Композитная или металлическая арматура | Компания «АСТИМ»
На российском рынке уже несколько лет можно встретить композитную арматуру.
Ее производители и дистрибьюторы наперебой вещают об уникальности этого вида строительного материала. Не будем утверждать, что композитной арматуре не место на стройке.
Мы лишь проведем сравнение и определим, где лучше использовать из композитного материала, а где из металла.
Долговечность
Металл может сохранять свойства 150 лет, композитная арматура
50—80 лет.
Весьма условное свойство. Чтобы его рассчитать точно, понадобится учесть десятки факторов. Статическая, динамическая нагрузка, сейсмические волнения, перепады температур в каждой конкретной местности, где производится строительство. И это только общие обозначения некоторых из них.
При корродировании металла образуется ржавчина, которая оказывает разрушающее действие на бетон. Однако при соблюдении правил строительства, металл может сохранять свои свойства более 150 лет.
Производители композитной арматуры сообщают о 50-80 годах долговечности. Но эти данные пока что не имеют фактического подтверждения. Да, проводились неоднократные испытания, в которых моделировали совокупность воздействий окружающей среды на армированные конструкции. Но вряд ли их результаты могут гарантировать отсутствие деформации строения в течение прогнозируемого времени.
Предел прочности
на растяжение
стальная арматура
17-25%, стеклокерамическая
2,2 %.
Мы не будем приводить различные формулы расчета и путать вас цифрами. Возьмем лишь два значения по данному параметру из официальных данных ГОСТов: стальная 17-25%, стеклокерамическая 2,2 %. Что нам дают эти цифры? Железобетонная конструкция в момент своих предельных состояний может деформироваться и даже разрушиться. Но при разрушении бетона арматура сохранит свою целостность до достижения указанных значений.
Что же будет с АСК (стеклокерамическая) при аналогичном воздействии? Прочность бетона на растяжение крайне мала. И если предельное состояние для стеклокерамической арматуры будет достигнуто, то ее разрыв произойдет, как только она растянется всего на 2,2%. Человек может не заметить и трещинки в фундаменте, как все строение может обрушиться в одно мгновение без видимых на то причин.
Модуль упругости
стальная арматура
стеклокерамическая
55 000 мПа.
Данный модуль влияет на то, как арматура устойчива к прогибу. А-3 А400С имеет модуль упругости равный 200 000 мПа, в то время как АСК имеет показатель в 55 000 мПа. Это означает, что использование АСК в перекрытиях, а так же в фундаменте с высокими нагрузками и без предварительного напряжения крайне нежелательно и не экономично.
Это означает, что использование АСК в перекрытиях, а так же в фундаменте с высокими нагрузками и без предварительного напряжения крайне нежелательно и не экономично.
Анкеровка
стальная арматура
готова к анкеровке,
стеклокерамическая
не предусмотрено производителем .
Чтобы арматура воспринимала воздействие усилий, необходимо завести ее за расчетное сечение на определенную длину или установить на концах прута специальных анкеров.
С металлической арматурой все просто. Ее можно загнуть крюком, сплющить конец, поставить муфту, сделать резьбу и установить анкерную гайку. В некоторых случаях допускается даже сварка.
Композитная не обладает выше указанными возможностями. К сожалению, ее производители не выпускают какие-либо устройства, помогающие произвести анкерование должным образом. При этом стоит обратить внимание, что АСК хуже сцепляется с бетоном и в результате продергивания сможет привести к разрушению конструкции.
Термостойкость
стальная арматура
600℃,
стеклокерамическая
140℃.
Металлическая выдерживает температуру до 600℃. В АСК начинает разрушаться при 150℃.
Полное разрушение волокон произойдет при достижении 400℃. Из этого следует, что в случае наступления предельных для АСК температуры, стальная арматура останется целой.
Электропроводность
стальная арматура
является проводником,
стеклокерамическая
диэлектрик.
Металлический металлопрокат является хорошим проводником. Может использоваться как элемент заземления, громоотвода.
Композитный материал по своей сути является диэлектриком. Поэтому все выше указанные свойства ему недоступны. Но при этом такой вид арматуры может применяться в конструкциях, где диэлектрическое свойство является крайне важным.
Коррозийность
стальная арматура
корродирует,
стеклокерамическая
не подвержена коррозии.
Металлическая корродирует. Особенно в местах, где она контактирует с окружающей средой, а так же в местах сварки. Отрицательно так же влияет бетон с добавками хлоридов и сульфатов, которые часто применяются для ускорения его застывания. Однако, если брать бетон без подобных присадок, то он, являясь щелочным по своей сути и полностью покрывающим арматуру, надежно защищает ее от коррозии продолжительное время.
Однако, если брать бетон без подобных присадок, то он, являясь щелочным по своей сути и полностью покрывающим арматуру, надежно защищает ее от коррозии продолжительное время.
Стеклопластиковая и подобные ей по типу не подвержены коррозии совсем. Что позволяет их использовать в агрессивной среде. Например, при контакте с морской водой.
Транспортировка
стальная арматура
требует спец техники,
стеклокерамическую
можно перевозить в легковой машине.
Тут бесспорное превосходство композитного материала. Если для перевоза металлической арматуры потребуется специальный грузовой транспорт, то композитную (в небольших количествах) можно перевезти и на легковой машине. До диаметра в 12 мм. АСК производят в виде бухты. Что тоже способствует удобству разгрузки и транспортировки.
Экономия на стоимости транспортировки композитной арматуры ощущается при малом строительстве. Так как при больших поставках разница будет не столь существенна.
Вес конструкции
вес конструкции с применением
арматуры стальной или композитной
примерно равен.
Металлический каркас армирования весит в 4-5 раз больше, чем стеклопластиковая арматура. Но давайте разберемся, насколько это критично.
Например, в плите перекрытия ПП 2,2.48.10-20-к7-п весом чуть более 1,5 тонны, количество металлической арматуры составит 21 кг. Если мы посчитаем вес стеклопластикового армирования, то поймем, что разницы между 1555 кг. с металлом и 1538 кг. с композитным материалом практически нет.
Гибкость
стальная арматура гибкая,
стеклокерамическая ломкая.
Металл хорошо гнется. Это позволяет избегать лишней резки при угловых соединениях арматуры.
Композитный оппонент напротив — сломается при первой попытке согнуть прут под углом 45 градусов. Чтобы композитная арматура имела необходимые по вашему расчету изгибы, ее придется заказывать специально на заводе-изготовителе. Что увеличивает как временные, так и денежные затраты. Экономия на стоимости транспортировки композитной арматуры ощущается при малом строительстве. Так как при больших поставках арматуры разница будет не столь существенна.
Репутация производителей
производители стальной арматуры — крупные компании
стеклокерамическую арматуру проще потделать
Металлическая арматура производится по жестким правилам на специализированных заводах. Технология производства отработана десятилетиями. Проводятся масштабные проверки качества каждой партии металла. Компания Астим работает только с самыми крупными и проверенными производителями стальной арматуры и металлопроката: НЛМК, СЕВЕРСТАЛЬ и ЕВРАЗ. Это дает гарантию качества и отсутствие подделок.
АСП могут производить как крупные, так и мелкие предприятия. Для изготовления такой арматуры не нужны сталелитейные цеха, многотонные краны, металлургические станки. Для организации производства стеклокерамической арматуры нужны куда меньшие объемы вложений. Чем стали пользоваться не чистые на руку дельцы. Поэтому на рынке можно встретить достаточное количество подделок.
Применение:
Металлическая арматура применяется повсеместно. Везде, где требуется устойчивость к внезапным разрушениям из-за критических внешних нагрузок, в несущих кладках, фундаментах и перекрытиях.
Композитная арматура может использоваться для создания фундамента для легких строений (веранда, подсобное помещение, уличный туалет), малоэтажного строительства при допущении столь низкого модуля упругости (в 4 раза меньше металлического аналога), временных построек, не несущих кладок. Композитную арматуру можно использовать там, где требуется возведение конструкций с изоляцией электричества (опоры ЛЭП), конструкций, которые будут подвергаться воздействию агрессивной окружающей среды. Ее применение возможно только при выше указанных условиях и проведении качественных предварительных расчетов.
Сравнение композитной арматуры и металлической
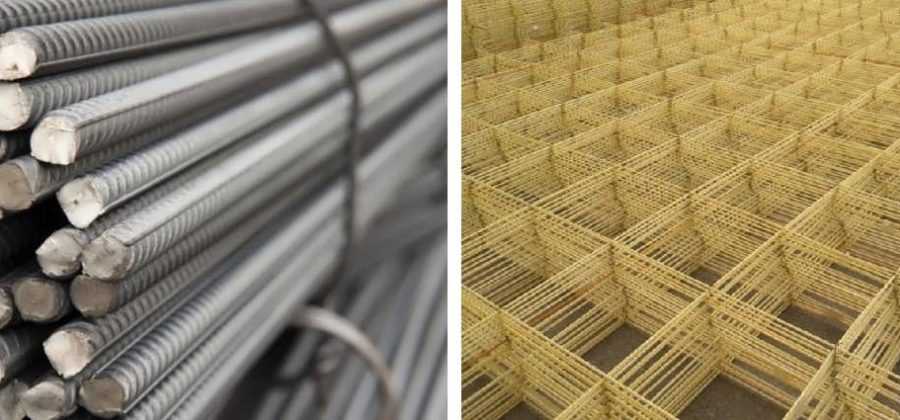
Для укрепления бетона используется арматура разных видов. Какая из них лучше? Что выбрать: стеклопластиковую или металлическую арматуру? Чтобы дать точный ответ на эти вопросы, стоит основательно разобраться в преимуществах этих материалов.
Стеклопластиковая или композитная арматура: особенности
Для изготовления композитной арматуры используют стекловолокно, базальт и высокопрочный пластик. Волокна в бухтах могут иметь диаметр от 4 до 12 мм. На волокна наносятся ребра, чтобы обеспечить максимальное сцепление арматуры с конструкцией.
По характеристикам композитная арматура по многим критерием превосходит металлическую, так как она имеет меньший вес, высокую прочность, большую устойчивость к коррозии. К преимуществам стеклопластиковой арматуры отнести можно также влагоустойчивость, диэлектрические свойства, большой выбор сечений, легкость транспортировки. Только вот композитные изделия используются не во всех сферах деятельности. Например, для конструкций с высокими нагрузками на изгибах, в перекрытиях они не подходят. В основном, композитную арматуру используют для армирования ж/д путей, ленточного фундамента, береговых сооружений, мостов, канализационных конструкций и т.п.
К преимуществам стеклопластиковой арматуры отнести можно также влагоустойчивость, диэлектрические свойства, большой выбор сечений, легкость транспортировки. Только вот композитные изделия используются не во всех сферах деятельности. Например, для конструкций с высокими нагрузками на изгибах, в перекрытиях они не подходят. В основном, композитную арматуру используют для армирования ж/д путей, ленточного фундамента, береговых сооружений, мостов, канализационных конструкций и т.п.
Монтаж стеклопластиковой арматуры производится с помощью специальных хомутов, сваривать такие изделия нельзя. Пруты также сгибать не рекомендовано, иначе можно повредить стержень.
Немаловажен тот факт, что эта арматура требует особых условий производства, использование специального оборудования, сырья. Это дает гарантии того, что приобрести композитный материал, изготовленный кустарным способом невозможно.
Металлическая арматура: особенности
Изготавливают ее в виде стальных прутов с рифленой или гладкой поверхностью. В зависимости от области использования выделяют несколько видов этих изделий:
В зависимости от области использования выделяют несколько видов этих изделий:
· Рабочие. Отличаются устойчивостью к нагрузкам на растяжение. Нашли применение в изготовлении ригелей, фундаментов и т.п.
· Монтажные. Эти изделия используются при возведении каркасов.
· Распределительные. Способны равномерно распределить нагрузку и удерживать в нужном положении конструкцию.
· Анкерные. Применяется для закладных конструкций.
· Продольные. Купируют растягивающие нагрузки, что не допускает возникновения трещин.
· Поперечные. Не допускают разрыва от скользящих напряжений.
Стальная арматурная продукция имеет разный класс, диаметр. Также маркируются изделия в зависимости от прочности структуры, класса устойчивости к коррозии. Реализуются они в пачках или связках с прутами до 12 м в длину.
К преимуществам стальной арматуры можно отнести отличные адгезионные свойства, огнестойкость, универсальность, устойчивость к деформациям. Огромным достоинством является возможность монтажа как путем связки проволокой, так и сварки.
Что касается недостатков, то стоит отметить большой вес, теплопроводность, подверженность коррозии.
Ценовой аспект
Поскольку материалы имеют различную плотность, то и определить, какая из арматур дешевле, выгоднее с точностью нельзя. Нужно учитывать параметры расхода бетона, качество готовых конструкций, затраты на транспортировку.
Что надежнее?
Изучая все достоинства и недостатки металлической и композитной арматуры можно сказать одно – выбор зависит от нагрузок конструкции. Например, для многоэтажных построек использовать стоит металлические изделия с нужным диаметром сечения. Как упоминалось ранее, стеклопластиковый материал в силу своих характеристик лучше всего подойдет для устройства ленточного фундамента. Кроме того, многие застройщики стали успешно практиковать комбинирование материалов. К примеру, основной каркас сваривается из металлических прутов и заполняется стеклопластиковыми стержнями.
Композиты с металлической матрицей | Machine Design
Композиты с металлической матрицей либо используются, либо создаются в качестве прототипов для космических челноков, коммерческих авиалайнеров, электронных подложек, велосипедов, автомобилей, клюшек для гольфа и множества других применений. В то время как подавляющее большинство из них представляют собой композиты с алюминиевой матрицей, все большее число приложений требуют матричных свойств суперсплавов, титана, меди, магния или железа.
В то время как подавляющее большинство из них представляют собой композиты с алюминиевой матрицей, все большее число приложений требуют матричных свойств суперсплавов, титана, меди, магния или железа.
Как и все композиты, композиты с алюминиевой матрицей представляют собой не один материал, а семейство материалов, жесткость, прочность, плотность, а также тепловые и электрические свойства которых можно адаптировать. Сплав матрицы, материал армирования, объем и форма армирования, расположение армирования и метод изготовления могут варьироваться для достижения требуемых свойств. Однако, независимо от вариаций, алюминиевые композиты обладают преимуществом низкой стоимости по сравнению с большинством других MMC. Кроме того, они обладают отличной теплопроводностью, высокой прочностью на сдвиг, превосходной стойкостью к истиранию, работой при высоких температурах, негорючестью, минимальным воздействием топлива и растворителей, а также возможностью формовки и обработки на обычном оборудовании.
Алюминиевые ММС производятся литьем, порошковой металлургией, усилением на месте и методом прессования фольги и волокна. Продукция неизменно высокого качества теперь доступна в больших количествах, а крупные производители расширяют производство и снижают цены. Они применяются в тормозных дисках, поршнях и других автомобильных компонентах, а также в клюшках для гольфа, велосипедах, компонентах машин, электронных подложках, экструдированных уголках и каналах, а также во многих других конструкционных и электронных устройствах.
Композиты из суперсплавов, армированные волокнами из вольфрамового сплава, разрабатываются для компонентов реактивных турбинных двигателей, работающих при температурах выше 1830 °F.
Композиты графит/медь обладают адаптируемыми свойствами, подходят для высоких температур на воздухе и обеспечивают отличные механические характеристики, а также высокую электрическую и теплопроводность. Они обеспечивают более легкую обработку по сравнению с титаном и меньшую плотность по сравнению со сталью. Были изготовлены пластичные сверхпроводники с матрицей из меди и сверхпроводящими нитями из ниобия-титана. Медь, армированная частицами вольфрама или частицами оксида алюминия, используется в радиаторах и электронных корпусах.
Были изготовлены пластичные сверхпроводники с матрицей из меди и сверхпроводящими нитями из ниобия-титана. Медь, армированная частицами вольфрама или частицами оксида алюминия, используется в радиаторах и электронных корпусах.
Титан, армированный волокнами карбида кремния, разрабатывается в качестве материала обшивки для национального аэрокосмического самолета. Нержавеющая сталь, инструментальная сталь и инконель входят в число матричных материалов, армированных частицами карбида титана, и из них изготавливаются вытяжные кольца и другие высокотемпературные коррозионно-стойкие компоненты.
По сравнению с монолитными металлами ММК имеют:
- Более высокое отношение прочности к плотности
- Более высокое отношение жесткости к плотности
- Лучшая усталостная прочность
- Лучшая устойчивость к повышенным температурам
- — Более высокая прочность
- — Более низкая скорость ползучести
- Более низкий коэффициент теплового расширения
- Лучшая износостойкость
:
- Повышенная термостойкость
- Огнестойкость
- Повышенная поперечная жесткость и прочность
- Отсутствие влагопоглощения
- Более высокая электрическая и теплопроводность
- Лучшая стойкость к излучению
- Отсутствие дегазации
- Возможность изготовления нитевидных и армированных частицами MMC с использованием обычного металлообрабатывающего оборудования.


Некоторыми недостатками ММК по сравнению с монолитными металлами и полимерными матричными композитами являются:
- Более высокая стоимость некоторых систем материалов
- Относительно несовершенная технология
- Сложные методы изготовления волокнистых армированных систем (кроме литья)
- Ограниченный опыт обслуживания
Многочисленные комбинации матриц и армирования были опробованы с тех пор, как в конце 1950-х годов началась работа над MMC. Однако технология MMC все еще находится на ранних стадиях развития, и, несомненно, появятся другие важные системы.
Армирование: Армирование MMC можно разделить на пять основных категорий: непрерывные волокна, прерывистые волокна, усы, частицы и проволока. За исключением проволоки, которая представляет собой металл, арматура обычно представляет собой керамику.
Основные непрерывные волокна включают бор, графит (углерод), оксид алюминия и карбид кремния. Волокна из бора изготавливаются путем химического осаждения из паровой фазы (CVD) этого материала на вольфрамовую сердцевину. Также использовались углеродные сердечники. Эти относительно толстые мононити доступны диаметром 4,0, 5,6 и 8,0 мил. Для замедления реакций, которые могут происходить между бором и металлами при высокой температуре, иногда используются покрытия волокон из таких материалов, как карбид кремния или карбид бора.
Также использовались углеродные сердечники. Эти относительно толстые мононити доступны диаметром 4,0, 5,6 и 8,0 мил. Для замедления реакций, которые могут происходить между бором и металлами при высокой температуре, иногда используются покрытия волокон из таких материалов, как карбид кремния или карбид бора.
Мононити из карбида кремния также изготавливаются методом CVD с использованием вольфрамовой или углеродной сердцевины. Японская комплексная пряжа, обозначенная производителем как карбид кремния, также имеется в продаже. Однако этот материал, полученный пиролизом металлоорганических волокон-предшественников, далек от чистого карбида кремния, и его свойства существенно отличаются от свойств мононити карбида кремния.
Непрерывные волокна оксида алюминия можно приобрести у нескольких поставщиков. Химический состав и свойства различных волокон существенно различаются. Графитовые волокна изготавливаются из двух исходных материалов: полиакрилонитрила (ПАН) и нефтяного пека. Предпринимаются попытки получить графитовые волокна из каменноугольного пека. Доступны графитовые волокна с широким диапазоном прочности и модуля.
Предпринимаются попытки получить графитовые волокна из каменноугольного пека. Доступны графитовые волокна с широким диапазоном прочности и модуля.
Ведущими прерывистыми армирующими волокнами в настоящее время являются глинозем и алюмосиликат. Оба первоначально были разработаны как изоляционные материалы. Основным материалом вискеров является карбид кремния. Ведущий коммерческий продукт США производится путем пиролиза рисовой шелухи. Карбид кремния и карбид бора, основные армирующие частицы, получают из коммерческой абразивной промышленности. Частицы карбида кремния также производятся как побочный продукт процесса, используемого для изготовления усов из этого материала.
Ряд металлических проволок, в том числе вольфрамовая, бериллиевая, титановая и молибденовая, использовались для усиления металлических матриц. В настоящее время наиболее важным армированием проволоки является вольфрамовая проволока из суперсплавов и сверхпроводящих материалов, содержащих ниобий-титан и ниобий-олово в медной матрице. Упомянутые выше подкрепления являются наиболее важными в настоящее время. Многие другие были опробованы за последние несколько десятилетий, а третьи, несомненно, будут разработаны в будущем.
Упомянутые выше подкрепления являются наиболее важными в настоящее время. Многие другие были опробованы за последние несколько десятилетий, а третьи, несомненно, будут разработаны в будущем.
Матричные материалы и ключевые композиты: В качестве матриц использовались многочисленные металлы. Наиболее важными были алюминиевые, титановые, магниевые и медные сплавы и суперсплавы.
Наиболее важными системами MMC являются:
- Алюминиевая матрица
- Непрерывные волокна: бор, карбид кремния, оксид алюминия, графит
- Непрерывные волокна: оксид алюминия, алюмо-кремнезем 8 Усы: 0:1 карб. , карбид бора
- Magnesium matrix
- Continuous fibers: graphite, alumina
- Whiskers: silicon carbide
- Particulates: silicon carbide, boron carbide
- Titanium matrix
- Continuous fibers: silicon carbide, coated boron
- Particulates: titanium карбид
- Медная матрица
- Непрерывные волокна: графит, карбид кремния
- Проволоки: ниобий-титан, ниобий-олово
- Твердые частицы: карбид кремния, карбид бора, карбид титана.
- Матрицы из суперсплавов
- Проволоки: вольфрамовые

Характеристики и особенности конструкции: Превосходные механические свойства MMC определяют их применение. Однако важной характеристикой MMC, которая является общей с другими композитами, является то, что путем соответствующего выбора матричных материалов, армирования и ориентации слоев можно адаптировать свойства компонента для удовлетворения потребностей конкретной конструкции.
Например, в широких пределах можно указать прочность и жесткость в одном направлении, коэффициент расширения в другом и так далее. Это редко возможно с монолитными материалами.
Монолитные металлы имеют тенденцию быть изотропными, то есть иметь одинаковые свойства во всех направлениях. Однако некоторые процессы, такие как прокатка, могут придавать анизотропию, так что свойства меняются в зависимости от направления. Напряженно-деформационное поведение монолитных металлов типично упругопластическое. Большинство конструкционных металлов обладают значительной пластичностью и вязкостью разрушения.
Большинство конструкционных металлов обладают значительной пластичностью и вязкостью разрушения.
Широкий спектр MMC имеет резко различающиеся свойства. Факторы, влияющие на их характеристики, включают:
- Свойства, форма и геометрическое расположение арматуры
- Объемная доля арматуры
- Свойства матрицы, включая эффекты пористости
- Свойства поверхности раздела арматура-матрица
- История остаточных механических напряжений композита
- Возможна деградация арматуры в результате химических реакций при высоких температурах, а также механических повреждений от обработки, ударов и т.п.
ГМК, армированные частицами, как и монолитные металлы, имеют тенденцию быть изотропными. Однако присутствие хрупкого армирования и, возможно, оксидов металлов имеет тенденцию снижать их пластичность и вязкость разрушения. Непрерывное развитие может уменьшить некоторые из этих недостатков.
Свойства материалов, армированных нитевидными кристаллами, сильно зависят от их ориентации. Случайно ориентированные усы создают изотропный материал. Однако такие процессы, как экструзия, могут ориентировать усы, что приводит к анизотропным свойствам. Усы также снижают пластичность и вязкость разрушения.
Случайно ориентированные усы создают изотропный материал. Однако такие процессы, как экструзия, могут ориентировать усы, что приводит к анизотропным свойствам. Усы также снижают пластичность и вязкость разрушения.
ГМК, армированные ориентированными волокнами, обладают анизотропными свойствами. Они прочнее и жестче в направлении волокон, чем перпендикулярно им. Однако поперечная прочность и жесткость однонаправленных MMC (материалов, все волокна которых ориентированы параллельно одной оси) часто достаточно велики для использования в таких компонентах, как элементы жесткости и распорки. Это одно из основных преимуществ ММК перед ПМК, которые редко можно использовать без поперечной арматуры.
Поскольку модуль и прочность металлических матриц значительны по сравнению с большинством армирующих волокон, их вклад в поведение композита важен. Кривые напряжения-деформации MMC часто демонстрируют значительную нелинейность, связанную с текучестью матрицы.
Другим фактором, оказывающим значительное влияние на поведение армированных волокном металлов, является часто большая разница в коэффициентах расширения между двумя составляющими. Это может вызвать большие остаточные напряжения в композитах, когда они подвергаются значительным изменениям температуры. Фактически, во время охлаждения от температуры обработки термические напряжения матрицы часто бывают достаточно серьезными, чтобы вызвать деформацию. Большие остаточные напряжения также могут создаваться механическим нагружением.
Это может вызвать большие остаточные напряжения в композитах, когда они подвергаются значительным изменениям температуры. Фактически, во время охлаждения от температуры обработки термические напряжения матрицы часто бывают достаточно серьезными, чтобы вызвать деформацию. Большие остаточные напряжения также могут создаваться механическим нагружением.
Хотя волокнистые ММС могут иметь кривые напряжения-деформации с некоторой нелинейностью, они по существу являются хрупкими материалами, как и ПМС. При отсутствии пластичности для снижения концентрации напряжений, конструкция соединения становится критическим фактором при проектировании. Разработаны многочисленные способы соединения ММК, в том числе металлургическое и полимерное скрепление, механические крепления.
Методы изготовления: Методы изготовления являются важной частью процесса проектирования всех конструкционных материалов, включая MMC. В этой критической области ведется большая работа. Вероятны значительные улучшения существующих процессов и разработка новых.
Современные методы можно разделить на две основные категории: первичные и вторичные. Первичные методы изготовления используются для создания MMC из его компонентов. Полученный материал может иметь форму, близкую к желаемой окончательной конфигурации, или может потребовать значительной дополнительной обработки, называемой вторичным изготовлением, такой как формование, прокатка, металлургическое соединение и механическая обработка. Используемые процессы зависят от типа армирования и матрицы.
Важным моментом являются реакции, которые могут происходить между армированием и матрицей во время первичной и вторичной обработки при высоких температурах, необходимых для плавления и формирования металлов. Это накладывает ограничения на типы компонентов, которые могут быть объединены различными процессами. Иногда на арматуру можно успешно наносить барьерные покрытия, что позволяет комбинировать их с матрицами, которые в противном случае были бы слишком реакционноспособными. Например, нанесение покрытия, такого как карбид бора, позволяет использовать борсодержащие волокна для армирования титана. Возможные реакции между матрицами и арматурой, даже с покрытием, также являются важным критерием при оценке температур и соответствующих периодов времени, которым ММС могут подвергаться в эксплуатации.
Возможные реакции между матрицами и арматурой, даже с покрытием, также являются важным критерием при оценке температур и соответствующих периодов времени, которым ММС могут подвергаться в эксплуатации.
Монофиламентные волокна относительно большого диаметра, такие как карбид бора и кремния, были включены в металлическую матрицу путем горячего прессования слоя параллельных волокон между фольгами для создания однослойной ленты. При этой операции металл обтекает волокна и происходит диффузионное соединение. Та же процедура может быть использована для производства диффузионно-скрепленных ламинатов со слоями волокон, ориентированными в заданных направлениях, чтобы удовлетворить требованиям жесткости и прочности для конкретной конструкции. В некоторых случаях ламинаты производятся путем горячего прессования однослойных лент, что можно считать вторичной операцией.
Однослойные ленты также производятся путем напыления металлической плазмы на коллимированные волокна с последующим горячим прессованием. Структурные формы могут быть изготовлены путем ползучести и сверхпластического формования ламинатов в штампе. Альтернативный процесс заключается в размещении волокон и несвязанной фольги в пресс-форме и горячем прессовании сборки.
Структурные формы могут быть изготовлены путем ползучести и сверхпластического формования ламинатов в штампе. Альтернативный процесс заключается в размещении волокон и несвязанной фольги в пресс-форме и горячем прессовании сборки.
Боро-алюминиевые стойки, используемые на космическом челноке, изготовлены из монослойной фольги, обернутой вокруг оправки и подвергнутой горячему изостатическому прессованию для диффузионного соединения слоев фольги вместе и, в то же время, для диффузионного соединения композитного ламината с титановыми концевыми фитингами.
Композиты могут быть изготовлены путем пропитывания жидким металлом ткани или предварительно подготовленной волокнистой конфигурации, называемой заготовкой. Часто для удержания волокон в нужном положении используются керамические или органические связующие материалы. Последний сжигается до или во время инфильтрации. Инфильтрацию можно проводить под вакуумом, под давлением или в обоих случаях. Инфильтрацию под давлением, которая способствует смачиванию волокон матрицей и уменьшению пористости, часто называют литьем под давлением.
Литые MMC теперь стабильно имеют форму сетки или сетки-сетки, улучшенную жесткость и прочность, а также совместимость с традиционными технологиями производства. Они также неизменно дешевле, чем те, которые производятся другими методами, доступны от широкого круга производителей и обеспечивают стабильность размеров как крупных, так и мелких деталей.
Например, компания Duralcan усовершенствовала свою технологию «смесителя для мороженого» и средства управления технологическим процессом до такой степени, что теперь она производит до 25 миллионов фунтов алюминиевых композитных заготовок в год. Литье по выплавляемым моделям было модифицировано в Cercast для отливки заготовок Duralcan в сложные сетчатые детали. Литье под давлением позволяет компании Alcoa получать сетчатые формы с исключительными свойствами, а инфильтрация без давления используется в Lanxide Corp. для изготовления компонентов сетчатой формы.
В настоящее время наиболее распространенным методом изготовления композитов графит/алюминий и графит/магний является пропитка. Графитовая пряжа сначала проходит через печь, чтобы сжечь любую проклейку, которая могла быть нанесена. Затем он проходит процесс CVD, при котором наносится покрытие из титана и бора, что способствует смачиванию матрицей. Затем он сразу же проходит через ванну или фонтан расплавленного металла, образуя инфильтрированный пучок волокон, известный как «проволока». Пластины и другие конструкционные формы производятся на вторичной операции путем помещения проволоки между фольгой и ее прессования, как это делается с мононитями. Недавняя разработка «воздушно-стабильных» покрытий позволяет использовать другие процессы пропитки, такие как литье, устраняя необходимость в «проволоках» в качестве промежуточного этапа. Другие подходы находятся в стадии разработки.
Графитовая пряжа сначала проходит через печь, чтобы сжечь любую проклейку, которая могла быть нанесена. Затем он проходит процесс CVD, при котором наносится покрытие из титана и бора, что способствует смачиванию матрицей. Затем он сразу же проходит через ванну или фонтан расплавленного металла, образуя инфильтрированный пучок волокон, известный как «проволока». Пластины и другие конструкционные формы производятся на вторичной операции путем помещения проволоки между фольгой и ее прессования, как это делается с мононитями. Недавняя разработка «воздушно-стабильных» покрытий позволяет использовать другие процессы пропитки, такие как литье, устраняя необходимость в «проволоках» в качестве промежуточного этапа. Другие подходы находятся в стадии разработки.
Особенно важным вторичным методом изготовления композитов с титановой матрицей является сверхпластическое формование/диффузионное соединение (SPF/DB). Для снижения производственных затрат разрабатываются непрерывные процессы, такие как пултрузия и склеивание горячим валком.
Три основных метода используются для изготовления нитевидных кристаллов и армированных частицами ММС. Два используют порошкообразные металлы; в другом используется подход с жидким металлом, детали которого являются собственностью компании.
Два процесса порошковой металлургии различаются главным образом способом смешивания компонентов. В одном используется шаровая мельница, в другом используется жидкость для облегчения перемешивания, которую затем удаляют. Затем смеси подвергают горячему прессованию в заготовки.
Вторичные процессы аналогичны процессам для монолитных металлов, включая прокатку, экструзию, прядение, ковку, ползучее формование и механическую обработку. Последнее представляет некоторые трудности, потому что подкрепления очень жесткие.
Армирующие покрытия и поверхности раздела в композитах с алюминиевой металлической матрицей
Ф. Деланне, Л. Фройен и А. Дерюттер, J .
Google ученый
EA Feest, Композиты 25 (1994) 75.
Google ученый
Дж. М. Хоу, , международный . Мать . Ред. . 38 (1993) 233.
Google ученый
То же , там же . 38 (1993) 257.
А. Мортенсон и И. Джин, 9 лет0212 там же . 37 (1992) 105.
Google ученый
BC Pai, Geetha Ramani, RM Pillai и KG Sathyanarayana, J . Мать . Наука . 30 (1995) 1903.
Google ученый
CY Yue и WL Cheung, там же .
27 (1992) 3843.Google ученый
Р. Митра и Ю. Р. Махаджан, Bull . Мать . Наука . 18 (1995) 405.
Google ученый
Б. К. Пай, Р. М. Пиллаи и К. Г. Сатьянараяна, в «Протоколы конференции по достижениям в области композитов», ADCOMP’ 96, под редакцией Э. С. Дваракадаса и К. Г. Кришнадаса Наира (Allied Publishers, Нью-Дели, Индия, 1996 г.), с. 201.
Google ученый
А. Г. Меткалф, в «Композитах с металлической матрицей» (Академический, Нью-Йорк, 1974), с. 369.
Google ученый
Х. Шриниваса Рао, Б. К. Пай, П. Л. Винод, Р. Маной и С. С. Шрикумар, Pract . Металл . 31 (1994) 190.
Google ученый
 «>
«>Д. Дж. Ллиод, Х. П. Лагас и А. Д. Мак Леод, в «Трудах Международной конференции по композитным материалам», ICCM-III, под редакцией Х. Исиды (Elsevier Applied Science, Лондон, 1980) с. 359.
Google ученый
DJ Llyod и I. Jin, Metall . Транс . 19А (1988) 3107.
Google ученый
Р. Уоррен и Ч. Х. Андерсон, Композиты 15 (1984) 101.
Google ученый
Дж. К. Ли, Юнг. III Ли и Хо. В. Ли, 9 лет0212 Scripta Mater . 35 (1996) 721.
Google ученый
Л. Сальво, Г. Л. Эсперанс, М. Суери и Ж. Г. Легу, Mater . Наука . англ . А177 (1994) 173.
Google ученый
 «>
«>CM Gabryal и AD Mc Leod, Metall . Транс . 23А (1992) 1279.
Google ученый
Т. Исэки, Т. Камеда и Т. Муруяма, J . Мать . Наука . 19 (1984) 1692.
Google ученый
Д. Дж. Ли, М. Д. Водин, К. А. Хандверкер и У. Каттнер, в «Протоколах конференции Общества исследования материалов», том. 120 (1988) с. 357.
Google ученый
Х. Дж. Рэк, в «Протоколах конференции по дисперсионно-упрочненным алюминиевым сплавам», под редакцией Ю. М. Кима и В. М. Гриффта (TMS, Warrendale, PA, 1988), с. 649.
Google ученый
С. Р. Натт, в «Протоколах конференции по интерфейсам в композитах с металлической матрицей», под редакцией А.
К. Дингра и С. Г. Фишмана (TMS, Warrandale, PA, 1986), с. 157.Google ученый
С. Р. Натт и Р. В. Карпентер, Mater . Наука . англ . 75 (1985) 169.
Google ученый
CG Levi, GJ Abbaschian и R. Mehrabian, Metal Trans . 9А (1978) 697.
Google ученый
Т. Сритаран, К. Ся, Дж. Хиткок и Дж. Михелич, в «Протоколы конференции по композитам с металлической и керамической матрицей: обработка, моделирование и механика», под редакцией Р. Р. Бхагхата (TMS, Warrendale, PA, 19).90) с. 13.
Google ученый
К. К. Чавла, в «Науке о композитных материалах и технике» (Спрингер, Нью-Йорк, 1987), с. 83.
Google ученый
 «>
«>А. К. Курувила, В. В. Бхану Прасад, К. К. Прасад и Ю. Р. Махаджан, Bull . Мать . Наука . 12 (1989) 495.
Google ученый
Ф. Зок, С. Яншон, А. Г. Эванс и В. Нардоне, Matall . Транс . 22А (1991) 2107.
Google ученый
П. А. Эарволино, М. Э. Файн, Дж. Р. Вектерман и В. Р. Парамешваран, Scripta Metall . Мать . 26 (1992) 945.
Google ученый
С. Р. Гунавардана, С. Янссон и Ф. А. Леки, «Механизмы разрушения высокотемпературных композитов» (ASME, Нью-Йорк, штат Нью-Йорк), с. 22.
Роджер, Б. Клаф, Фрэнсис. С. Бьянканьелло, Хайден. Н. Г. Уодли и Урсула. Р. Каттнер, Металл . Транс . 21А (1990) 2747.
Google ученый
«>
С. М. Арнольд, В. К. Арья и М. Э. Метис, J . Композиции . Мать . 26 (1992) 1287.
Google ученый
Л. Дж. Гош и Б. А. Лерх, в «NASA Tech. Меморандум, NASA TM-102295”, (1989) с. 19.
Р. К. Пандей и У. Т. С. Пиллаи, в «Протоколы 4-й Международной конференции по росту усталостных трещин (Усталость 90)» под редакцией Х. Китагава и Т. Танака, Vol. 2, (MCEP, Гавайи, США, 1990) с. 653.
Google ученый
У. Т. С. Пиллаи, доктор философии. Диссертация, ИИТ, Дели (1986).
Google ученый
К. Ли, X. Д. Джим, Б. Д. Ян и П. X. Ли, Композиты 23 (1992) 54.
Google ученый
Д. П. Х. Хассельман и К.
Ю. Дональдсон, J . Ам . Керам . Сок . 75 (1992) 3137.Google ученый
А. Л. Гейгер, Д. П. Х. Хассельман и К. Я. Дональдсон, Дж . Мать . Наука . Буква . 12 (1993) 420.
Google ученый
Н. Эустатопулос, Дж. К. Лауд, П. Десре и Дж. М. Хектер, Mater . Транс . 7А (1976) 279.
Google ученый
М. Ф. Амато, J . Композиции . Мать . 10 (1976) 279.
Google ученый
И. Х. Хан, Металл . Транс . 7А (1976) 1281.
Google ученый
С.
Абрахам, Б. К. Пай, К. Г. Сатьянараяна и В. К. Вайдьян, J . Мать . Наука . 27 (1992) 3479.Google ученый
С. Абрахам, Б. К. Пай, К. Г. Сатьянараяна и В. К. Вайдьян, в «Протоколах конференции по межфазным явлениям в композитных материалах», под редакцией Ф. Р. Джонса (Баттервортс, Лондон, 1989), с. 276.
Google ученый
П. К. Рохатги, Д. Нат и С. Зиям, Z . Металлкде 12 (1991) 783.
Google ученый
Г. Каротенуто, А. Галло и Л. Николаис, Adv . Композиции . Буква . 3 (1994) 139.
Google ученый
Т. Судзуки, Х. Умехара, Р. Хояши и С. Ватанабэ, J . Мать . Рез .
8 (1993) 2492.Google ученый
П. Стефаник и П. Себо, Дж . Мать . Наука . Буква . 12 (1993) 1083.
Google ученый
З. Ши, Mater . Мех . англ . 16 (1992) 4.
Google ученый
Ю. Ган, Плат . Прибой . Отделка 79 (1992) 81.
Google ученый
С. Абрахам, Б. К. Пай, К. Г. Сатьянараяна и В. К. Вайдьян, J . Мать . Наука . 25 (1990) 2839.
Google ученый
Т.Ф. Стефенсон и Дж.А. Э. Белл, «Вторая канадская международная конференция и выставка композитов», под редакцией В.
Уоллеса и Р. Говина (Канадская ассоциация материалов для композитных конструкций, Квебек, Канада, 1993 г.) с. 359.Google ученый
Т. Ф. Стивенсон, А. Э. М. Уорнер, С. Уилсон, А. Т. Альпс и П. К. Рохатги, в совместной конференции TMS/ASM «Proceedings of Materials Week», Огайо, октябрь 1996 г. (препринт).
Р. Астана и П. К. Рохатги, J . Мать . Наука . Буква . 12 (1993) 442.
Google ученый
Х. Берк, Г. Якоби, Х. Подлесак, Г. Фриште и Г. Леонхардт, Z . Металлкде 12 (1991) 597.
Google ученый
Ф. Прижиборвски, Г. Леонхардт, П. Шульц, Г. Пурше и Х. Реш, в «Протоколы Второй европейской конференции по передовым материалам и процессам», EUROMAT ’91, vol.
2: Advanced Structural Materials, под редакцией T.W. Clyne и P.J. Withers (Институт материалов, Лондон, 1992) с. 156.Google ученый
Дж. А. Э. Белл и Г. Хансен, «Материалы конференции по передовым материалам, отвечающим экономическим задачам», под редакцией Т. С. Рейнхарта, М. Розенова, Р. А. Калла и Э. Струкхольта, Общество продвижения материалов и технологий, Калифорния, США.
Т. Ф. Стефенсон и Дж. А. Э. Белл, в «Протоколах конференции по развитию синтеза и процессов», под редакцией Ф. Х. Фроуза, У. Уоллеса, Р. А. Кулла и Э. Струкхольта, Общество продвижения материалов и технологий, Калифорния, США.
J.A.E.Bell and T.F.Stephenson, US Pat. 5385 195 (США) Дата принятия Конвенции 16 сентября 1993 г.
П. Г. Карандикер и Т. В. Чоу, «Материалы конференции по фундаментальным взаимосвязям между микроструктурами и механическими свойствами ММС», под редакцией П.
К. Лиау и М. Н. Гунгора (TMS, Warrendale, PA 1990), с. 59.Google ученый
С. Г. Уорриер, К. А. Блю и Р. Ю. Рин, Дж . Мать . Наука . 28 (1993) 760.
Google ученый
В. В. Баррера и К. Услу, там же . 29 (1994) 4742.
Google ученый
К. Т. Кашьяп, К. Говиндараджулу, М. К. Миттал и П. В. Шарма, J . Мать . Наука . Буква . 14 (1995) 1691.
Google ученый
С. Мусутеру, К. Коцуриро и С. Ко, J . Япония Инст . Металлы 49 (1974) 1094.
Google ученый
Ф. А. Бадиа и П.
К. Рохатги, AFS Trans . 77 (1969) 402.Google ученый
Ф. А. Бадия, Мак Дональд и Дж. Р. Пирсон, , там же, . 79 (1971) 265.
Google ученый
А. М. Паттон, J . Инст . Металлы 100 (1972) 197.
Google ученый
Ф. А. Бадия, AFS Trans . 79 (1971) 347.
Google ученый
М. К. Сураппа и П. К. Рохатги, Met . Технол . 5 (1978) 358.
Google ученый
Б. К. Пай и П. К. Рохатги, Mater . Наука . англ . 21 (1979) 161.
Google ученый
 «>
«>То же , Транс . Индийский институт . Металлы 27 (1974) 97.
Google ученый
То же , J . Мать . Наука . 13 (1978) 329.
Google ученый
Э. Ламотт, К. Филипс, А. Дж. Перри и Х. Р. Киллиас, , там же, . 7 (1972) 349.
Google ученый
Б. К. Пай, А. Г. Кулкарни и Н. Баласубраманиам, там же . 14 (1979) 592.
Google ученый
С. Сиби, Б. К. Пай, К. Г. Сатьянараяна, В. К. Вайдьян и П. К. Рохатги, J . Мать . англ . Производительность . 2 (1993) 353.
Google ученый
 «>
«>С. Абрахам, докторская диссертация, Университет Кералы, Индия (1997).
Google ученый
Ю. К. Ван, Дж. Х. Чжан, З. М. Ван, Б. Л. Чжоу, Л. Дж. Чжоу и П. К. Чжан Акта . Металл . Грех . 30 (1994) B194.
Google ученый
Ю. К. Ван и Б. Л. Чжоу, Композиты 27А (1996) 1339.
Google ученый
Ж. Буикс, Р. Фавр, К. Винсент, Х. Винсент, С. Кардинал, П. Флейшманн, П. Ф. Гобин и П. Мерль, в «Материалы конференции по передовым композитным материалам: ведущая часть для 21-го века», под редакцией C. Bathias и M. Uemura, (SIRPE, Paris, France, 1991) p. 161.
Google ученый
М. Рабинович, М. Х. Видальсетиф, Ж. К. Ло, Ж. Л.
Равьяр, Ж. Л. Джерард и Р. Меврель, в «Материалы Международной конференции по композитным материалам — ICCM/9».”, под редакцией Антонио Миравете (Woodhead Publishing, Кембридж, Великобритания, 1993) с. 683.Google ученый
С. Мурока, Дж. Хаясаки, К. Кусакабе, Х. Маэда и Б. К. Си, Carbon 34 (1992) 179.
Google ученый
А. Китакара, С. Акияма и Х. Вено, J . Япония . Инст . 40 (1990) 305.
Google ученый
Г. Дж. К. Карпентер и С. Х. Дж. Ло, J . Мать . Наука . 27 (1992) 1827.
Google ученый
Дж. П. Клемент, Х. Дж. Рэк, К. Т. Ву и Х. Г. Спенсер, Mater . Производство .
Процесс 5 (1990) 17.Google ученый
Килин В.С., Чередник Е.М., Щеглова Л.Н., Дергунова В.С., Powder Metall . 2 (1976) 44.
Google ученый
С.А. Аммер, В.С. Дергунова, Ю.С. А. Дарыдов, Полим . Мех . 3 (1976) 536.
Google ученый
Х. О. Пирсон и Э. Рэндич, Тонкие твердые пленки 4 (1978) 119.
Google ученый
С. Н. Патанкар, В. Гопинатан и П. Рамакришнан, J . Мать . Наука . Буква . 9 (1990) 912.
Google ученый
JP Rocher, JM Quenisset and R. Naslain, J .
Мать . Наука . 24 (1989) 2697.Google ученый
К. Фудзита, Ю. Савада и К. Хондзё, J . Jpn Soc . Композиции . Мать . 17 (1991) 80.
Google ученый
О. Перес, М. Х. Видаль-Сетиф, М. Лансен и Патриарх, в «Трудах Третьей европейской конференции по передовым материалам и обработке» под редакцией П. Пишуара и П. Коста (Les Editions de Physique, Франция, 1993) с. 1.
Google ученый
Э. Тан, А. Хоффманн и Г. Леонхардт, в «Материалы 7-й рабочей конференции по прикладному анализу поверхности», (Fresencies J anal. Chem., 1993) с. 37.
Б. Веприк, М. Курилев, Э. Штессель и В. Мукажанов, в «Трудах конференции MICC-90», под редакцией И. Н. Фридляндера и В.
И. Костикова (Elsevier Science, Эссекс, Великобритания, 1991) с. 978.Google ученый
SJ Chu и HW Wang, Mater . Наука . Прог . ( китайский ) 7 (1993) 268.
Google ученый
Дж. К. Ю, Х. Л. Ли и Б. К. Шан, J . Мать . Наука . 29 (1994) 2641.
Google ученый
Х. Ли, Х. Ван, Б. Чжан, З. Мао и Дж. Ю, в «Материалах первой Тихоокеанской международной конференции по передовым материалам и обработке (PRICM-1)» под редакцией К. Ши, Х. Ли и А. Скотт (TMS, Уоррендейл, Пенсильвания, 19 лет)93) с. 591.
Google ученый
П. К. Рохатги, С. Рэй, Р. Астана и К. Нарендранатх, Mater . Наука .
англ . А 162 (1993) 163.Google ученый
М. Кобаши и Т. Чох, J . Мать . Наука . 28 (1993) 684.
Google ученый
П. К. Рохатги, Р. Астана и С. Дас, Int . Металл . Ред. . 31 (1986) 115.
Google ученый
А. Мортенсон и И. Джим, там же . 37 (1992) 105.
Google ученый
А. Мортенсон, в «Трудах конференции по механическому и физическому поведению металлических и керамических композитов», под редакцией С. И. Андерсона, Х. Лильхота и О. Б. Педерсона (Национальная лаборатория Рисё, Рисё, Дания, 1981) с. 41.
Google ученый
 «>
«>О. Шираиси, К. Ёсида, К. Акаматту и Ю. Танабэ, в «Трудах 76-й конференции Японского института легких металлов» (Японский институт легких металлов, Токио, 1989 г.), с. 185.
Google ученый
Р. Астана и П.К. Рохатги, Compos . Манф . 3 (1992) 119.
Google ученый
К. В. Мун и Д. Дж. Ли, J . Корейский институт . Встретил . Мать . 30 (1992) 432.
Google ученый
WS Chang, SY Chan и SJ Lin, Plat . Прибой . Готово . 83 (1996) 68.
Google ученый
М. Чакраборти, «Поверхность и границы раздела в литых Al/SiCp MMC», второй ежегодный отчет о проекте, представленный в CSIR-Индия, (1997) с.
12.А. Бардал, J . Мать . Наука . 28 (1993) 2699.
Google ученый
Л. Н. Тхань и М. Сьюри, Scripta . Металл . Мать . 25 (1991) 2781.
Google ученый
Дж. Нарцисо, А. Алонсо, Г. Гарсия, А. Пэмис и Э. Лоуис, в «Материалы конференции по MMC», Vol. 1, под редакцией Антонио Миравете (Woodhead Publishing, Кембридж, Великобритания, 1993) с. 779.
Google ученый
WM Zhong, GL Esperence and M. Surey, Metall . Мать . Транс . 26А (1995) 2637.
Google ученый
Ю. К. Ту, Г. Ю. Лу П. С. Ли и З. М. Ван, Чин . Дж . Мать .
Рез . 8 (1994) 570.Google ученый
Л. В. Раманатан и П. Ч. Р. Нуньес, в «Протоколах конференции по контролю границ раздела в металлических и керамических композитах» под редакцией Р. Ю. Лин и С. Г. Фишман (TMS, Warrendale, PA 1994), с. 333.
Google ученый
А. Бардал, губернатор, рез. Аннук. Указатель (1991) с. 30.
Х. Рибес, Р. де Сильва, М. Сьюри и Т. Брето, Mater . Наука . Технол . 6 (1990) 621.
Google ученый
М. Сурей, Г. Л. Эсперенс, Б. Д. Хонг, Л. Нгуен Тант и Ф. Бордо, J . Мать . англ . Выполнить . 2 (1993) 365.
Google ученый
 «>
«>М. Шримони, Т. Б. Гош, Б. К. Пай и М. Чакраборти, в «Трудах национальной конференции по науке и технологии поверхностей и интерфейсов», под редакцией К. Л. Роя, Индийский технологический институт, Харагпур, Индия, 19 декабря.96, с. 96.
Google ученый
Ю. Р. Махаджан, Adv . Композиции . Информационный бюллетень 6 (1997) с. 13.
Google ученый
Э. Найберг, в «Протоколах конференции по обработке и моделированию современных материалов», под редакцией Ф. Х. Фроуза и Т. Хана, Trans Tech Publications Ltd., Париж, Франция, 1991 г. (препринт), с. 349.
Google ученый
Ю. Х. Тенг и Дж. Д. Бойд, «Протоколы конференции по развитию синтеза и процессов», под редакцией Ф. Х. Фроуза, У. Уоллеса, Р. А. Кулла и Э. Струкхольта, Общество продвижения материалов и технологий, Калифорния, США, 1992, с.
М546.Google ученый
Ю. Сяо, Б. Дж. Тан, Л. Суиб и Г. Галассо, в «Протоколах конференции по синтезу и обработке керамики», под редакцией В. Э. Рейна, Т. М. Шоу, Р. Дж. Готшалла и Ю. Чена (Общество исследования материалов, Пенсильвания, США, 1992) с. 231.
Google ученый
Л. П. Лефевр, Г. Л. Эсперенс и М. Сьюри, J . Мать . Наука . 32 (1997) 3987.
Google ученый
Б. П. Кришнан, М. К. Сураппа и П. К. Рохатги, там же . 16 (1981) 1209.
Google ученый
Г. Гонсалес, Г. Л. Эсперенс, Л. Сальво и М. Сьюри, Scripta Metall . Мать . 33 (1995) 1969.
Google ученый
 «>
«>К. Т. Хим и Ч. Х. Ли, в «Протоколы конференции по MMC», ICCM/9, Vol. 1, под редакцией Антонио Миравете (Woodhead Publishing, Кембридж, Великобритания, 1993) с. 163.
Google ученый
К. Т. Хим, Ч. Х. Ли и М. В. Ко, J . Корейский институт . Металл . Мать . 31 (1993) 1487.
Google ученый
К. Л. Чой, Scripta Metall . Мать . 32 (1995) 219.
Google ученый
Ю. Х. Тенг и Дж. Д. Бойд, «Протоколы конференции по достижениям в области литых армированных металлических композитов», Чикаго, 19.88, с. 139.
А. Муниц, М. Мецгер и Р. Мехрабян, Metall . Транс . 10А (1979) 1491.
Google ученый
 «>
«>Б. С. Канг, Б. С. Чун, К. В. Вон и Х. Ю. Сон, J . Мать . Наука . 30 (1995) 3883.
Google ученый
К. Х. Байк, Г. К. Ли и С. Ан, «Материалы конференции по легким материалам для транспортных систем», под редакцией Н. Дж. Ким (Пхоханский университет науки и технологий, Пхохан, Корея, 1993) с. 773.
Google ученый
К. Х. Байк, С. Ан, Э. С. Ли и Г. К. Ли, J . Корейский институт . Металл . Мать . 34 (1996) 85.
Google ученый
Р. Радж, А. Пирс и К. М. Кеннефик, Acta Metall . Мать . 39 (1991) 3187.
Google ученый
Дж. Сингх, С. К. Гоэл, У. Н. С. Матур и М. Л.

 27 (1992) 3843.
27 (1992) 3843. К. Дингра и С. Г. Фишмана (TMS, Warrandale, PA, 1986), с. 157.
К. Дингра и С. Г. Фишмана (TMS, Warrandale, PA, 1986), с. 157. Абрахам, Б. К. Пай, К. Г. Сатьянараяна и В. К. Вайдьян, J . Мать . Наука . 27 (1992) 3479.
Абрахам, Б. К. Пай, К. Г. Сатьянараяна и В. К. Вайдьян, J . Мать . Наука . 27 (1992) 3479. 8 (1993) 2492.
8 (1993) 2492. Уоллеса и Р. Говина (Канадская ассоциация материалов для композитных конструкций, Квебек, Канада, 1993 г.) с. 359.
Уоллеса и Р. Говина (Канадская ассоциация материалов для композитных конструкций, Квебек, Канада, 1993 г.) с. 359. 2: Advanced Structural Materials, под редакцией T.W. Clyne и P.J. Withers (Институт материалов, Лондон, 1992) с. 156.
2: Advanced Structural Materials, под редакцией T.W. Clyne и P.J. Withers (Институт материалов, Лондон, 1992) с. 156. К. Лиау и М. Н. Гунгора (TMS, Warrendale, PA 1990), с. 59.
К. Лиау и М. Н. Гунгора (TMS, Warrendale, PA 1990), с. 59.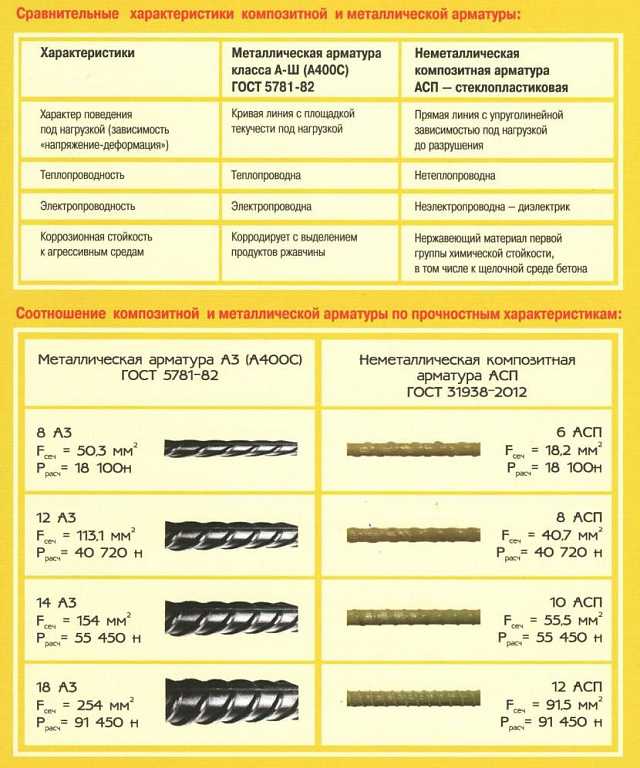 К. Рохатги, AFS Trans . 77 (1969) 402.
К. Рохатги, AFS Trans . 77 (1969) 402.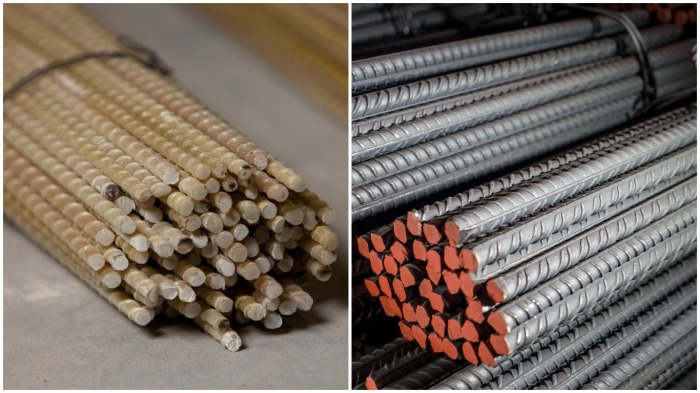 Равьяр, Ж. Л. Джерард и Р. Меврель, в «Материалы Международной конференции по композитным материалам — ICCM/9».”, под редакцией Антонио Миравете (Woodhead Publishing, Кембридж, Великобритания, 1993) с. 683.
Равьяр, Ж. Л. Джерард и Р. Меврель, в «Материалы Международной конференции по композитным материалам — ICCM/9».”, под редакцией Антонио Миравете (Woodhead Publishing, Кембридж, Великобритания, 1993) с. 683. Процесс 5 (1990) 17.
Процесс 5 (1990) 17. Мать . Наука . 24 (1989) 2697.
Мать . Наука . 24 (1989) 2697. И. Костикова (Elsevier Science, Эссекс, Великобритания, 1991) с. 978.
И. Костикова (Elsevier Science, Эссекс, Великобритания, 1991) с. 978. англ . А 162 (1993) 163.
англ . А 162 (1993) 163. 12.
12. Рез . 8 (1994) 570.
Рез . 8 (1994) 570. М546.
М546.