбранной вами профессии для практики в Австралии. Теперь вы получаете оценку опыта работы в зависимости от продолжительности вашей работы. Чтобы двигаться дальше, вы должны получить положительный отчет об оценке навыков.
ЭТАП-4 Виза подкласса 190 предполагает, что вы получите форму номинации штата/территории Австралии. После подачи вашего EOI он будет доступен для просмотра государственными органами Австралии. Кроме того, вам также необходимо подать заявку на государственное спонсорство в одном из австралийских штатов/территорий. Если соответствующим австралийским властям понравится ваш профиль, вы получите письмо-приглашение подать заявление на получение визы подкласса 190.
Если соответствующим австралийским властям понравится ваш профиль, вы получите письмо-приглашение подать заявление на получение визы подкласса 190.
В различных штатах Австралии действуют различные программы номинации. Эти проекты представляют собой государственные программы номинации специалистов, обладающих высокой квалификацией и квалификацией, а также лиц, которые могут удовлетворить нехватку навыков в конкретном штате / территории, на которую они хотят подать заявку.
ЭТАП-5После получения ITA вы можете перейти к этапу подачи заявки DIBP, где вы можете представить свою окончательную и полностью заполненную заявку на утверждение DIBP.
ЭТАП-6Обработка вашего заявления на визу со стороны DIBP может занять много месяцев. Таким образом, разумно проявить терпение в отношении вашего решения по заявке на получение визы 190 в Австралию.
ЭТАП-6 Когда ваша заявка будет одобрена, вы получите визу, и с этого момента вы сможете начать свое австралийское предприятие.
Примечание: К этой визе применяется порядок приоритетной обработки. Департамент определяет порядок рассмотрения заявлений, не обращая внимания на время их подачи.
Преимущества визы Skilled Nominated Visa (подкласс 190)
Рабочая виза Skilled Nominated Work Visa предлагает все преимущества постоянного проживания в Австралии для вас и вашей семьи.
- Работайте и живите в Австралии до бесконечности
- Возможность учиться в Австралии
- Зарегистрируйтесь в Medicare, государственной программе здравоохранения Австралии
- Возможность подать заявление на получение австралийского гражданства
- Спонсировать родственников на ПМЖ
- Путешествуйте по всей Австралии, когда и как вы себя чувствуете
Стоимость визы может измениться в любое время без предварительного уведомления. Стоимость вашей визы полностью зависит от даты получения вашего заявления на получение визы.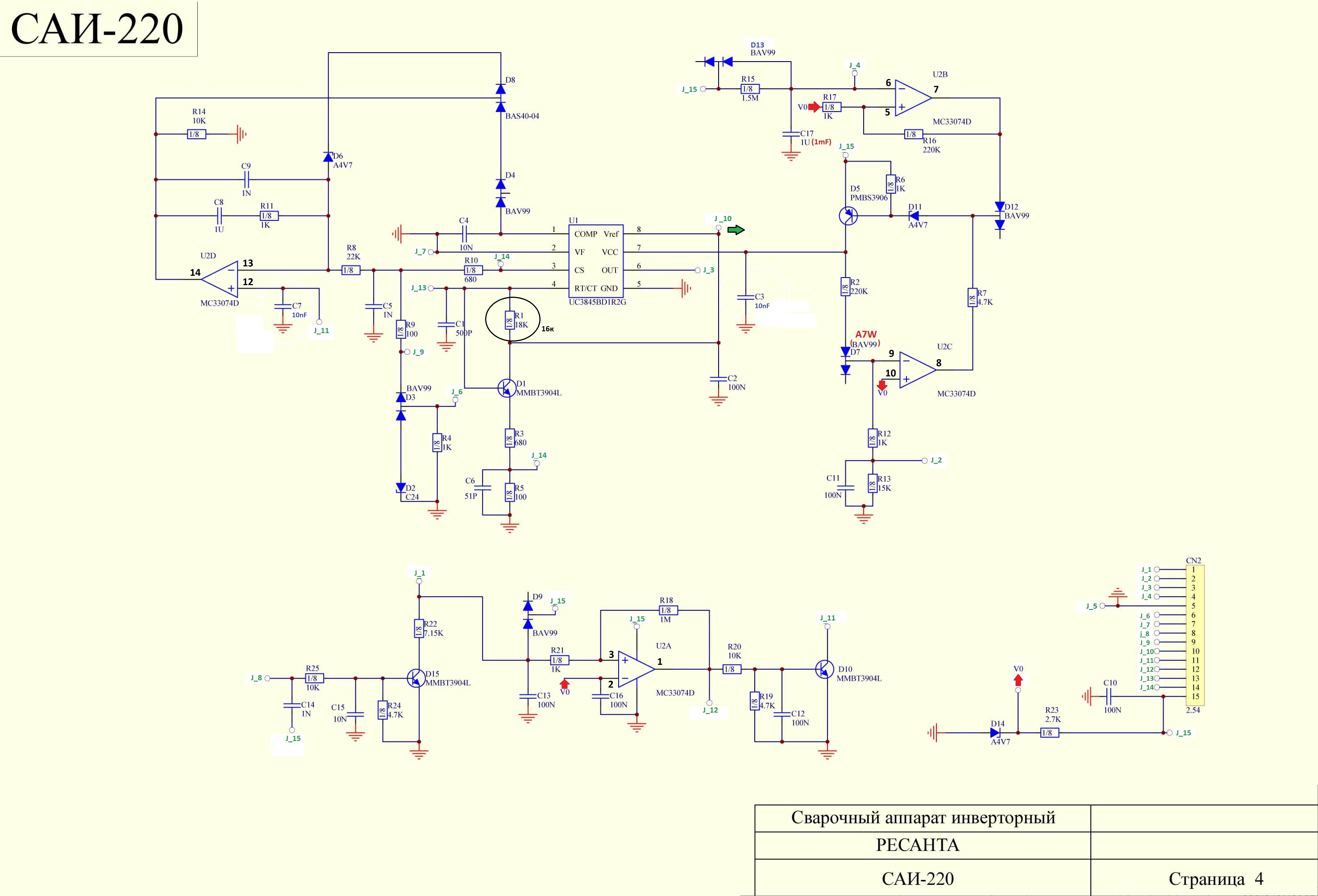 В случае увеличения расходов между датой подачи визы и датой принятия заявления на получение визы, вам может потребоваться оплатить новый регистрационный сбор.
В случае увеличения расходов между датой подачи визы и датой принятия заявления на получение визы, вам может потребоваться оплатить новый регистрационный сбор.
Сумма сбора за оформление визы должна быть оплачена в австралийских долларах (AUD). Расходы можно оплатить онлайн с помощью дебетовой / кредитной карты.
- Независимая виза подкласса 189 для основного заявителя – AUD $ 4 115
- Плата за зависимого заявителя от 18 лет и старше – AUD $ 2,055
- Плата за зависимых заявителей в возрасте 18 лет и младше – австралийских долларов 1030
Плата должна быть уплачена на законных основаниях соответствующему врачу, проводящему медицинское обследование
Плата за обязательный английский для супругов Если по какой-либо причине ваш супруг или заявитель-иждивенец старше 18 лет не сдает тест по английскому языку или не может выполнить требования по функциональному английскому языку, тогда все учтено, что вам нужно оплатить дополнительный сбор в размере 4885 австралийских долларов.
Время обработки визы 190
Общее время подготовки визы 190 по данным Департамента иммиграции и охраны границ:
- 75% заявлений обрабатываются в течение пяти месяцев
- 90% заявлений обрабатываются в течение восьми месяцев. Несмотря на это, ранее упомянутое время обработки визы 190 является предполагаемым временем ожидания. Реальное время может измениться в зависимости от:
- Общее количество заявок получено
- Сложность и простота вашего заявления на получение визы
- Задержка из-за ожидающих рассмотрения списка документов
- Количество доступных должностей в категории квалифицированной миграционной визы
- Любой другой запрос, заданный сотрудниками иммиграционной службы для вашей австралийской визы подкласса 190
Почему иммиграционные эксперты?
Специалисты по иммиграции Лучший консультант по иммиграции поможет вам решить все вопросы, связанные с иммиграцией в Канаду/Австралию.