Сварка чугуна полуавтоматом — технология процесса
Сварочные работы по чугуну довольно сложны в технологическом плане. Сам материал очень плохо переносит воздействия высоких температур с последующим охлаждением. Для получения качественного шва нужно оборудование и специальные электроды.
Возможна ли сварка чугуна полуавтоматом? И что нужно знать о технологических особенностях такого вида работ? Дальше об этом в нашей статье.
В чем специфика сварки чугуна
Чугун чаще всего используют в изделиях, производимых путем литья. Но такой металл довольно хрупок и наиболее распространенные поломки это трещины. Их, как правило, заваривают, используя электросварку. В чем трудность проведения такого вида работы?
- Расплавленный чугун очень текучий, что создает трудности при заваривании сквозных трещин и пробоин. Это же свойство часто приводит к сквозному прожиганию металла.
- Чугун имеет относительно невысокую температуру плавления. Воздействие высокотемпературной электрической дуги приводит к его отбеливанию (изменение структуры), вследствие чего материал в месте сварки становиться более хрупким и трескается уже при остывании.
- Кислород, который находиться в атмосфере вступает в контакт с углеродом, это провоцирует образование множества пор в теле сварного шва. Соединение от этого имеет намного меньший запас прочности.
Это — основные проблемы сварки чугунных деталей. Для их решения применяют несколько технологий, которые позволяют избежать быстрого разрушения соединения.
Способы сварки чугуна
Сразу стоит заметить: если Вам нужно сделать сварочный шов по чугуну — не нужно экспериментировать! Не надо варить такой металл стальными электродами — шов трескается в 100% случаев. То же касается и полуавтомата с использованием проволоки для варки стали!
В основном, для сварки чугунных деталей используется две основные технологии: горячая и холодная. Также может применяться и полугорячий метод варки такого металла.
Холодный способ варки
Такой метод позволяет варить чугун без предварительного нагрева деталей. Особенно он актуален, когда конструкции имеют довольно большие габариты.
Обязательное условие такого способа — это использование специальных электродов.
Обычно для этого выбирают расходники, в составе которых есть железо, медь и никель. Эти элементы не приводят к образованию сплавов с углеродом, от чего шов не получается слишком хрупким.
Горячий и полугорячий способы
Это более надежные методы сварки чугуна. Детали предварительно разогревают либо в печах, либо специальными индукционными нагревателями (промышленные масштабы).
Главное — это соблюдение температурных режимов. Чугун нельзя нагревать более чем на 600 градусов. Иначе начинается процесс, которого и пытаются избежать во время сварки — изменение структуры и отбеливание (образование белого вида чугуна).
Этот способ может быть нескольких видов в зависимости от того, до какого показателя происходит нагрев. Например, при полугорячем способе детали нагреваются в пределах от 350 до 400°, а теплый предусматривает подогрев в пределах 250 градусов.
После завершения сварки детали нужно медленно охлаждать (иногда до 5 суток!), чтобы шов не треснул от слишком быстрого снижения температуры.
Горячие способы сварки более трудоемки. Но позволяют при этом получить качественные соединения.
Как варить чугун полуавтоматом
В большинстве случаев использование полуавтоматической сварки позволяет получать сварные швы очень высокого качества. Все дело в устройстве такого аппарата. Швы ложатся точечно и каждая отдельная точка как бы вбивается в поверхность металла. При этом полуавтомат не разогревает слишком большие площади. Итак, как варить чугуны полуавтоматом?
Подготовительные работы
Независимо от используемого оборудования, будь то ручной инвертор или полуавтомат, чугун нужно подготовить к сварке.
Металл тщательно очищают от загрязнения, если есть следы масла — его удаляют растворителями.
Сами кромки нужно расширить по всей длине (для этого можно использовать болгарку или зубило). Однако нужно делать зачистку очень аккуратно, удаляя металл в несколько подходов послойно!
При заваривании трещин по ее края нужно засверлить точки, иначе растрескивание может получить продолжение в процессе сварки.
Также, при толщине детали больше чем 5 миллиметров, по краям нужно сделать фаску под углом в 45-60 градусов. Тонкие изделия варят с использованием графитовых подкладок, чтобы можно было избежать вытекания расплава и прожигания металла насквозь.
Выбор проволоки
Как было сказано выше, не стоит пытаться заварить чугун, используя стальные виды проволок для полуавтомата. С их применением этот процесс становиться нереальным без повреждений.
Сегодня существуют специальные виды сварочной проволоки для работы по чугуну.
Их подбирают в зависимости от выбранного способа сварки.
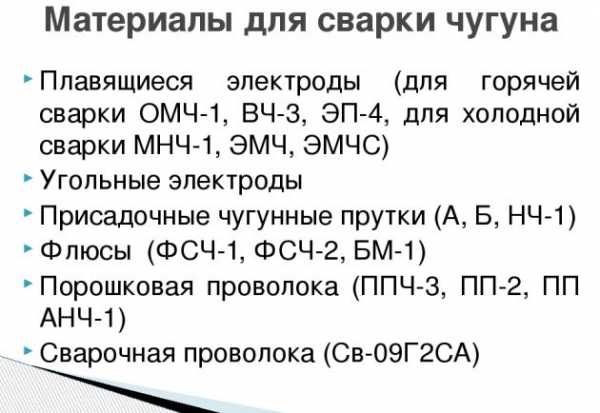
- Проволока с маркировкой ПП АНЧ-1 — используется в процессе варки без подогрева (холодный метод).
- При полугорячем подогреве до 350 градусов применяют сварочную проволоку марки ПП АНЧ-2.
- И, конечно же, при горячем нагревании до 600 градусов применяют расходник с маркировкой ПП АНЧ-3.
Каждый из этих расходных материалов представляет собой порошковую проволоку (маркирование ПП), в составе которой есть уже необходимые элементы (медь, кремний, железо, никель и прочие). Благодаря чему можно сваривать чугун полуавтоматом.
Сварочный процесс
Проведя всю необходимую подготовку, приступают к сварке металла. Лучше всего использовать горячий метод. Для этого деталь нагревают до 600 градусов в печи, после нагрева нужно сразу же начинать сварку.
Нагревание нужно контролировать, чтобы не превышать допустимые показатели. Если все таки произошел перегрев, ни в коем случае нельзя допустить попадания воды на металл. Даже капля приведет к образованию трещин и окончательно испортит изделие.
- Нужно особо уделить внимание настройке сварочного оборудования. На полуавтомате чугун варят на малом постоянном токе и с обратной полярностью.
- Под детали укладывают графитовую подкладку (подформовку).
- Держатель ведут под углом в 50-60 градусов к поверхности свариваемых деталей. Главное — это видеть конец проволоки и контролировать весь процесс.
- Шов накладывают в несколько слоев за два три прохода.
- Во время ведения первого шва не нужно делать колебательных и поперечных движений, как в случае со сталью.
- Следующие проходы можно делать с использованием поперечных ведений кончика проволоки.
- После окончания сварки нужно удалить шлак и обеспечить постепенное остывание детали. Для этого металл накрывают или засыпают негорючим материалом (асбест, древесный уголь).
Сварочный процесс полуавтоматом происходит намного быстрее, чем при ручном режиме. Стоит предварительно потренироваться в скорости ведения шва и подачи проволоки!
Также для защиты сварочной ванны от поступления кислорода можно использовать полуавтоматический режим сварки с использованием подачи аргона.
А что Вы можете добавить к данному материалу статьи? Поделитесь своим опытом в сварочных работах с использованием полуавтоматических аппаратов в блоке комментариев. Какими видами проволоки вы пользовались и какие настройки выставляли на полуавтомате?
wikimetall.ru
Сварка чугуна полуавтоматом
Чугун широко используется для изготовления шкивов, блочков, и коллекторов. Он имеет хорошие литейные свойства, что позволяет получать из него изделия разнообразной формы. Но у этого материала есть и недостатки — он довольно хрупкий. При ударах часты случаи откалывания бортиков на шкивах или трещины в трубах. Чтобы исправить ситуацию и восстановить изделие прибегают к различным методам соединения металлов. Один из них — сварка чугуна полуавтоматом. Какие особенности у данного метода? Сколько существует вариантов работы с применением полуавтомата? Какие расходные материалы подойдут?

Почему трудно варить чугун?
Вопрос о том, можно ли варить чугун полуавтоматом, не зря беспокоит многих людей. Соединение сторон из этого материала действительно имеет ряд специфичных особенностей:
- Высокая текучесть чугуна проявляется при формировании шва, где сварочная ванна слишком жидкая. Из-за этого труднее визуально контролировать качество образования соединения. При попытке заварить тонкие пластины из чугуна частым дефектом являются прожиги металла и вытекание его капель на противоположную сторону. Чтобы предупредить эти нежелательные проявления используют графитовые подкладки, поддерживающие пластины с обратной стороны. Научиться формировать шов при высокой текучести металла можно попрактиковавшись на тренировочных изделиях из аналогичных сплавов.
- Второй сложностью является низкая температура плавления материала. Из-за высокой температуры от электрической дуги, чугун в зоне сварки быстро перегревается. Вследствие чего, при остывании образовываются микротрещины между основным и наложенным металлом. Перекаливание дополнительных примесей в чугуне (марганец, кремний) приводит к возникновению в структуре шва цементитов, что осложняет последующую обработку соединения шлифовальными инструментами. Чтобы предотвратить эти дефекты прибегают к предварительному подогреву материала, и процедуре постепенного остывания изделия.
- Сваривать качественно чугун сложно из-за большого количества пор, появляющихся в результате выделения углерода, при взаимодействии с кислородом. Даже при последующей обработке шов может иметь непривлекательный вид и слабую сопротивляемость на излом. Чтобы защитить соединение используют омедненную проволоку, а работа ведется в среде инертного газа. Обязательным условием при сварке чугуна является содержание флюса в проволоке.
Способы сварки
В зависимости от назначения изделия используются три вида сварки чугуна полуавтоматом. Они отличаются по скорости выполнения работ и материальным затратам.
Холодный метод
Это самый простой способ быстро соединить пластины из железа с высоким содержанием углерода. Сварка выполняется сразу на материале, температура которого равна температуре окружающего воздуха. Холодный способ применяется на не ответственных стыковых соединениях, которые не будут подвергаться нагрузкам. Метод идеально подходит для наплавки истертых поверхностей и деталей механизмов из чугуна. Благодаря непрерывной подаче проволоки можно быстро вести дугу и выполнять большой объем работ за короткое время. Как можно увидеть на видео по сварке чугуна полуавтоматом, результат от холодного способа получается удовлетворительным.
Полугорячий метод
Сварочный процесс полугорячим способом отличается от предыдущего предварительным подогревом заготовок из чугуна до температуры 350 градусов. Для этого используются кузни, в которых жар от углей создает нужные условия. Такая подготовка способствует более щадящей реакции чугуна на высокую температуру электрической дуги, в результате чего образовывается меньшее количество трещин в околошовной зоне. Технология применяется на изделиях, испытывающих некоторые нагрузки при работе.
Горячий метод
Этот способ применяется там, где необходимо качественное соединение, имеющее высокие показатели сопротивления разрыву и излому. Изделие разогревается до температуры 600 градусов. Для этого используются аппараты производящие индукционные токи. Кабеля подключаются к чугунной детали, а специальный измерительный прибор сигнализирует о достигнутой температуре. После этого выполняется сварка полуавтоматом. Для минимизации трещин, изделие после сваривания оставляют в золе до полного остывания. В зависимости от толщины конструкции этот период может достигать 24 часов. Метод позволяет надежно и качественно сварить чугун, но отличается высокими временными затратами и необходимостью дополнительного оборудования.
Оборудование и расходные материалы
Для получения хороших соединений из трудносвариваемых сплавов используют любые полуавтоматы. Основными критериями являются соответствие максимальной силы тока аппарата, необходимой для проплавления конкретной толщины металла. Настраиваемые параметры силы тока и скорости подачи проволоки схожи со сваркой обычной стали.
Проволоку применяют специализированную маркировок: ПП АНЧ-1, а также с номерами 2 и 3. Каждый номер предназначен для конкретного метода (холодного, полугорячего, горячего). Проволока имеет трубчатое строение и содержит внутри порошок-флюс, обеспечивающий защиту сварочной ванны от воздействия кислорода. Обогащение накладываемого металла специальными примесями содействует высокой растяжимости шва, и сопротивлению на разрыв. Благодаря проволоке АНЧ возможно не только устранять мелкие дефекты в чугуне, но и производить полноценные швы, прочно соединяющие этот специфичный металл.
Для сваривания чугуна применяют подачу газа, дополнительно защищающего сварочную ванну. В зависимости от назначения изделия и количества примесей в сплаве, можно использовать углекислый газ в чистом виде или его смесь с аргоном, где последнего будет 80%. Показатели подачи с манометра в горелку должны составлять 6-11 литров. Это оптимально защитит расплавленный металл от вытеснения углерода.
Технология сварки полуавтоматом
При сваривании чугуна полуавтоматом, независимо от температурного режима, необходимо правильно подготовить материал. Если требуется заварить трещину, то важно выполнить предварительный запил болгаркой, вдоль всей линии раскола. Это позволит вплавить присадочный материал глубже. Края трещин рекомендуется просверлить, чтобы ограничить ее продолжение.
Если толщина пластин более 5 мм, то необходима разделка кромок под 45-60 градусов. Когда работать предстоит с тонкими листами (до 3 мм), то применяется графитовая подформовка для предотвращения прожигов. Первый шов выполняется ровным проходом без колебательных движений. Вести горелку можно сверху вниз или справа налево, наклонив на 50 градусов. Расстояние между соплом и поверхностью сохраняется в пределах 6-8 мм. Важно, чтобы сварщик видел конец проволоки.
Редко получается заварить чугун с первого раза, поэтому рекомендуется проходить шов в несколько слоев. Последующие проходы могут быть с поперечными колебаниями, чтобы пошире связать основной и наплавочный металл. После окончания сварки необходимо отделить шлак, образуемый при горении порошковой проволоки, и убедиться в качестве результата.
Сварка полуавтоматом чугуна довольно популярна из-за высокой производительности и хорошего качества соединений. Выбирая правильно проволоку и температурный режим можно получить надежное соединение на этом «капризном» материале.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Сварка чугуна полуавтоматом — Полуавтоматическая сварка — MIG/MAG
попалась такая книга
Потапьевский А. Г.
Сварка в углекислом газе. — М.: Машинострое-
ние, 1984. — 80 с, ил.— (Б-ка электросварщика).
25 к.
Кратко описаны современные способы сварки в углекислом газе и
его смесях с аргоном и кислородом главящимся электродом сталей
толщиной 0,8—30 мм во всех пространственных положениях. Приве-
дены типичные режимы сварки и свойства сварных соединений, даны
рекомендации по повышению качества швов и производительности
сварки. Приведены краткие сведения о серийной отечественной аппа-
ратуре, даны рекомендации по повышению надежности ее работы,
организации работ.
Для рабочих и мастеров сварочного производства.
2704060000-164 ББК 34.641
П—164-84
038(01)-84 6П4,3
Технология сварки и наплавки чугуна
Изделия из ковкого и высокопрочного чугуна успешно
сваривают и наплавляют в С02 проволоками Св-08ГС, Св-
08Г2С, Нп-ЗОХГСА и порошковыми Q 0,6—1,4 мм без
43
предварительного подогрева. В случае необходимости полу-
мения металла шва, который можно обрабатывать механи-
чески, используют проволоки Св-08ГС и Св-08Г2С. Свойства
сварного соединения зависят от силы тока, скорости свар-
ки и техники ее выполнения. При сварочном токе 50—100 А,
напряжении 10—20 В металл шва имеет ферритно-перлитно-
сорбитную структуру. Зона термического влияния и сплав-
ления имееттрооститно-мартенситную структуру с участка-
ми ледебурита по линии сплавления. Трещины в зоне терми-
ческого влияния отсутствуют. При сварке на больших
токах в шве появляются мартенсит и ледебурит, а в зоне тер-
мического влияния — участки отбела и микротрещин. При
повышении напряжения увеличивается доля чугуна в ме-
талле шва и возможно образование трещин.
Для уменьшения доли основного металла в металле
шва наплавку выполняют с перекрытием предыдущего ва-
лика на 1/3 его ширины. Дугу при этом направляют на
ранее наплавленный валик. Скорости сварки и наплавки вы-
бирают, исходя из условия получения» минимальной доли
основного металла в металле шва и допустимого разогрева
детали. Вт отдельных случаях для получения соединений
с минимальным изменением структуры зоны термического
влияния сварку и наплавку выполняют каскадом или с на-
ложением отжигающих валиков. При этом металл шва имеет
ферритно-перлитную структуру без заметных изменений
структуры в зоне термического влияния.
По данным Ф. И. Петренко, при наплавке проволокой
Нп-ЗОХГСА 0 1—1,2 мм’на высокопрочный чугун металл
шва состоит из троостита, мартенсита и остаточного аустени-
та. Твердость металла значительно выше, чем при использо-
вании проволоки Св-08Г2С. Сварку чугуна со стальными де-
талями выполняют проволокой Св-08Г2С 0 1—1,4 мм, режи-
мы сварки выбирают из тех же соображений, что и при свар-
ке чугуна. При сварке стальных и чугуннь^ деталей
встык и внахлестку сварку часто выполняют с предвари-
тельной облицовкой чугуна путем наплавки его кромок
проволокой Св-08ГС или Св-08Г2С 01—1,2 мм. При выпол-
нении основного шва улучшается структура облицовочного
слоя и зоны термического влияния в чугуне. Сварка в СОа
тонкой проволокой нашла применение в автомобильной и
тракторной промышленности при соединении стальных
патрубков с чугунными фланцами, при восстановлении из-
ношенных деталей (ступиц колес, коленчатых валов и др.)
44
из ковкого и высокопрочного чугуна, при сварке в сантех-
нике труб из серого чугуна.
Для холодной сварки серого чугуна в ИЭС им. Е. О. Пато-
на разработана порошковая проволока ПП-АНЧ-1, имеющая
состав: 7—7,5 % С; 4—4,5 % Si; 0,4—0,8 % Мп; 0,4—0,6 %
Ti и 0,6—0,9 % А1. Эта проволока с учетом окисления эле-
ментов и разбавления основным металлом на 45—60 % при
сварке со средней силой тока обеспечивает получение наплав-
ленного металла и зоны сплавления без отбела и трещин.
Структура металла шва — феррит с точечным и розеточ-
ным эвтектическим графитом. Механические свойства ме-
талла шва близки свойствам основного металла. Исполь-
зование в качестве защиты С02 или С02 + 02 обеспечивает
малое содержание в шве водорода и малую склонность метал-
ла шва к образованию пор.
Для холодной сварки серого чугуна без защиты газом в
ИЭС им. Е. О. Патона разработана проволока сплошного
сечения ПАНЧ-11. Сваркувыполняют проволокой 0 1 —
1,2 мм на тех же режимах и тем же оборудованием, что и
при сварке в С02. Эта проволока обеспечивает при сварке
на токе до 100 А отсутствие зон отбела. Применяют про-
волоку в основном для заварки трещин в блоках двигателей
может кто пробовал таким способом, насколько прочный сварочный шов?
и еще вопрос образцы проволки по 0,8 кг Ф0,9 для без газовой сварки полуавтоматом — это ПАНЧ-11? у продавцов на базаре спрашивать бесполезно (хорошо хоть полавтомат отличают от инвертора).
заранее прошу прощения за ошибки оцифровки.
www.chipmaker.ru
Сварка чугуна полуавтоматом: технология и особенности процесса
Сварка чугуна требует особого внимания сварщиков. Этот металл отличается хрупкостью, швы образуются ненадежные, рыхлые из-за высокого содержания углерода в сплаве. По технологии наплавки можно варить чугун полуавтоматом. Только прежде необходимо правильно подготовить свариваемые поверхности, выбрать нужную проволоку. Опытные специалисты поделятся профессиональными секретами.

Особенности сварки чугуна
При реставрации литых деталей важно не перегревать рабочую зону, чтобы не прожечь деталь. При быстром охлаждении металл становится белесым – сплав теряет прочность из-за нарушения структуры. Чугун очень текучий, сквозные дефекты толстых деталей заделывают длительной наплавкой. Трещины приходится разделывать до основания. При высокотемпературном соединении металла без защитной атмосферы из-за выгорания углерода шов становится рыхлым, пористым, непрочным.
Учитывая особенности сварки чугунных деталей, практики разработали несколько методов реставрации чугунных изделий. Для этого применимы практически все виды сварки, главное выбрать нужный температурный режим. Удобней всего наплавлять углеродистый сплав полуавтоматом.
Способы сварки чугуна
Чтобы металл сохранял свою структуру, его прогревают локально или полностью. Если нет особых требований к прочности соединения, нужно только восстановить целостность детали, варят металл без нагрева.
Холодный метод
Самый простой способ заварить габаритную деталь в гараже или дома. Холодная сварка чугуна не предполагает нагрева сварочной зоны. Для наплавки используют медно-никелевые электроды, имеющие низкую температуру плавления, большую вязкость. Такая присадка не взаимодействует с углеродом, одновременно выполняет роль защитного флюса. Металл варится без защитной атмосферы, на воздухе. Для стыковых швов, испытывающих динамические нагрузки, такой метод неприменим. Для истертых поверхностей, неглубоких трещин (не больше ½ толщины детали) он подойдёт.
Полугорячий метод
Разделяют полугорячий и теплый методы. При первом предусмотрен нагрев всей детали или области дефекта до + 350–400°C, при втором – до + 250°C. Удобство такого способа сварки ковкого чугуна заключается в необязательности демонтажа деталей, можно обойтись паяльной лампой. Внимательно нужно отнестись к охлаждению рабочей зоны. Шов потихоньку подогревают, пока он полностью не окрепнет. Времени на подогрев и охлаждение уходит много, зато шов будет прочным, надежным.
Горячий метод
Деталь демонтируют, помещают в печь, постепенно нагревают. Высокоуглеродистый сплав плавится при +750°C, поэтому допустимая температура прогрева не выше + 650°C. Велик риск ожогов, средствами защиты пренебрегать нельзя. Горячая сварка чугуна обеспечивает высокую прочность заделки трещин. Но это самый трудоемкий метод, для прогрева крупной детали требуется несколько часов. Нужно умудриться закрепить горячее изделие перед работой. После сварки шов охлаждают постепенно, на несколько дней реставрированное изделие оставляют в печи. Важно следить, чтобы на металл не попадала вода – чугунина моментально растрескается на мелкие куски.

Как варить чугун полуавтоматом
Имея полуавтомат, можно реставрировать металл в домашних условиях. Подойдет любая технология:
- MIG – использование инертного газа;
- MAG — наплавка присадки в среде углекислого газа.
При сварке чугуна полуавтоматом высокое качество гарантировано: присадка ложится равномерно, она поступает ко шву автоматически. Точечная технология не предусматривает глубокого прогрева детали из-за ограниченности площади контакта.
Если нужно надежное соединение, работающее под нагрузкой, изделия предварительно разогревают до нужной температуры.
Подготовительные работы
Многое зависит от качества разделки трещин, их вырезают на всю глубину. Чтобы заварить чугун, углы сглаживают, шлифуют. Разделка превышает по верху первоначальные размеры дефекта до 6 см, углубляется на 1-2 мм. Конечные точки обычно засверливают для надежности. Угол разделки – 45°. Масляные пятна обжигают или обезжиривают. Тонкие изделия варят на подкладке из графита, он нужен для амортизации. На подформовке металл не «трещит». Кромки обязательно очищают, сметают пыль, стружку. Любое включение снижает прочность шва.
Выбор проволоки для чугуна
По чугуну применяется медесодержащая сварочная проволока. Без подогрева выбирается присадка с маркировкой ПП АНЧ-1; для температуры до + 350°С – порошковую проволоку АНЧ-2; АНЧ 3 предназначен для высокой температуры.
Процесс сварки
Угол наклона держателя к свариваемой поверхности не должен превышать 60°. В таком положении удобно осматривать рабочую зону, следить за процессом сварки, подачей проволоки. Сначала прихватывают края трещины, затем делают первый проход. Шов накладывают фрагментами до 3 см длиной. Многослойность соединения зависит от толщины реставрируемого металла. Каждый последующий шов сначала проковывается молотком, сбивается окалина. Следующий слой наплавки перпендикулярен предыдущему – так обеспечивается прочность. Когда работа закончена, восстановленное изделие убирают для медленного остывания. Только потом шов окончательно очищают, выравнивают валик, если есть необходимость.
Перед ответственной сваркой начинающим лучше сначала потренироваться, чтобы соблюдалась скорость движения подающей насадки.
svarkaprosto.ru
Сварка чугуна полуавтоматом: особенности и технология процесса
Чугун представляет интерес и для строительной сферы, и для многих направлений производства. Его уникальная комбинация технико-физических свойств позволяет изготавливать износостойкие мелкие детали и ответственные монолитные конструкции для компоновки инженерных сооружений. Но в каждом случае требуется та или иная форма обработки данного сплава. Наиболее доступным и современным методом можно назвать сварку чугуна полуавтоматом, которая сама по себе предоставляет несколько вариантов термического воздействия на заготовку.
Особенности сварки чугунных сплавов

Это не самый удобный металл с точки зрения доступности к термическому расплаву. Сложность работы с чугуном обуславливается следующими его характеристиками:
- Низкая температура плавления. Электрическая дуга от сварочного аппарата способствует выделению тепловой энергии высокой плотности, в результате чего металл в зоне сварки перегревается. Заготовка может деформироваться даже в местах, которые не предназначались для обработки, а также происходит перекаливание примесей (кремния и марганца).
- Риски образования пористой структуры. Негативное влияние кислорода на структуру расплавленного металла обуславливает возможности образования разного рода дефектов. Поэтому используются специальные газовые среды, защищающие заготовку от кислорода. В частности, практикуется сварка чугуна полуавтоматом в среде углекислого газа как наиболее приемлемого с точки зрения химических реакций в рабочей зоне. Но даже этого недостаточно для минимизации рисков образования брака после сварки. Специалисты рекомендуют в качестве дополнительного условия получения качественного шва использовать проволоку с флюсом, который дополнительно снижает воздействия атмосферного воздуха и стабилизирует горение дуги.
- Текучесть расплава. Под высокими температурами с эффектом плавления чугун быстро переходит в жидкое состояние, что обуславливает еще один спектр сложностей. Как правило, текучесть становится проблемой в операциях с тонколистными заготовками, когда возникают риски сквозного плавления с полной деформацией элемента. Решается эта проблема использованием графитовых подкладок, сохраняющих форму заготовки.
Основы полуавтоматической сварки

Главным отличием сварки полуавтоматами (инверторами) является механизация подачи расходного материала – электрода или проволоки. Для этого может применяться специальный подающий агрегат. Также в ходе работы задействуется баллон с газом, редуктор и горелка. Операции с чугуном желательно выполнять в одном из следующих режимов – MIG/MAG или TIG. Реже применяется ручной метод обработки MMA, который характеризуется высоким качеством расплава. На мощных инверторах технология сварки чугуна полуавтоматом позволяет соединять детали общей толщиной до 10 см. Однако толстые заготовки могут накладывать высокую ответственность на самого исполнителя. Особенно это касается начального этапа розжига дуги, когда необходимо поддержать стабильность факела и в то же время не дать электроду прилипнуть к поверхности заготовки.
Сварка холодным способом
Технология сварки без применения средств предварительного нагрева заготовки. С точки зрения организации, это самый удобный метод, но в плане качества результата он проигрывает технике формирования горячего расплава. Как правило, холодная сварка чугуна полуавтоматом выполняется электродами, покрытие которых наделяет шов дополнительными физико-химическими свойствами, как и флюс. Обычно используют электроды с составами меди, железа и никеля. Такое покрытие под термическим воздействием формирует защищенную от углеродистых вкраплений структуру, что повышает качество соединения. Использовать метод холодной сварки рекомендуется в работе с большими строительными конструкциями.

Сварка горячим способом
В домашних условиях реализовать этот метод едва ли получится, так как предварительный нагрев требует достижения температур порядка 400-600 °С. К слову, в промышленности для таких целей используют индукционные печи. Работа с нагретыми изделиями во многом технически облегчается, но главная задача такой подготовки сводится к улучшению качества сварки. Твердотельные и в то же время хрупкие сплавы могут проявлять структурную чувствительность к повышенным температурным воздействиям, поэтому на первый план выходят такие параметры, как точность направления факела и корректность связки электрода и заготовки. Горячая сварка чугуна и стали полуавтоматом позволяет соединять элементы с чистым швом и минимальным содержанием дефектных участков. После завершения процесса заготовки медленно охлаждаются. Выдержка до нескольких суток требуется, чтобы в зоне соединения не возникло трещин.

Подготовка к рабочим операциям
Независимо от применяемого метода и оборудования для сварки, чугунная заготовка требует специальной подготовки. Ее поверхности необходимо очистить от грязи, масляных пятен и по возможности удалить окалину со следами коррозии. Далее зубилом или углошлифовальной машиной следует по всей длине расширить кромки. Если планируется сваркой выполнять ремонт трещин, то изначально производится и рассверление отверстий в местах образования дефектов. По созданным углублениям будет проще выполнить качественную сварку чугуна полуавтоматом с оптимальным проникновением в зону формирования трещины. Заготовки толщиной более 5 мм подвергаются токарной обработке с целью получения угловых 50-60-градусных фасок по краям. Тонкие же детали, как выше отмечалось, варятся с применением графитовых подкладок, исключающих риск сквозного прожига.
Выбор проволоки для сварки

Полуавтомат обычно предполагает использование проволоки. Если электрод скорее применяется как средство модификации структуры шва, то проволока в случае с чугунной обработкой выполняет функцию защиты. Сегодня для этого металла выпускают специальные виды проволоки – например, из стального сплава с маркировкой ПП АНЧ-1 (для холодного метода). Если же планируется наделять структуру и особыми свойствами, то подойдет порошковая проволока. Специалисты, в частности, хвалят комбинированные варианты состава на основе кремния, меди и никеля. По-прежнему актуальна и сварка чугуна полуавтоматом с обычной проволокой из алюминия толщиной порядка 1 мм. С таким расходником можно обслуживать профильные чугунные элементы, а также крупные металлоконструкции при постоянном токе.
Что учесть в организации защитной среды?
Следует предусмотреть два аспекта. Во-первых, это оборудование, которое обеспечит подачу газа к горелке. Во-вторых, непосредственно тип и свойства газа. Для технической организации потребуется баллон с соответствующим наполнением и монтажно-соединительная арматура с соплом, редуктором и прочей необходимой оснасткой. Что касается второго аспекта, сбалансированная сварка чугуна полуавтоматом в углекислой среде является наиболее распространенным методом. Углекислый газ как таковой является самодостаточным и обеспечивает нужную защиту для сварки. Другое дело, что он не всегда гарантирует устойчивость дуги и при высокоточных работах проявляет себя не лучшим образом. Альтернативным вариантом выступит аргоновая или углекислотно-аргоновая смесь, которая открывает больше возможностей для получения модифицированных легированных сплавов.

Процесс сварки чугуна полуавтоматом
Начинается работа с розжига дуги. Наиболее комфортный вариант выполнения этой операции предлагается в инверторах с функцией пьезорозжига и последующим контролем факела по технологиям Arc Force и Hot Start. Держатель необходимо вести под 60-градусным углом относительно рабочей поверхности. Шов накладывают в несколько подходов – слоями. Финальные пласты укладываются кончиком проволоки поперек. Завершается мероприятие удалением шлака и корректировкой его температуры. Для обеспечения постепенного и равномерного остывания заготовка засыпается негорючим материалом наподобие асбеста.
Заключение

Методы полуавтоматической сварки содержат немало технологических нюансов, которые предполагают разные форматы проведения работ. Многое зависит от газовой среды и расходных материалов. Например, проволока для сварки чугуна полуавтоматом может обусловить диапазоны оптимального напряжения дуги и подаваемого тока. Но, конечно, на базовом уровне следует исходить из требований к целевой заготовке. Учитываются ее характеристики и параметры планируемого шва, а на производствах имеет значение и скорость выполнения операции.
fb.ru
Полуавтоматический вид сварки включает в себя аргоновую сварку, газовую, а также дуговую. Нужно отметить, что чугун представляет собой сплав железа с углеродом. Также стоит отметить, что в этом сплаве содержание углерода значительно низкое. В настоящее время техническая промышленность получает различные виды чугуна, обладающие необходимыми в той или иной отрасли его применения, характеристиками и соответственно разным содержанием углерода в его составе. При добавлении в сплав чугуна магния и других веществ, получают модифицированных чугун. Который в свою очередь необходим для выполнения деталей требующих повышенную прочность. Технология сварки чугуна определяется его физико-химеческими свойствами такими как:
Поэтому существует множество способов и приемов выполнения соединений деталей из чугуна. Весьма большой популярностью пользуется полуавтоматическая сварка чугуна. Этот вид сварочных работ на изделиях из чугуна, возможен, с применяем электрошлаковой сварки с применением электродов имеющих вид пластин. Пластины что в свою очередь выполнены из чугуна. Также используются флюсы и присадки, и флюсы, относящиеся по своим химическим характеристикам к десульфирующим фторидным видам. А также сварке с применением порошковой проволоки. Применение порошковой проволоки, возможно, при выполнении все видов сварки, с подогревом, с частичным подогревом и без подогрева. Сварка в свою очередь с успехом выполняется холодным и горячем методом. Для выполнения качественной электрошлаковой сварки применяются обезсеривающие фторидные и неокислительные флюсы. Основным отличающим свойством электрошлаковой сварки является получение сварных швов без отбеливания, закаленных участков и трещин, что в свою очередь принято считать удовлетворительным сварным соединением чугуна. |


 Чугун варится на постоянном токе.(хотя на аргоне я лично варю на переменном) Требуется разделка кромок и тщательная подготовка поверхностей деталей перед сваркой.
Чугун варится на постоянном токе.(хотя на аргоне я лично варю на переменном) Требуется разделка кромок и тщательная подготовка поверхностей деталей перед сваркой.

www.samsvar.ru
Сварка чугуна полуавтоматом
Чугун обладает поразительными свойствами, которые сочетают в себе высокую износостойкость и хрупкость. В строительстве сплав железа с углеродом (чугун) популярен из-за своих литейных качеств – из чугуна можно отлить изделия самых разных форм. Повреждения на готовых чугунных изделиях восстанавливаются с помощью термической обработки – сварка чугуна полуавтоматом помогает устранить трещины и другие изъяны.
Особенности сварки чугуна
Чугун как искомый материал не существует в природе. Этот сплав железа и углерода был выведен людьми для строительства стойких монолитных конструкций и долговечных мелких деталей. Содержание углерода (>2,14%) в чугуне обуславливает его хрупкость при термическом воздействии.
Чугун имеет сложнейшую технологию сварки, которая объясняется специфическими характеристиками материала:
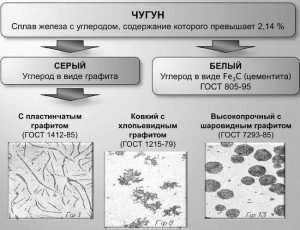
Виды чугуна
- высокая текучесть при повышении температур;
- низкая температура плавления;
- большая пористость материала.
Чугун отличается специфической реакцией на термическое воздействие. Высокая текучесть чугуна проявляется при его нахождении в условиях предельных температур. Обрабатываемый шов быстро расплавляется, а жидкая субстанция, образовавшаяся на месте шва, плохо регулируется инструментами сварки. В жидкой сварочной ванне сложно контролировать качество полученного соединения.
Сваривание тонких чугунных пластин сопровождается дефектами, которые выражаются в образовании затвердевших капель на обратной стороне детали. Для предотвращения таких изъянов при сварке используются графитовые подкладки, фиксирующие пластины в нужном положении. Формирование шва нужной конфигурации при сварке чугуна – сложный и тонкий процесс, доступный только после многочисленных тренировок.
Низкая температура плавления чугуна также добавляет сложности в общий процесс сварки. Соприкасаясь с накалённой электрической дугой, чугун быстро перегревается. В результате происходит хаотичное застывание общей массы, которое зачастую сопровождается образованием микротрещин в структуре шва. Повторное прокаливание материала создаёт непривлекательный шов, который, к тому же, может быть слабым на излом.

Свойства и применение чугуна
Подготовка к процессу сварки
Многие специалисты, работающие со сварочным оборудованием, утверждают, что произвести чугунную сварку с помощью полуавтомата невозможно. Но это убеждение далеко от правды, так как технология сварки полуавтоматом действительно сложна, но реальна в исполнении.
Независимо от того, какого типа оборудование применяется, чугун необходимо подготовить к обработке. Металл очищают от загрязнений и коррозии, а следы масла удаляют с помощью специальных растворителей. Зачистка материала с помощью болгарки или зубила должна проходить предельно аккуратно, чтобы не создать дополнительные повреждения на поверхности металла.
Технологический процесс газовой сварки чугунных изделий
Если в процессе сварки планируется ремонт трещин, то необходимо провести сверление отверстий диаметром 5 мм в местах образованных дефектов. Чтобы избежать вытекание расплавленного металла за пределы кромок, по краям материала стоит организовать фаски под углом 45о – 60о. К оборудованию для сварки относятся баллон с газом (смесь углекислого газа с аргоном), редуктор, горелка и сварочная проволока, проводящая ток необходимой силы.
Проволока из стали не подходит для проведения сварочного процесса, так как при функционировании она может создать повреждения на поверхности чугуна. В состав проволоки уже входят компоненты, необходимые для сварки полуавтоматом – кремний, никель, железо, медь. Проволока также содержит порошок-флюс, препятствующий проникновению кислорода в сварочную ванну. В зависимости от выбранного типа сварки чугуна, используют проволоки следующих маркировок:
- проволока ПП АНЧ-1, предназначенная для холодного метода сварки;
- проволока ПП АНЧ-2, применяемая при подогреве до 350оС;
- проволока ПП АНЧ-3 при температурном режиме свыше 600оС.
Различные способы сварки чугуна
В зависимости от назначения чугунного изделия различают 3 основных способа сварки с помощью полуавтоматного оборудования.
Холодный способ
Этот метод сварки считается самым простым в исполнении и представляет собой соединение отдельных пластин из чугуна. Холодный способ не требует предварительного нагрева деталей и применяется на второстепенных сварочных швах, которые не будут подвергаться серьёзным нагрузкам. Форма, полученная по итогам холодной сварки, не отличается большой прочностью.
Холодный метод отлично походит для корректировки стёртых поверхностей и отдельных деталей механизмов. Такой метод реализуется с помощью работы специальных электродов, которые покрывают материал защитным слоем.

Полугорячий способ
Полугорячий метод сварки предполагает предварительный разогрев обрабатываемых деталей до температуры 360оС. Данная технология применяется для конструкций, которые выносят определённую нагрузку. Изделия из чугуна помещаются в специальные кузни, внутри которых создан необходимый температурный режим.
Выдерживаемая температура создаёт условия, пригодные для деликатной обработки чугуна. Температура меньше 360оС не оказывает разрушительного воздействия на сплав и предотвращает появление расколов и микротрещин в изделии.

Типы сварки чугуна
Горячий способ
Данный метод отличается большой энергозатратностью и применением дорогостоящего оборудования, но термическая обработка такого типа позволяет создать предельно качественный материал с чистыми швами и без повреждений. Для горячей сварки чугун помещается в аппарат с индукционными токами, в котором происходит нагревание изделия до 600оС. На следующем этапе проводится сварка металла полуавтоматом, затем металл помещается в золу до остывания.

Технология процедуры
После проведения подготовительных работ и выбора подходящего метода обработки начинается сам процесс сварки чугуна. Незнание тонкостей технологии может привести к безвозвратной порче обрабатываемого изделия, поэтому стоит ознакомиться с нюансами технической процедуры.

Порядок заполнения разделки трещин во время сварки чугуна
Работа начинается с розжига электрической дуги. При термической обработке чугуна нужно контролировать выбранный температурный режим, так как отклонение от нормы температуры изменяет физические показатели чугуна. В случае перегрева стоит внимательно следить за тем, чтобы вода не попадала на поверхность металла, так как влага разрушительно воздействует на раскалённый металл.
Грамотная настройка полуавтоматного оборудования также играет большую роль в общем сварочном процессе. Нужно помнить о том, что работа с подобным металлическим сплавом осуществляется на малом показателе тока и с обратной полярностью. Под обрабатываемые детали выстилается слой из графитовых подкладок, препятствующий расплавлению предметов с обратной стороны.
Первый шов изделия накладывается с помощью горелки, которая держится под наклоном в 50-60о. Держатель нужно вести в направлениях слева-направо, сверху-вниз без колебательных движений. В следующих проходах допускается движение держателя по диагонали и в других направлениях. Очень важно, чтобы сварщик контролировал общее прокаливание изделия и видел конец проволоки.
По завершению сварки необходимо удалить сварочный шлак и произвести постепенное остывание материала. Для достижения подобного эффекта накалённую деталь погружают в негорючий материал (древесный уголь, асбестовая стружка).

Видео по теме: Секрет сварки чугуна
specnavigator.ru