Cварка алюминия инвертором, как варить алюминий электродами?
Алюминий используется практически во всех промышленных отраслях и производстве, прочно обосновался он и в быту. Этот металл отличает небольшой удельный вес, способность в четыре раза быстрее проводит ток и тепло по сравнению с обычной сталью, высокая прочность.- Содержимое:
- Технология инверторной сварки алюминия
- Сварочный аппарат-инвертор для алюминия
- Как варить алюминий инверторной сваркой
Не удивительно, что детали из алюминия или сплавов используются практически в любой бытовой технике и предметах быта. Соответственно время от времени их необходимо ремонтировать. И если раньше сварка алюминия инвертором выполнялась исключительно в промышленных условиях, сейчас можно выполнить сварной шов и дома самостоятельно.
Технология инверторной сварки алюминия
 Инверторная сварка алюминия в домашних условиях возможна при соблюдении определенных условий. К самому аппарату предъявляются достаточно низкие требования, и основное внимание следует уделить именно расходникам, используемым при проведении сварочных работ по алюминию. Чтобы сделать сварку алюминия возможной, необходимы следующие составляющие:
Инверторная сварка алюминия в домашних условиях возможна при соблюдении определенных условий. К самому аппарату предъявляются достаточно низкие требования, и основное внимание следует уделить именно расходникам, используемым при проведении сварочных работ по алюминию. Чтобы сделать сварку алюминия возможной, необходимы следующие составляющие:- Специальные электроды — для работы потребуются расходники с маркировкой ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Электроды с данной маркировкой специально предназначены для обработки материалов с высоким уровнем теплопроводности, в том числе и алюминия.
- Сварочный инвертор для сварки алюминия — для бытового применения подойдет аппарат практически любой производительности.
- Печка для прогревания электродов — в большинстве случаев неудачи связанные со сваркой алюминия связаны с тем, что электроды не были предварительно подготовлены для работы. Прожарка расходников перед использованием является необходимым и обязательным условием обработки алюминия.

При сварных работах с алюминием необходимо учитывать несколько важных особенностей. А именно:
- Оксид алюминия, образующийся на его поверхности, представляет собой тугоплавкую пленку, существенно снижающую возможность обработки материала. Чтобы избавиться от пленки, деталь зачищают с помощью абразива.
- Сам металл и его сплавы не меняет цвет во время нагревания, поэтому контролировать состояние сварочной ванны достаточно сложно.
- Основное правило, которое необходимо соблюдать, используя сварочный инвертор для алюминия — это то, что все работы необходимо выполнять не спеша, обеспечивая необходимое прогревание материала.
- Перегрев металла может привести к деформации. В домашних условиях рекомендовано использовать приставку к сварочному инвертору для сварки алюминиевых сплавов. Приставка позволяет обеспечить лучший контроль над проведением работ и в результате получить на выходе ровный и прочный шов.
Технология сварки черных металлов мало чем отличается от работ с цветными сплавами. При наличии минимальных навыков и умений, справиться с обработкой алюминия можно и в домашних условиях.
Сварочный аппарат-инвертор для алюминия
Инверторные сварочные аппараты для сварки алюминия могут быть разной модификации и иметь отличия в устройстве и конструкции. Теоретически возможно использование электродуговых установок, но чаще всего для работы с алюминием используют полуавтоматы. Модели инверторного типа отличает стабильная подача напряжения, что существенно уменьшает волну дуги и улучшает качество шва.
Специальная приставка к инвертору позволяет осуществлять работы в защитной среде газов практически идентичным образом, как и в сварочных полуавтоматах. Приставка имеет маркировку ТIG, и крупные европейские концерны часто изготавливают свои аппараты с возможностью подключения дополниельного устройства и быстрого перехода в режим использования среды защитных газов.

Как варить алюминий инверторной сваркой
Хотя полуавтоматы используются для работы чаще, чем сварочный аппарат инверторного типа для сварки алюминия, качество шва, получаемого с помощью последнего типа оборудования, несомненно, качественнее и лучше.
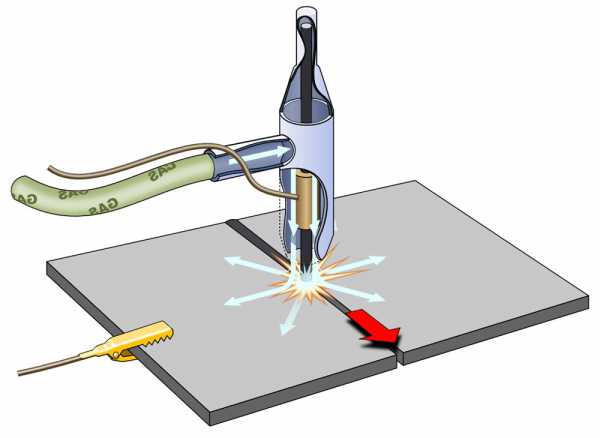
Сам процесс проведения работ связан с необходимостью обязательного использования защитного облака газов независимо от того, какое именно оборудование будет использоваться. Поэтому если планируется сварка алюминия инвертором постоянного тока, понадобится предварительно приобрести и установить приставку для аргонодуговой сварки. Осуществляется процесс сварки следующим образом:
- Подготовительные работы — зачищаются торцы и поверхность обрабатываемой детали. Электроды предварительно прогреваются в печи.
- Сварочные работы — накладывать шов надо медленно, обеспечивая необходимую глубину провара детали. Инверторная сварка по алюминию не терпит спешки. После наложения шва необходимо чтобы подача газа не прекращалась еще около 5 секунд – это предотвратит растрескивание и деформацию шва.
В промышленных условиях для проведения работ используются неплавящиеся электроды для сварки алюминия инвертором и инертный газ. Неплавящиеся электроды обеспечивают равномерное наложение шва и его прочность.
Хотя алюминий является металлом, тяжело поддающимся термической обработке, выполнить ремонт деталей из него или сплавов даже в домашних условиях возможно, при наличии специального оборудования, расходников и определенных навыков и технических знаний. Оптимальным оборудованием для обработки такого металла являются инверторные установки.
[media=http://www.youtube.com/watch?v=ABHIoo-ffq8]
stroy-plys.ru
Сварка алюминия в домашних условиях инвертором электродом
Главная » Статьи » Сварка алюминия в домашних условиях инвертором электродомСварка алюминия электродом в домашних условиях
Из алюминия произведено множество конструкций применяемых в устройстве автомобиля. Это могут быть блоки двигателя, коробки передач и элементы кузова. Изготавливают из этого нержавеющего материала различные емкости для промышленных и бытовых нужд. В случае образования трещины или свища заварить проблемное место лучше в среде аргона специальным аппаратом. Но если такой возможности нет, то можно воспользоваться инвертором. Сварка алюминия электродом в домашних условиях требует определенного режима и предварительной подготовки. Используются и специализированные расходные материалы. Как все это осуществить описывается ниже и демонстрируется на дополнительном видео.

Сварочный процесс-трудности работы с материалом
Электрической дугой можно соединять многие виды железа. У нее достаточно высокая температура горения, что позволяет хорошо проплавлять разную толщину пластин и создавать надежные и герметичные соединения. Но сваривать алюминий инвертором сложнее ввиду нескольких специфичных особенностей этого материала.
Первой трудностью являются гигроскопичные свойства алюминия. Материал способен впитывать окружающую влагу и накапливать в себе. Это не проявляется видимым образом на охлажденном изделии, но сразу станет заметно при ведении сварки. Когда зажигается дуга и металл оказывается в зоне повышенной температуры, то влага начинает испаряться с его поверхности, неизбежно попадая в зону сварки. Это приводит к чрезмерным брызгам и помехам при выполнении шва. Чтобы предупредить такое явление, требуется предварительный подогрев изделия горелкой при температуре 150-190 градусов. Во время выполнения процедуры можно увидеть выделение влаги на поверхности.
Еще одной сложностью является оксидная пленка, покрывающая все изделие тонким слоем. Она защищает металл от разрушения в кислотной среде, но существенно мешает свариванию инвертором в домашних условиях. Трудность заключается в огромной разнице температур плавления. Алюминиевый материал плавится при 500 градусах, а его оксид при 2000 градусах. Чтобы устранить этот перепад необходимо зачистить место сварки железной щеткой, дающей доступ к основному металлу.
Взаимодействие с окружающим воздухом способствует образованию пор в структуре шва, что значительно понижает его герметичные свойства. Защита сварочной ванны выполняется подачей аргона в случае TIG, или созданием газового облака от покрытых электродом при сварке инвертором в домашних условиях.
Поскольку чистый алюминий не используется в изделиях, то трудностью для сварки могут быть другие элементы входящие в сплав. Так, марки Ал2 и Ал9 с содержанием силумина от 4 до 13% считаются ограниченно свариваемыми. Такие же показатели имеют марки AMr1 и AMr6, где марганец может добавляться от 2 до 6%. Дюралюминий Д16 относится к трудносвариваемым.
Выполняем сварку: этапы работы
Как сварить алюминий стало понятно после многочисленных попыток и экспериментов. Далее представлены пошаговые действия, позволяющие получить качественное соединение в домашних условиях:
- Если свариваемые пластины имеют толщину более 5 мм, то необходима разделка кромок. Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным.
- Подготовленное изделие необходимо прогреть. Удаление влаги производится пропан-кислородным пламенем. Это может быть резак или обычный баллончик с бытовой горелкой. Нагреть необходимо поверхность до 150 градусов. Проверить это можно специальным аппаратом или визуально по сухому состоянию материала.
- После нагрева быстро осуществляется зачистка оксидной пленки. Для этого подойдет обычная щетка по металлу. Снять тугоплавкий слой важно в начале зоны сварки. Последующее действие будет оказывать электрод, чей состав и температура разъедают оксид, позволяя производить сварку.
- На подготовленном материале ставятся прихватки, фиксирующие свариваемые стороны. Корневой шов необходимо провести ровно, заполнив зазор. Угол относительно свариваемых частей необходим в 90 градусов. Это непривычно для начинающих сварщиков, или тех, кто работал только с углеродистой сталью. Но так расплавляемый металл будет точнее попадать в место соединения. После небольшого остывания поверхности отбивается шлак. Это происходит довольно трудно, поэтому требуется острый молоточек.
- Последующие слои шва наносятся до того уровня, чтобы заполнить всю толщину материала и создать небольшой валик поверх места соединения.
- Швы ведутся короткой дугой. Чрезмерное увеличение зазора может приводить к обрыву дуги. На конце электрода образуется нагар в виде белого слоя. Это выступающая щелочь. Чтобы продолжить сварку требуется удалить этот диэлектрик.
Электрод при сварке алюминия инвертором плавится быстрее, чем при работе с обычной сталью, поэтому тренировки на нерабочей поверхности помогут привыкнуть руке к сохранению дистанции.
Оборудование и электроды
Сваривание изделий из алюминия можно выполнять обычным инвертором. Аппарат удобен для транспортировки и передвижению на месте. Полярность необходимо выставить так, чтобы в руках сварщика находился «плюс», а на изделие крепился «минус». Потребуется розетка с 220V.
Электроды необходимы специализированные, например UTP 48, или аналоги. Они бывают различных диаметров и подбираются по толщине металла. Состав расходных материалов тоже имеет гигроскопичные свойства, что требует предварительной просушки для образования качественного соединения. Подходящие режимы для сварки могут быть такими:
| Толщина пластин, мм | Диаметр электрода, мм | Сила тока, А |
| 2 | 2.5 | 50-70 |
| 3 — 4 | 3.2 | 80-100 |
| 5 | 4 | 90-130 |
Алюминий позволяет долго служить изделиям. А его сварка в домашних условиях простым инвертором обеспечивает быстрый ремонт важной детали или корпуса. Применяя вышеизложенные рекомендации и приобретя подходящие электроды можно быстро заварить требуемую конструкцию из алюминия.
Поделись с друзьями
2
0
0
0
svarkalegko.com
Сварка алюминия в домашних условиях, электродоми и прочие методы
Главная страница » О сварке » Как правильно варить » Сварка алюминия » Сварка алюминия в домашних условиях
 Необходимость проведения сварочных работ часто возникает не только на производстве, но и в быту. Сваривание изделий и конструкций из алюминия в домашних условиях проводится достаточно часто, несмотря на возникновение некоторых трудностей. Сложности обусловлены, прежде всего, характеристиками, которыми обладает данный материал. Также при осуществлении бытовой сварки сложно создать необходимые для работы с алюминием условия.
Необходимость проведения сварочных работ часто возникает не только на производстве, но и в быту. Сваривание изделий и конструкций из алюминия в домашних условиях проводится достаточно часто, несмотря на возникновение некоторых трудностей. Сложности обусловлены, прежде всего, характеристиками, которыми обладает данный материал. Также при осуществлении бытовой сварки сложно создать необходимые для работы с алюминием условия.
Однако, возникают ситуации, когда необходимо провести ремонт изделий из алюминия. В таких случаях, работы выполняются дома, самостоятельными силами исполнителя. Поэтому в статье мы рассмотрим основные особенности и нюансы сваривания алюминия.
Сложности сварки алюминия
Основные трудности, возникающие при сварке алюминия.
 Во время сварочных работ, рабочее изделие нагревается до определенной температуры и начинается менять свой цвет. Так происходит с медью или железом — наиболее востребованными металлами для производства предметов быта. Изменение оттенка помогает исполнителю правильно регулировать процесс, понимать достаточный ли нагрев, определять произошла ли «заделка» шва или нужно продолжать термическую обработку. Но алюминий под действием температур не меняет цвет. Поэтому сварщику визуально оценить результат нельзя.
Во время сварочных работ, рабочее изделие нагревается до определенной температуры и начинается менять свой цвет. Так происходит с медью или железом — наиболее востребованными металлами для производства предметов быта. Изменение оттенка помогает исполнителю правильно регулировать процесс, понимать достаточный ли нагрев, определять произошла ли «заделка» шва или нужно продолжать термическую обработку. Но алюминий под действием температур не меняет цвет. Поэтому сварщику визуально оценить результат нельзя.
Высокая теплопроводность данного металла требует ограничения по длительности термического воздействия. Превышения продолжительности влияния высоких температур может привести к деформации, появлению трещин, выпуклостей и других дефектов.
www.samsvar.ru
|
Когда Вы собираетесь производить сваривание изделий из алюминия, то могут возникать мысли о том, что нужно иметь специальный сварочный аппарат и электроды специального назначения. Также Вы можете думать, что для проведения сварочных работ с алюминием требуется огромный опыт сваривания, но, стоит отметить, что для работы с алюминием нужны не совсем такие условия, как Вы можете себе представлять. Алюминий и его сплавы Вы можете сваривать с помощью обычного инвертора и не иметь дополнительных специальных приспособлений и особенных навыков. Для начала подберите специальные электроды, которые будут прекрасно подходить для сваривания Вашего изделия в соответствии с толщиной металла. Для сваривания можете выбрать одни из таких электродов, как ОЗАНА, ОЗАНА-1, ОЗР, ОЗР-2, ОЗА и ОЗА-1. После правильного подбора электродов, Вы закладываете успешное основание для качественного сваривания. Далее Вам следует подобрать подходящий сварочный ток, который имеет свои отличия и подходит для каждой определенной толщины металла. Сведения насчет того, какая толщина электродов требуется для определенной толщины металлов, можно найти на упаковке электродов. После подбора электродов и электрического тока, Вам следует прокалить или подогреть электроды в специальной печи для прокалки. Данная печь востребована не только при сваривании алюминия, но и при работе с другими металлами и разными видами электродов. Теперь плавно переходим к свариванию инверторами. Стоит отметить, что для сваривания подходит практически любой инвертор, потому что главным является приобретение качественных и недорогих сварочных электродов, а также приобретение начальных навыков сваривания. Правильно подобрать электроды, сварочный ток и обрести некоторые умения – это все, что требуется для работы с алюминием и его сплавами. В сварке специальными электродами нет разительных отличий от сваривания обычного металла, поэтому Вам не требуется обретать специальные умения для работы. Единственным, на то стоит обратить внимание, является то, что он не настолько тугоплавок, как сталь или вольфрам. Если Вы проявляете осторожность и внимательность при сваривании, то можете быть уверенными в том, что сделаете свою работу качественно, а изделие будет долговечным и прочным. Помимо осторожности, внимательности и целеустремленности, Вам следует приобрести качественное сварочное оборудование. Сделать такую покупку Вы можете в специализированном магазине или на официальном сайте одного из заводов-изготовителей. У официального дилера Вы можете приобрести желаемое значительно дешевле и более высокого качества, чем у продавцов на рынке или у других людей, желающих заработать на тех, кто, желая сэкономить, бросаются на самый дешевый товар. |
3g-svarka.ru
работа на бытовом инверторе аппарат, силумин, расходные материалы
 Используемые в быту изделия из алюминия со временем выходят из строя. Из такой ситуации есть два выхода: либо купить замену, либо прибегнуть к сварке алюминия. В домашних условиях это сделать несложно при наличии бытового инвертора, а так же специальных электродов по алюминию для дуговой сварки от зарубежных или отечественных производителей.
Используемые в быту изделия из алюминия со временем выходят из строя. Из такой ситуации есть два выхода: либо купить замену, либо прибегнуть к сварке алюминия. В домашних условиях это сделать несложно при наличии бытового инвертора, а так же специальных электродов по алюминию для дуговой сварки от зарубежных или отечественных производителей.
Сварка алюминия дома
 Планируя работу с изделиями из цветного металла и его сплавов, следует знать, как правильно подобрать электроды для дуговой сварки с учетом физико-химических особенностей материала. Известно, что при воздействии высокой температуры и воздуха на поверхности материала образуется оксидная защитная пленка силумин, температура плавления которого составляет порядка 2 тыс. градусов.
Планируя работу с изделиями из цветного металла и его сплавов, следует знать, как правильно подобрать электроды для дуговой сварки с учетом физико-химических особенностей материала. Известно, что при воздействии высокой температуры и воздуха на поверхности материала образуется оксидная защитная пленка силумин, температура плавления которого составляет порядка 2 тыс. градусов.
Сложность сварочного процесса заключается в том, что температура плавления алюминия составляет 660 С, защитную пленку приходится удалять механическим или химическим способом непосредственно перед контактом металла с электродом. При перепадах температурного режима прочность серебристого металла снижается, что может стать причиной деформации изделия, в процессе остывания шва на поверхности деталей могут появляться трещины.
Сварка алюминия инвертором в домашних условиях должна проводиться на токе с постоянным напряжением до 100 А и обратной полярностью. В качестве расходного материала используются электроды диаметром 3,2 мм. В рабочем процессе рука специалиста должна располагать держатель с электродом под углом 90 градусов, сварка проводится методом короткой дуги.
При соединении деталей из металла толщиной свыше 5 мм необходимо разделать кромки V-образной фаской с наклоном угла скоса до 60 градусов. Сварка алюминия в домашних условиях предусматривает:
- Предварительную подготовку элементов прогревом газовой горелкой до температуры 200С для удаления влаги;
- Прокаливание электродов в соответствии с инструкцией завода-изготовителя. Без прогрева расходных материалов соединение деталей будет невозможным;
- Удаление оксидной пленки с деталей;
- Удаление окалины с электрода.

Технология сварки требует удаления оксидной пленки с помощью металлической щетки и расположения соединяемых деталей с зазором до 2,5 мм. После завершения каждого прохода со сварочного шва необходимо удалить шлак, очистить кончик электрода от нагара. К сварочному аппарату особых требований не предъявляется.
Требования к процессу сварки
 Для производства сварочных работ, при которых используется мощный бытовой сварочный инвертор для сварки алюминия и электроды по алюминию для дуговой сварки, разработаны специальные требования, в которых важным пунктом является проведение соединения деталей под защитой аргоном или смесью аргона и гелия. Специальное оборудование позволяет выполнять мероприятия неплавящимися вольфрамовыми электродами. Дюралюминий сваривается переменным электрическим током повышенного значения
Для производства сварочных работ, при которых используется мощный бытовой сварочный инвертор для сварки алюминия и электроды по алюминию для дуговой сварки, разработаны специальные требования, в которых важным пунктом является проведение соединения деталей под защитой аргоном или смесью аргона и гелия. Специальное оборудование позволяет выполнять мероприятия неплавящимися вольфрамовыми электродами. Дюралюминий сваривается переменным электрическим током повышенного значения
Технологический процесс можно выполнять всеми типами сварочных аппаратов инверторного типа любой мощности и с любой степенью автоматизации. Реагенты и расходные материалы подбираются в соответствии с типами агрегатов. Например, аппарат TIG хорошо работает с проволокой диаметром 2−5 мм, имеющей маркировку АД, ОЗА, АО, ОЗР, АК, Kobatek-213, в состав которых входят присадки из магния и его сплавов.
Инструкция по сварке инвертором
Когда потребуется сварить алюминий инвертором, рекомендуется изучить инструкцию, ознакомиться с правилами работы с аппаратом, подготовить инструменты. Ручная электросварка проводится в следующей последовательности:
- Провести настройку панели управления методом перевода тумблера в режим переменного тока;
- Установить баланс полярности в отрицательную сторону для чистого алюминия и в положительную сторону при соединении деталей из дюралюминия;
- Установить силу тока по таблице в соответствии с толщиной металла и диаметром электрода;
- Настроить процесс затухания электродуги;
- Установить интенсивность продувки аргоном;
- Зафиксировать время сварочного процесса.

Алюминиевый металл зачищается до блеска металлической щеткой, обезжиривается химическим реагентом, прогревается до нужной температуры. Заварить шов необходимо на умеренной скорости продвижения держака и легкими прикосновениями электрода к проволоке. В идеале шов должен получиться ровным, с ребристой поверхностью.
Сварка алюминиевого провода
Имея дома самодельный аппарат для сварки алюминиевого провода, можно воспользоваться простой технологией. Среди общих рекомендаций по эксплуатации оборудования важными пунктами являются:
- Удаление с провода изоляционного слоя;
- Создание скрутки;
- Подрезание проволоки на одинаковом уровне;
- Нанесение флюса с целью растворения защитной пленки.
В процессе сварки проволоки из алюминия используются графитовые или угольные электроды по алюминию для дуговой сварки. Соединение осуществляется в процессе контакта электрода и скрутки в течение 2 секунд при силе тока 20 А. Чтобы избежать залипания угольного расходного материала, скрутка обрабатывается флюсом. После охлаждения соединение необходимо обработать реагентом, нанести на него лак и закрыть изолирующим колпачком.
pochini.guru
Благодаря особенным качествам алюминия, например пластичности, и высокой тепло и электропроводности, алюминий со своим сплавами широко используется в промышленности в качестве конструкционного материала. По этой причине часто на большинстве предприятий возникает необходимость сваривания и ремонта деталей из алюминия и его сплавов. Традиционным способом сваривания алюминия принято считать аргонодуговое сваривание с использованием инертных газов. Зачастую в качестве инертного газа выступал аргон, потому как сваривание в его среде получается высокого качества, а шов имеет высокую прочность и долговечность. Для данного способа сваривания требуется дорогостоящее оборудование и высокая квалификация сварщика, что часто не соответствует уровню развития сварочного оборудования на большинстве небольших предприятий или мастерских. Сварочный электрод Nobitec 412 является специальной разработкой для проведения ручного электродугового сваривания литых или прокатных сплавов с содержанием кремния более 7%. Технология и сварочные электроды Nobitec 412 направлены на выполнение надежного сваривания и ремонта деталей, которые изготовлены из алюминия, силумина и дюралюминия без использования аргоновой среды. Электрод Nobitec 412 рекомендован для сваривания разнородных сплавов, в основе которых лежит алюминий. Это позволяет обеспечивать герметичные и свободные от пор швы. Работать с данными электродами можно от любого источника постоянного тока. Сваривание покрытым электродом производится быстрее других способов сваривания, поэтому является более экономным способом скрепления алюминиевых деталей. Также электроды Nobitec 412 можно использовать на открытом воздухе. Основным применением Nobitec 412 является сварка блоков двигателей, головок цилиндров, емкостей, контейнеров, рам, деталей машин и теплообменников. Для работы с алюминием применяется еще одно универсальное средство – пруток TBW Harasil NC12. Данный пруток используют для сваривания тонкостенных деталей из алюминия, например радиаторов в системах кондиционирования и вентиляции помещений. Пруток имеет трубчатый вид и содержит внутри себя флюс, не поддающийся коррозии. При использовании TBW Harasil NC12 есть возможность производить капиллярную пайко-сварку. Пайко-сваривание является сочетанием преимуществ сварочного процесса и процесса пайки металла. Используя пайко-сварку можно получать высококачественные сварные соединения, прочность которых равна прочности основного металла для сваривания. Также стоит отметить то, что тепловложение в рабочую зону свариваемого металла в процессе пайко-сварки является минимальным. Благодаря этому отсутствует риск перегрева основного металла, а также сокращаются затраты энергии и времени. Применяя простое техническое оснащение, пайко-сварку можно производить на любом предприятии. |
 Инверторная сварка алюминия в домашних условиях требует соблюдения определённых требований
Инверторная сварка алюминия в домашних условиях требует соблюдения определённых требований Алюминий — один из самых распространенных металлов
Алюминий — один из самых распространенных металловwww.samsvar.ru
Сварка алюминия — Построй свой дом

Мы уже выбрали сварочный инвертор и научились подбирать электроды. Пришло время рассмотреть тонкости сварки различных материалов. Вот о том, как происходит сварка алюминия, мы и поговорим в этой статье.
Сварка алюминия инвертором
Возможна ли сварка алюминия инвертором? Данный вопрос далеко не праздный, но я отвечаю на него с уверенностью – можно. Однако необходимо соблюдать ряд определённых требований.
Сварка алюминия инвертором постоянного тока отличается от работы с другими видами металлов. Алюминий — трудносвариваемый металл, который в процессе сварки выделяет токсичные газы, поэтому работать инвертором необходимо на свежем воздухе или при наличии хорошо функционирующей вентиляции. Проблемы сварки алюминиевых поверхностей связаны со свойствами данного металла:
- Высокий показатель текучести. Под действием высокой температуры алюминий нагревается и деталь деформируется;
- Появление оксидной плёнки. В процессе сварки происходит химическая реакция с кислородом и на поверхности образуется плёнка, отличающаяся тугоплавкостью и препятствующая свариванию поверхностей;
- Высокая пористость при нагревании, способная уменьшить прочность сварного шва.
Учитывая, что алюминий обладает высокой теплопроводностью, для работы с ним необходимы сварочные инверторы, способные выдавать ток с силой не менее 80 А. Ещё важнее выбрать электроды. Сварка алюминия использует электроды с особой маркировкой ОЗА, например, ОЗАНА, ОЗА-1, ОЗР-2 и другие. Перед применением электродов их необходимо прокалить в печи.
В промышленности сварка алюминия производит при помощи аргона, однако в домашних условиях можно обойтись и без него.
Сварка алюминия инвертором без аргона
Сварка алюминия инвертором без аргона характеризуется одной существенной особенность, при контакте с кислородом на его поверхности появляется оксидная пленка, которую можно удалить исключительно химическим воздействием. Это объясняет использование веществ, предназначенных предотвратить ее образование и позволить контактировать непосредственно с поверхностью металла. Все такие средства называют флюсами.
Для сварки алюминия используется обычный бытовой или полупрофессиональный инвертор и специальные электроды. Для электрода диаметром 3 мм выставляется ток силой в 90-100 А. Держатель инвертора с электропроводом необходимо держать под углом 90 градусов. Сварка выполняется короткой дугой.
Учтите, что специальные электроды для работы с алюминием сгорают в 2-3 раза быстрее обычных, поэтому их запас должен быть достаточным для проведения всей работы. Непосредственно перед сваркой металлической щёткой снимается оксидная плёнка. После каждого прохода дуги необходимо удалять шлак со сварного шва. Нельзя производить следующий слой сварки по шлаку. Количество проходок сварной дугой зависит от силы тока и толщины свариваемых поверхностей.
Чтобы разрушить оксидную пленку, которая образуется на поверхности деталей, используется постоянный или переменный ток, он обязательно обратной полярности. Таким образом происходит катодное распыление, что и вызывает разрушение пленки. Если вы решите проводить работы постоянным током прямой полярности, то это не позволит разрушить оксидную пленку.
Независимо от того, какой тип сварки деталей будет выбран, необходимо проводить предварительную обработку их кромок.
Покупая сварочный инвертор для использования дома или в гараже, обратите внимание возможна ли ним сварка алюминия. Предпочтение лучше отдать тому аппарату, в паспорте которого это указано. В следующей статье я расскажу об аргонодуговой сварке.
Рекомендую еще почитать:
www.ocenin.ru
Сварка алюминия инвертором

Алюминий относится к трудно свариваемым металлам. Появляется много различных затруднений, они мешают правильному формированию качественного соединения, в связи с этим, необходимо применение дополнительных материалов для улучшения процесса. Сваривание алюминия инвертором только на половину устраняет данные проблемы, поскольку нужна необходимая защищающая среда для сварочной ванны от различных внешних факторов, плохо влияющих на качество соединения.
При сваривании алюминия, появляется довольно жидкая сварочная ванна, она сильно затрудняет процесс работы, поэтому здесь требуется необходимый опыт. Еще существуют различные проблемы, такие как появление оксидной пленки, усадка металла, деформации и микротрещины. В сваривании нержавеющей стали и алюминия процесс считается одинаковым, поэтому используются почти одни и те же приспособления. Алюминий, широко востребованный в промышленных сферах, где сварщики часто сталкиваются с ним, несмотря на множество минусов. Тем не менее, сваривание алюминия инвертором входит в общую инфраструктуру работы с этим металлом.

Преимущества
- В этом виде сваривания отсутствует использование газа, поэтому способ считается недорогостоящим;
- Инвертор имеет некоторые преимущества для различных процедур сваривания;
- Удобство в применении данного метода;
- Доступность электродов и других дополнительных материалов;
- Сваривание инвертором особого опыта не понадобится, поэтому с этим процессом могут справиться даже новички;
- Максимально быстрая подготовка к свариванию, а при завершении уборка, благодаря отсутствию большого количества оборудования.
Недостатки

- Сваривание алюминия считается одним из самых сложных методов, поэтому качество сваривания может быть низким;
- Требуется разложить флюс, который защитит сварочную ванну;
- Затруднения в выборе электродов при неизученном составе сплава. Так же с просушкой, из-за которой в обмотке будет оставаться влага, она приведет к попаданию водорода в алюминий.
- Слишком быстрое образование шва, из-за большой скорости электрической сварке.
Что такое инвертор?

Инвертор является новым видом сварочного трансформатора, он служит для снижения и образования напряжения под необходимые сварочные параметры, и передачи на рабочие режимы. Считается главным источником тока при сваривании, с возможностью регулировки режимами проведения работ. Есть множество разновидностей, которые подбираются в соответствии от толщины свариваемого металла. На аппарате следует иметь функцию принудительного охлаждения, она спасет оборудование от перегрева и скорого износа.
Влияние режима сварки на качество шва
При сваривании алюминия инвертором нужны четкие соблюдения параметров, в противном случае существует большая вероятность испортить шов. Когда сила тока ниже, чем надо, электрод будет часто прилипать, и не образуется нужной глубины провара, а при механическом воздействии деталь может повредиться на месте соединения.
В случае высокого тока, в детали можно совершить прожог, который весьма сложно исправить путем заваривания, особенно при сваривании алюминия. Когда сваривание алюминия проходит в домашних условиях, даже там стоит внимательно настраивать параметры.
Необходимые материалы и инструменты

Возможно сваривание алюминия с аргоном и без него, поэтому список приспособлений может иметь разницу, а в основном используются такие разновидности приспособлений как:
- Инвертор – является главным источником питания, создающим электрическую дугу. Выбор аппарата зависит от того, с какими металлами придется столкнуться;
- Электроды – делятся на два вида, обычные плавкие с обмазкой и неплавкие. Сваривание алюминия инвертором без аргона осуществляется плавкими, поскольку обмазка создает защищающую среду для сварочной ванны. При аргонодуговом сваривании применяются неплавкие вольфрамовые или угольные электроды.
- Баллон с аргоном и шланги – вспомогательные средства для обеспечения защиты благодаря газу. Горелку можно использовать как разогревающий компонент для металла.
Подготовка алюминия к свариванию

Вначале, в подготовительные работы входит зачистка места для шва, осуществляется металлической щеткой при большой ширине заготовке, в остальных случаях пользуются наждачной бумагой. После требуется обработать растворителем, удалив жир, налеты, а еще пленку из оксида, которую не рекомендуется удалять температурным нагревом. Когда толщина заготовки больше 4 мм, то следует скосить кромки под нужным углом в зависимости от той же толщины металла.
Инструкция
Что бы осуществить данный процесс сваривания вам потребуется совершить несколько шагов таких как:
- Зачистка, смазка металла;
- Обработка флюсом;
- Настройка нужных параметров в соответствии с деталью;
- Основной процесс, где требуется аккуратность в образовании валика шва, он плохо держится, из-за свойств данного металла;
- Подождать пока деталь остынет, затем проверить качество шва с помощью керосина или других методов.
Техника безопасности
Требуется ответственно относиться к процессу сваривания алюминия и другим подобным работам, поскольку это может оказаться небезопасно. Первым делом требуется обзавестись огнеупорной одеждой с варочной маской. После стоит проверить заземления и целостность оборудования. Баллон стоит убрать подальше от места сварочных работ на расстояние не меньше 5 метров
svarkagid.com