Наверняка я многих людей есть полуавтоматический сварочный аппарат. Часто такие люди задаются вопросом, как сварить чугун полуавтоматом и можно ли вообще это осуществить? Прежде всего Вам нужно знать, что чугун представляет собою сплав железа с углеродом. Содержание углерода в чугуне составляет не менее 2,14%. Кстати, углерод присутствует и в стали.
Примечательно, что в природе чистого металла практически не существует, поэтому в стали, какой бы чистой она не была, в ней есть процент углерода. Он составляет не более 2,14%. В природе чугуна не существует. Чугун — это сплав, выведенный людьми. Взяв во внимание то, что чугун содержит много углерода, разумно заключить, что он будет хрупким. Многие люди, которые по много лет работали сварщиками считают, что сварить чугун полуавтоматом нереально. Однако такие люди ошибаются, потому что сваривать чугун полуавтоматической сваркой реально. Для этого Вам нужно использовать специальную порошковую проволоку, которая позволяет качественно и быстро сварить нужное Вам чугунное изделие. Эта проволока называется ПП-АНЧ-3. Её лучше всего использовать с подогревом, ведь подогрев способствует наивысшему качеству сваривания. Также при сваривании используются не окислительные и фторидные флюсы. Такая сварка дает Вам возможность получать качественные швы максимально быстро и с небольшими затратами. На сегодняшний день эта сварочная проволока имеет большой успех в продажах благодаря высокому качеству, потому что многие профессиональные сварщики пользуются только наилучшим сварочным оборудованием.
Как видите, сваривание чугуна полуавтоматической сваркой — это несложный процесс, однако при сваривании чугунных изделий нужно быть внимательными и никогда не допускать перегрева металла, потому что чугун может пустить трещину, а в дальнейшем, может быть, и вовсе расколоться. Помимо того, что Вы можете испортить изделие, Вы можете еще и попросту потратить впустую время, пытаясь что-то сделать после сильного перегрева металла. Как же лучше быть просто немного внимательнее и избегать многих проблем. Однако если же все-таки у Вас произошел перегрев металла, Вам нужно его оградить от попадания даже капли воды, то есть ни в коем случае нельзя допускать резкое остывание металла. 
|
||

 Поэтому Вам нужно быть внимательными, чтобы не навредить своему изделию.
Поэтому Вам нужно быть внимательными, чтобы не навредить своему изделию.
Сварка чугуна полуавтоматом
Содержание страницы
Чугун широко используется для изготовления шкивов, блочков, и коллекторов. Он имеет хорошие литейные свойства, что позволяет получать из него изделия разнообразной формы. Но у этого материала есть и недостатки — он довольно хрупкий. При ударах часты случаи откалывания бортиков на шкивах или трещины в трубах. Чтобы исправить ситуацию и восстановить изделие прибегают к различным методам соединения металлов. Один из них — сварка чугуна полуавтоматом. Какие особенности у данного метода? Сколько существует вариантов работы с применением полуавтомата? Какие расходные материалы подойдут?
Почему трудно варить чугун?
Вопрос о том, можно ли варить чугун полуавтоматом, не зря беспокоит многих людей. Соединение сторон из этого материала действительно имеет ряд специфичных особенностей:
Соединение сторон из этого материала действительно имеет ряд специфичных особенностей:
- Высокая текучесть чугуна проявляется при формировании шва, где сварочная ванна слишком жидкая. Из-за этого труднее визуально контролировать качество образования соединения. При попытке заварить тонкие пластины из чугуна частым дефектом являются прожиги металла и вытекание его капель на противоположную сторону. Чтобы предупредить эти нежелательные проявления используют графитовые подкладки, поддерживающие пластины с обратной стороны. Научиться формировать шов при высокой текучести металла можно попрактиковавшись на тренировочных изделиях из аналогичных сплавов.
- Второй сложностью является низкая температура плавления материала. Из-за высокой температуры от электрической дуги, чугун в зоне сварки быстро перегревается. Вследствие чего, при остывании образовываются микротрещины между основным и наложенным металлом. Перекаливание дополнительных примесей в чугуне (марганец, кремний) приводит к возникновению в структуре шва цементитов, что осложняет последующую обработку соединения шлифовальными инструментами.
 Чтобы предотвратить эти дефекты прибегают к предварительному подогреву материала, и процедуре постепенного остывания изделия.
Чтобы предотвратить эти дефекты прибегают к предварительному подогреву материала, и процедуре постепенного остывания изделия. - Сваривать качественно чугун сложно из-за большого количества пор, появляющихся в результате выделения углерода, при взаимодействии с кислородом. Даже при последующей обработке шов может иметь непривлекательный вид и слабую сопротивляемость на излом. Чтобы защитить соединение используют омедненную проволоку, а работа ведется в среде инертного газа. Обязательным условием при сварке чугуна является содержание флюса в проволоке.
 Чтобы предотвратить эти дефекты прибегают к предварительному подогреву материала, и процедуре постепенного остывания изделия.
Чтобы предотвратить эти дефекты прибегают к предварительному подогреву материала, и процедуре постепенного остывания изделия.Способы сварки
В зависимости от назначения изделия используются три вида сварки чугуна полуавтоматом. Они отличаются по скорости выполнения работ и материальным затратам.
Холодный метод
Это самый простой способ быстро соединить пластины из железа с высоким содержанием углерода. Сварка выполняется сразу на материале, температура которого равна температуре окружающего воздуха. Холодный способ применяется на не ответственных стыковых соединениях, которые не будут подвергаться нагрузкам.
Полугорячий метод
Сварочный процесс полугорячим способом отличается от предыдущего предварительным подогревом заготовок из чугуна до температуры 350 градусов. Для этого используются кузни, в которых жар от углей создает нужные условия. Такая подготовка способствует более щадящей реакции чугуна на высокую температуру электрической дуги, в результате чего образовывается меньшее количество трещин в околошовной зоне. Технология применяется на изделиях, испытывающих некоторые нагрузки при работе.
Горячий метод
Этот способ применяется там, где необходимо качественное соединение, имеющее высокие показатели сопротивления разрыву и излому. Изделие разогревается до температуры 600 градусов. Для этого используются аппараты производящие индукционные токи. Кабеля подключаются к чугунной детали, а специальный измерительный прибор сигнализирует о достигнутой температуре. После этого выполняется сварка полуавтоматом. Для минимизации трещин, изделие после сваривания оставляют в золе до полного остывания. В зависимости от толщины конструкции этот период может достигать 24 часов. Метод позволяет надежно и качественно сварить чугун, но отличается высокими временными затратами и необходимостью дополнительного оборудования.
Для этого используются аппараты производящие индукционные токи. Кабеля подключаются к чугунной детали, а специальный измерительный прибор сигнализирует о достигнутой температуре. После этого выполняется сварка полуавтоматом. Для минимизации трещин, изделие после сваривания оставляют в золе до полного остывания. В зависимости от толщины конструкции этот период может достигать 24 часов. Метод позволяет надежно и качественно сварить чугун, но отличается высокими временными затратами и необходимостью дополнительного оборудования.
Оборудование и расходные материалы
Для получения хороших соединений из трудносвариваемых сплавов используют любые полуавтоматы. Основными критериями являются соответствие максимальной силы тока аппарата, необходимой для проплавления конкретной толщины металла. Настраиваемые параметры силы тока и скорости подачи проволоки схожи со сваркой обычной стали.
Проволоку применяют специализированную маркировок: ПП АНЧ-1, а также с номерами 2 и 3. Каждый номер предназначен для конкретного метода (холодного, полугорячего, горячего). Проволока имеет трубчатое строение и содержит внутри порошок-флюс, обеспечивающий защиту сварочной ванны от воздействия кислорода. Обогащение накладываемого металла специальными примесями содействует высокой растяжимости шва, и сопротивлению на разрыв. Благодаря проволоке АНЧ возможно не только устранять мелкие дефекты в чугуне, но и производить полноценные швы, прочно соединяющие этот специфичный металл.
Проволока имеет трубчатое строение и содержит внутри порошок-флюс, обеспечивающий защиту сварочной ванны от воздействия кислорода. Обогащение накладываемого металла специальными примесями содействует высокой растяжимости шва, и сопротивлению на разрыв. Благодаря проволоке АНЧ возможно не только устранять мелкие дефекты в чугуне, но и производить полноценные швы, прочно соединяющие этот специфичный металл.
Для сваривания чугуна применяют подачу газа, дополнительно защищающего сварочную ванну. В зависимости от назначения изделия и количества примесей в сплаве, можно использовать углекислый газ в чистом виде или его смесь с аргоном, где последнего будет 80%. Показатели подачи с манометра в горелку должны составлять 6-11 литров. Это оптимально защитит расплавленный металл от вытеснения углерода.
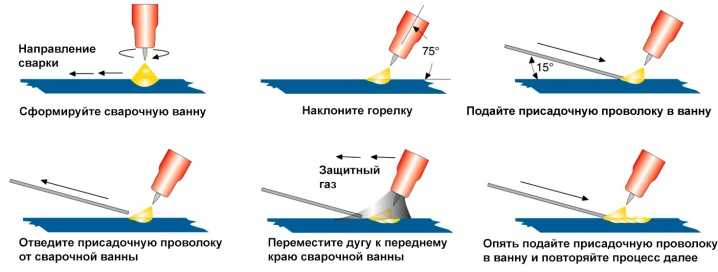
Технология сварки полуавтоматом
При сваривании чугуна полуавтоматом, независимо от температурного режима, необходимо правильно подготовить материал. Если требуется заварить трещину, то важно выполнить предварительный запил болгаркой, вдоль всей линии раскола. Это позволит вплавить присадочный материал глубже. Края трещин рекомендуется просверлить, чтобы ограничить ее продолжение.
Это позволит вплавить присадочный материал глубже. Края трещин рекомендуется просверлить, чтобы ограничить ее продолжение.
Если толщина пластин более 5 мм, то необходима разделка кромок под 45-60 градусов. Когда работать предстоит с тонкими листами (до 3 мм), то применяется графитовая подформовка для предотвращения прожигов. Первый шов выполняется ровным проходом без колебательных движений. Вести горелку можно сверху вниз или справа налево, наклонив на 50 градусов. Расстояние между соплом и поверхностью сохраняется в пределах 6-8 мм. Важно, чтобы сварщик видел конец проволоки.
Редко получается заварить чугун с первого раза, поэтому рекомендуется проходить шов в несколько слоев. Последующие проходы могут быть с поперечными колебаниями, чтобы пошире связать основной и наплавочный металл. После окончания сварки необходимо отделить шлак, образуемый при горении порошковой проволоки, и убедиться в качестве результата.
Последующие проходы могут быть с поперечными колебаниями, чтобы пошире связать основной и наплавочный металл. После окончания сварки необходимо отделить шлак, образуемый при горении порошковой проволоки, и убедиться в качестве результата.
Сварка полуавтоматом чугуна довольно популярна из-за высокой производительности и хорошего качества соединений. Выбирая правильно проволоку и температурный режим можно получить надежное соединение на этом «капризном» материале.
Сварка чугуна: основные процедуры
Чугун представляет собой сплав железа, углерода и кремния, в котором количество углерода обычно составляет более 1,7 процента и менее 4,5 процента.
Общая свариваемость чугуна низкая и зависит от типа материала, сложности, толщины, сложности литья и потребности в обрабатываемости.
Ковкие и ковкие чугуны имеют хорошую свариваемость, в то время как серый и белый чугуны пригодны для сварки только для мелких деталей.
Наиболее широко используемый тип чугуна известен как серый чугун. Серый чугун имеет разнообразный состав, но обычно он состоит в основном из перлита с рассеянными повсюду графитовыми чешуйками.
Серый чугун имеет разнообразный состав, но обычно он состоит в основном из перлита с рассеянными повсюду графитовыми чешуйками.
Существуют также легированные чугуны, которые содержат небольшое количество хрома, никеля, молибдена, меди или других элементов, добавленных для придания определенных свойств.
Другой легированный чугун представляет собой аустенитный чугун, который модифицируют добавками никеля и других элементов для снижения температуры превращения, так что структура становится аустенитной при комнатной или нормальной температуре. Аустенитные чугуны обладают высокой степенью коррозионной стойкости.
В белом чугуне почти весь углерод находится в связанной форме. Это обеспечивает чугун с более высокой твердостью, которая используется для сопротивления истиранию.
Ковкий чугун получают путем специальной термообработки белого чугуна с целью изменения структуры углерода в железе. Структура изменяется на перлитную или ферритную, что повышает ее пластичность.
Чугун с шаровидным графитом и ковкий чугун изготавливают путем добавления магния или алюминия, которые либо связывают углерод в комбинированном состоянии, либо придают свободному углероду сферическую или узловатую форму, а не обычную форму чешуек в сером чугуне . Такая структура обеспечивает большую степень пластичности или ковкости отливки.
Основным фактором, усложняющим сварку чугуна, является его недостаточная пластичность. Если чугуны нагружаются сверх их предела текучести, они ломаются, а не деформируются в какой-либо значительной степени. Следовательно, присадочный металл и конфигурация детали должны быть выбраны таким образом, чтобы свести к минимуму сварочные напряжения.
MMA, дуговая сварка с флюсовой проволокой, MIG, TIG и газовая сварка обычно используются с присадочными материалами на основе никеля для получения высококачественных сварных швов, но чугунные и стальные электроды также могут обеспечивать удовлетворительные сварные швы в определенных сплавах.
Применение
Эти типы металлов широко используются в:
- сельскохозяйственном оборудовании
- на станках в качестве оснований, кронштейнов и крышек
- для фитингов
- чугунная труба
- Блоки двигателей автомобильные, головки, коллекторы
- подготовка воды
- ремонт дефектов с целью модернизации или спасения отливки перед обслуживанием
Редко используется в строительных работах, за исключением сжатых элементов. Он широко используется в строительной технике для противовесов и в других приложениях, для которых требуется вес.
Характеристики
| Чугун | Прочность на растяжение (МПа) | Прочность на сжатие (МПа) | Твердость (HB) | Удлинение (%) | Прочность (Дж) |
|---|---|---|---|---|---|
| Белый | 200 – 410 | Н/Д | 321 – 500 | Очень низкий | Очень низкий |
| Податливый | 276 – 724 | 1350 – 3600 (перлитный и мартенситный) | 110–156 (ферритная) 149–321 (перлитная и мартенситная) | 1 – 10 | 4 – 12 Дж при 20°C |
| Серый | 152 – 431 | 572 – 1293 | 156 – 302 | <0,6 | Очень низкий |
| Ковкий | 345 – 827 | 359 – 920 | 143 – 302 | 2 – 20 | 16 – 27 при 20°C |
Серый (серый) или чешуйчатый графит
Если графит существует в виде разветвленных взаимосвязанных чешуек; этот тип железа относительно дешев и имеет плохие механические свойства.
Серый чугун обычно можно сваривать с помощью GMAW (SMA), MIG (GMA) или FCAW, если используются специальные расходные материалы и процедуры.
Серый чугун имеет низкую пластичность и поэтому не расширяется и не растягивается в значительной степени до разрушения или растрескивания. Из-за этой характеристики при сварке чугуна кислородно-ацетиленовой сваркой необходим предварительный нагрев. Однако его можно сваривать дуговой сваркой без предварительного нагрева, если тщательно контролировать температуру сварки.
Этого можно добиться, сваривая только короткие участки соединения за один раз и давая этим участкам остыть. Благодаря этой процедуре тепло сварки ограничивается небольшой площадью и устраняется опасность растрескивания отливки.
Крупногабаритные отливки со сложными сечениями, такие как моторные блоки, можно сваривать без демонтажа и предварительного нагрева. Обычно желательны специальные электроды, предназначенные для этой цели. Ковкий чугун, такой как ковкий чугун, ковкий чугун и чугун с шаровидным графитом, можно успешно сваривать. Для достижения наилучших результатов эти типы чугунов следует сваривать в отожженном состоянии.
Для достижения наилучших результатов эти типы чугунов следует сваривать в отожженном состоянии.
Шаровидный или шаровидный графит (ковкий чугун)
Где графит существует в виде графита в сфероидальной форме, а механические свойства приближаются к свойствам стали. Сварку чугуна с шаровидным графитом, как правило, легче, чем серого чугуна, но все же требуются специальные расходные материалы и процедуры.
Ковкий CI
Если графит существует в виде узелков или розеток, полученных путем термообработки. Ковкий чугун имеет две основные формы: ковкий чугун с черной сердцевиной, который имеет такую же свариваемость, как и чугун с шаровидным графитом, и ковкий чугун с белой сердцевиной, который легко сваривается с ферритными расходными материалами при условии соблюдения мер по ограничению проникновения.
Белый
Твердый, хрупкий железосодержащий материал без свободного графита. Белые утюги обычно считаются несвариваемыми.
Аустенитный
Где графит может существовать либо в чешуйчатой, либо в узловатой форме, что приводит к хорошей коррозионной и термостойкости. Многие марки аустенитного чугуна можно сваривать с использованием специальных расходных материалов и процедур.
Многие марки аустенитного чугуна можно сваривать с использованием специальных расходных материалов и процедур.
CI с высоким содержанием кремния и алюминия
Где графит существует в основном в виде чешуек, а материал обладает хорошей коррозионной стойкостью. Этот сплав можно сваривать с использованием специальных расходных материалов и процедур.
Сварочные наконечники из чугуна
Большинство проблем связано с высоким содержанием углерода. Это приводит к проблемам с растрескиванием и проблемам термоконтроля. Чугуны содержат примерно от 2 до 4% углерода.
Сварка стержнем может использоваться для ремонта отливок с несколькими типами сварных швов, пригодных для машин:
- никель 55 мягкая сварка
- никель 99 мягкая сварка
- Припой HTS-528 (самый прочный припой для сварки чугуна с удобным встроенным флюсом)
Никель — это цветной сплав, который не поглощает углерод, что делает его хорошим выбором для ремонта.
- Предварительно нагрейте любую отливку во избежание растрескивания. Контролируйте предварительный нагрев с помощью височной палочки. Когда он плавится, это означает, что вы можете приваривать его к отливке. Предварительный нагрев отливки перед ремонтом сваркой может быть очень полезен для контроля скорости охлаждения после сварки. Это особенно важно при ремонте сложных форм, поскольку материалы разной толщины по-разному реагируют на тепло от сварочной ванны, что может привести к разрушительным термическим напряжениям и деформации.
- Очистите все соединения, подлежащие ремонту или сварке, включая жир и грязь. Используйте шлифовальные или очищающие растворители.
- Если после ремонта возникла проблема с пористостью, отшлифуйте участок до чистого металла
- При ремонте с дефектами литья, такими как газовые пробоины или трещины, все дефектные участки должны быть удалены методом холодного долбления, выдалбливания или шлифовки. При строжке покрытым электродом или воздушно-угольной дугой вокруг места строжки образуется зона термического влияния. Отливку следует предварительно нагреть до 300°C перед строжкой, чтобы снизить риск растрескивания в этой области. Канавка также должна быть слегка отшлифована для удаления затвердевшего материала перед нанесением ремонта, так как графит в этой области может раствориться во время выдалбливания, увеличивая его чувствительность к растрескиванию при последующей сварке. При удалении трещин или линейных дефектов концы трещины перед выдалбливанием следует затупить сверлением, чтобы предотвратить дальнейшее распространение при подготовке к ремонту. Истинные концы трещины, которые могут быть очень тонкими, должны быть обнаружены методом проникающих красок или магнитопорошковым методом перед бурением.
 Отливку следует предварительно нагреть до 300°C перед строжкой, чтобы снизить риск растрескивания в этой области. Канавка также должна быть слегка отшлифована для удаления затвердевшего материала перед нанесением ремонта, так как графит в этой области может раствориться во время выдалбливания, увеличивая его чувствительность к растрескиванию при последующей сварке. При удалении трещин или линейных дефектов концы трещины перед выдалбливанием следует затупить сверлением, чтобы предотвратить дальнейшее распространение при подготовке к ремонту. Истинные концы трещины, которые могут быть очень тонкими, должны быть обнаружены методом проникающих красок или магнитопорошковым методом перед бурением.
Отливку следует предварительно нагреть до 300°C перед строжкой, чтобы снизить риск растрескивания в этой области. Канавка также должна быть слегка отшлифована для удаления затвердевшего материала перед нанесением ремонта, так как графит в этой области может раствориться во время выдалбливания, увеличивая его чувствительность к растрескиванию при последующей сварке. При удалении трещин или линейных дефектов концы трещины перед выдалбливанием следует затупить сверлением, чтобы предотвратить дальнейшее распространение при подготовке к ремонту. Истинные концы трещины, которые могут быть очень тонкими, должны быть обнаружены методом проникающих красок или магнитопорошковым методом перед бурением.Связанные : Что вызывает трещины в сварных швах?
В видео используется положительный постоянный ток. Используйте соответствующее защитное снаряжение и избегайте воздействия дыма.
Сварочный ремонт чугуна Рекомендуется предварительный нагревПреимущества чугуна
Преимущества чугуна в качестве металла для сварки:
- Более текучий, чем сталь (лучшая литейная способность)
- Температура плавления ниже, чем у стали
- Недорогой материал
- Можно формовать литьем в песчаные формы
- Желательные свойства, такие как:
– Демпфирующая способность
– Теплопроводность
– Пластичность
– Твердость
– Прочность
Плохая и улучшенная конструкция сварного шва чугуна
| Плохая конструкция | Улучшенный дизайн |
|---|---|
| Сварные швы с частичным проплавлением | Сварные швы с полным проплавлением |
| Неравномерная толщина | Постоянная толщина |
| Без подкладочного углового шва | С подкладным угловым швом |
Модификации конструкции соединения, снижающие риск растрескивания при сварке чугуна.
Процессы сварки чугуна
Сварка используется для спасения новых чугунных отливок, ремонта отливок, вышедших из строя в процессе эксплуатации, и соединения отливок друг с другом или со стальными деталями в производственных операциях.
В таблице ниже показаны сварочные процессы, которые можно использовать для сварки литых, ковких и шаровидных чугунов.
Выбор процесса сварки и сварочных присадочных металлов зависит от желаемых свойств сварного шва и ожидаемого срока службы. Например, при использовании процесса дуговой сварки в защитном металле могут использоваться различные типы присадочного металла. Присадочный металл влияет на цветовое соответствие сварного шва по сравнению с основным материалом.
Соответствие цвета может быть определяющим фактором, особенно при утилизации или ремонте отливок, где различие в цвете неприемлемо.
Независимо от того, какой из сварочных процессов выбран, необходимо выполнить определенные подготовительные действия.
Важно точно определить тип свариваемого чугуна, будь то серый чугун, ковкий или ковкий чугун.
Если точная информация неизвестна, лучше предположить, что это серый чугун с низкой пластичностью или без нее.
Как правило, не рекомендуется выполнять сварку и ремонт отливок из серого чугуна, которые подвергаются нагреву и охлаждению в нормальных условиях эксплуатации, особенно когда температура нагрева и охлаждения изменяется в диапазоне температур, превышающем 400°F (204°C).
Если в качестве присадочного материала не используется чугун, металл сварного шва и основной металл могут иметь разные коэффициенты расширения и сжатия. Это будет способствовать возникновению внутренних напряжений, которые не может выдержать серый чугун.
Ремонт этих типов отливок можно произвести, но надежность и срок службы при таком ремонте нельзя с точностью предсказать.
Подготовка чугуна к сварке
При подготовке отливки к сварке необходимо удалить все поверхностные материалы, чтобы полностью очистить отливку в зоне сварного шва. Это означает удаление краски, жира, масла и других посторонних материалов из зоны сварки.
Это означает удаление краски, жира, масла и других посторонних материалов из зоны сварки.
Область сварки желательно кратковременно нагревать для удаления захваченных газов из зоны сварки основного металла. Кожу или поверхность с высоким содержанием кремния также следует удалить рядом с областью сварки как с лицевой, так и с корневой стороны. Края соединения должны быть зачищены или отшлифованы, чтобы образовался угол или скос 60°.
При наличии канавок следует использовать V-образную канавку с прилежащим углом 60-90°. V должен выступать примерно на 1/8 дюйма (3,2 мм) от дна трещины. На каждом конце трещины необходимо просверлить небольшое отверстие, чтобы предотвратить ее распространение.
Всегда следует использовать сварные швы с полным проплавлением, так как трещина или дефект, не удаленные полностью, могут быстро появиться снова в условиях эксплуатации.
Предварительный подогрев желателен для сварки чугуна любым из сварочных процессов. Его можно уменьшить при использовании чрезвычайно пластичного присадочного металла. Предварительный нагрев уменьшит температурный градиент между сварным швом и остальной частью чугуна.
Предварительный нагрев уменьшит температурный градиент между сварным швом и остальной частью чугуна.
Температуры предварительного нагрева должны быть связаны с процессом сварки, типом присадочного металла, массой и сложностью отливки. Предварительный нагрев можно осуществить любым из обычных способов.
Факельный нагрев обычно используется для относительно небольших отливок весом 30,0 фунтов (13,6 кг) или меньше. Более крупные детали могут быть предварительно нагреты в печи, а в некоторых случаях вокруг детали строят временные печи, а не помещают деталь в печь.
Таким образом, детали могут поддерживаться при высокой межпроходной температуре во временной печи во время сварки. Предварительный нагрев должен быть общим, так как он помогает улучшить пластичность материала и распределяет усадочные напряжения по большой площади, чтобы избежать критических напряжений в любой точке.
Предварительный нагрев помогает размягчить область, прилегающую к сварному шву; способствует дегазации отливки, что, в свою очередь, снижает вероятность пористости наплавленного металла шва; и увеличивает скорость сварки.
Медленное охлаждение или последующий нагрев улучшают обрабатываемость зоны термического влияния в чугуне, прилегающей к сварному шву. Последующее охлаждение должно быть как можно более медленным. Это можно сделать, покрыв отливку изоляционными материалами, чтобы не допустить проникновения воздуха или ветра.
Электроды
Чугун можно сваривать стальным электродом с покрытием, но этот метод следует использовать только в экстренных случаях.
При использовании стального электрода необходимо учитывать усадку стального металла шва, углерод, поглощаемый металлом шва из чугуна, и твердость металла шва, вызванную быстрым охлаждением. Сталь дает усадку больше, чем чугун, при переходе из расплавленного состояния в твердое.
При использовании стального электрода эта неравномерная усадка вызовет напряжения в стыке после сварки. Когда на соединение наносится большое количество присадочного металла, чугун может треснуть сразу за линией сплавления, если не будут приняты превентивные меры.
Чтобы преодолеть эти трудности, подготовленный шов следует сваривать, наплавляя металл шва в виде коротких нитевидных валиков длиной от 0,75 до 1,0 дюйма (от 19,0 до 25,4 мм). Они производятся с перерывами и, в некоторых случаях, с помощью процедуры возврата и пропуска.
Во избежание затвердевания дуга должна зажигаться в V, а не на поверхности основного металла. Каждый короткий отрезок наплавленного металла, нанесенный на соединение, должен быть слегка отшлифован в горячем состоянии с помощью небольшого молотка со сферической головкой и остыть перед нанесением дополнительного наплавленного металла. Упрочняющее действие выковывает металл и снимает напряжения при охлаждении.
Используемые электроды должны иметь диаметр 1/8 дюйма (3,2 мм) для предотвращения перегрева при сварке. Сварку следует производить с обратной полярностью. Переплетение электрода должно быть сведено к минимуму. Каждое наплавленное металлическое наплавление должно быть тщательно очищено перед добавлением дополнительного металла.
Чугунные электроды должны применяться там, где требуется последующая обработка сварного соединения.
Электроды из нержавеющей стали используются, когда не требуется обработка сварного шва.
Процедура выполнения сварных швов этими электродами такая же, как описана для сварки электродами из мягкой стали. Электроды из нержавеющей стали обеспечивают превосходный сплав между присадочным и основным металлами.
Необходимо проявлять особую осторожность, чтобы избежать растрескивания сварного шва, усадки примерно на 50 процентов больше, чем из-за того, что нержавеющая сталь расширяется, а мягкая сталь расширяется при одинаковых изменениях температуры.
Дуговая сварка чугуна
Процесс дуговой сварки защищенным металлом может использоваться для сварки чугуна.
Можно использовать четыре типа присадочных металлов:
- Электроды с чугунным покрытием
- Покрытые электроды из сплава на основе меди
- Покрытые электроды из сплава на основе никеля
- м Электроды с покрытием из мягкой стали
Существуют причины для использования каждого из различных конкретных типов электродов, которые включают обрабатываемость наплавки, соответствие цвета наплавки, прочность наплавки и пластичность конечного шва.
При дуговой сварке чугунными электродами (ECI) предварительно нагревайте до температуры от 250 до 800°F (от 121 до 425°C), в зависимости от размера и сложности отливки и необходимости механической обработки наплавки и прилегающих участков.
Чем выше степень нагрева, тем легче будет обрабатывать наплавленный металл.
Как правило, лучше всего использовать электроды небольшого размера и относительно низкую настройку тока. Должна использоваться средняя длина дуги и, по возможности, сварка должна выполняться в горизонтальном положении.
Должна использоваться сварка внахлестку или в скипе, а наклеп поможет снизить напряжения и сведет к минимуму деформацию.
Рекомендуется медленное охлаждение после сварки.
Эти электроды обеспечивают превосходное соответствие цвета серого чугуна см. Прочность сварного шва будет равна прочности основного металла.
Существует два типа электродов на основе меди:
- Медно-оловянный сплав
- Медь алюминиевая
Сплавы меди с цинком нельзя использовать для электродов для дуговой сварки из-за низкой температуры кипения цинка. Цинк улетучивается в дуге и вызывает пористость металла сварного шва.
Цинк улетучивается в дуге и вызывает пористость металла сварного шва.
При использовании электродов с медной основой рекомендуется предварительный нагрев от 250 до 400°F (от 121 до 204°C). Следует использовать маленькие электроды и слабый ток. Дуга должна быть направлена на наплавленный металл или ванну, чтобы избежать провара и смешения основного металла с металлом сварного шва. После сварки рекомендуется медленное охлаждение. Электроды с медной основой не обеспечивают хорошего цветового соответствия.
Существует три типа никелевых электродов, используемых для сварки чугуна. Эти электроды можно использовать без предварительного нагрева; однако рекомендуется нагрев до 100°F (38°C).
Эти электроды можно использовать во всех положениях; однако рекомендуется горизонтальное положение. Между проходами следует удалять сварочный шлак.
Никелевые и железоникелевые покрытия чрезвычайно пластичны и не становятся хрупкими при поглощении углерода. Твердость зоны термического влияния может быть сведена к минимуму за счет уменьшения проникновения в основной металл чугуна.
Вышеупомянутый метод воспроизведения дуги на ванне, а не на основном металле, поможет свести к минимуму растворение. Медленное охлаждение и, при необходимости, последующий нагрев улучшат обрабатываемость околошовной зоны. Электроды на основе никеля не обеспечивают близкого цветового соответствия.
Медно-никелевые электроды бывают двух марок. Любой из этих электродов можно использовать таким же образом, как никелевый или железоникелевый электрод, с примерно тем же методом и результатами. Отложения этих электродов не обеспечивают цветового соответствия.
Электроды из мягкой стали не рекомендуются для сварки чугуна, если наплавка должна подвергаться механической обработке. Осадок из мягкой стали наберет достаточно углерода, чтобы образовался высокоуглеродистый осадок, который невозможно подвергнуть механической обработке. Кроме того, отложения из мягкой стали будут иметь пониженный уровень пластичности в результате повышенного содержания углерода.
Этот тип электрода следует использовать только для мелкого ремонта и не следует использовать, когда требуется механическая обработка. Для небольших ремонтных работ возможен минимальный предварительный подогрев.
Для небольших ремонтных работ возможен минимальный предварительный подогрев.
Маленькие электроды при низком токе рекомендуются, чтобы свести к минимуму растворение и избежать концентрации усадочных напряжений.
Должны использоваться короткие сварные швы с использованием блуждающей последовательности, а сварной шов должен быть обработан как можно быстрее после сварки. Наплавленный электрод из мягкой стали обеспечивает точное соответствие цвета.
Углеродная дуговая сварка чугуна
Чугунные отливки можно сваривать угольной дугой, чугунным стержнем и чугунным сварочным флюсом. Соединение следует предварительно нагреть, перемещая угольные электроды по поверхности. Это предотвращает слишком быстрое охлаждение после сварки.
Лужа расплавленного металла может быть обработана угольным электродом для перемещения образовавшегося шлака или оксидов на поверхность. Сварные швы, выполненные угольной дугой, остывают медленнее и не такие твердые, как сварка металлической дугой и чугунным электродом. Сварные швы поддаются механической обработке.
Сварные швы поддаются механической обработке.
Газокислородная сварка чугуна
Газокислородная сварка часто используется для сварки чугуна. Можно использовать большинство топливных газов. Пламя должно быть от нейтрального до слегка уменьшающегося. Следует использовать флюс.
Доступны два типа присадочного металла:
- чугунные стержни
- медно-цинковые стержни
Сварные швы, выполненные подходящим чугунным электродом, будут такими же прочными, как и основной металл. Все эти красные сварочные оттенки обеспечивают хорошее цветовое соответствие. Следует использовать оптимальную процедуру сварки в отношении подготовки шва, предварительного нагрева и последующего нагрева.
Медно-цинковые стержни производят сварные швы. Существует две классификации:
- марганцевая бронза
- малодымящая бронза
Наплавленная бронза обладает относительно высокой пластичностью, но не обеспечивает совпадения цветов.
Пайка и сварка пайкой Чугун
Пайка используется для соединения чугуна с чугуном и сталью.
В этих случаях конструкция соединения должна быть выбрана для пайки таким образом, чтобы капиллярное притяжение вызывало протекание присадочного металла между близко прилегающими деталями. Обычно используется факельный метод. Кроме того, в качестве источников тепла можно использовать угольную дугу, двойную углеродную дугу, газовую вольфрамовую дугу и плазменную дугу.
Обычно используются два припоя; оба являются медно-цинковыми сплавами.
Пайка также может использоваться для соединения чугуна. При сварке пайкой присадочный металл не втягивается в соединение за счет капиллярного притяжения. Это иногда называют бронзовой сваркой. Следует использовать материал наполнителя с температурой жидкости выше 850°F (454°C). Сварка пайкой не обеспечит совпадения цветов.
Сварка твердым припоем также может выполняться дуговой сваркой в среде защитного газа и дуговой сваркой в среде защитного газа.
Предварительный нагрев до высокой температуры обычно не требуется для сварки пайкой, если только деталь не является чрезвычайно тяжелой или сложной по геометрии. Бронзовый наплавленный металл обладает чрезвычайно высокой пластичностью, что компенсирует недостаточную пластичность чугуна. Тепла дуги достаточно, чтобы довести поверхность чугуна до температуры, при которой сплав присадочного металла на основе меди образует связь с чугуном.
Поскольку перемешивание материалов незначительно или отсутствует, зона, прилегающая к сварному шву в основном металле, заметно не упрочняется. Сварной шов и прилегающие к нему участки можно обрабатывать после завершения сварки.
Обычно для большинства применений достаточно предварительного нагрева до 200°F (93°C). Скорость охлаждения не является чрезвычайно важной, и термообработка для снятия напряжения обычно не требуется.
Этот тип сварки обычно используется для ремонтной сварки деталей автомобилей, деталей сельскохозяйственных орудий и даже блоков и головок автомобильных двигателей. Его можно использовать только в том случае, если отсутствие совпадения цветов не вызывает возражений.
Его можно использовать только в том случае, если отсутствие совпадения цветов не вызывает возражений.
Дуговая сварка чугуна в среде защитного газа
Процесс дуговой сварки в среде защитного газа может использоваться для сварки ковкого железа и углеродистой стали. Можно использовать несколько типов электродной проволоки, в том числе:
- Мягкая сталь с использованием 75 % аргона + 25 % CO2 для защиты.
- Никель-медь с использованием 100% аргона для экранирования.
- Кремниевая бронза с использованием 50% аргона + 50% гелия для защиты.
Во всех случаях при низком токе следует использовать электродную проволоку малого диаметра. С электродной проволокой из мягкой стали подается защитная газовая смесь аргон-CO2 для минимизации проникновения.
В случае присадочного металла на основе никеля и припоя на основе меди наплавленный присадочный металл чрезвычайно пластичен. Мягкая сталь обеспечивает точное соответствие цвета. Обычно требуется более высокий предварительный нагрев для снижения остаточных напряжений и склонности к растрескиванию.
Дуговая сварка чугуна флюсовой проволокой
Этот процесс в последнее время используется для сварки чугуна. Более успешным применением было использование порошковой проволоки на основе никеля.
Эта электродная проволока обычно работает с защитным газом CO2, но когда более низкие механические свойства не вызывают возражений, ее можно использовать без внешнего защитного газа. Можно использовать минимальные температуры предварительного нагрева.
Методика должна минимизировать проникновение в основной металл чугуна. Последующий нагрев обычно не требуется. Цветовое соответствие не получено.
Другие процессы
Другие процессы сварки могут использоваться для чугуна.
- Термитная сварка – используется для ремонта некоторых типов деталей станков из чугуна.
- Припой – может использоваться для соединения чугуна, а иногда и для ремонта небольших дефектов в мелких отливках.
- Сварка оплавлением – также может использоваться для сварки чугуна.
Техника сварки
Шпилька
Метод шипования для ремонта чугунаТрещины в крупных отливках иногда ремонтируют шипованием.
В этом процессе трещина удаляется путем шлифовки V-образной канавки.
С каждой стороны паза просверливаются отверстия и нарезаются резьбы под углом, и в эти отверстия ввинчиваются шпильки на расстояние, равное диаметру шпилек, при этом верхние концы выступают приблизительно на 1/4 дюйма (6,4 мм) над поверхностью чугуна.
Шпильки должны быть приварены по месту одним или двумя валиками вокруг каждой шпильки, а затем соединены друг с другом металлическими валиками.
Сварные швы должны выполняться на коротких участках, и каждый участок должен подвергаться наклепу в горячем состоянии, чтобы предотвратить высокие напряжения или растрескивание при охлаждении. Каждому валику необходимо дать остыть и тщательно очистить его перед нанесением дополнительного металла.
Если метод шиповки не может быть применен, края соединения должны быть выколоты или обработаны с помощью инструмента с круглым концом, чтобы сформировать U-образную канавку, в которую должен быть наплавлен металл сварного шва.
Изменение конструкции соединения
Предпочтительно использовать сварной шов с полным проплавлением, а не с частичным проплавлением. Сварные швы разной толщины могут привести к неравномерному усадочному напряжению и неравномерному расширению во время цикла сварки.
Изменение схемы сварки для размещения сварных швов в области постоянной толщины может быть полезным. Другой совет — использовать угловой сварной шов для поддержки напряженных зон.
Нарезка торцевых канавок
Нарезка торцевых канавок из чугунаВыдалбливание или шлифовка канавок на поверхности подготовленной канавки под сварку с последующим использованием наплавленного валика для заполнения канавок перед заполнением всего соединения иногда является предпочтительным методом (см. ниже).
Этот подход снижает риск растрескивания за счет отклонения траектории трещины. В первую очередь наплавляются валики, находящиеся в контакте с отливкой, когда зона термического влияния напряжений и линия сплавления находятся на низком уровне.
Проклевка (обработка молотком)
Проклевка или пробивка молотком с шариковым бойком диаметром 13-19 мм, применяемая к деформируемому сварному шву, приводя его в состояние сжимающего напряжения, растягивающие напряжения, вызванные тепловым сжатием, могут быть противопоставлены, что снижает риск образования трещин в сварном шве и вокруг него.
При ручном ударе молотком он наносит умеренные удары перпендикулярно поверхности сварного шва.
Для этого процесса требуется пластичный металл сварного шва. Применяются никелевые наполнители, особенно при работе с серым чугуном. Упрочнение выполняется при более высоких температурах, пока металл мягкий.
Для дополнительной информации
Чугуны и сварка
Руководство по сварке чугуна
Чугун трудно, но не невозможно сварить. В большинстве случаев сварка чугуна предполагает ремонт отливок, а не соединение отливок с другими элементами. Ремонт может производиться в литейном цехе, где производятся отливки, или может производиться для устранения дефектов литья, обнаруженных после механической обработки детали. Неправильно обработанные чугунные детали могут потребовать ремонтной сварки, например, когда отверстия просверлены в неправильном месте. Часто сломанные чугунные детали ремонтируют сваркой. Сломанные чугунные детали не являются чем-то необычным, учитывая хрупкость большей части чугуна.
Неправильно обработанные чугунные детали могут потребовать ремонтной сварки, например, когда отверстия просверлены в неправильном месте. Часто сломанные чугунные детали ремонтируют сваркой. Сломанные чугунные детали не являются чем-то необычным, учитывая хрупкость большей части чугуна.
Несмотря на то, что существует множество типов чугуна, наиболее распространенным является серый чугун, и данные рекомендации относятся к этому типу материала.
Несколько фактов о чугуне помогут понять проблемы сварки. Чугун обычно имеет содержание углерода от 2% до 4%, что примерно в 10 раз больше, чем в большинстве сталей. Высокое содержание углерода приводит к тому, что углерод образует чешуйки графита. Этот графит придает серому чугуну его характерный внешний вид при изломе.
При изготовлении отливок расплавленный чугун заливают в форму и дают ему медленно остыть. Когда этому высокоуглеродистому материалу дают медленно остыть, можно делать отливки без трещин. Помнить об этом полезно при сварке чугуна: во время и после сварки отливка должна либо медленно охлаждаться, либо должна поддерживаться достаточно прохладной, чтобы скорость охлаждения не имела значения.
Критическая температура большинства чугунов составляет около 1450 градусов по Фаренгейту. При этой температуре возникают условия, которые могут привести к растрескиванию. Хотя дуга нагревает отливку до температуры выше этого уровня, важно, чтобы отливка не находилась при этой температуре в течение длительного периода времени.
Выбор электрода
Если деталь будет обрабатываться после сварки, потребуется электрод никелевого типа. Используйте электрод Tech-Rod® 99 для однопроходных сварных швов с высоким разбавлением. Tech-Rod® 55 предпочтительнее для многопроходных сварных швов. Иногда корневые швы выполняются с помощью Tech-Rod 99, а затем заполняющие проходы с помощью Tech-Rod 55. Для сварных швов, где не требуется механическая обработка и где ожидается, что сварной шов будет ржаветь, как чугун, штучный электрод Lincoln Ferroweld® может использоваться.
Нагревать или не нагревать
Обычно предпочтительнее сваривать чугун с предварительным подогревом — и в больших количествах.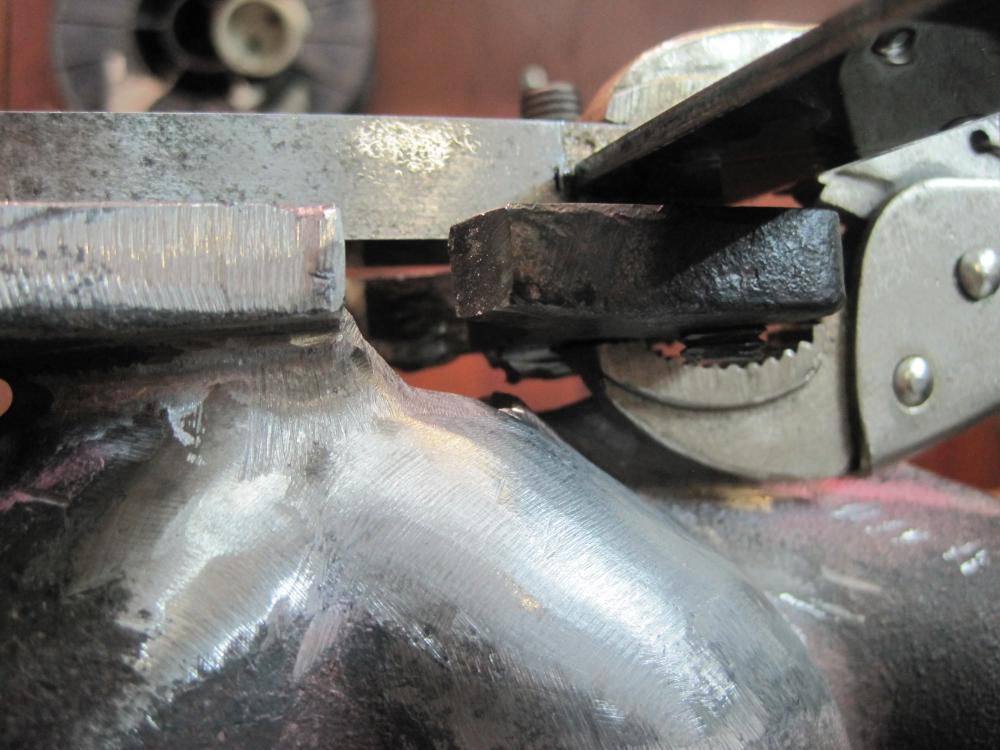 Но есть еще один способ успешно сварить чугун — охладить его — не холодным, а холодным. Ниже будут описаны оба метода. Однако, выбрав метод, придерживайтесь его. Держите ее горячей или прохладной, но не меняйте лошадей посреди ручья.
Но есть еще один способ успешно сварить чугун — охладить его — не холодным, а холодным. Ниже будут описаны оба метода. Однако, выбрав метод, придерживайтесь его. Держите ее горячей или прохладной, но не меняйте лошадей посреди ручья.
Методы сварки с предварительным подогревом
Предварительный нагрев чугунной детали перед сваркой снижает скорость охлаждения сварного шва и области вокруг сварного шва. Всегда предпочтительнее нагревать всю отливку, если это возможно. Типичные температуры предварительного нагрева составляют 500-1200 градусов по Фаренгейту. Не нагревайте выше 1400 градусов по Фаренгейту, так как это поместит материал в критический температурный диапазон. Предварительно нагрейте деталь медленно и равномерно.
Сварка на слабом токе, чтобы свести к минимуму примеси и остаточные напряжения. В некоторых случаях может быть необходимо ограничить сварные швы небольшими сегментами длиной примерно 1 дюйм, чтобы предотвратить накопление остаточных напряжений, которые могут привести к растрескиванию. В этом отношении также может помочь проковка сварных швов.
В этом отношении также может помочь проковка сварных швов.
После сварки дайте детали медленно остыть. Обертывание отливки изолирующим одеялом или закапывание ее в сухой песок поможет замедлить скорость охлаждения и уменьшить склонность к растрескиванию.
Методы сварки без предварительного нагрева
Размер отливки или другие обстоятельства могут потребовать выполнения ремонта без предварительного нагрева. В этом случае деталь должна быть прохладной, но не холодной.
Повышение температуры литья до 100 градусов по Фаренгейту полезно. Если деталь находится на двигателе, можно запустить ее на несколько минут, чтобы получить эту температуру. Никогда не нагревайте отливку до такой температуры, что вы не сможете положить на нее голую руку.
Сделайте короткие сварные швы длиной примерно 1 дюйм. В этом методе важна проклевка после сварки. Дайте сварному шву и отливке остыть. Не ускоряйте скорость охлаждения водой или сжатым воздухом. Можно сваривать другую область отливки, пока предыдущий сварной шов остывает. Все кратеры должны быть заполнены. По возможности шарики должны располагаться в одном направлении, и желательно, чтобы концы параллельных шариков не совпадали друг с другом.
Можно сваривать другую область отливки, пока предыдущий сварной шов остывает. Все кратеры должны быть заполнены. По возможности шарики должны располагаться в одном направлении, и желательно, чтобы концы параллельных шариков не совпадали друг с другом.
Герметизация трещин
Из-за свойств чугуна крошечные трещины имеют тенденцию появляться рядом со сварным швом, даже при соблюдении надлежащих процедур. Если отливка должна быть водонепроницаемой, это может стать проблемой. Однако утечку обычно можно устранить с помощью какого-либо герметика, или они могут заржаветь очень скоро после возвращения в эксплуатацию.
Метод шипования
Один из методов, используемых для ремонта крупных поломок в крупных отливках, заключается в сверлении отверстий и нарезании резьбы на поверхности, которая была скошена для получения металла ремонтного шва. Вверните стальные шпильки в резьбовые отверстия, оставив от 3/16” (5 мм) до ¼” (6 мм) шпильки над поверхностью.