Как правильно паять полипропиленовые трубы
15 сентября 2019ЛикбезСделай сам
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.
Поделиться
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
YouTube‑канал «Ремонт своими руками»Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
YouTube‑канал «Дважды отец Дмитрий»Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4.
 Сделайте разметку
Сделайте разметкуПока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
YouTube‑канал FV MianoЧтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
termpro.ruНапример, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
YouTube‑канал «Сергей Ефимов»Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения.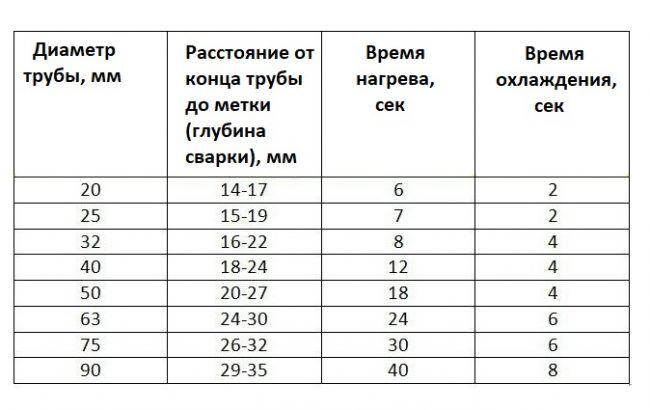 И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
YouTube‑канал «Дважды отец Дмитрий»Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
YouTube‑канал FV MianoПодержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий.
Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
 Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.9. Проверьте соединение
YouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Читайте также 🛠🏠
- Как подключить стиральную машину к водопроводу, канализации и электросети
- Как устранить засор без помощи специалиста
- Как выбрать тёплый пол и правильно его смонтировать
- Как установить унитаз своими руками
- Как установить водонагреватель своими руками
Как спаять полипропиленовые трубы без паяльника: методы пайки
В привычном понимании большинства людей спаивание материалов происходит при помощи паяльника, вне зависимости от того, с какими предметами ведется работа. Несмотря на то, что основная часть работ проделывается именно при помощи этого инструмента, на практике могут использоваться и совершенно другие варианты. Есть несколько способов как спаять полипропиленовые трубы без паяльника. Когда возникла необходимость в ремонте, то под рукой может не быть нужных вещей и тогда приходится использовать альтернативные методы. Пайка без паяльника может снизить затраты на ремонт, а также обеспечить качественное выполнение соединения, что продлит срок службы. При этом необходимо придерживаться правильной технологии, чтобы достичь требуемого результата.
Несмотря на то, что основная часть работ проделывается именно при помощи этого инструмента, на практике могут использоваться и совершенно другие варианты. Есть несколько способов как спаять полипропиленовые трубы без паяльника. Когда возникла необходимость в ремонте, то под рукой может не быть нужных вещей и тогда приходится использовать альтернативные методы. Пайка без паяльника может снизить затраты на ремонт, а также обеспечить качественное выполнение соединения, что продлит срок службы. При этом необходимо придерживаться правильной технологии, чтобы достичь требуемого результата.
Дополнительные методы могут помочь в работе с трубами любого диаметра, так что если возникают вопросы, можно ли припаять без паяльника толстую трубу, то это будет вполне возможным. Тем не менее, даже при отсутствии паяльника, для работы нужна:
- Аккуратность выполнения соединения;
- Внимательность для отслеживания ситуаций, когда соединение образуется с браком;
- Предварительной подготовки, чтобы увеличить вероятность получения качественного результата;
- Опыт в пайке, чтобы сделать все максимально надежно.

Преимущества и недостатки такой пайки
Рассматривая варианты как спаять без паяльника ту или иную часть полипропиленовых труб можно заметить, что в каждом способе есть свои преимущества и недостатки. К преимуществам такого способа можно отнести:
- Отсутствие необходимости в покупке паяльника, если его нет в наличии;
- Возможность использовать простые подручные средства;
- Экономически выгодный процесс создания соединения, который обходится дешевле, чем при использовании паяльника;
- Возможность работы с трубами любого диаметра, как с самыми мелкими, что достаточно легко, так и с более крупными, что потребует больше терпения и опыта.
Здесь же могут присутствовать и недостатки, так как не зря основным рабочим инструментом является паяльник. К негативным моментам как паять без паяльника полипропиленовые трубы относятся следующие пункты:
- Низкая технологичность процесса, которая создает определенные ограничения на ремонтные работы в некоторых областях;
- Здесь сложнее добиться высокого качества за счет того, что большинство инструментов напрямую не предназначено для данной работы;
- Сложно работать с труднодоступными местами, к которым легко можно добраться паяльником;
- Возможность возгорания близлежащих предметов при использовании газовой горелки и баллонов.

Материалы для пайки труб без паяльника
Рассматривая возможные способы как спаять пластиковые трубы без паяльника, нужно помнить о том, что нужно для них использовать. Одним из основных инструментов здесь становится газовая горелка. Она может работать на разных видах газа, что важно при пайке, так как у каждого из них своя температура горения, что влияет на скорость работы, толщину трубы и другие параметры. Газы с больше температурой горения подойдут для труб большего диаметра. Газовый баллон должен подключаться надежно, чтобы не было проблем с безопасностью. Это же относится к исправности работы горелки.
Пайка ПП труб газовой горелкой
Особенности пайки полипропиленовых труб без паяльника
Если предстоит работа по спайке и человек не знает, как припаять полипропиленовые трубы без паяльника, то ему следует действовать по простой инструкции. Здесь существуют следующие основные этапы:
- Сначала нужно подобрать трубы одинакового диаметра, чтобы при спаивании не возникало проблем, так как даже разница в несколько миллиметров создает трудности спаивания. Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию.
- При отмеривании размеров нужно всегда оставлять 2,5 см, которые затем вплавляются в фитинг. Это относится к спайке новых труб, тогда как ремонт старых, если в них появилась трещина или нет необходимости впайки в фитинг, такой процедуры не требуется.
- Труба и фитинг разогревается при помощи горелки до температуры близкой к температуре плавления. Очень важно, чтобы этот процесс происходил одновременно, так как в ином случае одна из деталей может плохо соединиться с другой.
- Когда полипропилен начинает доходить до температуры плавления и плавится, в этот момент трубы нужно прижать друг к другу с максимальным усилием, но при этом не нарушив геометрию соединения.
- На последнем этапе нужно попросту дождаться пока все остынет и тогда уже можно использовать изделие.
 Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию.
Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию.«Важно!
Перед тем как паять полипропиленовые трубы без паяльника нужно составить схему трубопровода, чтобы впоследствии не было проблем с несовпадением размеров.
 »
»При покупке труб стоит использовать детали от одних и тех же производителей, чтобы их состав и размеры полностью совпадали. В ином случае температура плавления у разных деталей будет отличаться, что приведет к проблемам при спаивании. Если нет опыта соединения, то можно просто взять трубы с запасом размера и потренироваться на них, предварительно отрезав заготовки для практики, перед основной работой.
«Важно!
Не стоит проводить пайку при температуре ниже +5 градусов Цельсия, так как это негативно скажется на данном процессе. Лучше всего все делать в тепле.»
Использование пасты и требования к ней
Паяльная паста представляет собой смесь флюса, смазки и порошка припоя, которая перемешана механическим способом. Ее часто используют, когда подбирают способы как припаять без паяльника какую-либо вещь. Производители выпускают пасты с добавлением серебра, что помогает проводить более сложные процессы спаивания, так как материал становится более податливым.
Использование паяльной пасты для пайки ПП труб
К основным требованиям к паяльной пасте относятся:
- Склеивающие свойства, которые помогают лучше скреплять детали;
- Быстрое расслаивание при использовании, но при этом она не должна окисляться;
- Паста должна сохранять деформацию и при этом быть вязкой;
- Она не должна оказывать никакого влияния на технические свойства материала, который спаивается;
- После нанесения паста не должна оставлять несмываемых остатков;
- Она должна отмываться обыкновенными растворителями;
- Не растекаться за границы ее нанесения.
Использование паяльной ленты для пайки труб
Паяльная лента часто используется для монтажа проводки. Ее широко применяют в бытовых условиях, так как это удобный и простой для использования способ как можно припаять без паяльника различные детали.
Паяльная лента для пайки
Чтобы спаять что-то при помощи такого способа нужно:
- Зачистить поверхность спаиваемых частей от лишних веществ;
- Обмотать место спайки паяльной лентой;
- После этого нужно нагреть место, где располагается лента до того состояния, когда припой начнет расплываться по поверхности;
- Дождаться пока все остынет и удалить оставшийся флюс.
Заключение
Существует несколько весьма эффективных и проверенных способов, как запять без паяльника полипропиленовые трубы и прочие детали. Несмотря на наличие определенных недостатков, во многих случаях такие методики оказываются более приемлемыми, чем покупка паяльника. Некоторые специалисты используют их как основные способы спаивания, что особенно часто встречается в бытовой сфере.
КАК ПРАВИЛЬНО ПАЯТЬ ПОЛИПРОПИЛЕНОВЫЕ ТРУБЫ — САНТЕХОПТ
На сегодняшний день пайка труб из полипропилена является очень актуальным и востребованным вопросом. Это связано с тем, что современный рынок переполнен огромным количеством производителей полипропиленовых труб и соответственно моделей аппаратов для сварки к ним, которые все мы привыкли называть паяльниками. И человек, которому нужно выполнить монтаж водопровода или отопления, немного ознакомившись с особенностями такой работы, наверняка, принимает решение самостоятельно ее выполнить. Главное внимательно разобраться с технологией, выбрать качественный паяльник и запастись терпением. При таком подходе к делу положительный результат будет всегда гарантирован. Мы предлагаем найти ответ на вопрос: как правильно паять полипропиленовые трубы? Для того чтобы понять как правильно паять полипропиленовые трубы, необходимо знать их параметры и классификацию. В настоящий момент современный рынок предлагает две основные категории полипропиленовых труб: PN 20 – универсальная труба с максимальным давлением 20 атм. Служит для устройства и холодного, и горячего водопровода (+80°С). PN 25 – армированная алюминиевой фольгой труба с максимальным давлением 25 атм. Идеальный вариант при устройстве отопительных систем и горячего водоснабжения(+95°С). Даже если вы знаете, как паять пропиленовые трубы в Херсоне, то у вас могут возникнуть сомнения относительно целесообразности приобретения паяльника. В принципе это оправданно – оборудование стоит прилично. Но с другой стороны можно сэкономить на услугах монтажника. Цена паяльника колеблется в пределах 20-100 у. е. Причем в некоторых моделях насадки не входят в комплект с паяльником, их нужно будет купить отдельно.
 В этой ситуации не нужно спешить, иначе полученный шов будет хрупким и некачественным. Далее, включаем кабель паяльник в сеть. О том, что паяльник готов к работе, сообщит специальный индикатор, установленный на корпусе: при достижении нагрева нужной температуры он загорится. Сам процесс сварки пластиковых элементов действительно очень прост: Резаком для пластика отрезаем трубу нужной длины. В процессе нарезки необходимо следить, чтобы срезы были выполнены предельно ровными. С учетом указанных рекомендаций нагреваем паяльник и начинаем пайку, не забывая при этом о безопасности – работать лучше в перчатках, особенно если опыта выполнения этой работы нет. Далее, мы берем трубу и необходимый фитинг для соединения. Эти две детали вставляются с разных сторон в паяльник и сдавливаются до упора. Обязательное условие – фитинг должен сидеть очень плотно на насадке, если это не так – его нужно заменить. Отсчет времени нагрева начинается с того времени, когда свариваемые детали полностью одеты на насадку.
В этой ситуации не нужно спешить, иначе полученный шов будет хрупким и некачественным. Далее, включаем кабель паяльник в сеть. О том, что паяльник готов к работе, сообщит специальный индикатор, установленный на корпусе: при достижении нагрева нужной температуры он загорится. Сам процесс сварки пластиковых элементов действительно очень прост: Резаком для пластика отрезаем трубу нужной длины. В процессе нарезки необходимо следить, чтобы срезы были выполнены предельно ровными. С учетом указанных рекомендаций нагреваем паяльник и начинаем пайку, не забывая при этом о безопасности – работать лучше в перчатках, особенно если опыта выполнения этой работы нет. Далее, мы берем трубу и необходимый фитинг для соединения. Эти две детали вставляются с разных сторон в паяльник и сдавливаются до упора. Обязательное условие – фитинг должен сидеть очень плотно на насадке, если это не так – его нужно заменить. Отсчет времени нагрева начинается с того времени, когда свариваемые детали полностью одеты на насадку.
Советы
Вопрос, как спаять пластиковые трубы, с одной стороны простой, он все же имеет некоторые нюансы, знание о которых позволит проделать качественную и надежную установку. Так, к примеру, внутренний диаметр не разогретого фитинга должен быть меньшим наружного диаметра спаиваемой трубы.
|
Диаметр труб, мм |
Ширина свариваемого пояса, мм |
Время нагрева деталей, сек |
Время соединения, сек |
Время остывания пайки, мин |
|
20 |
14-16 |
6 |
4 |
2 |
|
25 |
15-18 |
7 |
4 |
2 |
|
32 |
16-21 |
8 |
6 |
4 |
|
40 |
18-22 |
12 |
6 |
4 |
|
50 |
20-25 |
18 |
6 |
4 |
|
63 |
24-28 |
24 |
8 |
6 |
Если все будет сделано правильно, то на фитинге, в месте сварки будет иметься равномерный наплыв. В случае если такового не будет, значит, пайка была произведена неправильно, а поэтому надежность конструкции подвержена сомнению. Лучше всего перед тем, как производить сварку пластиковых труб, несколько раз потренироваться. Такой подход позволит набраться некоторого опыта и навыков, чтобы в дальнейшем правильно и качественно паять полипропиленовые трубы в Херсоне.
В случае если такового не будет, значит, пайка была произведена неправильно, а поэтому надежность конструкции подвержена сомнению. Лучше всего перед тем, как производить сварку пластиковых труб, несколько раз потренироваться. Такой подход позволит набраться некоторого опыта и навыков, чтобы в дальнейшем правильно и качественно паять полипропиленовые трубы в Херсоне.
как спаять, правила и методы сварки
Содержание:
Инструменты для работы
Способы сварки полипропиленовых труб
Сварка в труднодоступных местах
Особенности пайки в углах
При установке новых полипропиленовых труб взамен устаревших металлических систем может возникнуть ситуация, когда соединение труб с помощью сварки необходимо выполнить в местах, которые не совсем соответствуют условиям для совершения такой операции.
Поэтому для самостоятельного обновления трубопровода требуются определенные знания, помогающие организовать сварку полипропиленовых труб в неудобном месте, используя для этого вспомогательные инструменты.
Инструменты для работы
Выполнить качественное соединение трубных элементов помогает специальный паяльник для труб из полипропилена и набор тефлоновых насадок. Используя паяльник, можно без особых усилий выполнить соединение сваркой на любом участке трубы. С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.
Кроме того, пайка полипропиленовых труб в труднодоступных местах предполагает наличие следующих инструментов:
- Приспособление для резки труб из полипропилена (чаще всего резак идет в комплекте с паяльником).
- Раствор, позволяющий обезжирить место пайки.
- Набор соединительных элементов.
Также необходимо приготовить рулетку, линейку и карандаш, а также уголок и ножик. В некоторых случаях может понадобиться ветошь.
Способы сварки полипропиленовых труб
Пайка труб в труднодоступных местах может выполняться разными способами в зависимости от рабочего диаметра труб:
- Методом стыковой сварки соединяют трубы, имеющие толщину стенок не меньше 4 мм и диаметр до 50 мм. В быту таким способом пользуются довольно редко.
- Раструбным способом пользуются при соединении труб с диаметральным сечением до 40 мм. Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.
- При седельной пайке к трубе под углом 900 приваривают специальное раструбное седло путем стыкового сочленения. Седло просверливают и к месту соединения приваривают кусок трубы, получая на выходе Т-образный переходник. Читайте также: «Надёжная пайка пластиковых труб своими руками – хороший способ соединения».
 В быту таким способом пользуются довольно редко.
В быту таким способом пользуются довольно редко.Сварка в труднодоступных местах
Паять труднодоступные участки полипропиленовых изделий намного сложнее, чем прямолинейные прогоны. Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
К «неудобным» местам можно отнести:
- Пространство под потолком.
- Углы помещения.
- Стесненные условия для размещения паяльника.

Выполняя сварку полипропиленовых труб в труднодоступных местах под потолком, нужно приготовить место, где будет размещен сварочный аппарат при ручном формировании соединения. Для этой цели можно пригласить помощника или повесить аппарат на специальный крюк, подготовленный заранее. Читайте также: «Как правильно паять полипропиленовые трубы – теория и практика».
В случае расположения труб очень близко к стене используют специальный прием: прямую и ответную часть формируемой стыковки поочередно прогревают паяльником. При этом нагрев должен доходить до таких пределов, чтобы первый нагретый участок не успел остыть, пока нагревается ответная часть.
Особенности пайки в углах
Чтобы решить проблему, как паять полипропиленовые трубы в труднодоступных местах, например, в углах, нужно знать особенности таких соединений. Стыковка трубных элементов в углах помещения проводится с использованием заготовок, обрезанных под углом 900. При этом важно, чтобы их концы были тщательно зачищены и обработаны обезжиривающими средствами (прочитайте также: «Как отрезать трубу под углом – варианты разметки для круглой и профильной трубы»). Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении.
При этом важно, чтобы их концы были тщательно зачищены и обработаны обезжиривающими средствами (прочитайте также: «Как отрезать трубу под углом – варианты разметки для круглой и профильной трубы»). Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении.
Формирование угловых соединений на трубах, располагающихся на небольшом расстоянии от стены, также выполняется путем последовательного нагревания прямой и ответной части. Особое внимание в этом случае следует уделить глубине вхождения трубного элемента в тело угловой детали. Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом.
Решение вопроса о том, как спаять полипропиленовые трубы в труднодоступных местах, требует внимательного отношения и точного выполнения всех действий. Стыковочные элементы, имеющие даже незначительный дефект, подлежат обязательной замене на новые детали. По мнению специалистов при выполнении соединений в труднодоступных местах не стоит отключать питание сварочного аппарата, лучше, если он будет всегда включенным.
По мнению специалистов при выполнении соединений в труднодоступных местах не стоит отключать питание сварочного аппарата, лучше, если он будет всегда включенным.
Пайка полипропиленовых труб в труднодоступных местах- Инструкция +Видео
Пластиковые трубы используются все чаще металлических, поскольку обладают неоспоримыми преимуществами, к которым относятся более длительный период эксплуатации – до 50 лет для полипропиленовых труб, а также высокие звукоизоляционные характеристики, стойкость к температурным скачкам, невысокая электро- и теплопроводность.
ПВХ трубы популярны еще и потому, что очень прочны, надежны и просты в монтаже.
Первоначально такие изделия не паяли. Трубопроводы из полипропилена соединяли с помощью склеивания особыми клеями.
В некоторых странах мира трубы из полипропилена с малым диаметром, которые используют внутри помещений, и сегодня соединяют, склеивая.
Однако надежнее и проще такой метод крепления, как паяние. Из этой статьи вы узнаете, как паять полипропиленовые трубы своими руками.
А чтобы вы лучше понимали технологию работ, рекомендуем читать статьи и смотреть видео, как паять полипропиленовые трубы.
Содержание статьи:
- 1 Необходимые инструменты
- 1.1 Выбор паяльника
- 2 Рекомендации — как паять полипропиленовые трубы
- 2.1 Резка труб
- 2.2 Пайка полипропиленовых труб
- 3 Соединение ПВХ труб с трубами из металлопластика
- 3.1 Как проверить соединение на течь
Необходимые инструменты
Для паяльных работ потребуются:
- рулетка;
- ножницы, предназначенные для резки ПВХ труб;
- паяльник, предназначенный для труб из полимеров;
- строительный уровень.
Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Как паять полипропиленовые трубы с паяльником и без?
Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы. Специализированные ножницы так же называют роликовым труборезом.
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника
Купить аппарат для сварки труб в интернет магазине Все инструменты =>>
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.
Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором.
Паяльник оборудован температурным регулятором.
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Любой паяльник комплектуется парными насадками разного диаметра и подставкой.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника.
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки.
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см.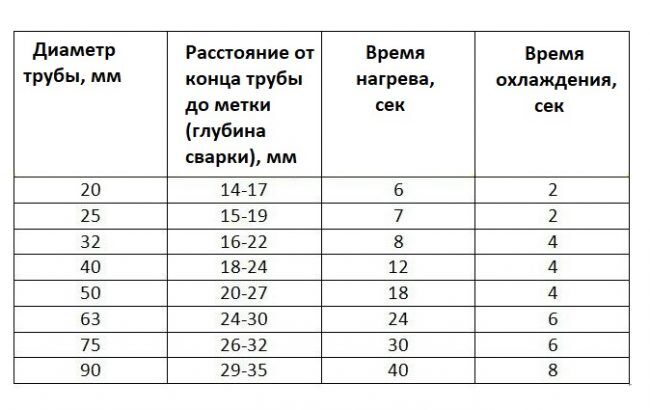 После этого аккуратно, под прямым углом режут трубу специальными ножницами.
После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
При какой температуре нужно паять полипропиленовые трубы?
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
- Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений. Важно, чтобы по внешнему виду паяльный шов был ровным.
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
Соединение ПВХ труб с трубами из металлопластика
Как паять полипропиленовые трубы с алюминиевым слоем? Как их соединять? Можно ли паять полипропиленовые трубы разных производителей?
В случаях, когда возникают подобные вопросы, при паянии нужно использовать специальные переходники.
Одна их сторона крепится к металлу или металлопластику посредством резьбы, другая припаивается по стандартной технологии к пластику.
Разница в работах лишь в том, что на металле надо резать резьбу и следует уплотнять соединение вручную во избежание протечек. В качестве уплотнителя лучше всего использовать паклю или сантехническое лен-волокно. Этот материал доступен по цене и эффективно уплотняет соединение.
По той же технологии устанавливают переходники, на основе которых подключают смесители. Изделия внешне выглядят так, словно металлическую резьбу вплавили в полипропилен.
Как проверить соединение на течь
При завершении монтажных работ, связанных с организацией водопроводной системы, можно приступать к проверке качества трубопровода.
Для этого в него подают воду. Вентиль открывают на дом или квартиру, затем открывают краны смесителей в помещениях. Напор воды должен быть максимальным.
Прежде всего, ощупывают стыки, особенно внимательно наблюдая за резьбовыми соединениями.
Запаянные стыки протекают очень редко, если работы ведутся в соответствии с технологией и специалист хорошо знает, как правильно паять полипропиленовые трубы для отопления, водопровода, армированные стекловолокном или алюминием, большого диаметра или малого.
Но если у спаянных труб обнаруживают течь, воду перекрывают, а уязвимое соединение труб переделывают, предварительно срезав. Перед запаиванием трубы протирают насухо, чтобы не поломать паяльник и хорошо прогреть полипропилен.
Если течь обнаруживается у резьбового соединения, его можно аккуратно подтянуть ключом, чтобы резьба не сорвалась.
Другой вариант — усилить уплотнение. Но в последнем случае нужно перекрывать воду и раскручивать соединение.
Теперь вы знаете больше о том, как паять полипропиленовые трубы паяльником, какие инструменты выбрать для монтажных работ и как правильно пользоваться паяльником.
Следуйте рекомендациями опытных специалистов при создании трубопровода, обустраивая его самостоятельно, или обращайтесь за монтажными услугами к профессионалам.
Купить аппарат для сварки труб в интернет магазине Все инструменты =>>
Как паять полипропиленовые трубы своими руками: видео
Содержание
- Основные принципы технологии
- Пайка без паяльника
- Инструкция по пайке
Имея под руками инструкцию и специальные инструменты, которыми осуществляется разводка, разрезка и фиксация, можно провести монтажные работы водопроводной системы своими руками. Так, как паять полипропиленовые трубы в домашних условиях очень легко, процесс не займет много времени и сил.
Основные принципы технологии
Самое важное правило, о котором стоит помнить – это то, что полипропилен имеет свойство терять свои качества при перегреве. Несмотря на все положительные качества этого материала, он очень плохо переносит термическое воздействие. Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.
Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.
Именно поэтому полипропиленовые соединения не рекомендуется использовать для отопления, где рабочий процесс осуществляется в температуре более 120 градусов. Если нет других вариантов, то используйте армированные материалы, которые более прочны к высоким температурам.
Правила пайки:
- Специалисты отмечают, что соединяя фитинги и полипропиленовые коммуникации в домашних условиях, нужно использовать температуру 95 градусов, при этом трубы, армированные стекловолокном, могут быть сварены при 100–120 градусах;
- При работе с диаметром до 63 мм (наиболее часто встречаются в системах холодного водоснабжения), нужно использовать электромуфтовую сварку;
- Строго придерживайтесь отведенного времени воздействия. Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
- Продолжительность и температура паяльного процесса выбирается исходя из диаметра и толщины стенок пластика.
 Придется обрезать её;
Придется обрезать её;Правильно подобрать нужную температур, при которой можно паять полипропилен, поможет специальная таблица:
| Диаметр, мм | 16 | 25 | 40 | 63 | 90 |
| Нагрев, с | 5 | 7 | 11 | 24 | 39 |
| Пауза, с | 4 | 4 | 4 | 6 | 6 |
| Охлаждение, с | 120 | 120 | 240 | 360 | 360 |
Эти показатели являются приблизительными и могут изменяться в зависимости от типа материала и рабочего инструмента. В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
Фото — правильное соединениеВидео: как паять своими руками полипропиленовые трубы
 youtube.com/embed/FTZ_Rtu4a_w» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/FTZ_Rtu4a_w» frameborder=»0″ allowfullscreen=»allowfullscreen»/>Пайка без паяльника
Перед началом рабочего процесса необходимо подготовить место соединения. Нужный участок трубопровода обрезается и зачищается. Удобнее всего для этого использовать абразивную бумагу или наждачку средней жесткости. После срез затирается спиртом для обезжиривания и оставляется на пару минут для просыхания.
Очень важно соблюдать ровность среза. Угол должен быть либо 90 градусов, либо 45 в зависимости от типа пайки (в муфте или паяльником). Рассмотрим оба варианта.
Пошаговая инструкция, как паять канализационные полипропиленовые трубы диаметром до 63 без паяльника (муфтой):
- Участки трубы обрезаются под острым углом 40 градусов, обрабатываются и центрируются в муфте. Это очень ответственный процесс, если неправильно установить коммуникации, то запаять их будет очень сложно;
Фото — сварка в муфте
- Когда труба установлена, на один её конец надевается фитинг который будет служить соединяющим элементом, а в него продевается второй отрезок. На полученное соединение надевается электромуфта с мощностью 1800 Вт;
- Внимательно изучите параметры нагревающего устройства, чтобы не передержать соединение. В противном случае, как мы говорили выше, придется снова обрезать трубу, что не всегда возможно;
- После нагрева аккуратно отключите муфту. Используя разжимные приспособления, снимите её с трубы и поставьте полипропиленовую коммуникацию на охлаждение. Во время остуживания молекулы пластика снова принимают твердую форму, так завершается процесс диффузии – соединения.
 На полученное соединение надевается электромуфта с мощностью 1800 Вт;
На полученное соединение надевается электромуфта с мощностью 1800 Вт;Инструкция по пайке
Но при работе с коммуникациями большого диаметра или полипропиленовыми трубами, которые нужно паять в труднодоступных местах, без паяльника не обойтись. Здесь важно не только подготовить отрезки к обработке, но и правильно подобрать инструмент. Паяльные приспособления делятся на:
- Профессиональные (с мощностью от 2000 Вт). Они редко используются в домашних условиях главным образом из-за высокой мощности работы. Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;
- Бытовые (с мощностью до 1800 Вт). Более распространенный вариант паяльных пистолетов. Такие продаются в сантехнических магазинах и компаниях, реализующих полипропиленовые и прочие пластиковые трубы.
 Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;
Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;Как паять полипропиленовые трубы паяльником:
- Чистите место среза при помощи наждачки и спирта или других обезжиривающих составов. Это очень важно для дальнейшего соединения;
- Установите трубы перед собой в специальную нагревающуюся насадку. Она выполнена из тугоплавкого материала, который не поддается плавлению при температуре нагревания полипропиленовых коммуникаций. Согласно времени в таблице выше нагрейте по всему диаметру насадку;
Фото — фиксация в насадке
- Спустя выбранный временной интервал во второе отверстие насадки требуется вставить второй отрезок трубы. Его тоже нужно зафиксировать, но уже под прямым углом, в отличие от варианта с муфтовым соединением;
- Чтобы проверить прочность сцепления деталей нужно надеть на трубу специальные насадки – пластиковые кольца. Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.
 Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.
Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.После нужно просто охладить крепление согласно времени по таблице и снять трубу с насадки. Очень важно сразу уже насадку очистить от жидкого пластика при помощи деревянных лопаток или ложек, иначе в дальнейшем ее эксплуатация будет невозможна.
Советы по правильной пайке полипропиленовых труб:
- Обязательно разогрейте паяльник до полной готовности перед использованием, иначе нельзя будет четко рассчитать время работы;
- Варить полипропилен можно только в теплое время года. Любые работы с пластиком при минусовой температуре категорически запрещены;
- При остывании нельзя допускать деформации соединений или их прокручиваний, иначе нарушится герметичность;
- Также, нельзя забывать про меры безопасности. При работе с пластиком нужно надевать защитную маску и перчатки, нельзя работать в обычной одежде – при попадании на неё частиц полипропилена она может расплавиться.
Читайте также:
Пайка пластиковых труб — аппараты и инструменты для соединения
Пайка медных труб — инструменты и технология
Полипропиленовые трубы — технические характеристики, виды
Как паять пластиковые трубы.
 Пайка пластиковых труб водопровода и канализации
Пайка пластиковых труб водопровода и канализацииВ настоящее время для ремонта, связанного с заменой водопровода, систем отопления или канализации используются преимущественно пластиковые трубы. Они быстро ворвались на рынок строительных материалов в конце 20 века и заняли лидирующие позиции. Удобство в работе – их основное преимущество. Тем не менее, без знания ряда тонкостей, как правильно паять пластиковые трубы, качественно соединить их в единую систему невозможно.
Пластмассовые трубы можно паять как горячим, так и холодным способом.
Содержание
- 1 Рабочие инструменты
- 2 Как паять пластиковые водопроводные трубы
- 3 Рекомендации по правильному соединению труб
- 4 Как паять канализационные трубы из пластика
Рабочие инструменты
9 Паять пластиковые трубы
9 нужно:
- сварочный аппарат, предназначенный для работы с этим материалом;
- специальные ножницы; строительный уровень
- ; маркер
- ;
- рулетка.

Практически для любых домашних дел в распоряжении мастера есть все эти инструменты, кроме первого. Если процедуру пайки пластиковых труб предполагается выполнить только один раз, гораздо целесообразнее будет арендовать сварочный аппарат или одолжить его, а не покупать.
Горячий припой можно приобрести или взять напрокат
Прежде чем приступить к пайке своими руками, следует кратко ознакомиться с таким устройством. Важным функциональным компонентом является подошва с нагревательными элементами. Наличие на нем специальных отверстий, позволяющих закрепить специальные насадки для сварки, обеспечивает удобство использования. Температура регулируется с помощью терморегулятора, расположенного на корпусе сварочного аппарата.
Как паять пластиковые водопроводные трубы
Перед началом работ по соединению элементов водопровода своими руками установите устройство в нужное положение и закрепите на нем патрубки, предварительно подобрав их по размеру. После этого с помощью термостата установите нужную температуру. Пайка пластиковых труб из полипропилена осуществляется при температуре + 260 +С. Оптимальная температура для пайки пластиковых труб из полиэтилена +220°С. Запомните эти цифры – они вам пригодятся для правильного выполнения работ.
После этого с помощью термостата установите нужную температуру. Пайка пластиковых труб из полипропилена осуществляется при температуре + 260 +С. Оптимальная температура для пайки пластиковых труб из полиэтилена +220°С. Запомните эти цифры – они вам пригодятся для правильного выполнения работ.
Делайте пайку пластиковых труб своими руками в такой последовательности:
- отрезать трубу до необходимой длины. Используя спиртовой раствор, очистите соединения от жира и грязи;
- установить патрубок и обратный колпак в патрубок. Разминка в течение определенного периода времени;
- по его истечении вставить трубу в раструб, соединив, таким образом, нагревательные элементы будущего водопровода.
Перед сваркой пластиковые трубы необходимо обезжирить.
Признаком правильной пайки пластиковых водопроводных труб является образование по всей окружности сплошного наплыва в виде валика.
Важно! Эта операция занимает от 4 до 12 секунд, в зависимости от диаметра соединяемых элементов.
 И помните, что только строгое соблюдение технологии пайки пластиковых труб обеспечивает их соответствие требуемым характеристикам и долговечности соединений.
И помните, что только строгое соблюдение технологии пайки пластиковых труб обеспечивает их соответствие требуемым характеристикам и долговечности соединений. Рекомендации по хорошему соединению труб
Ответ на вопрос, чем паять трубы из пластика, будет неполным без упоминания советов профессионалов. Кратко их можно озвучить так:
- для правильной пайки пластиковых элементов водопроводного или канализационного трубопровода перед выполнением первой сварки выдержать паяльник в нагретом до необходимой температуры состоянии не менее 5 минут;
- Паяя пластиковые трубы, дайте им остыть, не допуская их смещения и прокручивания, иначе шов получится некачественным. В этом случае придется разрезать стык, выбросить поврежденный фитинг и выполнить всю процедуру заново;
- при пайке пластиковых труб, армированных алюминием, снять с них два верхних слоя, и только после этого производить соединение по вышеизложенной технологии; Пластиковые трубы
- можно паять при температуре окружающей среды не ниже 0°С.

После соединения дайте собранным элементам полностью остыть.
Меры предосторожности при использовании сварочного аппарата также не мешают. Некоторые «умельцы», научившись делать пластиковые трубы для водопровода своими руками, часто не придают этому аспекту должного значения. Но тщетно! При поверхностном понимании того, как паять трубы из пластика, такой подход может в итоге сказаться на качестве соединения. Кроме того, горячие детали могут стать причиной серьезной травмы.
Как паять канализационные трубы из пластика
Сварочный аппарат — не единственное, что паяет пластиковые трубы. Паять элементы канализации своими руками можно, используя более простой метод. Это так и называется: холодная сварка. Он выполняет соединение труб из пластика без пайки. Для этого используется специальный клеевой состав, нанесение которого на поверхность полимера приводит к его растворению и взаимному проникновению частиц сопрягаемых компонентов трубопровода. Если вы хотите спаять канализационные трубы с наименьшими материальными и физическими затратами, холодная сварка – лучший вариант.
Паять пластиковые трубы таким способом необходимо в следующей последовательности:
- зачистить швы наждачной бумагой;
- наносим клей на весь отрезок канализационной трубы, который будет вставляться в раструб. Дополнительно покрыть клеевым составом внутреннюю поверхность раструба на две трети его длины;
- Выровняйте трубы с нанесенным клеем до упора, поверните их на 90 градусов и прижмите максимум на 60 секунд.
Холодная сварка – приемлемый вариант монтажа канализации
Выяснив, как герметизируется пластиковая труба, не спешите сразу приступать к работе. Следует изучить тонкости работы с клеем: после смешивания его следует использовать не более 5 минут. Поэтому, прежде чем приступить к оклейке, определитесь с объемом работы.
Полезный совет! После сборки канализационной системы подождите не менее часа, прежде чем заполнять ее водой для пробного запуска.
Если проверка прошла успешно и не было обнаружено утечек, смело сдавайте трубопровод в эксплуатацию.
Пайка труб ПВХ. Способы пайки труб ПВХ и необходимое оборудование
Трубы ПВХ (поливинилхлорид) являются оптимальной альтернативой металлическим аналогам в сфере водоснабжения, канализации и отопления. Особенность изготовленных из них трубопроводов заключается в том, что при их монтаже не применяется сварка в традиционном понимании, то есть с использованием сварочного аппарата. Соединение осуществляется с помощью специального паяльника, клея, муфт или фланцев. Исключение составляет корпус с резьбой.
Трубы из поливинилхлорида паяются горячим или холодным способом
Содержание
- 1 Преимущества и недостатки труб из ПВХ
- 2 Способы пайки труб из ПВХ и необходимое оборудование
- 3 Способы пайки труб из ПВХ
Преимущества и недостатки труб ПВХ
Изделие производится из непластифицированного поливинилхлорида в виде одно- или трехслойных трубных изделий. Их поставка осуществляется стандартными длинами 600, 300, 200, 100 и 50 см. К основным преимуществам труб ПВХ можно отнести:
Их поставка осуществляется стандартными длинами 600, 300, 200, 100 и 50 см. К основным преимуществам труб ПВХ можно отнести:
- длительный срок эксплуатации;
- устойчивость к коррозии и агрессивным средам;
- хорошая пропускная способность;
- антистатическая и взрывобезопасность; легкий вес
- ;
- возможность сделать самому;
- относительно низкая стоимость и др.
Наряду с перечисленными преимуществами, эти изделия имеют ряд недостатков. Главное — ограниченный диапазон рабочих температур. Трубы из поливинилхлорида способны длительно транспортировать рабочую среду при значении этого параметра всего +45°С, а кратковременно +65°С. При низких температурах этот пластик становится хрупким. Кроме того, хотя поливинилхлорид не поддерживает горение, нагрев этого материала выше +120°С вызывает его разложение, сопровождающееся выделением удушающего и ядовитого хлороводорода. Совокупность вышеперечисленных факторов делает невозможным использование труб ПВХ для обустройства промышленной канализации.
Свойства труб ПВХ существенно ограничивают область их применения
Способы пайки труб ПВХ и необходимое оборудование
Соединение труб ПВХ пайкой осуществляется несколькими способами. Выбор конкретной технологии зависит от типа трубопровода – безнапорный он или напорный. В многоэтажных жилых домах и загородных коттеджах наряду с напорными трубами создают канализационные системы, в основном, первого типа. Сварка их компонентов выполняется двумя способами:
- пайка специальным паяльником;
- «холодная сварка». Простота – главное преимущество этого метода. Чтобы спаять элементы пластикового трубопровода своими руками, достаточно использовать специальный агрессивный клей, способный растворять твердый пластик.
Полезный совет! Даже зная, как паяются трубы ПВХ холодной сваркой, соблюдайте меры предосторожности. Работать необходимо в защитных очках и перчатках.
Упомянутый выше специальный паяльник оснащен нагревательным элементом, в котором закреплены гильзы нужного диаметра. Работает утюг (название этого устройства звучит на сленге профессионалов) от промышленной сети переменного тока.
Работает утюг (название этого устройства звучит на сленге профессионалов) от промышленной сети переменного тока.
Для горячей пайки труб ПВХ используйте нагревательный прибор с насадками, соответствующими диаметру труб
На сегодняшний день в торговой сети имеется множество моделей оборудования, с помощью которых можно паять трубы ПВХ своими руками. При выборе обратите внимание на наличие терморегулятора и на то, чтобы язык, на котором написана инструкция, был вам понятен. Тогда можно паять с соблюдением всех требований технологии, и соединение получится максимально качественным. максимально надежный.
Перед покупкой устройства также стоит обратить внимание на:
- страну производителя. Это определяет стоимость и качество устройства;
- материал изготовления устройства и уровень сборки;
- наличие и комплект насадок. В набор обычно входит пара таких аксессуаров на несколько диаметров;
- мощность. Для пайки труб ПВХ диаметром 16. ..63 мм будет достаточно мощности 680 Вт. При диаметре 63…75 мм можно купить устройство мощностью 850 Вт. Если диаметр превышает 125 мм, остановите свой выбор на более мощном устройстве – от 1200 Вт. По мнению специалистов, оптимальная мощность паяльника составляет 1,5 кВт. Купив прибор с таким значением этой характеристики, вы точно не прогадаете, если планируете паять трубы своими руками в домашних условиях.
 ..63 мм будет достаточно мощности 680 Вт. При диаметре 63…75 мм можно купить устройство мощностью 850 Вт. Если диаметр превышает 125 мм, остановите свой выбор на более мощном устройстве – от 1200 Вт. По мнению специалистов, оптимальная мощность паяльника составляет 1,5 кВт. Купив прибор с таким значением этой характеристики, вы точно не прогадаете, если планируете паять трубы своими руками в домашних условиях.
..63 мм будет достаточно мощности 680 Вт. При диаметре 63…75 мм можно купить устройство мощностью 850 Вт. Если диаметр превышает 125 мм, остановите свой выбор на более мощном устройстве – от 1200 Вт. По мнению специалистов, оптимальная мощность паяльника составляет 1,5 кВт. Купив прибор с таким значением этой характеристики, вы точно не прогадаете, если планируете паять трубы своими руками в домашних условиях. Как паять трубы ПВХ
Данная процедура выполняется по единой схеме и не зависит от мощности используемого паяльника.
Трубы нужной длины можно отрезать ножовкой, но тогда требуется более тщательная зачистка среза
Последовательность действий следующая:
- Подготовить стыки. Чтобы обеспечить идеальное прилегание соединяемых изделий, обрежьте концы труб специальным труборезом.
- Наденьте на жало паяльника насадку, передающую тепло к месту соединения.
- Включите паяльник в бытовую сеть 220 вольт и дождитесь, пока он прогреет сопло.
- На один из концов насадки с подогревом наденьте муфту, а в другой вставьте трубу.
- После прогрева наружной поверхности трубы и внутренней поверхности муфты снимите эти элементы с патрубка.
- Вдавить трубу в гильзу, вставив одно изделие в другое. Остыв и затвердев, ПВХ восстановит свои свойства, в результате чего образуется единая корка, изолирующая стык.
- Дождавшись окончательной стабилизации шва, повторить эту процедуру на свободном конце муфты со следующим элементом трубы.

Полезный совет! Прежде чем приступить к пайке, убедитесь, что срез ровный. Для этого проводят несколько контрольных срезов, соблюдая в обязательном порядке угол 90 градусов. Удалите все заусенцы наждачной бумагой.
Для холодного метода пайки труб используется клей
Теперь несколько слов о том, как паять трубы ПВХ своими руками методом холодной сварки. Предварительно нанесите на их поверхность и на поверхность арматуры отметки, с помощью которых вы сможете правильно расположить эти детали в пространстве при монтаже с учетом горизонтального угла и особенностей проводки. Затем нанесите клей на концы соединяемых элементов, быстро соедините и прижмите их. Зафиксируйте трубы в этом положении на 15 секунд. Подавать воду в них можно не ранее, чем через час после окончания работ.
Затем нанесите клей на концы соединяемых элементов, быстро соедините и прижмите их. Зафиксируйте трубы в этом положении на 15 секунд. Подавать воду в них можно не ранее, чем через час после окончания работ.
Основным преимуществом холодной сварки является возможность установки трубопровода в труднодоступных местах. А соблюдая простые рекомендации и правила, вы исключите возможность протечек. По некоторым данным, срок службы такого соединения достигает 50 лет!
Как пользоваться утюгом для пайки пластиковых труб. Как паять пластиковые трубы. Этапы монтажных работ
Возможность сборки трубопроводов своими силами – несомненный плюс изделий из полипропилена. Используя удобный и легкий материал, можно построить канализацию, отремонтировать и модернизировать водопровод своими руками.
Главное понимать специфику соединения сборных элементов между собой. Согласитесь, это важная часть работы, которая отвечает за герметичность линии и ее бесперебойную работу.
Предлагаем вам подробную информацию о том, как паять полипропиленовые трубы, какое оборудование используется в работе, а также перечислим наиболее распространенные ошибки начинающих сварщиков.
Предлагаемая нами информация поможет вам наладить бесперебойную связь. Для визуального восприятия статья дополнена графическими приложениями и видеоуроком.
Процесс пайки осуществляется за счет ярко выраженных термопластичных свойств материала. Полипропилен при нагревании размягчается – приобретает состояние, похожее на пластилин.
Фотогалерея
Похоже на паяльник («утюг») для полипропиленовых труб. Простое электрическое устройство, полуавтомат, благодаря которому производится пайка пластика
Для стыковой сварки конструкции паяльных машин повышенной сложности. Обычно такое оборудование включает в себя не только нагревательный элемент, но и систему центрирования свариваемых деталей.
Как правило, оборудование для прямой сварки, как и сама технология, в бытовой сфере используется редко. Приоритет использования — промышленность.
Приоритет использования — промышленность.
Более сложное устройство, с помощью которого производится точное выравнивание свариваемых деталей с последующим нагревом и процессом пайки. Используется при технологии прямой сварки
Помимо паяльников, мастеру также потребуются:
- ножницы — ;
- лента строительная;
- слесарный квадрат;
- шейвер для труб с армированием;
- маркер или карандаш;
- обезжириватель поверхностей.
Поскольку работа ведется на высокотемпературном оборудовании, необходимо обязательно надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предупреждение! Сварочные работы на полимерных материалах следует проводить в условиях хорошей вентиляции. При нагревании и плавлении полимеров выделяются токсичные вещества, которые в определенной концентрации оказывают серьезное влияние на здоровье человека.
Процедура сварки полипропилена проста, но требует точности и аккуратности в работе. Также следует избегать распространенных ошибок, таких как недостаточный или чрезмерный нагрев.
Также следует избегать распространенных ошибок, таких как недостаточный или чрезмерный нагрев.
Первый шаг – подготовка к работе:
- На плиту нагревателя установите заготовки необходимого диаметра.
- Установить регулятор на 260°С.
- Подготовить сопрягаемые детали — разметить, снять фаску, обезжирить.
- Включите паяльную станцию.
- Дождитесь достижения рабочей температуры — загорится зеленый индикатор.
Одновременно надеть сопрягаемые детали (труба — муфта) на заготовки паяльной станции. При этом полипропиленовая труба вдавливается во внутреннюю область одного слитка, а втулка (или раструб фасонной части) — на наружную поверхность другого слитка.
Обычно концы трубы вставляются по границе ранее размеченной линии, а втулка надвигается до упора. Держа полипропиленовые детали на нагретых заготовках, следует помнить о важном нюансе технологии – времени выдержки.
Галерея изображений
Выводы и полезное видео по теме
Профессионалам всегда есть чему поучиться. Как работать с полипропиленом можно увидеть в следующем видео:
Как работать с полипропиленом можно увидеть в следующем видео:
Монтаж полимерных трубопроводов методом горячей пайки – удобная и популярная техника. Успешно используется при монтаже коммуникаций, в том числе и на бытовом уровне.
Этот метод сварки могут использовать люди без опыта. Главное правильно понять технологию и обеспечить ее точную реализацию. А технологическое оборудование можно купить или арендовать.
У вас есть опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Вы можете оставлять комментарии и задавать вопросы по теме в форме ниже.
Современные полимерные трубы неуклонно вытесняют тяжелые и сложные металлические изделия из строительной отрасли. Легкие пластиковые трубы просты в монтаже, устойчивы к коррозии и имеют длительный срок службы. Сборка сантехники осуществляется с помощью специального паяльника, предназначенного только для этой цели. Но иметь специальное устройство — это одно, а уметь им пользоваться — совсем другое. Несмотря на то, что этот процесс намного проще, чем работа со сталью, он сопровождается определенными нюансами, знание которых пригодится во время практической работы. Зная, как паять пластиковые трубы для водопровода, вы сможете выполнить эту работу правильно, быстро и качественно. Как и в любом деле, для достижения достойного результата необходимо провести тщательную теоретическую и практическую подготовку по обустройству жилья системой водоснабжения.
Несмотря на то, что этот процесс намного проще, чем работа со сталью, он сопровождается определенными нюансами, знание которых пригодится во время практической работы. Зная, как паять пластиковые трубы для водопровода, вы сможете выполнить эту работу правильно, быстро и качественно. Как и в любом деле, для достижения достойного результата необходимо провести тщательную теоретическую и практическую подготовку по обустройству жилья системой водоснабжения.
Подготовительные мероприятия
Перед пайкой водопровода из пластиковых труб необходимо определиться с выбором материала и схемой самого водопровода. Оптимальный вариант для обустройства внутренних коммуникаций здания – полипропилен. Этот полимерный пластик очень прочен, у него достаточно высокий температурный порог размягчения и плавления. Это дает возможность использовать для пайки полипропиленовые пластиковые трубы не только для холодной, но и для горячей воды. Стоит сразу отметить, что для горячего водоснабжения следует использовать только армированные изделия. В противном случае возможна их деформация и разрыв.
В противном случае возможна их деформация и разрыв.
Для начала необходимо составить подробную схему пайки водопровода из пластиковых труб.
На нем нужно отобразить расположение таких деталей:
- кран впускной;
- вертикальных и горизонтальных прогонов;
- уголки и тройники;
- арматура запорно-регулирующая;
- контуров;
- резервных выходов с заглушками;
- ванн, раковин и умывальников;
- бытовые приборы, потребляющие воду (водонагреватели, душевые, стиральные и посудомоечные машины).
После этого необходимо провести расчеты и закупить необходимое количество материала. Брать нужно с запасом 10-15% на подрезку и возможные ошибки в работе. Заключительный этап подготовки – демонтаж старого трубопровода и подготовка отверстий для установки пластиковых труб.
Подбор необходимого оборудования
Пайка пластиковых труб для обустройства водопровода должна производиться специальным устройством, работающим от сети 220 В. Это устройство можно купить в розничной сети или взять в аренду. Прежде чем паять пластиковый водопровод, необходимо определиться с классом и моделью сварочного аппарата. Если процедура пайки пластиковых водопроводных труб носит разовый характер, то вполне достаточно простейшего аппарата с несколькими насадками по бокам. Но, когда ведется обустройство частного дома с большим участком, есть смысл приобрести паяльник с возможностью регулировки температуры и сменными насадками. Собственное хозяйство предполагает определенную перспективу строительства новых зданий и обустройство их временным или постоянным водоснабжением из разных видов пластика.
Это устройство можно купить в розничной сети или взять в аренду. Прежде чем паять пластиковый водопровод, необходимо определиться с классом и моделью сварочного аппарата. Если процедура пайки пластиковых водопроводных труб носит разовый характер, то вполне достаточно простейшего аппарата с несколькими насадками по бокам. Но, когда ведется обустройство частного дома с большим участком, есть смысл приобрести паяльник с возможностью регулировки температуры и сменными насадками. Собственное хозяйство предполагает определенную перспективу строительства новых зданий и обустройство их временным или постоянным водоснабжением из разных видов пластика.
Помимо паяльника, для работы вам понадобится такое имущество:
- рулетка; карандаш
- ;
- острый нож;
- труборез или ножовка по металлу; Перфоратор
- с набором сверл и зубилом.
Если вы не знаете, как паять пластиковые трубы для горячей воды, то можете столкнуться с проблемой внешней арматуры из алюминия. Его можно только равномерно удалить специальной точилкой. Однако такие модели сейчас встречаются крайне редко. Большинство производителей используют внутреннее армирование, когда алюминий зажат между слоями пластика.
Его можно только равномерно удалить специальной точилкой. Однако такие модели сейчас встречаются крайне редко. Большинство производителей используют внутреннее армирование, когда алюминий зажат между слоями пластика.
Процесс пайки труб
Перед тем, как приступить к пайке пластиковой сантехники, необходимо еще раз проверить точность измерений с учетом значений, которые поглощаются или добавляются фитингами. После этого можно разрезать трубы на куски заданной длины. Места срезов необходимо тщательно очистить от стружки, мусора и заусенцев.
Процесс сварки должен быть спланирован так, чтобы большая часть соединений выполнялась, когда паяльник находится в статичном положении на полу. По весу пластик рекомендуется варить только в тех местах, куда другой подход невозможен.
Приступая к пайке пластиковых труб для водопровода, необходимо убедиться в исправности сварочного аппарата. Его крепления должны быть полностью очищены от мусора, грязи и старых наростов. Время прогрева для различных моделей находится в пределах 15-20 минут. О том, что нагрев завершен, сигнализирует световой или звуковой индикатор.
Время прогрева для различных моделей находится в пределах 15-20 минут. О том, что нагрев завершен, сигнализирует световой или звуковой индикатор.
Конец трубы и фитинг надеваются одновременно на соответствующие насадки с обеих сторон паяльника. Проталкивать пластиковые изделия нужно плавно, с небольшим нажимом. При достижении нижней части фитинга или патрубка давление сбрасывается.
Запуск нагрева. Держится столько, сколько указано в инструкции к паяльнику или трубам. После окончания нагрева детали вынимаются из паяльника и соединяются. Стыковку необходимо производить без наклона и прокрутки. Когда труба достигает дня примерки, движение заканчивается.
Сустав можно исправить на некоторое время. Движения разрешены только в стороны. Скручивание и разгибание запрещено. После того, как стык полностью застынет, можно переходить к соединению следующего узла.
Просмотр видео о пайке пластиковых труб для водопроводной системы будет большим подспорьем в дальнейшей работе. Перед началом работы желательно потренироваться в пайке отрезков труб и запасных фитингов. К счастью, их цена вполне демократична.
Перед началом работы желательно потренироваться в пайке отрезков труб и запасных фитингов. К счастью, их цена вполне демократична.
Перед тем, как прикрепить детали к паяльнику, с них необходимо снять фаску. Это поможет собрать их гораздо проще, чем изделия с ровным срезом. Подтверждением надежного соединения является небольшой провис над штуцером.
После сварки сопла паяльника необходимо очистить от нагара и затвердевшей пластмассы. Делать это нужно деревянной лопаточкой, так как сталь может повредить тефлоновое покрытие.
Важно знать: Пайку полимерных труб для водоснабжения нельзя производить при отрицательных температурах.
Такое соединение может оказаться негерметичным, так как процесс застывания пластика будет происходить слишком быстро.
При соблюдении всех правил сварки пластиковых труб водопроводная система приобретет основательность и герметичность. Срок его службы составит не менее полувека.
Видео о пайке труб
Полимерные материалы вытесняют со строительного рынка традиционный металл. У многих застройщиков, выбравших сантехнику, отопление из полиэтилена, полибутилена, полипропилена, после покупки возникает проблема, как паять пластиковые трубы … Технологи простые, не требуют обучения, достаточно небольшой практики, полуметровый кусок трубы, покупка паяльника с минимальным набором. Инструкция к сварочному аппарату позволяет сразу приступить к работе, таблица времени нагрева стыков в зависимости от толщины стенки изделия обеспечивает высокое качество шва.
У многих застройщиков, выбравших сантехнику, отопление из полиэтилена, полибутилена, полипропилена, после покупки возникает проблема, как паять пластиковые трубы … Технологи простые, не требуют обучения, достаточно небольшой практики, полуметровый кусок трубы, покупка паяльника с минимальным набором. Инструкция к сварочному аппарату позволяет сразу приступить к работе, таблица времени нагрева стыков в зависимости от толщины стенки изделия обеспечивает высокое качество шва.
Инструкция по пайке пластиковых труб в домашних условиях
Простейшая инструкция по пайке пластиковых труб следующая:
- сварочный аппарат устанавливается на прилагаемую подставку, подключается к сети
- втулка устанавливается в отверстие паяльника
- концы подготовлены — трубу надо обрезать, снять фаску, нанести маркером с риской для контроля глубины погружения в муфту
- прибор сигнализирует о нагреве до 270 градусов звуком
- муфта надевается с одной стороны втулки, труба вставляется в ответное отверстие
- на нагрев фиксируется выбранное в таблице время (10 — 4 секунды), вращение деталей на втулке запрещено, как при монтаже, так и в ожидании
- оплавленные концы стыкуются без прокрутки до отмеченных маркером меток, фиксируется на несколько секунд
- процесс повторяется для сопрягаемой стороны муфты, второй отрезок трубы
После нескольких подключений технология становится понятной, и, после сборки контура отопления, пользователь узнает секреты, как паять пластиковые трубы в неудобных местах. На практике отдельные заготовки обычно соединяют, окончательную сборку (последние два соединения) выполняют на месте.
На практике отдельные заготовки обычно соединяют, окончательную сборку (последние два соединения) выполняют на месте.
Пайка трубы электромуфтовой муфтой
Электромуфтовая технология проще предыдущей, в ней нет ничего сложного для тех, кто умеет паять пластиковые трубы вышеописанным способом. Ошибки полностью исключены благодаря встроенным в корпус фитинга спиралям, программе внутри прибора. Технология выглядит немного иначе:
- обрезанные, скошенные края обеих труб (производительность удваивается)
- торцы также обезжирены, нет необходимости в контрольных рисках
- при значительной длине частей трубопровода применяются хомуты (механические, ременные)
- устройство подключено к сети, открывается таблица в инструкции или устройство считывает штрих-код с каждой заготовки
- звуковой сигнал свидетельствует о готовности устройства к пайке Электроды
- подключаются к гнездам на корпусе муфты, время нагрева устанавливается автоматически или вручную
- через несколько секунд на монитор выводится информация о завершении процесса
- отрицательный результат бывает при коротком замыкании, дефекте спиралей в муфте, в остальном сварка безупречна
После первого же стыка становится совершенно понятно, как паять пластиковые трубы. Этот вариант позволяет производить предварительную сборку контуров путем поочередного переключения электродов с гильзы на гильзу. Скорость увеличивается без потери качества. Сложные суставы становятся более доступными, единственный недостаток метода — повышена стоимость муфт … Электромуфтовый аппарат дешевле, компактнее, нет риска повреждения покрытий нагретым корпусом паяльника. Несовершенство первого способа (сварка малых диаметров) в данном случае отсутствует. Для больших труб необходимо только повысить надежность фиксации в момент монтажа, подогрев муфты.
Этот вариант позволяет производить предварительную сборку контуров путем поочередного переключения электродов с гильзы на гильзу. Скорость увеличивается без потери качества. Сложные суставы становятся более доступными, единственный недостаток метода — повышена стоимость муфт … Электромуфтовый аппарат дешевле, компактнее, нет риска повреждения покрытий нагретым корпусом паяльника. Несовершенство первого способа (сварка малых диаметров) в данном случае отсутствует. Для больших труб необходимо только повысить надежность фиксации в момент монтажа, подогрев муфты.
Для разветвления или разводки различных водопроводных коммуникаций (систем отопления, канализации и водоснабжения) необходимо применение специальных технологий. Паять пластиковые трубы могут специалисты, но это также легко сделать и своими руками.
Паяльный инструмент
Для соединения отдельных частей водопровода необходимо использовать технологии температурного воздействия. Пайка или сварка пластиковых труб обеспечивает диффузию молекул пластика, что приводит к прочному и герметичному соединению.
Фото — аппарат для пайки пластиковых коммуникаций
Данные работы выполняются с помощью специальных приспособлений — сварочного инвертора для пластиковых труб или пистолета:
- Сварочный аппарат считается более профессиональным аппаратом и используется в основном опытными сантехниками. Его цена на порядок выше стандартного бытового пистолета;
- Пистолет представляет собой разновидность паяльника, способного точечно воздействовать на отдельные детали пластиковых или металлопластиковых коммуникаций.
Сварочные аппараты можно классифицировать по мощности. Сейчас наиболее популярны универсальные модели на 1500-1600 Вт. Они удобны для бытового использования, кроме того, в комплект также входит набор насадок для работы с различными типами трубопроводов.
Фото — конструкция паяльника
Следует отметить, что помимо специальных приспособлений понадобятся и дополнительные инструменты. В частности, это ножницы для резки деталей сантехники. А также роликовый труборез, позволяющий обеспечить максимально ровный и гладкий рез на поверхности коммуникаций.
А также роликовый труборез, позволяющий обеспечить максимально ровный и гладкий рез на поверхности коммуникаций.
Также при работе с металлопластиковыми или армированными фольгой трубами вам понадобится инструмент для очистки — болгарка. Он выравнивает обрезанный край, который часто оставляет небольшие неровности после обрезки нужного участка. Если проигнорировать этот процесс, то соединение может быть недостаточно прочным и герметичным, что скажется на работе всей канализационной системы.
Если вам необходимо спаять трубы из пластика большого диаметра — от 110 мм, то используется электромуфта. Он надвигается на сустав и нагревает сустав. При этом основную роль играет центрирование отдельных участков коммуникаций, так как контролировать процесс во время сварки практически невозможно. Для работы с таким приспособлением используется специальный центрирующий станок, который позволяет выравнивать поверхность реза, чтобы получить максимально плотный шов. Мощность муфт несколько отличается от мощности сварочных аппаратов и паяльных пистолетов, в большинстве случаев требуются несколько более высокие значения — свыше 1500 Вт.
Холодная пайка также часто используется в домашних условиях. Технология предполагает использование агрессивного клея, который обеспечивает диффузию молекул пластика без использования нагревательных элементов. Главным преимуществом этого метода является его простота. Такую сварку легко выполнить даже без опыта; кроме того, покупка дополнительных устройств не требуется. Но в то же время такая пайка считается недолговечной, то есть это скорее срочные меры, чем вариант постоянного соединения труб.
Фото — пример холодной пайки пластиковых коммуникаций
Купить инструмент для пайки пластиковых труб можно практически в любом магазине сантехники, в среднем он стоит от 800 рублей до нескольких десятков тысяч. Например, в Севастополе стоимость WESTER DWM 1000B варьируется от 1800 до 2000 рублей. Цена зависит от заявленной мощности устройства, марки и его назначения.
Видео: как правильно паять пластиковые трубы
Инструкция по пайке
Самостоятельная сварка пластиковых трубопроводов выполняется по проекту канализации и в соответствии с ГОСТами. Для каждого материала пайка выполняется в соответствии с определенной температурой, нижеследующая таблица поможет подобрать нужные значения:
Для каждого материала пайка выполняется в соответствии с определенной температурой, нижеследующая таблица поможет подобрать нужные значения:
| Диаметр, мм | Нагрев, сек | Сварка, сек | Охлаждение, сек |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Пошаговая инструкция, как спаять пластиковые трубы систем отопления или подключить водопровод:
- На сварочный аппарат необходимо установить специальные насадки, например, штуцеры для труб 25 мм. С помощью таблицы определяется время их нагревания, температура по нормативам находится на отметке 260 градусов. Это оптимальный параметр для пайки обычных пластиковых и армированных труб;
- После этого подготавливаются другие сантехнические инструменты. Перед резкой убедитесь, что резак заточен. Для малых диаметров срез рекомендуется не под прямым углом, а под 45 градусов;
Фото — набор для пайки - Теперь нужно измерить размер штуцера на трубе и учесть зазор 1 мм. Он должен присутствовать при подключении. Отметьте его на связи. Это очень важно, так как штуцер нельзя задвинуть до конца, после нагрева пластик немного расширится;
- На разогретую насадку необходимо надеть штуцер, затем в другое отверстие соединительной части вставить трубу. Далее пистолет нагревается и сопло снова нагревается по всей длине;
Фото — ТЭНы - Осталось аккуратно снять нагреваемые детали и соединить их. В результате получится прочное и герметичное крепление с фитингом;
- Следующий этап пайки труб включает в себя повторный нагрев паяльника, но только теперь на насадку надевается кусок с фитингом, а свободная часть коммуникации вставляется в другое отверстие;
- После нагрева операция повторяется: детали снимаются с насадки и соединяются.
 С помощью таблицы определяется время их нагревания, температура по нормативам находится на отметке 260 градусов. Это оптимальный параметр для пайки обычных пластиковых и армированных труб;
С помощью таблицы определяется время их нагревания, температура по нормативам находится на отметке 260 градусов. Это оптимальный параметр для пайки обычных пластиковых и армированных труб;
Когда работа закончена, нужно выждать указанное время, чтобы соединение остыло, некоторые мастера для ускорения процесса используют еще и фен.
Фото — фен для пластика
Иногда нельзя использовать нагревательный утюг и требуется применение электромуфт. Их принцип работы очень похож на описанный выше, главное отличие в том, что при такой пайке труб прогревается весь аппарат полностью, а не отдельные его сопла.
Перед началом сварки обязательно обезжирить секции, а также очистить их от пыли и грязи. Для этого фитинг и втулку протрите спиртом внутри, а патрубок снаружи. Пайка производится так же, как было сказано ранее.
- Не прикладывайте слишком большое усилие при подсоединении трубы к фитингу. После пайки пластик становится более податливым, из-за чего при избыточном давлении внутри трубы могут появиться складки;
- Не допускайте свободного перемещения фитинга по трубе;
- Обратите особое внимание на время нагрева и температуру. Если превысить или, наоборот, уменьшить эти показатели, то крепление получится непрочным;
- При работе в домашних условиях с водопроводными или канализационными трубами в месте крепления оставляйте зазор не более 1 мм, иначе в этом месте будут протечки.
 Если превысить или, наоборот, уменьшить эти показатели, то крепление получится непрочным;
Если превысить или, наоборот, уменьшить эти показатели, то крепление получится непрочным;Представьте ситуацию: Вам срочно нужно спаять две пластиковые трубы. Вода бежит прямо из него, и вам нужно срочно спасать ситуацию! Но как паять пластиковые трубы? Тем более, если у вас нет практики. В статье подробно описан процесс, как правильно паять.
Самый эффективный и «безболезненный» вариант: вызов сантехника на дом. Вариант может и самый надежный, но сильно бьющий по карману/кошельку хозяина дома, да и по гордости «хозяина в доме» тоже.
Так что отбрасываем этот вариант и учимся правильно паять — тогда кошелек набит хрустящими купюрами, а мужик в доме сам все починил!
Подготовка к процессу. Какой инструмент нам понадобится
Отключаем воду и идем в магазин сантехники (если в вашей домашней мастерской еще нет всего необходимого для ремонта сантехники)!
Итак, наша задача спаять две пластиковые трубы для подачи воды.
Какие инструменты и материалы вам понадобятся? Как правильно паять пластиковые трубы?
- Устройство для пайки пластиковых труб. Объясните продавцу в магазине, зачем вам нужен сварочный аппарат, и он с удовольствием подберет для вас подходящий вариант.
Причем покупка паяльного аппарата будет в разы дешевле вызова сантехника на дом, а это, как мы помним, один из принципиальных вариантов выбора самостоятельного решения проблемы соединения труб!
Такой паяльник позволит вам провести правильный ремонт коммуникаций в доме!
- Острый нож или труборез. Он понадобится вам для резки труб и обрезки кромок, чтобы поверхность соединяемых концов была идеально гладкой. Также возможно использование специального приспособления – трубореза.
- Тонкий надфиль, напильник, возможно мелкозернистая наждачная бумага. Это понадобится, чтобы зачистить концы, которые мы будем припаивать, до идеально гладкой поверхности.
- Фитинг/муфта – это небольшая трубка, которую надевают на оба конца труб, которые мы будем паять (также приобретаются в магазине сантехники).
- Рулетка.
- Фаскатель.
Итак, все готово к установке — приступим! Но мы все сделаем правильно!
Первый шаг, и, пожалуй, самый важный, это подготовка необходимых элементов к пайке.
Подготовка элементов к пайке
Сначала аккуратно отрежьте острым ножом трубы до нужной длины. Также можно использовать специальный труборез, если он есть в домашнем арсенале или вдруг нашелся в мастерской.
Затем срезаем заусенцы на концах. Заусенцы – тонкая пластиковая стружка, заусенцы на концах трубок. Так как соединяемая поверхность должна быть идеально гладкой, эти насечки аккуратно удаляем ножом.
После этого зачищаем концы соединяемых пластиковых труб. Для этого используем тонкий напильник, напильник, может быть даже нарезку (у этого типа напильника рабочая поверхность специально изогнута, что позволяет зачищать рабочие поверхности внутри трубок и т. п.).
Также можно попробовать отшлифовать мелкой наждачной бумагой. Не забывайте важное правило – поверхность после очистки должна быть гладкой, а не шероховатой, поэтому не жалейте сил и качественно очищайте концы пластиковых труб, доводя их до совершенства!
Теперь проделываем тот же цикл мероприятий для штуцера, если он самодельный и представляет собой просто кусок трубки, который вы будете использовать для пайки.
Если штуцер или муфта были куплены в магазине, то их поверхность внутри (которую нам нужно соединить) уже должна быть гладкой и нужного размера.
Итак, трубы готовы, фитинг готов.
Приступаем к пайке
Видео 2. Как правильно паять
Правда, в старых, ранних версиях паяльных аппаратов такой функции нет, поэтому регулировать температуру придется вручную.
Крайне важно, чтобы заготовка была обработана задолго до самого соединения. Обязательно очистите поверхность от грязи, обезжирьте спиртом.
Также необходимо снять фаску с заготовок. и алкоголь. Эта операция необходима только для тех труб, которые ранее были армированы алюминием или другим составом.
Современные устройства для пайки пластиковых труб имеют разнообразные конструкции, и некоторые из них позволяют значительно сократить время выполнения операции.
Например, на некоторые паяльные аппараты возможна установка нескольких насадок — до 4 шт.
Другими словами, вы можете одновременно нагреть две трубы и два фитинга, а после доведения до необходимой температуры за короткое время создать довольно большую конструкцию.
Само соединение должно быть выполнено как можно быстрее, чтобы не допустить снижения герметичности системы. Как только вы увидите, что элементы заготовки нагрелись до необходимой температуры, то сразу же снимите заготовки с насадок и приступайте к соединению.
Правильное соединение необходимо сделать очень герметичным, чтобы в дальнейшем не было протечек в системе отопления или водоснабжения.
Проверка стыка после пайки
В итоге оба наглухо соединены! Все ли мы сделали правильно? Об этом вы сможете судить только через некоторое время, когда пустите воду по «новому» водопроводу.
После пайки труб с фитингом не спешите открывать кран подачи воды: после всей процедуры самостоятельного ремонта должно пройти не менее часа.
Если вы по каким-то причинам все-таки проводили процедуру в холодном помещении, где температура была ниже комнатной, то перед пробным запуском воды стоит подождать не менее двух-трех часов… Главное тут не торопиться, а делать все правильно, чтобы ваша работа не пошла насмарку.
На завершающем этапе монтажа необходимо убедиться в достаточной надежности места пайки. Для этого лучше всего провести пробный запуск воды. Открываем кран. После запуска воды внимательно осмотрите весь отремонтированный узел водопровода, который вы закрепили.
Если все-таки на конструкции или на штуцере/муфте остались пятна, вода сочится, капает или даже хлещет из-под нового соединения, значит, Ваша операция по спасению хоз-водоснабжения была проведена некорректно!
Вам следует либо заново провести всю процедуру ремонта, либо все-таки раскошелиться и вызвать на дом мастера-сантехника. Если все прошло хорошо, а вода только течет из крана, как и положено, то поздравляем с успехом!
Миссия выполнена, семья довольна, пластиковые трубы для водоснабжения надежно и прочно соединены! Как видите, эта операция не является невозможной, и если следовать обычным прописным истинам, можно добиться желаемого результата!
Теперь можно смело бросить вызов новому ремонту, так как вы уже имеете достаточно знаний и умеете правильно паять пластиковые трубы!
Видео 5. Устройства для пайки: обзор.
Отказы пластиковых сварных труб
Сварка пластмасс — это техника, которую многие люди неправильно понимают. Стороннему наблюдателю это кажется довольно простым; вы нагреваете пластиковую поверхность до тех пор, пока она не размягчится, прижимаете ее к другой пластиковой поверхности и ждете, пока соединение остынет. Работа выполнена?
Неисправный сварной шов между трубой и коленчатым фитингом из высотного офисного здания.
Не совсем. Существует множество различных методов сварки пластмасс, и каждый из них имеет свои тонкости, особенности и детали, которые необходимо учитывать и понимать, если сварка должна быть выполнена успешно.
Сварка пластмасс используется во многих отраслях промышленности и для множества применений, но одна из наиболее важных – это сварка пластиковых (полимерных) труб. С точки зрения Хокинса, это также, вероятно, наиболее распространенное применение сварки пластмасс, с которым мы сталкиваемся, когда расследуем и сообщаем о причинах отказов.
Для судебно-медицинского эксперта ключом к обнаружению причины отказа пластикового сварного соединения является правильное понимание того, как этот сварной шов должен был быть выполнен успешно. Это знание дает нам хорошее представление о том, на что следует обращать внимание, чтобы затем объяснить, почему сварка не работает так, как ожидалось. Первая часть этой статьи будет кратким введением в общие методы сварки пластмасс (труб) и ключи к их правильному использованию. Во второй части статьи будут описаны некоторые типичные типы отказов и представлены некоторые примеры, которые Хокинс видел в ходе наших исследований.
УСПЕШНАЯ СВАРКА ПЛАСТИКОВЫХ ТРУБ
В принципе упрощенное представление о том, как делаются сварные швы пластмасс, описанное в первом абзаце этой статьи, верно. Это процесс, который включает в себя размягчение и соединение поверхностей материалов или деталей (труб) для создания соединения. Существует множество доступных методов, позволяющих добиться размягчения пластиковых поверхностей двумя способами:
- Применение или выделение тепла
- «Растворение» полимера на склеиваемой поверхности химическим растворителем
Сварка пластмасс используется только с термопластичными полимерами (не термореактивными). Это означает, что свариваемые материалы размягчаются при высоких температурах и затвердевают при низких (т.е. нормальных) температурах. Хороший сварной шов должен создавать «идеальную» смесь полимерных «цепочечных» молекул в смешанной области, образованной поверхностями двух частей.
Способность термопластичных полимеров как размягчаться (или плавиться), так и затвердевать без какого-либо необратимого изменения их свойств позволяет термоклей или используемые методы термической сварки. Две пластиковые поверхности толкаются или прижимаются друг к другу после размягчения под действием тепла. Затем они удерживаются вместе по мере того, как пластик остывает и затвердевает, устраняя границу между двумя частями. Однако в методах термической сварки можно найти множество методологий. Некоторые общие процедуры кратко описаны в следующем разделе.
При сварке растворителем химический растворитель смешивается с полимерными «цепочками» на поверхности пластика, что дает этим полимерным цепям больше свободы для перемещения друг вокруг друга и для смешивания с цепями соседней детали. После того, как две части соединены вместе, растворитель испаряется, а затем смешанные полимерные поверхности снова затвердевают в течение короткого периода времени (обычно несколько минут).
Пластиковые сварные соединения из двух секций. «Коленчатый» шов слева был выполнен методом «горячего плавления», в то время как пример справа был выполнен с помощью «сварки растворителем». Стрелки указывают смешанные «области сварки», где поверхности смешались, чтобы эффективно сформировать единую деталь.
Общие методы термической сварки пластмасс
Термосварка: Распространенный метод, при котором тепло воздействует непосредственно на соединяемые поверхности с использованием нагретой матрицы или инструмента (иногда «стержня») для расплавления поверхностей труб. Это характерно для трубопроводов водопроводного типа, где используется нагретый «папа» для раструбов фитингов, таких как колена или муфты, и «мама» для концов труб (см. ниже).
Техник, использующий нагретый инструмент с внутренней и наружной резьбой (выделено) для выполнения сварных соединений между трубами.
Сварка горячей пластиной: Этот метод часто используется для относительно больших или громоздких деталей, таких как пластиковые трубы большого диаметра. Две части (например, концы труб) помещаются в инструмент по обе стороны от нагретой «пластины». Контакт с горячей пластиной размягчает концы труб, после чего пластину снимают, чтобы концы труб можно было соединить вместе до того, как они остынут. Это создает «стыковое» соединение между двумя отрезками трубы.
Инструмент для сварки горячей пластиной, используемый для соединения секций пластиковых труб большого диаметра.
Электромуфтовая сварка: Это еще один метод, который часто используется для соединения секций пластиковых труб. металлические проволоки, которые нагреваются электрическим током. Затем к ошейнику подключается машина с помощью пары кабелей, по которым электрический ток передается по проводам. Машина обрабатывает сварку автоматически, контролируя температуру и время.
Следующая ссылка иллюстрирует электромуфтовую сварку в видеоклипе (опубликованном на YouTube компанией KPS Petrol Pipe System TM ): визуально похоже на паяльник для расплавления пластиковой поверхности. Инструмент подается с пластиковым «сварочным стержнем» (часто через трубку), который добавляет пластиковый наполнитель между склеиваемыми поверхностями. Этот метод обычно используется для ремонта (см. ниже). Хотя он часто используется с трубами, он в равной степени применим и к другим пластиковым деталям.
Ремонт пластмассового компонента.
Инфракрасная/бесконтактная сварка: В целом похожа на сварку горячей пластиной, но использует инфракрасный (бесконтактный) источник тепла для размягчения поверхности трубы (или детали). Отсутствие прямого контакта устраняет риск потери материала из-за «прилипания» к нагревательной плите, но этот процесс обычно требует больше энергии, чем сопоставимый метод нагрева с прямым контактом.
Сварка горячим газом/горячим воздухом: Это еще один «бесконтактный» метод термической сварки, в котором используется «пистолет» горячего воздуха (или газа) для размягчения пластиковых поверхностей, а также присадочный стержень для добавления материала в соединение. Этот метод также часто используется для ремонта в качестве альтернативы скоростной сварке.
Экструзионная/инъекционная сварка: Эти методы используются для больших/громоздких деталей и обычно выполняются с использованием ручного инструмента, который «выдавливает» или «впрыскивает» струю (часто называемую «шариком») расплавленного полимера. в сварной шов. В то время как экструзионная сварка обычно используется для сварки поверхностей этих больших, громоздких деталей, тогда как инжекционная сварка в основном используется для ремонта. Наконечник «инжектора» обычно уже, чем у экструдера, и он нагнетает расплавленный полимер в пустоту или щель, чтобы заполнить ее и произвести ремонт.
Ручной экструзионный сварочный аппарат, используемый для соединения. [1]
Ключевые аспекты успешной сварки пластмасс
Успешная сварка пластмасс требует определенных знаний, опыта и соответствующего планирования; это тот случай, если вы свариваете трубы или любые другие детали. Во-первых, для рассматриваемых частей должна быть выбрана правильная техника. Например, из методов, описанных выше, термосварка отлично подходит для выполнения многих соединений между трубами относительно небольшого диаметра, например, для водопровода в коммерческом или большом жилом здании. Для сравнения, электромуфта или метод на основе растворителя могут быть более подходящими для труб большего диаметра, таких как канализационные трубы в коммерческом здании. Сварка горячей пластиной больше подходит для больших региональных водопроводных или газораспределительных труб. Необходимо учитывать детали процесса сварки, наряду с другими проблемами, такими как затраты на рабочую силу и энергию.
С технической точки зрения есть несколько фундаментальных факторов, которые необходимо учитывать для успешной сварки пластмасс. Кратко их можно обобщить следующим образом:
i) Свариваемость: Некоторые типы термопластичных материалов по своей природе более «свариваемы», чем другие.
ii) Выбор материалов: Разнородные полимеры обычно плохо смешиваются. Для успешной сварки следует использовать такие же или очень похожие типы пластика.
iii) Подготовка поверхности: Пыль, масло, жир, грязь и влага препятствуют процессу смешивания. Перед сваркой может потребоваться удаление окисленных или поврежденных поверхностей.
iv) Место и условия сварки: Трудный доступ к деталям (например, при размещении в узких нишах или под высокими потолками) может сильно затруднить успешную сварку. Кроме того, условия окружающей среды (например, жарко/холодно, влажно/сухо, ветрено и т. д.) будут влиять на параметры сварки, такие как время достижения подходящей температуры сварки, а также время, необходимое для охлаждения материала. после присоединения.
Слева: сварка в ограниченном пространстве может быть очень сложной.
Справа: сварка в экстремальных погодных условиях ставит интересные задачи. [2]
После того, как выбраны материалы и техника, а подготовка, условия и параметры спланированы, есть три основных фактора для достижения успешного сварного шва:
i) Время: необходимо достаточное время. чтобы свариваемые поверхности достигли нужной температуры, чтобы позволить смешивание, а также для того, чтобы детали снова остыли.
ii) Температура: Должна быть достигнута достаточная температура для достижения нужной степени размягчения. Однако слишком высокая температура может привести к вытеканию расплавленного полимера из соединения или вызвать объемное повреждение или деформацию свариваемых труб/деталей. Каждый тип пластмассы и каждый отдельный компонент имеют определенный температурный диапазон, в котором следует работать.
iii) Давление: между деталями должно быть приложено достаточное давление, чтобы способствовать смешиванию поверхностей, но не настолько, чтобы либо сжимать материал. вдали от рабочей зоны или повредить детали.
Типичные сбои пластиковых сварных суставов
Отказы пластиковых сварных суставов могут быть широко классифицированы как:
I) Трещины и полости
II) Включения
III) Деформация
IV) Совместные разделения
Cracks and Cavities
IV) : Это может быть вызвано деградацией полимерного материала; например, при воздействии тепла во время или после процесса сварки или при химическом воздействии, например, при сварке растворителем. Такое воздействие может не вызвать немедленного разрушения, но может инициировать процесс либо медленного роста трещины, либо процесса, при котором общие свойства и целостность пластиковой трубы со временем ухудшаются. Если пластиковая труба выходит из строя таким образом, в районе сварного соединения или рядом с ним, то одной из задач для судебно-медицинских экспертов Хокинса является определение того, было ли повреждение вызвано или инициировано либо во время процесса сварки, либо после него, когда труба находилась в процессе сварки. оказание услуг.
Медленный рост трещин является относительно распространенным видом разрушения пластиковых трубопроводов из-за таких механизмов, как растрескивание под воздействием окружающей среды (ESC). Пример, показанный ниже, относится к трубе, которая, как считается, вышла из строя из-за ESC, инициированного воздействием химического вещества в вода, которую несли трубы (после установки). Однако подобные неисправности могут быть вызваны воздействием других химических веществ, например, тех, которые используются при сварке растворителем.
Пример трубы из АБС-пластика в разрезе с мелкими продольными трещинами на внутренней поверхности (отверстии).
Включено: Это относится к «посторонним предметам», которые попадают в сварочный материал при размягчении пластика. Чаще всего они являются результатом плохой очистки и подготовки поверхности, а также могут быть вызваны нечистой средой во время процесса сварки. Например, было бы очень трудно избежать загрязнения частицами песка, если бы сварка пластика проводилась на ветреном пляже или в пустыне без надежной защиты. Посторонние частицы могут выступать в качестве концентрации напряжений и/или точек начала образования трещин, поэтому, если трубопровод подвергается нагрузке во время эксплуатации, это может привести к отказу механического типа (т. е. перегрузке). Присутствие посторонних частиц также снижает общую прочность и качество сварного соединения, поэтому добросовестный техник должен позаботиться о том, чтобы сварочный материал был как можно более чистым.
Другим типом включений могут быть «пузырьки» газа или воздуха, которые попадают в материал сварного шва. Это имеет тот же эффект, что и инородная частица, поскольку действует как потенциальная начальная точка трещины и снижает общую прочность сварного шва.
Деформация: Этот тип отказа включает два основных типа. Во-первых, в процессе сварки стык может перегреваться, что приводит к размягчению и деформации склеиваемых поверхностей, а иногда и всего материала трубы. Во-вторых, две детали (например, труба и фитинг) могут быть неправильно выровнены при сварке, поэтому либо образуется неправильный угол или положение, либо труба не вставляется на полную глубину фитинга. Отказы от деформации не всегда являются катастрофическими, но они могут вызвать проблемы, либо нарушая поток жидкости через какой-либо трубопровод, либо вызывая трудности с установкой или применением.
Разделение стыка: Это один из наиболее распространенных типов поломки во всех трубопроводах, в том числе там, где они соединяются с помощью сварки пластика. Отрывы чаще всего являются результатом ошибки в процессе сварки, которая не позволяет получить полноценный сварной шов. Например, полимерные поверхности могли быть недостаточно нагреты из-за неправильного или неполного контакта с нагревательным инструментом (например, при термосварке), или детали могли быть извлечены из источника тепла слишком рано, до того, как была достигнута необходимая температура. было достигнуто.
Пример, показанный во введении к этой статье, был таким случаем. Недостаточный нагрев не позволял полностью вставить трубу в коленчатый раструб, а это означало, что поверхности компонентов не стыкуются должным образом. Изображения ниже иллюстрируют влияние этого недостатка тепла на целостность и долговечность соединения, когда часть неисправного соединения была «раздавлена» в губках тисков, и такое же испытание было применено к хорошо сделанному локтевому суставу. . В хорошо сделанном стыке (слева) стык остался неповрежденным, несмотря на то, что стенки трубы были прижаты «плоско». Однако недостаточно нагретый стык (справа) вышел из строя, несмотря на то, что деформировался значительно меньше, чем хорошо сделанный стык. Отсутствие тепла, подаваемого на соединение справа, означало, что прочность соединения была намного ниже, чем должна была быть, из-за неполного смешивания поверхностей полимера.
Участки двух сварных соединений, выполненных термосваркой, «сдавливают» в тисках. Хорошо сделанный стык (слева) не разрушился, несмотря на то, что деформировался гораздо меньше, чем недостаточно нагретый стык (справа).
В другом примере разрыва стыка произошел отказ нескольких стыков в трубопроводе ABS[3], по которому шла горячая вода в промышленном здании. Соединения были выполнены с помощью сварки растворителем, и было обнаружено, что некоторые соединения полностью или частично разошлись в средней точке сварных соединений (см. ниже). Однако при разрезе швов никаких дефектов там не было видно. В основе сварных соединений, сваренных растворителем, часто находится «зона воздействия растворителя» (SAZ), где остатки растворителя все еще присутствуют внутри полимерного материала, поскольку они не полностью испарились.
Частично разъединенный сварной шов в трубопроводе из АБС-пластика .
После исследования было обнаружено, что температура стеклования (T g ) АБС-полимера была значительно снижена в SAZ по сравнению с «объемным» материалом. В таких полимерах, как АБС, T g — это температура, выше которой материал из относительно твердого и жесткого превращается в мягкий, вязкий и «резиноподобный». На участках трубопровода, где температура воды была самой высокой, Т г г в САЗ было превышено, что привело к размягчению стыков, поэтому внутреннее давление воды раздвинуло их.
Подобные отказы также могут возникать, если перед вводом соединения в эксплуатацию выдерживается недостаточное время для охлаждения (или испарения). Если сварной шов не полностью «застыл», то (например) приложение внутреннего давления может раздвинуть соединение.
В заключение я надеюсь, что эта статья продемонстрировала, что сварка пластиковых труб является универсальным процессом с многочисленными преимуществами. Эти преимущества включают снижение веса и стоимости (по сравнению с использованием креплений или металлических труб), а также эстетические и водо-/газонепроницаемые соединения, которые являются прочными, гибкими и долговечными. Однако достижение всех этих преимуществ зависит от принятия правильных решений в отношении используемых материалов и процессов, а также от правильного и последовательного выполнения для создания успешных сварных соединений. Плохие решения и неправильная техника часто приводят к отказу, а когда пластиковые сварные соединения выходят из строя, результатом часто является обширное (и дорогостоящее) повреждение водой. Инженеры компании Hawkins могут оказать квалифицированную помощь в определении причин этих сбоев, а также дать полезные рекомендации по предотвращению повторения дорогостоящих сбоев.
Джон Эмм — сертифицированный инженер по материалам, который исследует дефекты материалов в металлах, полимерах и композитах. Он также расследует утечки воды и масла, телесные повреждения, насильственные проникновения и пожары. Он расследовал несколько инцидентов с крупными потерями, вызванными выходом из строя сварных пластиковых труб в промышленных и коммерческих зданиях. До прихода в Хокинс в 2007 году Джон работал над проектами по разработке аэрокосмических материалов, включая радиопоглощающие покрытия (технология невидимости) и конструкции из композитных материалов для таких клиентов, как Airbus, Lockheed Martin и AgustaWestland.
[1] Фотография предоставлена The Three Essentials for Plastic Welding — Articles — STANMECH Technologies Inc. изготовлены из термопластичной смолы под названием акрилонитрил-бутадиен-стирол
Сначала зажимы для труб, а затем пайка
Юпитер01
- #1
Мне интересно, если как мастер (возможно, даже профессионал?) лучше всего сначала нарисовать линии спиртового уровня для маршрутов труб, убедившись, что они прямые и на равном расстоянии, и т. д. Затем я мог бы установить трубу клипы. Как только они есть, я подгоняю все трубы и фитинги. Я мог бы тогда припаять на месте (если на разумном расстоянии от зажима) или удалить на этом этапе и припаять?
Стоит ли это делать?
Рекламные ссылки
потерянный свет
- #2
Вот как я это сделал, вполне нормально
Юпитер01
- #3
Отлично! На каком расстоянии нужно быть от пластиковых зажимов, чтобы безопасно припаять?
дилалио
- #4
Просто положите мокрую тряпку на зажим, когда будете припаивать рядом с ним… Обычно их плавит тепло, проводимое вдоль меди… Если только вы не направите пламя горелки прямо на них, это… Тогда они загорятся fire
Рассмотрите возможность использования распорных скоб (чтобы снять их со стены), чтобы потом можно было установить изоляцию вокруг труб.
Рекламные ссылки
потерянный свет
- #5
Я нашел это полезным в некоторых ситуациях
Мадраб
- #6
Перед пайкой всегда лучше все разложить и подогнать насухо, чтобы лучше все прочувствовать и внести коррективы перед окончательным исправлением/подгонкой.
durhamplumber
- #7
дилалио сказал:
Если вы не направите на них пламя факела, это… Тогда они загорятся
Нажмите, чтобы развернуть…
..Лол ..действительно.
Юпитер01
- #8
Работает ли метод мокрой тряпки поверх зажима, когда мы паяем в пределах 50 см? Я предполагал, что трубы нужно снять и припаять, но это было бы очень полезно, если бы не плавились клипсы.
дилалио
- #9
Юпитер01 сказал:
Работает ли метод мокрой тряпки по клипсе, когда мы паиваем в пределах 50см? Я предполагал, что трубы нужно снять и припаять, но это было бы очень полезно, если бы не плавились клипсы.
Нажмите, чтобы развернуть.
Я бы не стал его использовать, если бы не
И достаточно тепла, чтобы запустить припой
Гасгуру
- #10
Юпитер01 сказал:
Работает ли метод мокрой тряпки по клипсе, когда мы паиваем в пределах 50см? Я предполагал, что трубы нужно снять и припаять, но это было бы очень полезно, если бы не плавились клипсы.
Нажмите, чтобы развернуть…
Вы можете припаять в пределах 5 см, если вы используете старую влажную тряпку для мытья посуды, плотно обернутую вокруг трубы, очевидно, что если трубы вертикальны и вода капает на соединение, пайка не произойдет.
Трубопровод на 99 % припаян на месте, а отдельные труднодоступные участки и т. д. предварительно изготовлены и припаяны.
дилалио
- #11
Юпитер01 сказал:
при пайке в пределах 50см?
Нажмите, чтобы развернуть…
Просто перечитайте это… В пределах 50 см?!
Чёрт возьми, чем ты думаешь паять? Огнемет?
Сделай сам, не местный
Если вам нужно найти специалиста для выполнения своей работы, попробуйте наш местный поиск ниже,
или, если вы делаете это самостоятельно, вы можете найти местных поставщиков.
Выберите нужного поставщика или торговую площадку, введите свое местоположение, чтобы начать поиск.
Водопроводчик/инженер-газотехникЭлектрикСтроительДекораторПродавец строительных материаловПродавец сантехниковПоставщик плиткиПоставщик напольных покрытий
Вы продавец или поставщик? Вы можете создать свой список бесплатно на сайте DIYnot Local
Соединение PEX с медными и ПВХ трубами
Фото: istockphoto.com
Сегодня с помощью труб из сшитого полиэтилена (PEX) сантехнические работы стали более эффективными для профессионалов и гораздо более доступным для домашних мастеров. Эти гибкие красные и синие трубы могут изгибаться практически в любом направлении, направляя горячую и холодную воду соответственно туда, куда нужно.
На самом деле, если ваш дом оборудован коллектором для подачи воды (не во всех домах), отдельные трубы PEX могут быть напрямую подключены к коллектору, а затем протянуты через стены до раковины, ванны или душа для подачи воды. горячая и холодная вода. «Продевание PEX через стену потребует гораздо меньше разрыва этой стены по сравнению с другими трубами», — говорит Дэниел О’Брайан, технический эксперт интернет-магазина сантехники SupplyHouse.com.
Некоторые работы лучше доверить профессионалам
Получите бесплатные предварительные оценки от лицензированных сантехников рядом с вами.
Найдите профессионалов
+Труба PEX не только проста в обращении, но и легко подключается к существующим водопроводным линиям в доме для ремонта или новой установки. Вы уже работаете с медными или ПВХ трубами? Благодаря широкому ассортименту компонентов PEX, которые упрощают соединение труб, вы также можете самостоятельно выполнить монтаж сантехники.
Если вы хотите добавить новый PEX к существующим водопроводным линиям, продолжайте читать. Мы сообщим вам, какие фитинги и инструменты вам потребуются и как они используются для выполнения соединений.
Выберите и прикрепите резьбовой фитинг Доступны различные резьбовые фитинги, перечисленные ниже, для соединения труб PEX с медными или ПВХ трубами. Как правило, они состоят из двух частей и часто продаются отдельно. Половина присоединяется к трубе PEX, а другая половина присоединяется к существующей трубе из меди или ПВХ. Соедините две половинки вместе, и, вуаля, у вас получится водонепроницаемое соединение.
Когда вы прикрепляете вторую половину к меди или ПВХ, некоторые фитинги потребуют использования горелки или нанесения клея в хорошо проветриваемом помещении (подробнее об этом в следующих разделах ниже). Но соединения PEX не всегда должны быть такими сложными. Некоторые типы фитингов не требуют ни пламени, ни дыма — даже специальных инструментов — и эта простота использования делает «более безопасную работу, если у вас нет опыта и оборудования, которые есть у профессионала», — говорит О’Брайан.
Требуемые инструменты и уровень сложности установки PEX зависят от типа приобретаемого вами фитинга, поэтому вам следует сначала понять, какие у вас есть варианты, чтобы убедиться, что вы выбрали оборудование, с которым сможете справиться. Начните со знакомства с вашими вариантами и изучения того, как они подключаются к PEX.
- Расширительные фитинги (например, от BlueFin и от Uponor) плотно вставляются в трубу PEX с небольшой помощью. Используйте расширитель PEX, чтобы растянуть диаметр трубы, чтобы установить фитинг. PEX, который имеет «память», затем возвращается к своему первоначальному размеру, создавая водонепроницаемое уплотнение.
- Обжимные фитинги (такие, как у Bluefin) изготавливаются путем надевания металлических колец на конец трубы PEX, а затем вставки соответствующего фитинга в конец трубы. Затем используется обжимной инструмент PEX для затягивания металлического кольца на трубе PEX и фитинге.
- Компрессионные фитинги (например, от Bluefin) включают в себя надевание латунной гайки и пластикового компрессионного кольца на трубу PEX, а затем вставку металлической втулки внутрь трубы для поддержки (все эти детали можно приобрести отдельно). Фитинг вставляется в трубу и втулку PEX, а затем гайка затягивается на фитинге, сжимая компрессионное кольцо для образования герметичного уплотнения.
- Зажимные фитинги используют те же фитинги, что и в обжимных соединениях, но вместо обжимного инструмента для затягивания стальных колец на месте со стороны PEX необходим зажимной инструмент с храповым механизмом. Кольцо надевается на трубу PEX, после чего фитинг вставляется в конец трубы. Кольцо располагается над фитингом, а зажимной инструмент используется для сжатия выступа сбоку кольца, чтобы затянуть его.
- Вставные фитинги , в том числе производимые SharkBite и BlueFin, являются самыми простыми в подключении и не требуют ни дополнительных инструментов, ни зажима, ни обжима для крепления фитинга к трубе PEX, вашей медной или ПВХ-трубе. Подключение простое: вставьте трубу PEX в один конец фитинга, и ее внутренние компоненты надежно зафиксируют ее на месте. Однако за это удобство приходится платить. Фитинги SharkBite дороже, чем большинство других, перечисленных здесь, но они также избавляют вас от необходимости покупать специальные инструменты, если вы выполняете лишь несколько соединений.
Реклама
Подключение нового PEX к существующей медной трубеНезависимо от того, какой фитинг вы выберете, существует только два основных метода подключения PEX к медной трубе. Традиционные медные соединения требуют пайки или «потения», в то время как более новые, более инновационные варианты, такие как фитинги SharkBite, соединяются с медью без каких-либо специальных инструментов.
Фото: istockphoto.com
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ Для резьбовых соединений у вас всегда будет два отдельных фитинга, по одному для каждой трубы, которую вы соединяете, а затем, в конечном итоге, скручиваете их вместе. Традиционный способ соединения PEX с медью включает использование переходника с резьбой на медной стороне (для соединения с фитингом PEX) и пайку для создания водонепроницаемого уплотнения. И медную трубу, и ее фитинг сначала очищают стальной щеткой с тонкой щетиной, а затем покрывают флюсом (например, этой флюсовой пастой от Utility), чтобы обеспечить равномерное прилипание припоя. Затем шов, где фитинг соединяется с медной трубой, нагревается газовой горелкой. Как только металл становится очень горячим, к шву прикасается небольшой стержень припоя — не содержащего свинца, если по этим трубам будет проходить питьевая вода. Тепло от металла плавит припой и втягивает его в шов, где он охлаждается и создает уплотнение.
Затем резьбовой фитинг из PEX прикрепляется к трубе из PEX, используя методы, описанные в разделе выше. Вы даже можете найти резьбовой фитинг SharkBite с технологией push-fit на стороне PEX, который имеет резьбовой конец для накручивания на резьбовой конец медного фитинга с резьбой. Как только оба фитинга присоединены к трубам, скрутите их вместе, чтобы образовать уплотнение. (Хотя, если вы уже используете вставные фитинги, самый простой подход — просто использовать фитинги SharkBite на обеих трубах, которые вы соединяете, о чем мы поговорим далее.) Просто помните о следующих соображениях:
Реклама
- Каждое соединение должно иметь один штуцер и один штуцер для соединения двух фитингов. (Фитинг с наружной резьбой имеет выступающие части резьбы, которые вкручиваются в резьбовое отверстие фитинга с внутренней резьбой.)
- Размеры резьбовых концов должны совпадать, чтобы фитинг PEX накручивался на фитинг для медной трубы.
- Можно соединять трубы разных размеров при условии, что резьбовые концы имеют одинаковый размер. Резьбовые фитинги маркируются размерами обоих концов, что означает, что фитинг ½” X ½” будет соединять две трубы ½”, а фитинг ½” X 3/8″ (также называемый “переходным” фитингом) требуется для соединения ½ ” на трубу 3/8″.
- Используйте потовый метод соединения только в том случае, если вы знакомы с пайкой меди, и перед тем, как начать, уточните в местном строительном управлении дополнительные правила (например, необходимость проверок). Если вам не нравится пайка, воспользуйтесь следующим методом.
Если вы не хотите возиться с пайкой, выберите фитинг SharkBite. Как описано выше, этот фитинг может вмещать медную трубу с одной стороны и трубу PEX с другой. Так же, как труба PEX вставляется в конец фитинга из PEX, медная труба вставляется в другой конец. Вот и все! Благодаря нажимному механизму фитинга вы сделали водонепроницаемое соединение.
Соединение PEX с трубой из ПВХ В домах с водопроводом из ПВХ также можно легко использовать трубы из PEX для удлинения или замены. При выборе фитингов дважды проверьте размеры, чтобы убедиться, что вы покупаете правильный размер для диаметра ваших труб.
Во-первых, всегда выбирайте пластмассовый фитинг с наружной резьбой для существующей трубы из ПВХ, который будет сочетаться с металлическим фитингом с внутренней резьбой для трубы из РЕХ. Обратная сторона — металлический фитинг с наружной резьбой, соединенный с пластиковым фитингом с внутренней резьбой, — может сорвать резьбу или даже расколоть пластиковый фитинг с внутренней резьбой, в то время как металлический фитинг с внутренней резьбой может выдержать превосходную прочность металлического фитинга с внутренней резьбой.)
Advertisement
Фитинг крепится с использованием стандартного метода соединения ПВХ, который включает в себя нанесение грунтовки для ПВХ (например, этой грунтовки Hercules) как на фитинг, так и на трубу, чтобы очистить и слегка смягчить ПВХ. Клей, используемый для соединения фитингов из ПВХ (также от Hercules), затем наносится на конец трубы и на внутреннюю часть фитинга перед тем, как он наденется на конец трубы из ПВХ.
Установите соответствующий металлический фитинг с внутренней резьбой на конец трубы PEX, используя один из первых четырех методов соединения PEX, перечисленных выше. Обязательно купите фитинг, подходящий для используемого вами метода соединения: обжимной фитинг немного отличается от компенсационного фитинга, поэтому выбирайте тщательно.
После того, как переходные фитинги будут закреплены на концах обеих труб, оберните немного водопроводной ленты на конец резьбового фитинга с наружной резьбой для водонепроницаемого уплотнения, когда вы будете скручивать резьбовые концы фитингов вместе.
СОЕДИНЕНИЯ SHARKBITE PEX-ПВХ Хотя вы не ошибетесь, используя описанный выше метод резьбового соединения, существует еще более простой метод: SharkBite недавно представила переходную муфту из ПВХ, которая подходит для соединения PEX с ПВХ. Эти вставные соединители работают, вставляя обрезанные концы каждой трубы в соответствующий конец муфты. Вы не только сэкономите время, используя эти вставные соединители, но и избавитесь от необходимости использовать клей для ПВХ, чтобы прикрепить пластиковый резьбовой переходник к трубе из ПВХ.