Аргонный сварочный аппарат: обзор моделей, преимущества
Для надёжного соединения металлоконструкций используют сварочное оборудование. Оно бывает разных видов. Чтобы избежать ошибок при выборе оборудования, нужно изучить особенности каждого из них. В нашей статье речь пойдет об аргонном сварочном аппарате. При работе с устройством используются: инертный газ, плавящиеся или неплавящиеся электроды.
Аппарат для аргонной сваркиУстройство и принцип действия
Чаще всего, сварщиками используется аргонный аппарат инверторного типа. Инвертор преобразует переменный ток в постоянный. При преобразовании создаётся пониженное напряжение большой силы.
В современных электроинструментах установлен механизм автоматической подачи сварочной проволоки, которая плавится с помощью электрода. Он закрепляется в горелке, через которую подаётся инертный газ. Аргон закрывает рабочую зону от попадания кислорода, что исключает образование оксидной плёнки на поверхности материала, разрушение шва.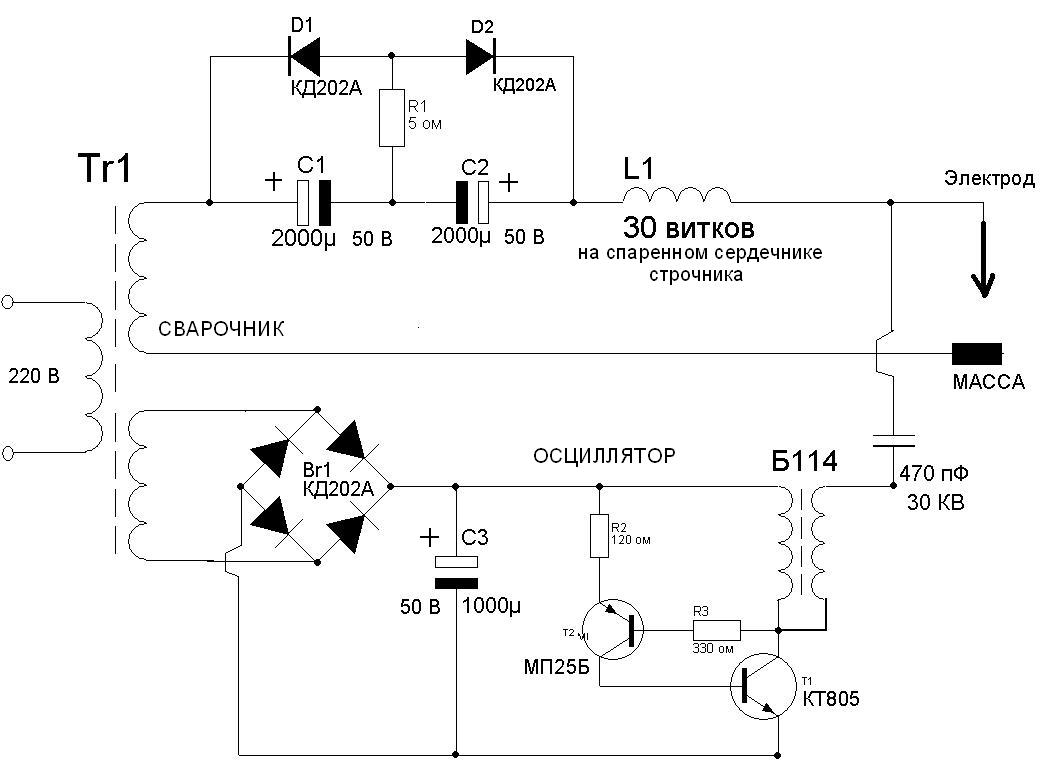 Для современных установок используют два вида горелок:
Для современных установок используют два вида горелок:
- С неплавящимся электродом. Это конструкция, которая оборудуется вольфрамовым стержнем. При работе задействуется переменный или постоянный ток. Важно не прикасаться рабочей частью вольфрамового электрода к металлической поверхности. Необходимо поддерживать дугу на расстоянии. Она расплавляет основной металл, создает прочное соединение.
- Горелка с плавящимся электродом. Наиболее дешёвый вариант комплектации инверторов. Обеспечивает узкую зону воздействия тепла на свариваемые детали, что позволяет сделать более точный шов. Однако с помощью плавящего электрода нельзя точно выбирать глубину проварки шва.
При выборе аппарата нужно при продавце подключить ключевые узлы, проверить их работоспособность.
Виды оборудования
В магазинах присутствуют разные модели аргоновых сварочных аппаратов. Они классифицируются по характеристикам, функциональности, управлению. По типу управления:
- Ручные.
 Инверторные аппараты для сварки, при работе с которыми сварщик должен самостоятельно перемещать горелку, подавать проволоку.
Инверторные аппараты для сварки, при работе с которыми сварщик должен самостоятельно перемещать горелку, подавать проволоку. - Полуавтоматические. На таких приборах устанавливается механизм, с помощью которого проволока автоматически подаётся на рабочую поверхность. Сварщику остаётся вести горелку.
- Автоматические. Оборудование, рабочие части которого перемещаются в герметичной емкости, заполненной защитным газом. Оператор задаёт программу, по которой перемещаются горелка, подаётся проволока.
 Инверторные аппараты для сварки, при работе с которыми сварщик должен самостоятельно перемещать горелку, подавать проволоку.
Инверторные аппараты для сварки, при работе с которыми сварщик должен самостоятельно перемещать горелку, подавать проволоку.Аппараты можно разделить по функционалу:
- Узкоспециализированные приборы. Аргонодуговые аппараты, применяемые для одной операции. При этом работать оно может с заготовками одного размера. Предназначено для серийного производства.
- Специальные. Используются при работе с однотипными заготовками. Выполняют 1 или несколько похожих операций.
- Универсальные аппараты. Продаются в строительных магазинах. Используются для проведения ремонтных работ, создания металлоконструкций, резки деталей.

Для гаражей, мастерских, домашних работ лучше выбирать универсальные аппараты.
Аргонодуговой аппаратОбласти применения
Сварочное оборудование с аргоном используется в различных отраслях промышленности. Оно эффективно соединяет нержавеющую сталь, цветные металлы, сплавы титана. Аргонодуговая сварка применяется при машиностроении, судостроении, самолётостроении, изготовлении металлоконструкций, соединении деталей промышленных станков. Универсальные электроинструменты применяются во время ремонтных работ.
Положительные и отрицательные стороны
Любой технологических процесс обладает сильными и слабыми сторонами. К преимуществам аргоновой сварки относятся:
- Можно легко создавать качественные сварные швы благодаря обширному количеству настроек.
- Современные модели экономы, производительны, надёжны.
- Зашита сварочного шва от окисления.
- Соединять детали можно как в оборудованных помещениях, так и на улице.
Недостатки:
- Высокая стоимость комплектующих.
- Требуется наличие баллона с инертным газом.
- Из-за большого количество комплектующих сварочного оборудования усложняется процесс его перемещения.

Как выбрать аппарат для сварки
При покупке аппарата для аргоновой сварки необходимо учитывать ряд критериев:
- Тип горелки. Вольфрамовый неплавящийся электрод или плавящийся элемент.
- Переменный или постоянный ток преобразуется от подключения к сети.
- Мощность аппарата.
Для сварки аргоном понадобится баллон с инертным газом.
Если сварочное оборудование используется при создании металлоконструкций, деталей, подвергающихся нагрузке, лучше выбирать аппараты от мировых производителей. Экономия в этом случае может привести к катастрофическим последствиям. Обзор моделей можно посмотреть в интернете.
Аргонная сварка в домашних условиях
Оборудование для аргонной сварки доступно любому мастеру. Это касается заводов, больших предприятий, частных мастерских, гаражей. Новичку важно уметь подготавливаться к проведению сварочных работ. Техника для сварки на первый взгляд сложна, однако достаточно потренироваться 2–3 раза, чтобы научиться соединению деталей.
Это касается заводов, больших предприятий, частных мастерских, гаражей. Новичку важно уметь подготавливаться к проведению сварочных работ. Техника для сварки на первый взгляд сложна, однако достаточно потренироваться 2–3 раза, чтобы научиться соединению деталей.
Подготовка
Изначально нужно подготовить оборудование для аргонной сварки. Проверить соединения шлангов для подачи газа к горелке, подключение к сети. Выставить настройки аппарата. Прежде чем запускать оборудование необходимо подготовить рабочую поверхность. Для этого она зачищается от грязи, ржавчины, налёта. После очистки её нужно обезжирить растворителем.
Этапы работ
Аргоновая сварка — технологический процесс, который состоит из нескольких этапов. К ним относятся:
- Подключить массу на обрабатываемой детали. Если нет возможность присоединить её к заготовке, можно закрепить «крокодил» на металлическом рабочем столе.
- Установить силу тока на оборудовании.
- За 20 секунд до зажжения дуги открыть вентиль баллона с аргоном.
- Движения горелкой и проволокой делаются строго вдоль формируемого шва.
- Оборудование отключается перед закрытием вентиля с инертным газом.

При движении горелки нельзя делать движения в сторону. Важно помнить про защитную маску, экипировку, перчатки. Стоять нужно на резиновом коврике. Проводить работы в помещении с системой вентиляции. Плавкие электроды должны быть без трещин. Перед работой их прогревают. Рабочий стол нужно освободить от лишних предметов, протереть от легковоспламеняющихся жидкостей.
Аргоновая сварка — способ соединения металлических деталей. Можно делать качественные швы на различных металлах, сплавах. Важно учитывать особенности этого оборудования, точно следовать технологии, не забывать про защитную экипировку. При покупке установки для сварки лучше выбирать инструменты мировых брендов. Расходные материалы (присадочную проволоку, электроды) нужно проверять на целостность до начала работ.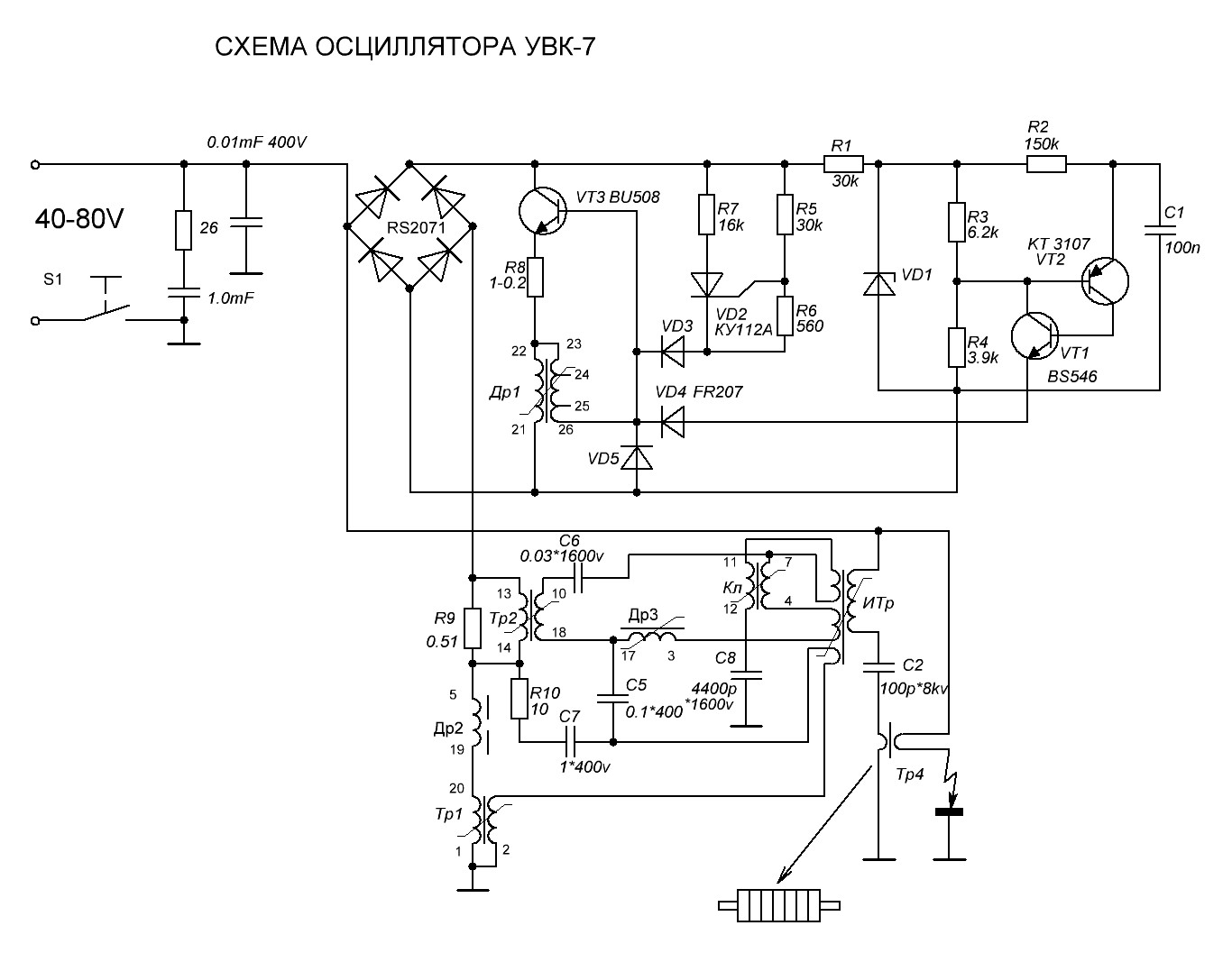
Ручная аргонодуговая сварка неплавящимися электродами: технология, принципы работы, рекомендации
Аргонодуговая сварка — это современная технология, которая не только позволяет повысить качество выполняемого соединения металлов, но и существенно упрощает работу с такими тугоплавкими металлами, как титан, медь и алюминий. Поговорим подробнее, что такое аргонная сварка, расскажем о ее преимуществах и недостатках.
Описание технологии
Особенностью данной технологии является то, что сварка происходит в среде защитного инертного газа аргона. Это позволяет повысить качество соединения металлов и обеспечивает максимально возможную защиту от окисления. Аргон подается к горелке под высоким давлением и, полностью перекрывая рабочую зону, не позволяет кислороду проникать в соединяемые металлы, предотвращая появление ржавчины.
Если ранее эта технология была доступны лишь профессионалам, то сегодня с появлением относительно простых и универсальных в использовании сварочных аппаратов, выполнять такую работу может каждый.
В зависимости от характеристик соединяемых металлов и оборудования используются два типа электродов: неплавящиеся и плавящиеся.
Из неплавящихся наибольшее распространение получила технология с применением вольфрамовой проволоки, что позволяет получать прочные соединения двух разнородных металлов. А вот плавящиеся электроды могут использоваться при ручной и полуавтоматической сварке, когда соединяются одинаковые или близкие по характеристикам тугоплавкости металлы.
Принцип работы сварочного оборудования
Сварочное оборудование состоит из следующих элементов:
- самого сварочного аппарата, у которого напряжение холостого хода составляет не менее 60 вольт;
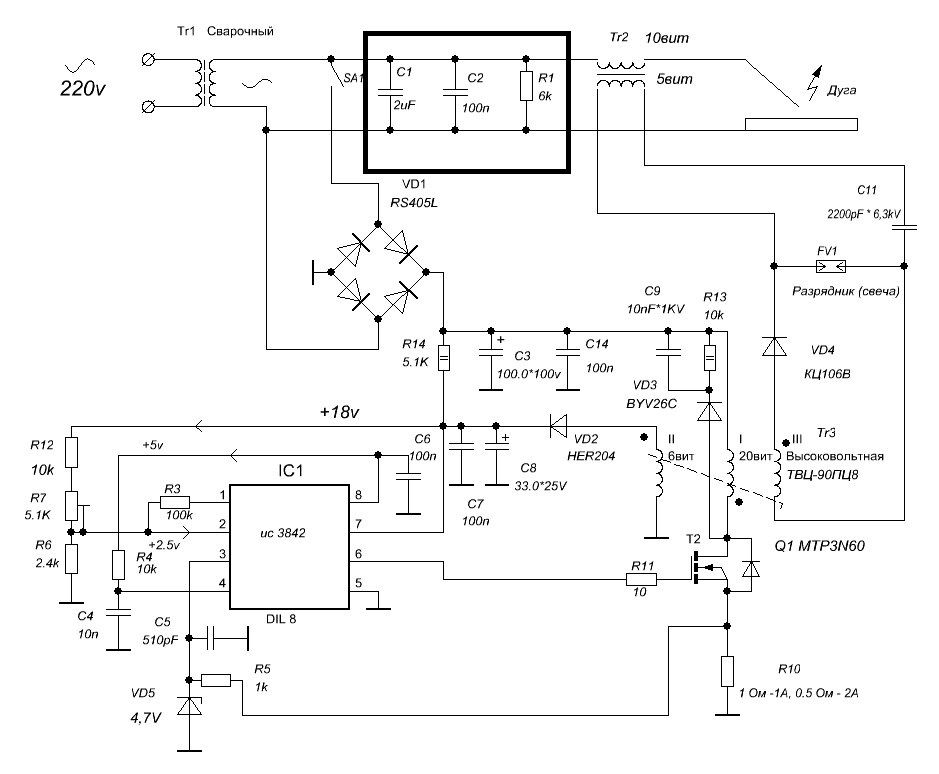
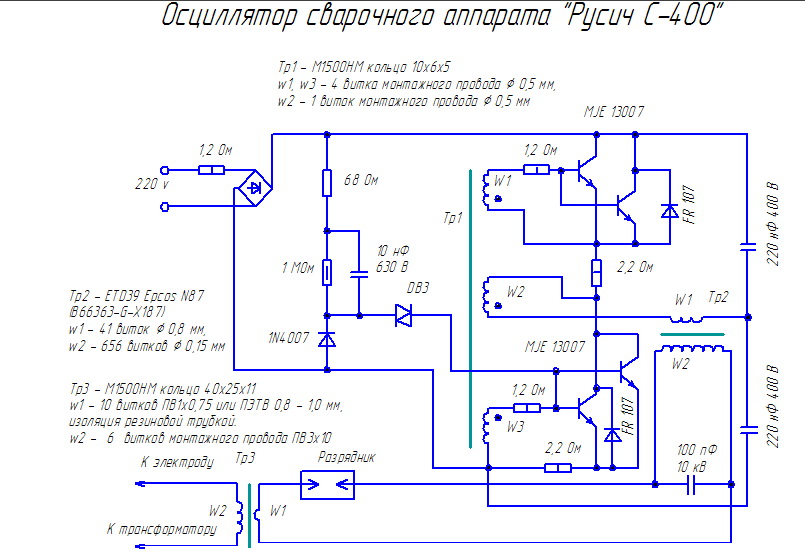
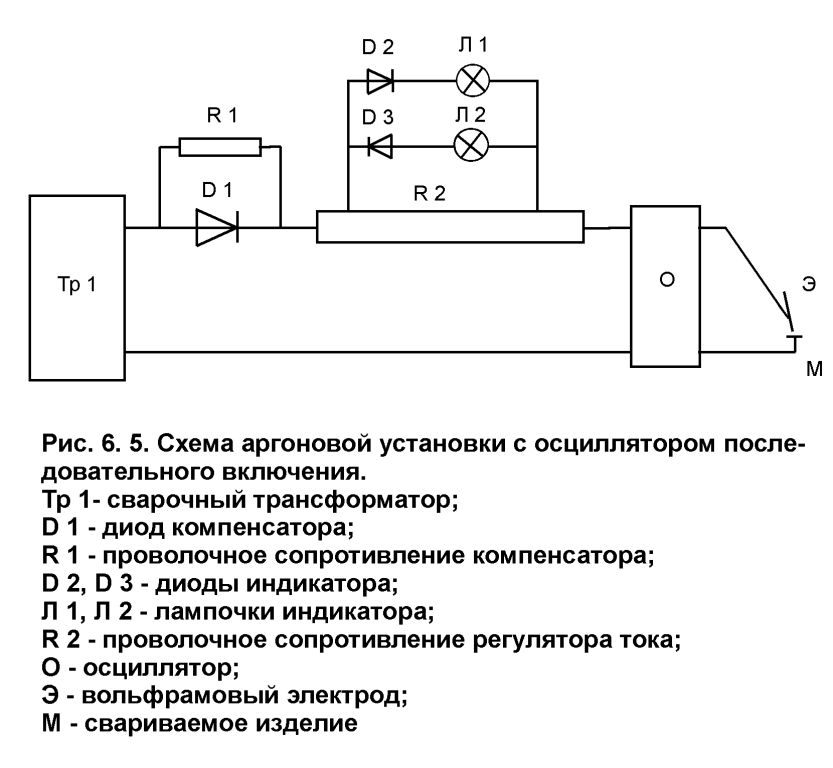
- осциллятора, который повышает сетевое напряжение до уровня в 6 000 вольт;
- силового контрактора, отвечающего за подачу напряжения от сварочного аппарата на горелку;
- керамической горелки;
- устройства для обдува сварочной зоны;
- баллона с аргоном или другим инертным газом;
- присадочной проволоки и неплавящихся электродов.
Ручная аргонодуговая сварка не представляет особой сложности. Выполняется очистка и подготовка соединяемых металлов, осуществляется настройка и выбор режима работы. Далее сварщик зажигает горелку, после чего начинается подача газа к непосредственному участку сварки. Газовой горелкой расплавляют соединяемые элементы и аккуратно падают в зону соединения электрод или же сварочную проволоку. Единственный нюанс состоит в том, что отключать подачу защитного газа следует приблизительно через 10−15 секунд после выключения горелки.
Классификация режимов аргонодуговой сварки
Приведенная ниже классификация режимов аргонодуговой сварки позволит правильно подобрать электроды и оборудование.
- Автоматическая, с использованием неплавящихся электродов ААД.
- РАД сварка электродами с маркировкой для ручной работы.
- Дугово-аргоновая автоматическая, с применением плавящихся электродов ААДП.

Как правильно выбрать режим
Именно от правильности выбора толщины электрода и силы тока зависит качество выполненных вами работ. Помните: чем толще соединяемый металл, тем больше диаметр должен быть у используемых вольфрамовых электродов, соответственно, тем выше сила тока. В инструкции по эксплуатации, которая прилагается к аппарату, вы можете найти все данные по силе тока и диаметру электродов в зависимости от толщины соединяемых деталей.
Наибольшей популярностью сегодня пользуются ААД и РАД сварка. А вот профессионалы, которым нужно выполнять большой объем работ, используют мощные полностью автоматические установки.
Рекомендации
При длинной сварочной дуге образуется широкий шов с небольшой глубиной провара. Это может привести к ухудшению выполненного соединения. В этом случае рекомендуется держать используемый неплавящийся электрод как можно ближе к стыкам свариваемых деталей.
Для выполнения глубоких и узких швов следует выдерживать продольное движение горелки и электрода. При этом поперечных движений следует избегать.
Неплавящийся электрод и присадочная проволока должны находиться в зоне сварки и полностью прикрываться аргоном. Это защитит сварной шов от воздействия азота и кислорода.
Подача присадочной проволоки выполняется равномерно и плавно, так как быстрая и резкая подача проволоки приведет к разбрызгиванию металла, отчего пострадает качество шва.
Наличие у сварного шва выпуклой или округлой формы свидетельствует о том, что соединение выполнено не должным образом. Проплавлением поверхности в этом случае не обойтись.
Присадочную проволоку следует подавать перед горелкой, при этом держать ее под небольшим углом, что позволит обеспечить минимальную ширину сварочного шва и отличное проплавление металла.
Прекращать подачу инертного газа сразу же после завершения сварки не рекомендуется, так как может пострадать антикоррозийная защита соединения.
Стыки соединяемых деталей следует перед началом работ обезжирить и зачистить.
Преимущества и недостатки этой технологии
К преимуществам РАД технологии можно отнести следующее:
- Аргон обеспечивает качественную защиту шва от окисления.
- Вся работа выполняется при относительно невысокой температуре, поэтому свариваемые изделия сохраняют свою форму и размеры.
- Тепловая мощность дуги находится на высоком уровне, что позволяет существенно сократить время работы.
- Сама процедура несложная, поэтому обучиться ей может каждый.
- Есть возможность соединения различных по своим характеристикам металлов.
Из недостатков выделим следующие:
- Такую работу рекомендуется выполнять в закрытых помещениях.
- Могут появиться определённые сложности с правильной настройкой оборудования.
 youtube.com/embed/Q1Hp4duHhUc»/>
youtube.com/embed/Q1Hp4duHhUc»/>
Особенности метода аргоновой сварки, его плюсы и минусы
При необходимости формирования неразъемного соединения деталей из нержавейки, титана, стали, меди, алюминия и прочих цветных металлов и сплавов на их основе чаще прибегают к аргоновой сварке, представляющей довольно трудный специфический процесс. Аргонная сварка совмещает признаки газовой и электродуговой сварки. С последней технологический процесс объединен тем, что обязательно должна использоваться электрическая дуга, с газовой же сваркой общее -в использовании газа и ряда технологических приемов формирования неразъемного соединения.
Принципы сварки аргоном
Плавление кромок соединяемых элементов и присадочного материала, с помощью которых формируется сварной шов, обеспечивается благодаря высокой температуре, создающейся при горении электрической дуги. Аргон выполняет защитные функции.
Сваривание большинства цветных металлов и сплавов на их основе, а также легированных сталей имеет особенности, которые заключаются в том, что в расплавленном состоянии, при взаимодействии с кислородом и прочими элементами в окружающем воздухе, происходит активное окисление этих металлов.
Оптимальный способ защиты зоны формируемого соединения при сварке цветных металлов и легированных сталей — это использование аргона. Характеристики этого газа объясняют высокую эффективность применения этого газа:
- Аргон на 38% тяжелее воздуха.
- Газ легко вытесняет воздух из зоны сварки, создавая надежную защиту.
- Инертный газ практически не вступает в реакции с расплавленным металлом и другими газами в зоне горения сварочной дуги.
- При сварке аргоном на обратной полярности нужно учитывать, что от атомов газа легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.

Сварка в среде аргона производится с использованием как плавящихся, так и неплавящихся электродов. Диаметр стержней из вольфрама подбирается по справочникам, в соответствии с характеристиками соединяемых деталей.
Типы:
- Ручная. Выполняется неплавящимся вольфрамовым электродом (РАД).
- Автоматическая в среде аргона с неплавящимися электродами (ААД).
- Автоматическая в среде аргона с плавящимися электродами (ААДП).
По международной классификации аппарат аргонодуговой сварки или сварки с помощью электрода из вольфрама в инертных газах обозначается TIG (Tungsten Inert Gas).
Основные особенности
Рабочим органом сварочного аппарата является горелка. В центральную ее часть вставляют вольфрамовый электрод с вылетом 2−5 мм. Внутри горелки электрод фиксируется специальным держателем, в который можно вставить вольфрамовый стержень. Для подачи защитного газа горелку оснащают керамическим соплом. Шов формируется с помощью присадочной проволоки, состав которой должен соответствовать составу свариваемого металла.
Для подачи защитного газа горелку оснащают керамическим соплом. Шов формируется с помощью присадочной проволоки, состав которой должен соответствовать составу свариваемого металла.Основные этапы сварки с использованием электрода из вольфрама:
- Поверхности соединяемых деталей тщательно очищаются от загрязнений, следов жира и масла и окисной пленки. Очистка производится обязательно, а выполняться может механическим способом или с помощью химических средств.
- К соединяемым деталям подключают «массу», что делается напрямую (в случае больших габаритов) и через металлическую поверхность рабочего стола. Присадочная проволока подается отдельно, а не включается в сварочную электрическую цепь.
- На аппарате выставляется сила тока. Этот параметр выбирают в зависимости от характеристик соединяемых деталей.
- После включения тока горелка с электродом подносится к свариваемым деталям максимально близко и без контакта с поверхностями. Оптимальное расстояние расположения горелки от соединяемых заготовок (должно выдерживаться при сварке) — 2 мм. Удерживание электрода на этом расстоянии позволит хорошо проплавить соединяемые части и получить аккуратный шов.
- Подача защитного газа включается заранее — за 15−20 сек. до начала сварки. Выключается подача аргона спустя 5−10 сек. после окончания сварки.
- Горелка и присадочная проволока медленно ведется лишь вдоль формируемого шва, без поперечных колебаний. Присадочная проволока, располагающаяся впереди горелки, плавно вводится в зону действия дуги. Из-за резких движений расплавленный металл сильно разбрызгивается.
- В процессе сварки электрическая дуга зажигается, а электрод не должен прикасаться к соединяемым поверхностям. Данное правило должно соблюдаться, так как потенциал ионизации аргона крайне высок, что мешает эффективно использовать искру от касания электрода для его понижения. Когда плавящийся электрод прикасается к соединяемым деталям, появляются пары металла, потенциал ионизации которых гораздо ниже по сравнению с аргоном, что и упрощает процесс зажигания дуги. Если вольфрамовым электродом прикоснуться к поверхности соединяемых частей, дуга загрязняется и выполнение сварки затрудняется.
 Оптимальное расстояние расположения горелки от соединяемых заготовок (должно выдерживаться при сварке) — 2 мм. Удерживание электрода на этом расстоянии позволит хорошо проплавить соединяемые части и получить аккуратный шов.
Оптимальное расстояние расположения горелки от соединяемых заготовок (должно выдерживаться при сварке) — 2 мм. Удерживание электрода на этом расстоянии позволит хорошо проплавить соединяемые части и получить аккуратный шов. Если вольфрамовым электродом прикоснуться к поверхности соединяемых частей, дуга загрязняется и выполнение сварки затрудняется.
Если вольфрамовым электродом прикоснуться к поверхности соединяемых частей, дуга загрязняется и выполнение сварки затрудняется.Для зажигания дуги используется осциллятор, преобразующий поступающий из электросети ток с обыкновенными параметрами в высокочастотные импульсы напряжением 2000−6000 В и частотой тока 150−500 Гц. Такие импульсы позволяют зажечь электрическую дугу без соприкосновения соединяемых деталей и электрода.
Оборудование и оснащение
Для сварки аргоном требуется особое оборудование:
- Инвертор или обыкновенный сварочный трансформатор, мощности которого должно хватать для сварки (в частности, может быть использован трансформатор с мощностью холостого хода 60−70 В).
- Силовой контактор, через который на горелку подается напряжение.
- Осциллятор.
- Специальный регулятор, отвечающий за время обдува аргоном сварочной зоны (газ должен быть подан за несколько секунд до процесса, а подача его прекращается через несколько секунд после окончания сварки).
- Горелка с керамическим соплом и зажимом для фиксации вольфрамового электрода.
- Баллон газа и редуктор, регулирующий уровень давления аргона, который подается в зону сварки.
- Присадочные прутки и электроды из вольфрама.
- Выпрямитель, который вырабатывает постоянный электроток напряжения 24 В, подающийся на коммутирующие устройства.
- Дополнительный трансформатор, который отвечает за подачу напряжения к коммутирующим устройствам.
- Реле, отвечающее за включение/отключение осциллятора, контактора, электрогазового клапана, которому нужно напряжение 24 или 220 В.
- Индуктивно-емкостный фильтр, который обеспечивает защиту аппарата от отрицательного воздействия высоковольтных импульсов.
- Амперметр для измерения величины тока.
- Автомобильный аккумулятор (можно неисправный) емкостью 55−75 Ah, необходимый для снижения постоянной составляющей сварочного тока, которая обязательно возникает при сварке с использованием переменного тока (к сварочной цепи аккумулятор подключается последовательно).
- Сварочные очки.


В марке готового сварочного аппарата должна быть аббревиатура TIG. Использовать его можно после дополнительной комплектации горелкой, газовым баллоном, элементами, которые управляют подачей защитного газа.
Выбор режима
Важные параметры — полярность и направление электротока. На их выбор влияют свойства материалов, подлежащих свариванию. Переменный ток или обратная полярность выбирается при необходимости выполнения сварки деталей из алюминия, магния, бериллия, прочих цветных металлов. Выбор объясняется тем, что с использованием такого электротока эффективно разрушается оксидная пленка, всегда присутствующая на поверхности этих материалов.
Характерна сварка алюминия, оксидная пленка которого на поверхности имеет высокую температуру плавления. При сварке алюминиевых деталей на токе обратной полярности оксидная пленка эффективно разрушается за счет активной бомбардировки ионами аргона поверхности соединяемых деталей. Токопроводящая плазма, в которую превращается аргон, упрощает выполнение сварки и повышает ее качество. При выполнении процесса с использованием переменного тока для достижения эффекта соединяемые детали являются катодом.
Токопроводящая плазма, в которую превращается аргон, упрощает выполнение сварки и повышает ее качество. При выполнении процесса с использованием переменного тока для достижения эффекта соединяемые детали являются катодом.
Для сварки в защитных газах часто применяется осциллятор. В случае использования переменного тока это устройство облегчает зажигание сварочной дуги, а когда та загорится, играет роль стабилизатора. Когда меняется полярность переменного тока, возможна деионизация (затухание) дуги. Во избежание этого осциллятор при смене полярности электротока формирует электрические импульсы, подавая их на сварочную дугу.
На выбор тока влияют:
- Свойства обрабатываемого материала.
- Геометрические размеры заготовок.
- Размеры используемых электродов.
Для выбора параметра рекомендуется обратиться к специальной литературе.
Немаловажный параметр — расход аргона, который выбирается в зависимости от скорости подачи присадочного материала и скорости сносящих воздушных потоков.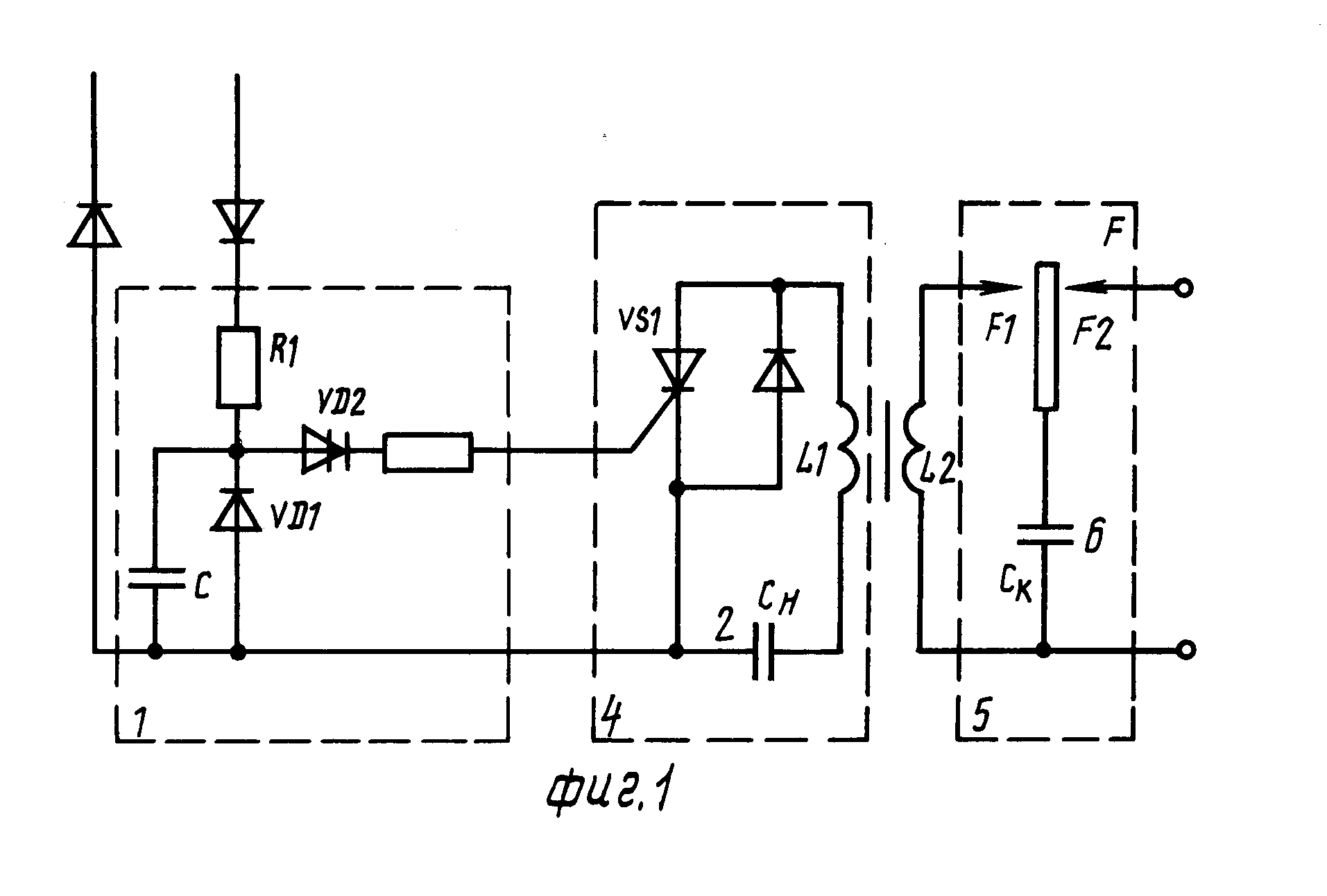 Минимальным значение параметра будет, если сварка осуществляется в помещении, где нет сквозняков. Если работы ведутся на открытом воздухе и при сильном порывистом боковом ветре, нужно увеличить расход газа и для его подачи в зону сварки использовать конфузорные сопла, из которых газ поступает через мелкоячеистые сетки.
Минимальным значение параметра будет, если сварка осуществляется в помещении, где нет сквозняков. Если работы ведутся на открытом воздухе и при сильном порывистом боковом ветре, нужно увеличить расход газа и для его подачи в зону сварки использовать конфузорные сопла, из которых газ поступает через мелкоячеистые сетки.
Кроме аргона, в защитную смесь часто добавляется немного кислорода (3−5%). В данном случае кислород вступает в реакцию с вредными примесями (влага, грязь, проч.) на поверхности соединяемых частей. В результате примеси сгорают или преобразуются в шлак, который всплывает на поверхность шва.
Кислород не используется для сварки меди, так как получается оксид меди. Данное соединение, реагируя с водородом из окружающего воздуха, образует водяной пар, который стремится выйти наружу из металла шва. Из-за этого в сварном шве образуется множество пор, что негативно сказывается на его качестве.
Плюсы и минусы метода
Достоинства:
- Возможность получения надежного соединения благодаря эффективной защите области выполнения работ.
- Незначительный нагрев свариваемых частей, что позволяет использовать технологию для сварки сложных по конфигурации заготовок (они не деформируются при этом).
- Возможность использования для материалов, которые иными способами не могут быть сварены.
- Серьезное увеличение скорости работ за счет высокотемпературной электрической дуги.

Недостатки:
- Сложное оборудование.
- Необходимость в специальных знаниях и опыте.
Метод обеспечит качество и надежность сварных соединений, равномерность проплавки соединяемых частей. С данной технологией детали из цветных металлов небольшой толщины могут свариваться и без присадочной проволоки.
Все особенности сварки аргоном в статье и видео урок для начинающих
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Где же применяют аргонную сварку?
Она подходит для сварки металлов: легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.

Аргонная сварка основные принципы работы
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Необходимое оборудование для аппарата
- Сварочный трансформатор. На его основе может быть выполнен самодельный аппарат (напряжение до 60 В).
- Кандерборд.
- Осциллятор.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргоном.
- Вольфрамовые стержни.
- Шланг, подсоединяющий боллоны с газом и горелку.
- Электрические провода, соединяющие сеть, аппарат, горелку и заземление.
- Проволока для присадки.

Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Вокруг горелки находится сопло. Оно выполняет две защитные функции : сохраняет зону работы и предохраняет вольфрамовый электрод.
Используются плавящиеся и неплавящиеся электроды. Чаще они изготовлены из вольфрама — это самый неплавящийся материал. Расход электрода зависит от сплавляемого материала и толщины заготовки. Сам электрод влияет на расход энергии, затрачиваемого на соединение заготовок.
Чтобы материал сваривался используется присадочный материал в виде тонкой нити металла. Присадочная проволока должна максимально подходить под свариваемые детали по составу. А также учитывается диаметр проволоки. Новичкам определить размер присадочного материала помогут специальные таблицы.
Газ должен подаваться на 20 секунд раньше, чем появится дуга, а заканчивается на 10 секунд позже.
Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Для начинающих данное усовершенствование позволит делать сварочные швы быстрее и качественнее . Как собрать аппарат и подключить, чтобы начать работу, подробно рассматривается в видеороликах. Для примера просмотрите видео сварки титана аргоном, данное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
- Автоматическая аргонная сварка. При ней используют неплавящейся электрод (ААД).
- Аргонодуговая автоматическая сварка с использованием электрода плавящегося типа (ААДП).
 Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.Как правильно варить аргоном: советы мастера
Покупая личный аппарат обратите внимание на маркировку. Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами. Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.
 Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
Поперечные движения повреждают заготовки и делают шов слабым и некачественным.Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана.
Размеры резервуаров с аргоном для сварки MIG или TIG
Вы хотите сварить алюминий?
Тогда вы
знайте, что вам понадобится защитный газ аргон.
Когда ты новичок в газовой сварке, трудно понять, что вам нужно.
И один из вам нужно знать, какие размеры резервуаров с аргоном доступны.
А что баллона с аргоном, подходящего для вас при сварке MIG или TIG.
В этом в статье вы найдете несколько советов и приемов, как получить то, что вам нужно.
Какой аргон Размеры баков есть?
Вот широко доступные размеры резервуаров с аргоном. И сколько газа аргона они обычно содержат.
- Размер бака R. Также называется 20. Вмещает 21cf
- Размер бака RR. Также называется 40. Вмещает емкость 44cf
- , размер Q1. Также называется 60. Вмещает резервуар размером 65 куб.футов
- Q. Также называется 80. Вмещает резервуар размером 83 куб.футов
- , размер S. Также называется 125. Вмещает резервуар 125 кубических футов
- , размер S. Также называется 155. Вмещает резервуар размером 155 куб.футов
- . К.Также называется 251. Вмещает 251 кубических футов
- Размер бака T. Также называется 335. Вмещает 335 кубических футов
 Вмещает 251 кубических футов
Вмещает 251 кубических футовЧто такое Разница между резервуарами с аргоном, баллонами и газовыми баллонами?
резервуаров с аргоном также известны как баллоны или газовые баллоны.
Из приведенной ниже таблицы вы можете увидеть, что размеры резервуаров с аргоном варьируются от маленьких и портативных до больших и тяжелых. Вы измеряете газ внутри баллона с аргоном в кубических футах (вы увидите, что это также написано как cf).
Каждый цилиндр может длиться долго.
Вы можете использовать танк, которому десятки лет. Если в порядке. В рамках дат тестирования и бережно хранить.
Что такое Самые распространенные размеры и объемы аргонных баллонов?
Таблица размеров резервуаров для аргона
Таблица размеров резервуаров с аргоном Вот
диаграмма, показывающая названия типов цилиндров в первом столбце.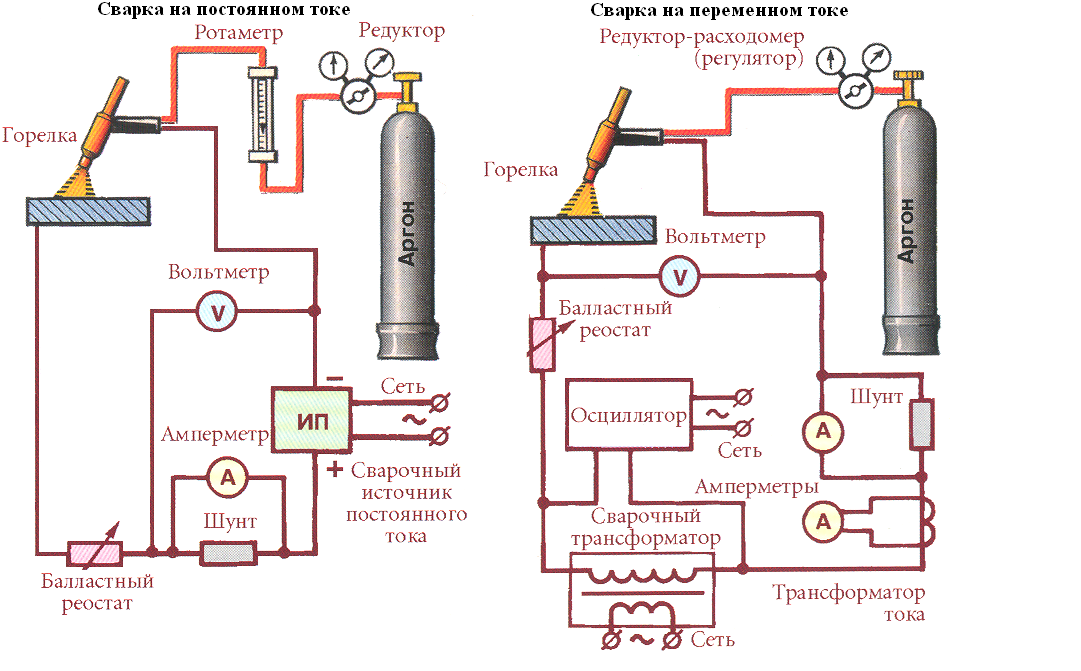 Второй столбец
показывает общее название для этого размера резервуара.
Второй столбец
показывает общее название для этого размера резервуара.
В третьем В столбце вы увидите количество аргона в кубических футах для резервуара такого размера.
4-я и В 5-м столбце указаны диаметр и высота каждого резервуара.
И В последнем столбце указан приблизительный вес для каждого размера резервуара.
Все указанные выше размеры являются приблизительными и средними.
Даже если это Таблица даст вам хорошую отправную точку для более распространенных размеров цилиндров. И представление о том, сколько газа аргона должно быть в баллоне такого размера. Это.
Резервуар с аргоном Название размера цилиндра в сравнении с его общим названием
Почему там два имени?
Это причуда индустрии сжатого газа.
Пример из этого есть некоторые дистрибьюторы, которые называют бак объемом 40 кубических футов 40.
Остальные звонят тот же размер резервуара с аргоном и RR.
Вы найдете
Вам стоит знать оба названия.
Вы можете использовать диаграмма, которая поможет вам.
И сравните это то, что вы слышите, как танки называют в вашем районе.
Почему есть ли в таблице два аргоновых цилиндра разного размера S.
Это не ошибка.
Вы найдете есть на рынке, что бак размера «S» может быть двух разных размеров.В зависимости от на вашем газовом поставщике и где вы находитесь в стране. Ваш танк S мог вместить 125 кубических футов газа. Или 150 кубических футов газа.
Стоит дважды проверить.
Покупка Баллоны с аргоном на Amazon
Вы не можете Понимаете, но Amazon.com предлагает несколько размеров резервуаров с аргоном, которые вы можете купить.
И ты обнаружите, что вы можете выбрать, покупаете ли вы баллон с бензином или пустой баллон вы можете заполнить в вашем районе.
Посмотрите их сами, перейдя по ссылкам ниже.Зайдите на Amazon и посмотрите сегодняшнюю цену.
(Раскрытие информации.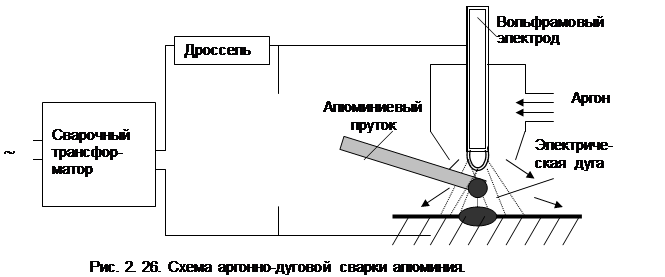 Этот сайт без дополнительных затрат получает комиссионные по ссылкам Amazon ниже)
Этот сайт без дополнительных затрат получает комиссионные по ссылкам Amazon ниже)
Размер газового баллона с аргоном в кубических футах
Почему размеры бутылок с аргоном различаются?
Если есть проверяли, хотите ли вы купить или арендовать газовый баллон с аргоном, вы заметите что-то.
сжатый размеры газовых баллонов могут отличаться. Поскольку производители цистерн производят газовые баллоны, разные размеры и вес.
Почему?
Потому что тогда распределителям, поставщикам и арендным компаниям газа легче. Они могут быстро обнаружить их танки.
Аргон баллоны со сжатым газом исчезают с кузовов грузовиков. И от компании клетки для хранения и появятся на вторичном рынке пользователей.
Итак, когда эти баки затем пополняются. Поставщики газа признают украденные цистерны и вернуть их законному владельцу.
Осторожно. И понять, как обнаружить украденный танк, чтобы вас не поймали.
Узнайте, как это сделать в этой статье.
Там нет Стандарт для размеров баллонов с аргоном?
Вы найдете правда… не совсем.
Вы найдете общие размеры баллонов с аргоном указаны в таблице.
Но Уловка, которую используют производители, заключается в создании баллонов с аргоном необычных размеров.
Так что они могут легко узнать, какие резервуары они арендуют. И верни свои украденные.
какой цвет Танки с аргоном? Есть несколько стандартных размеров, но это стандартные цвета?
Хммм …. опять правда нет, нет.
Не так ли быть принятым цветом танка. И думаешь, что знаешь, что внутри.
Потому что Каждый производитель решает, какие цвета цилиндров они будут использовать для своих резервуаров. Это еще один способ быстро обнаружить их танки.
Единственный
способ узнать, что находится внутри баллона со сжатым газом, — это прочитать этикетку с данными.Это расскажет вам, что внутри резервуара.
Если вы не могу найти этикетку с данными резервуара. Или пропустил мимо.
Потому что кто знает, что могло быть внутри этого танка.
А ты может быть неприятным сюрпризом.
Это могло удерживайте легковоспламеняющийся газ. Или ядовитый газ. Кто знает!
А ты без газового баллона вам не заправят.
YouTube Видео, показывающее типовые размеры баллона резервуара с аргоном
В первая 1 минута 30 секунд этого видео.Натан проходит через многие размеры баллонов сварочного газа, которые вы найдете на рынке.
Он показывает Вы можете использовать цилиндры большего размера, которые часто можно взять напрокат.
Вместе с меньшие баллоны с аргоном. То, что вы обнаружите, чаще всего принадлежит и заправляется у поставщиков газа. Наслаждайтесь!
Идентификация баллона высокого давления
Видео Предоставлено: Holston Gases: Натан. Фаркуарсон
Какой размер аргона Резервуар Вам понадобится для сварки MIG?
Вот диаграмма для вас, показывающая размеры баллонов с аргоном в зависимости от времени боковой сварки.
Размеры аргонных баллонов и график времени сварки
| Размер резервуара Название и объем газа | Расчетное время сварки | |||||
|---|---|---|---|---|---|---|
| R — 20 куб.футов | 1 — 1,5 часа | |||||
| RR — 40 куб. | Q1 — 60 куб.футов | 3-4 часа | ||||
| Q — 80 куб.футов | 4-5 часов | |||||
| S — 125 кубических футов | 6. 5-8 часов 5-8 часов | |||||
| S — 150 куб.футов | 7,5 — 10 часов | |||||
| K — 250 куб.футов | 12,5 — 16,5 часов | |||||
| T — 330 куб.футов | 16,5 — 22 часа |
 Опять же, потому что у тебя будет больше
предварительная и последующая продувка газообразного аргона.
Опять же, потому что у тебя будет больше
предварительная и последующая продувка газообразного аргона.


 Чем дальше вы живете от своего
местный поставщик газа аргон. Тем больше это стоит вам по времени. И топливо для твоего
грузовик, чтобы добраться туда.
Чем дальше вы живете от своего
местный поставщик газа аргон. Тем больше это стоит вам по времени. И топливо для твоего
грузовик, чтобы добраться туда. Сколько стоит тест? Доступность
и стоимость может варьироваться.
Сколько стоит тест? Доступность
и стоимость может варьироваться. Пока
как можете переложить самостоятельно.
Пока
как можете переложить самостоятельно.


| Размер | 40cf (V) | 80179 (Q) D) | |
|---|---|---|---|
| Высота | 22 дюйма | 35 дюймов | 45 дюймов |
Диаметр . | 7 дюймов | 7 дюймов | 7 дюймов |
| Пустой | 24 фунта | 47 фунтов | 58 фунтов |
| Полный вес . | 28 фунтов | 56 фунтов | 71 фунт |
| PSI | 2015 | 2015 | 2265 |
баллонов Хотя доступны баллоны гораздо большего размера, они часто сдаются в аренду клиентов поставщиком газа.
Чем больше цилиндр, тем экономичнее заправка. Вы не заплатите намного больше, чтобы получить вдвое больше бензина.
Моя последняя покупка баллона емкостью 80 кубических футов у «местного» поставщика в 20 милях от моего дома заняла около полутора часов моего времени.
В то время я думал, что все цилиндры, выставленные на продажу в Интернете, пусты.
Неправильно!
Я узнал, что могу заказать полный цилиндр емкостью 80 кубических футов, доставленный к моей двери по отличной цене. Эти бутылки получают хорошие, законные отзывы, которые получают оценку «А» от Fakespot.
У любого приличного поставщика газа не будет проблем с заправкой баллона хорошего качества, но вам стоит проверить свои местные возможности.
Вы можете найти небольшого, но полезного поставщика газа, подобного показанному в этом видео. Узнайте о баллонах, популярных среди любителей, а также о том, на что обращать внимание при покупке бывших в употреблении газовых баллонов.
Самые популярные размеры бутылок для сварки TIG со 100% аргоном
Связано: Сварка MIG с использованием 100% аргона в защитном газе
Как долго хватит сварочного газа?
Сколько времени на сварку одной бутылки будет зависеть от скорости потока, которую вы установите на регуляторе — обычно от 10 до 40 кубических футов в час в зависимости от рабочей среды.
Вам потребуется более высокая скорость потока для обеспечения защиты защитного газа в ветреной местности. Даже с открытой дверью гаража на 12 дюймов я получаю хорошие результаты с настройкой регулятора на 20 кубических футов в час, пока она спокойная.
Поскольку мы работаем только в кубических футах, наш расчет времени сварки для газовых баллонов прост:
Время газовой сварки (часы) = (объем цилиндра в кубических футах) / (расход регулятора в кубических футах в час)
Итак, используя мой цилиндр 80 куб. Футов, регулируемый на 20 куб. Футов в час: ( 80 куб. Футов) / (20 куб. Футов в час) = 4.0 часов времени сварки.
Время сварки на цилиндр в зависимости от расхода газа (смеси аргон / MIG)
| Размер | 40 куб.футов | 80 куб.футов | 125 куб. | 4,0 часа | 8,0 часов | 12,5 часов |
| 15 куб. Час | 2,7 часа | 5,3 часа | 8,3 часа | |||
| 20 куб.0 часов | 4,0 часа | 6,3 часа | ||||
| 30 куб.футов в час | 1,3 часа | 2,7 часа | 4,2 часа | |||
| 40 кубических часов | 1,04 часа |
Конечно, это рассчитанное время, и ваши реальные результаты сварки могут отличаться. Значительные колебания температуры и частота запусков и остановов — особенно для машин с настройками предварительной / продувки — повлияют на время работы.
Дополнительная информация о потоке перед / после сварки: Особенности усовершенствованных сварочных аппаратов MIG стоимостью до 1500 долларов США
Рекомендуется время от времени проверять регулятор во время сварки. По мере использования газа давление в баллоне падает, изменяя расход от одноступенчатых регуляторов. Опять же, изменения температуры имеют тот же эффект, поэтому не удивляйтесь, если вы настраиваете регулятор чаще, чем ожидали.
Я усвоил привычку откладывать регулировку газового регулятора на «0», когда я заканчиваю сварочный сеанс.Производители рекомендуют снимать давление пружины с диафрагмы клапана, эта практика также заставляет меня регулировать поток газа при следующей сварке.
Как насчет баллонов со 100% CO2?
Баллоны со 100% CO2, используемые для сварки MIG, отличаются от аргона и смесей MIG. В резервуарах с CO2 используются другие клапаны, и они заполняются по весу, а не по объему. Один фунт CO2 обеспечивает 8,741 кубических футов защитного газа.
Размеры баллонов со 100% CO2 (C100) и время работы
| РАЗМЕР | В x Ш (дюймы) | CU FT | ВРЕМЯ * |
|---|---|---|---|
| 1.25 # | 10,5 x 3 | 10,9 | 33 мин |
| 5 # | 18,25 x 5,5 | 43,7 | 2,2 часа |
| 10 # | 20,54 87,47 | ||
| 20 # | 27,5 x 8 | 174,8 | 8,8 часов |
| 50 # | 47 x 8 | 437,1 | 21,9 часа |

 Надеюсь, теперь у вас есть хорошее представление о том, какой размер баллона с газом для сварки вам подходит — так что вы можете начать сварку MIG в ближайшее время!
Надеюсь, теперь у вас есть хорошее представление о том, какой размер баллона с газом для сварки вам подходит — так что вы можете начать сварку MIG в ближайшее время! Линкольн — также одно из немногих мест, где я знаю, что предлагает такой курс.
Линкольн — также одно из немногих мест, где я знаю, что предлагает такой курс.
 Чтобы объяснить это противоречие терминов, хотя основы TIG довольно просты для понимания, для овладения им требуется много контроля, навыков и координации.
Чтобы объяснить это противоречие терминов, хотя основы TIG довольно просты для понимания, для овладения им требуется много контроля, навыков и координации. Итак, вы нажимаете на педаль, чтобы выплавлять расплавленный металл, пока кормите лужу.Из-за того, как они продолжают использовать все эти сумасшедшие технические термины, возможно, они будут называть TIG как PMP для металлической лужи педали или PPM для металла педали лужи. (Многие доктора философии и инженеры морщатся, читая это.)
Итак, вы нажимаете на педаль, чтобы выплавлять расплавленный металл, пока кормите лужу.Из-за того, как они продолжают использовать все эти сумасшедшие технические термины, возможно, они будут называть TIG как PMP для металлической лужи педали или PPM для металла педали лужи. (Многие доктора философии и инженеры морщатся, читая это.)