что это такое, описания и примеры
Содержание:
- Дуговая сварка — режимы полярности
- Отличия режимов при сварке
- Что влияет на выбор
- Влияние полярности на сварку
- Достоинства и недостатки двух методик
- Сварка полуавтоматом
- Сварка инвертором
- Обучение специалистов сварных работ
- Интересное видео
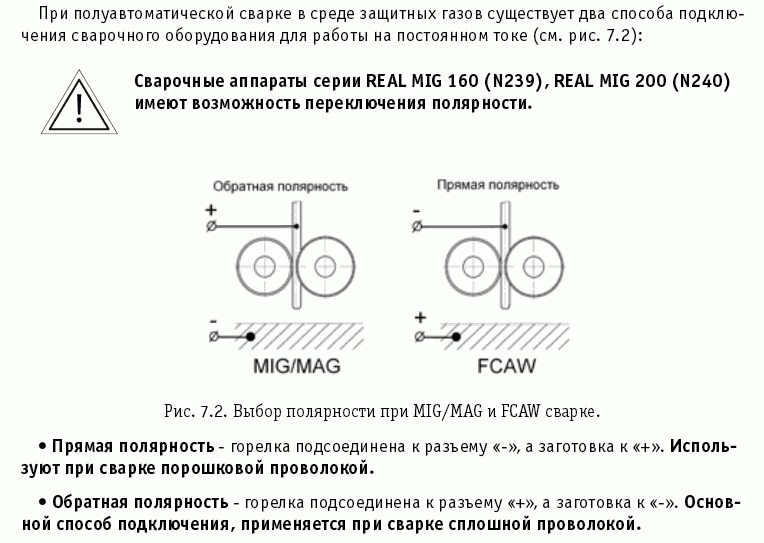
При осуществлении соединения элементов конструкций сваркой, их монтаже и ремонте одним из вариантов является использование постоянного тока. Немаловажным фактором служит правильная настройка применяемой аппаратуры. Чтобы это осуществить, следует четко понимать, что такое прямая и обратная полярность при сварке.
Выбор зависит от поставленной задачи, которую необходимо решить. Полярность применительно к оборудованию означает один из вариантов его использования.
Дуговая сварка — режимы полярности
Для соединительных операций сваркой обычно находит применение ток неизменного значения. Имеется возможность выбирать, как будет осуществлена сварка постоянным током — обратной или прямой полярности.
Установка, предполагающая полярность прямую, позволяет качественно сваривать детали, обладающие немалой толщиной. Сварка током обратной полярности помогает избежать такого трудно исправляемого дефекта, как прожег, часто появляющегося, когда сварке подлежат тонкие металлические листы. Режим, предполагающий применение переменного тока, применяют исключительно редко, поскольку производительность прохождения процесса резко снижается.
При сварке ручным методом выбор режима, в частности, заключен в том, что имеется возможность устанавливать разную полярность, подключая соединение и электрод к разным клеммам, находящимся на лицевой стороне аппарата. Обратная полярность при сварке — это следующий способ подключения — электрод к клемме положительной, а детали — к клемме отрицательной. Такая раскладка определяет понятие, что значит обратная полярность при сварке.
Обратная полярность при сварке — это следующий способ подключения — электрод к клемме положительной, а детали — к клемме отрицательной. Такая раскладка определяет понятие, что значит обратная полярность при сварке.
Прямой вариант означает противоположное включение. Тогда интенсивнее электрода начинают плавиться детали соединения, что является преимуществом при сварке толстых элементов конструкции. Эти явления соответствуют законам физики по термодинамике. Электрическая дуга, представляющая собой поток электронов и ионов, служит источником тепла.
Три составные части дуги: столб, область анодная и область катодная. При горении дуги происходит образование активных пятен. То из них, которое находится на аноде, именуется анодным пятном, а на катоде — катодным.
Столб — это плазма, разогретая до сверхвысокой температуры. Энергия тепла в дуге выделяется неравномерным образом. Электроны, достигшие анода, отдают ему собственную энергию. На этом месте появляется анодное пятно, разогретое в значительной степени.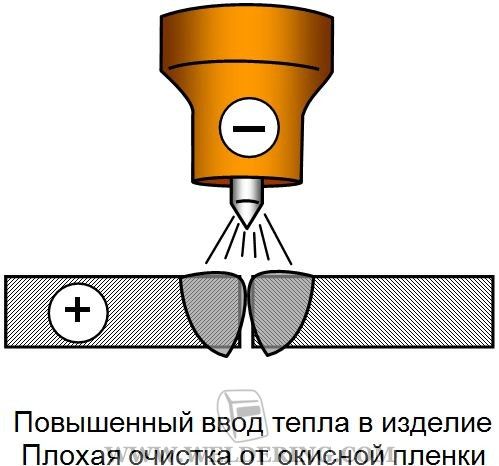 Ионы с положительным зарядом двигаются в сторону катода. Достигнув его, они отдают собственную энергию и образуют там катодное пятно. Поскольку электронов, как правило, больше, то анод является более разогретым, чем катод.
Ионы с положительным зарядом двигаются в сторону катода. Достигнув его, они отдают собственную энергию и образуют там катодное пятно. Поскольку электронов, как правило, больше, то анод является более разогретым, чем катод.
Полярность при сварке постоянным током имеет два варианта. Это находится в зависимости от способов подключения. Они являются противоположными. Для получения прямого вида к изделию подсоединят «плюс», а к стержню с обмазкой — «минус». Для получения обратной делают все противоположным способом.
Если процесс происходит с неизменным током при установке прямого варианта, электрод начинает нагреваться медленнее, чем свариваемый металл. Получаемый сварной шов имеет более глубокую величину проплавки. Помимо этого, горение дуги является более устойчивым. Обратный вариант полярности имеет смысл применять, если слишком большое выделение теплоты ухудшает качество шва. Такая ситуация возможна, когда сварке подлежат материалы, не слишком хорошо переносящие перегрев — высокоуглеродистые, легированные стали, некоторые цветные металлы. Также, если сварке подлежат тонкие листы.
Также, если сварке подлежат тонкие листы.
При распространенном виде процесса — дуговой сварке, существенную роль играют различные параметры, такие как выбранный диаметр электрода, его тип и марка, напряжение на сварной дуге, скорость сварного процесса, положение шва. Одним из самых важных параметров является полярность сварки.
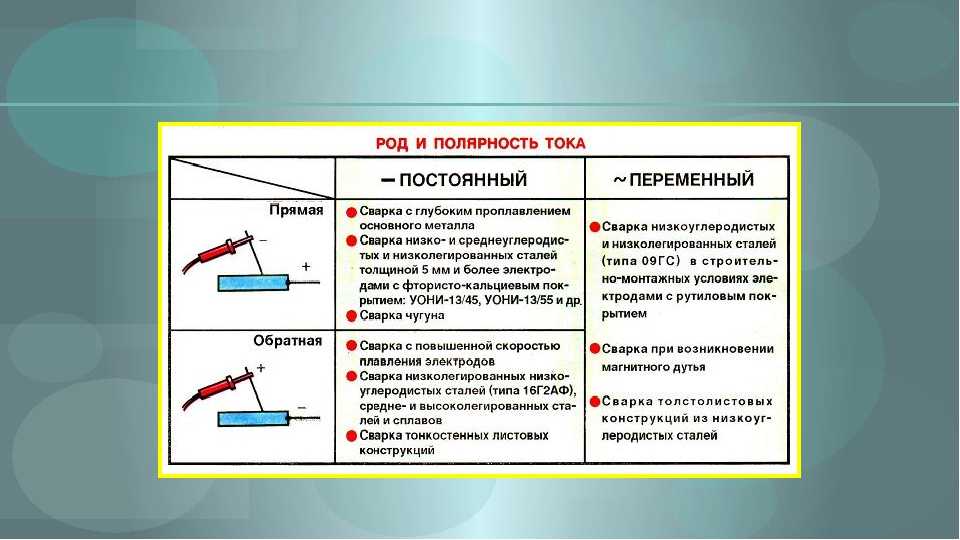
Род тока, который применяется в дуговой сварке, делится на два вида. Сварку дуговым способом на переменном токе осуществляют, когда предстоит совместить детали, выполненные из низколегированной стали. При этом желательно использование электродов, имеющих рутиловое покрытие. Сварку постоянным током можно осуществлять двумя способами — прямым и обратным.
Прямой вариант используют, когда предстоит сварка чугунных изделий или требуется глубокий проплав металла. Обратный вариант применяется, когда требуется сварить нетолстые листы, а сварка происходит с усиленной скоростью расплавки электрода, и еще для сваривания низкоуглеродистой стали.
Полярность влияет на внешний вид шва — его габариты и конфигурацию. При сварке постоянным током обратной полярности величина, которая означает глубину проплавки, почти в два раза значительнее, чем прямой.
При сварке постоянным током обратной полярности величина, которая означает глубину проплавки, почти в два раза значительнее, чем прямой.
Отличия режимов при сварке
Сварка прямой и обратной полярности обладает существенными различиями. Прямая полярность при сварке обладает нюансами, которые рекомендуется принимать к сведению:
- значительную глубину;
- небольшую ширину шва;
- такие подключения осуществляются для сварки металлических изделий из металла, имеющих толщину не менее трех миллиметров;
- вольфрамовые стержни используют для деталей, изготовленных из цветных металлов;
- стабильность горения дуги;
- быстрая расплавка электродов;
- разбрызгивание увеличивает расход электродов.
Обратный вариант применяют тогда, когда предполагается уменьшить риск появления серьезных дефектов, приводящих к отбраковке. Такой вид также имеет смысл применять, когда сварке подлежат детали, предназначенные для ответственных конструкций.
Также имеет смысл ее использовать, когда сварке подлежат две стальные детали, обладающие разной степенью легированности. Подобные соединения обладают повышенной чувствительностью к лишнему перегреванию. Обратный способ используют, когда сварка происходит под защитой инертными газами.
Обратная полярность при сварке обладает в свою очередь такими особенностями:
- обратная полярность при сварке постоянным током создает соединение не чересчур глубоким, но зато широким;
- качество будет не таким высоким, если использовать обратный способ при сварке не тонких деталей;
- при обратном варианте нельзя применять виды стержней, обладающих повышенной чувствительностью к перегреванию;
- при снижении силы тока могут возникнуть скачки дуги и, соответственно, снижение прочности соединения.
При подключении аппарата к обычной сети, обеспечивающей ток переменного значения, надо использовать стержни с рутиловой оболочкой вследствие отсутствия у них зависимость от полярности. В этом случае допустимо применение любого варианта.
В этом случае допустимо применение любого варианта.
Что влияет на выбор
Прямая или обратная полярность при сварке выбирается сварщиком в первую очередь в зависимости от поперечных габаритов металла, подлежащего сварке. Когда она является значительной, массу на приборе следует подключать к плюсовой клемме, а электрод — к минусовой. Значительная температура на толстых элементах основательно прогреет металл в рабочей зоне. Это будет способствовать более глубокой величины провара. Сварной шов получится прочным и качественным.
Оправдывать себя будет обратная полярность при сварке тонкостенных металлических изделий. Это объясняется тем, что анодное пятно образуется на электроде, что устраняет угрозу пережога тонких деталей конструкции.
Прямая или обратная полярность в сварке выбираются также в зависимости от вида и типа металла, из которого изготовлены детали будущей конструкции. К примеру, полярность при сварке нержавейки или чугуна для получения надежного соединения должна быть обратной. Такой выбор обусловлен тем, что при этом не происходит перегрева деталей и не происходит образования тугоплавкого шва, которое потребует в дальнейшем особую обработку.
Такой выбор обусловлен тем, что при этом не происходит перегрева деталей и не происходит образования тугоплавкого шва, которое потребует в дальнейшем особую обработку.
Прямая полярность при сварке применяется, когда предстоит соединять детали из алюминия. При этом пленка, которая покрывает цветной металл, от сильного нагревания расплавляется, и не является больше препятствием для образования правильного шва.
Один из критериев выбора режима — металл, применяемый в качестве покрытия стержня. Электроды, имеющие угольное покрытие, при использовании обратного варианта нагреваются быстро и разрушаются также быстро. Проволока, в которой покрытие отсутствует, хорошо себя проявляет при прямом способе.
Методика сварки должна быть описана в сопроводительной документации на соединение. Также имеются справочники, в которых содержатся необходимые сведения. Опытные сварщики могут руководствоваться своей практикой, чтобы сделать грамотный выбор полярности.
Влияние полярности на сварку
Полярность тока оказывает влияние на такие важные факторы, как глубина проплавления, качество сварного соединения и химический состав получившегося шва. Что сделать правильную установку надо четко понимать, что такое сварка током обратной полярности и что такое сварка током прямой полярности.
Что сделать правильную установку надо четко понимать, что такое сварка током обратной полярности и что такое сварка током прямой полярности.
Термическими нюансами варианта с обратной установкой являются то, что после того, как произошло зажигание дуги, начинается появление анодного и катодного пятен. Разница температур у них является вполне впечатляющей — до 800°С. Выше температура у анодного пятна. Такое значительное количества тепла является положительным моментом для процесса, основанного на расплавления материалов с целью их дальнейшего соединения. Таким образом, обратная сварка по определению обеспечивает получение лучшего сварного шва.
При сварке с помощью постоянного тока в режиме прямой полярности металл электрода имеет скорость сгорания на 20-40% выше, чем в режиме обратной, что является недостатком метода. При работе с переменным током установка полярности никакой роли не играет. От подключения полюсов зависит форма и размеры сварного шва, что является немаловажным обстоятельством.
Достоинства и недостатки двух методик
Разные виды подключения оказывают различное влияние на процесс сварки. Нюансами сварки обратным током являются:
- тепловая энергия поступает в большем количестве на изделие, чем на стержень с обмазкой;
- существенный разогрев гарантирует глубокую проплавку, что является важным для получения качественного шва;
- плавление электрода происходит в медленном темпе, что не требует его частой замены;
- значительно снижается степень разбрызгивания металла и возникновения дефектов вследствие этого.
Прямая полярность тока при сварке имеет следующие нюансы:
- заготовленные для сваривания детали нагреваются минимально;
- электрод быстро плавится, что приводит к необходимости его частой замены;
- происходит значительное разбрызгивание раскаленного металла.
Из сравнения видно, что обратная сварка обладает большим количеством преимуществ. Однако большинство производителей электродов дают свои рекомендации по применению конкретных видов этих изделий и указывают их на этикетке или в сопроводительной документации на товар.
Сварка полуавтоматом
Такой вид осуществления сварочного процесса является очень популярным и имеет много достоинств. Правильно выбранная полярность при сварке полуавтоматом позволяет выполнить этот процесс наилучшим образом. Так, например, в случае, когда сварке подлежат детали, изготовленные из нержавеющей стали и при этом применяется защитный газ, следует выбирать обратное подключение. Когда сварке подлежат алюминиевые детали и используется порошковая присадочная проволока, то использовать целесообразнее прямое подключение.
При полуавтоматической сварке происходят некоторые изменения. Держак с электродом подключают на плюс, и массу на минус. Так делают для того, чтобы применяемый для этого способа флюс полностью выгорел. Тогда сварочный процесс происходит внутри газообразного облака. Металл меньше разогревается, а разбрызгивание раскаленного металла станет минимальным.
Сварка инвертором
Инвертор — это устройство, пришедшее на смену широко применяемым ранее трансформаторам. Он обладает меньшим весом и компактностью. Еще одно преимущество перед трансформаторами — меньшее разбрызгивание раскаленного металла. Вся потребляемая инвертором электроэнергия расходуется только на функционирование сварной дуги.
Он обладает меньшим весом и компактностью. Еще одно преимущество перед трансформаторами — меньшее разбрызгивание раскаленного металла. Вся потребляемая инвертором электроэнергия расходуется только на функционирование сварной дуги.
Инвертор представляет собой прибор, обладающий определенными характеристиками, которые позволяют осуществлять с его помощью работы по сварке с применением различных технологий. Помимо всех основных характеристик, присущим обычным трансформаторам, инверторы обладают дополнительными, которые делают использование этого прибора более удобным и значительно расширяет их технические возможности. Инверторы могут применяться в промышленности и при сварочных работах в домашних условиях.
В комплект инвертора входят два кабеля. Первый их них заканчивается держателем, предназначенным для электрода. Второй — зажимом в форме прищепки для закрепления на детали. Одно из основных преимуществ — возможность установки при сварке инвертором прямой и обратной полярности.
Инвертор, по сути, представляет собой прибор, преобразующий переменный ток из розетки в ток постоянный. Конструкция устройства предполагает наличие металлического корпуса, на котором для осуществления охлаждения установлены вентиляционные решетки. Для удобства при переноске прибор имеет наплечный ремень, обладающий регулировкой по размеру. Для подключения кабеля имеются стандартные разъемы. Один из них служит плюсом, а второй — минусом.
На лицевой стороне находится защита от перегрева — специальный индикатор, который срабатывает при превышении установленной температуры. С помощью маховика осуществляется плавная регулировка сварочного тока в диапазоне 10-180 В.
Как происходит сварка инвертором
Основой инверторной сварки является классический принцип, заключающийся в том, что сваривание может осуществиться при наличии высокой температуры от появившейся сварной дуги.
От контакта электрода с поверхностью изделия образуется сварная дуга. Под влиянием высокой разогретости стержень с обмазкой и часть детали, находящаяся в процессе, плавятся, следствием чего является образование сварочной ванны. Часть обмазки электрода переходит в газообразное состояние, защищающего ванну от вредоносного действия кислорода. Жидкая составляющая расплавленной обмазки располагается поверх металла, находящегося в жидком состоянии, защищая его.
Часть обмазки электрода переходит в газообразное состояние, защищающего ванну от вредоносного действия кислорода. Жидкая составляющая расплавленной обмазки располагается поверх металла, находящегося в жидком состоянии, защищая его.
Остывая, жидкая обмазка образует шлак, который находится снаружи шва. Его удаляют постукиванием молотка. Важным обстоятельством для получения хорошего шва является непрерывность горения дуги. Для этого необходимо следить за постоянством длины дуги, то есть расстоянием между деталью и электродом. Это обеспечивается одинаковой скоростью, с которой электрод подается в зону сваривания. Следует стараться электрод вдоль наплавленного валика вести ровно, не отклоняясь.
Для того, чтобы при сваривании при помощи инвертора появилась дуга между электродом и деталью их металла, их необходимо подключить к разным полюсам. Разница в режимах состоит в том, куда будет подключен электрод на минус или на плюс. Правильный выбор зависит, в частности, от толщины свариваемых деталей и других факторов.
Прямую и обратную полярность при сварке постоянным током иначе называют «электрод-отрицательной» и «электрод-положительной». Такие названия более понятны и отражают варианты подключения электрода к плюсу или к минусу. Таким образом, существует правило — при прямой или иначе «электрод-отрицательной» полярности электрод подключен к минусу, а при обратной или иначе «электрод-положительной» полярности электрод подключен к плюсу.
Каждый сварочный аппарат имеет гнезда, в которые подключают кабель от держателей, функцией которых является зажим электродов. Их также иначе называют массой.
Сварка масса плюс или минус означает, что куда цеплять массу при сварке, то есть, — к какому полюсу будет подключен кабель от держателя с закрепленным в нем электродом, такая и будет получена полярность. Для получения прямой полярности кабель держателя следует подключать к положительной клемме, а для получения обратной полярности кабель держака с электродом подключают к отрицательной клемме.
Держак инвертора
При установке плюса или минуса при сварке держак следует подобрать правильно и держать его удобным способом.
Существует несколько видов держаков:
- Прищепка. Это самый распространенный, удобный и дешевый вариант. В зависимости от конструкции она бывает пружинной и рычажной.
- Вилка-трезубец. В ней можно удерживать электрод любого диаметра. Такое устройство можно изготовить самостоятельно.
- Цанга. Зажимает крепко, имеет большой срок службы. Находит применение при сварке конструкций, имеющих повышенную значимость.
- Держатель безогарковый. Металлический штырь 1 вмонтирован в цилиндрическую рукоятку 2. Фиксация электрода обеспечивается его привариванием к штырю.
- Винтовой. Имеет много достоинств: обеспечивают бесперебойную подачу тока, обладают хорошим контактом, имеют возможность хорошего закрепления электродов.


При сварке с помощью инвертора рекомендуется кабель держака обернуть вокруг части руки, расположенной между локтем и кистью. После этого взять держак в руку. Тянуть кабель сможет предплечье, а кисть руки остается свободной. Это поможет свободному манипулированию рукой при осуществлении сварочного процесса.
Выбор инвертора и его эксплуатация
Прямое и обратное подключение сварочного инвертора является функцией любого агрегата этого типа. Кроме этого аппарат должен обладать дополнительными свойствами:
- антиприлипание;
- горячий старт;
- возможность работы с постоянным и переменным током;
- работа в помещении с повышенной влажностью;
- защита от перегрева;
- индикация в цифровом виде.
Помимо этого следует тщательно подойти к грамотному выбору электродов для конкретного вида сварочного соединения. При покупке нет смысла интересоваться у продавца или искать в сопроводительной документации ответ на вопрос «Можно ли менять полярность на сварочном инверторе?».
Для нормального функционирования прибора надо перед началом сварочных манипуляций производить его осмотр. При выявлении повреждений таких защитных элементов, как изоляция кабелей или шнуров от сети, следует произвести их замену. Проверка включает отсутствие значительных механических изменений корпуса инвертора, которые могли бы повлиять на нормальный ход работы.
Необходимо также провести внутреннюю чистку аппарата. Для этого придется снять кожух, чтобы получить доступ к внутренним узлам. Чтобы не навредить содержимому, чистку от пыли и грязи следует проводить струей сжатого воздуха. Отдельно проводится контроль состояния клемм, подключение к которым определяет полярность при сварке инвертором. При обнаружении на них окисления его удаляют наждачной бумагой мелкой зернистости.
Перед началом процесса сварки необходимо произвести подготовительные работы. В их число входит очистка и обезжиривание деталей, подлежащих соединению. Затем необходимо выставить на аппарате необходимые режимы. В частности, необходимо проанализировать, какая полярность подключения сварочного инвертора подойдет для осуществления конкретного вида сварки. Выяснив, какая полярность при сварке инвертором будет наиболее целесообразна, надо соответствующим образом установить кабели в предназначенные для этого клеммы, поскольку полярность сварки инвертором обеспечивается именно этим подключением.
Затем необходимо выставить на аппарате необходимые режимы. В частности, необходимо проанализировать, какая полярность подключения сварочного инвертора подойдет для осуществления конкретного вида сварки. Выяснив, какая полярность при сварке инвертором будет наиболее целесообразна, надо соответствующим образом установить кабели в предназначенные для этого клеммы, поскольку полярность сварки инвертором обеспечивается именно этим подключением.
Работа с применением инвертора на постоянном токе возможна только при двух вариантах настройки, которые регулируют направление, в котором будет двигаться электроны.
Прямая полярность при сварке инвертором предполагает, что подключение «минуса» произошло к электроду, а «плюса» — к металлической детали. Такой режим необходим для увеличения глубины сварного шва при соединении заготовок, обладающих большой шириной.
Обратная полярность при сварке инвертором означает, что электрод при выставлении необходимого режима был подключен к «плюсу», а металлическая деталь, соответственно, к «минусу».
Если во время рабочей смены ставится задача сваривания разных соединений, то для того, чтобы изменить режим достаточно поменять подключение к необходимым клеммам, что является не просто простым действием, а очень простым, осуществляемым вручную. Сварка инвертором обратной полярностью применяется значительно чаще, чем прямой. Это позволяет получить сварные шва необходимой глубины, толщины, конфигурации.
Грамотно выбранная полярность на сварочном инверторе зависит от следующих обстоятельств:
- Толщина деталей. При подсоединении, обеспечивающем прямую полярность, деталям достается основной нагрев. Ширина шва получается довольно глубокой. Для тонких деталей это не годится, поскольку может образоваться дефект в виде прожига, который не всегда можно ликвидировать. Поэтому для сварки тонких листов целесообразно применять обратный вариант.
- Вид материала свариваемых деталей. При сварочных работах приходится иметь дело с различными металлами и сплавами, которые обладают разными свойствами. К примеру, к среднеплавким металлам относится часто применяемый в конструкциях алюминий. Ему подойдет прямое включение. Перегревать нержавеющую сталь не стоит, поэтому для нее выбирают обратное подключение. Предварительный анализ и справочники помогут эффективно подойти к этому вопросу.
- Тип электрода. Все электроды имеют покрытие, которое при сгорании вытесняет воздух, препятствуя возникновению такого дефекта, как поры. При выборе режима необходимо учитывать совместимость режима с видом покрытия. Например, если применяют при сварке электроды с угольным покрытием, то обратная сварка не является подходящим вариантом.
 К примеру, к среднеплавким металлам относится часто применяемый в конструкциях алюминий. Ему подойдет прямое включение. Перегревать нержавеющую сталь не стоит, поэтому для нее выбирают обратное подключение. Предварительный анализ и справочники помогут эффективно подойти к этому вопросу.
К примеру, к среднеплавким металлам относится часто применяемый в конструкциях алюминий. Ему подойдет прямое включение. Перегревать нержавеющую сталь не стоит, поэтому для нее выбирают обратное подключение. Предварительный анализ и справочники помогут эффективно подойти к этому вопросу.Сложным случаем является, когда электрод и заготовки обладают характеристиками, которые требуют противоположных настроек. Тогда выбор полярности сварки — обратной или прямой потребует компромиссного решения. В качестве дополнительных мер принимается регулировка тока и скорости сварочного процесса. Такое решение под силу сварщикам, обладающим большими навыками, а начинающим работникам следует с ними посоветоваться. Выбор режима должен быть указан в технологической карте на производственный процесс.
Выбор режима должен быть указан в технологической карте на производственный процесс.
Выбор электродов
При выборе электродов, предназначенных для сварки с помощью инвертора, необходимо иметь в виду, что на него будет оказывать влияние марка и вид материала, из которого изготовлены детали изделия. Особенности выбора электродов для сварки также зависят от многих факторов, таких как: какой вид тока будет использоваться при сварке — постоянный или переменный, пространственное положение сварных швов, предполагаемая скорость сварки, количество слоев шва.
К критериям выбора электродов относится то, какой должен быть вид стержня — плавящийся или неплавящийся. Плавящиеся представляют собой стержни со специальной обмазкой, назначением которой является создание зоны защиты и повышения стабильности горения дуги. Такой вид находит применение при дуговой сварке. Неплавящиеся электроды используются при сварках под защитным газом, в частности аргоном.
На выбор электродов также оказывает влияние режим полярности. Полярность электродов подразумевает, к какой клемме следует подключить стержень с обмазкой, чтобы был осуществлен выбранный режим. Электроды при обратной полярности подсоединяют к клемме, имеющей обозначение «плюс».
Полярность электродов подразумевает, к какой клемме следует подключить стержень с обмазкой, чтобы был осуществлен выбранный режим. Электроды при обратной полярности подсоединяют к клемме, имеющей обозначение «плюс».
Современные популярные марки электродов из существующего их рейтинга обладают при применении совместно с инвертором такими преимуществами:
- простота выполнения производственного процесса сварки;
- получение хорошего шва соединения различных форм и размеров;
- отделяемость образовавшегося шлака, не составляющая большого труда;
- возможность сваривать даже детали с коррозией;
- безопасность для сварщика.
Выбор диаметра зависит от толщины элементов изделия, подлежащих сварке. При этом существует прямая зависимость. Чем более толстые детали, тем больший диаметр электродов следует выбирать для сварки деталей конструкции. Электроды совсем маленького диаметра используют для закрепления прихваток — небольших поперечных швов для фиксации соединяемых деталей.
Покрытия стержня электрода могут носить разный характер. Они условно разделены на 4 категории. Первая из них так и называется — основной и является наиболее распространенной. Такой вариант выбирают при желании получить соединение, обладающее высоким качеством, механической прочностью, пластичностью, устойчивостью к образованию трещин. Вариант вполне годится для ответственных конструкций и в дальнейшем использовании соединения в суровых климатических условиях.
Наиболее популярной маркой электродов с рутиновым покрытием является МР-3. Они обладают многими преимуществами:
- успешно используются для соединения деталей из низкоуглеродистой стали;
- обеспечивают качественное соединение, как при переменном, так и при постоянном токе;
- при выполнении сварки инвертором происходит небольшое разбрызгивание раскаленного металла;
- применимы для выполнения швов любого пространственного положения;
- хороший внешний вид получаемого шва.
Две другие категории находят применение реже при определенных условиях сварочного процесса.
Обучение специалистов сварных работ
Работа сварщика является престижной и обладающей постоянной востребованностью. Но, для того, чтобы стать официально оформленным специалистом, необходимо получить образование в этой области. Это будет служить гарантией для работодателя, что сварные работы будут проведены грамотно, с соблюдением современных технологий и наименьшим процентом отхода в брак.
Поскольку развитие технологий сварки и выпуск нового оборудования происходят стремительно, то даже людям, имеющим большие практические навыки в этой области необходимо периодически проходить обучение, чтобы быть в курсе происходящих перемен и усовершенствований.
Обучению подлежат не только простые исполнители-сварщики, но и руководители работ — инженеры и технологи. Высший состав может закрепить свой статус при окончании профильных факультетов колледжей и институтов, а сварщикам достаточно окончить специализированные курсы.
После окончания курсов и успешного прохождения экзаменов учащемуся выдается удостоверение об окончании и присвоении ему соответствующего разряда. Такой документ является пропуском для получения денежной и интересной работы.
Программа занятий на курсах делится на две части — теоретическую и практическую. Первую из них ведут в специально отведенных для этого аудиториях лекторы, имеющие профильное образование и педагогический стаж.
Программа курса включает различные вопросы, в том числе соответствующие теме нашей статьи:
- полярность электродов при сварке;
- что такое обратная полярность при сварке;
- что такое обратная полярность при сварке инвертором;
- что это — обратная полярность при сварке постоянным током;
- обратная полярность при сварке постоянным током — что это такое;
- ток обратной полярности при сварке.
Разумеется, этим не исчерпывается полный список изучаемых предметов.
Практические занятия позволяют применить полученные знания в деле. На них обязательно должен присутствовать мастер, следящий за правильным ходом выполнения работ и отвечающий на возникшие вопросы.
За дополнительные деньги можно приобрести курс индивидуального обучения, но групповые занятия имеет свои преимущества. Рекомендуется прислушиваться к разбору совершенных ошибок других участников занятий. Это позволит приобрести дополнительную информацию о правильном выполнении различных методов сварки.
После окончания прохождения программы наступает очередь доказать свои знания и показать умение приемной комиссии на выпускном экзамене. При положительной оценке, выставленной комиссией, учащемуся выдают удостоверение узаконенного образца.
В удостоверении указывается наименование учебного центра, который его выдал. Указываются практические действия по сварке, проведенные экзаменуемым. Проставляется оценка за демонстрацию теоретических основ по сварке. Необходимо следить, что внизу имелись подписи председателя и членов экзаменационной комиссии. После этого новоиспеченный сварщик ставит свою подпись.
При окончании курсов можно получить конкретную специализацию, например, «Сварщик электродуговой сварки», «Газосварщик», «Сварщик-вышкомонтажник». В последнее время особо престижной является профессия «Сварщик-аргонщик». Она дает право работать на сварке под защитой газа-аргона, что дает большие преимущества перед другими способами.
Сварщикам, мастерам, инженерам, технологам и руководителям работ, желающим иметь доступ к контролю соединений на особо ответственных конструкциях, имеется возможность получить дополнительное образование, закончив курсы НАКС. Это значительно повысит их конкурентоспособность.
Интересное видео
Прямая и обратная полярность при сварке — определение, особенности
На чтение 18 мин Опубликовано Обновлено
Содержание
- Основное отличие в подключении
- На что влияет полярность сварки
- Особенности прямой и обратной сварки
- Различия при подключении
- Преимущества и недостатки разных методов
- Сварка током прямой и обратной полярности
- Отличия режимов при сварке
- Особенности сварки при использовании прямой полярности
- Особенности обратной полярности при сварке
- Плюсы и минусы двух методик
- Что означает полярность при сварочных работах
- Подключение по схеме прямой полярности
- Подключение по схеме обратной полярности
- По каким критериям нужно выбирать полярность
- Толщина металлического листа
- Типы металлов
- Разновидности электродов
- Присадки и прочие расходники
- Полярность аккумулятора
- Прямая
- Обратная
- Как определить?
- Можно ли установить аккумулятор другой полярности?
- Что может произойти, если перепутать при установке?
- Выбор инвертора и его эксплуатация
- Закономерности выбора
- Правила выбора полярности
- Нюансы выбора
Основное отличие в подключении
В случае прямой полярности сварочный кабель подключается к положительному выводу аппарата, так что носители электрических зарядов проникают в него через заготовку. Отрицательный полюс притока зарядов образуется в области основного инструмента сварщика – держателя с электродом.
Описанная разница между прямой и обратной полярностью подключения к инверторам существенно влияет на температурный режим в зоне сварки.
Следовательно, прямое подключение увеличивает температуру на анодном полюсе дугового разряда (знак «+») относительно катодного контакта (знак «-»). Этот эффект определяет возможную область применения прямой полярности при сварке.
Прямая направленность тока обеспечивает выделение значительного количества тепловой энергии со стороны детали. В результате прямая полярность может использоваться для резки больших металлических конструкций и тяжелых стальных изделий с толстыми стенками.
При обратном подключении схема распределения выделяемой тепловой энергии совершенно иная. При этом на электроде сварочного инвертора наблюдается избыток тепла, а со стороны заготовки его уровень заметно снижается.
Именно поэтому обратная полярность используется в тех случаях, когда необходимо минимизировать риски брака изделий, а также при проведении выверенных и точных ювелирных работ.
Обратная полярность применяется также при сварке тонких листов и сталей с разной степенью легирования, чувствительных к перегреву. Наиболее популярным является использование обратного переключения тока при работе в потоке, а также в среде инертного газа.
На что влияет полярность сварки
с рутиловыми электродами можно работать с обоими типами полярности. Производитель рекомендует готовить с аналогами типа УОНИ на «минус». Нагрев заготовки зависит от полярности сварки.
При прямой подаче заготовка нагревается сильнее, что позволяет сделать зону шва глубже.
При инверсии полярности обрабатываемый элемент меньше нагревается, температура концентрируется на конце электрода. Второй режим ориентирован на обработку тонких металлов и нагрев чувствительных к перегреву изделий.
Особенности прямой и обратной сварки
Прямополярный метод предназначен для:
- прокатная группа из специальных сталей для плавки;
- сварка неплавящегося вольфрама твердой присадочной проволокой;
- работа с жидкими материалами;
- резка заготовок с помощью сварочных аппаратов.
Характер распределения тепловой мощности определяется тепловым балансом дуги.
Если вы случайно измените столб, рабочий процесс DC затянется, шов станет широким, а скорость сжигания расходных материалов увеличится. Обратная полярность подходит для точной сварки детали без ожогов. Этот метод используется для обработки цветных металлов сваркой под флюсом.
Различия при подключении
Разница в подключении обусловлена перераспределением полюсов детали и электрододержателя. При прямом методе электроны движутся по детали, минус стремится к концу электрода. Арка отличается большей компактностью и плотностью. При «возврате» преимущество переходит к держателю, точка соприкосновения термической точки с металлом рассредоточена.
Способ соединения полюсов определяется физическими параметрами и толщиной детали.
Зная, что такое прямая и обратная полярность при пайке, нужно учитывать достоинства и недостатки обоих методов. Это позволит вам изменить подключение клемм, чтобы получить лучший результат работы.
Преимущества прямой полярности перед обратной полярностью:
- получить плотный шовный шов;
- сварка глубоких деталей;
- наличие стабильной электрической дуги;
- широкий ассортимент расходных материалов с разными видами покрытия.
Недостатки:
- брызги металла;
- повышенный риск ожога деталей;
- появление остаточных напряжений в местах термической обработки.
Преимущество прямой полярности – глубокий провар детали.
Преимущество отрицательной полярности в том, что схема подходит для точной обработки тонких и специальных сплавов.
К недостаткам можно отнести:
- необходимость использования электродов, устойчивых к перегреву;
- малая глубина шовного корда;
- держать короткий лук.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в процессе сварки ток передается от сварочного выпрямителя к заготовке с положительным зарядом. В этом случае клемма «плюс» устройства подключается кабелем к изделию. Отрицательный заряд подается на электрод, подключенный к минусовой клемме, соответственно, через электрододержатель. Анод, который является положительным полюсом, имеет более высокую температуру, чем катод, который действует как отрицательный полюс. Поэтому при сварке толстостенных заготовок целесообразно использование электрических токов прямой полярности. Это также оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, что характеризует данный тип соединения.
При сварке с обратной полярностью требуется обратный порядок подключения. Отрицательный заряд от отрицательного вывода прикладывается к свариваемой конструкции, а положительный заряд от положительного вывода направляется к электроду. При заданной полярности сварочного электрического тока, по сравнению с прямым подключением, на конце электрода выделяется больший объем тепла при относительно меньшем нагреве заготовки, что способствует мягкой сварке.
Его применяют, когда есть вероятность прогорания детали. Поэтому сварка электродами с обратной полярностью тока целесообразна для работы с нержавеющими и легированными сталями, другими сплавами, реагирующими на перегрев, а также для соединения тонколистовых конструкций. Не менее эффективным является подключение смены полярности в процессе сварки с использованием электродуговой сварки, защиты газа и сварки под флюсом.
Независимо от полярности используемого тока питания необходимо учитывать ряд общих факторов. Если использовать постоянный ток, полученный шов будет более аккуратным, без большого количества брызг металла. Это связано с отсутствием частой смены полярности при работе с постоянным электрическим током, что выгодно отличает его от переменного тока.
Если для сварки используются плавящиеся электроды, из-за разного нагрева анода и катода способ подключения электрического тока может повлиять на объем расплавленного электродного металла, перенесенного на изделие. Чтобы избежать возможного подгорания свариваемых деталей в зоне подключения силового кабеля, независимо от заряда (положительного или отрицательного), необходимо использовать цангу.
Чтобы избежать возможного подгорания свариваемых деталей в зоне подключения силового кабеля, независимо от заряда (положительного или отрицательного), необходимо использовать цангу.
Отличия режимов при сварке
При сварке постоянным током на кончике расходного материала появляется термическое пятно с высокой температурой. Режим сварки выбирается в зависимости от полюса, подключенного к электроду. Например, если к электроду подключен положительный вывод, на его конце образуется анодная точка с температурой 3900 градусов Цельсия, если отрицательная, точка будет катодной, и ее температура достигнет 3200 градусов Цельсия. Это главное различие между двумя методами.
Подключение сварочных кабелей разной полярности.
При сварке с прямой полярностью большая часть тепловой нагрузки приходится на металлическую деталь. В результате легко понять сварной шов. В случае смены полярности тепло концентрируется на конце электрода. В этом случае детали стыков меньше нагреваются, что желательно при сварке заготовок небольшой толщины..jpg)
Выполнение работ предполагает нагрев металла до расплава, то есть образование ванны расплава, на состояние которой влияет выбор режима сварки с обратной или прямой полярностью:
- если сила тока слишком высока, электрическая дуга начнет отталкивать нагретый металл. В этом случае стороны не могут быть связаны;
- при недостаточном натяжении металл не нагреется до нужного состояния.
При прямой полярности в ванне создается диффузионная среда, в которой можно направлять электрод, направлять сварной шов и контролировать его глубину. Конечный результат зависит от скорости, с которой движется электрод. Чем он меньше, тем больше тепла попадает в зону сварного шва и тем лучше нагревается металл. Используемый режим определяет глубину и ширину шва.
Интересно: Сварные швы – дефекты и их устранение
Схема подключения полюсов для обратной полярности.
Важно! Чем выше сила тока и рабочая энергия в дуге, тем глубже проплавление.
 Максимальная глубина проплавления достигается за счет режима сварки с обратной полярностью.
Максимальная глубина проплавления достигается за счет режима сварки с обратной полярностью.Что касается выбора расходных материалов, то для сварки в режиме обратной полярности рекомендуется использовать чистые металлические стержни без покрытия, а для прямых – угольные электроды.
Особенности сварки при использовании прямой полярности
Работая со сварочным аппаратом постоянного тока и используя метод подключения цепи прямой полярности, следует учитывать следующие особенности процесса:
- Шов сварного шва глубоко проварочный, узкий по ширине, более прочный по качеству;
- Можно варить практически все виды сталей, толщина которых начинается от трех миллиметров и более;
- При использовании вольфрамового стержня для цветных металлов во время сварки может применяться только метод линейной полярности;
- Сварная дуга устойчива, устойчива к выходу из строя, поэтому легче контролировать рабочий процесс и получить красивый шов;
- Электроды, предназначенные для сварки на переменном токе, не подходят для этого метода;
- При использовании сварочного аппарата в качестве резака заготовку легче резать.

Особенности обратной полярности при сварке
Сварка металла данным способом соединения оборудования имеет следующие характеристики:
- Шов сварного соединения менее глубокий по проникновению в металл, с более выраженной шириной;
- Метод лучше всего подходит для соединения заготовок средней толщины или тонких листов металла;
- При работе с толстыми деталями наблюдается хрупкость шва под действием нагрузок;
- Для работы не подходят электроды, структура которых разрушается при перегреве;
- Электрическая дуга менее устойчива, особенно в слаботочном режиме работы, что приводит к нерегулярному подключению;
- При сварке высоколегированных сталей необходимо строго соблюдать технологический процесс рабочего цикла.
Плюсы и минусы двух методик
У обоих методов сварки металла есть свои плюсы и минусы. Используя схему прямого подключения полярности, во время работы можно выделить следующие характеристики:
- получается глубокий и прочный, более плотный шов;
- отмечается стабильность сварной дуги, что позволяет полностью контролировать весь процесс;
- возможность запекать любой металл толщиной от 3 мм;
- при использовании сварочного аппарата заготовка хорошо поддается резке;
- требуется индивидуальный подбор электродов. Сварочные материалы на переменном токе не подходят для этого метода. Вольфрамовые стержни можно использовать для соединения цветных металлов.
 Сварочные материалы на переменном токе не подходят для этого метода. Вольфрамовые стержни можно использовать для соединения цветных металлов.
Сварочные материалы на переменном токе не подходят для этого метода. Вольфрамовые стержни можно использовать для соединения цветных металлов.Сварка металлов с обратной полярностью характеризуется:
- получить более мелкий, но более широкий сварной шов;
- менее устойчивая электрическая дуга, особенно при низком напряжении, что может стать причиной неправильного соединения;
- возможность сваривать детали средней толщины и тонкие листы:
- необходимость выбора электродов со структурой, не разрушающейся при перегреве.
При использовании метода обратной полярности сварку высоколегированных сталей необходимо проводить в строгом соответствии с технологическим процессом.
Что означает полярность при сварочных работах
Сварщики с инвертором используют буквы для обозначения полярности
Учитывая проблему полярности, понятно, что сварка в этом случае осуществляется постоянным током напряжения. Клеммы сварочного инвертора, к которым подключаются электрододержатель и провода заземления, отмечены знаком «+» и «-». Обычно при подключении такого устройства и начале его использования многие, руководствуясь инструкциями или советами семейного специалиста, не задумываются, почему именно этот провод висит на определенной клемме, а не на другом.
Клеммы сварочного инвертора, к которым подключаются электрододержатель и провода заземления, отмечены знаком «+» и «-». Обычно при подключении такого устройства и начале его использования многие, руководствуясь инструкциями или советами семейного специалиста, не задумываются, почему именно этот провод висит на определенной клемме, а не на другом.
Но разница все же есть, и в этом заключается однозначный физический закон движения заряженных частиц – электронов. Электроны, имеющие отрицательный заряд, всегда переходят от меньшего к большему в любой цепи, включая инвертор. При пайке можно подключить электрод как к положительной, так и к отрицательной клеммам – все заработает. Но электроны в обоих случаях будут двигаться в разных направлениях по цепочке, это повлияет на процесс и конечный результат.
Подключение по схеме прямой полярности
Если схема собрана так, что вывод от инвертора идет к стальной заготовке (свариваемой детали), то через дуговой промежуток сварочный электрод на минус инвертора, то такое соединение при сварке называется прямой полярностью. В этом случае деталь является анодом, а катод – электродом. Соединение детали нагревается сильнее, чем кончик электрода, примерно на 700 градусов Цельсия.
В этом случае деталь является анодом, а катод – электродом. Соединение детали нагревается сильнее, чем кончик электрода, примерно на 700 градусов Цельсия.
Подключение по схеме обратной полярности
Схема соединения проводов сварочного аппарата, когда преимущество от инвертора доходит до свариваемого электрода, то через дуговой промежуток попадает на заготовку и минус инвертора, при сварке называется обратной полярностью. Здесь электрод уже будет больше нагреваться, так как острие анода будет на нем, острие катода – в области стыковки стальных заготовок.
По каким критериям нужно выбирать полярность
Выбирая тип соединения для сварочного аппарата, нужно обращать внимание на ряд важных критериев. Это позволит избежать расточительства или перерасхода материалов, обеспечит необходимую прочность соединения.
Толщина металлического листа
Часто получают ожоги детали толщиной менее 3 мм. Для сварки таких деталей используется схема с обратной полярностью, которая обеспечивает анодную термическую точку на краю электрода. Такой подход уместен при обработке цветных и склеенных материалов.
Такой подход уместен при обработке цветных и склеенных материалов.
Типы металлов
Положительный вывод отвечает за окончательный нагрев продуктов и опоры. Катод выделяет меньше тепла, чем анод. При обработке тугоплавких сталей лучше всего использовать прямое соединение, когда температура достигает 4000 ° С. Для металлов, которые меняют характеристики при перегреве, подключайте отрицательную клемму. При прямополярной обработке шов углубляется, при «возврате» – фокусируется на поверхности.
Разновидности электродов
При выборе марки электродов учитывается род тока. Для переменного напряжения подходит любая разновидность, так как полярность в этом случае роли не играет. Для разновидностей ОК, ОЗС, МР рекомендуется обратное подключение. УОНИИ и аналогичные модификации выполнены по простой схеме. Рекомендации производителя указаны на упаковке. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Рекомендации производителя указаны на упаковке. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Огнеупорные электроды, используемые для создания дуги, чаще всего используются с прямой полярностью. Работа с поверхностной проволокой предполагает использование только вольфрамовых элементов. Аналоги углерода неустойчивы при высоких температурах, становятся хрупкими и крошатся.
Полярность аккумулятора
Полярность относится к расположению токоведущих элементов на верхней крышке или передней части батареи. Другими словами, это положительная и отрицательная позиция. Силовые кабели тоже свинцовые, как и пластины внутри.
Прямая и обратная полярность
Есть два распространенных макета:
- прямая полярность;
- обратная полярность.
Прямая
В советское время все аккумуляторы собственного производства имели прямую полярность. Полюсные клеммы расположены по схеме – плюс (+) слева и минус (-) справа. Аккумуляторы с такой же схемой сейчас производятся в России и на постсоветском пространстве. Подобная распиновка также имеет аккумуляторы иностранного производства, российского производства.
Аккумуляторы с такой же схемой сейчас производятся в России и на постсоветском пространстве. Подобная распиновка также имеет аккумуляторы иностранного производства, российского производства.
Обратная
На таких аккумуляторах слева есть минус, а справа – плюс. Такое расположение типично для аккумуляторов европейского производства, поэтому такую полярность часто называют «европолярностью».
Аккумуляторная батарея
Другая схема расположения не дает особых преимуществ. Это не влияет на дизайн и производительность. Проблемы могут возникнуть при установке нового аккумулятора. Противоположная полярность приведет к изменению положения аккумулятора и длины кабеля может оказаться недостаточно. К тому же драйвер может просто перепутать контакты, что приведет к короткому замыканию. Поэтому важно определиться с типом аккумулятора для вашего автомобиля еще при покупке.
Как определить?
Узнать это не так уж и сложно. Для начала нужно повернуть аккумулятор на себя. Он расположен сбоку, где расположены элементы логотипа и наклейки. Также полюсные выводы ближе к лицевой стороне.
Он расположен сбоку, где расположены элементы логотипа и наклейки. Также полюсные выводы ближе к лицевой стороне.
На многих аккумуляторах сразу можно увидеть знаки «+» и «-», которые точно указывают полярность контактов. Другие производители указывают информацию на этикетке или раскрашивают силовые кабели. Обычно плюс красный, а минус синий или черный.
В маркировке обратная полярность обозначается буквой «R» или «0», а прямая буква – «L» или «1».
Можно ли установить аккумулятор другой полярности?
Этот вопрос часто возникает у тех, кто случайно приобрел аккумулятор другого типа. Теоретически это возможно, но это потребует излишних затрат и бюрократии при установке. Дело в том, что если вы купите для домашнего автомобиля аккумулятор с обратной полярностью, длины кабелей может не хватить. Нельзя просто натянуть нить. Учитывайте сечение и диаметр клемм. Также это может повлиять на качество передачи тока от АКБ.
Нельзя просто натянуть нить. Учитывайте сечение и диаметр клемм. Также это может повлиять на качество передачи тока от АКБ.
Лучшим вариантом будет замена батареи на другую с подходящим расположением контактов. Можно попробовать продать купленный аккумулятор, чтобы не растеряться.
Что может произойти, если перепутать при установке?
При изменении полярности может произойти следующее:
- перегоревшие предохранители, реле и провода;
- выход из строя генераторного диодного моста;
- перегорание электронного блока управления двигателем, сигнализация.
Самая простая и дешевая проблема – перегоревшие предохранители. Однако это их основная функция. Найти перегоревший предохранитель можно “звенящим” мультиметром».
Если перепутать контакты, генератор наоборот потребляет энергию от АКБ, а не отдает ее. Обмотка генератора не рассчитана на входное напряжение. Аккумулятор также может быть поврежден. Самым простым вариантом будет отключить нужный предохранитель или реле.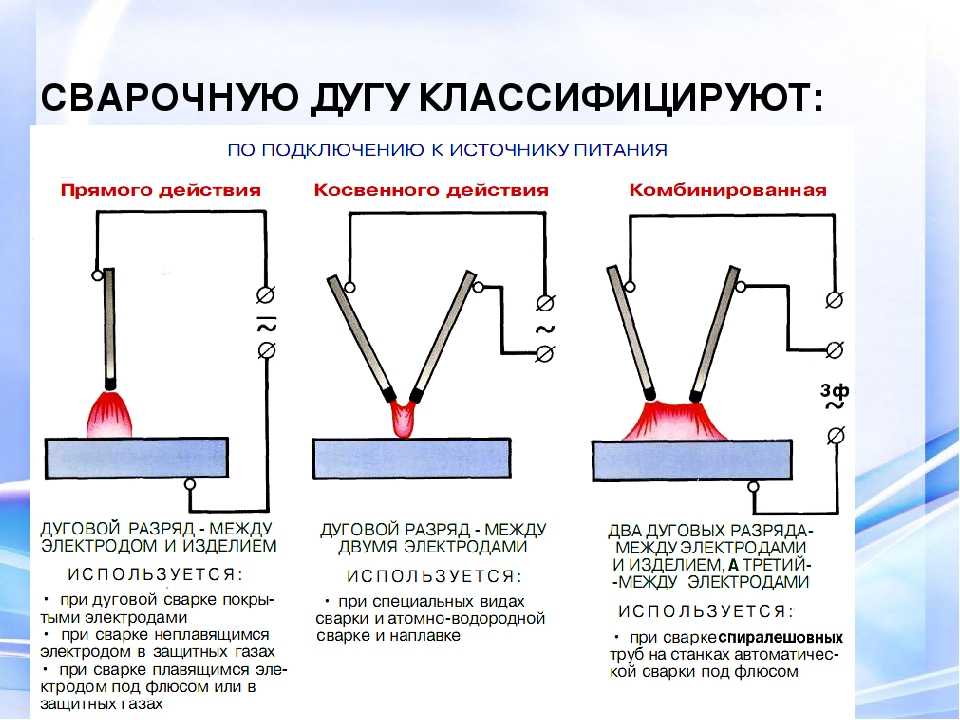
Отказ электронного блока управления двигателем (ЭБУ) может быть серьезной проблемой. Это устройство требует соблюдения полярности, несмотря на встроенную защиту. Если предохранитель или реле не успевают перегореть, скорее всего, ЭБУ не работает. А это значит, что дорогостоящая диагностика и ремонт автовладельцу гарантированы.
Большинство устройств в электрической системе автомобиля, таких как автомобильная стереосистема или усилитель, защищены от обратной полярности. Их микросхемы содержат специальные защитные элементы.
При «включении» от другого аккумулятора также важно соблюдать полярность и последовательность подключения клемм. Неправильное подключение вызовет короткое замыкание на 24 вольта. Если провода имеют достаточное сечение, они могут оплавиться или обжечься сам драйвер.
При покупке нового аккумулятора внимательно прочтите этикетку и узнайте у продавца все характеристики аккумулятора. Если случилось так, что вы купили аккумулятор с неправильной полярностью, лучше заменить его или купить новый.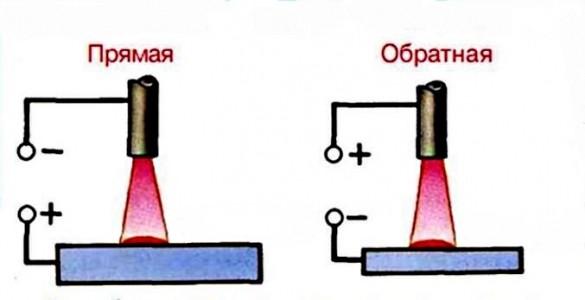 Удлините кабели и измените положение батареи только в крайнем случае. Лучше использовать подходящий прибор, чем потом тратиться на дорогостоящий ремонт.
Удлините кабели и измените положение батареи только в крайнем случае. Лучше использовать подходящий прибор, чем потом тратиться на дорогостоящий ремонт.
Выбор инвертора и его эксплуатация
Для быстрой смены полярности при работе с тонкими и толстыми металлами инвертор должен иметь надежные разъемы силового кабеля. Тонкие хрупкие штыри в разъеме и низкий фланец крепления быстро изнашиваются из-за частой перестановки. Тогда будет отдача, в гнездах кабелей будут болтаться, образуется повышенное сопротивление и образуется перегрев. Сварочный ток уменьшится, и электрическая дуга может даже образоваться между вилкой и розеткой.
Выбирайте надежные инверторы MMA с прочными розетками, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у вас уже есть инвертор и его разъемы изношены, вы можете заменить их на более мощные, выбрав из каталога кабельных разъемов.
Сварка металла толщиной 1,0-1,5 мм покрытым электродом – сложная задача для новичка. Справиться без выгорания помогут инверторы RDS с функцией Anti-Stick. Когда наконечник электрода погружается в сварочную ванну, аппарат «чувствует» его и отключает сварочный ток. В результате отсутствует удерживающая сила, нет необходимости наклонять держатель влево и вправо, чтобы оторвать электрод от поверхности. При этом не рассыпается футеровка расходника.
Когда наконечник электрода погружается в сварочную ванну, аппарат «чувствует» его и отключает сварочный ток. В результате отсутствует удерживающая сила, нет необходимости наклонять держатель влево и вправо, чтобы оторвать электрод от поверхности. При этом не рассыпается футеровка расходника.
Arc Force также помогает при сварке тонких металлов с обратной полярностью. Когда электрод вот-вот прилипнет, инвертор автоматически увеличит силу тока на 10 ампер, поддерживая дугу. Как только воздушный зазор восстанавливается, устройство само снижает силу тока до прежнего значения, исключая ожоги.
Закономерности выбора
Почему для одних работ выбрана обратная полярность, а для других – прямая? Ответим на этот вопрос, рассмотрев тепловые характеристики процесса при обратном направлении.
Когда сварочная дуга горит на заготовке, на конце электрода появляется пара участков, называемых анодной и катодной точками. Разница в их температурах иногда достигает 800 градусов по Цельсию (в пользу анодного). То есть количество тепла, выделяемого на заготовке при работе, довольно велико, и способ больше подходит для качественного проплавления швов.
То есть количество тепла, выделяемого на заготовке при работе, довольно велико, и способ больше подходит для качественного проплавления швов.
примечательно, что при работе с постоянным током прямой полярности скорость горения металла электрода на 20-40% ниже. А для переменного тока соблюдение полярности совершенно не актуально: его особенность в том, что направление тока меняется 100 раз за единицу времени.
Правила выбора полярности
Основным критерием выбора прямой или обратной полярности при сварке является материал покрытия электрода. Например, угольные расходные материалы при обратном соединении элементов очень быстро нагреваются и, как следствие, разрушаются. Проволока, не имеющая покрытия, хорошо горит при прямой полярности и совсем не горит при использовании переменного тока.
Размер и форма получившегося шва также зависят от расположения столбов. Например, возможно более глубокое проникновение при постоянном обратном токе из-за повышенного тепловыделения на аноде и катоде.
важно помнить, что чем быстрее идет процесс сварки, тем уже ширина шва и глубина провара.
Нюансы выбора
Для проведения сварочных работ инверторным аппаратом недостаточно подключить его к сети 220 вольт. Вам нужно будет выбрать необходимые расходные материалы и определить полярность, с которой их следует подключать. Полярность меняется в зависимости от толщины и марки стали, а также от типа электрода.
При выборе полярности важно помнить, что в анодной области (где находится разъем «+») всегда будет генерироваться мощная тепловая энергия, способная нагревать металл до 4000 ° C, а на катоде (где «коннектор -») температура плавления не превысит 3000 ° С. Поэтому при сварке тонких металлов важно правильно использовать клеммы полярности, чтобы не обжечь стенки металлической детали.
Чтобы не ошибиться в выборе полярности подключения электрического тока, необходимо учитывать следующие важные нюансы сварочной техники.
- При электросварке металлических заготовок с толстыми стенками необходимо будет обжечь материал большой толщины, что позволит увеличить площадь контакта металла с рабочей поверхностью и поможет заполнить любые пустоты. Для выполнения таких работ рекомендуется применять метод электросварки с прямым полярным подключением.
- При электросварке тонкостенных деталей для защиты от сквозного прокола металлической детали необходимо направить отрицательный заряд электрического тока на поверхность металла, а положительный заряд – на стержень сварочного электрода. Если пренебречь этим правилом, готовый шов может получиться неровным или с отверстиями.
- Степень нагрева поверхности металлической заготовки и сварочного электрода выбирается регулировкой электрического тока на инверторном сварочном аппарате. Чем выше электрический ток, тем сильнее нагревается электрическая дуга и область, которой она касается. Если рабочая поверхность металлической заготовки расположена строго горизонтально, сила электрического тока при ее подаче снизится примерно на 15%.
 Для выполнения таких работ рекомендуется применять метод электросварки с прямым полярным подключением.
Для выполнения таких работ рекомендуется применять метод электросварки с прямым полярным подключением.При работе с инверторно-инверторным сварочным аппаратом следует понимать, что неправильно выбранный режим выполнения электросварки не сможет дать хорошие и надежные результаты.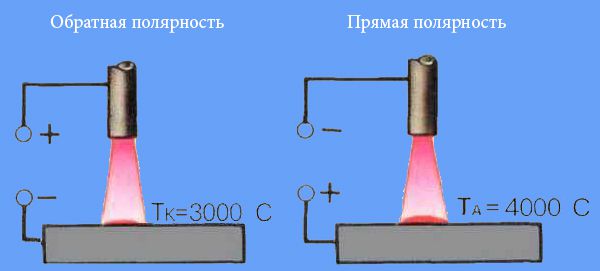 Например, толстостенный кусок металла при работе с обратным направлением электрического тока не будет хорошо нагреваться, а готовый сварной шов будет очень неглубоким, не захватывая глубокие слои материала. Чтобы устранить этот недостаток и усилить сварной шов, необходимо будет выполнить шов с другой стороны изделия, что значительно увеличит стоимость и время.
Например, толстостенный кусок металла при работе с обратным направлением электрического тока не будет хорошо нагреваться, а готовый сварной шов будет очень неглубоким, не захватывая глубокие слои материала. Чтобы устранить этот недостаток и усилить сварной шов, необходимо будет выполнить шов с другой стороны изделия, что значительно увеличит стоимость и время.
Если приступить к сварке тонкостенных металлических деталей в режиме положительной полярности, металл быстро расплавится и начнет стекать, сварочный электрод его прожигет, а на рабочую поверхность деталей будет попадать больше брызг, а после сварки вы будете придется потратить много времени и сил на их удаление.
При правильном выборе режима работы на инверторном сварочном аппарате результат электросварки будет долговечным и радовать своим внешним видом.
Следующее видео объясняет полярность при пайке.
Прямая полярность сварка
Главная » Статьи » Прямая полярность сварка
Сварка прямой полярностью
Балки – материал, который применяется при возведении разных конструкций. Изготовление балок осуществляется на заводах с соблюдением определенной технологии, в зависимости от типа балок. Наиболее распространенны составные балки, изготовленные путем сваривания. О сварке стыков балки мы и поговорим.
Изготовление балок осуществляется на заводах с соблюдением определенной технологии, в зависимости от типа балок. Наиболее распространенны составные балки, изготовленные путем сваривания. О сварке стыков балки мы и поговорим.
Особенности теплоустойчивых сталей обуславливаются их составом, показателями работоспособности и свойствами. Отметим, что все это влияет на режимы, способы сварки, используемые материалы и проведение термической обработки как деталей, так и готового сварного шва. Об особенностях сварки теплоустойчивых сталей далее и пойдет речь.
Сварка трубопровода высокого давления – задача, требующая от сварщика особенно тщательного подхода. От качества выполнения сварки зависит качество всего трубопровода и его устойчивость к воздействию внутренней и внешней среды. Именно поэтому необходимо тщательно соблюдать все требования, предъявляемые как к самой сварке, так и к последующей обработке сварного соединения.
stalevarim.ru
Что дает смена полярности при сварке электродами
Чтобы ответить на вопрос зачем менять полярность при сварке электродами, для начала нужно разобраться какие виды полярности бывают, как и в каких случаях их использовать.
Сварка электрической дугой может осуществляться на оборудовании которое вырабатывает или постоянный, или переменный ток.
При работе на переменном токе не имеет значения куда подключать «плюс», «минус», так как при сварке на постоянном токе подключение имеет большое значение. Можно сказать, что полярность при сварке – это основа качества сварки. Полярность обеспечивает качество сварки материала. При сварке постоянным током, сварочная дуга бывает прямой или обратной полярности.
При прямой полярности «плюс» подключается к соединяемым заготовкам (массе), соответственно «минус» подключается на держатель электрода; при обратной полярности «плюс» подключается на электрод, «минус» подключается на деталь. Менять полярность нужно в зависимости от того какую задачу сварки нужно выполнить. На «плюсе» тепла выделяется больше, чем на «минусе».
Прямая полярность используется при сварке цветных металлов (медь, латунь, алюминий), так как они имеют большую теплопроводность, в итоге получаем большую температуру в месте нагрева, что позволяет превысить температуру плавления цветного метала, особенно это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
У нее температура плавления существенно выше в сравнении с самим металлом.
На прямой полярности так же лучше работать с большими, массивными деталями. При прямой полярности получается более сконцентрированная и узкая электрическая дуга, следовательно металл проплавляется глубже, шов получается более качественный, что происходит благодаря тому, что направление движение электронов постоянное и при сварке не происходит большого разбрызгивания расплавленного металла. Также при использовании прямой полярности можно производить резку металла независимо какой тип электрода используется.
Обратная полярность используется при сварке высоколегированых сталей, тонколистовых металлов, нержавейки, так как температура для их сварки нужна небольшая. Недостатком подключения обратной полярности есть то, что электрическая дуга «гуляет», соответственно шов получается менее герметичным и красивым, но при таком подключении почти полностью исключается возможность прожечь свариваемый материал.
Следовательно менять полярность нужно в зависимости от того, какую задачу сварки необходимо выполнить и верно выбранный вид полярности подключения электродов способствует тому, что качество шва будет выше, а процесс сварки станет намного проще.
Электроды Уони
Сварка труб
elektrod-3g.ru
Полярность сварочного тока — прямая и обратная
Полярность сварочного тока — один из важных параметров, влияющих на качество сварного шва. Ведь от него зависит направление движения тока, то есть электронов в металле, что влияет на процесс выполнения шва, горение дуги, формирование сварочной ванны и в результате — на качество сварного соединения.
По поводу физического смысла, а также терминов «прямая» и «обратная» я написал отдельную статью ранее. А сейчас я расскажу основные принципы использования прямой и обратной полярностей сварочного тока. И главное, что нужно знать: там, где «+», там греется больше. Соответственно, при сварке на токе при обратной полярности, когда «+» на электроде, он греется больше, чем в случае с прямой. А деталь, наоборот, больше греется при сварке на токе прямой полярности.
А деталь, наоборот, больше греется при сварке на токе прямой полярности.
Тонкости и особенности
С деталью ситуация несколько более хитрая. Когда «+» на детали, получается шире пятно проплавления, но глубина при этом не больше, а то и меньше, чем когда на детали «-«. С «минусом» на детали пятно сварочной ванны меньше, но его глубина может быть не меньше, а то и больше, чем при сварке на токе прямой полярности. Благодаря этому, когда на детали «минус», получается лучше контролировать перемещение сварочной ванны.
Как это использовать на практике? Вариантов много. Обычно, по умолчанию используется прямая полярность сварочного тока — особенно, когда нужно сильно прогревать и проваривать детали. Обратная полярность используется в тех случаях, когда нужно точнее контролировать перемещение сварочной ванны. Например, это некоторые виды вертикальных швов, особенно сверху вниз. Также сварка на токе обратной полярности может помочь при выполнении потолочных швов и сварке тонкого металла — ведь в этом случае деталь прогревается меньше, а это позволит минимизировать стекание металла при выполнении вертикальных и потолочных швов и сквозное проплавление металла при сварке тонкого листа.
Полярность сварочного тока зависит также от электродов
Ещё один важный момент — это сварочные электроды. Не все электроды позволяют использовать сварочный ток любой полярности. Например, электродами с основным видом покрытия сварку следует вести только с «минусом» на свариваемом металле. К таким электродам относятся, например, электроды УОНИ-13/55. В любом случае, всегда проверяйте соответствие фактически установленной полярности сварочного тока допустимой для конкретных используемых электродов.
Резюме
Итак, важно понимать, что выбор направления сварочного тока зависит от пространственного положения сварного шва, выбранных электродов, толщины металла и личных навыков сварщика. Если все эти условия будут соблюдены, то и швы будут получаться качественными, надёжными и эстетичными.
И главное — экспериментируйте! Я говорю это очень часто, потому что на самом деле, только эксперимент даст вам самые точные и правильные ответы на ваши вопросы!
Возможно, я раскрыл эту тему несколько сумбурно, поэтому, если у вас остались какие-то вопросы, пишите их в комментариях. А также обязательно расскажите о своём опыте использования прямой и обратной полярностей!
А также обязательно расскажите о своём опыте использования прямой и обратной полярностей!
Ещё по теме:
Какие электроды лучше для инвертора
Особенности сварки тонкого металла
Тонкий металл, вертикальный шов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
www.elektrosvarka-blog.ru
Полярность при сварке предоставляет все возможности качества
Аппараты для сварки обладают блоком выпрямительных диодов. Это обеспечивает постоянную силу тока, что является непременным условием для сварочных полуавтоматов, материалом для которых служит проволока. Если для аппарата нужны электроды, то это обозначает опцию и возможность применения в процессе работы всех их марок. А полярность при сварке – основа ее качества.
Применяя полуавтомат, надо соблюсти полярность подключения. Сварка под защитой газа омедненной проволокой осуществляется при помощи тока прямой полярности. Фактически это означает:
Фактически это означает:
- на держак подается минус;
- на само изделие – плюс.
Сила тока идет на него от проволоки. Изделие нагревается по сравнению со сварочной проволокой сильнее. В результате площадь свариваемого участка увеличивается. Он нуждается в значительном нагреве с целью формирования ванны для сварки. Проволока, которая обладает меньшей площадью, быстро расплавляется. Она попадает в нужное место уже расплавленной каплей. Током, протекающим от минуса к плюсу, увлекается расплавленный материал, образуется подходящая сварочная ванна.
Работая полуавтоматом вне защитной газовой среды, необходимо применять особую флюсовую (порошковую) проволоку. В таком случае меняется полярность подсоединения «массы» и держака. На последнем – плюс, а на «массе» — минус. Температура плавления флюса приблизительно соответствует температуре плавления металла. Чтобы добиться образования качественного шва, нужно, чтоб сгорел флюс. После чего ожидаются два следующих этапа:
- Должно появиться газообразное облачко.
- В его среде будет осуществляться процесс сварки.
Сила тока направляется к плюсу от минуса, и падение капли металла оказывается более низким. Как раз это обусловит меньший прогрев металла для сварки. Ведь его охлаждение не производится защитной газовой средой. По этой причине образование сварочной ванны почти не отличается от процесса сварки в среде газа. Сварка переменным током несет с собой свои преимущества. Она не имеет расхождения с дугой относительно первоначальной оси. А на качество шва как раз воздействует отклонение дуги.
Работая с генератором на переменном токе, несложно заметить: полярность его циклически меняется. Циклам присуща частота 50 Гц. Она, поднявшись до плюсового напряжения, может упасть до нуля либо опуститься до отрицательного показателя. Напряжение изменяется от плюса к минусу и наоборот.
Сваривая цветной металл и нержавейку
При сварке цветных металлов, включая алюминий, пользуются особым вольфрамовым электродом. При этом применяют в процессе сварки прямую полярность, минус на электроде. Данный тип подключения дает шанс иметь нужную температуру в зоне нагрева. Это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом. Полярность напрямую при сварке способствует получению:
Данный тип подключения дает шанс иметь нужную температуру в зоне нагрева. Это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом. Полярность напрямую при сварке способствует получению:
- узкой электрической, более концентрированной дуги;
- более основательного проплавления металла, а также стали из нержавейки;
- более качественного шва.
Есть также у процесса и немаловажная экономическая составляющая. Применяя дорогостоящий электрод из вольфрама меньшего диаметра, можно попутно добиться снижения затрат на газ. Если же подсоединить электрод из вольфрама при сварке в обратной полярности, то есть на держателе – с плюсом, то шов окажется менее глубоким. У этого метода имеются свои преимущества. Сваривая тонкие пластины, можно не бояться прожечь насквозь материал из цветного металла и нержавейки.
Существенным недостатком становится только эффект магнитного дутья. Получающаяся дуга выходит блуждающей, а шов – не очень герметичным и привлекательным. Пользуясь переменным током, нужно применять электроды для переменки. Сварщики, мастера своего дела, применяют постоянный ток. С его помощью сварка образует однонаправленный поток электронов. Полярность обеспечивает качество сварки материала, в том числе нержавейки.
Получающаяся дуга выходит блуждающей, а шов – не очень герметичным и привлекательным. Пользуясь переменным током, нужно применять электроды для переменки. Сварщики, мастера своего дела, применяют постоянный ток. С его помощью сварка образует однонаправленный поток электронов. Полярность обеспечивает качество сварки материала, в том числе нержавейки.
Прямая полярность получается, когда с изделием соединяют «плюс» источника тока. Если соединяют электрод, то тогда налицо обратная полярность. Пользуясь сварочным инвертором, можно самому выбрать на нем полярность. Она определит для сварки направление маршрута для потока электронов. Фактически определяется подключением проводов к отрицательной и положительной клеммам. При сваривании полярность обратная означает:
- на клемме земля – минус;
- на электроде – плюс.
Ток направляется к положительному от отрицательного контакта. По данной причине электроны идут на электрод от металла. В итоге сильно нагревается конец электрода. Для традиционной сварки эффективно применяют минус на клемме, а плюс – на электроде. При сваривании полярность прямая предполагает плюс на клемме земля, минус – на электроде. Ток движется к металлу от электрода. Металл – горячий, а электрод – холодный. Такая особенность нашла применение в особых электродах, предназначенных для ускоренной сварки листов нержавейки.
Для традиционной сварки эффективно применяют минус на клемме, а плюс – на электроде. При сваривании полярность прямая предполагает плюс на клемме земля, минус – на электроде. Ток движется к металлу от электрода. Металл – горячий, а электрод – холодный. Такая особенность нашла применение в особых электродах, предназначенных для ускоренной сварки листов нержавейки.
Особая важность полярности при сварке
Ясно, что сварка на переменном токе не зависит от того, какой выбран зажим трансформатора для присоединения электрода и изделия. А вот постоянным током по давней традиции сваривают одним из двух способов. С прямой полярностью электрод, подключенный к отрицательному полюсу, становится катодом.
В анод превращается изделие, подключенное к положительному полюсу. Обратная полярность означает, что электрод после подключения к положительному полюсу является анодом. Катод в данном случае – это изделие, подключенное к отрицательному полюсу.
Материал электрода определяет характер дуги между плавящимися электродами из металла и неплавящимися электродами (вольфрамовыми либо угольными). Сварочной дуге присущ ряд как технологических, так и физических свойств. От них почти полностью зависит результат применения при сварке дуги. К свойствам физическим относят:
Сварочной дуге присущ ряд как технологических, так и физических свойств. От них почти полностью зависит результат применения при сварке дуги. К свойствам физическим относят:
- световые и электрические;
- температурные и электромагнитные;
- кинетические.
Главные технологические свойства включают три разновидности:
- Саморегулирование.
- Пространственную устойчивость.
- Мощность дуги.
Для поддержки горения дуги надо получить электрически заряженные частицы в пространстве между имеющимися электродами. Эти частицы представляют собой электроны, отрицательные и положительные ионы. Процесс их образования называют ионизацией. Газ, который содержит ионы и электроны, называют ионизированным. Дуговой промежуток ионизируется при зажигании дуги, постоянно поддерживается во время ее горения. В дуговом промежутке обычно выделяют такие области:
- катодную;
- анодную;
- область дугового разряда (столб дуги).
В анодной области имеет место существенное падение напряжения, которое вызвано скоплением возле электродов заряженных частиц (пространственных зарядов). На поверхности катода и анода происходит образование электродных пятен. Они представляют собой своеобразный фундамент столба дуги. Через них проходит путь тока к сварке. Электронные пятна отличаются яркостью свечения.
На поверхности катода и анода происходит образование электродных пятен. Они представляют собой своеобразный фундамент столба дуги. Через них проходит путь тока к сварке. Электронные пятна отличаются яркостью свечения.
Сварка имеет общую длину дуги, которая состоит из суммы длин трех областей. Общее напряжение сварочной дуги образует сумма падений напряжения в каждой из областей дуги. Зависимость напряжения от длины дуги представляет сумму падения напряжения в прианодной и прикатодной областях. Удельное падение в дуге напряжения соотносится с 1 миллиметром столба дуги. А главной характеристикой дуги при сварке считается тепловая мощность источника нагрева.
Ее эффективность определяется количеством теплоты, которое вводится в металл (не исключая нержавейки) за определенную единицу времени и расходуется на его нагрев. Тепловая мощность – часть совокупной тепловой мощности дуги, из которой небольшая доля теплоты тратится непроизводительно:
- на нагрев разбрызгивающихся капель;
- излучение;
- на теплоотвод в металле.

Отношение результативной тепловой мощности источника теплоты к полной является в процессе нагрева коэффициентом полезного действия.
Технология дуговой сварки
Популярность дуговой сварки неоспорима. Она различается по признакам:
- по виду электродов;
- по виду применяемого тока;
- по среде, где имеет место дуговой разряд.
Для ремонта кузовов авто широко применяется дуговая сварка полуавтоматом в газовой защитной среде. Для индивидуального использования самой доступной считается ручная дуговая сварка. Она осуществляется плавящимися электродами на постоянном либо переменном токах. Предоставляет отличный шанс сварить в непроизводственной обстановке большую часть разновидностей сталей, не исключая нержавейки.
Расстояние между дном кратера и поверхностью главного металла считается глубиной его проплавления или глубиной провара. Она зависит:
- от скорости перемещения дуги;
- величины тока сварки.

Если длина сварочной дуги не больше, чем диаметр стержня электрода, то дугу называют короткой или нормальной. Она способна гарантировать превосходное качество сварного шва. Дугу, имеющую большую протяженность, считают длинной. Чересчур значительное наращивание длины дуги приводит к снижению качества сварки. Влияние электромагнитного поля приводит к отклонению дуги от намеченного направления. Это явление назвали магнитным дутьем.
Электрод в ходе процесса перемещается поперек и вдоль сварного шва в направлении оси, чтобы сохранить намеченную длину дуги. Ускоренное движение электрода приводит к появлению неплотного, неровного и узкого шва. При замедлении движения появляется опасность пережога металла, в том числе нержавейки. Ширина большого шва не должна превышать 15 миллиметров, ниточного – на два-три миллиметра больше в сравнении с диаметром электрода. Сварные швы по своей форме могут быть:
- нахлесточными,
- тавровыми,
- угловыми,
- стыковыми.
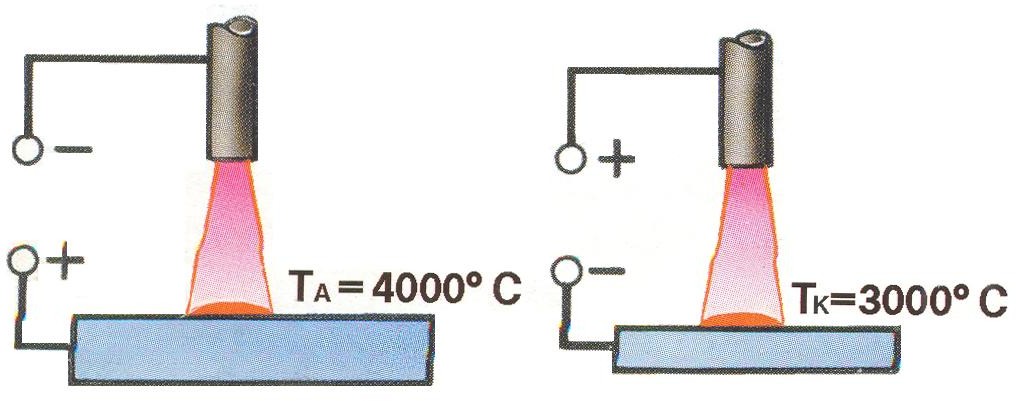
По протяженности швы делятся на прерывистые и сплошные. По пространственному положению они имеют четыре разновидности:
- Потолочные.
- Вертикальные.
- Горизонтальные.
- Нижние.
Источники питания: генератор, выпрямитель, сварочный трансформатор – при внешней характеристике представляют связь величины тока нагрузки с напряжением на выходных зажимах. Вольтамперная характеристика дуги – это зависимость между током дуги и напряжением в статическом режиме. Внешние характеристики генераторов для сварки считаются падающими.
Длина дуги определяется напряжением. Напряжение будет выше, если сварочная дуга длинней. Равное изменение длины дуги (падение напряжения) означает, что при различной внешней характеристике источника изменение тока при сварке неодинаково. Лучше характеристика – значит, длина сварочной дуги оказывает меньшее влияние на ток для сварки.
Похожие статьи
goodsvarka.ru
Полярность сварки стержнем Для E6013, E6010, E7018, E7024
Что такое сварка стержнем?
Сварка электродом ( SMAW ) представляет собой процесс сварки, в котором используется электрод с покрытием с использованием сварочного трансформатора (типа переменного тока) или сварочного аппарата постоянного тока (типа постоянного тока) или сварочного аппарата.
Сварочный аппарат или сварочные аппараты имеют две выходные клеммы как в машинах переменного, так и постоянного тока. Один конец клеммы крепится к заготовке, а другой — к держателю сварочного электрода, как показано на схеме ниже.
Что такое полярность сварочных средств?При сварке полярность сварного шва определяется направлением потока электронов. В зависимости от протекающего сварочного тока различают два типа полярности сварки:
- Постоянный ток (DC) и
- Переменный ток (AC).
При сварке постоянным током электроны движутся в одном направлении (с положительного на отрицательное) от электрода к заготовке. Это создает более стабильную сварочную дугу, которую легче контролировать, чем при сварке переменным током. Регулируя положительную или отрицательную клемму постоянного тока, можно создать следующие два типа полярности сварки:
- Электрод постоянного тока положительной (DCEP) или обратной полярности.
- Электрод постоянного тока Отрицательная (DCEN) или прямая полярность.

При сварке переменным током электроны перемещаются между электродом и заготовкой, создавая более нестабильную дугу. Этот тип сварки обычно используется для сварки алюминия и других цветных металлов.
Сварка электродом DCEP (положительный электрод) или DCEN (отрицательный электрод) или полярность переменного тока?При сварке электродом или сварке SMAW, чтобы определить, является ли сварка электродом положительным электродом (DCEP) или отрицательным электродом (DCEN) или полярностью переменного тока, нам необходимо проверить — Как мы подключаем заготовку или электрод к машине, и он определяет тип полярности при сварке палочкой .
Если мы подключаем электрод к положительной клемме, мы говорим, что это электрод постоянного тока положительной (DCEP) полярности (также называемой обратной полярностью).
Аналогично, если мы подключаем электрод к отрицательной клемме, мы говорим, что это отрицательный электрод постоянного тока (DCEN) или также называемый прямой полярностью .
При сварке с помощью сварочного аппарата трансформаторного типа не существует прямой или обратной полярности, а также полярности DCEP или DCEN, что означает отсутствие полярности при сварке электродом на переменном токе, поскольку в переменном токе ток течет в обоих направлениях.
Как поменять полярность на сварочном аппарате?Полярность при сварке электродом или SMAW или MMAW можно поменять местами, поменяв клеммы на передней стороне сварочного аппарата (сварочного аппарата).
Если требуется обратная (DCEP) полярность, подключите положительную клемму на аппарате к сварочному электроду,
и, если хотите, прямую или DCEN полярность, подключите сварочный держатель к отрицательной клемме на аппарате в соответствии с расположением, показанным на рис.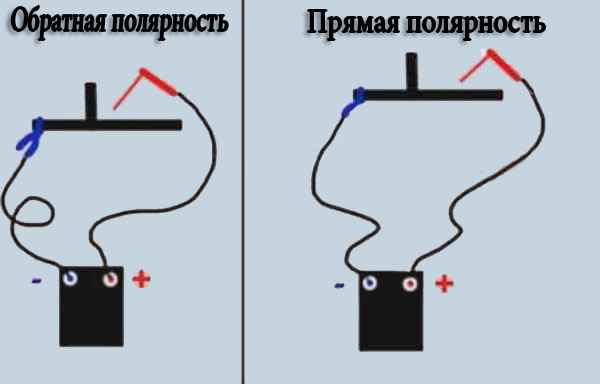 приведенная ниже диаграмма для обоих типов полярности.
приведенная ниже диаграмма для обоих типов полярности.
Новейший сварочный аппарат (сварочный аппарат) имеет переключатель смены полярности, который упрощает работу сварщика по изменению полярности для сварки.
Какую полярность следует использовать для сварки электродом?Выбор полярности сварки зависит от типа сварочного электрода, а тип покрытия электрода определяет полярность электрода при сварке электродом.
Большинство электродов для дуговой сварки или сварки SMAW или MMAW плавно работают с DCEP или полярностью постоянного тока (также называемой обратной полярностью), но это не универсально.
Некоторые электроды могут работать как с полярностью AC, DCEP, так и с DCEN полярностью , в то время как некоторые подходят только с DCEP или DCEN.
Таблица полярности электродов для стержневой сварки E6010, E6012, E6013, E7014, E7015, E7018 и E7024 показана на рисунке ниже.
Полярность сварки электродами для E6010 E6010 или E4310 или E383C21 электроды для сварки электродов предназначены только для DCEP и обратной полярности.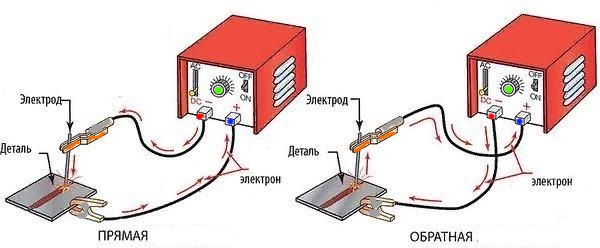
Сварка на переменном или постоянном токе приведет к нестабильной дуге и плохому качеству сварки сварных швов. Итак, выбрав правильную полярность для 9Электрод типа 0008 E6010 очень важен.
Полярность сварки стержнем для E6011E6011 или E4311 в соответствии со стандартом CSA Стандартный электрод можно использовать с полярностью переменного тока (переменный ток) или DCEP (положительный электрод постоянного тока).
Калий, присутствующий в покрытии, облегчает его использование с полярностью DCEP.
E6011 не содержит натрия, поэтому его нельзя использовать с полярностью DCEN (отрицательный электрод постоянного тока), а можно использовать только с обратным или переменным (AC) током при сварке электродом или сварке SMAW или MMAW.
Полярность электродной сварки для E6013 E6012 и E6013 или E4313 или E380RC11 используются с положительным электродом постоянного тока (DCEP) или также называются обратной полярностью.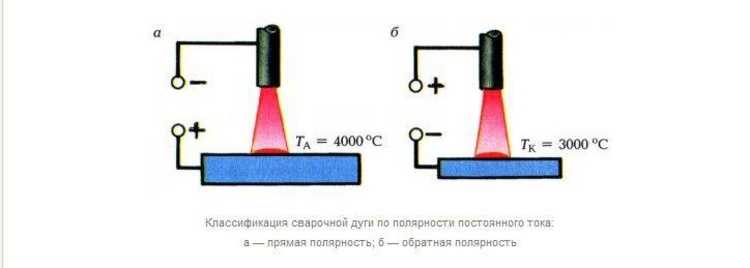 но только E6013 подходит для работы с переменным током (AC) и DCEN (прямая полярность).
но только E6013 подходит для работы с переменным током (AC) и DCEN (прямая полярность).
Характеристики постоянного тока (CC) используются при сварке электродом, чтобы сбалансировать нестабильность руки сварщика из-за ручного управления.
Эта функция аппарата поддерживает длину дуги во время сварки без значительных колебаний сварочного тока и напряжения.
Полярность сварки стержнем для E7014При сварке электродом E7014 полярность сварного шва можно изменить для получения различных результатов. Стержень E7014 можно использовать с полярностью AC, DCEP и DCEN.
Если вы хотите получить более широкий валик сварного шва с большим подводом тепла, вы можете использовать обратную полярность (DCEP). При DCEP электрод является положительным, а заготовка — отрицательным. Это дает более широкий сварной шов с меньшей проникающей способностью.
Полярность электродной сварки для E7015 При электродуговой сварке электродами E7015 используется только положительная полярность электрода постоянного тока (DCEP) или обратная полярность. Для достижения наилучших результатов важно использовать правильную полярность для используемого электрода и типа свариваемого металла.
Для достижения наилучших результатов важно использовать правильную полярность для используемого электрода и типа свариваемого металла.
При постоянном токе ток течет в одном направлении, а электрод всегда положителен. Это создает сильную дугу, подходящую для сварки высокоуглеродистой стали. При переменном токе ток чередуется вперед и назад, и электрод положителен в течение половины каждого цикла. Это может вызвать нестабильное горение дуги и привести к меньшему проплавлению сварного шва.
Полярность сварки стержнем для E7018E7018 или CSA E4918 или E42 5 Электроды B4 2 H5 можно использовать с полярностью AC и DCEP. Покрытие стержня E7018 на основе калия обеспечивает лучшие характеристики дуги при полярности AC и DCEP. Электроды
E7018 чаще всего используются на предприятиях с обратной полярностью, поскольку они обеспечивают хорошую стабильность сварочной дуги.
Полярность сварки электродом для E7024 E7024 или E4924 или E42 0 RR5 3 Электроды типа можно использовать с полярностью DCEP, DCEN и AC Они обеспечивают высокую скорость осаждения, но в основном используются в плоском положении только из-за ограничений покрытия.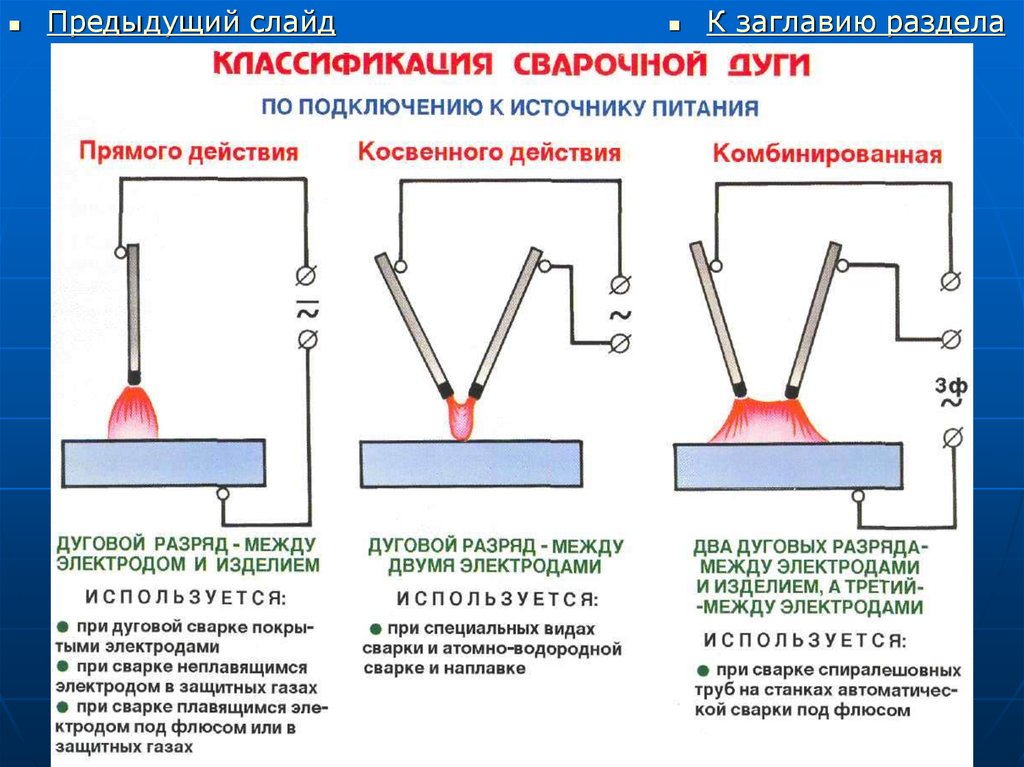
E7024 (классификация электродов) Спецификация стержня AWS A 5.1.
Заземление сварочного аппарата положительное или отрицательное?При сварке важно иметь хорошее заземление. Это гарантирует, что сварка стабильна и производит качественный сварной шов.
Это соединение создает путь для прохождения электричества от источника питания к заготовке. Земля также действует как щит, защищая сварщика от поражения электрическим током.
В сварочных аппаратах постоянного тока возможны два типа заземления:
- Положительное заземление и
- Отрицательное заземление.
Заземление сварочного аппарата обычно отрицательное при сварке электродом и сварке MIG. Земля остается положительной при сварке TIG. Это означает, что зажим на станке должен быть сначала прикреплен к заготовке, а затем к заготовке должен быть прижат металлический стержень.
Важно правильно подключить заземление к сварочному аппарату. Если вы подключите его неправильно, вы можете создать опасную ситуацию. Убедитесь, что вы подключаете заземляющий браслет к отрицательной или положительной клемме источника питания, а не к какой-либо другой части машины.
Если вы подключите его неправильно, вы можете создать опасную ситуацию. Убедитесь, что вы подключаете заземляющий браслет к отрицательной или положительной клемме источника питания, а не к какой-либо другой части машины.
При сварке полярность электрического тока, протекающего через сварной шов, влияет на способ плавления металла и внешний вид сварного шва. При сварке TIG существует два типа полярности: прямая и обратная. Какой из них вы используете, зависит от того, какой тип сварного шва вы пытаетесь сделать и какой металл вы используете.
Прямая полярность – это когда ток течет от электрода к заготовке. Это создает сильную дугу и обеспечивает хорошее проникновение в металл. Лучше всего подходит для сварки тонких металлов, таких как листовой металл или алюминий. Это наиболее часто используемая полярность сварки TIG.
При обратной полярности ток течет от заготовки к электроду. Это создает более слабую дугу и не дает хорошего проникновения в металл. Эта полярность редко используется при сварке TIG.
Эта полярность редко используется при сварке TIG.
Похожие сообщения:
- Типы сварочной проволоки MIG-TIG
- Как стать сертифицированным сварщиком?
- Спецификация электродов E7018-1 или E4918-1-h5, значение, химические и механические свойства с MTC
DCEN и DCEP в области сварки, значение, различия и применение
DCEN и DCEP при сварке — две важные полярности тока. Оба играют решающую роль во всех видах сварочных работ. Полярность означает направление тока, протекающего по цепи. В цепи DCEN ток движется от электрода к заготовке. А в схеме DCEP ток идет от заготовки к электроду. Как правило, дуговая сварка широко используется в сварочной промышленности. Это тип процесса сварки плавлением, в котором используется электрическая дуга для подачи необходимого тепла для соединения основных металлов и присадочных металлов. В этом процессе проводящая базовая пластина подключается к одному выводу источника питания, а электрод — к другому выводу. Итак, взгляните на различные аспекты DCEN и DCEP в сварке.
В этом процессе проводящая базовая пластина подключается к одному выводу источника питания, а электрод — к другому выводу. Итак, взгляните на различные аспекты DCEN и DCEP в сварке.
Основные моменты публикации:
- Что такое DCEN?
- Что означает DCEP?
- Сходства DCEP и DCEN
- Отличия DCEN и DCEP
- Почему в основном GMAW использует DCEP?
- Применение полярности DCEP в SMAW
- Влияние полярности на дуговую сварку под флюсом
- Меры безопасности для сварочных токов DCEN
Что означает DCEN?
DCEN расшифровывается как Электрод постоянного тока, отрицательный . Это с прямой полярностью , также называемая с прямой полярностью постоянного тока (DCSP). Это происходит, когда электрод подключен к отрицательной клемме питания. При дуговой сварке основной металл присоединяется к одной точке питания, а электрод подключается к другой клемме того же источника питания. И только полярность определяет поток электронов между электродом и основным металлом. При дуговой сварке источник питания обеспечивает питание как постоянного, так и переменного тока, но это зависит от выполненного соединения. А питание постоянного тока может обеспечивать как прямую, так и обратную полярность.
Это происходит, когда электрод подключен к отрицательной клемме питания. При дуговой сварке основной металл присоединяется к одной точке питания, а электрод подключается к другой клемме того же источника питания. И только полярность определяет поток электронов между электродом и основным металлом. При дуговой сварке источник питания обеспечивает питание как постоянного, так и переменного тока, но это зависит от выполненного соединения. А питание постоянного тока может обеспечивать как прямую, так и обратную полярность.
DCEP означает Положительный электрод постоянного тока или Обратная полярность постоянного тока . В этом процессе электрод подключается к положительной клемме источника питания, а основной металл к отрицательной клемме.
Сходства между DCEP и DCEN Сходства между DCEP и DCEN заключаются в следующем.
- Обе полярности являются основным источником тепла при дуговой сварке, т. е. электрической дуге.
- Сварочные аппараты могут применять обе полярности DCEP и DCEN для соединения двух или более компонентов вместе. Однако результат может немного отличаться.
- В случае питания переменным током обе полярности повторяются одна за другой в каждом цикле.
Несмотря на сходство, различия и особенности обеих полярностей DCEN и DCEP заключаются в следующем.
| DCEN (DCSP) | DCEP (DCRP) |
| Также называется прямой полярностью постоянного тока | Также постоянный ток обратной полярности |
Электрод соединяется с отрицательной клеммой источника питания, а основные металлы — с положительной клеммой.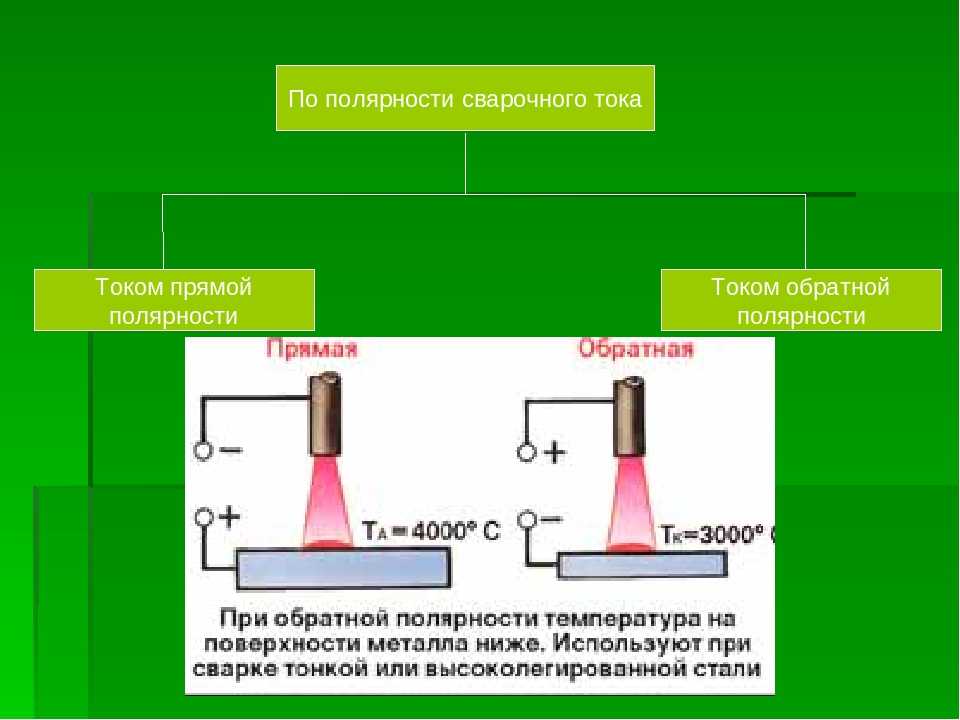 | Неблагородные металлы соединяются с отрицательной клеммой источника питания, а электрод — с положительной клеммой |
| 2/3 всего тепла дуги генерируется вблизи пластины основания и остается на конце электрода | 2/3 всего тепла дуги выделяется на кончике электрода и у опорной плиты |
| Электроны высвобождаются из кончика электрода и ударяются о поверхность основного металла | Электроны отрываются от поверхности основного металла и ударяются о кончик электрода |
| Скорость осаждения присадочного металла довольно низкая по сравнению с плавящимися электродами | Скорость напыления присадочного металла высока из-за того, что большая часть тепла дуги выделяется на наконечнике |
| Прямая полярность легко обеспечивает надлежащее плавление основного металла | Возможно неполное сплавление из-за меньшего выделения тепла вблизи основного металла |
| Риск дефектов включения высок, если поверхности опорной плиты не очищены | Редкие шансы дефектов включения из-за хорошей очистки дуги |
| Плохая очистка дугой от оксидов | Дуга обеспечивает хорошую очистку от оксидов |
| Вероятность высокого искажения и более широкого ЗТВ | Вероятность деформации и ЗТВ меньше |
| Подходит для металлов с высокой температурой плавления, таких как титан и нержавеющая сталь | Подходит для металлов с низкой температурой плавления, таких как алюминий и медь |
| Обычно не подходит для сварки тонких листов | С DCRP можно сваривать тонкие листы.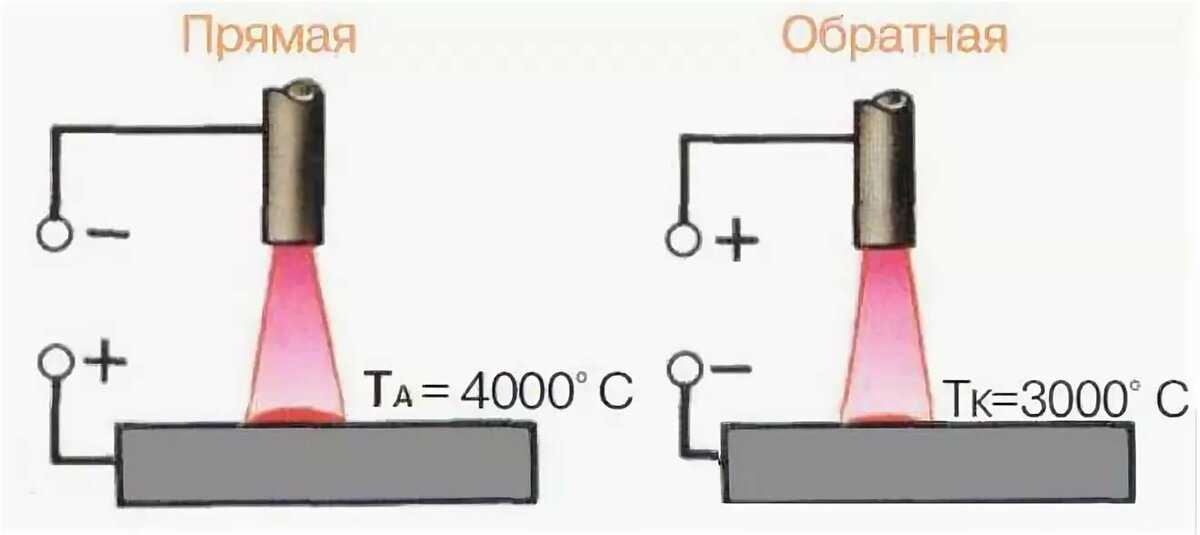 |
Полярность DECP широко используется в газовой дуговой сварке. Основная причина заключается в том, что он обеспечивает низкое разбрызгивание, стабильную дугу, хороший сварной шов, плавный перенос металла и глубокое проплавление сварочных токов. Для получения хороших результатов на оцинкованных листах сварщики могут использовать некоторые специальные проволоки с химическим составом в полярности DECP, что дает отличные результаты.
Применение полярности DCEP в SMAWDCEP или AC используется в большинстве покрытых электродов. В SMAW флюсы с покрытием для покрытых электродов делают процесс сварки наиболее универсальным с точки зрения полярности. Некоторые электроды хорошо работают с DCEP или AC и DCEN.
Покрытые электроды :
- E6013 (RB-26)
- Э6019 (Б-17)
- Э7024 (ЗЕРОД-43Ф)
С другой стороны, электроды с высоким содержанием целлюлозы при сварке труб используются с полярностью DCEN. Они следующие:
Они следующие:
- E6010 (KOBE-6010)
- Э7010-П1 (КОБЕ-7010С)
- Э8010-П1 (КОБЕ-8010С)
Электроды Cr-Mo с низким содержанием углерода используются только с DCEP-
- E7015-B2L (CMB-95)
- Э8015-Б3Л (СМВ-105)
Полярность напрямую влияет на качество сварки. Сварщики должны сначала решить, какой ток им нужен, прежде чем зажигать электрод. В процессе SAW комбинация проволоки и флюса определяет выбор используемой полярности. В процессе сварки с использованием DCEP расход флюса выше, чем при использовании переменного тока, в зависимости от типа флюса. Полярность DCEN, DCEP и переменного тока может повлиять на механические свойства сварки. Поэтому сочетание флюса и проволоки имеет решающее значение. Сварщики должны использовать полярность там, где требуется высокое качество металла.
Меры безопасности для сварочных токов DCEN Сварочный аппарат является очень мощным электрическим оборудованием. Незначительное невежество и ошибка могут стоить жизни. Поэтому все, кто имеет дело со сварочными аппаратами, должны соблюдать необходимые меры предосторожности. Следующие советы по безопасности предназначены для сварщиков при работе со сварочной системой DCEN.
Незначительное невежество и ошибка могут стоить жизни. Поэтому все, кто имеет дело со сварочными аппаратами, должны соблюдать необходимые меры предосторожности. Следующие советы по безопасности предназначены для сварщиков при работе со сварочной системой DCEN.
1. Носите средства индивидуальной защиты , такие как перчатки, каски и одежду. Они ограничат попадание возможных вредных лучей на кожу и глаза. Утепленные перчатки спасут руки от поражения электрическим током.
2. Держите рабочую зону сухой и организованной во избежание любого риска поражения электрическим током. Рабочие зоны не должны быть массивными. Держите при себе только необходимое и нужное снаряжение.
3. Проверьте отрицательную и положительную клеммы и убедитесь, что горелка присоединена к отрицательной клемме, а заготовка — к положительной клемме. В отличие от этого, будут грязные шарики, отсутствие контроля и чрезмерное сжигание электрода.
4. Надежно закрепите зажим заготовки и убедитесь, что полная электрическая цепь проходит через металл и обратно к машине. Потому что ослабленный зажим нарушит путь и вызовет удары.
Заключение
Таким образом, информация по ДКЭН и ДКЭП в сварке обеспечивает глубокое понимание студентами, сварщиками и другими специалистами. Обе полярности играют решающую роль в любом процессе сварки и производстве необходимых сварных швов.
Родственный: Другие типы сварки
Что такое прямая полярность при сварке?
Что такое прямая полярность при сварке? Обычно прямая полярность при сварке возникает, когда электрод становится отрицательным, а опорная пластина — положительной, в результате чего электроны перетекают от кончика электрода к опорной пластине.
Содержание
Типы полярности
При сварке известны три типа полярности: 1) постоянный ток прямой полярности, 2) постоянный ток обратной полярности и 3) переменная полярность тока.
Прямая полярность постоянного тока в основном возникает, когда электрод подключен к отрицательной клемме, а пластины сделаны положительными. Это приводит к тому, что электроны текут от кончика электрода к пластинам основания.
С другой стороны, при обратной полярности постоянного тока электроды подключаются к положительному, а пластины к отрицательному, что противоположно прямой полярности постоянного тока. Здесь также электроны текут в противоположном направлении, то есть от базовых пластин к электроду.
Если источником питания генерируется переменный ток, то в каждом цикле прямая и обратная полярность будут сменять друг друга.
Электрод постоянного тока с отрицательной полярностью (DCEN)
Когда электрод подключен к отрицательной клемме, а базовая пластина к положительной клемме, это называется электродом постоянного тока с отрицательной или прямой полярностью. Здесь электроны перетекают от электронов к опорным пластинам, что вызывает концентрацию тепла на опорной пластине, а не на электроде. Прямая противоположность тому, что произошло в полярности DCEP.
Прямая противоположность тому, что произошло в полярности DCEP.
В результате скорость наплавки на электроде снижается, что обеспечивает более стабильный и гладкий шов. Если опорная плита не очищена сварщиком должным образом, дефекты включения также могут быть обнаружены в DCEN.
В отличие от DCEP, где проплавление уменьшается, DCEN обеспечивает надлежащее проникновение благодаря наличию достаточного расплава основных металлов. Это также снижает возможность включения вольфрама и уменьшает армирование.
Однако здесь нет действий по очистке от окислов и могут всплыть дефекты включения. Существует также риск образования высокого остаточного напряжения, а также высокого уровня деформации. Низкая производительность из-за снижения скорости осаждения, которое может произойти в результате более широких зон воздействия тепла.
Положительная полярность электрода постоянного тока (DCEP)
DCEP, также известная как обратная полярность, возникает, когда базовая пластина подключена к отрицательной клемме, а электрод — к положительной. Когда это происходит, электрический ток движется от опорной пластины к электроду.
Когда это происходит, электрический ток движется от опорной пластины к электроду.
В электроде наблюдается концентрация тепла. Электроны, вылетающие из базовой пластины, ускоряются в результате разности потенциалов и ударяются об электрод с высокой скоростью. Это приводит к концентрации тепла на кончике электрода.
Из-за высокой концентрации тепла на кончике электрода электрод быстро плавится, и увеличивается скорость осаждения, что приводит к низкому проникновению и плавлению в базовой пластине. Ток DCEP идеален при использовании базовых пластин с частицами пыли, грязи или дефектами на поверхности металла. Это называется действием по очистке от оксидов.
Могут быть проблемы с высоким уровнем усиления, если скорость не регулируется должным образом. DCEP также имеет гораздо более короткий срок службы нерасходуемых электродов.
Как выбрать правильную полярность?
Для выбора правильной полярности требуется определенный уровень точности и тщательный учет различных факторов. Одним из них является выбор основного металла. Лучше всего использовать алюминий или магний в качестве основного металла, так как они лучше работают с DCEP, потому что они могут разрушить оксидный слой, который находится на поверхности пластины.
Одним из них является выбор основного металла. Лучше всего использовать алюминий или магний в качестве основного металла, так как они лучше работают с DCEP, потому что они могут разрушить оксидный слой, который находится на поверхности пластины.
Алюминий и магний также имеют низкую температуру плавления, это означает, что вам не потребуется сильное тепловыделение вблизи базовой пластины.
Если вы решите использовать титан или нержавеющую сталь, в этом случае лучше подойдет переменный ток, поскольку использование DCEN только увеличит ЗТВ.
Другим фактором, который следует учитывать, является электронная эмиссия обрабатываемого материала, а также напряжение. Использование DCEP с рабочим материалом, который требует высокого напряжения или имеет низкую эмиссию электронов, приведет к нестабильной дуге.
Для более тонких базовых пластин будет лучше работать DCEP, а для более толстых базовых пластин полярность тока DCEN будет правильной, также убедитесь, что вы прошли подготовку краев здесь.
Как полярность влияет на качество дуговой сварки?
Для создания сварных материалов хорошего качества важным фактором является полярность. Полярность вашего сварного шва зависит от ваших наполнителей, таких как выбор основных металлов и тип электрода.
Некоторые переменные, на которые влияет полярность сварного шва, включают:
- Очистка от оксида – При использовании пластин с дефектами или небольшим количеством грязи на поверхности лучше использовать постоянный ток. Действие по очистке от оксидов поможет снизить риск дефектов включения.
- Армирование — За счет увеличения переноса металла в шарики ширина сварного шва также увеличивается из-за полярности DCEP.
- Скорость напыления — Чтобы увеличить нанесение наполнителя, убедитесь, что расходуемые электроды используются с полярностью DCEP.
- Проплавление сварного шва — Полярность DCEN в равной степени увеличивает проплавление сварного шва.

Для чего используется полярность в 7018?
По коду легко определить, какой сварочный пруток подходит для электрода.
Например, из 7018 первые две цифры обозначают PSI, которому может противостоять сварной шов. Умножьте первые две цифры на 1000, чтобы получить давление на квадратный дюйм. Это 70 на 1000, что дает вам 70 000 фунтов.
Третья цифра, в данном случае 1, помогает определить положение, в котором можно использовать удочку.
1 – стенды для всех положений, 2 – стенды для плоского или горизонтального положения, 3 – над головой или вертикально вверх или вниз, 8 – показывает, что это порошок калия и железа с низким содержанием водорода и подходит для работы с DCEP, DCEN и AC .
Какой усилитель нужен для сварки стержнями 7018?
Не существует определенной силы тока, идеально подходящей для сварки стержня из стали 7018. Правило состоит в том, чтобы определить применяемую силу тока по диаметру стержня.
Диаметр можно определить по толщине свариваемой металлической пластины. Для каждых 7018 стержней с электродом диаметром 1⁄32 дюйма используйте ток 30 ампер. Это означает, что если диаметр составляет 2/32 дюйма, вы должны использовать ток 90 ампер.
Для каждых 7018 стержней с электродом диаметром 1⁄32 дюйма используйте ток 30 ампер. Это означает, что если диаметр составляет 2/32 дюйма, вы должны использовать ток 90 ампер.
Является ли стержень 7018 DCEN или DCEP?
Поскольку 7018 содержит порошок с низким содержанием водорода, им легко управлять, и он обеспечивает гладкий сварной шов. Целесообразно использовать ток DCEP на электроде 7018.
Его можно использовать для сварки как переменным, так и постоянным током, а его электрод дает высококачественные рентгеновские сварные швы благодаря порошку железа с низким содержанием водорода. Электроды 7018 не требуют предварительного нагрева, что делает их идеальными для сварки углеродистой стали среднего качества.
Почему ток DCEP используется для GMAW?
Существует множество причин, по которым ток DCEP используется для GWAM. Во-первых, использование тока DCEP обеспечивает сильную и устойчивую дугу, малое разбрызгивание, глубокое проплавление, плавный перенос металла и привлекательный валик сварного шва.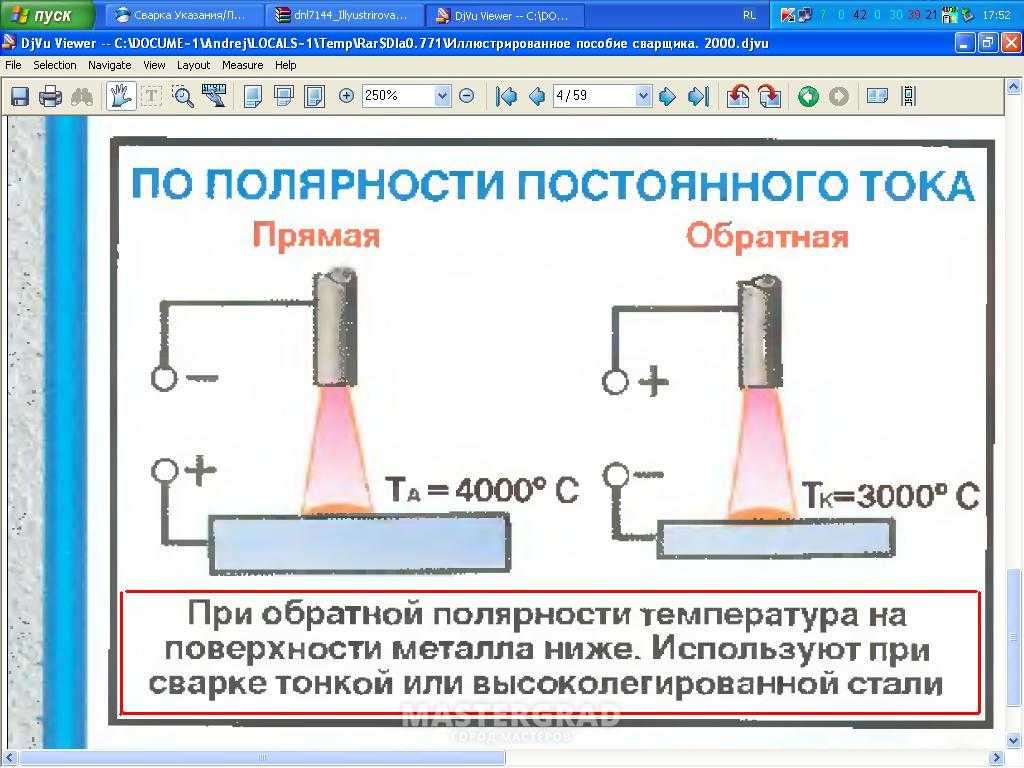
В отличие от применения DCEN на GMAW, это приводит к образованию больших капель расплава, а также к большому разбрызгиванию зерен. Хотя этот результат можно контролировать, используя проволоку, содержащую специальные химические составы для сварки DCEN.
Какая полярность нужна для сварки алюминия?
Сварка алюминия идеально подходит для использования электрода постоянного тока положительной обратной полярности (DCEP). Также важно отметить, что флюс алюминиевого стержня склонен к разбрызгиванию при сварке, а когда он начинает остывать, он создает «грязеподобный» вид. Кроме того, довольно сложно уложить достаточное количество бусинок.
Когда следует использовать настройку переменного тока на сварочном аппарате?
Как правило, сварщики предпочитают использовать настройку полярности переменного тока при работе с намагниченными металлами. AC наполовину положительный и наполовину отрицательный. Характеристики сварки находятся в центре положительной и отрицательной полярности постоянного тока.