Электроды по алюминию
Алюминий относится к числу сложных материалов в плане выполнения сварочных работ. Тем более, когда речь идет о ручной дуговой сварке. Чтобы обеспечить качественный результат, необходимо уделить максимум внимания выбору электродов.
СОДЕРЖАНИЕ
- Электроды для сварки алюминия – технические особенности
- Электроды для дуговой сварки алюминия
- Обмазка электродов для работы с алюминием
- Электроды для инверторной сварки
- Электроды для дюралюминия
- Популярные марки электродов по алюминию
- Электроды ОК
- ОК 96.10
- ОК AlMn1 (96.20)
- ОК AlSi12 (96.50)
- Электроды прочих марок
- ЛЭ3
- FOXWELD
- Монолит
- УАНА 6
- UTP 48 (UTP 480)
- ОЗА-1
- Электроды ОК
- Выбор электрода для сваривания алюминия
Сваривание алюминиевых сплавов посредством ручной дуговой сварки на практике применяется не часто.
Электроды, предназначенные для работы с алюминиевыми сплавами, имеют специальное покрытие, состоящее из фторидов, хлоридов, щелочноземельных и щелочных металлов. Температура электрической дуги плавит покрытие электрода. Расплав реагирует с оксидом алюминия, в результате чего образуется шлак и летучие соединения. Благодаря покрытию электрода при необходимости можно металл сварочного соединения легировать. Но чаще всего такая операция выполняется путем подбора оптимального по своему составу сердечника электрода.
Соединение алюминия аппаратами ручной дуговой сварки с использованием покрытых электродов используется в производстве конструкций из технического алюминия, а также сплавов марок АМц и АМг, которые содержат около 5 процентов магния или алюминиево-кремнистых сплавов.
Толщина заготовок ограничивается диаметром электродов, которая в большинстве своем составляет 4-5 мм. Сваривание деталей электродами меньшего диаметра сопряжена с трудностями, поскольку такие расходные материалы очень быстро плавятся. По сравнению со стальными сердечниками они плавятся в 2-3 раза быстрее. Поэтому толщина стенок не должна быть меньше 4 мм. Длина электродов для сваривания алюминия толщиной 4-5 мм составляет 35-45 сантиметров, а расходников диаметром 3 мм – 22-30 сантиметров.
Электроды для сварки алюминия – технические особенности
Алюминий относится к числу материалов, за соединение которых берутся далеко не все сварщики. Это сложная работа, а сплавы из алюминия относятся к числу металлов, которые сварить труднее всего. Этот легкий металл наделен свойствами, которые препятствуют процессу сварки. По этой причине на производстве ручная электродуговая сварка не используется. Ее заменила специальная высокотехнологическая техника.
Но в «гаражных условиях» – в квартире, на даче, приусадебном участке или в полевых условиях применение оборудования такого уровня невозможно, невыгодно или нецелесообразно. Поэтому в таких случаях единственным приемлемым вариантом остается переносной сварочный аппарат. Подробнее о свойствах алюминия, которые усложняют выполнение сварочных работ:
Поэтому в таких случаях единственным приемлемым вариантом остается переносной сварочный аппарат. Подробнее о свойствах алюминия, которые усложняют выполнение сварочных работ:
- образование оксидной пленки. Алюминий в чистом виде – явление достаточно редкое. Активный металл быстро вступает в реакцию со свободными химическими элементами. На потребительском рынке в подавляющем большинстве представлены изделия из сплавов алюминия. При нагревании он реагирует с атмосферным кислородом и образует оксид, который плавится при температуре не ниже 2000 градусов Цельсия. Для сравнения: температура плавления чистого алюминия составляет 600 градусов;
- сложности формирования цельного шва. Окисление металла при водит к образованию тугоплавкой пленки. Чтобы препятствовать химической реакции окисления в окружающей среде следует свести к минимуму наличие свободного кислорода. Сделать вручную это очень сложно. Требуется использование специальных средств или оборудования;
- низкая температура плавления металла.
 В силу этого он растекается. Требуется бороться и с таким явлением. Для снижения температуры применяются теплоотводящие прокладки;
В силу этого он растекается. Требуется бороться и с таким явлением. Для снижения температуры применяются теплоотводящие прокладки; - кристаллизационные трещины. При сваривании алюминия их образование не редкость. В большинстве сплавов алюминия присутствует кремний, что с большой долей вероятности приводит к образованию расколов;
- большой коэффициент линейного расширения. Из-за сильного нагрева зона сварного шва после охлаждения может деформироваться.
 В силу этого он растекается. Требуется бороться и с таким явлением. Для снижения температуры применяются теплоотводящие прокладки;
В силу этого он растекается. Требуется бороться и с таким явлением. Для снижения температуры применяются теплоотводящие прокладки;Помимо всех перечисленных выше трудностей при сваривании алюминия требуется использовать ток силой в полтора раза больше, чем во время сваривания черных металлов.
Электроды для дуговой сварки алюминия
Ручная дуговая сварка является наиболее распространенной при сваривании разного рода металлов. Это утверждения актуально и для работы с алюминием. В работе используются покрытые электроды, главной особенностью которых является высокая скорость плавления. В силу того, что плавления заготовок из алюминия и расходных материалов происходит быстрее в 2-3 раза по сравнению со сталью, то и сварочные работы протекают с такой же быстротой.
В случае остановки в процессе формирования сварочного шва или обрыве дуги по каким-либо причинам на поверхности соединения образуется слой шлака. Поэтому разжечь электрическую дугу повторно бывает очень сложно. Опытные сварщики советуют по возможности выполнить работы за «один присест». На длинных швах рекомендуется сжигать электрод полностью, тем самым сводя к минимуму количество остановок.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Обмазка электродов для работы с алюминием
Электроды, предназначенные для сваривания заготовок из алюминия, имеют специальное покрытие, изготовленное из фторидов и хлоридов щелочноземельных и щелочных металлов. Такое покрытие вступает в реакцию с оксидом алюминия, который образуется на поверхности заготовок. Тем самым облегчается процесс соединения деталей будущей конструкции. В результате взаимодействия покрытия стержня и оксида алюминия образуется шлак.
На рынке представлены расходные материалы с разными вариантами покрытий, которые выбираются для решения определенных задач. Покрытие некоторых видов электродов в своем составе содержат элементы, позволяющие выполнять легирование металла сварного соединения. Хотя нужно подчеркнуть, что для таких целей обмазка выбирается не так уж и часто. Специалисты предпочитают выбирать сердечник, включающий элементы для легирования стыка.
Электроды для инверторной сварки
Нередко любители поднимают вопрос о том, можно ли применять инвертор для сваривания алюминия. второй не менее волнующий многих начинающих специалистов аспект: какие лучше всего применять расходные материалы. Ответ на первый вопрос однозначен. Если нет специально предназначенного для сваривания алюминия оборудования, а выполнять работы планируется с использованием электродов, то следует выбирать инвертор. То есть, не только можно, а нужно отдать ему предпочтение перед другими вариантами аппаратов.
Поскольку алюминий относится к категории трудно соединяемых металлов, инвертор позволит сформировать качественный и ровный шов.
- потребляет немного электричества. Его КПД при этом является очень высоким;
- защищает от скачков электросети. Оборудование поддерживает стабильное напряжение все время при выполнении сварочных работ;
- компактность. Небольшие размеры обуславливают высокую мобильность установки;
- инвертор обладает хорошими техническими характеристиками, позволяющими работать с трудносовместимыми сплавами металлов;
- можно пользоваться электродом любого типа. Все расходные материалы, которые предназначены для сваривания алюминия, могут применяться при работе с инвертором.
Для соединения алюминиевых сплавов следует выбирать постоянный ток с обратной полярностью. При таких параметрах во время работы генерируется катодное распыление, разрушающее оксидную пленку на поверхности металла. И наоборот, при прямой полярности оксидная пленка не разрушается, а, следовательно, качественное сваривание невозможно.
В случае подключения кабелей с обратной полярностью важно чтобы ток был стабильным и сильным. Снижение показателей силы тока неизбежно приводит к ухудшению качества сварного шва. Поэтому следует выбирать инвертор: он дает на выходе стабильный и сильный ток.
Снижение показателей силы тока неизбежно приводит к ухудшению качества сварного шва. Поэтому следует выбирать инвертор: он дает на выходе стабильный и сильный ток.
Электроды для дюралюминия
Почти все расходные материалы, которые предназначены для сваривания деталей из алюминия, подходят для работы со сплавами этого металла. Не является исключением и дюралюминий. Однако существуют марки электродов, который подходят исключительно для работы с алюминием. Например, продукция известного шведского бренда ESAB ОК96.10. Ниже будут детально рассмотрены наиболее распространенные марки электродов и область их применения.
Популярные марки электродов по алюминию
Пришло время уделить внимание наиболее распространенным маркам расходных материалов, их возможностям и особенностям. Странами СНГ выпускаются продукты для соединения алюминия и сплавов из него серий ОЗА, ОЗАНА И УАНА. Электроды двух первых серий обладают покрытием с высокой гигроскопичностью и небольшой прочностью. Оно состоит из фтористых и хлористых солей лития и калия. Данные химические соединения активны и быстро реагируют с оксидами алюминия. после прохождения химической реакции образуется шлак.
Оно состоит из фтористых и хлористых солей лития и калия. Данные химические соединения активны и быстро реагируют с оксидами алюминия. после прохождения химической реакции образуется шлак.
Электроды марки ОЗА-1 делаются из алюминиевой проволоки СвА1. Они предназначены для соединения заготовок из чистого алюминия. Другой подвид серии ОЗА-2 производится из проволок марки СВАК – 3, 5 или 10. Они предназначены для соединения элементов, выполненных из алюминиево-кремниевого сплава.
Расходные материалы ОЗАНА-1 производятся из алюминия марок АД1 или АВ2Т. Они рассчитаны для работы с чистым алюминием. В отличие от них электроды ОЗАНА-2 изготавливаются из проволок СВАК-3 или СВАК-5 и подходят для сваривания сплавов алюминия с кремнием.
Электроды УАНА предназначены для соединения заготовок из алюминиевых сплавов. Они отлично сваривают деформируемые и литейные детали, а также хорошо справляются с задачами наплавки.
Электроды ОК
Продукция шведской компании выпускается в том числе и на заводах, расположенных на территории России. Среди большого ассортимента расходных материалов представлены и щелочно-солевые электроды для сваривания алюминия. часть из них получила признание большого количества специалистов и довольно часто применяется при сварочных работах.
Среди большого ассортимента расходных материалов представлены и щелочно-солевые электроды для сваривания алюминия. часть из них получила признание большого количества специалистов и довольно часто применяется при сварочных работах.
ОК 96.10
Марка характеризуется особым составом обмазки, выполненной из смеси солей хлора и фтора. По существу, покрытие представляет собой композитный материал. Расходники обладают весомыми достоинствами:
- обеспечивают стабильность горения сварочной дуги;
- в процессе работы образуется минимальное количество брызг;
- убрать шлак, который остается на поверхности, очень легко;
- сварочный шов ложится ровно, аккуратно и получается однородным.
Электроды предназначены для сваривания деталей из чистого алюминия.
ОК AlMn1 (96.20)
Покрытие электродов – солевое. Применяются при работе в любом пространственном положении. Рекомендованы в случаях, если готовая конструкция будет подвергаться значительным механическим нагрузкам. Хорошо соединяет металлы, в которых содержание магния и марганца не превышает 3%.
Хорошо соединяет металлы, в которых содержание магния и марганца не превышает 3%.
ОК AlSi12 (96.50)
Под данной маркой производятся щелочно-солевые расходники. Сердечник выполнен из сплава алюминия с марганцем. Предназначены для сваривания исключительно сплавов из алюминия, в том числе:
- меди, включая и дюраль;
- марганцевых;
- магниевых.
Электроды прочих марок
ЛЭ3
Достаточно известный и популярный в нашей стране производитель расходных материалов для сварок разного типа. К сожалению, в ассортименте данного бренда нет электродов для сваривания алюминия или его сплавов.
FOXWELD
Под этим брендом на отечественном рынке реализуются вольфрамовые электроды. Они применяются в аргонодуговой сварке алюминия. имеют высокую температуру плавления, поэтому относятся к числу неплавящихся расходных материалов. их можно принимать в расчет только в случае, если есть возможность задействования установки для непрерывной подачи инертного газа.
Монолит
Известный и популярный на отечественном рынке бренд. Электроды для сваривания алюминия под данной торговой маркой не производятся.
УАНА 6
Электроды подходят для сваривания заготовок из алюминия, а также его сплавов с магнием.
UTP 48 (UTP 480)
Электроды наделены улучшенным покрытием, в составе которого содержится 12 кремния. Они отлично зарекомендовали себя при сварке алюминия, силумина и дюралюминия. Применяются в ручной дуговой сварке. Среди основных достоинств:
- ровный аккуратный сварной шов;
- равномерное и стабильное горение электрической дуги;
- легко удаляется шлак.
ОЗА-1
Плавящиеся электроды имеют солевое покрытие, которое подходит для работы с алюминием. Высокотехнологичный продукт, позволяющий не только сваривать заготовки, но и наплавлять слой на изделиях из алюминия либо его сплавов. При помощи данных электродов получаются высококачественные швы, хорошо противостоящие коррозии.
Выбор электрода для сваривания алюминия
Как уже говорилось ранее, алюминий является сложным материалом для сварочных работ. В связи с этим непросто выбрать оптимальный расходный материал. Особенно сложной задача является для начинающих сварщиков. Есть определенные правила, которые позволяют упростить выбор электродов для работы с алюминиевыми сплавами.
- При выборе состава электрода нужно отталкиваться от состава заготовок, с которыми предстоит работать. Желательно, чтобы расходные материалы и металл бы ли идентичны по своему составу. Информация о том, из каких материалов выполнен электрод, как правило, указывается производителем на упаковке продукции.
- Следует уделить максимум внимания выбору толщины расходника. Она не должна быть больше чем на 1 мм от толщины стенок заготовок. Если при работе с тонкими заготовками применить толстые электроды, то существует почти 100-ая вероятность того, что стенки заготовок прогорят.
- Перед началом работы желательно сделать прокалку электродов. Но с этим делом важно не перебарщивать, поскольку такой процедуре расходные материалы можно подвергать только один раз. Если электроды сушились дважды, то они становятся малоэффективными из-за снижения качества обмазки.
 Но с этим делом важно не перебарщивать, поскольку такой процедуре расходные материалы можно подвергать только один раз. Если электроды сушились дважды, то они становятся малоэффективными из-за снижения качества обмазки.
Но с этим делом важно не перебарщивать, поскольку такой процедуре расходные материалы можно подвергать только один раз. Если электроды сушились дважды, то они становятся малоэффективными из-за снижения качества обмазки.- Перед сваркой рабочая поверхность подготавливается в обязательном порядке. Изначально она чистится металлической щеткой. После этого поверхность нужно обезжирить растворителем. Благодаря таким несложным манипуляциям убирается оксидная пленка и металл легче варить.
- Сваривание толстых деталей лучше выполнять по методу локального нагрева. Он заключается в том, что рабочая зона делится на несколько участков. Сначала сваривается первый отрезок. После удаляется шлак, чистится и промывается шов. Только после этого можно продвигаться дальше.
- Эффективность сварочных работ и качество шва повышаются путем предварительного нагрева рабочего участка. Перед свариванием достаточно нагреть заготовки до температуры в пределах 150-200 градусов Цельсия.
- Следует обратить внимание и на величину силы тока. Конечно же она зависит от толщины стенок свариваемых элементов. Можно использовать специальные справочные таблицы. Однако на практике нередко прибегают к более простому варианту расчета. Так, на каждый миллиметр толщины изделия следует обеспечить ток силой в 25 Ампер.

Сварка алюминия электродом в домашних условиях инверторной сваркой
Сварка алюминия электродом в домашних условиях может проходить вполне на высоком уровне, как по качеству, так и по скорости. При этом, стоимость таких работ не будет слишком уж высокой, а соответственно сварить алюминиевые детали – это вполне реализуемая задача для всех у кого есть инверторный сварочный аппарат и хотя бы небольшой опыт работы с ним. Итак, о самой технологии работы.
Итак, о самой технологии работы.
Логично, что электроды по алюминию для инверторной сварки будут специального назначения. И их важно правильно подобрать. Выбирая сварочные электроды для алюминия, нужно помнить одно простое правильно.
Толщина свариваемых деталей ограничена диаметром электрода.
Соответственно, померяв толщину металла на заготовках – вы получаете необходимый диаметр электродов, который нужно купить. Обычно популярные электроды в диапазоне диаметров 3 – 5 мм. Еще одну вещь важно помнить при покупке электродов.
Электроды по алюминию для дуговой сварки сгорают в 2-3 раза быстрее стальных, поэтому малыми диаметрами очень и очень сложно работать.
Но если уж ими придется воспользоваться – нужно купить их в 2 – 3 раза больше, чем на такую же длину швов вы покупали бы стальных электродов.
Существуют самые разнообразные марки электродов для сварки алюминия. Но мы не будем сейчас вдаваться в подробности относительно химических составов и т.д., так как статья ориентирована на практиков, поэтому сразу хотим отметить, что высокой популярностью пользуются электроды для сварки алюминия инвертором с наименованием Unitor ALUMIN-351N.
Но мы не будем сейчас вдаваться в подробности относительно химических составов и т.д., так как статья ориентирована на практиков, поэтому сразу хотим отметить, что высокой популярностью пользуются электроды для сварки алюминия инвертором с наименованием Unitor ALUMIN-351N.
После того, как определились с выбором электродов, переходим непосредственно к работе.
Сварка алюминия электродом в домашних условиях, основные моменты
Для успешной сварки алюминия в домашних условиях важно убедиться что толщина металла не менее 2 миллиметров. Если меньше – тоже можно попробовать, но скорее всего без навыка и спец оборудования сделать правильный шов будет крайне сложно.
Сварка алюминия электродом в домашних условиях начинается с подготовки кромок свариваемых деталей. В тех местах, где планируется выполнить соединение, важно тщательно зачистить поверхности, полностью удалив всю грязь и жир. Не лишним будет протереть поверхности растворителем или обезжиривающим средством (не критично но есть легенда что это помогает).
Если свариваемые детали имеют толщину больше 3мм – необходимо сделать V-образную канавку под углом 60 градусов в местах будущих швов. При этом воздушный зазор должен быть в пределах 1 – 3 мм. Сварка алюминия электродом деталей разной толщины требует того, чтоб более тонкий металл был плотно зафиксирован на детали с толстым металлом.
Определившись сварка алюминия каким электродом выполняется, подготовив детали, важно установить положительную полярность на вашем сварочном аппарате и переключится на постоянный ток. Это уж очень важный момент.
Сварка алюминия выполняется постоянным током положительной полярности
Положительная полярность (она же обратная) – это когда «+» на электрод, а «-» кидаем на «массу».
Непосредственно перед сваркой литых или крупных деталей, обязательно прогревайте заготовки до 300 градусов. В процессе сварки алюминия электродами инверторной сваркой, держите электрод под небольшим углом наклона или вертикально относительно заготовки. Конец электрода перемещайте по направлению шва.
Конец электрода перемещайте по направлению шва.
Предпочтительное положение сварки – нижнее. Важно – сварочную дугу держите в коротких промежутках, не допуская перегрева и расплавления деталей. Сварка алюминия электродом выполняется максимально быстро. После обрыва дуги необходимо очистить поверхность металла от корки шлака и продолжать сварку. Каждым следующим валиком нужно перекрывать предыдущий приблизительно на 8 – 10 мм. По завершению сварки шов нужно очистить от шлаков и промыть водой.
В процессе сварки следите за прогревом заготовок, так как алюминий очень легко перегреть и испортить материал или детали.
Упомянутые электроды для сварки алюминия инвертором Unitor ALUMIN-351N важно хранить в защищенном от влаги месте. Они быстро поглощают влагу из воздуха, поэтому выполняя работы в помещении с высокой влажностью или на улице в сырую погоду – старайтесь брать минимальное количество электродов с собой, чтоб не испортить всю пачку (это уже соображения по экономии денег).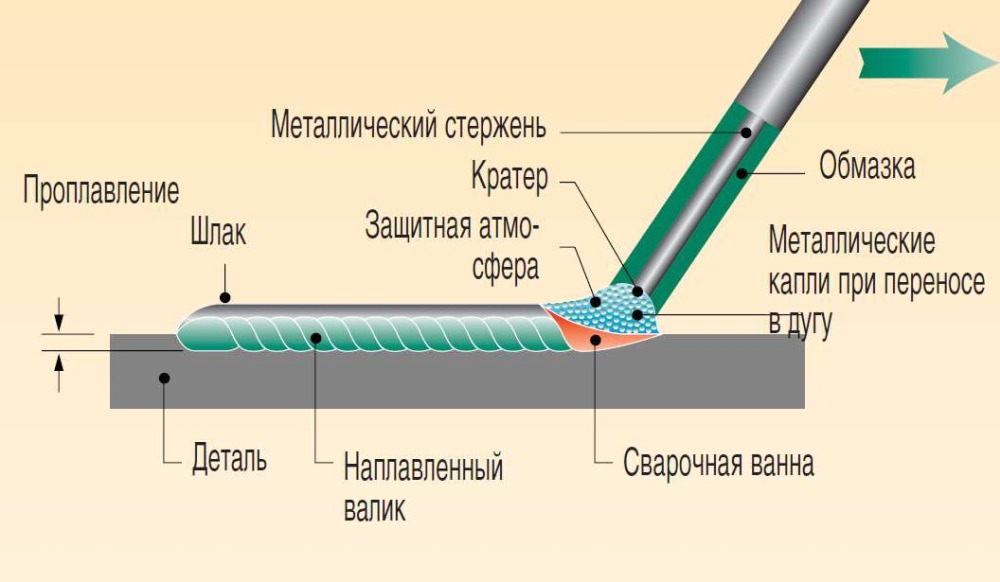
В целом, как вы наверняка заметили – сварка алюминия электродом в домашних условиях вполне решаемая задача.
Можете ли вы сварить алюминий? Вот как это сделать…
Да! Алюминий можно сваривать. Это сложнее, чем сварка стали палочкой, и внешний вид готового соединения может быть менее художественным. Вам нужен правильный электрод, правильные настройки, достаточный опыт и соответствующие ожидания.
Поскольку это более сложная и менее привлекательная процедура, некоторые говорят, что сварка алюминия электродом невозможна или не стоит затрачиваемых усилий.
Но они пораженцы и просто не правы.
Итак, давайте рассмотрим эту тему поближе, и мы должны начать с обзора того, почему сварка алюминия отличается и более требовательна.
Проблемы при сварке алюминия стержнем
Многие проблемы при сварке алюминия связаны с его высокой теплопроводностью и низкой температурой плавления.
Добавьте к этому проблемы, связанные с химическим составом, и мы получим множество уникальных проблем, связанных с алюминием, которые необходимо решить.
Мощность сварщика
Первая из этих проблем связана с мощностью вашего сварочного аппарата.
Так как алюминий так хорошо проводит тепло, тепло очень быстро уходит от соединения в окружающий алюминий. Таким образом, вам нужно направить больше тепла в сварочную ванну, даже если температура плавления ниже.
Также…
Вы должны иметь возможность изменять выходную мощность сварочного аппарата, чтобы получить нужный нагрев.
Он должен быть достаточно высоким, чтобы обеспечить необходимое тепло. Для сварки алюминия потребуется больше мощности, чем для стали той же толщины.
Вам нужна короткая дуга
Другая проблема связана с низкой температурой плавления алюминия.
Поскольку тепло отводится от места соединения очень быстро, трудно добиться нужной температуры в сварочной ванне.
Лужа схватывается быстрее, чем обычно, из-за невероятно эффективной теплопроводности алюминия. Это означает, что вы должны держать короткую дугу и двигаться быстрее, чем ожидалось.
Требуемая короткая дуга создает еще одну проблему при сварке алюминия…
Ваша палка может «замерзнуть» в луже. Требуется некоторая практика, чтобы избежать расплавления электрода-стержня в быстро остывающей ванне и добиться более быстрого движения, необходимого в самый раз.
Грубый внешний вид
Многие пользователи считают внешний вид одной из наиболее важных «проблем» или проблем.
Когда вы свариваете алюминий, вы обычно используете положительный электрод постоянного тока («DCEP») или обратную полярность, что приводит к большему разбрызгиванию флюса, чем обычно.
Но брызги — это лишь одна из эстетических проблем. Короткая, быстро движущаяся дуга может быть неустойчивой и обычно дает бусину, противоположную сложенным десятицентовикам.
Даже при большом опыте короткая, быстро движущаяся дуга может создать менее привлекательные бусины.
Кроме того, оксид магния обесцвечивает сустав.
В основном это происходит из-за того, что используется неправильный наполнитель. Итак, выбор электрода имеет решающее значение при сварке алюминия. (Подробнее об этом позже.)
Итак, выбор электрода имеет решающее значение при сварке алюминия. (Подробнее об этом позже.)
Деформация и прожоги
Поскольку количество тепла, нагнетаемого в металл, может быть высоким, деформация более тонких деталей может стать проблемой.
Кроме того, при использовании более тонкой заготовки нередко происходит прожигание металла или даже расплавление больших участков соединения.
Правильный нагрев сварочной ванны требует некоторой практики, и даже опытные сварщики время от времени прожигают тонкий алюминий.
Растрескивание
Теплопроводность и состав сплава алюминия также могут вызывать растрескивание.
Горячее и холодное растрескивание является постоянной проблемой, и выбор хорошего наполнителя имеет жизненно важное значение.
Сварщики часто предварительно нагревают алюминий с помощью ацетиленовой горелки, чтобы «выровнять» тепловое расширение и сжатие металла во время сварки, что также помогает предотвратить коробление.
Но предварительный нагрев также помогает замедлить проблему «затекания» тепла, что позволяет образоваться и проникнуть в лужу, улучшить текучесть и обеспечить более прочный сварной шов с меньшей пористостью.
Специальные электроды
Еще одна «проблема» при сварке алюминия электродами связана с хранением специальных электродов, которые вам понадобятся.
Алюминиевые электроды покрыты специальным флюсом, очень чувствительным к влаге.
Храните эти алюминиевые электроды в сухом защищенном месте, иначе они быстро испортятся. Таким образом, получение и обслуживание «свежих» электродов может быть проблемой.
Также стоит отметить, что алюминиевые стержневые электроды дороги. Так что, если вы ищете дешевый ремонт, сварка электродом может быть не такой экономичной, как вы думаете.
Подготовка поверхности важна
Если этот список еще не был достаточно длинным, есть еще одна проблема с алюминием, о которой мы должны упомянуть…
Этот металл образует уникальный слой оксида алюминия на поверхности при воздействии воздуха.
Защищает алюминий и предотвращает его ржавление, поэтому полезно. Но это также затрудняет привязку чего-либо к нему.
По этой причине правильная очистка алюминиевого соединения перед сваркой имеет первостепенное значение.
Лучшие процессы для сварки алюминияДля быстрого ремонта в полевых условиях электродуговая сварка может быть простым и быстрым методом выполнения работы.
Но это не лучший способ сварки алюминия.
Сварочные аппараты MIG и TIG производят более привлекательные и «чистые» сварные швы с алюминием.
Вы лучше контролируете нагрев более тонкой бумаги, что помогает предотвратить коробление, растрескивание и прожоги.
Сварка алюминия MIG
Для сварки MIG требуется алюминиевая проволока. Эту мягкую, легко сгибающуюся проволоку трудно протолкнуть через кабель горелки MIG без запутывания или образования птичьих гнезд.
По этой причине многие предпочитают использовать шпульный пистолет, который является более надежным способом подачи алюминиевой проволоки в сварной шов в качестве присадочного материала.
Еще одна вещь, о которой следует помнить при сварке MIG, вам нужен защитный газ. (На рынке нет порошковой алюминиевой проволоки.)
Это не проблема в магазине, но в полевых условиях может быть трудно таскать большой тяжелый баллон с газом на сварочном аппарате. Баллон с газом не нужен при сварке электродом.
Читать далее : Сварка алюминия методом МИГ – Руководство для начинающих
Сварка алюминия методом ВИГ
Сварочные аппараты ВИГ производят самые красивые сварные швы на алюминии. Если вам нужны эти профессиональные сложенные десятицентовики, используйте этот процесс.
Но сварщики TIG также нуждаются в защитном газе, и их использование более суетливо, чем сварочные аппараты. Вы должны использовать обе руки, а TIG медленнее палки.
Таким образом, при использовании аппаратов для сварки MIG и TIG вы получаете более красивые валики. Но поскольку они используют защитный газ, оба не являются хорошим выбором на открытом воздухе на ветру.
Хотя для алюминия я бы предпочел использовать сварку MIG или TIG, а не аппарат для сварки электродом, на аппараты для сварки электродом не так сильно влияет слабый или умеренный ветер в полевых условиях.
Кроме того, сварочный аппарат легче освоить и использовать.
Таким образом, несмотря на то, что сварочные аппараты MIG и TIG являются лучшим выбором для алюминия во многих ситуациях, сварка алюминия электродами имеет свое применение.
Как сварить алюминий с помощью сварочного аппарата
Сварка алюминия электродом выполняется в соответствии с большинством основных «правил» сварки электродом. Но есть некоторые моменты, характерные для сварки алюминия палкой, и их стоит рассмотреть.
1. Проверьте свой сварочный аппарат
Сварка алюминия электродом начинается с проверки мощности вашего сварочного аппарата.
Он должен иметь переменную выходную силу тока, чтобы вы могли регулировать температуру. Вы захотите иметь возможность изменять мощность усилителя в зависимости от толщины алюминия и диаметра используемого электрода.
Кроме того, ваш сварочный аппарат должен быть в состоянии обеспечить достаточную силу тока для верхнего конца используемого электрода (см. спецификации производителя электрода).
2. Выберите правильный электрод
Используемый электрод имеет решающее значение.
Обычно используется электрод 4043 (подобно этим), но есть и другие варианты в зависимости от свариваемого алюминиевого сплава.
Для электрода 3/32 дюйма требуется 50–80 ампер, для электрода 1/8 дюйма требуется 80–130 ампер, а для электрода 5/32 дюйма требуется 100–160 ампер.
Убедитесь, что у вас достаточно электродов. Вам понадобится больше, чем вы думаете, и планируйте часто менять электроды во время работы. Они быстро сгорают.
3. Проверьте толщину алюминия
Сварка алюминия электродом хорошо подходит для более толстых материалов. Но с более тонким материалом это становится случайным.
Некоторые говорят, что они могут уменьшить толщину только до 1/4 дюйма, но другие считают, что можно уменьшить толщину до 1/8 дюйма.
Если вы хотите сделать тоньше, я предлагаю вам попробовать несколько тестовых сварных швов, чтобы определить, сможете ли вы сварить материал.
4. Подготовка поверхности
Необходимо удалить защитный слой оксида алюминия, чтобы обеспечить прочное соединение соединительных деталей.
Проволочные щетки из нержавеющей стали обычно используются, но шлифовальная машина не рекомендуется.
Шлифовальные машины, как правило, просто «вворачивают» оксидный слой в алюминий, что не помогает.
Таким образом, проволочная щетка из нержавеющей стали, легкая шлифовка или химические методы очистки работают лучше всего.
5. Правильная сборка
Хорошо подгоните детали, чтобы не было значительных зазоров, которые потребуют лишнего наполнителя.
Сварка алюминия электродом достаточно прочная, не создавая дополнительных проблем.
6. Настройки сварочного аппарата
Используемый ток должен соответствовать выбранному вами электроду (рекомендуемые настройки начального тока см. в разделе выбора электрода выше).
в разделе выбора электрода выше).
Каждый производитель электродов указывает рекомендуемый ток для своих алюминиевых электродов.
Кроме того, для большинства электродов требуется установка положительного электрода постоянного тока («DCEP»).
Обязательно перепроверьте полярность и правильность ее установки для используемого электрода.
Если вы обратитесь к «калькуляторам» электродов в Интернете, вы обнаружите, что сварка алюминиевых электродов не популярна.
Алюминий не включен ни в один из этих калькуляторов или таблиц. Таким образом, вы должны использовать диапазон, указанный для электрода, в качестве отправной точки. Затем настройте параметры усилителя, чтобы получить подходящее проникновение для свариваемой толщины.
7. Получите правильное движение дуги
Движение дуги может быть личной проблемой для некоторых.
Многие советуют плести кончик, и лучше сделать несколько пробных запусков, чтобы определить, что лучше всего подходит для вас. А вообще надо двигаться быстро , быстрее обычной сварки стали.
А вообще надо двигаться быстро , быстрее обычной сварки стали.
Некоторые считают, что это трудно сделать правильно. Но если двигаться слишком медленно, можно прожечь заготовку.
Двигайтесь слишком быстро, и вы не получите надлежащего провара, что приведет к слабому сварному шву.
Также нужно держать короткую дугу.
Сварщики, не умеющие сваривать алюминий электродом, находят это странным, так как вы должны держать наконечник достаточно близко, чтобы почувствовать, как флюс на электроде «волочится» по сварному шву.
Чтобы стать мастером, нужна практика, так что запланируйте несколько пробных сварных швов. Вам нужно пройти по тонкой линии, где вы почти вплавляете электрод в ванну, но не подходите достаточно близко к металлу, чтобы оплавить наконечник в сварочной ванне.
8. Используйте правильный угол
Угол наклона электрода может быть индивидуальным, но он не должен быть слишком крутым.
Также необходимо наклонить электрод так, чтобы угол был направлен к конечной точке.
9. Конец сварного шва
Кратеры представляют собой проблему на концах алюминиевых сварных швов. Не просто убегайте в конце сварки.
Выделите время в конце сварки, чтобы немного вернуться назад и заполнить место соединения.
Если у вас образовалась одна или две кратеры ближе к концу сварного шва, вам нужно будет подправить свою работу и вернуться, чтобы заполнить эти кратеры.
Кратеры могут быть отправными точками для образования трещин, которые затем распространяются по всей длине сварного шва.
10. Очистка
Будьте готовы к некоторым работам по очистке. Сварной алюминий получает достаточное количество брызг, которые необходимо очистить.
Чтобы не констатировать очевидное, но шлак тоже нужно почистить.
Вы обнаружите, что шлак от алюминиевых сварных швов особенно трудно удалить. Итак, будьте готовы.
Лучший вольфрам для сварки алюминия методом TIG — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed Cyzewski
При наличии множества различных аппаратов для сварки TIG, некоторые из которых предлагают инверторную технологию и все предлагают разную мощность, может быть сложно определить лучший вольфрам для TIG-сварки алюминия. Многие сварщики рассказывали истории о том, как электроды с 2% тория слипались, а сварные швы из чистого вольфрама оставляли месиво металла, которое нужно было шлифовать до конца дня. Имея это в виду, какой вольфрамовый электрод лучше всего подходит для сварки алюминия TIG?
Многие сварщики рассказывали истории о том, как электроды с 2% тория слипались, а сварные швы из чистого вольфрама оставляли месиво металла, которое нужно было шлифовать до конца дня. Имея это в виду, какой вольфрамовый электрод лучше всего подходит для сварки алюминия TIG?
Выбор вольфрама зависит от нескольких факторов. Они включают вашу конкретную машину, толщину свариваемого металла и доступные настройки. Итак, вот несколько советов и общих правил, которые помогут вам начать. Имейте в виду, что некоторые из этих советов могут отличаться в зависимости от вашей конкретной машины.
Узнайте о вольфрамовом электроде для сварки алюминия методом TIGСледующие электроды можно использовать для сварки алюминия методом TIG, но есть несколько правил и предостережений, которые необходимо обсудить ниже:
- Cerated (на переменном токе)
- Лантанаты (переменного и постоянного тока)
- Торированный (только DC)
- Зеленый: чистый вольфрам (только переменный ток)
Не используйте зеленый на стороне переменного тока, так как чистый вольфрам будет слипаться, особенно если вы используете инвертор. У некоторых сварщиков есть особый любимый вид вольфрама. Они могут поклясться торированным или чистым вольфрамом. Правда в том, что каждый вид вольфрама, перечисленный выше, может работать, если у вас есть правильные настройки и правильное приложение. См. таблицу вольфрамовых электродов ниже.
У некоторых сварщиков есть особый любимый вид вольфрама. Они могут поклясться торированным или чистым вольфрамом. Правда в том, что каждый вид вольфрама, перечисленный выше, может работать, если у вас есть правильные настройки и правильное приложение. См. таблицу вольфрамовых электродов ниже.
*Нажмите на таблицу, чтобы загрузить файл PDF для печати.
При сварке алюминия методом TIG легко ошибиться, поэтому есть много других моментов, которые следует учитывать. Если вы впервые свариваете алюминий в среде переменного тока TIG, мы рекомендуем использовать 2% церия в 3/32. Три надежных варианта включают Blue Demon, Weldcraft или CK. Ceriated – самый популярный выбор из-за легкого запуска дуги при малых токах.
Размер электрода для сварки алюминия TIG Одной из наиболее распространенных ошибок сварщиков, работающих с алюминием, является выбор слишком маленького электрода. Часто для сварки алюминия необходимо использовать электрод диаметром 1/8 дюйма, чтобы получить достаточное количество тепла и создать стабильную дугу. Слишком маленький электрод создаст неаккуратный шов.
Слишком маленький электрод создаст неаккуратный шов.
Если вы работаете на переменном токе с лантансодержащим электродом, вы можете использовать электрод 3/16 дюйма или 3/32 дюйма. Таким образом, ключевым моментом является соответствие выбора и размера электрода настройкам и проекту.
Для получения дополнительных советов подпишитесь на наш канал YouTube или свяжитесь с нами, и мы можем сделать рекомендацию.
Ознакомьтесь с нашей коллекцией вольфрама! Мы предлагаем лучшие бренды и предлагаем премиальные и экономичные варианты.
Если вы хотите попробовать каждый тип вольфрама, не разорившись, ознакомьтесь с набором Weldporn Five Flavors Assorted Tungsten Pack или ознакомьтесь с этой публикацией в блоге, чтобы найти таблицу и дополнительную информацию о выборе подходящего вольфрама.
Подано в: алюминий, серебристый, электрод, лантана, Сварка специальных материалов, торированный, Тиг, Советы, вольфрам, сварка, сварщик, сварка алюминия
Делиться: Предыдущая статья Наконечники сварочного пистолета MIG для алюминиевых катушекКомментарии
Гаурав Кумбхаре — 8 октября 2020 г.
