Заточка твердосплавных дисковых пил: методы, инструменты
Содержание
- Признаки необходимости заточки
- Виды зубьев
- Виды углов заточки
- Основные методы заточки
- Ручной способ
- Использование станков
Острые отрезные диски режут дерево быстро, ровно, без сколов по краям. Когда зубья тупятся, древесина рвется и подгорает. Чтобы цикулярка работала быстро и долго, нужно регулярно проводить заточку твердосплавных дисковых пил. Это можно сделать на специальном оборудовании или используя болгарку.
Чем тверже древесина, тем быстрее стирается режущая кромка. Если вовремя на заточить пильный диск, зубья сломаются, износ твердосплавных пластин будет большой, сократится срок службы дисковой пилы. От больших нагрузок при работе тупым инструментом перегревается и может сгореть циркулярка.
Заточка твердосплавных дисковых пилПризнаки необходимости заточки
Зуб на дисковой пиле стирается быстрее на плотной или сырой древесине. Рабочая кромка испытывает большее сопротивление и трение. Заточку пильных дисков следует производить при появлении первых признаков затупления:
Рабочая кромка испытывает большее сопротивление и трение. Заточку пильных дисков следует производить при появлении первых признаков затупления:
- необходимо прилагать больше усилия для того чтобы резать дерево;
- в месте реза появляются темные пятна;
- чувствуется запах горелого дерева;
- разрезаемая деталь движется неравномерно, рывками;
- двигатель сильнее гудит;
- кожух электродвигателя греется;
- кромка зуба стала закругленной, искривленной.
Если на эти признаки не обращать внимание, то последует поломка зубьев и дым со сгоревшего привода. Плоскость реза на деревянных деталях будет неровной, рваной. Тупой зуб не режет, а рвет волокна древесины, продавливает в ней канавки.
Виды зубьев
Зубья делятся в зависимости от формы режущей кромки и направления ее уклона. Для мягкой древесины подойдет прямой зуб. Он режет основной кромкой, расположенной перпендикулярно линии реза. При создании паза в детали получается выборка с ровным дном.
Наклонное лезвие постепенно врезается в древесину, увеличивая нагрузку. Рабочий край может располагаться с наклоном вправо и лево. Наибольшую производительность имеют диски с попеременноскошенными зубьями.
Для плотных пород используют трапециевидные заточки, когда 3 основные режущие кромки образуют трапецию.
Каждый тип зуба имеет свое обозначение. В таблице собраны основные виды заточек режущих пластин на дисковых пилах.
Условное обозначение | Название типа зуба | Количество режущих кромок | Форма режущей кромки |
| GM | С прямым зубом | 1 | Прямая, перпендикулярная оси |
GK | Попеременноскошенными | 1 | Наклонная под углом 40⁰ |
| GS | Попеременноскошенными | 1 | Наклонная под углом 10⁰ |
GA | С трапециевидными и прямыми | 1 и 3 | Чередование прямых и скошенных зубьев |
| GT | Трапецевидные | 3 | Трапеция |
GR | Конический зуб | 3 | Усеченный конус |
Кроме основных режущих кромок имеются вспомогательные: задняя и боковые.![]() Они формируют рез, удаляют неровности, оставшиеся после лезвия.
Они формируют рез, удаляют неровности, оставшиеся после лезвия.
Виды углов заточки
Для качественной работы циркулярки, следует выдержать несколько углов заточки дисковой пилы с твердосплавными напайками, их размер регулируется ГОСТ 9769-79. Передний угол определяет остроту режущей кромки. Он выполняется в 10 – 15⁰, в зависимости от твердости обрабатываемого материала. Задний угол стандартный — 12⁰ в односторонних пильных дисках с прямым зубом.
Углы скоса относительно передней и задней плоскости обеспечиваются при изготовлении дисков. Передняя кромка боковых сторон восстанавливается во время заточки. Задняя не участвует в формировании реза, только способствует отводу стружки. Она практически не стирается.
Угол заточки твердосплавных дисковых пилВ отдельную группу выделяются двухсторонние дисковые пилы. Диски полностью изготавливаются из инструментальных сталей с цельным зубом. Передний и задний угол наклона одинаковый или отличается в пределах 10⁰. При ухудшении качества реза диск модно развернуть другой стороной.
Применяются двухсторонние мелкозубые пилы на домашних циркулярках с малой загруженностью. Рез производится отрицательным углом, зубья быстро тупятся. Их положительное качество — относительно невысокая стоимость.
 Применяются двухсторонние мелкозубые пилы на домашних циркулярках с малой загруженностью. Рез производится отрицательным углом, зубья быстро тупятся. Их положительное качество — относительно невысокая стоимость.
Применяются двухсторонние мелкозубые пилы на домашних циркулярках с малой загруженностью. Рез производится отрицательным углом, зубья быстро тупятся. Их положительное качество — относительно невысокая стоимость.Основные методы заточки
Заточку циркуляционной пилы производят мелкозернистым абразивным кругом, по плоскостям, образующим основной рабочий режущий угол методами:
- по передней плоскости;
- затыловка;
- по обеим плоскостям.
В случае комбинированного варианта восстановления кромки, первым затачивают передний угол. В этом случае диск может в процессе работы перезатачиваться 25 – 30 раз.
Снятие тонкого слоя с тыльной стороны зуба приводит к более быстрому уменьшению диаметра диска и износа пилы.
В домашних условиях можно делать заточку дисковой пилы своими руками. Достаточно использовать оселок, чтобы поправить инструмент с победитовыми напайками. В случае большого объема работы, делается приспособление из болгарки или фрезера.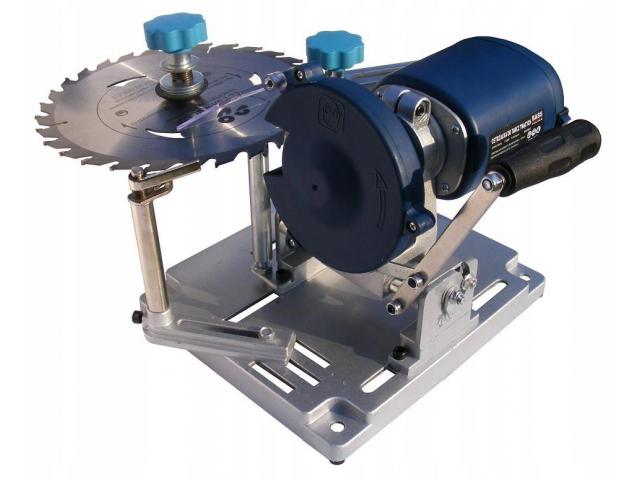
Заточка дисковых пил с твердосплавными вставками требует большего усилия и проводится на специальных станках и устройством с абразивным кругом.
Ручной способ
Ручной способ заточки на плоском шлифовальном круге.
- Закрепить неподвижно болгарку с кругом.
- Сделать опору под диск. Ее плоскость должна быть на одном уровне с осью заточного круга.
- Подвести сторону зуба до соприкосновения его по всей площади затачиваемой плоскости.
- Установить на столе-опоре 2 фиксатора справа и слева. Они помогут выставлять затачиваемую плоскость быстро, без подгонки каждого зуба.
- Упереть впадину в левый фиксатор и проворачивать до упора в правый после каждого поворота диска на один шаг.
Снимать надо с режущей пластины за одну заточку 0,12–0,15 мм.
Чтобы затачивать дисковую пилу по тыльной плоскости, ее следует развернуть и изменить положение фиксаторов.
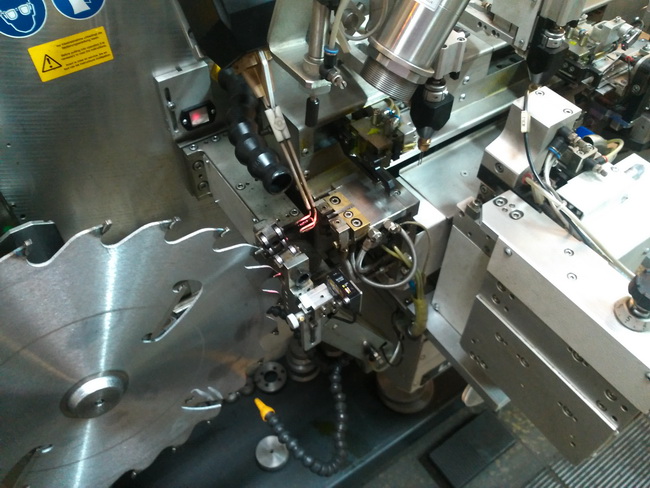
Болгарка для заточки дисковой пилыИспользование станков
При массовом производстве необходимо регулярно затачивать диски для циркуляционной пилы. Для этого в цехе имеются специальные станки с кругами. На каждом из них приспособление, выставляющее зуб относительно круга под нужным углом и позволяющее инструменту перемещаться поступательно.
Для этого в цехе имеются специальные станки с кругами. На каждом из них приспособление, выставляющее зуб относительно круга под нужным углом и позволяющее инструменту перемещаться поступательно.
В специальном автоматически работающем оборудовании диск совершает только вращательное движение на размер заданного шага. Вращающийся абразивный круг подъезжает после каждого поворота и шлифует очередную плоскость.
Заточка дисковых пил
Конструкция дисковой пилы с зубьями твердосплавного типа состоит из диска-полотна, в производстве которого обычно исопльзуется сталь 9ХФ, 65Г, 50ХФА и пр., и твердосплавных пластин, которые являются резцами. Продукт отечественного производства для пластин использует сплавы вольфрама и кобальтова марки ВК (ВК6, ВК15 и что важно цифра это показатель % содержание кобальта, отсюда показаетли твердости у ВК6 — 88,5 HRA, у ВК15 — 86 HRA). Зарубежные компании используют свои сплавы. На свойства сплава влияет не только его хим. состав, но и размеры зерна. Поэтому зерно меньшего размера обеспечивает повышенную твердость и прочность сплава.
Зарубежные компании используют свои сплавы. На свойства сплава влияет не только его хим. состав, но и размеры зерна. Поэтому зерно меньшего размера обеспечивает повышенную твердость и прочность сплава.
В процессе производства пластины закреплются на диске при помощи высокотемпературной пайкой. Припои на серебре (ПСр-40, ПСр-45) применяются в процессе пайки, но можно встретить и менее качесвтенный вариант из медно-цинкового припоя (Л-63, МНМЦ-68-4-2).
Форма твердосплавных зубьев
Зуб состоит из 4-х плоскостей — передняя , задняя и еещ две в качестве дополнительных боковых. Перексечение всех вышеуказанных сторон создает режущие кромки — основную и две дополнительные. Основные моменты по поводу граней и кромок зубьев рассматриваются в ГОСТ 9769-79 (чуть ниже статьи есть ссылка на его закачку).
Существующие формы зубьев:
- Прямой зуб применяется там где качество не играет особой роли, но требуется выполнить работы быстро.
- Косой зуб чередует угол накола задней плоскости в лево и в право, поэтому их называют попеременноскошенными. Такой тип наиболее популярен и распространен. Величина угла заточки влияет на то с ками материалом Вы будете работать: попеременноскошенные применяются для широког оспектра метериалов (дерево, ДСП, пластмасс и т.д.) — как в продольном, так и поперечном направлении. Больший угол наклона у заднего основания применяется для подрезки плит с двухсторонним ламинированием, что устраняет вероятность скола в процессе работы, но делает зуб более хрупким. Помимо этого зубья могут иметь наклон и передней плоскости тоже.
- Трапециевидный — это тип зубьев с повышенной устойчивостью к затуплению. Обычно он чередуется с прямым зубом и выстыпает слегка дальше. Такой зуб применяется для чернового распила, а следующий за ним прямой для чистового.
- Конический зуб у пилы применяется когда требуется, вспомогательные чистовые работы. У такой пилы основная грань зуба плоской формы, но встречаются и вонутый вариант.


Углы заточки зубьев
Из вышесказанног оследует, что имеют четыре угла: передний, задний, угол скоса первых двух и угол заострения (задается передним и задним углами = 90°-передний-задний).
В зависмости от назначения пилы определяется угол заточки (какой материал, направление резания). Продольные пилы имеют достаточно большой угол в 15°-25°. Поперечные 5-10°. Универслаьный вариант равен среднему значению обоих в 15°. Также с повышением твердости распиливаемого материала, уменьшаются передние и задние углы т.е. меньше заострение.
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Основные принципы заточки
Следует учитывать, что основнй износ у зубьев идет на верхнюю режущую кромку. Среди граней быстрее всего выходит из строя боковые.
Сильное затупление пилы сильно сказывается на производительности и к томуже процесс заточки такой пилы отнимет больше времени, в отличии от нормального затупления. Округление режущей кромеки не должно быть больше 0,1-0,2 мм. Внешний вид зубьев и качество пропила лучше всего скажут о степени затупления.
Округление режущей кромеки не должно быть больше 0,1-0,2 мм. Внешний вид зубьев и качество пропила лучше всего скажут о степени затупления.
Качественная заточка — это совокупность остроты режущего элемента и обеспечение масимально возможного количества заточек (25-30 оптимлаьный показатель). Поэтому для достижение наилучшего эффекта зуб следует затачивать по передней основной плоскости и задней. Конечно же можно точить только переднее основание, но тогда снизится количество заточек раза так в два. Поэтому после следует обработать заднюю плоскость зуба (снимаем металл примерно 0,05-0,15 мм).
Перед началом работ убедитесь в том что пила свободна от загрязнений, а также узнайте чему равны углы заточки (иногда они написаны на самом диске).
Что необходимо для заточки пильных дисков?
Для заточки бытсрорежущей стали используются эльборовые круги (CBN), а для работы с резцов из твердых сплавов алмазные круги (PCD) и круги из зеленого карбида кремния. При этом в процессе применения абразивных кругов рекомендуется использовать охлаждение.
При этом в процессе применения абразивных кругов рекомендуется использовать охлаждение.
Использование чистой воды без примесей со временем приведет Ваш станок в негодность из-за ржавчины. Для того что бы избежать этого применяются добавки мыла, соды и различных электролитлв (нитрит натрия, кальцинированная сода, углекислый натрий, тринатрийфосфат, силикат натрия и др.) к воде для создания защитнйо пленки. Для стандартной шлифовки применимы мыльные и содовые смеси, а для чистового варианта — эмульсиии с низкой концентрацией.
Заточка в домашних условиях не так требовательна к охлаждения. Хотя в большинстве случаев им даже не пользуются.
Для того чтобы уменьшить износ и получить чистое основание обрабатываемого зуба, используется абразивные круги повышенной зернистости.
Основание зуба должно быть гладким т.к. при наличии зазубрин в процессе работы они будут крошиться и пила очень быстро снова станет тупой. Для того чтобы этого не случилось рекомендуется придерживаться скорости круга от 10 до 18 м/с. Соотвественно чем более хрупкий сплав Вы затчиваете, тем меньше должна быть скорость. Жесткие режимы при заточке твердых спавов приводят к появлению трещин и напряжений (помимо этого сам круг подвергается интенсивному износу).
Для того чтобы этого не случилось рекомендуется придерживаться скорости круга от 10 до 18 м/с. Соотвественно чем более хрупкий сплав Вы затчиваете, тем меньше должна быть скорость. Жесткие режимы при заточке твердых спавов приводят к появлению трещин и напряжений (помимо этого сам круг подвергается интенсивному износу).
Процесс заточки пильных дисков
Заточка зубьев из твердых сплавов
- Установите пилу на оправку и зафиксируйте при помощи втулки и гайки, далее следует выставить ее строго горизонтально примення механизм станка (3)( это обеспечивает угол скоса переднего основания в 0°). При отсуствии у станка угловой шкалы используйте обычный угломер(не забудьте установить горизонтальность станка).
- Винта (4) при вращении меняет горизонтальное положение круга с оправкой, что необходимо для создания нужного переднего угла заточки.
- Запускайте станок и начинайте заточку передней плоскости, посредством движения наза и вперед, одновременно прижимая суб к кругу. Закончив заточку переходите к следующему зубу и так до момента пока маркер не сделает полный круг.
- Основное отличие при заточке скошенного зуба — это установка пилы под углом, который подходит под угол скоса.
- При помощи маятникового угломера проставляется наклон пилы (вначале положительный, на примере был взят +8°).
- Далее идет заточка зубьев, а точнее каждого второго.
- По окнчанию угол наклона полотна пилы становится с +8° на -8°.
- А затем опять подвергается заточке каждый второй зуб.
- Работа с задним основанием зубьев требует установку диска, которое даст положение при котором заднее основание зуба присутствует в одной плоскости с рабочим основанием круга.
 Закончив заточку переходите к следующему зубу и так до момента пока маркер не сделает полный круг.
Закончив заточку переходите к следующему зубу и так до момента пока маркер не сделает полный круг.Что делать если станка нет?
Элементарным устройством для ручной заточки пилы будет подставка, позволяющая устанавливать одинаковый уровень между своей осью и осью круга для заточки. Зубья диска, лежащего на ней, будут перпендикулярны задней и передней поверхностью к полотну пилы. Добавление подвижности позволит регулировать угол.
Зубья диска, лежащего на ней, будут перпендикулярны задней и передней поверхностью к полотну пилы. Добавление подвижности позволит регулировать угол.
Основные моменты контроля качества
Обработанные зубы должны быть без трещин, каких-либо сколов и прочих образований от шлифовального круга. 0,015 мм — это радиус скругления рабочей кромки. Внешне это определяется по отсутствию бликов на режущей кромке. ГОСТ 9769-79 отвечает за основные характеристики заточки.
Возможные несовпадения углов заточки не должно быть выше данных показателей:
- передний угол — ±1°30′;
- задний и угол скоса передней и задней плоскостей — ±2°;
Заточка дисковых пил своими руками: углы, способы, видео, фото
Подготовка
Перед началом работ необходимо обесточить инструмент, деталь которого утратила прежние характеристики. Диск плотно фиксируется при помощи специальных брусков, которые размещаются по обеим его сторонам. Для всех зубьев ставятся отметки на полотне, при этом в процессе прикладываются равные усилия и идентичное количество движений инструмента. Так можно произвести качественную, равномерную обработку диска.
Для всех зубьев ставятся отметки на полотне, при этом в процессе прикладываются равные усилия и идентичное количество движений инструмента. Так можно произвести качественную, равномерную обработку диска.
Деталь устанавливается обратно после достижения необходимого вида и проверки углов заточки. Далее необходимо сделать пробный распил на станке и удостовериться в качестве проведенных работ
Важно, чтобы все зубья размещались на одной плоскости, в ином случае перемещение бруска будет неравномерным, а работа станка будет сопровождаться характерным шумом. Также это возможно в случае если некоторые зубья требуют корректировки
Если заточка пильных дисков выполняется самостоятельно, стоит помнить про развод кромок, при котором все зубья постепенно отгибаются в различные стороны, но расстояние между ними остается одинаковым. Эти действия можно выполнить при помощи специального инструмента под названием разводка, он обеспечивает равномерный отгиб в средней части всех элементов. После проведения такой процедуры пила приобретет более свободный ход, а ширина пропила станет больше.
После проведения такой процедуры пила приобретет более свободный ход, а ширина пропила станет больше.
С учетом того, что пропил производится не самим диском, а его кромками, которые постепенно снимают слои древесины, становится ясно, что с увеличением развода зубцов снижается вероятность заклинивания, а пропил приобретает большую ширину. Стоит отметить, что в этом случае для работы инструмента приходится прикладывать больше усилий. При отсутствии специальных приспособлений многие пользуются разводным ключом для разведения зубьев, но такая методика имеет множество ограничений и подходит не для всех пил.
На вид разводки в первую очередь влияет порода древесины, которая впоследствии будет обрабатываться. К примеру, для получения ровного распила без каких-либо недочетов и выступов на мягкой породе требуется большая разводка. Желательно, чтобы зубья отклонялись в выбранную сторону на 5-10 мм. Заточка пильных дисков по дереву производится только после осуществления разводки, иначе зубья окажутся непригодными для использования из-за возникшей деформации.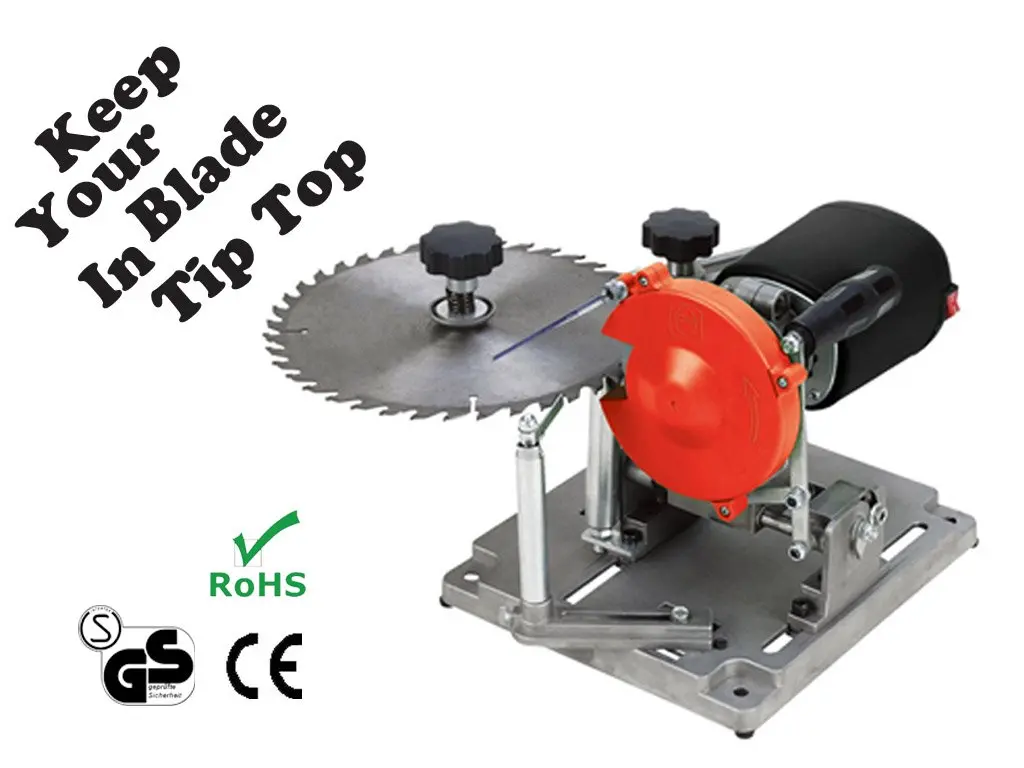
Как определить угол заточки дисковой пилы
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79.
Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.На твердом листе картона нарисовать точные контуры.С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Дополнительно рекомендуется сравнить полученные данные с эталонными.
В пилах для продольного формирования среза передний угол обычно равен 15°-25°. Для поперечных моделей этот показатель колеблется от 5° до 10°. В универсальных моделях передний угол составляет 15°.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
Заточка зубьев ножовки для поперечного пиления
Чтобы вернуть остроту инструментам для поперечного пиления, эффективнее пользоваться трехгранным напильником с личной насечкой и углом 60 °. После зажатия тупой ножовки в разводке, приступают к обработке левой грани на первом резце. Фиксировать полотно рекомендуется под наклоном 45-50 ° относительно рабочей плоскости. Установку напильника выполняют параллельно поверхности рабочего стола под наклоном в 60-75 °.
Восстановительную манипуляцию тупых резцов производят в несколько заходов. Первым делом следует наточить левые грани нечетных резцов, а затем правые грани.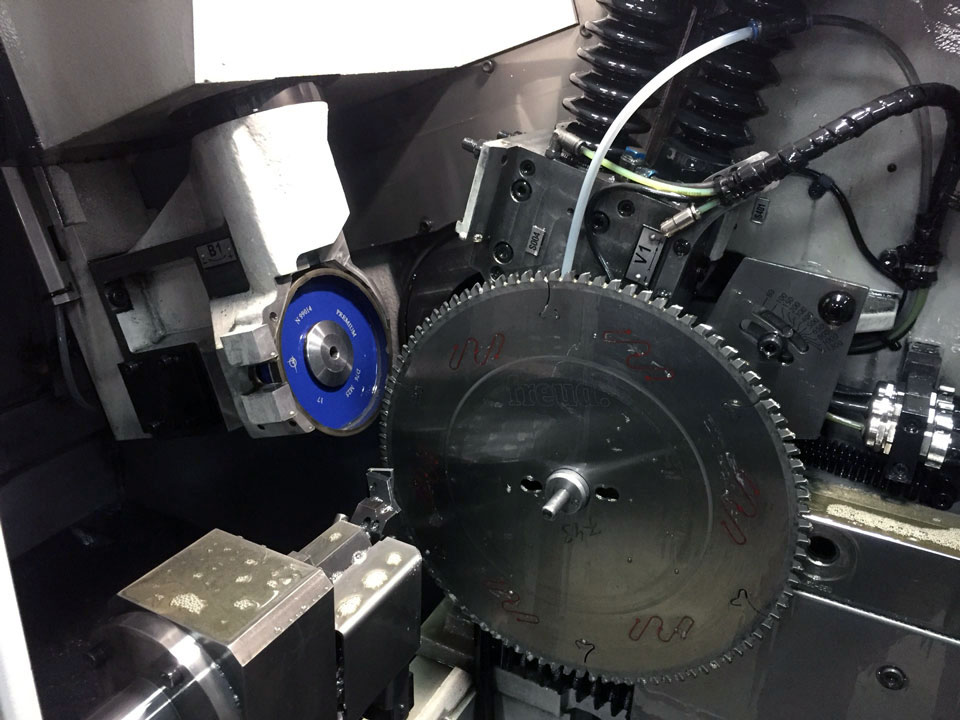 После прохождения нечетных резцов инструмент разворачивают в заточном приспособлении, чтобы приступить к обработке четных зубьев, оказавшихся в дальнем ряду
После прохождения нечетных резцов инструмент разворачивают в заточном приспособлении, чтобы приступить к обработке четных зубьев, оказавшихся в дальнем ряду
При работе с пилами поперечного распила важно контролировать степень остроты режущих кромок
Определение и предназначение циркулярной пилы
Дисковая, или циркулярная пила — это инструмент, рабочая поверхность которого представляет собой диск. Этот диск может быть различной толщины и различного диаметра, в зависимости от назначения. По краям диск снабжен острыми зубцами, которые могут иметь различную форму, например:
- Прямые вертикальные зубцы;
- Скошенные зубцы;
- Зубцы в форме трапеции;
- Зубцы, напоминающие конус.
Она используется в тех случаях, когда нужно распилить большой объем древесины. Ей удобно работать как с твердыми, так и с мягкими породами дерева. А также при помощи её можно обрабатывать фанеру и древесно-стружечную плиту. Когда диску сообщают вращение, зубцы врезаются в материал и начинают его распиливать. Опытные пильщики утверждают, что работать с циркулярной пилой намного проще, чем с классической, представляющей собой горизонтальную пластину из металла с зубцами и одной (двумя) пластмассовыми ручками.
Опытные пильщики утверждают, что работать с циркулярной пилой намного проще, чем с классической, представляющей собой горизонтальную пластину из металла с зубцами и одной (двумя) пластмассовыми ручками.
Дисковую пилу часто используют:
- На пилорамах;
- На строительстве деревянных домов;
- Во время ремонтных работ в городских квартирах;
- На заготовке леса.
Рабочая поверхность такого инструмента обычно имеет твердосплавные напайки. Эти напайки используются для того, чтобы зубцы не деформировались при распиловке твердых пород дерева. Однако, рано или поздно зубцы у любой дисковой пилы затупляются. Если этот момент наступил, значит, пора затачивать инструмент.
Различия в зубьях пластин
Зуб твердых сплавов имеет основные четыре плоскости для работы: переднюю, заднюю и боковые (вспомогательные). Когда плоскости пересекаются между собой, образуются режущие кромки: главная и пара вспомогательных.
Форма зубьев бывает следующей:
– Прямая. Применение такой формы будет оправдано, когда требуется продольный распил быстрый по времени и не обязательный по качеству.
Применение такой формы будет оправдано, когда требуется продольный распил быстрый по времени и не обязательный по качеству.
– Косая или скошенная. Угол наклона задней формы при этом может быть правым или левым, они чередуются между собой. Такая конфигурация больше всего распространена. Различные по размеру заточки служат для работы с разными материалами в любых направлениях.
– Трапециевидная. У этого зуба медленнее затупляются кромки, чем у скошенного. Чередуют его с прямым. При этом черновой распил происходил более длинным трапециевидным, а чистовой – коротким прямым.
– Коническая. Такая форма зубьев выполняет черновой распил нижнего края досок, при этом верхний уберегается от сколов. В основном передняя грань такого элемента плоская. Но если сделать ее вогнутой, то возможно применять данный аппарат для поперечного распила в чистовом варианте.
Читать также: Светильник аварийного освещения светодиодный с аккумулятором
Используемые материалы и процесс заточки победитового зуба дисковой пилы
При работе с дисковой пилой, чаще всего, затупляется главная кромка. В процессе резки главный упор идет именно на неё, поэтому необходимо следить, чтобы она не скруглялась более чем на 0,3 мм, так как могут возникнуть трудности при последующей заточке резцов, не говоря уже о снижении производительности.
В процессе резки главный упор идет именно на неё, поэтому необходимо следить, чтобы она не скруглялась более чем на 0,3 мм, так как могут возникнуть трудности при последующей заточке резцов, не говоря уже о снижении производительности.
Вспомогательные плоскости также подвержены износу (правда, в меньшей степени), особенно при работе с массивными изделиями.
Для заточки зубов дисковых пил с победитовыми зубьями используют высокопрочные материалы — алмазные круги, круги из карбида кремния (зеленого) и др.
Важно!
Перед началом процесса необходимо убедиться в чистоте прибора, то есть убедиться, что на обрабатываемых плоскостях нет грязи или воды. А также нелишне будет обработать алмазный круг смазочно-охлаждающей жидкостью, так как высока вероятность появления ржавчины при охлаждении простой водой.
При выборе абразивного круга следует обратить внимание на то, чтобы его поверхность была немного зернистой, ведь именно так достигается нужная чистота поверхности натачиваемого зуба. В противном случае, при работе на материале будут оставаться сколы, зазубрины и иные дефекты
В противном случае, при работе на материале будут оставаться сколы, зазубрины и иные дефекты
Для обработки победитовых напаек скорость вращения круга заточки должна составлять не менее 15 м/с, то есть при диаметре от 120 до 125 мм скорость вращения должна быть минимум 1500 об/мин.
Существуют специальные приборы для заточки напаек — станки для заточки, преимуществом которых является:
- Вариабельность перемещения как станка, так и абразивного круга;
- Обеспечение ровного угла заточки.
Далее действия производятся вручную — поворот пилы по кругу (на зуб), последующая шлифовка, проверка объемов снимаемого металла. Подобные механизмы отлично подходят для обработки напаек в домашних условиях.
 youtube.com/embed/R4fiQBp7uuY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/R4fiQBp7uuY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> На какие технические характеристики станков обращать внимание
Первый параметр, на который необходимо обратить внимание при выборе станка для заточки зубьев пильных дисков, — это предельные размеры диаметра пилы (минимальный и максимальный). Важным показателем, который также относится к геометрии дисковых пил, является величина посадочного отверстия
Еще один значимый параметр — это углы заточки, которые зависят от углов поворота абразивного круга и суппорта с зафиксированным на нем диске пилы. Если не предполагаются специальные виды заточки (например, трапециевидных зубьев), то вполне довольно стандартное значение – 30º. Для заточки скошенных зубьев необходимо, чтобы у станка была реализована возможность наклона абразивного круга под углом 15º.
Для заточки скошенных зубьев необходимо, чтобы у станка была реализована возможность наклона абразивного круга под углом 15º.
Мощность привода не имеет большого значения, т. к. за один проход снимается толщина всего в несколько десятых миллиметра.
Особенности конструкции и функционирования станка, а также удобство его эксплуатации лучшего всего анализировать по видеороликам, которые владельцы различных (часто самых популярных) моделей выкладывают на YouTube. А ответы на более узкие вопросы можно получить на профильных форумах.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
Болгаркой — пошаговая инструкция
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.

Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.
Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.
Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.
- Возможность полного восстановления и реставрации.
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.
Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.
Заточка пил своими руками в домашних условиях
Рисунок 4. Для того ,что бы заточка была правильной и быстрой диск следует хорошо закрепить.
Наточить пилу можно и у себя дома. Для этого не обязательно иметь в собственной мастерской специализированный точильный станок, который стоит больших денег и используется по назначению достаточно редко.
Но просто держать в руках диск и на весу точить зубья на шлифовальном круге нерационально. Никакой твердости руки и отменного глазомера не хватит, чтобы сделать режущий элемент безупречно острым и пригодным для эффективной работы. С этой целью следует позаботиться об изготовлении самого простого фиксирующего приспособления (рис. 4).
С этой целью следует позаботиться об изготовлении самого простого фиксирующего приспособления (рис. 4).
Ее поверхность должна совпадать с уровнем оси заточного диска. Сам зубчатый круг размещается на подставке таким образом, чтобы затачиваемые плоскости зубьев были перпендикулярны к полотну пилы. Для затачивания скошенных зубьев по передней и задней поверхностям указанное приспособление делают с подвижным шарниром.
Однако в этом случае трудно выдержать одинаковую величину передних и задних углов заточки. Чтобы устранить данную проблему, центр пильного круга жестко фиксируют в нужном положении по отношению к абразивному диску. Делается это либо с помощью паза для оправки, которую монтируют на подставке для размещения на ней затачиваемой пилы, либо установкой на подставке специальных упоров, которые закрепляют диск пилы под требуемым углом к заточному кругу.
Если выполнять все требования, предъявляемые к технологии затачивания твердосплавных циркулярных пил, то они будут служить человеку долго и эффективно.
Вариант 2 — как сделать заточной станок из болгарки и дрели
Кроме наждачного станка, для изготовления контактора можно использовать болгарку или УШМ. В шпинделе этого инструмента устанавливается соответствующий диск для заточки с алмазным напылением, а сам электроинструмент крепится неподвижно к основанию. Принцип изготовления кондуктора следующий:
- Берется рамка из ДСП или ДВП размером 50х80 см. На этой рамке будут расположены составные детали
- Изначально следует зафиксировать неподвижно болгарку при помощи хомутов. Шпиндель инструмент должен располагаться под прямым углом к рамке
- С торца инструмента изготавливается и располагается подвижная рамка, на которую будут устанавливаться диски для заточки
- Подвижность рамки реализуется за счет использования мебельных салазок
- На рамке изготавливается кронштейн для закрепления затачиваемой оснастки
Готовое изделие показано на фото ниже.
Как пользоваться, а также особенности работы на самодельном станке для затачивания оснастки циркулярных пил, показано на видео.
https://youtube.com/watch?v=VGSbofcBJAo%3F
Итог проделанных работ следующий — восстановление целостности диска с зубьями, что позволяет продолжить работу электроинструментом при обработке древесины. Рассмотренные способы в материале подходят для заточки пильных дисков таких инструментов, как болгарки, циркулярные пилы и стационарные циркулярки. Если понятен принцип выполнения работ, то с изготовлением специального станка и его эксплуатацией не возникнет никаких трудностей.
Публикации по теме
Коронки по бетону для перфоратора как правильно выбрать
Квадратное сверло или как просверлить отверстие квадратной формы разными способами
Насадка для разрезания металла на дрель зачем нужна и как пользоваться
Искрение щеток на болгарке причины и особенности их замены
Способы увеличения срока службы пильных дисков
Углы зубьев для заточки
Процесс формирования новой режущей кромки является трудоемким и долгим. Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Прежде всего, следует ознакомиться с рекомендациями производителя. В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов. Для металла это параметр должен быть меньше, чем для дерева.
Твердые напайки имеют большой срок эксплуатации. Однако они чаще скалываются и обламываются. Альтернативная мягкая практически не подвержена таким дефектам. Но время ее службы меньше, чем у твердой.
Не допускается появление шершавостей на режущей поверхности. В дальнейшем они могут привести к появлению сколов и трещин.
В видеоматериале показан пример станка для заточки дисков, сделанного своими руками:
Как определить угол заточки дисковой пилы
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах
. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водо
й и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно
только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам.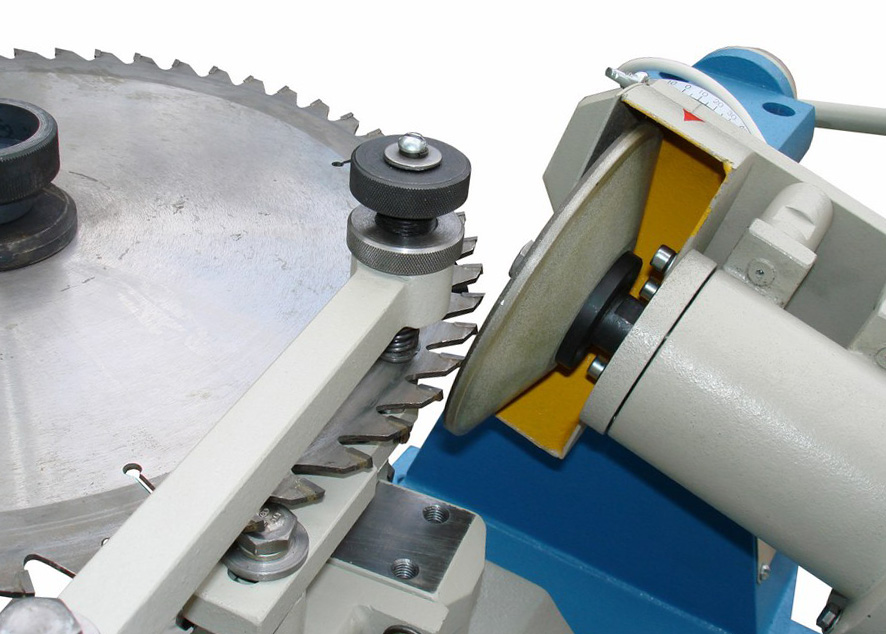 Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.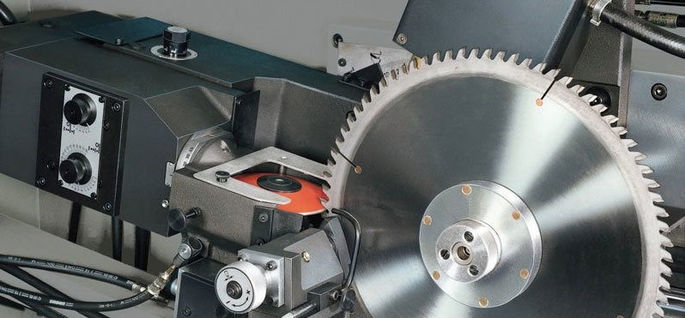
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Как заточить твердосплавную пилу?
Признаки того, что лезвие нуждается в заточке:
При правильном обращении современные твердосплавные лезвия обеспечат вам долгую жизнь чистой, точной резки без сколов. Однако в какой-то момент каждое лезвие повреждается или затупляется, и его необходимо заменить. Вот некоторые из наиболее распространенных признаков того, что лезвие нуждается в замене.
1. Лезвие начинает откалывать или раскалывать изделие
2. Вы можете почувствовать запах горящего дерева, увидеть дым во время резки и увидеть следы ожогов на кромке реза
3. Кажется, что пила режет медленнее и застревает в пропиле
4. Диск не производит чистого, прямого пропила
Диск не производит чистого, прямого пропила
5. Вы заметили сколы или отсутствие зубьев материал на лезвии и вокруг зубьев
7. Лезвие шатается и не будет резать прямо, что указывает на его деформацию.
Ключом к поддержанию чистоты, профессиональному резу и защите вашего оборудования является знание того, когда необходимо заменить лезвие.
Должен ли я заменить или переточить лезвие?
Высококачественное твердосплавное лезвие можно затачивать 3-4 раза, прежде чем потребуется заменить некоторые или все зубья, а заточка обойдется в несколько раз дешевле покупки нового лезвия. Если ваше лезвие не деформировано и не сильно повреждено, правильный ответ — да, лезвие следует заточить. Однако это не самостоятельный проект; Твердосплавные лезвия могут быть правильно заточены только профессионалами, имеющими оборудование и опыт для правильного выполнения работы. Неправильная заточка не только изменит режущие характеристики лезвия, но и может полностью его разрушить. Твердосплавные зубья настолько твердые, что их можно заточить только с помощью алмазного круга исключительно мелкой зернистости. Вопреки некоторой информации, найденной в Интернете, алмазный диск, используемый для резки керамической плитки, слишком груб для этой цели и разрушит твердосплавный наконечник.
Твердосплавные зубья настолько твердые, что их можно заточить только с помощью алмазного круга исключительно мелкой зернистости. Вопреки некоторой информации, найденной в Интернете, алмазный диск, используемый для резки керамической плитки, слишком груб для этой цели и разрушит твердосплавный наконечник.
Самой большой проблемой при восстановлении лезвия до его первоначальных заводских характеристик является процесс шлифовки или заточки. Для оптимальной работы твердосплавные зубья необходимо затачивать со всех четырех сторон. Каждый зуб должен быть отшлифован сверху, с торца и по бокам, и каждый зуб имеет несколько углов, которые должны совпадать и быть отшлифованы точно так же. Если хотя бы один или два зуба смещены всего на 1/1000 дюйма, лезвие не режется должным образом, если вообще режется. Представьте, что если два зуба на диске с 60 зубьями немного больше, чем остальные, ваш тонкий диск с 60 зубьями для чистовой обработки станет очень грубым рыхлителем с 2 зубьями.
Другая проблема с простой заточкой зубьев заключается в том, что ваше лезвие не было очищено и, что более важно, проверено на плоскостность.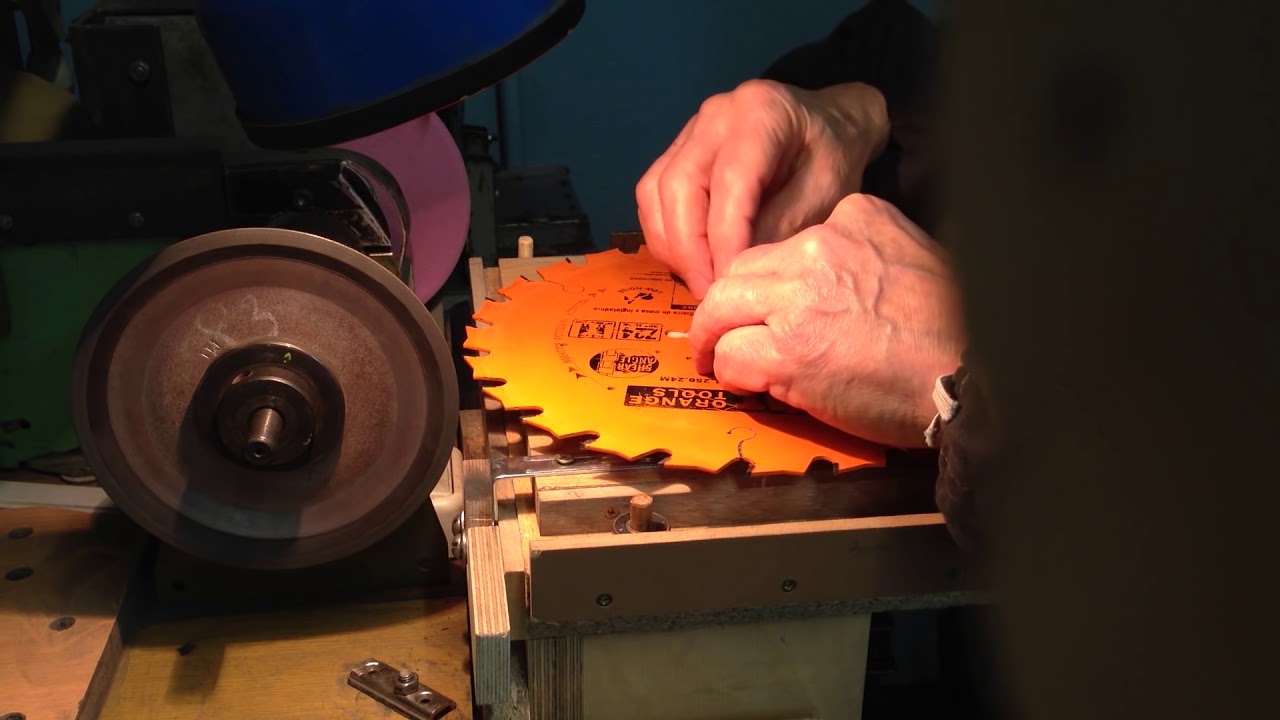 Острое лезвие со следами ржавчины или смолы не обеспечит оптимальную производительность. Это оставит следы на вашем материале, нагреет лезвие и, в конечном итоге, вызовет ненужный износ оборудования. Накопление тепла вызывает деформацию, и если лезвие не проверяется на плоскостность, все, что у вас есть, это острое, деформированное лезвие, которое не будет резать прямо или чисто.
Острое лезвие со следами ржавчины или смолы не обеспечит оптимальную производительность. Это оставит следы на вашем материале, нагреет лезвие и, в конечном итоге, вызовет ненужный износ оборудования. Накопление тепла вызывает деформацию, и если лезвие не проверяется на плоскостность, все, что у вас есть, это острое, деформированное лезвие, которое не будет резать прямо или чисто.
Как каждый раз получать новый диск:
В течение последних 45 лет компания Exchange-A-Blade производит широкий ассортимент принадлежностей для электроинструментов профессионального и промышленного качества, наиболее популярной категорией которых являются пильные диски. Когда вы покупаете одно из наших лезвий, вы всегда можете обменять его на совершенно новое лезвие, которое было восстановлено в соответствии с точными характеристиками оригинала.
Каждое лезвие проходит десятиступенчатый производственный процесс, который постоянно проверяется и контролируется. После очистки и полировки лезвия проверяются на плоскостность, а сколотые или отсутствующие зубья заменяются. Все лезвия проходят полный процесс заточки на роботизированных заточных станках с компьютерным управлением. Их лицевая, верхняя и боковые стороны заточены, а твердосплавные наконечники отшлифованы до зеркального блеска с помощью алмазных кругов с зернистостью 400, 650 и 1000. Это означает, что у вашего лезвия лучшая режущая кромка, обеспечивающая оптимальную производительность и долгий срок службы. Лезвия снова полируются и защищаются от ржавчины перед окончательной проверкой, лазерной идентификацией и маркировкой.
Все лезвия проходят полный процесс заточки на роботизированных заточных станках с компьютерным управлением. Их лицевая, верхняя и боковые стороны заточены, а твердосплавные наконечники отшлифованы до зеркального блеска с помощью алмазных кругов с зернистостью 400, 650 и 1000. Это означает, что у вашего лезвия лучшая режущая кромка, обеспечивающая оптимальную производительность и долгий срок службы. Лезвия снова полируются и защищаются от ржавчины перед окончательной проверкой, лазерной идентификацией и маркировкой.
Наш процесс восстановления настолько сложен, что невозможно отличить одно из наших совершенно новых лезвий от того, которое прошло наш современный процесс восстановления.
Как и в случае с любым продуктом Exchange-A-Blade, вы покупаете его, используете и обмениваете. Неважно, насколько он скучный, со сколами или без зубов, никогда не взимается дополнительная плата. Вы всегда будете получать один и тот же обменный кредит на покупку нового лезвия.![]() В то время как твердосплавное лезвие можно затачивать только 3-4 раза, прежде чем его нужно будет заменить, лезвие Exchange-A-Blade можно заменить навсегда.
В то время как твердосплавное лезвие можно затачивать только 3-4 раза, прежде чем его нужно будет заменить, лезвие Exchange-A-Blade можно заменить навсегда.
Экономия денег, сохранение ресурсов и сохранение окружающей среды:
Нас часто спрашивают, почему мы так много вложили в процесс производства и обмена, когда было бы намного проще просто продать его и забыть. В течение последних 45 лет культура нашей компании заключалась в том, чтобы предоставлять нашим клиентам наилучшие продукты, которые экономят их деньги, экономят ресурсы и помогают сохранить окружающую среду.
В EAB Tool каждый продукт, который мы продаем, имеет план окончания срока службы. Каждое обмениваемое лезвие тщательно проверяется, и лучшие из них проходят десятиэтапный производственный процесс и возвращаются в новом виде.
Лезвия, которые не соответствуют нашим строгим стандартам восстановления, перерабатываются обратно в базовую сталь. Каждый год EAB Tool перерабатывает более 65 тонн стали, которая не попадает на наши свалки, что сокращает ресурсы и энергию, необходимые для производства новой стали.
Каждый год EAB Tool перерабатывает более 65 тонн стали, которая не попадает на наши свалки, что сокращает ресурсы и энергию, необходимые для производства новой стали.
С продуктами Exchange-A-Blade вам гарантированы лезвия самого высокого качества, экологически безопасные продукты и постоянная экономия с нашей системой зеленого обмена. Найдите подходящее лезвие для своей следующей работы.
Узнайте больше о выборе лезвия, подходящего для вас и вашей работы.
Просмотр связанных записей в блоге
Пильные полотна »
Стоит ли затачивать пильные диски? Как заточить?
Что делать с тупыми пилами? Заменить на новый или стоит заточить диск циркулярной пилы?
Ответ: да, стоит заточить диск циркулярной пилы. Как правило, лезвия стоимостью 50 долларов и более заслуживают заточки, в то время как более дешевые и низкокачественные лезвия лучше заменить. Повторная заточка лезвий уменьшит потери и сэкономит ваши деньги в долгосрочной перспективе, особенно если вы используете дорогие твердосплавные лезвия. Но вам нужно будет использовать правильные инструменты и знать, когда выполнять работу.
Но вам нужно будет использовать правильные инструменты и знать, когда выполнять работу.
Имейте в виду, что даже самые острые и прочные полотна циркулярных пил со временем тускнеют. Это включает в себя лезвия с твердосплавными наконечниками, которые рассчитаны на долгие годы. Но когда вы узнаете, что диск циркулярной пилы нуждается в заточке?
Признаки затупления диска циркулярной пилы
Два основных признака начинаются с того, что сами порезы не такие острые. Поначалу это может быть незаметным, но разрезы в материале не будут такими прямыми и чистыми линиями, которые вы видели раньше на своей циркулярной пиле. Когда вы впервые получите диск для циркулярной пилы, рекомендуется сделать фото или два, а затем сравнить изображение с тем, как диск режет материалы прямо сейчас. Обратите особое внимание на кромки реза на наличие заусенцев и качество поверхности. Разницы должно быть достаточно, чтобы увидеть.
Второй признак — двигатель работает сильнее, когда материал прорезается. Опять же, это может быть тонкой разницей, но вы услышите, как двигатель начинает работать немного выше, поскольку он работает тяжелее, чтобы прорезать. Со временем, чем больше должен работать мотор, тем больше вероятность, что он сломается. Вы также можете почувствовать запах горящего масла внутри двигателя, что является еще одним признаком того, что он работает интенсивнее.
Опять же, это может быть тонкой разницей, но вы услышите, как двигатель начинает работать немного выше, поскольку он работает тяжелее, чтобы прорезать. Со временем, чем больше должен работать мотор, тем больше вероятность, что он сломается. Вы также можете почувствовать запах горящего масла внутри двигателя, что является еще одним признаком того, что он работает интенсивнее.
Вы также можете заметить, что звук, издаваемый лезвием во время резки, также отличается. Тупым лезвиям будет трудно проникнуть в материал, в результате чего будет больше трения и тепла.
Стоимость заточки дисковых пил
Вы можете заточить лезвие самостоятельно или доверить это профессионалу. Хотя стоимость будет варьироваться в зависимости от качества, размера и материала лезвия, вы можете рассчитывать заплатить от 25 до 50 центов за каждый заточенный зуб лезвия. В результате диск циркулярной пилы будет почти в новом состоянии, а заточка продлится примерно столько же времени, в зависимости от его использования.
Однако диски для циркулярных пил с твердосплавными напайками могут быть более дорогими, поскольку для них требуются специальные инструменты для заточки.
Также, если лезвие дешевое, то его, наверное, вообще не стоит точить. Обычно я не беспокоюсь о переточке лезвий, которые стоят менее 50 долларов. С другой стороны, лезвия стоимостью более 100 долларов обязательно отправятся в шлифовальную мастерскую.
Если вы приобрели лезвия более низкого качества, вы должны отказаться от них, как только они перестанут резать чисто. Или вы можете сохранить их для использования при сносе, реконструкции или древесине, в которой могут быть спрятаны гвозди или другие твердые предметы, которые вы не хотите рисковать своими более качественными лезвиями.
Самостоятельная заточка лезвия
Если у вас есть время и вы хотите наточить лезвие циркулярной пилы самостоятельно, это можно сделать. Однако это непростая задача, и если у вас есть какие-то серьезные опасения, лучше всего поручить заточку лезвия профессионалу.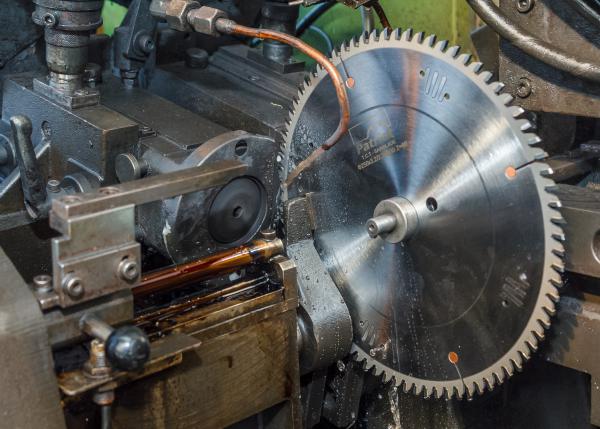
Имейте в виду, что для заточки лезвий с твердосплавными напайками вам потребуются алмазные круги. Специальный инструмент и шлифовальный станок — лучшая машина для заточки лезвий. Но, если вы хотите сделать это самостоятельно, то вам нужно иметь правильные инструменты и методы.
Как заточить диск циркулярной пилы вручную?
Не хотите вкладывать деньги в электрическую точилку или тратить деньги на услугу по заточке? Вы можете сделать это самостоятельно с помощью алмазной точилки. Однако результат будет зависеть от состояния лезвия и вашего опыта.
Вот отличное видео, объясняющее процесс заточки.
Вы также можете использовать шлифовальную машину или инструмент Dremel для восстановления затупленных режущих кромок.
Если вы не уверены, посмотрите еще несколько примеров. YouTube — отличный ресурс для многих вещей, в том числе о том, как самостоятельно заточить диск циркулярной пилы. Прежде чем читать следующие инструкции, полезно визуализировать процесс, и есть несколько отличных доступных видеороликов о том, как повысить резкость.
YouTube — отличный ресурс для многих вещей, в том числе о том, как самостоятельно заточить диск циркулярной пилы. Прежде чем читать следующие инструкции, полезно визуализировать процесс, и есть несколько отличных доступных видеороликов о том, как повысить резкость.
Заточка деревянных лезвий вручную — экономичный метод, дающий достойные результаты. Тем не менее, для резки металла циркулярными пилами я настоятельно рекомендую их заточить.
Понимание неисправности
Имейте в виду, что если вы не заточите лезвие правильно, оно может прийти в негодность. Хуже того, это может привести к реальному повреждению материала. Так что имейте в виду, прежде чем пытаться самостоятельно заточить диски для циркулярных пил.
Подготовка
Отрежьте кусок дерева под углом 20 градусов. Убедитесь, что срез под углом достаточно длинный, чтобы удобно было держать алмазный напильник или точильный брусок.
Исполнение
Положите точилку на дерево. Затем положите древесину на стол циркулярной пилы так, чтобы точильный стержень вошел в паз между зубьями пилы.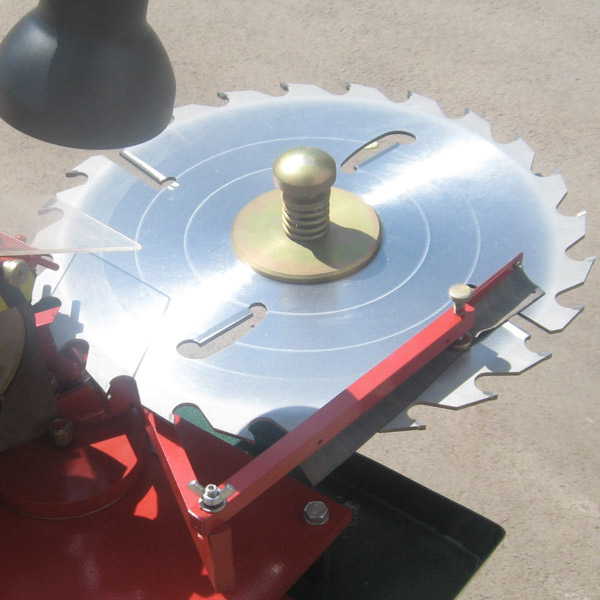 Вдавите зуб пилы в точилку.
Вдавите зуб пилы в точилку.
Теперь переместите точилку вперед и назад по лезвию зуба. Вы можете добавить немного масла, чтобы смазать палочку и ускорить процесс заточки.
Вам не нужно долго точить каждый зуб, но чтобы заточить таким образом все зубья, вам потребуется в среднем 10 минут. Убедитесь, что вы точите прямо поперек зуба или перпендикулярно ему, а не под углом.
Очистка
Обязательно очищайте точилку после каждого использования. Имейте в виду, что точильные палочки довольно недороги и быстро изнашиваются. Поэтому лучше всего покупать их в упаковках, чтобы их можно было быстро утилизировать после каждого использования.
Если вы решите заточить лезвие самостоятельно, обязательно выполняйте каждый шаг и выполняйте работу точно, чтобы избежать каких-либо проблем.
Содержимое
- Признаки затупления диска циркулярной пилы
- Стоимость заточки циркулярной пилы
- Самостоятельная заточка пилы
- Как заточить циркулярную пилу вручную?
- Понимание неисправности
- Подготовка
- Выполнение
- Очистка
Главная » Электропилы
Заточка пилы
Расс Томпсон
Мы все были там раньше: вы готовы приступить к работе, вы проверяете зубья своей пилы и быстро понимаете, что она остра, как мрамор. Конечно, вы могли бы справиться с работой, но какой ценой? Вы неизбежно столкнетесь с грязными порезами и разрывами. Хуже всего то, что вы подвергаете себя опасности.
Конечно, вы могли бы справиться с работой, но какой ценой? Вы неизбежно столкнетесь с грязными порезами и разрывами. Хуже всего то, что вы подвергаете себя опасности.
Сегодня мы расскажем все, что вам нужно знать о заточке пильных полотен, чтобы вы могли поддерживать свои лезвия в первоклассной форме, а также сэкономить при этом немного денег.
Содержание
- Что можно и что нельзя затачивать
- Заточка дисковых пил
- Шаг 1: Снимите диск
- Шаг 2: Подготовка диска к заточке
- Шаг 93
- Шаг 4. Подпилите лезвие
- Шаг 5. Переверните и повторите
- Шаг 6. Верните лезвие в пилу
- Заточка полотен ручной пилы
- Шаг 1. Очистите пилу
- Шаг 2. Настройка пилы
- Шаг 3: Соединение лезвия
- Шаг 4: Заточка каждого зуба
- Шаг 5: Камень пилы
- Заключение
Что можно и что нельзя затачивать
немного больше, чем некоторое время и усилия, некоторые лезвия не отвечают всем требованиям, и идентификация их сейчас поможет вам сэкономить время позже.
Лезвия со стальными зубьями можно легко заточить в домашних условиях, если вы имеете дело с качественным лезвием. Если вы работаете с исключительно дешевой пилой или диском, вероятно, лучше сократить потери и купить новую. Но среднее лезвие со стальными зубьями можно заточить прямо в мастерской.
Лезвия с твердосплавными напайками также можно затачивать. Однако для этого вам нужно обратиться за профессиональной помощью, иначе вы рискуете удалить оставшийся карбид с зубьев, что нарушит целостность лезвия.
Для твердосплавных полотен зайдите в Google и найдите магазин в вашем районе, который предлагает заточку пильных полотен. Или, если вы приверженец старой школы, откройте телефонную книгу. Эти магазины обычно берут от 25 до 50 центов за зуб.
Конечно, вы можете попытаться заточить эти лезвия самостоятельно, если у вас есть точилка с алмазным кругом. Но будьте осторожны, одно неверное движение, и вы легко можете закруглить край лезвия, испортив его навсегда.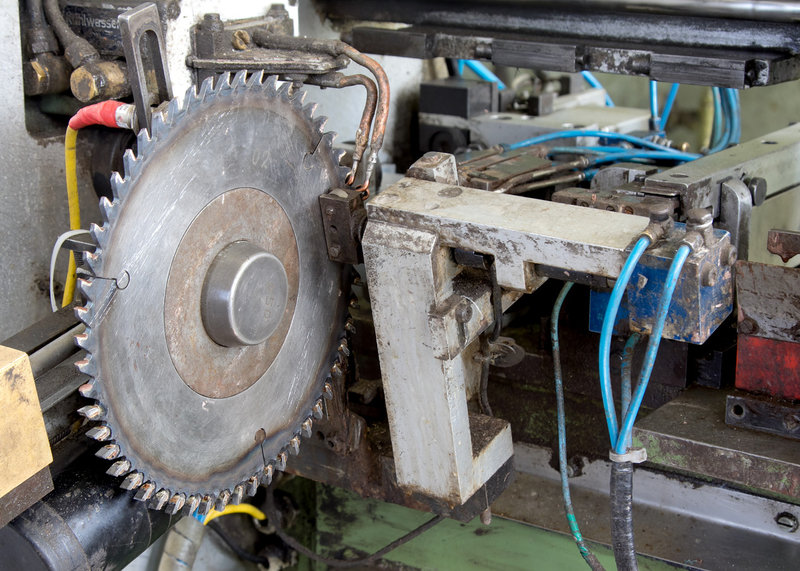
Если вы имеете дело с лезвием, которое нельзя заточить, его все равно стоит убрать в ящик в мастерской. Эти старые лезвия — как раз то, что доктор прописал для работ по сносу или разрезания старых пиломатериалов, в которых могут быть скрытые гвозди или шурупы. Другими словами, эти старые лезвия позволяют сохранить хорошие лезвия для другой работы, где точность важнее.
Заточка циркулярных пил
Заточка циркулярных пил — довольно простое занятие; все, что вам нужно для этого, — это терпение и несколько инструментов. Вот что вам понадобится:
- Алмазный напильник
- Очиститель для духовки или специальный очиститель для пильных полотен
- Слесарные тиски
- Магазинная тряпка
- Гаечный ключ (при условии, что на пиле не предусмотрен инструмент для снятия полотна без инструментов)
Шаг 1: Снимите полотно пилы
Когда вы будете готовы приступить к работе, снимите полотно с пилы. Каждая пила уникальна, поэтому вам нужно будет обратиться к руководству пользователя, если вы никогда раньше не снимали лезвие. Большинство пил оснащены кнопкой или переключателем, который фиксирует оправку на месте, что позволяет быстро снять полотно или снять болт, фиксирующий полотно в пиле.
Большинство пил оснащены кнопкой или переключателем, который фиксирует оправку на месте, что позволяет быстро снять полотно или снять болт, фиксирующий полотно в пиле.
Имейте в виду, что даже если вы имеете дело с тупым лезвием, это все равно пила. Накройте зубья тряпкой, чтобы не повредить руку во время работы с лезвием.
Шаг 2: Подготовка лезвия к заточке
Если вы имеете дело с затупившимся лезвием, это означает, что вы уже достаточно его использовали. Скорее всего, он запекся соком и грязью от резки, и вы захотите удалить всю эту грязь, прежде чем начнете затачивать лезвие.
У каждого мастера есть для этого свой предпочтительный метод. Нам нравится использовать чистящее средство для духовки, так как оно дает наилучшие результаты. Но он едкий и опасный для окружающей среды, что побудило многих искать более экологичные альтернативы. Что бы вы ни решили использовать, ознакомьтесь с нашим руководством по заточке пильных полотен для получения более подробной информации.
Когда лезвие очищено, пришло время перенести его в тиски для заточки. Чрезмерное затягивание лезвия в тисках может привести к его деформации, поэтому очень важно не затягивать лезвие в тисках слишком сильно. Чтобы предотвратить это, мы просто берем тряпку, которую мы использовали в первом шаге, и кладем ее на каждую сторону лезвия, когда зажимаем лезвие в тисках.
Шаг 3. Пометьте лезвие
Этот шаг проще всего пропустить, но он, пожалуй, самый важный. Маркировка лезвия магазинным карандашом или фломастером сообщит вам, когда вы достигли конца лезвия, поэтому вы не рискуете переточить его. Как только вы заточите все лезвие и вернетесь к своей цели, вы будете знать, что ваша работа сделана.
Шаг 4. Подпилите лезвие
Имейте в виду, что каждый второй зуб на лезвии имеет скос, который необходимо учитывать при заточке. Чтобы сделать это, вы будете пропускать каждый второй зуб во время заточки.
Начиная с зуба, который вы отметили в качестве отправной точки, найдите скос лезвия.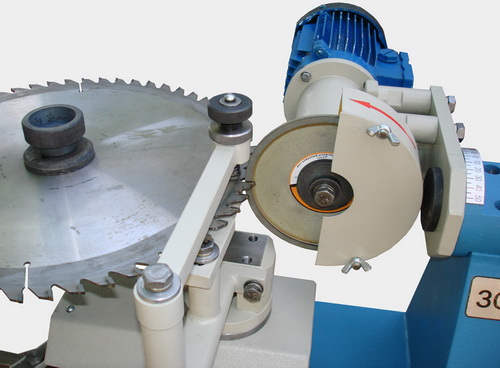 Держите напильник под углом 20 градусов к фаске и сделайте 3-4 равномерных движения напильником по всей длине зуба.
Держите напильник под углом 20 градусов к фаске и сделайте 3-4 равномерных движения напильником по всей длине зуба.
Повторите этот процесс с каждым вторым зубом, пока не вернетесь к своей отметке.
Шаг 5: Переверните и повторите
После того, как вы заточите первую сторону лезвия, переверните лезвие в тиски и повторите процесс, начиная с шага 3. Отметьте лезвие, чтобы вы знали, с чего начать Суть в том, и затачивайте каждый скошенный зуб на лезвии так же, как вы делали это в шаге 4. Как только вы вернетесь ко второй отметке, вы будете знать, что ваше лезвие полностью заточено и готово к работе.
Шаг 6. Верните лезвие в пилу
Когда вы закончите восхищаться своей великолепной работой, вы можете вынуть лезвие из тисков и снова установить его в пилу. Следуйте инструкциям для вашей пилы, чтобы убедиться, что полотно правильно установлено в корпусе. Ваш новый старый пильный диск готов к использованию!
Заточка полотен для ручных пил
Вы можете затачивать не только циркулярные пилы, но и ручные пилы. Процесс и инструменты, которые вам понадобятся, немного отличаются.
Процесс и инструменты, которые вам понадобятся, немного отличаются.
- Очистка в духовке или чистящий пик на ваш выбор
- Saw Set Pligers
- Руководство по склонам
- Скамья
- Алмазный файл
- Индийский камень или #600 Diamond
999999999999999999999999999999999. Приступая к работе, мы собираемся удалить всю смолу и грязь с лезвия пилы, как мы это делали в разделе о циркулярной пиле выше.
Шаг 2: Настройка пилы
В зависимости от состояния вашей пилы этот шаг может не понадобиться. Пила должна быть настроена, если она регулярно заедает в пропиле. Если пила люфтит в пропиле после пропила, значит, лезвие перевернуто, и мы исправим это на последнем шаге.
Зажмите лезвие в тисках так, чтобы примерно 2 дюйма лезвия и зубьев находились над тисками. Осмотрите набор каждого зуба, чтобы увидеть, не нужно ли его отрегулировать. Если вы обнаружите какие-либо зубья, расположенные слишком далеко от вас, зажмите плоскогубцы над этим зубом и слегка отогните его назад к пиле.
Шаг 3: Соединение диска
Соединение пильного диска гарантирует, что каждый зуб будет такой же высоты, как и предыдущий зуб. Это поможет вам достичь согласованности в разрезах.
Когда лезвие все еще зажато в тисках, держите напильник одной рукой за рукоятку, а другой рукой за кончик напильника и проведите напильником по всей длине пилы, слегка надавливая.
Затем повторите этот процесс с направляющей, прикрепленной к вашему файлу, чтобы установить переднюю часть зуба. У большинства продольных пил угол наклона зуба составляет 5-10 градусов, тогда как для торцовочных пил обычно устанавливается угол 15 градусов. Это обеспечит постоянство геометрии каждого зуба пилы.
Шаг 4. Заточите каждый зубец
После соединения лезвия можно переходить к заточке каждого зубца. Зажав лезвие в тисках, поместите напильник в паз пилообразного зуба, ближайший к пятке. Держите напильник перпендикулярно стороне пильного диска, слегка надавите и проведите всем напильником по лезвию.
Во время подпиливания смотрите на плоскую поверхность справа от подпиливаемого зуба. Как только эта плоскость исчезнет, вы будете готовы перейти к следующему зубу.
Шаг 5: Камень для пилы
После того, как ваше лезвие полностью заточено, пришло время для заточки пилы, также известной как боковое соединение.
Поместите полотно пилы на верстак таким образом, чтобы полотно было прижато к столу, а рукоятка свешивалась сбоку. Используя индийский камень с зернистостью #600, проведите камнем по всей длине лезвия.
Достаточно одного прохода, но если вы определили, что ваша пила была перенастроена на шаге 2, может потребоваться больше проходов. Имейте в виду, что даже серьезные пересеты обычно можно исправить за три-четыре прохода напильником, так что не сходите с ума.
Заключение
Научиться затачивать пилы — важный навык, который поможет вам сэкономить деньги на лезвиях и в то же время производить более чистую работу. Заточка лезвий — это любимое дело, и для того, чтобы овладеть им, требуются навыки и терпение.