технология процесса холодным и горячим способами
Существует две группы чугунных сплавов: белые и серые сплавы. Первые сварке не поддаются, работать со вторыми можно. Следует учитывать, что повышенное содержание углерода не всегда позволяет получить качественное соединение. Поэтому, если возможно, рекомендуется усилить стыки при помощи шпилек, болтов или хомутов.
Содержание
- 1 Какие электроды выбрать
- 2 Подготовка материалов к сварке
- 3 Настройки сварочного аппарата
- 4 Процесс сварки
- 5 Горячий способ с предварительным подогревом
- 6 Холодный способ без подогрева
- 7 Ошибки, которые часто допускают при сварке чугуна. Советы
Какие электроды выбрать
Для сварки чугуна в России выпускают специальные покрытые электроды:
- ЦЧ-4;
- МНЧ-2;
- ОЗЧ-2;
- ОЗЧ-3;
- ОЗЧ-4;
- ОЗЧ-6.

Электроды, произведённые в России по лицензии:
- ESAB OK Ni-CI;
- ESAB OK NiCrFe-2;
- ESAB OK Ni-1.
Имеются импортные аналоги. Компания UTP также даёт подробные рекомендации по использованию своих материалов:
- UTP GNX-HD – обеспечивают стабильную дугу даже при малом токе, небольшое образование брызг, плавный перенос основного металла, швы не склонны к образованию разломов и трещин, хорошо подвергаются механической обработке. Варить нужно на короткой дуге, не перегревая заготовки. При работе с чугунными сплавами, склонными к подкалке, рекомендуется вести сварку маленькими валиками с последующей проковкой. Сварку в вертикальном и потолочном положениях лучше вести на переменном токе;
- UTP 85 FN – применяют для сварки и наплавки любых (кроме белых) марок чугуна, особенно с шаровыми графитовыми вкраплениями (пример: ВЧ 42-12 — ВЧ 60-2 ) и для соединения этих материалов со сталями и литыми заготовками. Имеет отличные характеристики: во время сварки поддерживается ровная и плавная дуга, высокая скорость производства работ. В результате получается красивый мелкочешуйчатый валик;
- UTP 86 FN – ферро-никелевый электрод с биметаллическим сердечником для сварки чугунных сплавов без подогрева. Используют для соединения и наплавок ряда типов (марок) чугуна: пластинчатого серого GG 10 — GG 40 (СЧ 10 — СЧ 40), высокопрочного (с шаровым графитом) GGG 40 — GGG 70 (ВЧ 42-12 — ВЧ 70-2), ковкого GTS 35 — GTS 65, а также для сварки этих сплавов с иными или сталей с литыми сталями;
- UTP 8 – для сварки «холодным» методом. Применяемость: серые, ковкие, сверхпрочные чугуны. Литые стальные сплавы. Соединение со сталью, медью и медными сплавами. Лучше всего применять для работы за один проход, нанесения (или наплавке) коренного шва при многослойных способах. Также можно заваривать трещины на старых промасленных чугунных деталях при восстановительных и ремонтных работах.
 Имеет отличные характеристики: во время сварки поддерживается ровная и плавная дуга, высокая скорость производства работ. В результате получается красивый мелкочешуйчатый валик;
Имеет отличные характеристики: во время сварки поддерживается ровная и плавная дуга, высокая скорость производства работ. В результате получается красивый мелкочешуйчатый валик;
Ряд сварщиков предпочитает использовать для сварки (и наплавок) чугунов обычные электроды по нержавейке, например:
- ЭА-400/10У;
- ЭА-395/9;
- ЦЛ-11;
- ЦТ-15;
- ОЗЛ-6;
- НЖ-13;
- НИИ-48Г.
Но часто также используют УОНИ 13/55. Это самый бюджетный вариант. Иногда стержень предварительно обматывают медной проволокой.
Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркетВ каждом конкретном случае требуется подбирать электроды в зависимости от марки чугуна. Если узнать состав сплава невозможно, то необходимо заварить образец, провести испытания с учётом условий эксплуатации.
Подготовка материалов к сварке
Электроды требуется тщательно просушить. Если в условиях производства для этого используют специальные печи, то в домашней обстановке можно оставить электроды в обычной духовке на несколько (3-4) часов, выставив максимальную температуру.
Чаще всего из чугуна делают литые детали – элементы автомобилей, станков. Лопнувшие элементы нужно предварительно обработать:
- Промыть от грязи, масла.
- Просушить.
- Разделать кромки с помощью болгарки так, чтобы очистить поверхности от графита.
- Острые кромки притупить зачистным кругом для предотвращения возникновения напряжений по время сварки.
Перед началом рекомендуется обезжирить поверхности ацетоном.
Настройки сварочного аппарата
При настройке аппарата рекомендуется учитывать информацию, указанную производителем электродов на коробках. В таблице на пачке всегда указывается род сварочного тока (переменный или постоянный), положение шва (нижнее, верхнее), величина силы тока.
Обратная полярность – минус – крепится на деталь, прямая – на электрод.
Процесс сварки
Для соединения двух чугунных деталей их нужно сложить на верстаке или сварочном столе, желательно зафиксировать при помощи струбцин, зажимов, специальных приспособлений для уменьшения вероятности появления деформаций. Если же требуется заварить трещину, крепить элементы необязательно. Существует два способа сварки чугуна при помощи покрытого электрода и инвертора.
Если же требуется заварить трещину, крепить элементы необязательно. Существует два способа сварки чугуна при помощи покрытого электрода и инвертора.
Горячий способ с предварительным подогревом
Полностью соблюсти технологию сварки в домашних условиях сложно из-за необходимости прогрева деталей до высоких температур. Принцип метода описан в ГОСТ 30430-96:
- Собирают изделие на прихватки.
- Свариваемые элементы нагревают до 400-600 градусов.
- Производят сварку, тщательно перемешивая расплавленный металл. Важно не прерывать процесс до того, как графит не сгорел в сварочной ванне. В конце нужно вывести электрод за пределы стыка и прервать сварку на основном металле.
- После этого деталь снова нагревают и дают ей медленно остыть.
Для контроля над температурным режимом используют термокарандаши, плавящиеся при определённых температурах (ставят метки на чугуне) или переносные пирометры.
 Чтобы изделие медленно остыло, его помещают в песок.
Чтобы изделие медленно остыло, его помещают в песок.При необходимости сварки чугуна в домашних условиях можно нагревать детали при помощи газового резака или горелки.
Холодный способ без подогрева
Универсальный способ подойдёт для применения в полевых условиях – в гараже или на даче. Но для осуществления сварки необходимо использовать соответствующие электроды. Суть процесса:
- После подготовки детали размещают на верстаке, если нужно – закрепляют.
- Нужно сделать несколько прихваток, дать материалу остыть. Проверить размеры изделия.
- Варить следует небольшими участками, избегая перегрева. Шлак после остывания нужно удалять, обрабатывать корщёткой до металлического блеска.

При появлении дефектов – трещин, свищей, пор – нужно удалить их с применением зачистного круга. Произвести сварку вновь.
Ошибки, которые часто допускают при сварке чугуна. Советы
Разные чугуны свариваются по-разному. Некоторые сплавы соединить невозможно. Типичные ошибки:
- Слишком большой ток – при сварке металл сильно кипит, после кристаллизации слышны щелчки, появляются трещины на поверхности шва.
- Высокая скорость сварки – образуются горячие и холодные разломы из-за того, что металл слишком быстро остывает. Часто ошибку допускают при использовании «холодного» способа. Рекомендуется варить небольшими швами с разных сторон, переворачивая деталь.
- Мало тока – шов плохо формируется, кромки недостаточно проплавляются.

Даже если видимых дефектов не замечено, это не значит, что деталь сварена надёжно. Ответственные соединения нужно проверять: на изгиб, растяжение.
Для получения качественного стыка также используют резьбовые гужоны – стальные стержни с резьбой. Их вкручивают в стыки свариваемых деталей так, чтобы они удерживали обе части. После этого торчащие головки срезают. Важно подготовить детали под сварку заранее, до установки гужонов, затем поставить прихватки и обварить изделие. Гужоны рекомендуется вкрутить таким образом, чтобы будущий сварочный шов как следует соединил их с чугуном.
При заварке трещин применяют метод рассверливания концов разлома. Это предотвращает появление его снова. Нужно отступить от краёв на 5-10 мм, сделать отверстия диаметром 5-6 мм.
Сложность сварки чугуна в домашних условиях заключается в том, что в сплаве повышенное содержание углерода (более 2,14%). После сварки шов получается более пластичным, чем околошовная зона. Из-за этого образуются трещины, разломы. Соблюдение технологии может помочь добиться надёжного соединения. Если «холодным» способом не удаётся получить приемлемый результат, рекомендуется попробовать «горячий» метод.
Из-за этого образуются трещины, разломы. Соблюдение технологии может помочь добиться надёжного соединения. Если «холодным» способом не удаётся получить приемлемый результат, рекомендуется попробовать «горячий» метод.
Cварка чугуна электродом в домашних условиях
В случае протечки автомобильного коллектора или трещины в трубе из чугуна обращаются за помощью к сварщику. Но в отличие от низкоуглеродистых сталей, чугун сваривается гораздо хуже. Частыми дефектами выступают поры на поверхности шва, а после проведения сварочных работ можно услышать потрескивание изделия, которое свидетельствует об образовании микротрещин в околошовной зоне. В промышленных условиях этот металл, с высоким содержание углерода, соединяют с предварительной подготовкой изделия, подогревая материал индукционными токами, и обеспечивая его плавное остывание. Но как решить проблему в быту? Сварка чугуна электродом в домашних условиях осуществляется обычным инвертором. Получить качественное соединение возможно, правильно подготовив поверхность изделия и верно выбрав режимы сварки.
Содержание страницы
- 1 Как варить чугун дома
- 2 Какие выбрать электроды
- 3 Настройки аппарата
- 4 Технология сварки
Как варить чугун дома
В домашних условиях сваривать чугун можно инвертором или трансформатором, работа которого дополнена преобразователем, выдающем на держатель постоянный ток. Это содействует качественному проплавлению основного металла, и уменьшает брызги при горении дуги.
Сварочный процесс, выполняемый в гараже или во дворе, можно провести двумя способами. Если требуется заварить трещину в коллекторе или устранить раковину на изделии, то можно воспользоваться холодным методом. Это означает проведение сварочных работ без предварительного подогрева металла. Дефектное место очищается от окислов и грязи. Если трещина узкая (менее 1 мм ширины), то необходимо запилить ее тонким диском болгарки. Это позволит глубже затечь расплавленному металлу, и усилит структуру шва.![]()
В случае ремонтных работ на чугунных шестеренках, где откололся зуб и требуется его наплавка, или при сваривании между собой двух отдельных чугунных деталей, необходим предварительный подогрев изделия до 350 градусов. Этот метод сварки чугуна называется полугорячим. Свариваемый элемент можно положить в горн с жаром от твердого топлива. Через 20 минут можно его извлечь и начинать сварочные работы.
Альтернативным способом разогрева может послужить паяльная лампа (на керосине), или горелка с пропан-кислородным пламенем. Предварительный подогрев изделия поможет сгладить перепад температур между материалом и расплавленным присадочным металлом. Это минимизирует последующее появление трещин, и предотвратит образование цементитов, затрудняющих последующую шлифовку шва. Данный метод используют в тех случаях, когда требуется качественное соединение, способное переносить нагрузки при эксплуатации.
Для получения максимального эффекта от подогрева, необходимо обеспечить и плавное остывание изделия после сварки. В домашних условиях чугунную деталь можно засыпать золой от печи или сухим песком. Пользоваться конструкцией следует только после полного остывания.
Какие выбрать электроды
Для сваривания чугуна инвертором требуются специальные электроды, состав проволоки которых будет хорошо взаимодействовать с основным металлом, и препятствовать выделению углерода и образованию пор. В этом отношении отлично зарекомендовали себя следующие марки:
ЦЧ-4;
- МНЧ-2;
ОЗЧ-2;
ОЗЖН-1.
В их состав добавляется никель и медь, что препятствует высвобождению углерода. Дополнительно, растяжимые свойства этих примесей содействуют более прочному шву, способному переносить нагрузки на разрыв и излом.
Если нет возможности приобрести электроды для сварки чугуна, а ремонтные работы ждать не могут, то их можно изготовить самостоятельно. Для этого, на обычные электроды (Э-46, АНО-21) наматывают медную проволоку. Витки укладывают плотно друг ко другу одним слоем. Начинать намотку необходимо от конца электрода, который будет гореть. Диаметр медной проволоки значения не имеет, и может составлять от 0,5 до 1,0 мм. При горении электрической дуги плавится стержень самого электрода и намотанная медь, а обмазка электрода будет защищать сварочную ванну от внешней среды.
Для этого, на обычные электроды (Э-46, АНО-21) наматывают медную проволоку. Витки укладывают плотно друг ко другу одним слоем. Начинать намотку необходимо от конца электрода, который будет гореть. Диаметр медной проволоки значения не имеет, и может составлять от 0,5 до 1,0 мм. При горении электрической дуги плавится стержень самого электрода и намотанная медь, а обмазка электрода будет защищать сварочную ванну от внешней среды.
https://www.youtube.com/watch?v=MTSXk7FjMhw
Настройки аппарата
Чтобы качественно заварить изделие из чугуна дома, требуется правильно установить настройки на сварочном аппарате. В зависимости от марки электрода и его диаметра, сила тока на инверторе выставляется по таблице ниже:
Марка электродов | Диаметр электрода, мм/ сила тока, А | Диаметр электрода, мм/ сила тока, А | Диаметр электрода, мм/ сила тока, А | Диаметр электрода, мм/ сила тока, А |
МНЧ-2 | 3 / 90-110 | 4 / 120-140 | 5 / 160-190 | 6 / 210-230 |
ЦЧ-2 | 3 / 65-75 | 4 / 90-120 | 5 / 130-140 | 6 / 220-240 |
ОЗЖН-1 | 3 / 100-120 | 4 / 130-140 | 5 / 160-180 | 6 / 220-250 |
ОЗЧ-2 | 3 / 90-110 | 4 / 120-140 | 5 / 160-190 | 6 / 220-230 |
Эти параметры хорошо подойдут для сварки чугуна в нижнем положении. Если требуется наложение шва на вертикальной трубе, то значение силы тока необходимо уменьшить на 15-25 А. Это не даст стекать расплавленному металлу и позволит сформировать шов.
Если требуется наложение шва на вертикальной трубе, то значение силы тока необходимо уменьшить на 15-25 А. Это не даст стекать расплавленному металлу и позволит сформировать шов.
Технология сварки
Правильно сварить детали из чугуна в домашних условиях, как показано на видео, реально. Но для этого важно соблюсти все требования по подготовке материала и ведению шва. В это включается:
В случае толстых пластин выполнить разделку кромок под 45 градусов. Это производится болгаркой или на точильном станке. Если работать предстоит с трещиной, то осуществляется ее углубление тонким абразивным диском, и просверливание концов дефектного участка.
При тонком материале (3 мм и меньше) подкладывается графитовое основание. Это не даст вытекать расплавленному металлу с обратной стороны.
Изделие очищается от мусора и пыли. После чего выполняется его разогрев паяльной лампой, или иными способами.
Когда нужная температура достигнута, начинается сварочный процесс. Кроме случаев заварки трещин или раковин, требуется поставить прихватки, фиксирующие стороны конструкции. Количество прихваток должно быть на 20% больше, чем при аналогичной работе с малоуглеродистыми сталями, ввиду их слабой удерживающей силы из-за образования трещин.
Первый шов ведется быстро и без поперечных колебаний электродом. Если длина соединения более 100 мм, то лучше наложить шов в несколько заходов с разных сторон (например, по 50 мм от каждого края или начала предыдущего шва). Это позволит равномерно прогреть изделие и не перекалить его отдельные части.
При толстых пластинах требуются многопроходные швы. После первого слоя, можно делать колебательные движения электродом, для расширения границ шва и лучшей связки металлов.
Отделение шлака необходимо производить после каждого прохода. Это позволит избежать непроваров и перекрыть поры, образовавшиеся в нижнем шве.
После окончания сварочных работ изделие нужно засыпать сухим песком и дать полностью остыть.


Сваривание чугуна инвертором, или аппаратами на постоянном токе, проводится довольно успешно в домашних условиях. Для этого важно выбрать специальные электроды, правильно настроить аппарат, и вести сварку так, чтобы не перегревать отдельные участки. Ввиду текучести чугуна, желательно потренироваться в ведении шва на нерабочем аналогичном материале, перед основными работами на изделии.
Сварка чугуна в домашних условиях инвертором: технология и маркировка электродов
Выполнение сварочных работ с металлом не вызывает особых трудностей. А вот когда дело касается сварки чугуна, то с этой задачей может справиться не каждый, особенно если за дело берется любитель.
В данном случае необходимо строго соблюдать технологию подготовки и сварки, иначе материал можно перепалить, что сделает его хрупким или приведет к другим проблемам. Давайте рассмотрим процесс сварки более подробно.
Давайте рассмотрим процесс сварки более подробно.
Содержание
- Особенности материала
- Технология сварки электродами
- Как правильно сваривать чугунные детали?
- Чем резать?
- Разделка кромок
- Марки электродов для сварки
- Итоги
Особенности материала
представляет собой железоуглеродистый сплав, с содержанием углерода 2.14 процента.
Данный материал характеризуется рядом свойств, затрудняющих процесс сваривания, а именно:
- формирование трещин и пор;
- образование каленых структур вследствие обработки;
- тонкие заготовки рассыпаются от перегрева.
В зависимости от состава, материал разделяется на белый и серый. Первые особенно трудно поддаются свариванию из-за своей хрупкости и твердости. С серыми работать значительно легче. Они более податливы обработке.
Мастера, имеющие значительный опыт работы и знающие, как сварить чугун, способны даже по разрезу определить его свариваемость. Мелкодисперсная структура металла является более приближенной к серому. Это значит, что работать с ней легче, чем с материалом имеющим в своем разрезе крупные зерна.
Мелкодисперсная структура металла является более приближенной к серому. Это значит, что работать с ней легче, чем с материалом имеющим в своем разрезе крупные зерна.
Длительное нахождение материала в масляной или водной среде делает его непригодным к сварке. В связи с этим не каждую деталь можно подготовить должным образом для получения качественного соединения.
В связи с ограниченной свариваемостью подобного металла необходимо принимать во внимание следующие его основные особенности:
- данный материал – жидкотекучий, в связи с чем работать с ним можно только лишь в нижнем положении;
- важно строго соблюдать температурные режимы, иначе можно выпалить углерод и сформировать поры;
- низкая пластичность и неправильные термические нагрузки приводят к развитию напряжений;
- при расплавлении образуются окислы с температурой плавления, превышающей таковую для основного материала.
Одной из основный трудностей, с которыми часто сталкиваются сварщики – формирование трещин в области сварки во время охлаждения изделия.
Указанные особенности этого материала, а также дефекты и недостатки могут доставлять трудности только при несоблюдении технологии сварки.
Существует несколько методов, позволяющих обрабатывать данный металл. Достаточно часто используется горячая сварка чугуна, может также применяться сварка чугуна аргоном или же, например, полуавтоматом.
Каждый из указанных методов обладает своими положительными и отрицательными сторонами. В связи с этим выбор той или иной технологии может меняться в зависимости от поставленной задачи.
Не стоит забывать и про необходимость правильно выбирать электроды по чугуну. Учитывая все тонкости работы с подобным материалом возможно достичь наилучших результатов.
Технология сварки электродами
Сварка чугуна полуавтоматом выполняется в соответствии с маркой материала, его размерами и наличием дефектов. Марка электрода для сварки чугуна выбирается по-разному в каждом конкретном случае.
Марка электрода для сварки чугуна выбирается по-разному в каждом конкретном случае.
Например, если используется холодная или горячая сварка чугуна, то выбирают электроды ЦЧ-4. Они используются как подготовка чугуна к сварке и позволяют наплавить 1-2 слоя на изношенную часть детали для последующей наплавки специальными стержнями.
ОЗЧ-2 наиболее часто применяются в ремонте тонкостенных конструкций. Они позволяют заварить чугун, чтобы убрать дефекты литья. МНЧ-2 также используется для устранения дефектов литья.
Сварка чугуна в домашних условиях – задача посильная каждому человеку. Тем не менее важно соблюдать некоторые рекомендации. Также потребуется наличие определенных навыков у того, кто выполняет работу. Если подобная процедура осуществляется впервые, тогда она может получиться не сразу.
При производстве чугуна выдерживается температура на уровне 1200°C – 1500°C. В связи с этим высокотемпературная обработка этого материала не представляется возможной, а его свойства определяются содержанием углерода.
Выделяют два вида выполнения соединения данного материала: холодная и горячая сварка.
Подогрев при сварке чугуна.В каждом из отмеченных способов технологии сварки чугуна следует руководствоваться следующими правилами:
- Быстро охлаждать поверхность изделия строго запрещено.
Если необходимо деталь приварить к металлу, тогда увеличить продолжительность остывания последнего можно, засыпав его песком. - В жидком состоянии металл становится текучим, поэтому необходимо применять подформовку.
- Сварка чугуна ТИГ методом сопряжена с рядом трудностей.
В частности должно быть обеспечено прочное прилегание шва. К наиболее трудоемким операциям следует отнести процесс соединения неоднородных изделий. В связи с эти в работе следует учитывать параметры каждой детали.
Если необходимо сделать сварку с помощью сварочного аппарата, обычно используются определенные марки электродов, доступные к покупке в строительных магазинах. Также существует и альтернатива стержням в виде сварочной проволоки.
Также существует и альтернатива стержням в виде сварочной проволоки.
Проволока для сварки чугуна с графитовым стержнем позволяет формировать достаточно надежное соединение.
В независимости от метода, будь то с использованием полуавтомата или ручная дуговая сварка, необходимо придерживаться следующей последовательности действий:
- подготовить поверхность чугунной детали, удалив с нее дефекты механическим или ручным способом;
- определить марку материала;
- использовать способ, позволяющий обеспечить наилучшее соединение, например, в некоторых случаях можно применять металлические шпильки;
- сварочные работы: данный материал можно варить с применением аргонодуговой сварки, но для этого следует соблюдать некоторые условия;
- после завершения работы детали засыпаются песком или другим материалом, не позволяющим изделию быстро остывать.
Если с первым пунктом, указанного выше перечня, все понятно, то второй следует рассмотреть подробнее. Дело в том, что подготовка включает в себя не только механическую обработку, но и определение всех возможных процедур, которые предстоит выполнить в работе.
Дело в том, что подготовка включает в себя не только механическую обработку, но и определение всех возможных процедур, которые предстоит выполнить в работе.
Сначала рабочий визуально осматривает изделие и по срезу определяет стойкость к термическому воздействию. Исходя из такого визуального осмотра выбираются режимы сварки.
Что касается формирования надежного соединения, то тут можно применить метод с использованием шпилек. Суть отмеченной технологии заключается в том, что в деталь предварительно устанавливаются шпильки, укрепляющие ее.
Количество шпилек зависит от формы и длины соединения. Также в данном случае следует учитывать состав стержня, которым осуществляется соединение. Обычно такие электроды изготавливаются самостоятельно.
Схема наплавки при сварке чугуна.Далее во время работы важно выполнять следующее условие: в сварочной ванне следует постоянно поддерживать небольшое количество расплавленного материала, а также его равномерное перемешивание в процессе работы.
Также в процессе формирования соединения часто используют присадки. Может понадобиться применение смеси, состоящей из азотнокислого натрия, соды и технической буры.
Если следовать простым правилам, то дуговая сварка не доставит много проблем и, при наличии определенных навыков, будет достаточно проста. Главное правильно выбирать варящие электроды. В некоторых случая стоит отдать предпочтение стержням марки РДС, а в некоторых – ЭСАБ.
Стоит помнить о том, что электросварка наиболее эффективна не только при правильном выборе электродов для чугуна, но и правильном определении марки материала. При наличии должных навыков сваривание и починка радиатора чугунной батареи не будет вызывать никаких проблем.
https://youtu.be/qr72k7UjqPU
Как правильно сваривать чугунные детали?
чугуна – это метод формирования соединения на материале без подогрева. Сварка чугуна аргоном по данной технологии осуществляется в случаях отсутствия возможности выполнения предварительного прогрева деталей.
Причиной возникновения подобной ситуации может быть, например, слишком большой размер изделия или же специфическая форма детали.
Осуществляется сварка чугуна электродом с верхним слоем из стали с низким содержанием углерода. Также нередко используются электроды из нержавейки или медные электроды.
При выполнении сварки чугуна электродом в домашних условиях следует иметь ввиду, что применение стержня без покрытия не позволит достичь высокого качества соединения.
Это связано с неоднородным составом наплавленного металла, а именно, в процессе соединения нижние слои будут обогащаться углеродом и станут близки к чугуну, а верхние, наоборот, станут низкоуглеродистыми и более близкими к металлу.
Если правильно варить чугун по технологии холодной сварки, то в процессе работы материал будет закаляться из-за быстрого отвода тепла. В конечном итоге, твердость соединения окажется существенно выше, чем у детали.
Не стоит забывать и об усадке чугуна и стали, так как она у данных материалов сильно различается, поэтому не стоит допускать слишком больших объемов наплавленного материала.
https://youtu.be/6BAu6lTSLLs
Чем резать?
Необходимость выполнения подобной процедуры чаще всего связана с демонтажем чугунных труб, батарей отопления и других коммуникаций. На первый взгляд может показаться, что выполнение данной работы не вызовет много труда. Тем не менее в Советском Союзе трубы соединяли добротно, поэтому резать их не так уж и просто.
Горячая сварка чугуна.Аргонная сварка чугуна позволяет формировать надежные соединения этого вещества со многими другими. Например, это может быть сварка чугуна со сталью или алюминием. В любом случае разобрать заваренную конструкцию не просто.
Тут главное правильно выбрать способ резки. Можно использовать хорошо знакомые инструменты, такие как труборез, зубило, лобзик, газовые резаки и так далее.
Каждый приведенный метод обладает своими достоинствами и недостатками. Например, в некоторых случаях можно спокойно обойтись обычным молотком и зубилом. Особенно если технология сварки чугуна была нарушена и сформированное соединение оказалось слабым.
Например, в некоторых случаях можно спокойно обойтись обычным молотком и зубилом. Особенно если технология сварки чугуна была нарушена и сформированное соединение оказалось слабым.
В других случаях лучше использовать более продуктивные механические, а не ручные, инструменты, для которых чугуна – не помеха.
Разделка кромок
После того, как были выбраны электроды по чугуну, необходимо подготовить кромки детали к свариванию. В первую очередь следует позаботиться о чистоте поверхности изделия, о чем уже упоминалось ранее.
Далее, перед тем, как варить чугун электросваркой, следует разделать кромки. Особенно это касается ремонта различных приспособлений. В таких случаях разделка дефектных мест крайне необходима. Она осуществляется с одной или с двух сторон в Х-образной форме.
Сварка стали с чугуном будет более надежной, если перед началом работы сделать наплавку на кромку последнего никелевой присадки. Это позволит сформировать так называемый переходной слой, который положительно скажется на качестве шва.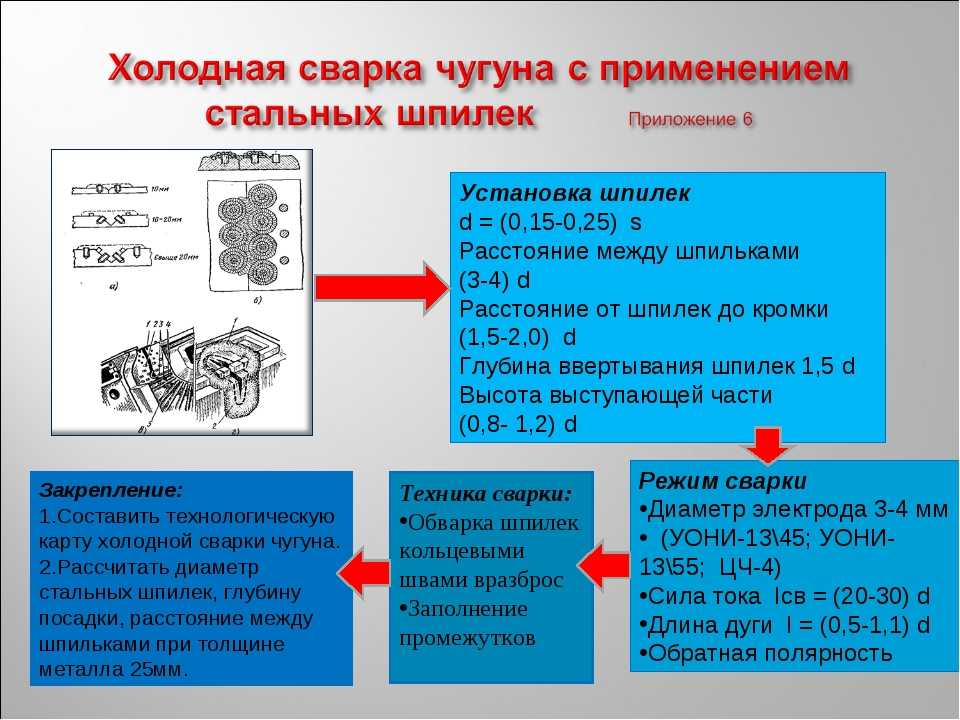
Конечно же, маркировка электродов по чугуну в данном случае будет отличаться. Подходящими вариантами для соединения со сталью будут стрежни марок ЦЧ-4, ОЗЧ-2.
Марки электродов для сварки
Маркировка электродов по чугуну включает в себя следующие самые распространенные варианты: МНЧ-2, ЦЧ-4, ОЗЧ-2, ОЗЖН. Существуют и другие обозначения, например, т590. Эта марка электрода по чугуну также способна обеспечить качественное соединение.
Электроды для сварки чугуна выбираются в зависимости от решаемой задачи. Например, уже упоминалось о том, что соединение со сталью лучше осуществлять с помощью ЦЧ-4.
В холодной сварке лучше работать стержнями с покрытием. Присадка должна отвечать по составу марке самого чугуна, ведь в зависимости от количества углерода в железе свойства материала будут меняться.
Присадка должна отвечать по составу марке самого чугуна, ведь в зависимости от количества углерода в железе свойства материала будут меняться.
Стоит отметить, что не только сварочные для чугуна дают наилучший результат. Приемлемого качества можно добиться и с использованием УОНИ-13/55.
Тем не менее сварка чугуна инвертором данными стержнями требует определённой осторожности, так как чрезмерный нагрев может привести к формированию трещин в области термического воздействия.
Итоги
Сварка изделий из чугуна может стать проблемой для любого новичка. Тем не менее достаточно следовать нескольким несложным правилам и соблюдать технологию рабочего процесса, и тогда сваренное соединение будет обладать хорошим качеством и надежностью.
Сварка чугуна: технологии и особенности металла
Содержание:
- Виды чугуна
- Характеристика сплава
- Способы сварки
- Правильная подготовка чугуна к сварке
- Как сваривать электросваркой
- Сварка полуавтоматом
- Сварка аргоном
- Газовая сварка
- Сварка инвертором
- Интересное видео
Чугун является прочным металлическим сплавом, который состоит из двух видов металла — железа и углерода. Сплав используется практически во всех сферах жизни, из него делают батареи, сантехнические устройства, посуду, а также оградительные конструкции, детали для автомобилей и станочного оборудования.
Сплав используется практически во всех сферах жизни, из него делают батареи, сантехнические устройства, посуду, а также оградительные конструкции, детали для автомобилей и станочного оборудования.
Но при изготовлении различных конструкций, требуется знать, как выполняется сварка чугуна, потому что именно от соблюдений важных принципов будет зависеть прочность и износостойкость готового изделия. Данный процесс имеет некоторые трудности и сложности, которых можно избежать только при условии, если будет изучена правильная технология сварки.
Виды чугуна
Перед тем как проводить сварку чугуна в домашних условиях, стоит внимательно рассмотреть разновидности сплава. Виды могут отличаться по степени прочности, тугоплавкости, по степени свариваемости.
Ниже в таблице описаны основные разновидности чугуна.
| Вид | Особенности |
| Белый | В составе белого чугуна весь имеющийся углерод присутствует в форме цементита. Расцветка излома светлая. Этот вид сплава обладает высокой прочностью, по этой причине он подвергается обрабатыванию режущими инструментами. Он используется в виде полупродукта при изготовлении ковкого чугуна. Расцветка излома светлая. Этот вид сплава обладает высокой прочностью, по этой причине он подвергается обрабатыванию режущими инструментами. Он используется в виде полупродукта при изготовлении ковкого чугуна. |
| Серый | Весь углерод или его часть присутствует в составе сплава в виде графита. При изломе обычно можно увидеть серый цвет. За счет того что серый чугун обладает высокими литейными качествами его применяют в качестве основного материала для литья. В отличие от белого чугуна достаточно хорошо поддается ковке. |
| Ковкий | Эту разновидность получают при отливке и последующей обработке белого чугуна с образованием графита с хлопьевидной структурой. Данная разновидность сплава в основном используется для изготовления автомобилей, сельскохозяйственных машин, тракторов. |
| Половинчатый или отбеленный | В составе данного вида чугуна углерод может присутствовать в двух формах — в виде графита или цементита. Его применяют в качестве функционального материала для работы в условиях сухого трения, а также для производства деталей с высокой износостойкостью. |
| Высокопрочный | В данном виде сплава имеется шаровидный графит, которые образуется в процессе кристаллизации. Обычно его применяют для изготовления элементов с высокой ответственностью в машиностроении, а также для производства труб с высокой прочностью для водоснабжения, нефте- и газопроводов. |
Характеристика сплава
Процесс сварки чугунных деталей напрямую зависит от особенностей и свойств сплава. По сути, данный металл состоит из двух металлов — железа и углерода. Но если его сравнивать со сталью, то железа в нем выше практически на 2,14 %.
Как было указано выше в соответствии со составом чугун может быть разного вида — белый, серый, половинчатый, высокопрочный. Свойства каждого вида определяются составляющими компонентами.
Сварка по чугуну имеет некоторые сложности. Во время нее достаточно тяжело добиться высокой прочности сварного шва. Это происходит из-за наличия проблем из списка:
- из-за того, что чугун имеет неоднородную структуру, при сваривании шов может сильно растрескаться. Это происходит из-за влияния на него повышенной температуры дуги. В результате этого происходит отбеливание, изменение состава в области сваривания металла;
- сварочные работы по чугуну с применением высокотемпературного влияния электрической дуги вызывают выгорание части углерода из состава сплава. Все это может вызвать образование пор в составе сварного шва. В результате этого сильно снижается прочность сварного шва, ухудшаются характеристики качества;
- при расплавлении чугун приобретает сильно текучую структуру, что вызывает сложности при формировании нормального шва. Чем больше содержание в составе углерода, тем выше степень текучести сплава;
- во время сварки чугуна со сталью может появляться окись в шве, которая вызывает снижение прочности.

Вышеперечисленные особенности металла значительно осложняют процесс сварки по чугуну. Основная сложность состоит в том, что итог может быть не таким, какой его ожидают. Зачастую на поверхности сварного шва появляются поры и трещины при остывании сплава.
Для сварки не стоит применять чугун темно-серого или черного оттенка (в нем имеется высокое содержание графита). Данные разновидности сплавов не стоит варить дома, зачастую это вызывает растрескивание соединения и самой детали.
Способы сварки
Способы сварки чугуна могут выполняться по-разному. Все зависит от того, как будет подготовлен металл к самому процессу. В целом выделяют всего два способа сваривания — холодный и горячий.
Особенности холодной сварки
Технология сварки чугуна холодным способом достаточно легкая. Она не имеет сложностей и особых проблем, главное предварительно изучить ее важные особенности. Также нужно знать, чем сваривают чугун.
Сварка чугуна и стали обычно выполняется с использованием электродов, которые специально предназначены для этого вида сварочного процесса. Если будут использоваться простые стальные электроды без нагревания, то в области сварного шва появляется металл в форме высокоуглеродистой стали с дополнительными компонентами, которые входят в состав чугуна — фосфор, сера, марганец.
Если будут использоваться простые стальные электроды без нагревания, то в области сварного шва появляется металл в форме высокоуглеродистой стали с дополнительными компонентами, которые входят в состав чугуна — фосфор, сера, марганец.
Холодная сварка чугуна с металлом имеет несколько важных особенностей, на которые стоит обратить внимание:
- она проводится электродами с небольшим размером диаметра, также весь процесс осуществляется на малом токе;
- холодная сварка чугуна электродом может проводиться в домашних условиях при маленьком объеме работ, а также если нет возможности для выполнения подогрева деталей;
- холодная сварка может быть проведена стальными электродами при условии, если на швы не будет оказываться нагрузка на растяжение. Идеально подходят медно-никелевые электроды, а также с содержанием в составе меди и железа.
После сваривания нельзя проводить зачистку шва, это связано с его высоким растрескиванием. Слишком быстрое остывание может привести к появлению белого чугуна в области рядом со сварным швом. В результате этого основа металла станет достаточно твердой, но сильно хрупкой.
В результате этого основа металла станет достаточно твердой, но сильно хрупкой.
Особенности горячей сварки
Горячая сварка чугуна является наиболее подходящим методом сваривания в домашних условиях. Во время подогрева сварной шов получается с хорошим качеством, потому что во время этого процесса не возникает отбеливаний металла, а также его закалки.
Горячая сварка стали с чугуном может разделяться на два подвида — местная (частичное прогревание) и общая (полный прогрев всей детали). Для прогревания обычно применяется специальная печь, в которой деталь прогревается равномерно со всех сторон.
Помимо этого выделяют несколько вариантов степени прогрева, которые зависят от показателя температуры:
- горячее прогревание, при котором прогрев происходит под температурой от 500 до 600 градусов Цельсия;
- полугорячее прогревание при температуре от 300 до 400 градусов Цельсия;
- теплое прогревание от 150 до 200 градусов Цельсия.
Технология горячей сварки состоит в нагревании детали до требуемой температуры, которое производится перед началом сваривания, а затем производится медленное охлаждение после завершения процесса.
При нагревании температура не должна быть выше 600-650 градусов Цельсия, в противном случае это может привести к изменению структуры чугуна. Он может стать хрупким, в сварном шве могут образоваться трещины, поры. Обязательно должен соблюдаться неспешный прогрев с выдерживанием скорости до 150 градусов в час.
Процесс охлаждения также должен производиться не слишком быстро. Лучшим вариантом будет деталь оставить в печи, в которой и осуществлялось нагревание. В ней будет медленно происходить остывание.
Правильная подготовка чугуна к сварке
Подготовка чугуна к сварке должна проводиться в обязательном порядке, именно от нее зависит качество готового шва, его прочность, износостойкость. Если этот процесс будет выполнен правильно, то он предотвратить хрупкость и пористость структуры материала, а также устранить возможные дефекты.
Подготовка должна состоять из следующих действий:
- распиливание трещин. Зачастую трещины в чугуне обладают тонкой и глубокой структурой. Если размер толщины обрабатываемой детали составляет 4 мм, то накладываемый сверху шов не сильно заплавит поверхность трещины. В результате этого останется разрозненная структура внутри основы сплава. При этом степень сопротивления на разрыв и излом будет слабая. Для того чтобы в этих местах было хорошее заваривание, требуется выполнять распиливание трещины «болгаркой» с использованием тонкого диска. При этом, чем больше толщина материала, том глубже должно быть запиливание;
- просверливание краев. При визуальном осмотре детали из чугуна невозможно увидеть точное окончание глубины трещин. По этой причине прежде чем начать сваривание трещины, стоит по ее краям просверлить небольшие отверстия. Отступать от видимого конца разлома требуется на расстояние 5 мм. Если выполнить просверливание краев, то это обеспечит хорошее заполнение металлом внутреннее пространство, а также защитить от продолжения раскола;
- выполнение разделки кромок. Степень свариваемости чугуна может отличаться перекалкой в области соединительного шва, что может привести к повышению хрупкости данного участка. Чтобы предотвратить данный процесс требуется провести равномерное прогревание на всю длину соединения. Область соединительного шва разбавляется металлом, для этого и используется правильная разделка кромок. Во время соединения толстых пластин проводятся скосы краев под углом 45 градусов, при этом у основания должно оставляться небольшое притупление в 3-4 мм. Данное разделение обеспечит хорошее заполнение области разделения, а также она повысит прочность и износостойкость данного участка;
- проведение подформовки. При сваривании тонкого изделия из чугунного сплава повышается вероятность протекания жидкого металла. По этой причине в этих случаях под изделие требуется подкладывать подкладку из графита, это позволит поддержать прогретую область и сохранит первоначальную форму элемента.
 Если размер толщины обрабатываемой детали составляет 4 мм, то накладываемый сверху шов не сильно заплавит поверхность трещины. В результате этого останется разрозненная структура внутри основы сплава. При этом степень сопротивления на разрыв и излом будет слабая. Для того чтобы в этих местах было хорошее заваривание, требуется выполнять распиливание трещины «болгаркой» с использованием тонкого диска. При этом, чем больше толщина материала, том глубже должно быть запиливание;
Если размер толщины обрабатываемой детали составляет 4 мм, то накладываемый сверху шов не сильно заплавит поверхность трещины. В результате этого останется разрозненная структура внутри основы сплава. При этом степень сопротивления на разрыв и излом будет слабая. Для того чтобы в этих местах было хорошее заваривание, требуется выполнять распиливание трещины «болгаркой» с использованием тонкого диска. При этом, чем больше толщина материала, том глубже должно быть запиливание; Чтобы предотвратить данный процесс требуется провести равномерное прогревание на всю длину соединения. Область соединительного шва разбавляется металлом, для этого и используется правильная разделка кромок. Во время соединения толстых пластин проводятся скосы краев под углом 45 градусов, при этом у основания должно оставляться небольшое притупление в 3-4 мм. Данное разделение обеспечит хорошее заполнение области разделения, а также она повысит прочность и износостойкость данного участка;
Чтобы предотвратить данный процесс требуется провести равномерное прогревание на всю длину соединения. Область соединительного шва разбавляется металлом, для этого и используется правильная разделка кромок. Во время соединения толстых пластин проводятся скосы краев под углом 45 градусов, при этом у основания должно оставляться небольшое притупление в 3-4 мм. Данное разделение обеспечит хорошее заполнение области разделения, а также она повысит прочность и износостойкость данного участка;Как сваривать электросваркой
Перед тем как начать сваривание с использованием электродов обязательно нужно внимательно изучить особенности сварки чугуна данного вида. В первую очередь требуется подобрать правильные электроды и специальное оборудование. Главная особенность данного метода состоит в том, что в области сварного шва повышается степень хрупкости металла.
Главная особенность данного метода состоит в том, что в области сварного шва повышается степень хрупкости металла.
Повышение хрупкости связано с тем, что в период проведения сварочных работ сплав на сплав из чугуна оказывается высокая закалка. По этой причине сварка электродами котла чугунного и других деталей в промышленных условиях имеет существенные отличия по сравнению с обычной обработкой других изделий. Во время нее требуется проводить нагревание материала до температуры почти 600-650 градусов Цельсия.
Обычно при электросварке используются два вида электродов:
- ОЗЧ-2. Электроды данный модели имеют стержень из медного металла, который покрыт специальным составом с содержанием графита;
- МНЧ-2. Для стержня электродов данного вида применяются разные виды металлов — никель, медь, марганец и железо. Данная модель является самым подходящим вариантом для электросварки чугуна, но она имеет высокую стоимость.
Особенности сварки чугунных деталей с использованием электродов:
- во время электросварки холодным методом необходимо соблюдать определенный темп наложения швов;
- требуется контролирование проведения процесса сваривания, это поможет избежать перегревания поверхности выше установленных показателей;
- сварщик должен производить работы «вразброс», небольшими частями. При этом обязательно должна выполняться проковка и делаться перерывы;
- в связи с тем, что главная особенность чугуна состоит в том, что он достаточно медленно остывает, поэтому чтобы заварить деталь из чугуна может потребоваться некоторый период времени;
- если восстанавливаются дефекты небольшого размера, то дополнительно может потребоваться подложка из графита, это предотвратит вытекание металла.
.jpg?1429168978113) При этом обязательно должна выполняться проковка и делаться перерывы;
При этом обязательно должна выполняться проковка и делаться перерывы;Сварка полуавтоматом
Сварка чугуна полуавтоматом выполняется достаточно просто, главное внимательно изучить все действия. Обязательным условием для процесса является подготовка детали из чугуна, именно от подготовки будет зависеть показатель прочности сварного шва. Также потребуется специальная проволока для сварки полуавтоматом чугуна.
Чтобы правильно выполнить сварку чугуна полуавтоматом, нужно рассмотреть правильную технологию. Обычно данный метод производиться при помощи трех способов сварки:
- холодная сварка чугуна с использованием сварочной проволоки по чугуну ПП АНЧ-1. Она подходит для небольших коротких швов, заделки трещин, для работы с тонкими деталями из чугуна. Никакого подготовительного этапа не потребуется, достаточно только лишь провести кончиком проволоки по области сварки. Схватывание дуги происходит практически сразу, потребуется удержать ее в течение нескольких секунда, а в это время нужно провести проволокой по месту шва;
- полугорячая сварка чугуна полуавтоматом обычной проволокой применяется для сваривания более сложных участков. К примеру, ее используют при установке заплатки на канализационных трубах. Уровень температуры нагревания составляет около 350 градусов Цельсия. Для полугорячей сварки подходит проволока для сварки чугуна ПП АНЧ-2. Для нагревания может применяться паяльная лампа. После сваривания производится плавное охлаждение;
- горячая сварка применяется для изготовления сварных швов с высокой прочностью, которые обладают повышенными качествами на изгиб и излом. Во время него применяется проволока сварочная для чугуна ПП АНЧ-3. Нагревание производится в печи или при помощи газовой горелки. Нагревание производится до температуры 600 градусов Цельсия. А вот процесс графитизации выполняется естественным путем.
 Она подходит для небольших коротких швов, заделки трещин, для работы с тонкими деталями из чугуна. Никакого подготовительного этапа не потребуется, достаточно только лишь провести кончиком проволоки по области сварки. Схватывание дуги происходит практически сразу, потребуется удержать ее в течение нескольких секунда, а в это время нужно провести проволокой по месту шва;
Она подходит для небольших коротких швов, заделки трещин, для работы с тонкими деталями из чугуна. Никакого подготовительного этапа не потребуется, достаточно только лишь провести кончиком проволоки по области сварки. Схватывание дуги происходит практически сразу, потребуется удержать ее в течение нескольких секунда, а в это время нужно провести проволокой по месту шва; Нагревание производится в печи или при помощи газовой горелки. Нагревание производится до температуры 600 градусов Цельсия. А вот процесс графитизации выполняется естественным путем.
Нагревание производится в печи или при помощи газовой горелки. Нагревание производится до температуры 600 градусов Цельсия. А вот процесс графитизации выполняется естественным путем.Сварка аргоном
Сварку чугуна аргоном используют многие начинающие сварщики по совету опытных товарищей, часто прибегают к свариванию полуавтоматом в аргоновой среде. Этот метод не оправдывает себя для изделий из чугунных сплавов. Соединение получается как на воздухе с подогревом, но при этом сильно возрастают затраты.
Технология сварки чугуна и стали аргоном обычно предусматривает наличие нейтральной среды. Конечно, в атмосферной среде шов можно получить, но при этом сильно ухудшится его качество. При осуществлении сварки в данной среде в соединении могут образоваться микротрещины, а также будет наблюдаться неравномерная закалка.
Если дополнительно к сварке подать инертный газ аргон, то химический состав в сварочной ванне никак не поменяется. Если применяется аргон, совсем не имеет значения способ сварки. Качество сварных швов получается одинаково хорошее при любом соединении деталей — встык, внахлест, заплатка.
Качество сварных швов получается одинаково хорошее при любом соединении деталей — встык, внахлест, заплатка.
TIG сварка чугуна с использованием аргона считается самым оптимальным вариантом, который позволяет сделать прочный шов. При помощи газа можно варить практически любые сочетания. Если же имеются некоторые сложности с приобретением аргона, то лучше оставить его для соединения чугуна и стали.
Газовая сварка
Газовая сварка чугуна в основном применяется в случаях, когда требуется получение высокопрочного сварного шва, но при условии соблюдения небольшого провара поверхности основного металла. При этом технология газовой сварки чугуна сопровождается применением нескольких режимов наложения шва, от которых будет зависеть качество итогового соединения.
На показатель качества сварного соединения оказывают влияние следующие составляющие:
- виды режимов подаваемого напряжения;
- вид техники накладываемого сварного соединения;
- показатель силы тока;
- скорость прохождения.
Как сварить чугун и сталь дуговой газовой сваркой, чтобы в итоге получить соединение с высокой прочностью без трещин, пор и других дефектов? Для этого требуется соблюдать некоторые требования во время рабочего процесса:
- показатель напряжения дуги должен быть от 18 до 21 В;
- сила тока — 100-120 А;
- скорость прохождения не больше 12 м в час;
- сварные работы должны выполняться с использованием специальных сварных проволок 09Г2СА или ПАНЧ 11 с размером диаметра 1 мм.
Сварка инвертором
Многие неопытные сварщики часто задаются вопросом можно ли сварить чугун и сталь инверторным сварочным аппаратом? Конечно можно, но предварительно следует провести подготовку. Процесс подготовки чугуна должен проводиться с учетом следующих рекомендаций:
- в первую очередь необходимая область зачищается болгаркой. Для зачистки рекомендуется применять лепестковый круг или другую наиболее подходящую насадку;
- после того как будет проведена зачистка верхнего слоя до не окисленного металла требуется выполнить обезжиривание. Данный процесс может выполняться при помощи бензина или любого другого растворителя;
- если требуется заделать трещину, то ее нужно расчистить до полного окончания. После этого в этом месте необходимо просверлить отверстие с размером диаметра 10 мм.
 Данный процесс может выполняться при помощи бензина или любого другого растворителя;
Данный процесс может выполняться при помощи бензина или любого другого растворителя;Сварка чугуна инвертором может осуществляться послойно и с использованием опорных элементов — шпилек. Они полностью состоят из стали. Применение данных опорных элементов должно сопровождаться с учетом важных требований:
- размеры данных элементов должны быть точными, их размер диаметра не должен быть больше 40 % от толщины чугуна;
- показатель выступа шпильки над металлом составляет не более 4-6 мм;
- расстояние между ними не должно превышать 6 мм;
- количество используемых шпилек должно зависеть от параметров соединения, но их не должно быть больше 25 % от площади излома.
Также могут применяться электроды, но они должны быть специальными. Проводить заваривание чугуна обычными электродами не рекомендуется. Для сплава этого вида подойдут электроды с добавлением никеля, меди, хрома и других лигатур, которые способствуют прочному наплавлению чугуна.
Для сплава этого вида подойдут электроды с добавлением никеля, меди, хрома и других лигатур, которые способствуют прочному наплавлению чугуна.
Как проводится
Как сваривать чугун при помощи инвертора, чтобы получить хороший и качественный сварной шов? Для этого потребуется изучить важные рекомендации:
- полярность подключения должна быть обратная;
- работа сварочного аппарата должна осуществляться на минимальной мощности, она должна соответствовать толщине чугунного элемента;
- размер длины одного непрерывного сварочного шва не должна быть больше 3-5 сантиметров;
- не должно быть перегревания металла, которое может возникнуть в результате частых перерывов;
- первый и последний слой при многослойном сваривании должен проковываться молотком с небольшим усилием.
Сам процесс сварки может быть многослойным или с использованием шпилек. После правильной установки шпилек проводится наваривание каждого слоя. Металл должен накладываться вокруг каждой шпильки, что в итоге получилась заплатка. В конце делается сварной шов, который соединяет наваренный металл между шпильками.
В конце делается сварной шов, который соединяет наваренный металл между шпильками.
Многослойная сварка выполняется с использованием электродов. После наплавления первого слоя проводится ковка молотком, она должна делаться на горячую. Если есть доступ к обратной стороне изделия, то также накладывается слой на ней, а затем он проковывается. В конце накладывают следующие слои металла.
Прежде чем ответить на вопрос варится ли сваркой чугун, стоит рассмотреть главные особенности данного сплава. Именно от его вида и структуры зависит выбор определенного вида сварки. Для него могут применяться разные виды сварок — электросварка, полуавтоматом, газовая, аргоном, инвертором. Но чтобы процесс был успешным, требуется провести предварительную подготовку чугуна и стали.
Интересное видео
Сварка чугуна с помощью инвертора и полуавтомата
Екатерина
Чугун — один из самых популярных металлов для изготовления разнообразных изделий: от деталей для автомобиля до водопроводных труб. По сути своей, чугун — это углерод и железо, которые в правильной пропорции образуют очень прочный и долговечный металл. Детали из чугуна можно встретить на заводах, в промышленности и даже старые чугунные сковородки десятилетиями служат своим хозяевам.
Несмотря на множество альтернатив, чугун не сбавляет оборотов и остается очень востребованным материалом. Поэтому домашнему или профессиональному сварщику рано или поздно придется столкнуться с необходимость сварки чугуна. В этой статье мы подробно расскажет, какие особенности есть у этого металла, как правильно сварить чугун и как провести сварочные работы по чугуну с максимальной пользой.
Содержание статьи
- Особенности чугуна
- Подготовительный этап
- Способы сварки
- Инверторная сварка плавящимся электродом
- Сварка стальными электродами
- Сварка чугунными электродами
- Сварка неплавящимися электродами
- Газовая сварка чугуна
- Техника безопасности
- Вместо заключения
Особенности чугуна
Сварка чугуна в гаражных условиях или на крупном производстве имеет ряд нюансов, которые нужно учесть перед тем, как приступить к работе. Их немного, поэтому обо всех мы вам и расскажем.
Их немного, поэтому обо всех мы вам и расскажем.
Сварку чугуна нужно осуществлять в нижнем положении, поскольку металл очень текучий. Не перегревайте чугун при сварке, иначе гарантировано образуются поры, а вслед за ними и трещины. Также при плавлении чугун выделяет особый газ, который отрицательно влияет на формирование сварного шва. Поэтому сварка чугунных деталей должна выполняться быстро и с соблюдением температурного режима. Не переохлаждайте раскаленный чугун, иначе опять же образуются трещины.
Чтобы при работе с этим металлом получиться по-настоящему качественное сварное соединение, учитывайте все особенности и характеристики самого чугуна. Обязательно подготовьте металл перед сваркой, выберите правильный режим работы в вашем сварочном автомате и используйте специальные электроды. Но обо всем этом мы поговорим далее, для начала разберемся с подготовкой металла, поскольку с этого начинается технология сварки чугуна.
Подготовительный этап
Подготовительный этап — один из самых важных, так как от правильной подготовки зависит качество дальнейшей работы. Для начала очистите поверхность от грязи, пыли и коррозии (если имеется). Обезжирьте ацетоном металл. Если предстоит сварка тонкого чугуна, то заранее позаботьтесь о наличии теплоотводящей подкладки. Разделайте кромки с помощью напильника или болгарки. Если вам предстоит сварка чугунных деталей горячим методом (метод, при котором деталь перед сваркой нагревается), то используйте для этого печь или газовую горелку.
Для начала очистите поверхность от грязи, пыли и коррозии (если имеется). Обезжирьте ацетоном металл. Если предстоит сварка тонкого чугуна, то заранее позаботьтесь о наличии теплоотводящей подкладки. Разделайте кромки с помощью напильника или болгарки. Если вам предстоит сварка чугунных деталей горячим методом (метод, при котором деталь перед сваркой нагревается), то используйте для этого печь или газовую горелку.
Способы сварки
Инверторная сварка плавящимся электродом
Теперь перейдем к способам сварки. Чугун варится при средней температуре, так что его можно сварить инверторным аппаратом прямо в гараже или на даче, не говоря о заводском цеху. Сварка чугуна инвертором осуществляется с применением плавящегося электрода, а также со сварочным аппаратом и холодным методом (метод, при котором деталь перед сваркой не нагревается в печи или вручную с помощью горелки). Плавящиеся электроды должны иметь в составе никель или медь. Ниже вы можете видеть таблицу, с рекомендуемыми настройками для разных электродов.
Допускается делать прерывистые швы, но не короче 3 сантиметров в длину, нужно использовать температуру не более 80 градусов по Цельсию и давать чугуну остыть. Также установите обратную полярность.
Сварка стальными электродами
Можно ли сварить чугун обычными стальными электродами? Вы, конечно, можете попробовать, но мы не рекомендуем делать это, особенно дуговой сваркой. Да, стандартные электроды из стали стоят дешево, но такое соединение получится неэстетичным и недолговечным. Если вам нужно сварить ответственную деталь (например, часть водопровода), то лучше используйте специальные электроды и не экономьте.
Сварка чугунными электродами
Для чугуна лучше всего подходят специализированные чугунные электроды. Варить можно и холодным, и горячим методом, как вы посчитаете нужным. Мы зачастую прогреваем деталь перед сваркой, чтобы структура металла стала лучше, а шов был надежнее.
С помощью таких электродов можно без проблем исправить множественные дефекты чугунного литья, например, трещины, дыры или сколы. В работе зачастую используются электроды марок МНЧ-1, ОЗЧ-1 или ОЗБ-2М. Они стоят не так уж дорого, зато качество работы на высоте.
В работе зачастую используются электроды марок МНЧ-1, ОЗЧ-1 или ОЗБ-2М. Они стоят не так уж дорого, зато качество работы на высоте.
Сварка чугуна электродом в домашних условиях осуществляется на постоянном, и на переменном токе. Чтобы правильно установить значение тока посмотрите, каков диаметр вашего электрода. 1 миллиметр диаметра электрода соответствует 25-50 амперам.
Сварка неплавящимися электродами
Сварка чугунных деталей неплавящимися электродами осуществляется в среде защитного газа или с использованием флюсов бура. Также можно использовать присадочную проволоку из никеля, меди или алюминия. В качестве неплавящегося электрода используют угольные, вольфрамовые или графитовые стержни.
В большинстве случаев при использовании неплавящихся электродов осуществляется сварка чугуна аргоном (так называемая TIG сварка). Мы рекомендуем немного нагреть деталь перед сваркой с помощью газовой горелки. Установите небольшое значение сварочного тока. Сварка должна быть прерывистой, по 3 сантиметра. После сварки нужно постепенно охладить деталь и следить за температурой, чтобы не допустить переохлаждения и образования трещин.
После сварки нужно постепенно охладить деталь и следить за температурой, чтобы не допустить переохлаждения и образования трещин.
Сварка чугуна аргоном применяется нечасто, поскольку требуется не только электрод, но еще и баллон с газом, предварительный прогрев детали и аккуратное охлаждение, а это все отнимает много времени. Также сварка чугуна полуавтоматом стоит дороже других методов, но когда у вас нет другой возможности, можно сварить и этим способом.
Газовая сварка чугуна
Газовая сварка чугуна — довольно популярный способ, поскольку для работы необходим лишь горючий газ, кислород, проволока сварочная из чугуна и флюс. При этом качество швы очень достойное. Сварочная проволока по чугуну, используемая в работе, должна содержать в своем составе кремень. Это очень важно, поскольку кремний способствует образованию графита в чугуне, не отбеливает металл. Вы также можете использовать проволоку из низколегированного чугуна для лучшего качества шва.
Применением флюсов при газовой сварке чугуна просто обязательно, особенно, если предстоит сварка стали с чугуном. Чугун и сталь вообще очень разные металлы, поэтому на поверхности в большом количестве образуется окисная пленка.
Чугун и сталь вообще очень разные металлы, поэтому на поверхности в большом количестве образуется окисная пленка.
Техника безопасности
Недостаточно просто знать, каким способом можно сваривать чугун, чтобы сразу приступить к работе. Дополнительно не помешает изучить технику безопасности, особенно это касается сварщиков, занимающихся своим ремеслом в домашних условиях. Прежде всего, в помещении должна быть более-менее нормальная вентиляция (хотя бы открытое окно) и при этом отсутствие сквозняков. Освещение должно быть ярким, вы должны четко видеть все ваши детали и швы.
Используйте средства заземления, чтобы избежать неприятностей. Не подвергайте поверхность чугуна воздействию влаги. И самое главное: используйте индивидуальные средства защиты, такие как перчатки, маска, специальный костюм и так далее. Не пренебрегайте техникой безопасности, ведь в критические моменты она может спасти вашу жизнь.
Вместо заключения
 com/embed/eknYz6LVa_w» frameborder=»0″ allowfullscreen=»allowfullscreen»>
com/embed/eknYz6LVa_w» frameborder=»0″ allowfullscreen=»allowfullscreen»> Похожие публикации
Сварка чугуна не легкая, но выполнимая задача в домашних условиях
Раньше, сварочные работы требовали высокой квалификации мастера. Это было связано с примитивной конструкцией сварочных аппаратов. Сегодня технология сварки (особенно электрической) шагнула далеко вперед.
При наличии современного сварочного аппарата, с такой работой может справиться самоучка. Доступная цена инверторов вывела этот аппарат фактически в разряд домашнего электроинструмента.
Однако сварка чугуна и стали – это две большие разницы. Изделия из чугуна можно встретить в любых отраслях. Этот материал имеет неплохие эксплуатационные свойства, хорошо противостоит коррозии, и дешев в производстве.
Есть у него и недостаток – хрупкость. Трещины, сколы, пробоины. Покупка новой детали влетает в копеечку, поэтому восстановление сломанного элемента – обычное дело.
Особенности сварки чугунных изделий
Обратите внимание
Главная трудность при сварке этого металла – непредсказуемость. Предугадать проблему техническими средствами невозможно. Бывалые мастера интуитивно ловят момент, когда надо изменить условия сварки или остановить на мгновение дугу.
Предугадать проблему техническими средствами невозможно. Бывалые мастера интуитивно ловят момент, когда надо изменить условия сварки или остановить на мгновение дугу.
Вот несколько негативных свойств чугуна:
- В расплавленном виде этот металл обладает высокой текучестью, практически как ртуть. При наличии небольшого сквозного отверстия, расплав может вылиться из зоны сварки. Это затрудняет формирование шва. Для борьбы с этим явлением, опытные мастера обкладывают зону сварки опалубкой. Единая рекомендация – проведение сварки в нижнем положении.
Важно! Еще один совет – постоянный контроль температуры. Нельзя допустить расплава поверхности, прилегающей к зоне сварного шва.
Чугун достаточно хрупкий, это проявляется не только при эксплуатации, но и при сварке. В теле шва образуется множество трещин, которых не бывает при работе с более пластичными металлами.Неравномерное остывание приводит к многочисленным участкам внутреннего напряжения. Это напоминает процедуру точечной закалки, когда структура имеет различную прочность на расположенных рядом участках. Чтобы не ухудшать качество работ, сварщик должен соблюдать ряд ограничений. Использовать тонкие электроды, обеспечить длительное охлаждение, применять особенную технологию сварки – вразброс. Можно ограничить ток сварки, однако это требует опыта. - Чугун содержит в своем составе много углерода. При проведении сварочных работ, углерод выгорает из расплава и образует поры, как в пемзе. Это резко снижает прочность шва, в отверстия попадает вода. При перепадах температур, особенно зимой, возникают микро разрывы.
- На поверхности расплава моментально образуется слой окисла. Он имеет температуру плавления выше, чем металл. Это затрудняет поддержание ровной и непрерывной дуги. Перед началом основных работ, начинающему сварщику рекомендуется потренироваться на ненужных заготовках. Момент схватывания окисла необходимо буквально почувствовать.
 Это напоминает процедуру точечной закалки, когда структура имеет различную прочность на расположенных рядом участках. Чтобы не ухудшать качество работ, сварщик должен соблюдать ряд ограничений. Использовать тонкие электроды, обеспечить длительное охлаждение, применять особенную технологию сварки – вразброс. Можно ограничить ток сварки, однако это требует опыта.
Это напоминает процедуру точечной закалки, когда структура имеет различную прочность на расположенных рядом участках. Чтобы не ухудшать качество работ, сварщик должен соблюдать ряд ограничений. Использовать тонкие электроды, обеспечить длительное охлаждение, применять особенную технологию сварки – вразброс. Можно ограничить ток сварки, однако это требует опыта.
Если вы освоите методику под наблюдением опытного мастера – сварка чугуна в домашних условиях не покажется чем-то невероятным.
Основные методы сварки изделий из чугуна
Холодная сварка
Разумеется, речь идет не об эпоксидном клеящем составе. Просто шов формируется на холодном металле, без дополнительного подогрева. Умение варить «на холодную» — признак высокого мастерства. Сам процесс достаточно простой. Со стороны ничем не отличается от работ с обычной сталью.
Сварка чугуна на холодную без предварительного нагрева — видео.
Проблемы проявляются после остывания шва. Металл в этом месте становится избыточно закаленным. В теле и на поверхности шва появляется множество присадок.
Вся таблица Менделеева, содержащаяся в металле – освобождается, и фиксируется локальными вкраплениями. Структура соединения получается неравномерной.
Между нетронутым металлом и швом, чугун становится излишне твердым и хрупким. Есть такое понятие – «белый, или отбеленный чугун». Полоска всего пару миллиметров может привести к разрыву под небольшой нагрузкой или при ударе. Поры в расплаве образуются с особой интенсивностью.
Поэтому электроды надо подбирать со специальными свойствами. Металл должен содержать никель или медь. Благодаря этим добавкам, отбеливание шва не происходит, а зона закалки получается довольно мягкой.
Горячая сварка
Температура дуги тут не причем. Перед началом работ заготовка нагревается до температуры от 150° до 600° С. Можно греть непосредственно место шва, можно нагревать всю болванку. Главное – уменьшить температурный разрыв между расплавом и окружающим металлом.
При нагреве можно избежать отбеливания чугуна, появления трещин в зоне шва. Пористость также уменьшается.
Еще один «бонус» — время сварки сокращается, поэтому нет локального перегрева, приводящего к текучести.
После сварки деталь требуется медленно охладить. Самый распространенный вариант – укутать негорючим материалом, или хотя бы засыпать мешком.
Если ремонтируемая деталь слишком громоздкая, можно использовать поддерживающий нагрев. Это когда зона сварки, после окончания работ продолжает нагреваться.
Например, с помощью газовой горелки. Постепенно температура снижается, пока не сравнивается с температурой окружающей среды.
Сварка чугуна полуавтоматом происходит проще, чем обычным инвертором
Применяется специальная проволока, и снова применяются несколько способов:
- Холодная сварка чугуна с помощью проволоки ПП АНЧ-1. Подходит лишь для коротких ремонтных швов, заделки трещин, работ на тонком чугуне. Никакой подготовки, просто проводим кончиком проволоки по месту сварки. Дуга схватывается мгновенно, остается удержать ее в течение тех нескольких секунд, пока вы не пройдете по шву.
- Полугорячая сварка применяется на более сложных участках. Например – установка заплатки на канализационной трубе. Нагрев производится до 350 градусов. Можно использовать паяльную лампу.
Важно! При установке заплатки одинаково греются обе детали. Для улучшения мягкости и пластичности, можно вводить элементы, добавляющие в ванну графит. Шов при этом получается не хуже, чем при обработке стальных заготовок.
Внимание! Применяется проволока ПП АНЧ-2. Не забываем о плавном охлаждении по окончании работ! - Горячий режим используется для получения особо прочных швов, имеющих высокие характеристики на изгиб и излом. Пример – сварка чугунного выпускного коллектора или рычага подвески. Любой другой способ не подходит. Проволока ПП АНЧ-3. Нагрев возможен в печи или с помощью газовой горелки. Температура достигает 600 градусов. При этом графитизация происходит естественным путем.
 Например – установка заплатки на канализационной трубе. Нагрев производится до 350 градусов. Можно использовать паяльную лампу.
Например – установка заплатки на канализационной трубе. Нагрев производится до 350 градусов. Можно использовать паяльную лампу.Интересно, что при таком способе (инвертор и подогрев) качество шва не отличается от стального.
Сварка чугуна аргоном — особый случай
Многие начинающие сварщики, по совету якобы опытных товарищей, пробуют сварку полуавтоматом в аргоновой среде. При работе только по чугуну, такой способ не оправдал себя. Шов получается, как и на воздухе с подогревом. Зато возрастают затраты.
При работе только по чугуну, такой способ не оправдал себя. Шов получается, как и на воздухе с подогревом. Зато возрастают затраты.
А вот сварка чугуна со сталью, возможна лишь в нейтральной среде. Разумеется, в атмосферном составе шов получится. Но он не будет лишен типичных недостатков – микротрещины и неравномерная закалка. А если подать к полуавтомату инертный газ аргон – химический состав чугуна в сварочной ванне не изменится.
Обратите внимание
При использовании аргона не имеет значения, каким способом произведена сварка. Встык, внахлест, заплатка – с инертным газом качество одинаково хорошее.
Поэтому, если аргон доступен – смело варите любые сочетания. Если газ приходится «доставать» специально – приберегите его для соединения стали и чугуна.
Применение различных электродов при сварке инвертором
В начале 90-х, при дефиците специальных электродов, чугун варили любыми средствами. Именно на старых трансформаторах, профессиональные сварщики отрабатывали способы сварки неподходящими способами. Тот старый опыт не забыли и молодые любители.
Тот старый опыт не забыли и молодые любители.
Например — сварка чугуна нержавеющим электродом. Это нетипичный способ, в учебниках о нем не пишут. Однако при использовании простого сварочного инвертора и возможности качественного подогрева – им можно воспользоваться.
Качество шва регулируется силой тока. Его надо установить по минимуму, и пробуя повышать на 5-10%, поймать устойчивую дугу.
Сегодня доступны специальные электроды:
- Ремонтные послойные наплавки, устранение дефектов при неудачной сварке – для этого применяются ЦЧ-4. Фактически, это электроды для начинающего мастера. Хорошо подходят для комбинированных соединений. Например, со сталью.Подходят для промышленных работ с качественным прогревом в муфельной печи, и для быстрого «прихвата» на холодную, в домашних условиях.
- В заводских условиях, для устранения раковин и других литьевых дефектов, применяются специальные стержни ОЗЧ-2. Работать ими следует без подогрева. Особенность сплава – можно работать на вертикальных швах.
- При ремонте автомобилей вы можете столкнуться с особо прочным серым чугуном. Для него подходят электроды ОЗЧ-4. Будь то шов, или напайка – качество поверхности не отличить от материала заготовки. Поддается механической обработке.
- При восстановлении тонкослойных деталей, важно не допустить сквозного прогорания и протекания чугуна сквозь зону сварки. Горячая сварка тут недопустима, используемый наконечник – ОЗЧ-6.
- Так же для холодных работ применяется модель МНЧ-2. Этот электрод позволяет очень качественно нарастить металл в раковине или законопатить дыру без заплатки.
- Если работа совсем сложная – покупайте ОЗЖН. Они достаточно дорогие, зато легко «берут» самые прочные сорта чугуна. Первичная прихватка выполняется ОЗЖН-1, а толстостенная наварка – ОЗЖН-2.
- Неплавкие электроды – удел мастеров. Если вы освоите метод – затраты на сварку превратятся лишь в покупку флюсов и прочих очистителей. Популярный способ – сварка в аргоновой среде, с улавливающей ванночкой и дополнительной проволокой для укрепления шва. Подойдут никелевые электроды. Они прекрасно растворяются в расплаве, замещая пузырящийся углерод.

 Подойдут никелевые электроды. Они прекрасно растворяются в расплаве, замещая пузырящийся углерод.
Подойдут никелевые электроды. Они прекрасно растворяются в расплаве, замещая пузырящийся углерод.Обратите внимание
Не следует экономить на покупке электродов для чугуна. Ассортимент в хозяйственных магазинах хороший, можно найти недорогого производителя. А вот потери при неудачном ремонте чугунного изделия напротив, могут составить немалую сумму.
Сварка чугуна электродом в домашних условиях – подготовка материала к сварке
Использование правильных электродов, или проволоки в полуавтомате – это важно. Однако неподготовленная поверхность может сделать невозможной даже сварку в аргоновой среде с использованием лучшего флюса.
Особенно опасен так называемый промасленный чугун. Ремонтировать такой металл не берутся даже профессионалы. Масло можно обжечь паяльной лампой, затем произвести очистку обычными методами:
- Прежде всего, необходимо «разделать» место сварки – трещину, раковину, стык. Разделка производится под углом 45°. Можно применять наждачный круг или просто стальное зубило (мы помним, что чугун хрупкий, а стало быть, его можно банально скалывать).
- Поверхностные трещины надо засверлить по краям, и вырубить до чистого металла. Если трещина слишком тонкая – ее надо «протравить». Протирая место ремонта с помощью слабого раствора соляной или азотной кислоты, вы легко обнаружите нитевидные трещины.
- Металл тщательно очищают от любых загрязнений – особенно жирных. Краска удаляется ветошью, моющими средствами и поверхность зачищается наждачной бумагой. Можно обезжиривать поверхности с помощью бензина, только надо дождаться, пока жидкость полностью испарится.

Видео. Как варить чугун в домашних условиях.
Сложные повреждения большого размера армируются шпильками или заклепками. Стальные штифты забиваются в стенки дефекта, и сварка происходит с использованием объема стальных вставок. Наплавка производится по спирали, от шпильки до края трещины.
Финальная обработка
После восстановления дефекта, его можно проковать классическим способом. Надо только убедиться в том, что перед вами так называемый ковкий чугун.
Надо только убедиться в том, что перед вами так называемый ковкий чугун.
Сначала ремонтная зона (или вся заготовка) прогревается до 700-800° С. Затем, продолжая нагрев с помощью паяльной лампы или горелки, чугун в месте сварки проковывается.
Наносятся короткие, но уверенные удары по шву. Молоток должен быть со сточенной ударной частью, в форме шара. Тогда вы сможете отформовать шов.
Общее правило: Проковка выполняется послойно. Чем тоньше слой – тем красивее получится шов. Если вы попытаетесь обработать слой толщиной 2 см и более – внешняя сторона получится идеальной, а внутри будет множество микротрещин.
Нестандартные способы
При определенной сноровке чугун можно варить газовой горелкой. Применяется только ацетилен – температуры пропана недостаточно. Как только в зоне сварки образуется ванна – туда надо подсыпать флюс.
Расплав следует постоянно помешивать с помощью специальной проволоки или чугунных прутиков. Они являются присадкой, заполняющей шов.
Вывод:
При кажущейся сложности, сварка чугуна в домашних условиях вполне реальна. Для этого используется стандартное оборудование. Главное – не экономьте на расходных материалах.
советов о том, как успешно сварить чугун – сделать из металла
Не могу передать, сколько раз мне говорили, что нельзя сваривать чугун. В какой-то степени многие опасения верны, работать с такими вещами довольно жалко. Но есть – способа заставить это работать.
В этом посте я расскажу о некоторых из этих вариантов, а также о плюсах и минусах каждого из них.
Содержание
Почему сварка чугуна является такой сложной задачей
Вероятно, это лучшее место для начала. Что особенного в чугуне? Он довольно легко плавится, так почему же его так трудно сваривать?
Сварка чугуна затруднена, поскольку в нем высокое содержание углерода (примерно в 10 раз больше, чем в большинстве сталей), он хрупок и склонен к растрескиванию. Термические напряжения трудно удалить из зоны термического влияния, и трещины, вероятно, со временем будут распространяться.
Термические напряжения трудно удалить из зоны термического влияния, и трещины, вероятно, со временем будут распространяться.
Это может стать кошмаром, если не сделать это правильно — вы получите деталь, которая будет постоянно ломаться или мгновенно ломаться под нагрузкой. Хотя, справедливости ради, чугун треснет даже в хороший день, если он находится под нагрузкой на растяжение.
Тем не менее, есть несколько способов снизить этот риск.
Подготовка зоны сварки
Это очень важно для железа. Вероятно, на части, над которой вы работаете, будет значительное количество ржавчины, поэтому убедитесь, что вы хорошо поработали, дойдя до голого блестящего металла.
Вообще, сваривать две железяки вместе — плохая идея, лучше спаять. Подробнее о пайке позже. Сварка чугуна намного лучше работает при ремонтных работах, таких как треснутые детали или когда вы просверлили отверстие в неправильном месте, и вам нужно его заполнить.
Если есть трещина, которую вы пытаетесь отремонтировать, вам нужно правильно ее заделать. Это должно быть довольно очевидно, когда вы доберетесь до голого металла, трещина будет видна в виде темной линии. Иногда использование более тонкого диска для сглаживания металлической поверхности поможет лучше увидеть трещину.
Это должно быть довольно очевидно, когда вы доберетесь до голого металла, трещина будет видна в виде темной линии. Иногда использование более тонкого диска для сглаживания металлической поверхности поможет лучше увидеть трещину.
На обоих концах трещины просверлите отверстие. Это предотвратит распространение трещины. Мне нравится сверлить чуть дальше конца видимой трещины. Таким образом, трещина дойдет до отверстия, а затем остановится. Это снижает вероятность того, что на другой стороне отверстия есть трещина, которая просто позволит трещине продолжиться там, где она остановилась.
Если вы не просверлите концы трещины перед ее сваркой, маловероятно, что деталь останется вместе после повторной сварки. Он вполне может продолжать трескаться, пока вы его свариваете, или просто сломается со временем.
Затачивайте до дна трещины. Для большинства работ это будет означать шлифование металла насквозь.
Сварка с подогревом
Я предпочитаю этот метод сварки, когда это возможно. Это не очень сложно, но поможет, если вы достаточно опытный сварщик. Знание того, как правильно предварительно нагревать металл и контролировать нагрев на лету, — это хорошие навыки, которые нужно иметь за плечами, прежде чем пытаться это сделать.
Это не очень сложно, но поможет, если вы достаточно опытный сварщик. Знание того, как правильно предварительно нагревать металл и контролировать нагрев на лету, — это хорошие навыки, которые нужно иметь за плечами, прежде чем пытаться это сделать.
Плюсы:
- Самый стабильный способ сварки чугуна, но он все еще не идеален.
- Идеально подходит для деталей, которые должны выдерживать термоциклирование.
Минусы:
- Иногда просто невозможно нагреть деталь до нужного предварительного нагрева.
- Установка более сложная — вам понадобится факел с бутоном розы и способ замедлить охлаждение, например, изолирующее одеяло или сухой песок.
- Зона сварки редко бывает прочнее незатронутой зоны.
- Существует риск растрескивания области вокруг сварного шва, даже если процесс выполнен правильно.
Необходимое оборудование:
- Может выполняться с помощью аппаратов для сварки MIG, TIG или дуговой сварки.
- Присадочная проволока/прутки для железа. Мне нравится использовать 308L, но есть много вариантов, которые отлично работают.

Инструкции по предварительному нагреву
Нагревая утюг до 500-1200 градусов по Фаренгейту, вы существенно снизите внутренние напряжения в утюге. Это поможет предотвратить растрескивание детали вокруг сварного шва в околошовной зоне.
Если у вас есть инфракрасный термометр, то обязательно используйте его. Однако, если нет, вот хитрость, чтобы узнать, какова температура:
Железо начинает светиться тускло-красным цветом примерно при 900 градусах по Фаренгейту. Так что, если вы поднесете к нему свой факел в виде бутона розы и позволите ему просто начать светиться, то Вы знаете, что у вас хорошая температура для сварки. Лучше всего делать это внутри в более темном месте, чтобы вы заметили, когда он начнет светиться.
Не торопитесь, разогревайте медленно и равномерно. Кроме того, не позволяйте утюгу нагреваться выше 1400 F (ярко-красный). Это критический температурный диапазон железа. Такая горячая сварка = плохо.
Это критический температурный диапазон железа. Такая горячая сварка = плохо.
В идеале нагреть всю деталь. Если деталь слишком велика и вы не можете нагреть ее целиком, нагрейте как можно большую площадь. Вам нужно, чтобы область вокруг сварного шва была должным образом предварительно нагрета на несколько дюймов (мне нравится снимать не менее 12 дюймов), чтобы должным образом рассеять внутренние напряжения.
Инструкции по сварке
Не допускайте слишком сильного остывания детали во время работы с ней. Остановитесь и подогрейте столько раз, сколько вам нужно, чтобы поддерживать температуру детали выше 500 F. Плохие вещи случаются, когда вы пытаетесь выполнить предварительно нагретые сварные швы ниже этой температуры — внутреннее напряжение просто не рассеивается, и вы получите треснутая часть.
Честно говоря вариантов наполнителей десятки. Не стесняйтесь экспериментировать. Многие люди рекомендуют наполнители на основе никеля, и они действительно хорошо работают, особенно если вам нужно обработать деталь после сварки. Они просто очень дорогие.
Они просто очень дорогие.
Если вы делаете что-то, что не требует механической обработки, например выпускной коллектор, попробуйте использовать проволоку 308L. Он по-прежнему недешев, но не так плох, как никель. Он будет хорошо держаться и выдержит жару.
Сварка на слабом токе. Слишком высокие, и будут дополнительные напряжения, которые гарантированно треснут позже, если не во время сварки.
Совет для профессионалов: Не начинайте и не останавливайте сварку в одной и той же точке при накладывании дополнительных валиков. Вы получите накопление напряжений и потенциальную точку растрескивания. Вместо этого попробуйте использовать плавные движения в форме буквы L или J по линии сварки, чтобы каждый шов начинался и заканчивался в разных местах.
Преимущество сварки с предварительным подогревом заключается в том, что вам не нужно сшивать сварные швы, если вы не перегреваете их. Вы можете просто дать и сделать. Во всяком случае, гораздо больше, чем подход без предварительного нагрева.
Инструкции после сварки
После каждого валика убедитесь, что вы тщательно проковываете сварной шов. Это поможет отработать лишние напряжения и предотвратит растрескивание в дальнейшем.
Одна вещь, которая действительно важна, — медленное время восстановления. Оберните деталь изолирующим одеялом или закопайте ее в сухой песок, чтобы она медленно остыла и позволила снять напряжение. Быстрое охлаждение на воздухе = растрескивание.
В целом, я считаю, что метод предварительного нагрева лучше всего подходит для всего, что будет подвергаться термоциклированию (например, выпускные коллекторы или старые блоки цилиндров). Это самый эффективный способ получить прочный сварной шов, который не треснет сразу.
Однако для более декоративных элементов можно обойтись без предварительного нагрева.
Сварка без предварительного нагрева
Во-первых, вы не хотите выполнять эту сварку в холодном состоянии. В идеале заготовка должна быть нагрета примерно до 100 градусов по Фаренгейту, иначе она точно треснет.
Эмпирическое правило для этого заключается в том, чтобы заготовка имела температуру, при которой вы можете держать ее голой кожей, не обжигаясь. Некоторые ребята просто бросают часть в барбекю на 15 минут и запекают до нужной температуры. Не позволяйте ему слишком сильно остывать, пока вы работаете над ним, но как только вы начнете, вероятно, тепло от сварки сохранит его достаточно теплым.
Плюсы:
- Простая установка, не требуется горелка для предварительного нагрева или медленного охлаждения среды.
- Для многих приложений работает достаточно хорошо.
Минусы:
- Более подвержен растрескиванию, чем метод предварительного нагрева.
- Гораздо больше внутренних напряжений.
Необходимое оборудование:
- Может выполняться с помощью аппаратов для сварки MIG, TIG или дуговой сварки.
- Присадочная проволока/прутки для железа. Мне нравится использовать 308L, но есть много других вариантов, которые прекрасно работают.
- Изолирующее покрытие или сухой песок, способный выдерживать высокие температуры. Это используется для медленного охлаждения детали.

Подготовка
Практически то же самое, что требуется для предварительного нагрева.
- Сошлифуйте всю ржавчину в зоне сварки и убедитесь, что металл блестит.
- Просверлите отверстия на обоих концах трещины, чтобы предотвратить ее распространение.
- Отшлифовать до дна трещины.
- Отшлифовать фаску для сварного шва.
Инструкции по сварке
Опять же, вам нужно поддерживать низкое напряжение и контролировать нагрев. Прошивайте шов не более 1 дюйма за раз и дайте ему остыть, прежде чем продолжить. Очень важно, чтобы работа не светилась, пока вы над ней работаете.
Если вы начнете с любого конца и сделаете стежки «классиками», вам не придется ждать, пока они остынут, так как они остынут, пока вы будете приваривать другой участок.
Инструкции по сварке после сварки
Упрочнение абсолютно необходимо, если вы не выполняете предварительный нагрев. В идеале используйте пневматический молоток или аналогичный инструмент, чтобы вы могли очень тщательно удалить напряжения.
В идеале используйте пневматический молоток или аналогичный инструмент, чтобы вы могли очень тщательно удалить напряжения.
Внимательно осмотрите его на наличие трещин после закалки. Пройдитесь по городу проволочной щеткой и посмотрите, есть ли какие-либо видимые области, где началось растрескивание. Постарайтесь подправить эти области как можно лучше, со временем они станут только хуже.
Пайка горелкой
На самом деле это действительно хороший вариант, когда приложение позволит вам это сделать. Пайка восстановит деталь почти до ее первоначальной прочности.
Железо очень хорошо поддается пайке, потому что оно очень пористое. Обычно требуется немного дополнительной подготовки, чтобы убедиться, что поверхность достаточно чистая, но обычно это того стоит.
Подготовьте металл так же, как вы готовите его к сварке, – скосите или сделайте надрезы в месте пайки. Вы также захотите зажать деталь как можно лучше — железо действительно будет деформироваться по мере остывания, и зажим поможет противодействовать этому.
Многие справочники сообщают вам, что пайка не идеальна для деталей, которые работают при температуре выше 400 градусов по Фаренгейту, поскольку пайка часто теряет значительную прочность при этой температуре. Честно говоря, есть много парней, которые ремонтируют выпускные коллекторы пайкой, и они прекрасно служат. Припой размягчается, но этого достаточно. Просто, возможно, не используйте это, если это часть, которая находится под нагрузкой при этой температуре.
Обычные прутки для припоя для железа изготавливаются из серебра, латуни или никеля. Обычно я использую латунь, но делаю то, что доставляет вам удовольствие.
Плюсы:
- Действительно надежный способ ремонта трещин и соединения металла.
- Может также использоваться для соединения разнородных материалов. Например, сталь к железу.
Минусы:
- Чрезвычайно заметный – любой ремонт будет заметен, так как пайка будет другого цвета. Это может быть непрактично для некоторых косметических применений.
 Это может быть непрактично для некоторых косметических применений.
Это может быть непрактично для некоторых косметических применений.Необходимое оборудование:
- Паяльная горелка или кислородно-ацетиленовая сварочная горелка. Для более крупных деталей потребуются горелки большего размера.
- Прутки для пайки – обычно выбирают латунь, серебро и никель.
- Изолирующее покрытие для медленного охлаждения.
Очистка утюга
Есть несколько дополнительных проблем, которые более заметны при пайке. Одна из этих проблем связана с графитом.
Так как железо имеет такое высокое содержание углерода (примерно 2-4%), этот углерод не полностью поглощается металлом. Вместо того, чтобы хорошо и последовательно распределяться по железу, он слипается и кристаллизуется в графитовые чешуйки.
Это может быть настоящей болью при пайке, это очень затрудняет смачивание. Даже если поверхность свежеотшлифованная и чистая, железо, которое находится на более высоком углеродном конце спектра, может доставить вам проблемы.
Мне нравится кататься на нем по городу с очень чистой латунной проволочной щеткой. Это просто помогает выбить некоторые из этих графитовых чешуек. После этого протрите поверхность спиртом до тех пор, пока серый графит не перестанет отделяться, пока вы ее протираете.
Если у вас есть оборудование для дробеструйной обработки детали стальной или никелевой дробью, самое время его использовать. Это действительно хорошо справится с очисткой от лишнего графита.
После этого используйте окислительное пламя (со слишком большим количеством кислорода, поэтому оно издает громкое шипение), чтобы сжечь оставшийся графит. Вы можете увидеть этот удар в виде искр, когда поверхность нагревается.
Когда все будет готово, можете идти.
Зажим
Это очень важно. Если вы не закрепите деталь плотно, вы не сможете получить ее прямо.
Если можете, закрепите его на прочном плоском сварочном столе с помощью С-образных зажимов. Если вы работаете над каким-то корпусом, вы можете даже подумать о том, чтобы изготовить для себя небольшое приспособление, которое сможет действительно надежно удерживать все на месте.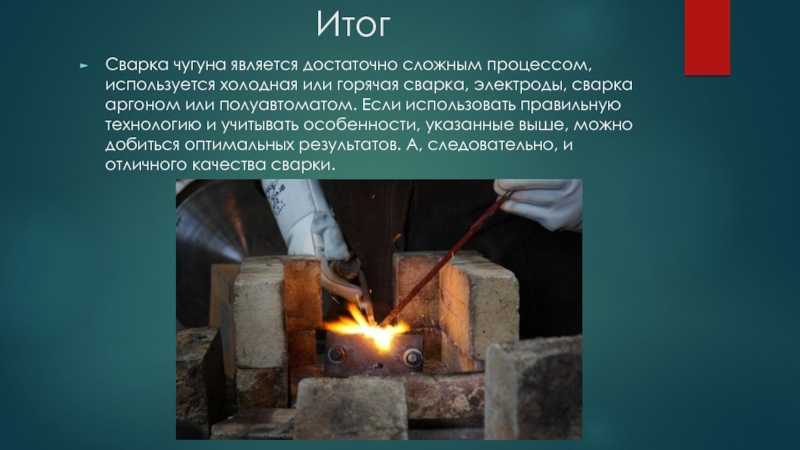
Зажим должен быть прочным, чтобы ничто не могло сдвинуться с места во время пайки. В противном случае деталь будет деформироваться как сумасшедшая, и вам придется потратить жалкое время на перенастройку всего. Это шаг, на который стоит потратить время, не торопитесь.
Инструкции по пайке
Убедившись, что поверхности чистые и все надежно закреплено, можно нагреть деталь.
Добавьте приличное количество флюса в область, которую вы будете спаивать, и постарайтесь сделать это как можно тщательнее. Нагревайте заготовку хорошо и равномерно, не слишком быстро, особенно если вы работаете с небольшой деталью.
Чтобы это сработало, утюг должен стать вишнево-красным. В этот момент флюс будет полностью прозрачным. Не нагревайтесь так, чтобы железо не начало плавиться.
Когда утюг станет красивым и блестящим, соскребите стержень для пайки по поверхности. Если она достаточно горячая и флюс делает свое дело, он должен сразу же смочить поверхность металла и прочно к ней прилипнуть.
Не торопитесь и постепенно наносите присадочный припой, пока он не станет немного выше скошенной области. Таким образом, вы сможете отшлифовать его обратно, чтобы он был наполовину респектабельным.
Действительно, для этого нужно немного умения. Будьте терпеливы к себе и не ждите, что первый будет выглядеть нетронутым. В идеале попробуйте несколько пробных деталей, прежде чем припаивать железо, которое действительно важно для чего-то.
Инструкции по охлаждению
Крайне важно не разжимать деталь, пока она не станет прохладной на ощупь. В нагретом железе так много внутреннего напряжения, что вы, скорее всего, никогда не получите его снова.
Медленное охлаждение тоже очень важно. Когда вы закончите пайку, накройте деталь изолирующим одеялом, чтобы замедлить процесс. Вам понадобится несколько часов, чтобы он стал достаточно прохладным, чтобы его можно было трогать.
Лучше всего будет просто изолировать его и дать остыть на ночь. Таким образом, вы действительно сведете к минимуму риск растрескивания и деформации.
В конце концов, я обнаружил, что пайка дает наилучшие результаты с точки зрения механики. Это может выглядеть не очень красиво, когда это будет сделано, так как цвет пайки подчеркнет ремонт, но он должен быть очень прочным.
Однако на самом деле не существует единого подхода, который будет работать для всех приложений. Если вы обнаружите, что часто работаете с железом, было бы неплохо изучить все эти методы ремонта.
Есть ли у вас какие-нибудь хитрости или безотказные способы работы с железом? Или есть вопросы? Поделитесь ими в комментариях.
Сварочные электроды Pinnacle Supercast с содержанием 99–99% никеля и чугуна – Pinnacle Welding Online
{{/Предметы}}Итого: {{{общая цена}}}
Посмотреть корзину Проверьте
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердить аккаунт»,»spending_card»:»Карта правил расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Razorweld инвертор КУМДЖРРВ170КА
сварщика ДУГИ 170 Амп/ТИГ Бритва Сварка
(пока отзывов нет) Написать рецензию
Razorweld
Razorweld 170 инвертор сварочного аппарата ARC/TIG KUMJRRW170CA
Рейтинг Обязательно Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
Комментарии Обязательно
- Артикул:
- Ф120061356
- MPN:
- КУМДЖРРВ170КА
- Состояние:
- Новый
- Наличие:
- Обычно отправляется в течение 2 рабочих дней
Розничная цена:
681,45 долл. США
США
Цена: В настоящее время: $594,99
— Вы экономите $86,46
- Описание
Описание
RAZOR 170 — это аппарат для дуговой сварки с двумя инверторами напряжения, изготовленный с использованием новейшей технологии IGBT. Возможность сварки MMA на постоянном токе обеспечивает плавную и невероятно стабильную дугу, что позволяет легко выполнять сварку электродами, обеспечивающими высококачественные сварные швы, в том числе чугунные, нержавеющие и с низким содержанием водорода. Этот качественный инвертор поставляется в комплекте с адаптером питания, чтобы вы могли начать свой проект. Функция T.I.G Lift Arc превосходна и обеспечивает идеальное зажигание дуги каждый раз без прилипания вольфрамового электрода к заготовке. Это исключительная экономичная машина подходит для широкого спектра применений, включая DIY, легкую промышленность, сварку на месте, сельское хозяйство, а также ремонт и техническое обслуживание. RAZOR 170 сочетает в себе лучшее из обоих миров, превосходную портативность и мощность, необходимую для выполнения работы. Ампер) 20A 115V 20A 230VIмакс. (Ампер) 36A 115V39A 230 В Номинальная мощность 170 A/26,8 В MMA170A/16,8 В TIG Диапазон сварочного тока 10 ~ 170 A Напряжение без нагрузки (В) 63 В Рабочий цикл при 104ºF 30 % при 170 А MMA 35 % при 170 А TIG Класс защиты IP21SS Вес (фунты) 10,4 Гарантия на источник питания 3 года Соответствует CAN/CSA E60974-1 ANSI/IEC 60974-1 Включает в себя: RAZOR 170 Machine, провод заземления и провод дуги 0,62 x 13 футов
Функция T.I.G Lift Arc превосходна и обеспечивает идеальное зажигание дуги каждый раз без прилипания вольфрамового электрода к заготовке. Это исключительная экономичная машина подходит для широкого спектра применений, включая DIY, легкую промышленность, сварку на месте, сельское хозяйство, а также ремонт и техническое обслуживание. RAZOR 170 сочетает в себе лучшее из обоих миров, превосходную портативность и мощность, необходимую для выполнения работы. Ампер) 20A 115V 20A 230VIмакс. (Ампер) 36A 115V39A 230 В Номинальная мощность 170 A/26,8 В MMA170A/16,8 В TIG Диапазон сварочного тока 10 ~ 170 A Напряжение без нагрузки (В) 63 В Рабочий цикл при 104ºF 30 % при 170 А MMA 35 % при 170 А TIG Класс защиты IP21SS Вес (фунты) 10,4 Гарантия на источник питания 3 года Соответствует CAN/CSA E60974-1 ANSI/IEC 60974-1 Включает в себя: RAZOR 170 Machine, провод заземления и провод дуги 0,62 x 13 футов
Посмотреть спецификации для этого товара
Посмотреть руководство по эксплуатации для этого товара
Посмотреть всеЗакрыть
- сопутствующие товары
- Клиенты также просмотрели
Сопутствующие товары
Клиенты также просмотрели
В корзину
Быстрый просмотр
Сварочный инвертор Razorweld 210 Amp Mig /ARC / TIG с горелкой MIG KUMJRW210
Razor Weld
Розничная цена:
1689 долларов США. 60
60
Цена: В настоящее время: 1 432,99 $
Этот новый сварочный аппарат RAZORWELD обеспечивает мощность 210 ампер в режиме MIG, TIG и ARC для выполнения сварочных работ! Идеальный для серьезного торговца, этот красиво оформленный и очень функциональный…
В корзину
Быстрый просмотр
Сварочный инвертор Razorweld 145 Amp Mig /ARC / TIG с горелкой MIG KUMJRW145
Razor Weld
Розничная цена: $1036,20
Цена: В настоящее время: 848,99 $
Этот новый сварочный аппарат RAZORWELD обеспечит вам выходную мощность 145 ампер MIG, TIG и ARC для выполнения ваших сварочных работ! Идеально подходит для энтузиастов своими руками, этот красиво оформленный и очень функциональный. ..
..
Добавить в корзину
Быстрый просмотр
Сварочный аппарат Viper 180Amp Mig / Stick Binzel с горелкой Mig JVMIG180
Razor Weld
Розничная цена: 805,20 $
Цена: В настоящее время: $706,99
Viper MIG180i — это новый инверторный портативный аппарат для сварки MIG с дополнительной функцией ARC. Функция MIG позволяет выполнять сварку как с защитной, так и без газовой проволокой. Легко…
В корзину
Быстрый просмотр
Сварочный инвертор Razorweld 195 Amp Mig /ARC / TIG с горелкой MIG KUMJRRW195
Razor Weld
Розничная цена: 1 567,50 долларов США
Цена: В настоящее время: $1 377,99
Razor 195 — это компактный портативный многофункциональный сварочный аппарат MIG с двойным инвертором напряжения. Функция MIG позволяет выполнять сварку как с использованием газовой, так и безгазовой проволоки. Дуговая сварка…
Функция MIG позволяет выполнять сварку как с использованием газовой, так и безгазовой проволоки. Дуговая сварка…
В корзину
Быстрый просмотр
Сварочный аппарат Viper 180Amp Mig / Stick с TWC2-10 Mig Torch JVMIG180T
Razor Weld
Розничная цена: 889,35 $
Цена: В настоящее время: $767,99
Viper MIG180i — это новый портативный сварочный аппарат MIG на базе инвертора с дополнительной функцией ARC. Функция MIG позволяет выполнять сварку как с защитной, так и без газовой проволокой. Легко…
Сварка чугуна (MIG или TIG). Лучший метод сварки для литья
от Staff
Металлообработка чугуна — это историческая отрасль, известная своими трудностями и разочарованиями, с которыми сегодня знакомы сварщики со всего мира. Чугун становится все менее распространенным, однако иногда вы сталкиваетесь с работой, требующей сварки чугуна.
Чугун становится все менее распространенным, однако иногда вы сталкиваетесь с работой, требующей сварки чугуна.
В этой статье мы приводим основные шаги, которые необходимо выполнить для успешной сварки чугуна и улучшения ваших навыков гибки металла.
Содержание страницы
- Можно ли сваривать чугун?
- Можно ли сваривать чугун MIG?
- Как сварить чугун MIG?
- Как лучше сваривать чугун?
- 1. Сварка ВИГ
- 2. Дуговая сварка: лучший метод сварки чугуна
- Как сваривать чугун?
- 1. Очистка
- 2. Предварительный нагрев
- 3. Сварочные прутки и проволока
- 4. Упрочнение
- 4. Последующий нагрев
Можно ли сваривать чугун?
Проще говоря, да, но это может стать лабиринтом неприятностей. Чугун можно сваривать всеми распространенными способами сварки, такими как MIG, TIG, MMA, кислородно-ацетиленовая и пайка.
Поскольку чугун содержит намного больше углерода, чем другие металлы, при сварке он очень склонен к растрескиванию. Это растрескивание происходит, когда углерод перемещается в места сварки или в зону термического влияния материала, что, в свою очередь, увеличивает хрупкость или твердость. Чрезмерно хрупкий или затвердевший материал легко трескается под давлением, а по мере остывания сварного шва материал продолжает двигаться и самовосстанавливаться много раз, что увеличивает вероятность возникновения трещин. Термические напряжения также играют определенную роль в сложности успешной сварки чугуна, поскольку он особенно чувствителен к быстрому нагреву и внутреннему напряжению.
Это растрескивание происходит, когда углерод перемещается в места сварки или в зону термического влияния материала, что, в свою очередь, увеличивает хрупкость или твердость. Чрезмерно хрупкий или затвердевший материал легко трескается под давлением, а по мере остывания сварного шва материал продолжает двигаться и самовосстанавливаться много раз, что увеличивает вероятность возникновения трещин. Термические напряжения также играют определенную роль в сложности успешной сварки чугуна, поскольку он особенно чувствителен к быстрому нагреву и внутреннему напряжению.
Перед сваркой чугуна важно правильно определить сплав. Существуют разные типы чугуна, и каждый сорт по-разному реагирует на сварку, поэтому спросите у производителя, что вы получаете.
Можно ли сваривать чугун MIG?
Да, однако процесс сварки MIG не рекомендуется по сравнению с другими методами сварки. Наиболее очевидная причина этого заключается в том, что сварка MIG на чугуне не будет такой прочной, как сварка MMA или сварка TIG, что является общим моментом при попытке сварки чугуна. Сварные швы MIG не проваривают сталь так же эффективно, как MMA или TIG, и проникновение сварного шва более важно, чем обычно, при обработке чугуна. Проникновение также поможет в удалении глубоких примесей, присутствующих в материале.
Сварные швы MIG не проваривают сталь так же эффективно, как MMA или TIG, и проникновение сварного шва более важно, чем обычно, при обработке чугуна. Проникновение также поможет в удалении глубоких примесей, присутствующих в материале.
Как сварить чугун MIG?
Если требуется сварка чугуна MIG, мы рекомендуем следующее:
Газ
Соотношение аргон/двуокись углерода 80/20 является наилучшим выбором для большинства ситуаций. (Совет: несмотря на то, что чугун по своей природе подвержен ржавчине, вам следует избегать этого метода, если вы чрезмерно обеспокоены тем, что ржавчина в конечном итоге появится на поверхности материала, поскольку эти комбинации газов могут увеличить вероятность развития ржавчины.)
Использование Никелевая проволока
Используйте никелевую проволоку, толщина которой соответствует требованиям свариваемого соединения.
Прихватка
Прихватка чугуна может быть проблематичной, особенно при сварке MIG. Более легкая прихватка может быть выполнена с помощью припоя; однако это, вероятно, приведет к слабому и нечистому сварному шву, что не очень хорошо для проектов, которые могут испытывать нагрузки или удары.
Используйте шпильки
В зависимости от работы вы также можете обеспечить общую механическую прочность сварного шва, используя шпильки.
Нагрев
Предварительный нагрев материала перед любой сваркой чугуна имеет важное значение (дополнительную информацию см. в разделе о предварительном нагреве в этой статье).
Как лучше всего сваривать чугун?
Ручная дуговая сварка металлическим электродом (ММА) является наиболее эффективным методом сварки литых деталей. Следующим лучшим вариантом будет сварка TIG, хотя избыточное тепло в локализованных областях может быть проблемой. Но опытный сварщик может работать по-своему, и, если все сделано правильно, сварка TIG действительно хорошо работает для чугуна.
1. Сварка ВИГ
Сварка ВИГ — это самый чистый и, возможно, самый прочный метод сварки при правильном выполнении. Это важные факторы при работе с чугуном. Используйте следующую информацию для успешного выполнения сварки чугуна методом TIG.
- Торированные вольфрамовые электроды рекомендуются для чугуна (используйте стержень с 1% или 2% тория). Чистый и остро заточенный вольфрамовый электрод является обязательным при сварке чугуна методом TIG, чтобы обеспечить хороший поток и контроль над сварным швом и предотвратить загрязнение
- Сварочные электроды на никелевой основе лучше всего подходят для сварки чугуна. Это связано с тем, что они соответствуют температуре теплового расширения и свойствам чугуна. Выберите толщину проволоки, соответствующую свариваемому соединению.
- Мы рекомендуем смесь защитного газа для сварки чугуна методом TIG, состоящую из чистого аргона или 75% аргона / 25% CO2. Без защитного газа сварной шов будет хрупким и снова, вероятно, треснет.
- Предварительный нагрев свариваемого материала.
- Попробуйте сделать несколько пробных пусков с помощью сварочного аппарата на обрезках чугуна, который вы собираетесь сваривать. Мы делаем это, чтобы лучше понять, при какой температуре должен работать ваш сварочный аппарат, как быстро нам нужно сваривать и какой расход газа и толщина проволоки работают лучше всего.
- Сварка холодного чугуна возможна, но сложна. Если вы не можете предварительно нагреть металл, очень важно при сварке холодного чугуна методом TIG не допускать перегрева металла. Делайте это, сваривая стежки и каждый раз позволяя материалу остыть.

2. Дуговая сварка: лучший метод сварки чугуна
Процесс дуговой сварки (ММА), возможно, является наиболее эффективным и простым способом сварки чугуна при соблюдении правильных процессов.
- Самым важным шагом является выбор подходящей сварочной проволоки. Выбирайте сварочные прутки из чистого никеля и ферроникеля, специально изготовленные для сварки чугуна. Никель внутри этих стержней эффективно помогает ограничить миграцию углерода в зону термического влияния и металл сварного шва. Хотя общая прочность снижается при использовании любого никелевого электрода, он предпочтительнее, поскольку гораздо более серьезной проблемой является возникновение растрескивания сварного шва, которое сводится к минимуму при использовании никеля.
- Также можно использовать железные стержни, однако из-за высокого содержания углерода они менее желательны, поскольку они подходят только для небольших сварочных швов и там, где важно соответствие цвета материала.

Как сварить чугун?
Вот пошаговое руководство по сварке чугуна без образования трещин.
1. Очистка
Подготовка металла к сварке является обязательным процессом. Он удалит загрязнения с поверхности утюга, такие как краска, жир и другие мешающие материалы. Используйте угловую шлифовальную машину с шлифовальным диском с зернистостью 120, чтобы удалить поверхность свариваемого участка.
2. Предварительный нагрев
Предварительный нагрев материала перед сваркой очень важен для чугуна. Из-за плохой пластичности чугун склонен к растрескиванию при локальном нагреве. Во время сварки участок вблизи места сварки нагревается до очень высокой температуры, в то время как остальная часть заготовки относительно холодная. Это создает термическое напряжение, которое приводит к трещинам. Решение здесь заключается в предварительном нагреве всей заготовки.
Это создает термическое напряжение, которое приводит к трещинам. Решение здесь заключается в предварительном нагреве всей заготовки.
Используйте пропановую или кислородно-ацетиленовую горелку, чтобы равномерно нагреть чугунную деталь примерно до 400°C или 750°F. Перемещайте пламя по заготовке, чтобы равномерно нагреть изделие. Помните, что температура плавления серого чугуна составляет 2200°F (1204°C). Если вы достигнете этой температуры, он начнет плавиться, и вы повредите заготовку.
3. Сварочные прутки и проволока
Для всех сварочных процессов выбирайте прутки и проволоку на основе никеля, поскольку это ограничивает миграцию углерода, которая приводит к растрескиванию. Толщина проволоки или прутка определяется свариваемым материалом по толщине, типу и форме соединения.
4. Упрочнение
После того, как вы выполнили сварку, сварной шов начнет быстро остывать, и это напряжение может вызвать растрескивание. Проклевка (или зачистка) — это метод приложения сжимающего напряжения к сварному шву, пока он горячий, что может помочь предотвратить растрескивание.
С помощью молотка со сферическим бойком ударьте по сварному шву с умеренной силой, пока он еще горячий. Этот процесс растянет сварной шов и уменьшит напряжение.
4. Последующий нагрев
Завершающим этапом процесса является нагрев после сварки. После сварки заготовка очень горячая, а атмосфера вокруг нее прохладная. Это снова может привести к быстрому охлаждению и растрескиванию. Решение состоит в том, чтобы обеспечить медленное охлаждение.
Можно поместить заготовку в предварительно разогретую духовку и дать ей постепенно остыть.
Как сваривать чугун: полное руководство
Сварка чугуна возможна, но проблематична из-за высокого содержания углерода. Это содержание углерода часто составляет 2-4%, что примерно в десять раз больше, чем у большинства сталей. В процессе сварки этот углерод мигрирует в металл шва и/или околошовную зону, что приводит к повышению хрупкости/твердости. Это, в свою очередь, может привести к трещинам после сварки.
Чугун состоит из железа и углерода в различных соотношениях с дополнительными элементами, такими как марганец, кремний, хром, никель, медь, молибден и т. д., для улучшения определенных свойств. Кроме того, он может содержать значительно более высокое содержание серы и фосфора, чем примеси, что затрудняет сварку без образования трещин.
Различные типы чугуна включают серый чугун, белый чугун, ковкий чугун и ковкий чугун с широким диапазоном свариваемости. Все категории чугуна, за исключением белого чугуна, считаются свариваемыми, хотя сварка может быть значительно сложнее по сравнению со сваркой углеродистой стали.
Однако бывает трудно определить разницу между этими различными типами чугуна без подробного металлургического анализа. Несмотря на это, чугун — это долговечный, износостойкий металл, который использовался веками.
Этапы подготовки к сварке чугуна Прежде чем приступить к сварке чугуна, необходимо выполнить четыре основных этапа, чтобы обеспечить эффективную сварку чугуна. К ним относятся:
К ним относятся:
- Определение типа чугуна
- Очистка отливки
- Выбор правильной температуры предварительного нагрева
- Выбор правильной техники сварки
1.
Определение типа чугуна4 9 Первый шаг этого вида сварки определяет, какой это чугун. Существует множество типов, и вам не захочется сваривать большинство из них.
Чугун имеет плохую пластичность, поэтому он может треснуть из-за термических напряжений при быстром нагревании или охлаждении. Склонность к растрескиванию зависит от типа/категории чугуна. Это означает, что необходимо понимать, с каким типом сплава вы работаете:
- Серый чугун: Это наиболее распространенная форма чугуна. Углерод осаждается в графитовые чешуйки во время производства в перлитную или ферритную кристаллическую микроструктуру. Он более пластичен и поддается сварке, чем белый чугун. Тем не менее, это по-прежнему представляет собой проблему для будущих сварщиков, поскольку чешуйки графита в сером чугуне могут попасть в сварочную ванну, вызывая охрупчивание металла сварного шва.
- Белый чугун: Белый чугун удерживает углерод в виде карбида железа, не выделяя его в виде графита. Кристаллическая микроструктура цементита очень твердая и хрупкая. Белый чугун обычно считается несвариваемым.
- Ковкий, шаровидный или ковкий чугун: Все эти чугуны менее хрупкие из-за микроструктурных различий, обусловленных производством. Все три имеют сфероидальную углеродную микроструктуру, созданную их уникальными производственными процессами.

Самый простой способ определить, с каким типом утюга вы работаете, — проверить оригинальную спецификацию. Химический и металлографический анализы также могут помочь в определении категории чугуна, с которым вы работаете.
Есть и другие способы определить разницу между сплавами; серый чугун будет иметь серый цвет вместе с точкой излома, в то время как белый чугун будет иметь более белый цвет вдоль излома из-за содержащегося в нем цементита. Однако, например, у ковкого чугуна также будет более белый излом, но он гораздо лучше поддается сварке.
Серый чугун является наиболее распространенным типом свариваемого чугуна и должен быть единственным чугуном, который вы пытаетесь сплавить, если у вас нет опыта его литья или сварки. Наличие кого-то опытного, чтобы помочь вам, является еще одним хорошим вариантом.
2.
Очистка отливкиНезависимо от сплава все отливки должны быть должным образом подготовлены перед сваркой. При подготовке отливки к сварке очень важно удалить все поверхностные материалы. Отливка должна быть абсолютно чистой в области сварного шва. Удалите краску, жир, масло и другие посторонние материалы из зоны сварки. Лучше всего осторожно и медленно подавать тепло в зону сварки в течение короткого времени, чтобы удалить захваченный газ из зоны сварки основного металла.
Простым методом проверки готовности поверхности чугуна является нанесение на металл сварного шва — при наличии каких-либо примесей он будет пористым. Этот проход можно сточить, и процесс повторяется несколько раз, пока пористость не исчезнет.
3.
Температура предварительного нагреваВсе чугуны подвержены растрескиванию под нагрузкой. Тепловой контроль является единственным наиболее важным фактором в предотвращении трещин.
Сварка чугуна требует трех этапов:
- Предварительный нагрев
- Низкое тепловложение
- Медленное охлаждение
Основной причиной контроля нагрева является тепловое расширение. Когда металл нагревается, он расширяется. Напряжение не возникает, когда весь объект нагревается и расширяется с одинаковой скоростью, но напряжение будет накапливаться, когда тепло локализовано в небольшой зоне термического влияния (HZ).
Локальный нагрев приводит к ограниченному расширению ГП сдерживается более холодным металлом вокруг него. Степень результирующего напряжения зависит от температурного градиента между ГЦ и телом отливки. В стали и других пластичных металлах напряжение, вызванное ограниченным расширением и сжатием, снимается растяжением.
К сожалению, это может привести к растрескиванию в период усадки, поскольку чугуны обладают относительно низкой пластичностью. Предварительный подогрев уменьшает температурный градиент между телом отливки и ГЦ, тем самым сводя к минимуму растягивающие напряжения, вызванные сваркой. Как правило, высокотемпературные методы сварки требуют предварительного нагрева при более высокой температуре.
Если адекватный предварительный нагрев невозможен, наилучшей стратегией является минимизация подвода тепла, выбор низкотемпературного процесса сварки и сварки прутками или проволокой с низкой температурой плавления.
Скорость охлаждения — еще один фактор, оказывающий непосредственное влияние на напряжения, возникающие в сварном шве. Быстрое охлаждение вызывает усадку, в результате чего сварные швы становятся хрупкими и легко растрескиваются. Напротив, низкое охлаждение снижает напряжение закалки и усадки.
4. Техника сварки Использование для сварки чугуна
Теоретически любой из распространенных процессов дуговой сварки, такой как ручная дуговая сварка металлическим электродом, дуговая сварка с флюсовой проволокой, сварка металлическим активным газом, дуговая сварка под флюсом, вольфрамовая дуговая сварка и т. д. можно использовать, обычно предпочтительнее процесс, который способствует медленному нагреву и охлаждению.
д. можно использовать, обычно предпочтительнее процесс, который способствует медленному нагреву и охлаждению.
Этот тип сварки, также известный как дуговая сварка металлическим электродом в среде защитного газа (SMAW), обычно считается лучшим процессом для сварки чугуна — при условии, что правильная сварка используются стержни. Выбор электрода будет зависеть от области применения, требуемого сочетания цветов и объема послесварочной обработки.
Два основных типа электродов для ручной дуговой сварки металлическим электродом: на основе железа и на основе никеля. Электрод на основе железа будет производить металл сварного шва с высоким содержанием углерода мартенсита, поэтому обычно ограничивается мелким ремонтом отливки и когда требуется согласование цвета.
Чаще всего используются электроды из никелевого сплава, которые обеспечивают более пластичный металл сварного шва. Никелевые электроды также могут помочь уменьшить предварительный нагрев и растрескивание ЗТВ, обеспечивая более низкую прочность металла шва.
Во всех случаях необходимо свести к минимуму плавление основного металла. Это сведет к минимуму разбавление.
2. Сварка MAGСварка MAG обычно выполняется с использованием никелевого расходного материала. Для большинства применений подойдет смесь 80% аргона и 20% углекислого газа. Хотя можно использовать проволоку для пайки, обычно это не рекомендуется, так как припой будет значительно слабее, чем отливка.
3. Сварка ВИГСварка ВИГ может обеспечить чистый сварной шов на чугуне, но, как правило, не является предпочтительной из-за сильно локализованных характеристик нагрева. Как и при любой сварке TIG, качество готового шва во многом определяется навыками сварщика.
4. Ацетиленокислородная сварка При сварке кислородом и ацетиленом также используются электроды, но вместо дуги, генерируемой током, энергию для сварки обеспечивает кислородно-ацетиленовая горелка. Чугунные электроды и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна.
Необходимо соблюдать осторожность, чтобы не окислить чугун во время сварки ацетиленом, так как это приводит к потере кремния и образованию белого чугуна в сварном шве. Сварочный стержень следует плавить в расплавленной сварочной ванне, а не непосредственно в пламени, чтобы свести к минимуму температурные градиенты.
5. Сварка пайкойСварка пайкой является распространенным методом соединения чугунных деталей из-за минимального воздействия на сам основной металл. Сварочный стержень обеспечивает наполнитель, который прилипает к поверхности чугуна. Из-за более низкой температуры плавления наполнителя по сравнению с чугуном наполнитель не разбавляется чугуном, а прилипает к поверхности.
Чистота поверхности имеет решающее значение для этого метода сварки, поскольку соединение зависит от качества наполнителя, смачивающего поверхность основного металла. Согласно Machine Design, использование флюса для предотвращения образования оксидов во время пайки является обычным явлением.
Жидкость, способствующая смачиванию, что позволяет наполнителю течь по соединяемым металлическим частям. Он также очищает детали от оксидов, чтобы наполнитель более плотно сцеплялся с металлическими деталями. Кроме того, флюсы используются при сварке для очистки металлических поверхностей.
Методы сварки без предварительного нагреваРазмер отливки или другие обстоятельства могут потребовать проведения ремонта без предварительного нагрева. В этом случае деталь должна быть прохладной, но не холодной.
Повышение температуры литья до 100 градусов по Фаренгейту полезно. Если деталь находится на двигателе, можно запустить ее на несколько минут, чтобы получить эту температуру. Никогда не нагревайте отливку до такой температуры, что вы не сможете положить на нее голую руку.
Сделайте короткие сварные швы длиной примерно 1 дюйм. В этом методе важна проклевка после сварки. Дайте сварному шву и отливке остыть. Не ускоряйте скорость охлаждения водой или сжатым воздухом.
Можно сваривать другую область отливки, пока предыдущий сварной шов остывает. Все кратеры должны быть заполнены. По возможности шарики должны располагаться в одном направлении, и желательно, чтобы концы параллельных шариков не совпадали друг с другом.
Использование присадочной проволоки или электрода для сварки литых изделийКак упоминалось выше, выбор сварочного электрода важен для сварки чугуна, хотя большинство экспертов рекомендуют использовать никелевые электроды.
1. Стержни из 99% никеляЭти электроды дороже, чем другие варианты, но также обеспечивают наилучшие результаты. Стержни из 99% никеля обеспечивают сварные швы, которые поддаются механической обработке и лучше всего подходят для отливок с низким или средним содержанием фосфора. Эти стержни из чистого никеля создают мягкий, ковкий наплавленный металл.
2. Стержни из 55% никеля Менее дорогие, чем стержни из 99% никеля, они также поддаются механической обработке и часто используются для ремонта толстых профилей. Более низкий коэффициент расширения означает, что они производят меньше трещин в линии сплавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Более низкий коэффициент расширения означает, что они производят меньше трещин в линии сплавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Доступны менее дорогие варианты, такие как стальные стержни, хотя они не так эффективны, как никелевые стержни:
3. Стальные стержниСтальные стержни представляют собой самый дешевый вариант из трех и лучше всего подходят для мелкого ремонта и заполнения. Стальные электроды производят твердые сварные швы, которые требуют дополнительной шлифовки и не поддаются механической обработке. Однако, несмотря на эти недостатки, стальные стержни обеспечивают соответствие цвета и лучше переносят не совсем чистые отливки, чем никелевые стержни.
4. Пайка бронзы Вы можете использовать ацетиленокислородную пайку или использовать стержни для сварки TIG. Это хороший способ обеспечить прочность в трещине или между двумя компонентами, нуждающимися в соединении, при этом не вызывая растрескивания и изменения свойств чугуна.
Как и в большинстве случаев сварки, чем чище поверхность, тем качественнее будут сварные швы. Иногда материал, который вы свариваете, имеет запасы дыма или масла на протяжении всей отливки, и это вызывает проблемы при сварке. Есть определенные вещи, о которых нужно знать, когда вы свариваете чугун.
Использование расходных материалов для сварки, таких как стержни из сплава для сварки чугуна MG-289, которые предназначены для загрязненного чугуна, является лучшим способом обеспечить достаточный сварной шов.
Проклевка — это процесс постукивания по мягкому сварному шву при его охлаждении молотком с шариковым бойком для предотвращения растрескивания. Это следует делать с осторожностью и только тогда, когда сварной шов может деформироваться, но это не всегда необходимо, так как в первую очередь причиной появления трещин является неравномерный или быстрый нагрев или охлаждение детали. Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Существуют разные мнения о том, следует ли сваривать горячим или холодным способом. Все согласны с тем, что предварительный нагрев — хороший вариант, но есть несколько человек, которые считают, что сварки с минимальным нагревом также достаточно.
При принятии решения о том, как сваривать чугун, необходимо использовать один из этих подходов, потому что, в отличие от большинства металлов, чугун является хрупким и имеет очень минимальную способность к деформации при изгибе или расширении и сжатии. Тепло всегда оказывает деформирующее воздействие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и растрескивание.
Предварительный нагрев сводит к минимуму этот эффект, приближая окружающую область сварного шва к температуре сварки, обеспечивая равномерное изменение всего компонента. Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому очень важно не подвергать компонент чрезмерному нагреву.
Считается, что сварка чугуна в холодном состоянии без предварительного нагрева и с использованием минимального тепла способствует снижению общей температуры. Это может быть полезно, так как не образуются видимые трещины, и это будет более прочный шов, чем горячий шов без предварительного нагрева. Тем не менее, внутреннее напряжение все еще возникает, что может проявиться позже в течение срока службы компонента, и в целом оно приводит к более слабому сварному шву, чем при правильном предварительном нагреве перед сваркой.
Опытные сварщики чугуна, работающие на ремонте или изготовлении чугунных изделий регулярно всегда и только предварительно нагревают. Это лучший способ обеспечить прочность сварного шва внутри, а не только отсутствие видимых трещин.
Сварка стали и железа | Industry Today
23 октября 2019 г.
Сварка — это экономичный и быстрый процесс рокировки, скрепления болтами и клепки. В настоящее время свариваемость становится необходимой во всех отраслях промышленности. Для этого процесса нужен особый металл с отличной свариваемостью. Некоторые металлы могут сохранять более высокое качество сварки по сравнению с другими металлами. По этой причине крайне важно понять эти факторы перед выбором материалов.
Для этого процесса нужен особый металл с отличной свариваемостью. Некоторые металлы могут сохранять более высокое качество сварки по сравнению с другими металлами. По этой причине крайне важно понять эти факторы перед выбором материалов.
Чугун
Чугун содержит 2 процента углерода и состоит из ковкого, ковкого и серого чугуна. При сварке литых изделий железо является важным металлом, поскольку оно может увеличить срок службы и снизить вибрацию. Вы можете использовать этот металл в масляных поддонах, колесах, маховиках и молотках.
Для машиностроения и сельского хозяйства, а также для напорных труб обычно используется ковкий чугун. Чтобы предотвратить ржавление, люди используют серый чугун. Этот металл может выдерживать большие нагрузки. Более того, ковкий и ковкий чугун славится своей гибкостью и термостойкими качествами. По сравнению со сталью чугун надежен в производственных процессах. Процесс может быть дорогим и сложным.
Литая сталь
Углерод в литой стали составляет менее 2 процентов. Он включает легированную сталь и углеродистую сталь. По сравнению с чугуном, сталь универсальна для проектирования. Литой сталью легко манипулировать, создавая сложные формы и полые детали. Ознакомьтесь с этим подробным руководством по стали, чтобы узнать больше о ее свойствах и характеристиках.
Он включает легированную сталь и углеродистую сталь. По сравнению с чугуном, сталь универсальна для проектирования. Литой сталью легко манипулировать, создавая сложные формы и полые детали. Ознакомьтесь с этим подробным руководством по стали, чтобы узнать больше о ее свойствах и характеристиках.
Для сварки литьем сталь представляет собой сплошной металл. В зависимости от применения стали можно изменить ее химический состав. Например, он подходит для использования при больших нагрузках и во влажной среде.
Литая сталь может похвастаться однородностью в разных направлениях. С помощью стали можно создавать точные и аккуратные готовые изделия. Клиенты предпочитают его за низкие цены и короткие сроки изготовления. По сравнению с чугуном недостатки стали заключаются в износостойкости и подвижности.
Процесс сварки чугуна и стали
Сварка чугуна может быть затруднена из-за высокого содержания углерода. Он в десять раз тяжелее стали. Если вы хотите получить преимущество в твердости, вам понадобится чугун для сварки. Чугун отличается от ковкого материала. Если он подвергается стрессу или нагреву, он не может деформироваться или растягиваться. Помните, он может треснуть из-за неправильного лечения. Вот несколько шагов, которые необходимо выполнить для сварки чугуна:
Чугун отличается от ковкого материала. Если он подвергается стрессу или нагреву, он не может деформироваться или растягиваться. Помните, он может треснуть из-за неправильного лечения. Вот несколько шагов, которые необходимо выполнить для сварки чугуна:
Очистите отливку
Перед началом сварки отливку необходимо надлежащим образом очистить. Не забудьте удалить лишние материалы с поверхности сплава. Вы должны очистить от жира, грязи, краски и посторонних материалов. Медленно и осторожно нагревайте место сварки. Будет полезно удалить захваченный газ из зоны сварки.
Выбор электрода
Если вы хотите обработать деталь после ее сварки, обязательно выберите электроды никелевого типа. Помните, чугун подвержен растрескиванию под нагрузкой. Чтобы уменьшить вероятность появления трещин и дефектов, обязательно контролируйте температуру при сварке.
Перед сваркой требуется соответствующий предварительный нагрев. Помните, что медленное охлаждение является неотъемлемой частью этого процесса после его завершения. Типичные температуры для предварительного нагрева составляют от 500 до 1200 градусов по Фаренгейту. Старайтесь делать это равномерно и медленно. Избегайте перегрева любой части, потому что температура выше 1400 может быть опасной.
Типичные температуры для предварительного нагрева составляют от 500 до 1200 градусов по Фаренгейту. Старайтесь делать это равномерно и медленно. Избегайте перегрева любой части, потому что температура выше 1400 может быть опасной.
Сварка нержавеющей стали
Нержавеющая сталь устойчива к коррозии; поэтому он подходит для длительных работ. Нержавеющая сталь славится содержанием хрома, богатой хромом оксидной (природной) пленкой на поверхности. Он инертен, и его тонкая пленка плотно прилегает к поверхности металла. По этой причине эта пленка может восстанавливаться в присутствии кислорода.
Этот металл может выдерживать как холодные, так и горячие температуры без ущерба для своей прочности. Кроме того, он может отражать рост бактерий. Становится выдающимся выбором для пищевой и медицинской промышленности. Благодаря своим антикоррозионным и долговечным свойствам вы можете использовать его для трубопроводов и нефтехимии, энергетики и аэрокосмической промышленности.