Обратная полярность при сварке
В отличие от традиционной газовой сварки электродуговой способ отличается рядом особенностей. Одной изсамых значимых из них считается температура дуги, способная достигать 5000 ºС, что намного превышает температуру плавления любого из существующих металлов. Этим отчасти объясняется широкое разнообразие методов и технологий данного способа сварки, позволяющих решение с ее помощью самых разных задач и целей применения.
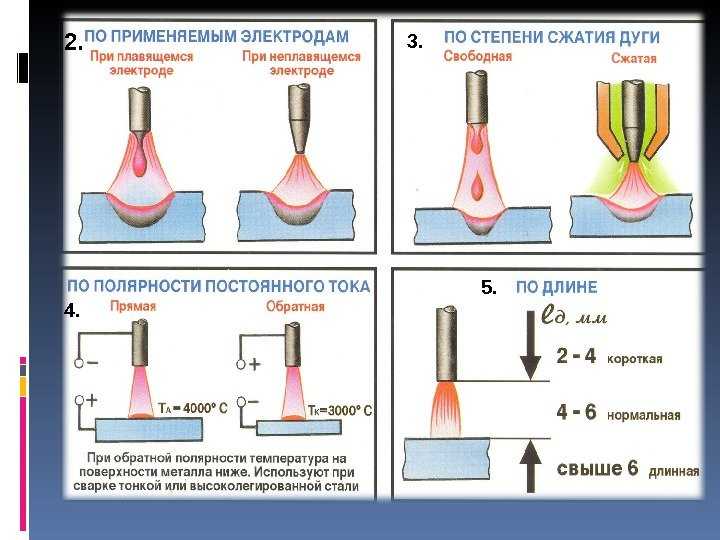
В электродуговой сварке возможно использование нескольких типов дуги, электродов с различными свойствами и разных степеней механизации. При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений. Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
В подборе диаметра электрода, кроме толщин обрабатываемых металлов, имеет значение расположение шва в пространстве, а также число слоев сварки. Из различных вариантов пространственных положений предпочтительнее нижнее как самое удобное. Исходя из выбранного диаметра электрода, учитывая расположение шва, устанавливают силу сварочного электротока. В определении его рода с полярностью, помимо толщины обрабатываемого металла, оказывает влияние его вид с физико-химическими свойствами.
В ходе сварки постоянным током обратной полярности образуется большой объем тепла на электроде. Поэтому она используется для тонких металлов, помогая избежать их прожогов. Также необходима обратная полярность при сварке инвертором для обработки высоколегированных сталей, чтобы не перегревать их. Во всех остальных случаях обычно применяется переменный ток как более дешевый в сравнении с постоянным.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в ее процессе ток подается от сварочного выпрямителя на обрабатываемую заготовку положительным зарядом.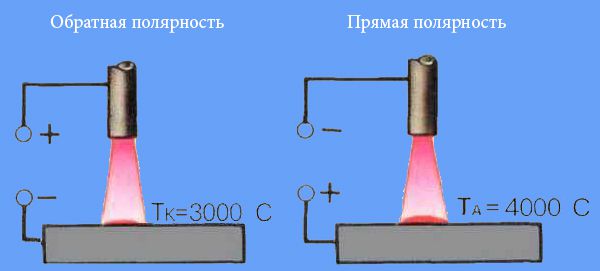 При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд. Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками. Также оно оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный тип подключения.
При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд. Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками. Также оно оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный тип подключения.
При производстве сварки током обратной полярности необходим противоположный порядок подключения. Отрицательный заряд от минусовой клеммы подается на свариваемую конструкцию, а положительный заряд от плюсовой клеммы направляется на электрод. При данной полярности сварочного электротока, в сравнении с прямым подключением, больший объем теплоты образуется на электродном конце при относительно меньшем нагревании заготовки, что способствует проведению «деликатной» сварки.
Ею пользуются при наличии вероятности прожога заготовок. Поэтому сварка электродами обратной полярностью тока целесообразна для работ с нержавеющими и легированными сталями, прочими сплавами, реагирующими на перегревание, а также для соединения тонколистовых металлических конструкций. Не менее эффективно подключение обратной полярности в сварочном процессе с помощью электродуги, газовой защиты и при флюсовой сварке.
Независимо от используемой полярности питающего электротока существует ряд общих факторов, на которые следует обращать внимание. Если применяется постоянный ток, то получаемый шов будет более аккуратным, без большого количества металлических брызг. Это объясняется отсутствием при ведении работ с постоянным электротоком частого изменения полярности, что выгодно отличает его от переменного.
Если для сварки применяются плавящиеся электроды, то из-за различно нагревающихся анода с катодом метод подключения электротока может отразиться на объеме переносимого на изделие расплавленного электродного металла.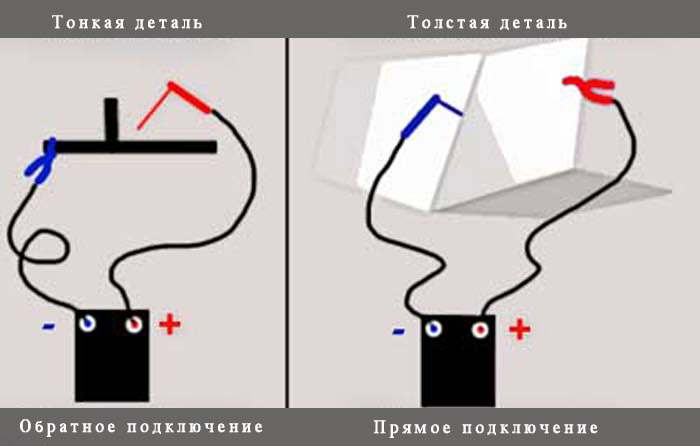 Для предупреждения возможных прожогов свариваемых заготовок в участке присоединения питающего кабеля, неважно с каким зарядом (положительным или отрицательным), необходимо воспользоваться прижимной струбциной.
Для предупреждения возможных прожогов свариваемых заготовок в участке присоединения питающего кабеля, неважно с каким зарядом (положительным или отрицательным), необходимо воспользоваться прижимной струбциной.
Чем обусловлен выбор полярности?
На выбор полярности электрического тока налагает ограничения используемый для сварки материал покрытия электродов. Примером этого может служить сварочный процесс с применением угольных электродов, сильнее разогревающихся при сварке обратной полярностью и быстрее разрушающихся. А проволока без покрытия, к примеру, лучше горит при прямой полярности, чем при обратной, и совсем не горит при питании переменным электротоком.
От показателей режима сварки во многом зависят глубина провара с шириной образующегося шва. Так, с увеличением силы сварочного электротока даже при постоянстве скорости сварки происходит усиление провара, то есть увеличение глубины проплавления металла. Это объясняется ростом погонной энергии дуги, зависящей от количества теплоты, проходящей через единицу длины свариваемого шва.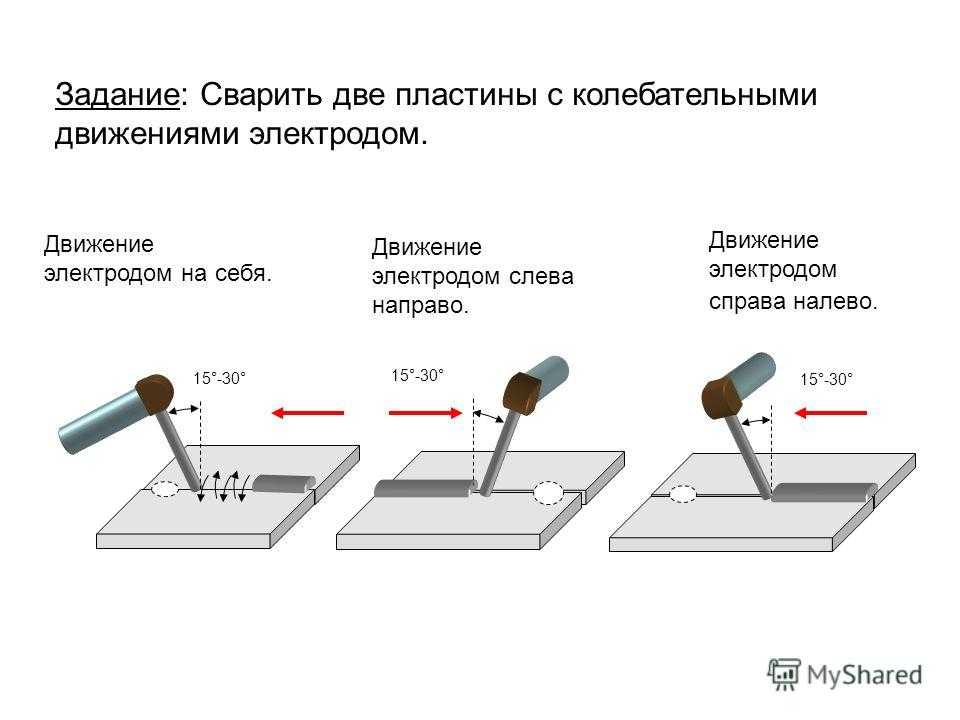 С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной. Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной. Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
На форму с размерами образуемого шва также способны влиять род электротока с его полярностью. Так, постоянный ток обратной полярности может обеспечить намного большую глубину проплавления, нежели постоянный ток с прямой полярностью, это обусловлено неодинаковыми объемами тепла, образующимися на аноде с катодом. От увеличения скорости сварочного процесса ширина шва с глубиной провара уменьшаются.
Прямая и обратная полярность при сварке
Содержание:
Прямая и обратная полярность при сваркеВыбор полярности влияет не только на сам процесс сварки, но и на качество сварного соединения и даже расход электродов. Чтобы правильно определиться, на какой полярности лучше варить тот или иной металл, необходимо разобраться, что такое обратная и прямая полярность при сварке, и чем она отличается.
В сварочной литературе часто можно встретить такое выражение, как «прямая и обратная полярность». Опытным сварщикам данное выражение известно, а вот у начинающих могут возникнуть различные вопросы. Из данной статьи вы сможете узнать про полярность при сварке, как её сменить и чем собственно отличаются режимы.
Режимы полярности в дуговой сварке
Для соединения металлов путем ручной дуговой сварки используется электрическая дуга. Для её возникновения нужен источник переменного или постоянного тока, а также плавящиеся электроды. Электрическая дуга возникает при коротком замыкании электрода со свариваемым металлом.
Очень важно для удержания стабильной и ровной сварочной дуги выдерживать небольшое расстояние между кончиком электрода и металлом, порядка 3-5 мм (длина сварочной дуги).
Источники переменного тока не имеют смены полярности по причине хаотичного движения заряженных частиц. Поскольку переменный ток постоянно меняет заряд с положительного на отрицательный, то здесь не важно, где будет плюс и минус, на электроде или заготовке.
При сварке постоянным током, когда заряженные отрицательные электроды постоянно перетекают в одном направлении, от минуса к плюсу, возникает такое понятие как полярность. Следовательно, меняя вывода подключения источника сварки можно выставлять различные режимы полярности.
Сварка на постоянном токе имеет свои преимущества:
- Постоянный ток отличается большей стабильностью;
- В результате сварочная дуга горит ровно;
- Практически отсутствует разбрызгивание металла;
- Вследствие данных преимуществ проще контролировать процесс создания и заполнения металлом сварочной ванны.
У источника постоянного тока есть два вывода, к которым можно подсоединить держатель массы и электрода. Один вывод плюсовой, другой минусовой. Подключая держатель электрода к плюсу или, наоборот, к минусу, мы тем самым получаем две различные полярности в сварке — обратную и прямую.
Прямая и обратная полярность при сварке
Таким образом, при подключении сварочного аппарата постоянного тока можно подключить электрододержатель к плюсовому или минусовому выводу. Если держатель с электродом подключён к плюсовому выводу источника сварочной дуги, то мы получим обратную полярность.
Если держатель с электродом подключён к плюсовому выводу источника сварочной дуги, то мы получим обратную полярность.
Для обратной полярности характерен больший нагрев электрода, поскольку там, где плюс, там и температура будет всегда выше. Такое подключение позволит не прожигать металл небольшой толщины, поскольку основная концентрация температуры при сварке будет приходиться на электрод, а не на свариваемый металл.
И наоборот, если держатель с электродом подсоединить к минусовому выводу, а держатель массы к плюсовому, то больше всего будет прогреваться металл. Прямую полярность используют при сварке заготовок из металла значительной толщины. Данный режим при сварке позволяет хорошо проплавить металл и достаточно углубить корень шва.
Сварка с обратной полярностью | American Industrial Supplies
Введение
Сварка с обратной полярностью и когда ее использовать — это вопрос, который возникает регулярно. Это важная тема, так как она сильно повлияет на качество сварного шва. Чтобы понять, когда вам следует использовать сварку с обратной полярностью, вам нужно иметь представление о токе и полярности в целом. В этой статье мы объясним понятия тока и полярности при сварке, а затем подробно рассмотрим сварку с обратной полярностью и как решить, когда ее использовать.
Чтобы понять, когда вам следует использовать сварку с обратной полярностью, вам нужно иметь представление о токе и полярности в целом. В этой статье мы объясним понятия тока и полярности при сварке, а затем подробно рассмотрим сварку с обратной полярностью и как решить, когда ее использовать.
Обзор обратной полярности
Ток течет от источника питания к изделию через электродную проволоку, а затем обратно к земле или земле через соединяемый металлический предмет. Направление этого потока зависит от того, используем ли мы процессы сварки постоянным током, переменным током или импульсным постоянным током.
При сварке переменным током ток через равные промежутки времени меняет направление на противоположное. При сварке постоянным током нет реверса тока. Когда вы используете правильную полярность для вашего приложения, вы можете добиться отличных результатов. Однако ключевой вопрос заключается в том, когда использовать сварку с обратной полярностью.
Ток и полярность при сварке
Сварщики, несмотря на свои практические навыки, все же должны обладать хорошими техническими знаниями, чтобы быть хорошими сварщиками.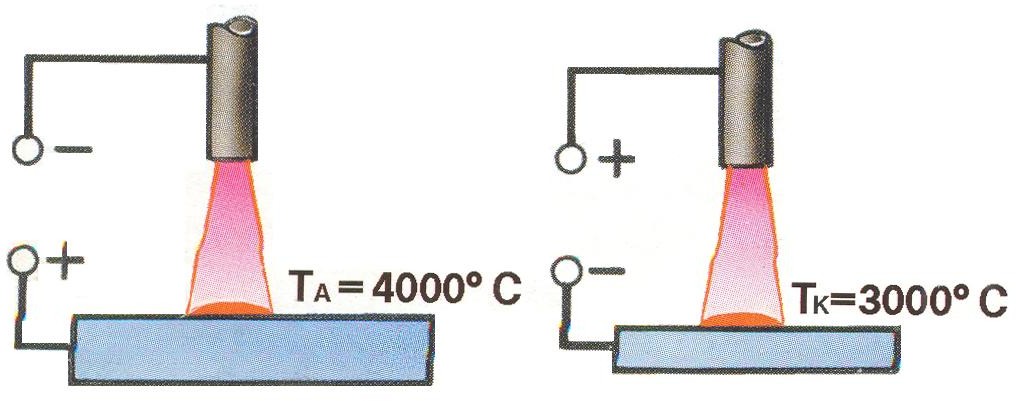 Одна вещь, которую вы часто услышите в мастерской, это «сварочный ток». Причина этого в том, что сварочные аппараты и электроды имеют маркировку AC или DC, что указывает на полярность тока сварочного аппарата.
Одна вещь, которую вы часто услышите в мастерской, это «сварочный ток». Причина этого в том, что сварочные аппараты и электроды имеют маркировку AC или DC, что указывает на полярность тока сварочного аппарата.
Что такое полярность при сварке?
Когда вы включаете сварочный аппарат, образуется электрическая цепь с отрицательным и положительным полюсом – эта особенность известна как полярность. Сварка в значительной степени зависит от полярности и, следовательно, очень важна при сварке, поскольку она влияет на качество и эффективность сварного шва. Использование неправильной полярности может привести к сильному разбрызгиванию, плохому проплавлению и потере контроля над сварочной дугой.
Слова «прямая» и «обратная» полярность относятся к «отрицательной» и «положительной» полярности электрода соответственно. Сварочные токи с положительной (обратной) полярностью электрода обеспечивают большее проплавление, тогда как сварочные токи с отрицательной (прямой) полярностью обеспечивают более быстрое плавление и скорость наплавки. Различные защитные газы также могут оказывать влияние на сварной шов.
Различные защитные газы также могут оказывать влияние на сварной шов.
Сварка переменным током и сварка постоянным током
Как упоминалось выше, на сварочном оборудовании электроды обычно имеют маркировку переменного или постоянного тока, что указывает на полярность тока аппарата. AC — это сокращение от переменного тока, а DC — это сокращение от постоянного тока.
Постоянный ток течет только в одном направлении, обеспечивая постоянную полярность. При токе частотой 60 Гц переменный ток, как следует из его названия, изменяет течение тока. Половину времени он будет течь в одном направлении, а другую половину времени — в другом. Все это происходит в мгновение ока, полярность меняется 120 раз в секунду (в зависимости от источника питания). Таким образом, если сварочное оборудование имеет обозначение постоянного тока, оно имеет постоянную полярность, а если оно обозначено переменным током, полярность будет колебаться.
Итак, чем отличается сварка переменным и постоянным током?
Для сварщика очень важно понимать определение полярности и то, как она влияет на процесс сварки. Сварка с положительным электродом (сварка с обратной полярностью) обычно приводит к более глубокому проплавлению. Сварка с отрицательным электродом (прямая полярность) приводит к более быстрому расплавлению электрода, что приводит к более высокой скорости наплавки. Объем присадочного металла, вплавленного в сварной шов, называется скоростью наплавки.
Сварка с положительным электродом (сварка с обратной полярностью) обычно приводит к более глубокому проплавлению. Сварка с отрицательным электродом (прямая полярность) приводит к более быстрому расплавлению электрода, что приводит к более высокой скорости наплавки. Объем присадочного металла, вплавленного в сварной шов, называется скоростью наплавки.
Сварка постоянным током имеет ряд преимуществ, что делает ее предпочтительной альтернативой электродуговой сварке (дуговая сварка в защитных газах или сокращенно SMAW). Такой подход позволяет легко попасть в дугу и создает плавную, устойчивую дугу. Это также снижает вероятность разбрызгивания и простоев, а также помогает избежать трудностей при сварке над головой или в вертикальном положении.
Сварка переменным током, с другой стороны, часто используется с более дешевым оборудованием начального уровня, что делает ее отличным выбором для обучения сварке. Многие сварщики используют его, когда условия заставляют дугу двигаться.
Три разных типа полярности
Полярность подразделяется на три типа: прямая полярность постоянного тока, обратная полярность постоянного тока и полярность переменного тока.
Прямая полярность постоянного тока
Когда пластины положительны, а электроды отрицательны, постоянный ток имеет прямую полярность. В результате электроны переходят от кончика электрода к опорным пластинам.
Прямая полярность приводит к более быстрому расплавлению анода и, как следствие, к более высокой скорости осаждения. Состояние может меняться в результате действия различных веществ в покрытии.
Сварка с обратной полярностьюДавайте теперь более подробно рассмотрим обратную полярность, чтобы вы могли лучше понять ее.
Это происходит, когда электрод становится положительным, а пластины — отрицательными. Затем электроны движутся назад от базовых пластин к электроду.
Если источником питания является переменный ток (AC), то каждый цикл будет иметь как прямую, так и обратную полярность. Электрод будет отрицательным в течение половины цикла, поэтому базовые пластины будут положительными. Базовые пластины будут отрицательными на другой половине, а электрод будет положительным. Количество циклов, происходящих в секунду, определяется частотой источника питания.
Электрод будет отрицательным в течение половины цикла, поэтому базовые пластины будут положительными. Базовые пластины будут отрицательными на другой половине, а электрод будет положительным. Количество циклов, происходящих в секунду, определяется частотой источника питания.
Ток течет от источника питания к заготовке через электродную проволоку, а затем обратно к земле или земле через соединяемый металлический предмет. Направление этого потока зависит от того, используем ли мы процессы сварки постоянным током, переменным током или импульсным постоянным током.
При сварке переменным током ток через равные промежутки времени меняет направление на противоположное. При сварке постоянным током нет реверса тока. Когда вы используете правильную полярность для вашего приложения, вы можете добиться отличных результатов.
Электрод постоянного тока Положительная полярность (DCEP) при дуговой сварке
Если электрод подключен к положительной клемме, а опорные пластины к отрицательной клемме источника питания постоянного тока (DC), это называется прямой Токовый электрод с положительной или обратной полярностью.
Электроны высвобождаются из базовой пластины и перемещаются к электроду через внешнюю цепь. Дуга создается непрерывным потоком электронов в крошечном канале.
Из-за разности потенциалов электроны, выпущенные из базовых пластин, ускоряются и ударяются об электрод с высокой скоростью. Это преобразует кинетическую энергию электронов в тепловую энергию, что приводит к выделению тепла на кончике электрода.
Как правило, около двух третей всего тепла дуги создается на электроде, а остальная часть выделяется на опорной плите. В результате электрод быстро плавится, а скорость наплавки расходуемых электродов возрастает.
Базовая пластина, с другой стороны, неправильно сплавляется из-за недостаточного нагрева, что может привести к дефектам, таким как отсутствие проникновения или чрезмерное армирование.
С другой стороны, поток электронов, исходящих от базовой пластины, разделяет частицы масла и пыли, которые покрывают оксидные слои на поверхности свариваемых пластин. Это называется очищающим действием от оксидов.
Это называется очищающим действием от оксидов.
Почему важна обратная полярность?
Если вы не знаете, что означает полярность, вот почему это важно, так как это поможет вам принять решение о том, использовать сварку с обратной полярностью или нет:
1) Если вы не выбрали правильную полярность, вы получите слабые соединения и низкую скорость проникновения.
2) Вы также можете столкнуться с чрезмерным накоплением тепла, что может привести к перегоранию.
3) Ваши дуги также будут отклоняться от курса.
4) И, наконец, если вы выберете неправильную полярность, вы получите много брызг.
5) Итак, как вы определяете, когда вам следует использовать сварку с обратной полярностью для вашего проекта? Давай выясним!
Когда следует использовать сварку с обратной полярностью
Использование правильной полярности может означать разницу между хорошим сварным швом и плохим, будучи пористым и, вероятно, слабым, или между сварным швом, который получает достаточное проплавление, и сваркой, которое не получает вообще. Помимо терминологии, может быть трудно определить, когда следует использовать сварку с обратной полярностью.
Помимо терминологии, может быть трудно определить, когда следует использовать сварку с обратной полярностью.
Сварка электродом и полярность
Для подавляющего большинства сварочных электродов требуется положительная полярность для сварки электродом (SMAW). В действительности почти все сварочные электроды имеют преимущественно положительную (обратную) поляризацию. За некоторыми исключениями, при работе с тонким листовым металлом всегда следует использовать обратную полярность. Поскольку фраза «Реверс» здесь может сбивать с толку, лучше всего просто представить себе «положительный факел», и все будет в порядке.
Сварка МИГ и полярность
Сварка МИГ всегда имеет положительную полярность. Некоторые люди путают сварку MIG со сваркой под флюсом. Они не одинаковы, даже если используемое оборудование похоже или идентично. В сердечнике Flux используется проволока с порошковым флюсом в середине проволоки. Это хорошее решение для сварки в ветреную погоду, которое обеспечивает производительность в любом месте. Хотя по своей сути он не лучше и не хуже, чем MIG, он использует прямую полярность, которая является полной противоположностью MIG. Однако некоторые производители проводов могут выступать за положительную полярность, поэтому внимательно читайте этикетку.
Хотя по своей сути он не лучше и не хуже, чем MIG, он использует прямую полярность, которая является полной противоположностью MIG. Однако некоторые производители проводов могут выступать за положительную полярность, поэтому внимательно читайте этикетку.
Однако важно помнить, что провода MIG и Flux Core не имеют «дополнительной» полярности. Он будет работать успешно только в том случае, если он положительный. Используя флюсовую проволоку и защитный газ, проволока с двойным экраном сочетает в себе преимущества MIG и Flux Core. Конечно, всегда следуйте полярности, рекомендованной производителем провода, но двойной провод или провод с внешним экраном часто имеет обратную полярность.
Сварка ВИГ и полярность
Сварка ВИГ является исключением, так как она всегда сваривает с пламенем на отрицательной клемме (даже при сварке в режиме переменного тока есть причины держать горелку подключенной к отрицательной стороне). Несколько лет назад для сварки алюминия использовался положительный постоянный ток, но проплавление было плохим, и для сварки при относительно низких токах требовался вольфрам большого диаметра из-за того, что тепло концентрировалось на вольфрамовом наконечнике, а не на основном металле.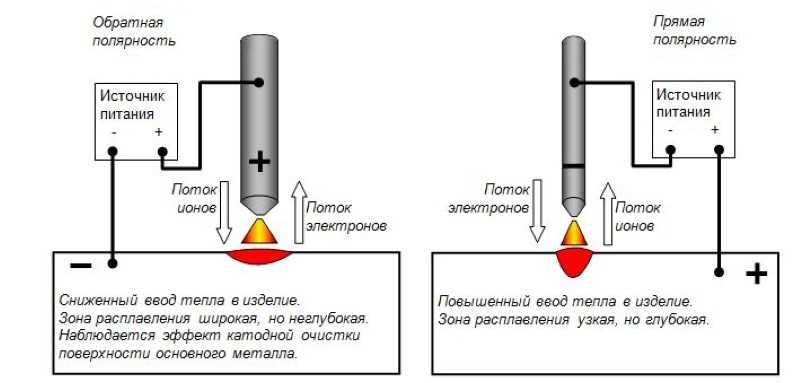 Поскольку сварка алюминия очень проста с помощью аппаратов TIG переменного тока с высокочастотным наплавлением или сварочных аппаратов инверторного типа, таких как серия Everlast PowerTIG, используется только отрицательная полярность горелки постоянного тока.
Поскольку сварка алюминия очень проста с помощью аппаратов TIG переменного тока с высокочастотным наплавлением или сварочных аппаратов инверторного типа, таких как серия Everlast PowerTIG, используется только отрицательная полярность горелки постоянного тока.
Независимо от полярности, вам может понадобиться помощь в запоминании, чтобы вспомнить слова полярности. Даже если вам придется пометить свой сварочный аппарат, чтобы не забыть, какую сторону «горелки» использовать, это поможет вам сделать это правильно с первого раза и сведет раздражение к минимуму.
Все еще не уверены, какую полярность использовать?
Существует несколько способов убедиться, что сварка с обратной полярностью подходит для данной работы. Вот они:
1) По инструкции производителя.
2) Просмотрев онлайн-ресурсы, такие как видео на YouTube.
3) Или спросив у того, кто разбирается в этих вещах.
4) Наконец, вы всегда должны сверяться с руководством перед тем, как приступить к следующему проекту.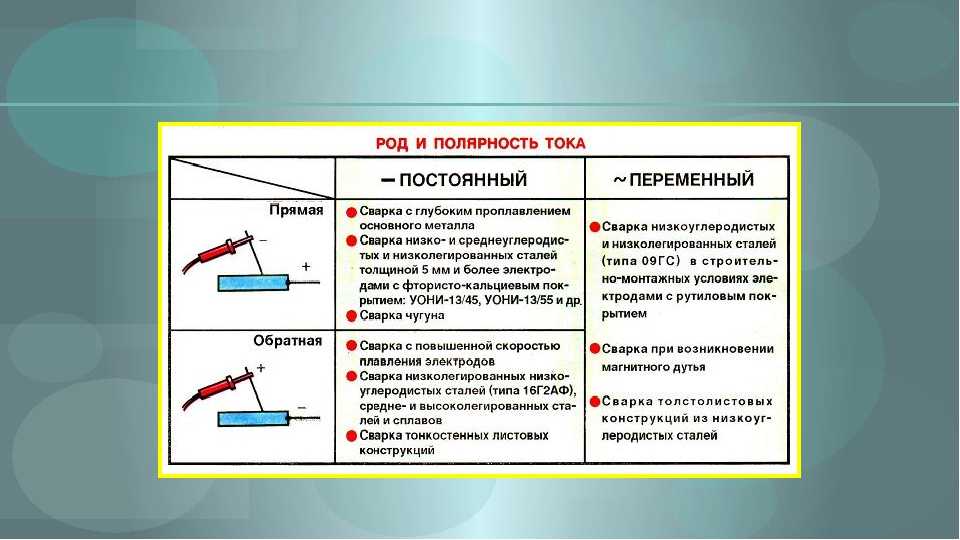
Теперь давайте рассмотрим каждый метод более подробно.
Способ 1. Инструкции производителя
Производители обычно предоставляют информацию о требованиях к полярности своих продуктов. Они часто включают диаграммы, показывающие ориентацию электродов относительно заготовок. Эти иллюстрации помогут вам понять, как лучше всего настроить ваши машины, и должны объяснить обстоятельства, при которых можно использовать сварку с обратной полярностью.
Вы должны обратить пристальное внимание на схему, потому что она показывает, где должны быть подключены провода. Например, если вы работаете с алюминием, вы должны соединить их вместе следующим образом:
Способ 2 — Интернет-ресурсы
Еще один отличный ресурс для изучения полярности — YouTube. Доступно множество видеороликов, объясняющих все, что вы хотите знать о правильной настройке оборудования. В некоторых из этих видеороликов даже показаны пошаговые процедуры, как это сделать.
Вот несколько примеров того, где вам следует использовать сварку с обратной полярностью:
Способ 3.
 Спросите того, кто знает об этом
Спросите того, кто знает об этомидти. Он/она может точно сказать вам, как он/она это сделал. Неважно, заплатили ему/ей за свои услуги или нет; все, о чем вы заботитесь, это получить хороший совет.
Итак, когда вы будете готовы начать новый проект, сначала обязательно воспользуйтесь одним из вышеперечисленных методов. Затем внимательно следуйте этим шагам, пока не добьетесь успеха.
Томми Райт
Я работаю в сварочной отрасли более двадцати лет. Я проходил обучение в различных инженерных мастерских, работая над различными проектами, от небольшого производства и ремонта до промышленных проектов. Я специализируюсь на сварке алюминия и пищевой нержавеющей стали, а сейчас руковожу инженерным цехом по производству оборудования для пищевой промышленности.
Integrated Publishing — ваш источник военных спецификаций и образовательных публикаций
Администрация — Навыки, процедуры, обязанности и т. д. военного персонала
Продвижение — Военный карьерный рост
книги и т.
Аэрограф/метеорология
— Метеорология
основы, физика атмосферы, атмосферные явления и др.
Руководства по аэрографии и метеорологии военно-морского флота
Автомобилестроение/Механика — Руководства по техническому обслуживанию автомобилей, механика дизельных и бензиновых двигателей, руководства по автомобильным деталям, руководства по деталям дизельных двигателей, руководства по деталям бензиновых двигателей и т. д.
Автомобильные аксессуары |
Перевозчик, персонал |
Дизельные генераторы |
Механика двигателя |
Фильтры |
Пожарные машины и оборудование |
Топливные насосы и хранение |
Газотурбинные генераторы |
Генераторы |
Обогреватели |
HMMWV (Хаммер/Хаммер) |
и т.д…
Авиация — Принципы полета,
авиастроение, авиационная техника, авиационные силовые установки, справочники по авиационным частям, справочники по авиационным частям и т.
Руководства по авиации ВМФ | Авиационные аксессуары | Общее техническое обслуживание авиации | Руководства по эксплуатации вертолетов AH-Apache | Руководства по эксплуатации вертолетов серии CH | Руководства по эксплуатации вертолетов Chinook | и т.д…
Боевой — Служебная винтовка, пистолет
меткая стрельба, боевые маневры, органическое вспомогательное вооружение и т. д.
Химико-биологические, маски и оборудование |
Одежда и индивидуальное снаряжение |
Боевая инженерная машина |
и т.д…
Строительство — Техническое администрирование,
планирование, оценка, планирование, планирование проекта, бетон, кирпичная кладка, тяжелый
строительство и др.
Руководства по строительству военно-морского флота |
Совокупность |
Асфальт |
Битумный корпус распределителя |
Мосты |
Ведро, Раскладушка |
Бульдозеры |
Компрессоры |
Обработчик контейнеров |
дробилка |
Самосвалы |
Землеройные машины |
Экскаваторы |
 д…
д… Дайвинг — Руководства по водолазным работам и спасению различного снаряжения.
Чертежник — Основы, методы, составление чертежей, эскизов и т. д.
Электроника — Руководства по обслуживанию электроники для базового ремонта и основ. Руководства по компьютерным компонентам, руководства по электронным компонентам, руководства по электрическим компонентам и т. д.
Кондиционер |
Усилители |
Антенны и мачты |
Аудио |
Батареи |
Компьютерное оборудование |
Электротехника (NEETS) (самая популярная) |
техник по электронике |
Электрооборудование |
Электронное общее испытательное оборудование |
Электронные счетчики |
и т.д…
Машиностроение — Основы и методы черчения, составление проекций и эскизов, деревянное и легкокаркасное строительство и т. д.
Военно-морское машиностроение |
Армейская программа исследований прибрежных бухт |
и т. д…
д…
Еда и кулинария — Руководства по рецептам и оборудованию для приготовления пищи.
Логистика — Логистические данные для миллионов различных деталей.
Математика — Арифметика, элементарная алгебра, предварительное исчисление, введение в вероятность и т. д.
Медицинские книги — Анатомия, физиология, пациент
уход, оборудование для оказания первой помощи, фармация, токсикология и т. д.
Военные спецификации — Государственные военные спецификации и другие сопутствующие материалы
Музыка — Мажор и минор масштабные действия, диатонические и недиатонические мелодии, паттерны такта, и т.д.
Основы ядра — Теории ядерной энергии,
химия, физика и т.