Свариваем алюминий без аргона своими руками
Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
- Инверт постоянного тока, способный выдать 120 А.
- Специальный электрод для сварки алюминия.
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.

Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила — блестящая, так как состоит преимущественно из алюминия, покрытие — белое.


Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.

Изначально рекомендую установить ток 100 А и попробовать.

Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.

Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.

И зачищаем щеткой.

Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.

Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.

Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
С помощью данного метода вы сможете:
- — варить листовой алюминий;
- — алюминиевый профиль;
- — ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- — любые сварочные работы бочек или резервуаров;
- — сваривать токопроводящие шины;
- — и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
sdelaysam-svoimirukami.ru
Возможна ли сварка алюминия в домашних условиях инвертором?

Алюминиевые и изготовленные из сплавов этого металла изделия широко применяются как на производственных предприятиях, так и в быту. Их популярность обусловлена достоинствами металла, в том числе легкостью и пластичностью. При этом алюминий – материал не самый прочный, из-за чего изделия часто ломаются. И если ранее их починка осуществлялась только в производственных условиях, то сейчас возможна сварка алюминия в домашних условиях инвертором – для этого нужно изучить свойства материала, приобрести необходимый инвентарь и выполнить работу согласно инструкции.
Содержание статьи
Сложности при сварке изделий из алюминия
Выполненные из алюминия детали покрыты оксидной пленкой, которая обладает высокой температурой плавления – 2000 градусов Цельсия. В то время как сам металл плавится уже при 600 градусах. Поэтому перед началом работ пленку нужно удалить: химическим или механическим путем. Стоит помнить, что сваривать алюминий следует начинать сразу после удаления тугоплавкой пленки, чтобы избежать повторного окисления поверхности – это происходит при контакте металла с содержащимся в воздухе кислородом.
Необходимо учитывать, что прочность изделий снижается при резких перепадах температур. А из-за того, что электродуга нагревается до высокой температуры, алюминий плавится и начинает вытекать из зоны сварки.
Дополнительные сложности создает тот факт, что при нагревании цвет металла не меняется. Поэтому сложно контролировать, чтобы сварной шов был одного размера на всем участке. Свариваемая конструкция может изменить форму из-за низкого значения модуля упругости. По этой же причине при остывании изделия в районе сварочной ванны могут образовываться микротрещины.
Зная об этих сложностях, можно самостоятельно сварить алюминий инвертором, не прибегая к помощи специалистов.
Требования к сварке
Сваривать алюминий необходимо строго следуя следующим правилам:
- Сварка производится только под защитой, которую обеспечивают инертные газы. Как правило, используется аргона и его смесь с гелием. Соответственно, инверторный аппарат необходимо оснастить оборудованием аргонодуговой сварки.
- Использовать лучше вольфрамовые электроды для алюминия – они не плавятся. В процессе работы нужно периодически счищать с них окислы, иначе качество шва ухудшится.
- Работы производятся при помощи переменного электрического тока, силу которого устанавливают больше, чем при работе со стальными изделиями.
- Чтобы сварной шов не деформировался из-за перепада температур, необходимо прогреть рабочую поверхность перед сваркой.
- Присадочные электроды для алюминия предварительно прогревают, помещая их в муфельную печь.
Оборудование для работы
Для сварки алюминиевых или изготовленных из сплавов алюминия заготовок могут использоваться  аппараты инверторного типа, отличающиеся по производительности и степени автоматизации процессов работы. Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.
аппараты инверторного типа, отличающиеся по производительности и степени автоматизации процессов работы. Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.
В случае, когда производится сварка алюминия инвертором типа «TIG», используются неплавящиеся вольфрамовые электроды и присадочная проволока диаметром 2-5 мм нескольких маркировок: АО, АД и АК. В ней содержится большое количество присадок сплавов магния.
Также в работе можно использовать следующие электроды для сварки алюминия инвертором: российские марок ОЗА, ОЗР ОЗАНА; либо импортные образцы марок ОК 96.20, ОК 96.40, Kobatek-213.
Проволока для полуавтоматических сварочных инверторов для алюминия обладает диаметром 0,8-1 мм. Она выпускается в катушках, вес которых составляет полкилограмма. Оптимально использовать проволоку, изготовленную из литий-кремниевого сплава двух марок – ER 4043 и ER 5356. Либо марки проволоки из сплава магния с алюминием – Св-АК 5 или Св-АМг 5.
Аргонодуговой метод (AC TIG) сваривания алюминиевых деталей в основном используется при тщательной сварке. В результате не образуется пор и грубых швов. Переменный ток позволяет расплавить тугоплавкий оксидный слой на поверхности материала и создать сварочную ванну, которая необходима для соединения элементов конструкции. При использовании аппарата такого типа можно ремонтировать тонкостенные изделия из чистого металла и его сплавов. Однако, он довольно чувствителен к загрязнению используемых электродов – по этой причине их очистку нужно производить своевременно.
Инструкция выполнения работы
 Сварка алюминия инвертором производится по строгому алгоритму. В первую очередь настраивается аппарат для инверторной сварки. Тумблер переводится в режим переменного тока, соответствующее значению АС. Следующим этапом производится установка баланса полярности на значение – при работе с изделиями из чистого алюминия его необходимо смещать из исходного положения (50/50) в отрицательную сторону, а при сварке сплавов – в положительную.
Сварка алюминия инвертором производится по строгому алгоритму. В первую очередь настраивается аппарат для инверторной сварки. Тумблер переводится в режим переменного тока, соответствующее значению АС. Следующим этапом производится установка баланса полярности на значение – при работе с изделиями из чистого алюминия его необходимо смещать из исходного положения (50/50) в отрицательную сторону, а при сварке сплавов – в положительную.Значение величины сварочного тока устанавливается в зависимости от таких параметров, как толщина листа и диаметр электрода. Например, при толщине листа в 2 мм и диаметре присадочной проволоки в 3 мм она устанавливается на значение 60 Ампер.
От толщины изделия также зависит замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны. Так, при работе с 2-милиммитровым листом это значение устанавливается на 3 секунды.
Заканчиваются настройки сварочного инвертора для сварки алюминия установкой времени и интенсивности продувки шва инертным газом (без аргона работать нельзя), которое требуется для того, чтобы охлаждать сварочный шов.
После настроек оборудования необходимо подготовить саму заготовку – очистить ее от пленки, повышающей термостойкость материала. Применяется как механическая очистка (железной щеткой, наждачной бумагой), так и химический способ. В последнем случае используется водный раствор хлорида цинка или иной растворитель. Затем изделие необходимо предварительно прогреть до 400 градусов. Только после этого можно переходить к чистовым сварочным работам. Действовать следует неторопливо, чтобы свариваемые элементы прогревались с одинаковой интенсивностью.
Чтобы в результате сварочный шов был равномерным с характерной ребристостью, присадочная проволока либо электроды по алюминию для сварки должны подаваться легкими прикосновениями под определенным углом – 15 градусов, начиная с начала сварочной ванны. При этом по шву выполняется несколько проходов.
Таким образом, при наличии необходимого оборудования, в домашних условиях можно сварить изделия из алюминия на совесть, используя инвертор. При этом важно учитывать, что новичкам не следует сразу выполнять чистовые работы. Сначала лучше потренироваться под надзором специалиста, чтобы приобрести необходимые навыки и опыт выполнения подобных операций.
С процессом сварки алюминия можно ознакомиться на видео:
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Сварка алюминия электродом в домашних условиях
Многие бытовые вещи сегодня изготавливаются из алюминия или его сплавов. Такие изделия легкие, прочные и относительно дешевые, но часто приходиться их ремонтировать. А качественное восстановление возможно только с применением сварки.
Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
Особенности сварки электродами
Алюминий — очень непростой металл для сваривания. Неправильный подход к технологии приведет к некачественному сварному шву и изделие будет испорчено.
Сварка алюминия в домашних условиях инвертором требует соблюдения двух основных правил.
- Варить «крылатый» металл нужно только с использованием специальных расходников.
- Аппарат настраивают на постоянный ток с обратной полярностью.
Приемы сварки, использование присадок и подготовка материалов также важны. Но нарушение этих двух главных правил приведет к браку.
Электроды для алюминия существуют различных марок, их подбирают в зависимости от того, какие детали будут свариваться.
- ESAB с маркировкой «ОК» 96.20, 96.10 или же 96.50. подходят для сваривания изделий из алюминия, а так же его сплавов с магнием или марганцем.
- Расходники марки «ОЗАНА» — применяют для сварки по алюминию марок А0 (металл с небольшими добавлениями титана, меди, цинка и прочих). «ОЗАНА 2» позволяют сваривать детали и в вертикальном положении.
- «УАНА» также используют для алюминиевого сплава и литья.
Можно поискать электроды и других производителей.
Ранее при недоступности специальных расходников для сварки цветных металлов использовали самодельные виды.
Для этого брали алюминиевую проволоку, которую нарезали по длине электрода (250-300 миллиметров). Со стальных расходников соскребали обмазку, ее измельчали и перемешивали с мелом.
Затем такую консистенцию смешивали с силикатным клеем и наносили на алюминиевые стержни из проволоки. Просушив их, использовали для сварочных работ.
Кроме специальных электродов нужен сварочный аппарат, который обеспечит нужный ток и его мощность.
Современные ММА инверторы обладают нужными качествами для проведения сварочных работ по алюминию. Максимальная мощность должна составлять 250-300 Ампер.
Главное требование в том, что такое оборудование должно перенастраиваться на постоянный ток.
Итак, как варить алюминий электродом и что нужно знать?
Подготовительные работы
Сварка алюминия электродом более требовательна к подготовке. Перед работами нужно тщательно подготовить детали и расходники.
Электроды перед использованием должны быть хорошо просушены. Чаще всего используется прожарка в печи. Это делается для получения качественного сварного соединения.
Поверхности свариваемых деталей нужно тщательно очистить от загрязнения и, главное, от оксидов, которые в любом случае образуются на металле от контакта с атмосферным кислородом. Также алюминий нужно обезжирить, используя для этого ацетон.
Заготовки или изделие нужно перед сваркой прогреть до соответствующих температур. Для средних по толщине заготовок показатель нагрева составляет 250-300 градусов. Более массивные изделия нагревают до температуры в 400°.
Для сварки алюминия нужно подготовить и место. Металл при варке очень текучий, и, чтобы избежать его протекания, нужно сделать подставку из тугоплавкого материала.
Проведя все подготовительные мероприятия, приступают к непосредственной сварке.
Технология сварки
Стоит помнить, что покрытыми электродами варят алюминиевые изделия толщиной не менее 4 миллиметров. При этом такие конструкции и детали не должны нести ответственных нагрузок.
Как не старайся, но технология сварки электродами не дает отличного качества соединения. Внутри шва все равно образуются поры, которые снизят прочность сварного шва. А после окончания процесса не получиться полностью удалить шлак, он в дальнейшем способствует образованию коррозии.
- Изначально нужно перенастроить инвертор на постоянный ток (AC) и сменить полярность. Для этого кабель держателя подключают на плюс, а массу — на минус.
- Регулируют и силу тока. При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода.
- После поджигания дуги нужно установить положение электрода в пределах 60-80 градусов к поверхности (лучше всего 90, но тогда будет перекрыт обзор).
- Скорость ведения шва нужно соблюдать соответственно скорости плавления расходника (она выше, чем у обычных стальных электродов).
- Расстояние кончика электрода от поверхности выдерживают в 1,5-2 миллиметра. Если слишком глубоко утопить его, то шов будет всплывать и расплескиваться по металлу. При большом расстоянии металл попросту не провариться должным образом.
- Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
Зачем соблюдать длину шва только на один электрод? Все дело в свойстве алюминия, по окончанию сварки в конце образуется накопление шлака. Зажечь дугу в этом месте будет невозможно, придется сделать отступление, а это не укрепит сваренный металл. Такое же образование будет и на кончике самого электрода.
- Расплавленный алюминий — очень текучий материал. Для того, чтоб он не вытекал из сквозных соединений, шов ведут в один слой, при этом также заготовки располагают на подставках из тугоплавкого металла.
- Когда шов пройден, нужно сразу же удалить шлак, используя для этого жесткую щетку по металлу. Изделие также потребуется промыть в горячей воде.
- Чтобы свариваемый алюминий не треснул, нужно обеспечить постепенное остывание. Для этого детали можно поместить в печь, где они нагревались, и оставить до полного охлаждения.
- Также, во избежание деформаций металла, не стоит располагать слишком близко друг к другу сварные соединения.
Ни в коем случае нельзя охлаждать сварные швы алюминия в холодной воде. Это гарантированно поспособствует растрескиванию!
Если Вы не имеете достаточно опыта в сварке, то желательно изначально просто потренироваться на какой-нибудь ненужной детали. В целом сами приемы сварки такие же, как и при работе со сталью, и при наличии опыта не составит труда положить шов по алюминию.
Другие способы сварки
Более качественно можно сделать сварку алюминия в домашних условиях инвертором с функцией тиг.
Функция TIG предусматривает дополнительное использование аргона, как защиты от кислорода. Вследствие этого не образуется оксид алюминия. И шов получается намного прочнее.
При этом используют вольфрамовый стержень в качестве электрода.
Сваривание в аргоновой атмосфере проводят на переменном токе. Преимущество этой технологии во-первых, в качественном шве, а во-вторых, можно варить тонкостенные (тоньше 4-х миллиметров) конструкции.
Нужная прочность при аргоновом способе достигается и за счет использования специальных присадок. Их приобретают дополнительно в виде проволоки.
Присадка подается в зону сварки во время сварочного процесса.
Также, благодаря распространению относительно недорогих аппаратов, стала доступна сварка алюминия в домашних условиях и полуавтоматом.
Полуавтомат сваривает детали за счет расплавления специальной проволоки (в данном случае — алюминиевой) в аргоновой среде.
Проволока уже имеет в своем составе необходимые присадочные элементы, а аргон не допускает попадание кислорода в сварочную ванну.
С помощью такой технологии в домашней мастерской можно соединять очень тонкие детали. Причем качество такого соединения очень высоко.
Единственный недостаток использования таких аппаратов на бытовом уровне — это их довольно высокая цена. Обычный ММА (ручная электродуговая сварка) прибор обойдется в два раза дешевле. К тому же дополнительно придется приобретать и газ (аргон или гелий), присадки, вольфрам.
Несмотря на недостаточное совершенство сварки алюминия электродами, это самый доступный способ быстро соединить или починить изделия из этого металла. К тому же инверторы ММА чаще всего используют для сварки стали, которые и придется варить в большинстве случаев.
Использование аппаратов аргонодуговой сварки в домашнем хозяйстве более целесообразно, если Вам приходится часто работать с цветными металлами. Для сварки алюминия в единичных случаях лучше использовать способ варки электродами, а если соединение нужно качественное, то лучше обратиться к профессионалу.
А что Вы сможете добавить к материалу этой статьи? Имеете ли Вы опыт сварки алюминия электродами, насколько важно соблюдение всех перечисленных технологий? Если Вы можете что-то добавить — оставьте свои комментарии к этой статье.
wikimetall.ru
Сварка алюминия в домашних условиях инвертором, электродами, газовой горелкой
Сварочные работы необходимы не только на производстве, но и в небольших мастерских. Все чаще возникает потребность в соединении деталей из алюминия и его сплавов. Например, моторные лодки, головки блоков цилиндров для двигателей внутреннего сгорания.
 Сварка алюминия в домашних условиях
Сварка алюминия в домашних условияхСам по себе алюминий – это металл, обладающий малым удельным весом, большой вязкостью, теплопроводностью и электропроводностью. Его сплавы выдерживают высокие механические нагрузки. Но при всех его достоинствах сварка алюминия в домашних условиях сопряжена с некоторыми трудностями.
Факторы, влияющие на свариваемость алюминия
Алюминий активно окисляется на воздухе, и его поверхность достаточно быстро покрывается пленкой оксидов. Оксиды – тугоплавкие соединения. Их температура плавления достигает 2440 °С. У алюминия же данное значение равно 660 °С. Во время сварки оксиды препятствуют образованию в сварочной ванне однородной массы расплавленного металла.
Капли жидкого металла в сварочной зоне мгновенно покрываются окислами, которые не дают получить сплошной сварочный шов. Для предотвращения окисления зона плавления нуждается в изоляции при помощи флюсов или инертных газов. Обычно применяется аргон.
В отличие от стали, алюминий обладает таким качеством, как высокая жидкотекучесть в виде расплава. Сварочная ванна, в связи с этим, плохо формируется, а потолочные швы выполнить становится проблематично. Для устранения эффекта жидкотекучести используются подкладки с большой теплопроводностью для охлаждения зоны сварки.
Алюминий характеризуется высоким содержанием кремния и растворенного в нем водорода. Кремний провоцирует образование трещин во время охлаждения металла после сварки. Водород же выходя из расплава, образует множество пор в сварочных швах и трещин при кристаллизации.
Алюминиевые сплавы обладают значительной литейной усадкой, что при остывании приводит к деформированию свариваемых деталей.

Сварочный шов на алюминиевой трубе
Из-за высокой теплопроводности, процесс сварки алюминия предусматривает высокие сварочные токи. К примеру, для проведения работ по стали значения токов на 50% ниже.
Подобрать требуемые режимы сварки алюминия в домашних условиях затруднительно по причине того, что не всегда можно точно определить марку сплава свариваемых деталей.
Методы проведения сварки алюминиевых деталей
Сварку алюминия в домашних условиях можно производить различными методами, среди которых можно выделить:
- электродуговая сварка электродами с покрытием;
- газовая сварка;
- электродуговая сварка в среде нейтральных газов.
- Сварка алюминия без аргона с использованием плавких электродов со специальной обмазкой — самый простой, доступный и распространенный способ соединения деталей. Для работы с чистым алюминием используются электроды ОЗАНА1, а для сплавов с высоким содержанием кремния применяются электроды ОЗАНА2.
Сила тока, выставляемая на аппарате, равна 25А на каждый миллиметр электрода. Плавятся электроды достаточно быстро, поэтому наложение шва происходит на большой скорости. Качество и непрерывность сварки зависит от квалификации сварщика.
После замены электрода на новый удаляется шлак. После чего шов требуется промыть горячей водой и зачистить щеткой с металлическим волосом. Окислы препятствуют разжиганию дуги.

Сварка алюминиевых деталей
Недостатками электродуговой сварки электродами являются: большая пористость шва, невысокая прочность, обильное разбрызгивание, затрудненное отделение шлаков, которые вызывают в последствии интенсивную коррозию.
- Сварка газовой горелкой — более простой метод. Необходимость разогреть и расплавить металл в зоне сварки снижает скорость процесса в три раза. Для заполнения шва используется проволока. Ее не требуется просушивать перед применением. Горючий газ выполняет функцию защиты от окисления. Это более надежный способ в отличие от обмазки электродов.
- Высокое качество, надежность, прочность, эстетичность предоставляет сварка с использованием инертных газов аргона или гелия. Плавление металла происходит от дуги между электродом из вольфрама и деталью. Для присадки применяются алюминиевые прутки.
Для эффективного разрушения окислов сварка производится током с переменным напряжением. Выбор режимов зависит от диаметра присадки, электрода, толщины металла и расхода газа. Дорогое оборудование и необходимые расходные материалы не позволяют активно использовать аргонодуговой метод в домашних условиях.
| Метод стыковки деталей | Размер деталей, мм | Наибольшая окружность электрода, мм | Размер присадочного прутка, мм | Токи для сварки, А | Расходование газа, л/мин |
| Отбортованные | 1 | 1 | — | 45-50 | 4-5 |
| 1,5 | 2 | 70-75 | 5-6 | ||
| 2 | 2 | 80-85 | 7-8 | ||
| Без разделки со швом с одной стороны | 2 | 2 | до 2 | 55-75 | 5-6 |
| 3 | 4 | до 3 | 100-120 | 7-8 | |
| 4 | 4 | до 3 | 120-150 | 8-10 | |
| Без разделки со швами с двух сторон | 4 | 4 | до 4 | 120-180 | 7-8 |
| 5 | 5 | до 4 | 200-250 | 8-10 | |
| 6 | 5 | до 4 | 240-270 | 8-10 |
Материалы и инструмент
Если техническая подготовка работника стоит на первом месте при проведении сварочных работ алюминия, то технологическое оснащение для поведения работ занимает второе место. Вне зависимости от метода проведения сварки, для получения результата с наилучшими показателями необходимо приготовить следующее:
- источник питания – сварочный аппарат, позволяющий выдавать постоянный и переменный ток, а также токи достигающие 300 А;
- электроды марок ОЗАНА и УАНА, предназначенные для всех типов алюминиевых сплавов;
- присадочная проволока или прутки;
- газовое оборудование – баллоны, горелка, шланги;
- надежное заземление;
- рабочая одежда из негорючего материала;
- сварочная маска или очки.
Техника безопасности
Технология сварочного процесса – это интенсивное разбрызгивание, что заставляет, в первую очередь, заботиться о безопасности сварщика.
- На нем должен быть надет костюм из негорючей или огнеупорной ткани, а так же рукавицы, краги из подобного материала.
- Для защиты органов дыхания используются индивидуальные средства защиты.
- Органы зрения защищает сварочная маска.
- Наличие надежного заземления предупредит поражение от электрического тока.
Работа с газовым оборудованием сопряжена с повышенной опасностью. Соблюсти все требования промышленной безопасности в домашних условиях проблематично, но следовать им необходимо.
Подготовка поверхностей металлических деталей к сварке
Свариваемые детали нуждаются в тщательной подготовке. Кромки деталей подвергаются следующей обработке:
- С поверхности заготовки авиационным бензином, уайт-спиритом или ацетоном, растворителем удаляются остатки жиров, масел и других загрязнений, то есть обезжириваются.
- Разделка кромок. При сварке листового материала толщиной не свыше полутора миллиметров их края отбортовываются. Фаска снимается на деталях толщиной более 4мм при сварке покрытыми электродами. Если толщина изделий 20 мм и более, то разделка необходима в любом случае.
- Удаление окислов с поверхности производится напильником или металлической щеткой. Ширина очистки с каждой стороны должна составлять до 15 мм. В некоторых случаях оксиды растворяют раствором каустической соды. Но после такой процедуры требуется промывка проточной водой.
Описание процесса
После проведения подготовительных мероприятий производится процесс стыковки. Сварка алюминия в домашних условиях методом электродуговой сварки в среде нейтральных газов производится с соблюдением следующих рекомендаций:
- угол наклона вольфрамового электрода к свариваемой поверхности должен быть не менее 70°, но не более 80°;
- пруток присадочного металла подается в зону перпендикулярно вольфрамовому электроду;
- размер дуги не должен превышать 2 1/2 мм;
- чтобы обеспечить защиту от кислорода расплавленный металл первым перемещаться начинает пруток, а за ним электрод с горелкой;
- присадочный пруток периодически вводится в сварочную ванну;
- поперечные движения не рекомендованы, только продольные;
- для отведения излишнего тепла сварку производят на медных пластинах или стальном верстаке;
- инертный газ подается за 3 секунды до образования дуги и в течение 5 секунд после окончания подачи напряжения.

- Процесс сварки своими руками

-
- Сварка алюминия

В последнее время в домашних мастерских популярность набирает полуавтоматические аппараты, особенно импульсные. Проблема с оксидной пленкой решается за счет импульса высокого напряжения. Он буквально разбивает ее, а за счет обратного действия вдавливает капли расплавленного алюминия в ванну с расплавом.
Процесс сварки алюминия импульсными полуавтоматами производится с постоянным током, но с обратной полярностью. Равномерная подача алюминиевой проволоки осуществляется роликовым механизмом. Из-за высокого коэффициента температурного расширения проволока может застревать в наконечнике. В связи с этим, используются наконечники для сварки алюминия и имеющие маркировку «AL».
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите
stankiexpert.ru
Сварка алюминия и сплавов с использованием инвертора
Алюминиевые изделия давно и надолго вошли в нашу жизнь. Но из-за невысокой механической прочности, кроме некоторых сплавов, изделия часто переламываются. Единственным способом надежного соединения двух элементов является сварка.
Раньше алюминиевые сплавы подвергались сварке только в промышленных условиях, потому что процесс был сопряжен со многими трудностями. На сегодняшний момент алюминий, силумин и дюралюминий можно сваривать в домашних условиях.
В условиях домашней мастерской процесс можно произвести несколькими методами:
- электродуговая сварка покрытыми электродами;
- электродуговая сварка в среде защитных газов;
- сварка газом.
Электросварка электродами
Электроды по алюминию для дуговой сварки подбираются под марку свариваемого металла. Например, для очищенного алюминия применяются электроды ОЗАНА1. А варить сплавы с повышенным содержанием кремния можно электродами ОЗАНА2. Также используются электроды марок ОЗА, ОЗР, ОЗА1, ОЗР1, ОЗАНАФ1.
Среди недостатков данного метода выделяются:
- получаются швы большой пористости;
- низкая прочность;
- интенсивные брызги расплавленного металла;
- шлаки плохо отделяются, из-за чего впоследствии прогрессирует коррозия;
- необходимы высокие токи для розжига дуги, так, на миллиметр электрода необходим ток до 30А.
Газовая сварка
Использование газобаллонного оборудования — более простой метод. Но для разогрева и плавления металла необходимо больше времени, и производительность процесса снижается до трех раз. Для наполнения ванны шва применяется присадочная проволока. Газ, выходящий из горелки, выполняет функцию, защищающую расплав от окисления.
Сварка алюминия инвертором в домашних условиях
Сварочные инверторы для сварки алюминия используются разных конструкций и модификаций. Но широкое распространение получили полуавтоматические аппараты и инверторы для работы с электродами. Особенностью их считается постоянство подаваемого напряжения, тока и частоты. Для работы в среде защищающих газов аппараты маркируются индексом TIG.
Наибольшей популярностью у домашних мастеров имеют следующие методы:
- AC TIG — ручная сварка в среде защищающих газов с использованием вольфрамового электрода;
- DC MIG — сварка аппаратом-полуавтоматом с подачей присадочной проволоки и защищающего газа.
Возникающие трудности при сварке
Большим недостатком алюминия считается высокая активность окисления на открытом воздухе. Его открытая поверхность покрывается окислами. Окислы — тугоплавкие соединения. Их плавление начинается с температур, превышающих 2000 °C. Алюминий же имеет такой параметр, равный 660 °C. Окислы мешают образовываться в сварочной ванне однородного расплавленного сплава.
 Расплавленный металл в сварочной зоне, вступая в химическую реакцию, почти сразу же покрывается оксидами, которые препятствуют образованию качественного сварочного шва. Для защиты от окисления зоны плавления необходима изоляция либо флюсами, либо инертными газами. Обычно применяется чистый аргон или в смеси с гелием.
Расплавленный металл в сварочной зоне, вступая в химическую реакцию, почти сразу же покрывается оксидами, которые препятствуют образованию качественного сварочного шва. Для защиты от окисления зоны плавления необходима изоляция либо флюсами, либо инертными газами. Обычно применяется чистый аргон или в смеси с гелием.
В отличие от других металлов алюминий в жидком виде обладает высокой текучестью. Он стекает из сварочной ванны, а потолочные швы выполнить весьма проблематично. Чтобы снизить эффект жидкотекучести, варить приходится на подкладках, имеющих большую теплопроводность.
В алюминиевых сплавах достаточно много кремния и растворенного водорода. Из-за кремния появляются трещины при охлаждении. А выходящий водород образует в швах после сварки поры и трещины при кристаллизации.
Из-за значительной литейной усадки свариваемые детали, остывая, могут деформироваться.
Достоинства и недостатки сварки
Плюсы:
- при наличии своего оборудования итоговая стоимость работ значительно ниже, чем при обращении к специалистам;
- к изделиям из алюминия не предъявляются высокие требования по качеству и механическим свойствам;
- соединенное изделие после остывания можно сразу же использовать, а не ждать, когда его отдадут в мастерской.
 при наличии своего оборудования итоговая стоимость работ значительно ниже, чем при обращении к специалистам;
при наличии своего оборудования итоговая стоимость работ значительно ниже, чем при обращении к специалистам;Минусы:
- в отличие от промышленных способов сварка в домашних условиях обладает более низким качеством;
- режимы и материалы подбираются опытным путем от незнания марки сплава;
- высокая цена на расходные материалы не позволяет их использовать в домашней мастерской;
- отсутствие техники безопасности.
Сварка с использованием инертных газов
Подготовительные работы:
- Обезжиривание. Удаление остатков масел, жиров, смазок при помощи нежирных нефтепродуктов (авиационного бензина и уайт-спирита) или химических реактивов (ацетона и растворителя).
- Разделка кромок. При толщине свыше 20 мм разделку необходимо производить всегда. Если толщина не превышает 1,5 мм, производится отбортовка. В остальных случаях производится одно- или двухсторонняя разделка.
- Зачистка поверхностей производится напильником либо щеткой с металлическим ворсом на ширину до 30 мм. Также используется химический способ зачистки — раствором каустической соды. Затем, после проведения процедуры, необходимо промыть обильной струей воды.
Технология проведения работ:
- Рука должна держать горелку так, чтобы уклон между электродом из вольфрама и деталью был 70°- 80°.
- Присадочный материал должен находиться перпендикулярно горелке.
- Расстояние от электрода до детали (дуга) должно быть 1,5−2,5 мм.
- Защищая расплав металла от попадания кислорода, первым свое движение начинает пруток, следом за ним движется горелка.
- Присадочный материал не должен постоянно подаваться в сварочную ванну.
- Из-за высокой жидкотекучести перпендикулярные движения горелкой не делаются, только вдоль разделки.
- Для отвода ненужного тепла процесс проводят на толстостенном металлическом верстаке или подкладывают медные пластины.
- Газ на горелку подается перед началом возгорания дуги за 3 сек., затем еще в течение 7 сек., когда дуга погаснет.
 Рука должна держать горелку так, чтобы уклон между электродом из вольфрама и деталью был 70°- 80°.
Рука должна держать горелку так, чтобы уклон между электродом из вольфрама и деталью был 70°- 80°.Сварка электродами
Как сварить алюминий инвертором? Для этого необходимо:
- источник питания — инвертор желательно заводского изготовления, а не самодельный, позволяющий менять напряжение с постоянного на переменное и выставлять токи до 300 А;
- использовать электроды марок ОЗАНА и УАНА или зарубежные аналоги OK96.20, OK96.40, Kobatek213;
- надежный контакт;
- рабочий костюм из негорючего или трудногорючего материала;
- маска сварщика.
 источник питания — инвертор желательно заводского изготовления, а не самодельный, позволяющий менять напряжение с постоянного на переменное и выставлять токи до 300 А;
источник питания — инвертор желательно заводского изготовления, а не самодельный, позволяющий менять напряжение с постоянного на переменное и выставлять токи до 300 А;Чтобы заварить какую-нибудь деталь, необходимо обладать кое-какими навыками выполнения работ. Чтобы добиться желаемого результата, следует потренироваться.
obinstrumentah.info
технологический процесс и возможные нюансы
 Многим домашним умельцам, кто имеет сварочную технику и работает на ней, рано или поздно приходится столкнуться с необходимостью сварки деталей из алюминия и его сплавов. Алюминий лёгкий и мягкий металл, серебристо-белого цвета, на воздухе очень быстро покрывающийся тонкой и прочной плёнкой.
Многим домашним умельцам, кто имеет сварочную технику и работает на ней, рано или поздно приходится столкнуться с необходимостью сварки деталей из алюминия и его сплавов. Алюминий лёгкий и мягкий металл, серебристо-белого цвета, на воздухе очень быстро покрывающийся тонкой и прочной плёнкой.
Температура плавления алюминия всего 660°C, что почти в три раза меньше температуры плавления стали, но окись алюминия плавится при температуре более 2000°C, поэтому сварка алюминия в домашних условиях связана с некоторыми сложностями. Перед тем как приступить к сварке алюминия рекомендуется ознакомиться с теоретическим материалом.
Чем и как сваривают алюминий
Для сварки алюминия применяют разные технологии, основная задача которых исключить контакт очищенной алюминиевой поверхности с кислородом воздуха, чтобы не допустить образование окисной плёнки.
Алюминий можно сваривать следующими способами:

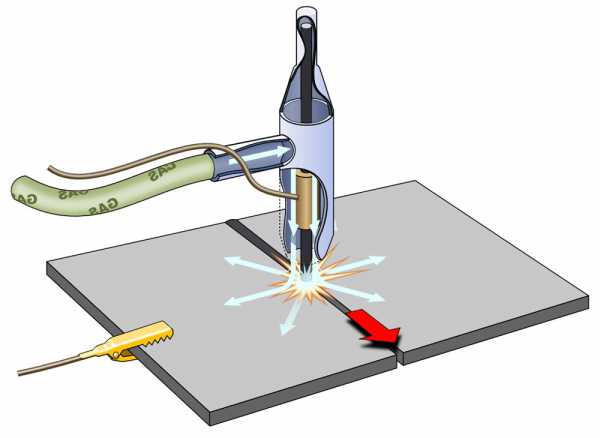
Аргонно-дуговая сварка
При первом способе используется молибденовый (TIG) или вольфрамовый (WIG) неплавящийся электрод и присадочный материал. Обычно он изготовляется из алюминия высокой степени чистоты. Сварочные работы производятся в среде какого-либо газа, который подаётся в зону сварки из баллона. Для этой сварки используется специальная горелка.
MIG/MAG это обозначение промышленной сварки с применением сварочных полуавтоматов, где присадочная проволока непрерывно подаётся в зону сварки специальным устройством. От контакта с воздухом точку соприкосновения электрода и свариваемых деталей предохраняет поток газа под давлением. Технология MIG подразумевает применение нейтральной газовой среды, а при сварке MAG применяются активные газы, такие как азот или углекислый газ. Конструкция сварочных устройств, при этом, остаётся одинаковой.
В бытовых условиях наибольшее распространение получила ручная сварка (MMA) с применением электродов со специальным покрытием. Поскольку при таких работах газ не используется, перед сваркой осуществляется растворение окисной плёнки специальными жидкостями, которые удаляют плёнку и препятствуют её образованию. Сварка алюминия электродом в домашних условиях, чаще всего производится с использованием аппарата инверторного типа.
Что требуется для сварки алюминия и сплавов
В зависимости от вида сварки, в этом процессе используются дополнительные принадлежности:
- Особые электроды;
- Ёмкости с газом;
- Осцилляторы.
Для сварочных работ по алюминию и его сплавам применяются электроды, марка которых зависит от вида сварки. Для аргонно-дуговой сварки применяется газ в баллонах под определённым давлением и специальная горелка. Чаще всего применяются горелки РГА-150 на ток до 150 ампер и электроды с диаметром до 3,0 мм и РГА-400, которая рассчитана на ток до 400 ампер. В этой горелке можно использовать электроды диаметром 4,0-6,0 мм. Сопло горелки выполнено из жаропрочной керамики, в центре которого располагается неплавящийся электрод.
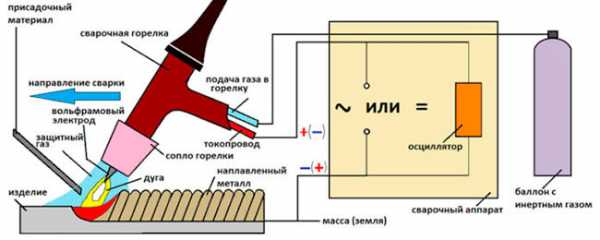
Часто при сварке цветных металлов и, в частности, алюминия, применяется осциллятор. Это устройство позволяющее облегчить поджог сварочной дуги. Осциллятор преобразует ток низкого напряжения промышленной частоты в высоковольтные импульсы с частотой 200-500 кГц.
Электроды для сварки алюминия
При электродуговой сварке с применением нейтрального защитного газа, используются вольфрамовые электроды. Благодаря высокой температуре плавления, они практически не разрушаются в процессе работы. Вольфрамовые стержни имеют цветовую метку и разные характеристики:
- WP (зелёная метка), изготовлены из чистого вольфрама. Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;
- WZ-8 (белая метка), представляют собой композитные электроды с оксидом циркония. Они отличаются высокой стабильностью дуги и применяются для сварки алюминия, магния и лёгких сплавов на переменном токе;
- WL-20 (синяя метка) и WL-15 (золотистая метка) могут работать на постоянном и переменном токе. Добавление 2 % оксида лантана позволяет увеличить сварочный ток.
 WP (зелёная метка), изготовлены из чистого вольфрама. Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;
WP (зелёная метка), изготовлены из чистого вольфрама. Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;В бытовых условиях для сварки алюминия без газовой среды, чаще всего применяются сварочные инверторы и специальные электроды:
- ОЗАНА-1,2;
- ОЗА-1,2;
- ESAB 96.10, ESAB 96.50;
- Capilla ALU 60/12 Si;
- Aluminil Si 12;
- EAL 4047;
- ZELLER 480.
- ESAB 96.10, ОЗАНА-1 и ОЗА-1, применяются для соединения деталей из чистого алюминия и некоторых сплавов. Варить следует на постоянном токе, который подаётся в обратной полярности, то есть «+» инвертора подаётся на электрод, а «–» на свариваемые детали, которые в процессе работы, при необходимости, можно подогреть.
- Электроды ОЗАНА-2, ОЗА-2 и ESAB 96.50 применяются для сплавов алюминия с кремнием. Самым распространённым таким сплавом является силумин.
- Электроды Capilla ALU 60/12 Si и Aluminil Si12 имеют специальное покрытие. Их можно использовать для сваривания изделий из большинства сплавов. Это соединения с кремнием, магнием и медью. Если свариваемый металл имеет толщину более 15 мм, его необходимо подогреть до 150-2500 С.
- Электроды EAL 4047 обычно применяются для сварки деталей из сплавов и практически не используются для чистого алюминия.
- Электроды ZELLER 480 находят широкое применение в предприятиях автосервиса. С их помощью выполняется не только сварка, но и наплавка алюминия и любых его сплавов. Электроды этой марки применяются для ремонта блоков двигателей внутреннего сгорания.
Технология сварки алюминия и его сплавов
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
 Сварка алюминия и деталей выполняется в газовой зоне с помощью присадочного металла. При зажигании дуги нужно следить, чтобы электрод не коснулся свариваемых деталей и присадочного материала, поэтому полезно использовать осциллятор. Присадка движется перед горелкой строго по линии шва, перпендикулярные движения горелкой по шву не допускаются.
Сварка алюминия и деталей выполняется в газовой зоне с помощью присадочного металла. При зажигании дуги нужно следить, чтобы электрод не коснулся свариваемых деталей и присадочного материала, поэтому полезно использовать осциллятор. Присадка движется перед горелкой строго по линии шва, перпендикулярные движения горелкой по шву не допускаются.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Угол наклона горелки к свариваемому металлу должен составлять 70-80°, а присадочный пруток следует подавать так, чтобы между ним и горелкой был угол 90°. Подача аргона должна продолжаться не менее 15 секунд после завершения сварки. Это способствует хорошей кристаллизации металла и уменьшает возможность возникновения раковин и трещин.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется. Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям. Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.
Сварка алюминия и сплавов производится на короткой дуге. Электрод следует держать строго перпендикулярно свариваемым поверхностям. Сваривать следует в один проход, не допуская разрыва дуги по линии шва. Не допускаются перемещения электрода в поперечном направлении. После каждого прохода необходимо удалять шлак.
 Для получения более надёжного шва, при толщине металла свыше 4 мм его края следует обработать. Для этого снимается фаска под углом до 60°. В отельных случаях требуется прогрев свариваемых деталей до температуры 200-400°С. Перед началом сварочных работ электроды с покрытием следует прокалить в печи для удаления влаги. В бытовых условиях это можно сделать в обычной духовке.
Для получения более надёжного шва, при толщине металла свыше 4 мм его края следует обработать. Для этого снимается фаска под углом до 60°. В отельных случаях требуется прогрев свариваемых деталей до температуры 200-400°С. Перед началом сварочных работ электроды с покрытием следует прокалить в печи для удаления влаги. В бытовых условиях это можно сделать в обычной духовке.
Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.
voltobzor.ru
видео, электроды и их виды
Почти каждый человек, который когда-либо занимался работами с металлом, не раз сталкивался со сваркой алюминия. Этот металл отличается своим небольшим весом и большей проводимостью тока и тепла, обладает высокой прочностью.Практически в каждом бытовом приборе имеются детали, сделанные из алюминия или из его сплавов. Также этот металл пользуется популярностью и в промышленных отраслях. Сегодня у нас есть возможность делать сварку в домашних условиях, что позволяет работать даже с таким металлом, как алюминий.
Сварка алюминия собственными руками
Данный процесс требует определённых знаний, а также необходимо помнить и о мерах безопасности. Сварочные работы дома, процесс очень сложный, но вполне осуществимый.
Имея у себя инверторный или трансформаторный аппарат для дуговой сварки, можно не прилагая особых усилий, сварить необходимый шов. Для того чтобы начать работу, вам необходимо иметь две вещи, такие как:
- Электрод. К сожалению, не все магазины или организации знают об электродах, поэтому следует приобретать их в специализированных магазинах для аргонщиков;
- Осциллятор. Данное устройство позволяет повышать частоту сварочной дуги, которая должна быть примерно 10000 Герц.
Также можно использовать газовую горелку, результат которой будет тоже вполне неплохим. Температура пламени при смешивании кислорода и ацетилена получается намного выше, чем температура плавления самого алюминия, что дает возможность расплавить и соединить детали вместе. Однако существует еще одна проблема, на поверхностях алюминия образуется своеобразная оксидная пленка, которая превышает температуру плавления самого алюминиевого металла, что приводит к затруднениям при создании сварочного шва. Такая пленка образуется моментально, при соприкосновении с кислородом, поэтому в производственной практике используется аргон — инертный газ.
Технологический процесс инверторной сварки алюминия
Для того чтобы осуществить инверторную сварку алюминия в домашних условиях, нужно придерживаться определенных условий. Основное внимание нужно уделить расходным материалам, так как к самому аппарату предъявляются относительно небольшие требования.
Электроды имеют несколько маркировок:
- ОЗА;
- ОЗА-1;
- ОЗР;
- ОЗР-1;
- ОЗАНА;
- ОЗАНФ-1.
Данные электроды, имеющие такую маркировку, специально предназначены для работы с алюминием и другими металлами, имеющими такую же высокую энерго- и теплопроводность.
Что такое сварочные электроды и их использование
Электрод, это стрежень, предназначенный для подвода тока к свариваемому изделию. Есть два вида электродов, металлический или неметаллический. В данный момент на «рынке» можно встретить около трехсот марок различных электродов, причем большинство из них, являются плавящиеся, предназначенные для ручной дуговой сварки.
Для сварки алюминия, производитель инвертора может быть любой.
Во многих случаях, когда сварка алюминия подвергается неудаче, связана с тем, что электроды, перед началом работы с ними небыли подготовлены. Условием успеха является «прожарка расходника», которая проводится предварительно и является неотъемлемой частью работы с алюминием.
Инвертор для работы с алюминием
Сварочные инверторы для алюминия могут быть очень разными, как по конструкции, так и по разной модификации. Чаще всего в работе с алюминием используют полуавтоматы, но иногда и электродуговые установки.Инверторные модели отличаются стабильностью подачи напряжения, что является определённой гарантией улучшения самого шва сварки. Как и в сварочных полуавтоматах, у инверторного имеется специальная приставка, которая служит защитой при работе в среде газов. Такая приставка имеет маркировку TIG , и чаще всего на аппаратах уже установлен быстрый переход в режим эксплуатации среды защитных газов.
При работе с алюминием нужно помнить несколько важных деталей:
- Оксид алюминия, он образуется на поверхности металла, обволакивая его пленкой. Даная пленка мешает работе с алюминием, поэтому перед эксплуатацией деталь из этого сплава обрабатывают абразивом, дабы избавится от этой пленки;
- Алюминий, как и его сплавы не меняют цвет во время нагревания, из-за этого достаточно сложно следить за состоянием сварочной ванны;
- Необходимо помнить, работа со сварочным инвертором дома, должна выполняться без спешки, дабы обеспечить нужное нагревание материала;
- Если перегреть металл слишком сильно, это может привести к деформации детали, что в нашем случае не есть хорошо. Делая сварку дома, рекомендуем использовать приставку к инверторному аппарату, это позволит обеспечить контроль над проведением работы и дать нам возможность сделать качественный, прямой, прочный шов;
- Способы сварки цветных металлов мало чем отличаются от сварки черных. Чтобы справиться с обработкой алюминия дома, достаточно минимальных навыков. Также можно обратиться к специальной литературе или к видео.
Перечисленные нами способы, конечно, не дадут такого качественного шва. Сварка в домашних условиях, процесс весьма затратный и трудоемкий. Наилучшим вариантом все-таки является приобретение осциллятора, выдающего необходимые нам параметры тока. В этом случае, работа с алюминием производится вольфрамовым электродом – как плавящимся, так и неплавящимся. Это зависит от того, какой шов вам нужен и с каким материалов вам предстоит работать.
Достаточно прочные сварные соединения алюминиевых деталей можно получить методом термического сваривания. Только такой способ в домашних условиях невозможен. Для этого готовится специальная смесь из свинцовой стружки, марганцовки, алюминиевой пудры, и канифоли, естественно, надо также знать пропорции. Данная смесь засыпается в трещину и поджигается, это приводит к небольшому взрыву, который и сплавляет шов.
Принципы инверторной сварки алюминия
Полуавтоматы для сварки алюминия используются чаще, чем инверторные, хотя если исходить из качества, то инверторный тип аппарата намного лучше справляется с работой.Перед тем как начать работу с алюминиевой деталью, необходимо обработать торцы и поверхность, дабы шов был прочным. Электроды перед эксплуатацией подогреваются в специальной печи.
Шов накладывается медленно, чтоб обеспечить нужную глубину провара детали. После того как наш шов готов, необходимо, чтобы подача газа не прекращалась хотя бы еще 5-7 секунд. Это предотвратит деформацию шва и возможного расклеивания. Такую тонкую работу следует проводить, подготовившись, поэтому желательно, чтобы вы уже наблюдали данную работу, хотя бы со стороны или по видео.
Подводим итог
На промышленных предприятиях для работ с алюминием используют неплавящиеся электроды для сварки инвертором и инертный газ, данный электрод обеспечивает прочность и равномерное наложение сварочного шва.
Алюминий плохо поддается термической обработке, но зная некоторые тонкости, с этой проблемой можно справиться и в домашних условиях, имея у себя специальные расходные материалы и нужное оборудование.
Оцените статью: Поделитесь с друзьями!stanok.guru