Сварка алюминия электродом в домашних условиях
Алюминиевые конструкции, детали иногда нужно срочно отремонтировать. Имея навыки сварщика, многие самостоятельно заваривают алюминий электросваркой. В домашних условиях качественно выполнить шов не получится. Но как экстренную меру сварку алюминия электродом часто используют. Во время работы с легким металлом нужно учитывать особенности сплавов. Марганец увеличивает окислительную способность, магний улучшает свариваемость, кремний снижает температуру плавления.
Особенности сварки алюминия электродом
Сварить алюминий электродом без защитной атмосферы не получится. Горячий металл быстро насыщается водородом, шов получается пористым, расплав сильно разбрызгивается, шов получается неровным. Чтобы уменьшить разбрызгивание, металл варят на токе обратной полярности, на деталь подключают минусовую клемму, к держателю подводят плюс. Заготовки предварительно прогревают до +150 – +190°С, чтобы устранить воду, накапливающуюся в порах оксидного слоя.
Возникают трудности из-за оксидной пленки, она расплавляется при +2037°С, алюминий – при +660°С. Перед сваркой оксидный слой зачищают до блеска. Чистота поверхности влияет на качество соединения. У сплавов хорошая теплопроводность, он быстро нагревается, остывает, дает большую усадку, возникают внутренние напряжения, трещины. При сварке металла используют теплоотводящие подкладки. Они поддерживают необходимую температуру. Легкий металл в домашних условиях варят на высоких токах. Электроды выбирают специальные, предназначенные для сварки.
Выбор сварочного аппарата и электродов
Алюминий относится к плохо поддающимся сварке металлам. Сила рабочего тока должна быть в 1,5 раза выше, чем для стали. Сварочный аппарат должен генерировать постоянный ток до 250–300 ампер. Для работы подойдет бытовой аппарат для сварки, работающий от сети 220 В. Можно подобрать выпрямители, трансформаторы или генераторы, но лучше остановить выбор на инверторе, его преимущества:
- высокий КПД, до 95%;
- низкие индуктивные потери;
- снижение расхода тока за счет автоматического отключения;
- аппарат спокойно переносит просадку напряжения в сети;
- поддерживается стабильная дуга, достаточно задеть заготовку;
- есть дополнительные функции;
- небольшие габариты, можно переносить его в любое место.


Легкие сплавы несколькими электродами с солевой обмазкой, образующей шлаковый защитный слой:
- Озана, Озана-2 производства Спецэлектрод;
- ОК 96.20, 96.10, 96.50, шведская компания ESAB;
- УАНА отечественных производителей.
Можно использовать другие расходники, предназначенные для сварки алюминиевого литья и сплавов. Заготовки 2мм варят диаметром 2,5, для 3–4 мм деталей выбирают толщину 3,2; максимальный диаметр стержней – 4
Технология сварки алюминия электродом
В домашних условиях заготовки предварительно зачищают. У деталей, свыше 3 мм, разделывают кромки под углом 45–60°. Чем больше угол, тем качественнее получится шов. Если пластины толще 7 мм, их укладывают с зазором 2 мм. Трещины предварительно выравнивают, углубляют болгаркой, края высверливают, чтобы снять внутренние напряжения.
Как варят алюминий электродами:
- сначала заготовки прихватывают в нескольких местах;
- корневой шов ведут, держа электрод перпендикулярно;
- толстые детали варят в несколько проходов, каждый слой простукивают для снятия окалины;
- наплавочный валик должен выступать на 2-5 мм в зависимости от толщины деталей.
Сваривать алюминий нужно с соблюдением рабочего режима (толщина заготовки, мм/ток, А):
Толщина заготовки, мм | Ток, А |
2 | 50 – 70 |
3 — 4 | 80 — 110 |
| 5 | 90 — 130 |
Начинающим сварщикам до выполнения шва нужно потренироваться на нерабочих поверхностях, чтобы привыкнуть держать короткую дугу.![]()
Электросваркой ремонтируют детали, работающие под статической нагрузкой на сжатие. Это не самый эффективный метод ремонта. Швы не выносят скручивания, изгибов, сразу трескаются.
Сварка алюминия и его сплавов в домашних условиях своими руками: технология, видео
У этого металла внушительный список достоинств, но из-за его особенностей сварка алюминия связана с трудностями. Основной проблемой при самостоятельном ремонте деталей из алюминия является сложность создания условий аналогичных заводским. Однако и упрощенные технологии обеспечивают приемлемые результаты.
Особенности сварки алюминия и его сплавов
Трудности сварки алюминиевых сплавов и чистого металла связаны с его свойствами:
- Температура плавления окисной пленки, покрывающей поверхность этого материала, 2044⁰C, а металла — 660⁰C.
- Поверхность капель, образующихся при плавлении алюминия, мгновенно окисляется, что препятствует созданию монолитного шва. Поэтому сварочную ванну приходится ограждать от контакта с воздухом.
- Из-за высокой текучести металла в расплавленном виде контроль над сварочной ванной затруднен. Проблема решается подкладкой под заготовки железных пластин для отвода тепла.
- В алюминии содержится водород, который при остывании шва выходит наружу, образуя поры и трещины. В сплавы входит кремний, способствующий растрескиванию во время охлаждения соединения.
- У алюминия высокий коэффициент температурного расширения, поэтому усадка при остывании приводит к деформации заготовок.
- Из-за высокой теплопроводности сварку приходится вести током в 1,5 — 2 раза большим, чем при работе со сталью.
- При сварке алюминия своими руками не всегда удается определить марку сплава, поэтому настройка оптимального режима сварки затруднена.
 Поэтому сварочную ванну приходится ограждать от контакта с воздухом.
Поэтому сварочную ванну приходится ограждать от контакта с воздухом.Способы сварки алюминия
Выбор метода, которым можно сварить алюминий дома, определяется имеющимся оборудованием. Разработано несколько способов, но популярными стали только три.
Вольфрамовым электродом
Этим способом сваривают алюминий, когда к прочности шва предъявляются жесткие требования. Он создается за счет плавления присадочной проволоки диаметром 1,6 — 4 мм дугой, создаваемой неплавящимся электродом из вольфрама. Для защиты от окисления к месту сварки подается аргон или гелий.
Работа выполняется на переменном токе. Если работа проводится в помещении, расход газа настраивают в пределах 5 — 8 л/мин, на улице больше. Диаметр электрода и сила тока в зависимости от толщины деталей определяются по таблице:
| Диаметр электрода, мм | Толщина металла, мм | Величина тока, А |
|---|---|---|
| 1 | 1 — 2 | 10 — 15 |
| 1,6 | 2 — 3 | 30 — 90 |
| 2 | 3 — 4 | 50 — 100 |
| 3 | 4 — 6 | 100 — 160 |
| 4 | 6 — 7 | 150 — 220 |
| 5 | 7 — 9 | 210 — 280 |
| 6 | 9 — 10 | 260 — 300 |
При выполнении сварки следует учитывать нюансы метода:
- длину дуги поддерживают на уровне 2,5 мм;
- электрод устанавливается под углом 80⁰ к стыку;
- проволока подается под углом 90⁰ к электроду;
- горелку с электродом перемещают следом за проволокой без поперечных движений;
- для равномерного заполнения стыка проволоку подают короткими отрезками;
- на конце электрода должен образоваться шарик правильной формы, если нет — нужно увеличить ток;
- газ подают за 4 — 5 секунд до сварки изделий, после завершения перекрывают спустя 6 — 7 сек.

Плавящимся электродом
Сваркой электродами с покрытием соединяются заготовки толщиной от 4 мм, если нет высоких требований к качеству и прочности. Процесс сопровождается бурным разбрызгиванием плавящегося металла. Шов получается рыхлым, поскольку в нем остаются поры. Шлак, способствующий развитию коррозии, удаляется с трудом. Несмотря на недостатки эта технология очень популярна, поскольку выполняется без дорогостоящего оборудования и расходных материалов.
Электродами, обмазка которых при испарении создает защитную среду, проводится сварка алюминия и его сплавов большинства марок. Лучшими признаны марки УАНА и ОЗАНА. Перед применением их рекомендуется прокаливать. Если специальных электродов нет, вместо них можно использовать алюминиевые жилы кабелей. Их обмазывают смесью порошкового мела с жидким стеклом, чтобы получился слой 1,5 — 2 мм с последующей просушкой.
Их обмазывают смесью порошкового мела с жидким стеклом, чтобы получился слой 1,5 — 2 мм с последующей просушкой.
Сварка проводится постоянным током с обратной полярностью. Лучше пользоваться инвертором, но подойдет и самодельный аппарат. Сила тока выбирается исходя из того, что на 1 мм толщины деталей должно приходиться 25 — 30 А. Для улучшения проплавки края заготовок в зависимости от толщины нагреваются до температуры 300 — 400⁰C. После завершения работы месту соединения дают медленно остыть, чтобы уменьшить риск растрескивания и деформации.
Из-за низкой температуры плавления алюминиевые электроды сгорают быстрей, чем стальные аналоги, поэтому сварка выполняется быстрей. Их ведут вдоль стыка без поперечных колебаний, стараясь заварить шов без остановок. Прерывание дуги приводит к образованию на кончике электрода и в ванне пленки из шлака, которая затруднит повторный розжиг.
Сразу после завершения со шва оббивают шлак. Для удаления мелких крошек соединение промывают водой и чистят жесткой щеткой.
Полуавтоматом
Качественная сварка алюминия и его сплавов с созданием монолитных красивых швов выполняется полуавтоматами, работающими в импульсном режиме. Оксидная пленка разбивается кратковременным разрядом высокого напряжения, которое затем снижается до исходного значения. По такому же принципу происходит «вбивание» капель в зоне сварки. Однако, из-за высокой цены оборудования, оно редко используется домашними мастерами. Чаще приспосабливают обычные полуавтоматы, так как варить алюминий ими дома можно с хорошим качеством. Однако на аппарате без дополнительных опций оптимальные настройки придется подбирать экспериментальным путем.
Работая по этой технологии, следует учитывать ее особенности:
- Работа проводится на постоянном токе с обратной полярностью. Величину тока можно выставлять по таблице для вольфрамового электрода с последующей корректировкой.
- У мягкой алюминиевой проволоки есть склонность к образованию петель. Для устранения этого недостатка ее подают механизмом с четырьмя роликами через укороченный рукав с тефлоновым вкладышем.
- Из-за высокого температурного расширения алюминия проволока может застревать в отверстии наконечника. Проблема решается заменой на другой с большим диаметром или с маркировкой «Al».
- Из-за быстрого сгорания скорость подачи алюминиевой проволоки устанавливается больше чем при работе со стальной. Иначе она начнет плавиться внутри наконечника, выводя его из строя.
Подготовка поверхностей к сварке
Под правильным свариванием алюминия подразумевается не только настройка параметров процесса, но и предварительная обработка заготовок:
- Место соединения на расстоянии 2 — 3 см от стыка очищают от грязи и обезжиривают любым растворителем.
- При сварке деталей толщиной больше 4 мм неплавящимися электродами с кромок снимают фаски под углом 45 — 65⁰. У листов толщиной до 1,5 мм делают отбортовку торцов. У заготовок, соединяемых плавящимися электродами с покрытием, кромки разделывают, если толщина больше 20 мм.
- Прежде чем сваривать алюминий, с поверхностей возле стыка напильником или металлической щеткой удаляется оксидная пленка. Обработка проводится без надавливания, чтобы в царапинах не остались ее частички.
 У листов толщиной до 1,5 мм делают отбортовку торцов. У заготовок, соединяемых плавящимися электродами с покрытием, кромки разделывают, если толщина больше 20 мм.
У листов толщиной до 1,5 мм делают отбортовку торцов. У заготовок, соединяемых плавящимися электродами с покрытием, кромки разделывают, если толщина больше 20 мм.Технология сварки алюминия
Этапы сварки алюминия в домашних условиях одинаковы для всех способов:
- заготовки предварительно нагревают до 150⁰C;
- на аппарате выставляются настройки выбранного режима;
- зажигают дугу контактным или бесконтактным методом;
- наплавляют сварочную ванну до появления на поверхности зеркального пятна;
- затем подают присадочную проволоку, если это предусмотрено технологией, и начинают перемещать электрод вдоль стыка.
Полезные советы
Повысить качественные показатели сварки алюминия в домашних условиях помогут рекомендации специалистов:
- разделывая кромки, следует учитывать, что при уменьшении угла фасок увеличивается ширина шва;
- при соединении деталей толщиной больше 7 мм между ними нужно оставить зазор 2 мм;
- чтобы шов получился ровным по ширине, детали сначала прихватывают с обеих сторон;
- перед завариванием трещину расширяют и углубляют, так как варить алюминий без ее заполнения бесполезно;
- толстостенные детали сваривают в несколько проходов до заполнения стыка, удаляя шлак с каждого шва.

Узнав как сваривать алюминий в домашних условиях можно переходить к практике. Однако, чтобы не стать жертвой несчастного случая, прежде нужно запастись одеждой и перчатками из огнеупорного материала. Для работы дома лучше приобрести аппарат с возможностью проведения ручной и аргонодуговой сварки.
Сварка алюминия инвертором в домашних условиях электродом
Довольно часто возникает необходимость произвести сварку алюминиевых деталей, но в наличии имеется только инверторный аппарат. С его помощью в домашних условиях тоже можно произвести качественное соединение этого цветного металла. Особенность заключается не столько в процессе, сколько в том, какие электроды для этого применяются.
Особенности сварки алюминия инвертором
Чтобы произвести качественную сварку деталей из алюминия в домашних условиях потребуется соблюсти ряд требований. Дело в том, что этот металл является легкоплавким и при неправильных режимах и вообще подходе к делу ничего путного не выйдет.
Если же действовать по инструкции, то все получится и даже более того, шов вас удивит своим качеством и равномерностью.
Перед тем, как начать сам процесс сваривания деталей, необходимо заранее ознакомиться со всеми нюансами:
- Сварка алюминия сложна, прежде всего, из-за наличия на его поверхности оксидной пленки. Это очень плотный и практически неплавкая пленка, которая делает его прочнее. Чтобы качественно произвести работу, пленку следует удалить.
- Особенность алюминия заключается в том, что, находясь в жидком или твердом состоянии, он будет иметь одинаковый цвет, поэтому разобрать, где качественно выполнен шов, а где нет, будет затруднительно.
- Качественная сварка алюминия возможна в среде аргона, поэтому потребуется приобрести держатель для электрода с соплом и баллон с аргоном. Также можно применять специальные электроды для сваривания алюминия, если нет газа.
- Прогревать шов необходимо основательно, поэтому спешка совершенно неуместна. Все действия следует выполнять размерено, чтобы следить за качеством места сварки.
 Все действия следует выполнять размерено, чтобы следить за качеством места сварки.
Все действия следует выполнять размерено, чтобы следить за качеством места сварки.Технология сварки алюминия инвертором
Процесс сваривания алюминия в общем плане практически ничем не отличается от стандартной работы при работе с черным металлом. Разница состоит лишь в типе используемого электрода. Он должен быть из специального металла – вольфрама для сваривания в газовой среде. Для работы без газа продаются другие.
Перед началом работы электроды необходимо хорошенько подогреть. Что касается маркировки, то это должны быть следующие типы: E 4043, E 4047, ESAB OK, UTP 48, ОЗА и другие. Выбираются они по виду сплава свариваемых деталей, в которых присутствует не только алюминий, но и кремний, медь, магний в различной концентрации.
| Марка электродов | Для каких сплавов | Толщина изделий, мм |
|---|---|---|
| E 4043 | С содержанием кремния до 7% типа AlMgSi5, AlMgSi1, AlMg1SiCu , AlSi7Mg, AlSi6Cu4 | до 5 |
| E 4047 | С содержанием кремния до 12% типа AlSi12, AlSi10Mg(Сu), AlSi9Mg | до 10 |
| ОЗА-1 | А0, А1, А2, А3, с нагревом до 250-400 ºС | до 5 |
| ОЗА-2 | АЛ-4, АЛ-9, АЛ-10, 250-400 ºС | до 5 |
| ОЗАНА-1 | Технически чистый, 250-400 ºС | до 10 |
| ОЗАНА-2 | АЛ-4, АЛ-9, АЛ-10, 200 ºС | до 10 |
| Kjellberg Finsterwalde CMA 512 | AlSi12, AlSi10Mg(Сu), AlSi9Mg, с нагревом до 150-200 ºС | до 10 |
После того, как электроды прожарены, можно приступать к работе. Далее, процесс полностью идентичен сварке черных металлов. Образуется дуга, металл плавится в месте соприкосновения, круговыми движениями заделывается шов. Перед сваркой деталей из алюминия обязательно необходимо по местам будущего шва пройтись щеткой или абразивом, чтобы содрать оксидную пленку на его поверхности.
Далее, процесс полностью идентичен сварке черных металлов. Образуется дуга, металл плавится в месте соприкосновения, круговыми движениями заделывается шов. Перед сваркой деталей из алюминия обязательно необходимо по местам будущего шва пройтись щеткой или абразивом, чтобы содрать оксидную пленку на его поверхности.
Подготовка материалов перед сваркой
Отличительной особенностью сварки алюминия при помощи инверторного аппарата в дуговом режиме заключается в том, что использовать металл и электроды без предварительной подготовки не получится.
Искра, конечно же, будет, но кроме брызг алюминия в разные стороны ничего не выйдет. Чтобы получить ожидаемый результат, необходимо предварительно подготовить материалы как свариваемые, так и те, которые будут применяться для обработки металла.
Чтобы придать электродам требуемые свойства, их необходимо предварительно разогреть в печи. В домашних условиях можно использовать тигельную, главное не передержать, индукционную или даже газовую, сложенную из нескольких жаростойких кирпичей.
Что касается алюминиевых деталей, то перед свариванием торцы тщательно обрабатываются для удаления защитной пленки. Это обеспечит качественное схватывание с поверхностью жидкого металла.
Оборудование для сварки алюминия инвертором
Для выполнения качественной сварки алюминия в домашних условиях потребуется следующее оборудование:
- Инверторный аппарат для дуговой сварки, подойдет любой мощности, потому что алюминий легкоплавкий металл.
- Печь для прогревания электродов или обычная буржуйка, куда они будут заблаговременно уложены.
- Газовая горелка для подогрева свариваемых мест деталей.
- Ручной фрезер для снятия фаски под углом 45 градусов, если толщина листа составляет 5 мм.
Пошаговое описание процесса сварки
Сварка алюминия осуществляется следующим образом:
- Сначала необходимо подготовить материалы: прогреть электроды и зачистить места сваривания деталей щеткой по металлу, выполнить разделку торцов.
- Обезжирить место сваривания ацетоном, это обеспечит лучшее плавление и схватывание металлов.
- Прогреть место сваривания до 150-170 градусов при помощи горелки.
- Начать сваривание, при этом электрод необходимо держать строго перпендикулярно к поверхности свариваемых деталей или под углом 45 градусов, если угол стыковки 90 градусов.
- Шов заливается расплавом круговыми движениями, хорошо прогревая место соединения.
- После каждого прохода удаляется шлак.
- Если используется газ, то он отключается только через несколько секунд после того, как дуга погаснет.

Только при соблюдении всех этапов можно поучить действительно качественный шов.
особенности, применение аргонодуговой сварки, использование биметаллических вставок
Сварку алюминия со сталью часто применяют в радиоэлектронике, авиации и производстве бытовой техники.
Особенности сварки алюминия со сталью
Соединение этих металлов позволяет изделиям из них совмещать их преимущества. Если нужно получить качественный сварной шов, обязательна подготовка металлов перед сварочным процессом и соблюдение технологии сварки.
Если нужно получить качественный сварной шов, обязательна подготовка металлов перед сварочным процессом и соблюдение технологии сварки.
Сварка алюминия и его сплавов со сталью имеет свои нюансы:
- у этих двух металлов большая разница в температурах: пока сталь только прогревается, алюминий уже становится жидким;
- коэффициент линейного расширения обоих металлов так же сильно различается, поскольку возникают значительные термонапряжения по линии перехода от стали к алюминию;
- разные теплопроводность и теплоёмкость металлов приводят к термическим напряжениям;
- в сварном шве может образоваться тугоплавкая окисная плёнка. Чтобы её устранить, рекомендуют использовать специальный флюс.
Качественное сварное соединение должно обладать пластичностью не ниже, чем у стали, и прочностью не ниже, чем у алюминия.
Для соединения алюминия и стали чаще всего используются аргонодуговая сварка с неплавящимся электродом или сварка через биметаллические вставки. В промышленности также используют сварку взрывом, диффузионную, лазерную, электронно-лучевую и точечную сварки.
В промышленности также используют сварку взрывом, диффузионную, лазерную, электронно-лучевую и точечную сварки.
Сварка алюминия со сталью аргонодуговым способом
Перед началом сварочного процесса кромки металлов рекомендуется очистить и нанести на них защитное покрытие. Самое доступное по цене из них — цинковое.
Присадочный материал в этом случае — проволока марки АД1 из алюминия с присадкой кремния (он хорошо влияет на формирование диффузионной прослойки стабильного качества) или проволока из сплава АК-5.
Важно! АМг-6 не рекомендуют применять, поскольку эта присадка дает низкую прочность сварного шва.
Чтобы подготовить стальную деталь к сварке, для стыкового соединения нужно скосить кромки под углом 70° для максимальной прочности соединения.
Кромки нужно тщательно очистить пескоструем или механически обработать, затем нанести поверхностный слой.
Аргонодуговую сварку алюминия и стали отличает расположение дуги: в начале сварки первого прохода оно удерживается на присадочном прутке, а в процессе сварки последующих проходов — на присадочном прутке и образующемся валике. Это обезопасит покрытие от преждевременного выгорания.
Это обезопасит покрытие от преждевременного выгорания.
Во время сварочного процесса важно последовательно накладывать валики шва (зависит от вида соединения).
Выбор тока:
- сварка МИГ — происходит на постоянном сварочном токе обратной полярности;
- сварка ВИГ — бывает и на переменном сварочном токе, и на постоянном токе прямой полярности.
Величина сварочного тока должна зависеть от толщины свариваемого металла:
- до 3 мм: 110-130 А;
- 6-8 мм: 130-160 А;
- 9-10 мм: 180-250 А.
Техника выполнения сварных швов
Для соединения алюминия и стали нужно выбирать способ техники сварки углом вперёд, с углом наклона электрода от вертикали вдоль оси сварного шва 40-45 градусов.
Важно правильно выбрать скорость сварки, поскольку от неё зависит, сколько между собой будут взаимодействовать жидкий алюминий и сталь. Это напрямую влияет на толщину и стабильность соединительного слоя.
Скорость сварки необходимо выбирать максимально возможной: не менее 7 м/ч для сварки первых проходов многопроходных сварных швов и не менее 12 м/ч для однопроходных и последующих проходов многопроходных сварных швов. На это есть причины:
- интенсивное образование интерметаллидов во время длительного контакта стали и алюминия на высоких температурах;
- интенсивное образование корунда и рост зоны слабины;
- интенсивное выгорание цинка.
Сварочные и наплавочные швы нужно выполнять без поперечных и возвратно-поступательных колебательных движений. Присадку в сварочную ванну нужно подавать со стороны оцинкованной стали для уменьшения выгорания цинка.
Горелку нужно смещать относительно стыка сварного шва в сторону алюминия или алюминиевого сплава на 1-3 мм. Это связано не только с уменьшением выгорания цинка, но и с тем, что, обладая высокой теплопроводностью, алюминий нагревается и расплавляется значительно медленнее, чем сталь и цинк, который её покрывает.
Это связано не только с уменьшением выгорания цинка, но и с тем, что, обладая высокой теплопроводностью, алюминий нагревается и расплавляется значительно медленнее, чем сталь и цинк, который её покрывает.
Послесварочная термическая обработка сварного соединения нежелательна, температура его эксплуатации не должна превышать 270 градусов. В противном случае, толщина прослойки может увеличиться, что приведёт к снижению динамической прочности или разрушению сварного шва.
Сварка через биметаллические вставки
Биметаллические переходные материалы (вставки) — это алюминиевые элементы, к которым уже прикреплен другой материал.
Для сварки вставок чаще применяют стандартные технологии — GMAW и GTAW.
Стальную сторону вставки нужно приварить к стали, алюминиевую — к алюминию.
 В процессе важно не перегреть вставки, иначе образуется хрупкое интерметаллическое соединение на стыке стали и алюминия внутри вставки.
В процессе важно не перегреть вставки, иначе образуется хрупкое интерметаллическое соединение на стыке стали и алюминия внутри вставки.Разрушение сварного шва, содержащего интерметаллиды происходит, как правило, ещё во время горения сварочной дуги. Но даже если шов не разрушится в процессе или в конце сварки, он напомнит о себе, когда изделие будут эксплуатировать.
Сначала лучше варить алюминий с алюминием. Это позволит увеличить отвод тепла при сварке стали со сталью и не допустит перегрева на участке соединения стали с алюминием.
Этот способ часто применяют, когда хотят получить качественные сварные швы. Подобную технологию используют в судостроении.
Другие способы сварки алюминия со сталью
Лазерным способом пользуются не только для создания миниатюрных соединений, но и для того, чтобы получить длинные швы, например, в автомобильной промышленности. Этот способ позволяет тонко управлять тепломощностью импульсного лазерного излучения.
Чтобы получилось нахлёсточное соединение, нагрев лазером нужно вести со стороны стали. Она нагреется до температуры, когда алюминий уже расплавится, но останется твёрдой.
Прочность швов можно повысить с помощью присадки на основе алюминия.
Диффузионная
В этом сварочном процессе соединяемые детали не расплавляются. Но из-за их продолжительного контакта на высокой температуре образуются интерметаллидные фазы.
Электронно-лучевая
На сталь наносят буферные покрытия из титана, никеля и циркония: тогда сварочный процесс будет успешен.
Точечная контактная
Хорошее точечное соединение стали и алюминия получается не всегда, даже если варить на конденсаторных машинах с жестким режимом разряда.
Этого можно избежать, применив промежуточную биметаллическую ленту. Полученные точечные соединения по прочности можно сравнить с клепаными.
Сварка взрывом
Соединения алюминия и стали, которые получаются при взрывном сварочном процессе, применяют на верфях Японии, Польши, США, Великобритании, Франции и других стран в качестве промежуточного элемента, который потом приваривают к основным материалам изделия.
Сварка алюминия электродом в домашних условиях
Из алюминия произведено множество конструкций применяемых в устройстве автомобиля. Это могут быть блоки двигателя, коробки передач и элементы кузова. Изготавливают из этого нержавеющего материала различные емкости для промышленных и бытовых нужд. В случае образования трещины или свища заварить проблемное место лучше в среде аргона специальным аппаратом. Но если такой возможности нет, то можно воспользоваться инвертором. Сварка алюминия электродом в домашних условиях требует определенного режима и предварительной подготовки. Используются и специализированные расходные материалы. Как все это осуществить описывается ниже и демонстрируется на дополнительном видео.
Сварочный процесс-трудности работы с материалом
Электрической дугой можно соединять многие виды железа. У нее достаточно высокая температура горения, что позволяет хорошо проплавлять разную толщину пластин и создавать надежные и герметичные соединения.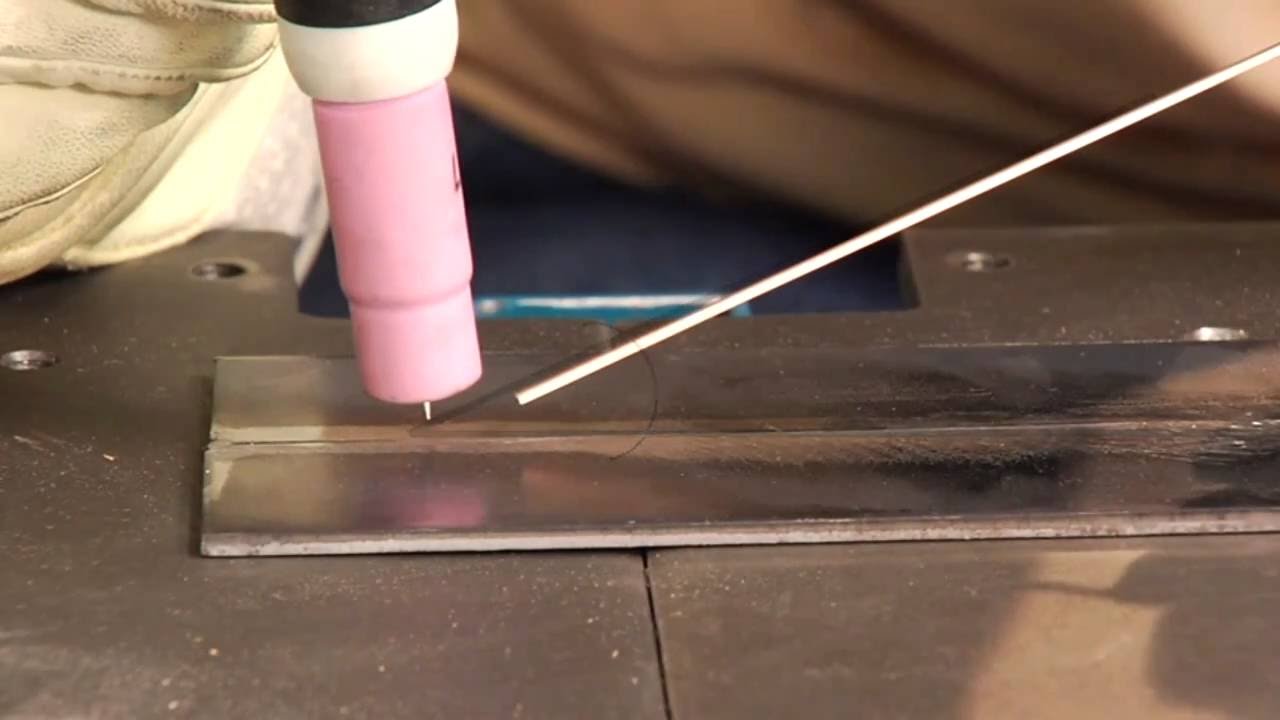 Но сваривать алюминий инвертором сложнее ввиду нескольких специфичных особенностей этого материала.
Но сваривать алюминий инвертором сложнее ввиду нескольких специфичных особенностей этого материала.
Первой трудностью являются гигроскопичные свойства алюминия. Материал способен впитывать окружающую влагу и накапливать в себе. Это не проявляется видимым образом на охлажденном изделии, но сразу станет заметно при ведении сварки. Когда зажигается дуга и металл оказывается в зоне повышенной температуры, то влага начинает испаряться с его поверхности, неизбежно попадая в зону сварки. Это приводит к чрезмерным брызгам и помехам при выполнении шва. Чтобы предупредить такое явление, требуется предварительный подогрев изделия горелкой при температуре 150-190 градусов. Во время выполнения процедуры можно увидеть выделение влаги на поверхности.
Еще одной сложностью является оксидная пленка, покрывающая все изделие тонким слоем. Она защищает металл от разрушения в кислотной среде, но существенно мешает свариванию инвертором в домашних условиях. Трудность заключается в огромной разнице температур плавления. Алюминиевый материал плавится при 500 градусах, а его оксид при 2000 градусах. Чтобы устранить этот перепад необходимо зачистить место сварки железной щеткой, дающей доступ к основному металлу.
Алюминиевый материал плавится при 500 градусах, а его оксид при 2000 градусах. Чтобы устранить этот перепад необходимо зачистить место сварки железной щеткой, дающей доступ к основному металлу.
Взаимодействие с окружающим воздухом способствует образованию пор в структуре шва, что значительно понижает его герметичные свойства. Защита сварочной ванны выполняется подачей аргона в случае TIG, или созданием газового облака от покрытых электродом при сварке инвертором в домашних условиях.
Поскольку чистый алюминий не используется в изделиях, то трудностью для сварки могут быть другие элементы входящие в сплав. Так, марки Ал2 и Ал9 с содержанием силумина от 4 до 13% считаются ограниченно свариваемыми. Такие же показатели имеют марки AMr1 и AMr6, где марганец может добавляться от 2 до 6%. Дюралюминий Д16 относится к трудносвариваемым.
Выполняем сварку: этапы работы
Как сварить алюминий стало понятно после многочисленных попыток и экспериментов. Далее представлены пошаговые действия, позволяющие получить качественное соединение в домашних условиях:
- Если свариваемые пластины имеют толщину более 5 мм, то необходима разделка кромок. Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным.
- Подготовленное изделие необходимо прогреть. Удаление влаги производится пропан-кислородным пламенем. Это может быть резак или обычный баллончик с бытовой горелкой. Нагреть необходимо поверхность до 150 градусов. Проверить это можно специальным аппаратом или визуально по сухому состоянию материала.
- После нагрева быстро осуществляется зачистка оксидной пленки. Для этого подойдет обычная щетка по металлу. Снять тугоплавкий слой важно в начале зоны сварки. Последующее действие будет оказывать электрод, чей состав и температура разъедают оксид, позволяя производить сварку.
- На подготовленном материале ставятся прихватки, фиксирующие свариваемые стороны. Корневой шов необходимо провести ровно, заполнив зазор. Угол относительно свариваемых частей необходим в 90 градусов. Это непривычно для начинающих сварщиков, или тех, кто работал только с углеродистой сталью. Но так расплавляемый металл будет точнее попадать в место соединения. После небольшого остывания поверхности отбивается шлак. Это происходит довольно трудно, поэтому требуется острый молоточек.
- Последующие слои шва наносятся до того уровня, чтобы заполнить всю толщину материала и создать небольшой валик поверх места соединения.
- Швы ведутся короткой дугой. Чрезмерное увеличение зазора может приводить к обрыву дуги. На конце электрода образуется нагар в виде белого слоя. Это выступающая щелочь. Чтобы продолжить сварку требуется удалить этот диэлектрик.
Электрод при сварке алюминия инвертором плавится быстрее, чем при работе с обычной сталью, поэтому тренировки на нерабочей поверхности помогут привыкнуть руке к сохранению дистанции.
Оборудование и электроды
Сваривание изделий из алюминия можно выполнять обычным инвертором. Аппарат удобен для транспортировки и передвижению на месте. Полярность необходимо выставить так, чтобы в руках сварщика находился «плюс», а на изделие крепился «минус». Потребуется розетка с 220V.
Аппарат удобен для транспортировки и передвижению на месте. Полярность необходимо выставить так, чтобы в руках сварщика находился «плюс», а на изделие крепился «минус». Потребуется розетка с 220V.
Электроды необходимы специализированные, например UTP 48, или аналоги. Они бывают различных диаметров и подбираются по толщине металла. Состав расходных материалов тоже имеет гигроскопичные свойства, что требует предварительной просушки для образования качественного соединения. Подходящие режимы для сварки могут быть такими:
| Толщина пластин, мм | Диаметр электрода, мм | Сила тока, А |
| 2 | 2.5 | 50-70 |
| 3 — 4 | 3.2 | 80-100 |
| 5 | 4 | 90-130 |
Алюминий позволяет долго служить изделиям. А его сварка в домашних условиях простым инвертором обеспечивает быстрый ремонт важной детали или корпуса. Применяя вышеизложенные рекомендации и приобретя подходящие электроды можно быстро заварить требуемую конструкцию из алюминия.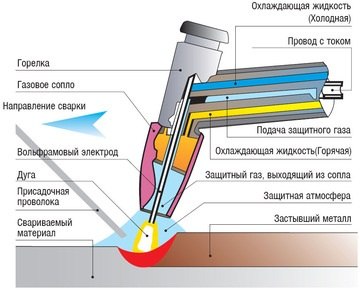
Поделись с друзьями
1
0
1
0
сварка алюминия и его сплавов в домашних условиях инвертором
Алюминий обладает большим списком достоинств, не зря его массово используют в самолетостроении. Но есть у него один недостаток – он трудно сваривается. Поэтому сварка алюминия и его сплавов – это удел высококвалифицированных сварщиков.
Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.

Способы сварки алюминия
Существует много способов сварки алюминиевых сплавов, где используются различные виды аппаратов и сварочных материалов. Основных же три:
- При помощи вольфрамового электрода с инертными газами.
- При помощи полуавтоматов в среде инертных газов.
- С помощью плавящихся электродов без газов.
Последний вариант можно назвать, как технология сварки алюминия без аргона.
Внимание! В процессе сварки алюминия или его сплавов важно разрушить оксидный слой, который расположен на поверхности металла. Поэтому в данном процессе используют или переменный, или постоянный ток обратной полярности.
Как правильно варить алюминий
Все начинается с подготовки деталей, а точнее, соединяемых кромок. Основная цель – очистить их от загрязнений. Поэтому кромки алюминиевых заготовок сначала очищаются химическими составами, после высыхания производится обезжиривание, для этого можно использовать любой растворитель: ацетон, уайт-спирит, авиационный бензин и прочие жидкости.
Если планируется сваривать толстые алюминиевые заготовки (больше 4 мм), то их кромки необходимо разделать. Вариантов разделки несколько, к примеру, создания конусных кромок. И последняя операция в процессе подготовки – это очищение кромок от оксидной пленки. Для этого можно использовать напильник или крупнозернистую наждачную бумагу. Как видите, подготовка алюминия к сварке – процесс совсем простой.
Технология сварки алюминия штучными покрытыми электродами
Сварка алюминия электродом (покрытым) имеет свой код обозначения по режиму сварки – MMA. Ее используют для соединения металлов толщиною не менее 4 мм, и когда производится сборка неответственных конструкций. Данная технология является низкокачественной, потому что в процессе сварки алюминия и его сплавов внутри шва остаются поры, что снижает его прочность. Во время самого процесса происходит разбрызгивание металла, плохо отделяются шарики застывшего шлака, которые увеличивают коррозию.
Особенности сварки алюминия покрытыми электродами:
- Варить можно только постоянным током с обратной полярностью.
- Сила тока рассчитывается из соотношения: на 1 мм толщины заготовок используется ток силой 25-30 ампер.
- Для образования качественного шва необходимо кромки двух свариваемых деталей нагревать до 300С, если толщина заготовок имеет среднюю величину. И до 400С при толстых заготовках.
- Подогрев и медленное остывание – обязательное правило, которое необходимо соблюдать, чтобы получить шов высокого качества.
- Сварку алюминия нужно выполнять непрерывно в плане использования одного электрода. Все дело в том, что при обрыве электрической дуги на ванне и на электроде образуется шлаковая пленка, которая перекрывает прохождение электрического тока, то есть, это препятствие повторному розжигу дуги.
- После окончания процесса шов нужно очистить от шлака, который станет причиной образования зон коррозии.
- Чистить можно горячей водой с последующей обработкой металлической щеткой.

Как сварить алюминий вольфрамовыми электродами в инертном газе
Это самый распространенный вариант, и его используют тогда, когда к прочности алюминиевых конструкций предъявляется жесткое требование. Для этого используется присадочная проволока диаметром 1,6-4 мм и сам вольфрамовый электрод диаметром 1,6-5 мм. А также защитный газ: аргон или гелий.
Электропитание сварочного процесса производится от источника переменного тока. Все параметры технологической операции зависят именно от выбранного оборудования. То есть, сначала определяются режимы сварки, после чего подбираются диаметры электрода и проволоки, скорость подачи аргона, сила тока и так далее.
То есть, сначала определяются режимы сварки, после чего подбираются диаметры электрода и проволоки, скорость подачи аргона, сила тока и так далее.
Есть и свои особенности сварки алюминия по этой технологии:
- Длина дуги не должна быть больше 2,5 мм.
- Угол между плоскостью сварки и вольфрамовым электродом должна быть в пределах 80°.
- Между проволокой и электродом угол должен быть прямым.
- Сначала по шву движется присадочная проволока, а вслед за ней горелка с электродом.
- Никаких поперечных движений, только продольные, что обеспечит ровность сварного шва.
- Проволока подается в зону сварки возвратно-поступательными движениями. Это позволит равномерно заполнить ванну.
- Алюминиевые заготовки нужно обязательно укладывать поверх листа железа, который в этом случае будет отводить тепло от зоны сварки.
- Аргоновый газовый поток начинает подаваться до начала сварочного процесса за 4-5 секунд, а при окончании сварки выключается после через 6-7 секунд.
Как варить алюминий полуавтоматами
Это идеальный вариант, где используется аппарат для сварки алюминия. Он импульсного действия. То есть, в зону сварки подается импульс высокого напряжения, который быстро разбивает оксидный слой. После чего напряжение падает до базового уровня. Но на сегодняшний день эти аппараты очень дороги. Поэтому сварщики стали приспосабливать под данную технологию полуавтоматы, в которых даже отсутствует режим сваривания алюминия и его сплавов.
По сути, технология сварки алюминия точно такая же, как и стали. Только вместо стальной проволоки используется алюминиевая. Есть и другие особенности.
- Алюминиевая проволока плавится в несколько раз быстрее стальной, поэтому необходимо увеличить скорость ее подачи в зону сваривания.
- При нагревании алюминиевая проволока расширяется больше, чем стальная, поэтому рекомендуется приобретать специальный наконечник, обозначаемый буквами «Al».
- Так как алюминиевая проволока мягче стальной, то в процессе подачи ее в зону сваривания могут образовываться петли и скрутки, поэтому рекомендуется использовать для ее подачи механизм с четырьмя роликами.

Сварка алюминия в домашних условиях инвертором
Сварка дюралюминия (алюминиевый сплав) или самого алюминия может проводиться инвертором. Для процесса необходимо правильно подобрать электрод и ток. Что касается электродов, то лучше использовать марки ОЗАНА, ОЗА или ОЗР. Установка (настройка) тока должна учитывать высокие плавящиеся свойства металла. Для чего нет необходимости выставлять ток большой величины.
Внимание! Перед началом сварочного процесса рекомендуется электроды прокалить, для чего используется специальная печь. Она так и называется – печь для прокалки электродов.
Сам процесс сварки ничем не отличается от сваривания стальных конструкций. И если перед вами стоит вопрос, можно ли варить алюминий в домашних условиях, то смело отвечайте, что можно.
Сваривание алюминия при помощи флюсов
Флюсы для сварки алюминия используются давно. Они представлены широким модельным рядом, где есть материалы для разных алюминиевых сплавов. Основное их назначение – разрушение оксидной пленки. При нагреве нанесенный флюс растворяется и разрушает окисел, и тут же производится соединение двух элементов.
Основное их назначение – разрушение оксидной пленки. При нагреве нанесенный флюс растворяется и разрушает окисел, и тут же производится соединение двух элементов.
Производители предлагают флюсы, которые используются только в газовой сварке алюминия, или только в дуговой. В последнем случае используются графитовые электроды или угольные.
Заключение по теме
Как видите, заварить алюминиевые заготовки можно разными способами, в которых используется разное оборудование для сварки. Но во всех случаях нужно свариваемый металл тщательно подготовить, и обязательно проводится настройка аппарата для сварки. Посмотрите видеоурок – как сваривать алюминий. Кстати, видео уроки дают возможность воочию увидеть, что собой представляет сваренный металл в конечном виде.
Поделись с друзьями
0
0
0
0
A Руководство по сварке алюминия
Газ-металл-дуговая сварка
Подготовка основного металла: Для сварки алюминия операторы должны позаботиться о том, чтобы очистить основной материал и удалить любые загрязнения оксида алюминия и углеводородов из масел или режущих растворителей. Оксид алюминия на поверхности материала плавится при 3700 F, в то время как алюминий основного материала под ним будет плавиться при 1200 F. Следовательно, оставление любого оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку.Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка щеткой может еще больше накапливать оксиды в обрабатываемой детали. Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы минимизировать риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством.
Оксид алюминия на поверхности материала плавится при 3700 F, в то время как алюминий основного материала под ним будет плавиться при 1200 F. Следовательно, оставление любого оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку.Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка щеткой может еще больше накапливать оксиды в обрабатываемой детали. Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы минимизировать риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством. Убедитесь, что обезжириватель не содержит углеводородов.
Убедитесь, что обезжириватель не содержит углеводородов.
Предварительный нагрев: Предварительный нагрев алюминиевой детали может помочь избежать растрескивания сварных швов. Температура предварительного нагрева не должна превышать 230 F — используйте индикатор температуры, чтобы предотвратить перегрев. Кроме того, выполнение прихваточных швов в начале и в конце свариваемой области поможет усилить предварительный нагрев. Сварщики также должны предварительно нагреть толстый кусок алюминия при его приваривании к тонкому. если происходит холодная притирка, попробуйте использовать вкладки для притирки и притирки.
Метод выталкивания: В случае алюминия отталкивание пистолета от сварочной ванны вместо его вытягивания приведет к лучшему очищающему действию, уменьшению загрязнения сварных швов и улучшенному покрытию защитным газом.
Скорость перемещения: Сварка алюминия должна выполняться «горячим и быстрым». В отличие от стали, высокая теплопроводность алюминия требует использования более высоких значений силы тока и напряжения, а также более высоких скоростей сварки.Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
В отличие от стали, высокая теплопроводность алюминия требует использования более высоких значений силы тока и напряжения, а также более высоких скоростей сварки.Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
Защитный газ: Аргон, благодаря хорошему очищающему эффекту и профилю проплавления, является наиболее распространенным защитным газом, используемым при сварке алюминия. Сварка алюминиевых сплавов серии 5XXX в смеси защитного газа, содержащей аргон и гелий — максимум 75 процентов гелия — минимизирует образование оксида магния.
Сварочная проволока: Выберите алюминиевую присадочную проволоку, имеющую температуру плавления, аналогичную температуре плавления основного материала.Чем больше оператор может сузить диапазон плавления металла, тем легче будет сваривать сплав. Возьмите проволоку диаметром 3/64 или 1/16 дюйма. Чем больше диаметр проволоки, тем легче она подается. Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой при низкой скорости подачи проволоки — от 100 до 300 дюймов / мин.
Чем больше диаметр проволоки, тем легче она подается. Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой при низкой скорости подачи проволоки — от 100 до 300 дюймов / мин.
Сварные швы выпуклой формы: При сварке алюминия кратерные трещины вызывают большинство отказов.Растрескивание возникает из-за высокой скорости теплового расширения алюминия и значительных сжатий, возникающих при остывании сварных швов. Риск растрескивания наиболее высок в случае вогнутых кратеров, поскольку поверхность кратера сжимается и разрывается при охлаждении. Поэтому сварщики должны создавать кратеры, чтобы они образовали выпуклую форму или холмик. По мере охлаждения сварного шва выпуклая форма кратера компенсирует силы сжатия.
Выбор источника питания: При выборе источника питания для GMAW алюминия сначала рассмотрите метод переноса — дуговой распыл или импульс. Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки с распылением. Распылительная дуга забирает крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу. Для толстого алюминия, для которого требуется сварочный ток более 350 А, оптимальные результаты дает cc.
Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки с распылением. Распылительная дуга забирает крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу. Для толстого алюминия, для которого требуется сварочный ток более 350 А, оптимальные результаты дает cc.
Импульсный перенос обычно осуществляется от инверторного источника питания. Новые блоки питания содержат встроенные импульсные процедуры в зависимости от типа и диаметра присадочной проволоки.Во время импульсной GMAW капля присадочного металла переходит от электрода к заготовке в течение каждого импульса тока. Этот процесс обеспечивает положительный перенос капель и приводит к меньшему разбрызгиванию и более высокой скорости следования, чем при сварке с переносом распылением. Использование импульсного процесса GMAW на алюминии также позволяет лучше контролировать подвод тепла, упрощая сварку в нестандартном положении и позволяя оператору сваривать тонкостенные материалы при низких скоростях и токах подачи проволоки.
Механизм подачи проволоки: Предпочтительным методом подачи мягкой алюминиевой проволоки на большие расстояния является двухтактный метод, в котором используется закрытый шкаф подачи проволоки для защиты проволоки от воздействия окружающей среды.Двигатель с регулируемой скоростью с постоянным крутящим моментом в шкафу подачи проволоки помогает проталкивать и направлять проволоку через пистолет с постоянной силой и скоростью. Двигатель сварочной горелки с высоким крутящим моментом протягивает проволоку и поддерживает постоянную скорость подачи проволоки и длину дуги.
В некоторых цехах сварщики используют одни и те же устройства подачи проволоки для подачи стальной и алюминиевой проволоки. В этом случае использование пластиковых или тефлоновых футеровок поможет обеспечить плавную и стабильную подачу алюминиевой проволоки. Для направляющих трубок используйте отходящие и пластиковые входящие трубки зубильного типа, чтобы поддерживать проволоку как можно ближе к приводным роликам, чтобы предотвратить спутывание проволоки. Во время сварки держите кабель горелки как можно более прямым, чтобы минимизировать сопротивление подаче проволоки. Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы предотвратить стружку алюминия.
Во время сварки держите кабель горелки как можно более прямым, чтобы минимизировать сопротивление подаче проволоки. Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы предотвратить стружку алюминия.
Используйте приводные ролики, предназначенные для алюминия. Настройте натяжение приводных роликов, чтобы обеспечить равномерную скорость подачи проволоки. Чрезмерное натяжение приведет к деформации проволоки и вызовет грубую и беспорядочную подачу; слишком маленькое натяжение приводит к неравномерной подаче. Оба условия могут привести к нестабильной дуге и пористости сварного шва.
Сварочные пистолеты: Используйте отдельный вкладыш для сварочного пистолета для сварки алюминия.Во избежание истирания проволоки старайтесь удерживать оба конца лайнера, чтобы устранить зазоры между лайнером и диффузором газа на пистолете. Часто меняйте лайнеры, чтобы свести к минимуму вероятность того, что абразивный оксид алюминия вызовет проблемы с подачей проволоки. Используйте контактный наконечник примерно на 0,015 дюйма больше, чем диаметр используемого присадочного металла — при нагревании наконечник расширится до овальной формы и, возможно, ограничит подачу проволоки. Обычно, когда сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы минимизировать тепловыделение и уменьшить трудности с подачей проволоки.
Используйте контактный наконечник примерно на 0,015 дюйма больше, чем диаметр используемого присадочного металла — при нагревании наконечник расширится до овальной формы и, возможно, ограничит подачу проволоки. Обычно, когда сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы минимизировать тепловыделение и уменьшить трудности с подачей проволоки.
Как сваривать алюминий TIG
Добавление присадочного металла — это один из методов, который можно использовать для достижения эффекта «стопки монет» при сварке алюминия с помощью GTAW.
Производство изделий из алюминия может помочь продлить срок службы деталей, снизить вес и обеспечить большую целостность при низких температурах, что делает этот материал хорошо подходящим для таких применений, как производство грузовиков и прицепов, криогенных трубопроводов и компонентов лодок.
Однако сварка алюминия сопряжена с некоторыми трудностями, от управления подводом тепла до обработки оксидного слоя. Газовая вольфрамовая дуговая сварка (GTAW) традиционно считалась основным методом сварки алюминия из-за высокой целостности сварного шва и эстетичного внешнего вида.
Газовая вольфрамовая дуговая сварка (GTAW) традиционно считалась основным методом сварки алюминия из-за высокой целостности сварного шва и эстетичного внешнего вида.
Достижение высококачественных сварных швов — и получение желанного внешнего вида — при сварке алюминия GTAW требует практики и навыков. Также полезно следовать некоторым основным передовым методам.
Преодоление проблем с алюминием с помощью GTAW
Хотя GTAW — медленный процесс и обычно не используется в высокопроизводительном производстве, он часто является хорошим выбором для сварки алюминия, где производительность не так важна, как качество и внешний вид.
При сварке алюминия методом газовой дуговой сварки (GMAW) присадочный металл подается в ванну, как только сварщик нажимает на спусковой крючок горелки. Эти «холодные пуски» могут привести к отсутствию плавления и недостаточному проникновению.
При использовании GTAW вы контролируете, когда добавляется присадочный металл, и можете образовать лужу и обеспечить надлежащее проникновение перед добавлением присадочного металла. Имейте в виду, что больший контроль над этой переменной добавляет еще один уровень сложности и навыков оператора по сравнению с другими процессами, такими как GMAW.
Имейте в виду, что больший контроль над этой переменной добавляет еще один уровень сложности и навыков оператора по сравнению с другими процессами, такими как GMAW.
Правильный подвод тепла является критическим фактором успешной сварки алюминия GTAW. Поскольку алюминий обладает высокой проводимостью, тепло сварочной ванны можно быстро отвести. Эта характеристика требует значительного нагрева для образования сварочной ванны. Тем не менее, это тепло необходимо контролировать, чтобы предотвратить образование луж или прожог.
Нагрев при сварке зависит от силы тока и напряжения. Это означает, что чем выше напряжение дуги, тем больше мощности поступает в деталь. Хотя сварка с использованием более длинной дуги увеличивает напряжение дуги, что, в свою очередь, выделяет больше тепла, она также нагревает гораздо большую площадь материала.Это может стать причиной быстрого разрастания лужи. Во избежание этого используйте дугу меньшей длины, чтобы локализовать тепло на небольшом участке.
Эти советы помогут не только правильно контролировать нагрев, но и улучшить результаты при сварке алюминия GTAW.
Используйте правильную полярность
Многие операторы, особенно новички в сварке алюминия, могут не осознавать, что материал создает оксидный слой. Окисление алюминия имеет тусклый серебристый цвет, и его труднее увидеть, чем красное окисление или ржавчину на стали.Кроме того, температура плавления оксида алюминия примерно в три раза выше температуры плавления основного материала.
Алюминий является проводящим, поэтому тепло сварочной ванны можно быстро отвести. Эта характеристика требует подвода большого количества тепла для образования сварочной ванны, но контроль этого тепла является ключом к предотвращению неуправляемой лужи или прожога.
Очень важно очистить оксидный слой специальной проволочной щеткой из нержавеющей стали или твердосплавным резаком перед сваркой.Однако даже при надлежащей очистке оксидный слой немедленно начинает восстанавливаться, что может затруднить обзор сварочной ванны.
Это делает критически важным использование полярности переменного тока (AC) в процессе GTAW на алюминии. При переменном токе направление тока постоянно меняется по всему сварному шву. Полярность переменного тока обеспечивает очищающее действие, которое помогает удалить оксидный слой на алюминии, позволяя видеть расплавленную сварочную ванну.
Регулировка контроля баланса
Еще один шаг, который способствует получению хорошего сварного шва алюминия, — это установка правильного контроля баланса.При сварке в полярности переменного тока сварной шов имеет цикл отрицательного электрода (EN) и часть цикла положительного электрода (EP). EN часто считают стороной сварки переменного тока, а EP — местом, где происходит очистка или удаление оксидов. На современном сварочном оборудовании функция контроля баланса позволяет регулировать соотношение между ними в зависимости от того, что вы видите в сварочной ванне.
В то время как старое оборудование имело действительно сбалансированное соотношение EN и EP 50-50, многие современные источники питания GTAW имеют заводскую настройку балансировки от 75 процентов EN до 25 процентов EP. Если во время сварки в луже появляются маленькие черные точки — часто называемые «перфорированием» — ваш контроль баланса не отрегулирован должным образом. Вращение регулятора баланса вниз, чтобы было меньше EN и больше EP, помогает удалить больше оксида во время сварки и должно уменьшить зазубривание.
Если во время сварки в луже появляются маленькие черные точки — часто называемые «перфорированием» — ваш контроль баланса не отрегулирован должным образом. Вращение регулятора баланса вниз, чтобы было меньше EN и больше EP, помогает удалить больше оксида во время сварки и должно уменьшить зазубривание.
Отключение EN для обеспечения большей очистки может потребоваться, когда вы свариваете материал, который находился в эксплуатации или подвергался воздействию элементов и, как следствие, имеет толстый оксидный слой, который не был полностью удален во время подготовки материала.Но имейте в виду, что при использовании более низкой настройки баланса (больше EP) большая часть тепла передается на вольфрам и может привести к сгибанию вольфрамового наконечника назад, что влияет на вашу способность контролировать направление дуги и расположение сварного шва.
Регулировка регулятора баланса не отменяет необходимости надлежащей подготовки материала и очистки при сварке алюминия.
Установка выходной частоты переменного тока
Еще одним фактором, упрощающим установку сварного шва, является выходная частота переменного тока. Это также можно настроить и отрегулировать на современных источниках сварочного тока.Выходную частоту переменного тока не следует путать с высокочастотным зажиганием дуги, которое применяется только при зажигании дуги.
Это также можно настроить и отрегулировать на современных источниках сварочного тока.Выходную частоту переменного тока не следует путать с высокочастотным зажиганием дуги, которое применяется только при зажигании дуги.
Выходная частота указывает, сколько раз в секунду источник питания переключает полярность. Старые источники питания GTAW имеют частоту 60 Гц, которая определяется входной мощностью, но современное оборудование имеет заводскую предустановку выходной частоты 120 Гц. Чем выше выходная частота переменного тока, тем стабильнее становится дуга. Это приводит к более плотному и узкому столбу дуги, что обеспечивает больший контроль направления, что позволяет легче выполнять сварку в ограниченном пространстве и выполнять точную сварку без отклонения дуги.
Понижение выходной частоты переменного тока до 80 или 90 Гц обеспечивает более широкий конус дуги, что может быть полезно при сварке внешнего углового соединения.
Используйте выходную частоту от 150 до 250 Гц для тонких материалов, которые требуют точного расположения сварных швов, чтобы предотвратить нагрев большой площади или прожигание. Для сварки толстых материалов низкая частота переменного тока от 80 до 120 Гц, как правило, хорошо подходит для материалов толщиной 3⁄8 дюйма и более и поможет вам получить более широкий профиль сварного шва.
Для сварки толстых материалов низкая частота переменного тока от 80 до 120 Гц, как правило, хорошо подходит для материалов толщиной 3⁄8 дюйма и более и поможет вам получить более широкий профиль сварного шва.
Правильный подвод тепла является критическим фактором успешной сварки алюминия GTAW.
Используйте соответствующую силу тока
В GTAW сила тока регулируется ножной педалью или кончиком пальца, но лучше всего установить соответствующую максимальную силу тока на оборудовании. Практическое правило для алюминия GTAW — использовать 1 ампер на каждую тысячную (0,001) толщины материала. Другими словами, для сварки основного материала толщиной 1⁄8 дюйма (0,125) потребуется около 125 ампер.
Когда основной материал имеет толщину более дюйма, практическое правило начинает отклоняться, и требуется меньшая сила тока.Например, вы можете сваривать 3⁄8 дюйма. материал с источником питания на 280 ампер.
Геометрия соединения также может повлиять на необходимую силу тока. Когда вы свариваете тройник, тепло может течь в трех направлениях, по сравнению со сваркой стыкового соединения, где тепло может течь только в двух направлениях. Это означает, что тройник требует большего количества тепла.
Независимая установка силы переменного тока
Некоторые современные источники сварочного тока позволяют независимо устанавливать силу переменного тока, что помогает достичь большей проницаемости и производительности.
С помощью этой функции вы можете увеличить силу тока во время части цикла EN, чтобы добиться большего провара в сварном шве, поскольку большая сила тока обычно коррелирует с большим проваром.
Эта функция обычно используется в приложениях с более высоким током, которым может потребоваться всего 200 ампер для цикла EP для достижения необходимой очистки от оксидов, но вам может потребоваться 300 ампер для цикла EN, чтобы достичь большего проникновения. Независимая установка силы переменного тока также может предотвратить необходимость увеличения размера вольфрама, поскольку большая часть тепла передается на вольфрам в EP-части цикла. Источник питания с правильной технологией позволяет индивидуально настраивать каждую силу тока для достижения желаемых результатов.
Источник питания с правильной технологией позволяет индивидуально настраивать каждую силу тока для достижения желаемых результатов.
Контроль баланса и независимая сила переменного тока могут звучать одинаково, но они управляют двумя разными аспектами. Регулировка баланса влияет на степень очистки оксидов, а регулировка силы переменного тока может обеспечить большее проникновение при сохранении геометрии вольфрама.
Добавить присадочный металл для упорядоченных монет. Образ
Добавление дополнительного присадочного металла — это одна из техник, которые можно использовать для получения эффекта «сложенных друг с другом» при сварке алюминия с помощью GTAW.
Поскольку присадочный металл представляет собой твердое тело, которое превращается в расплавленную жидкость, для изменения состояния материала требуется энергия — например, если положить кубики льда в стакан с горячей водой. Кубики льда тают, но вместе с тем охлаждают жидкость.
Та же идея применима к добавлению присадочного металла во время GTAW. Добавление большего количества присадочного прутка вызывает охлаждающий эффект на задней стороне сварочной ванны, что помогает придать готовому сварному шву вид стопки долек. Добавление большего количества присадочного металла с каждым нанесением обеспечивает более выраженный внешний вид, тогда как добавление меньшего количества присадочного металла с каждым нанесением обеспечивает довольно гладкий вид сварного шва.
Добавление большего количества присадочного прутка вызывает охлаждающий эффект на задней стороне сварочной ванны, что помогает придать готовому сварному шву вид стопки долек. Добавление большего количества присадочного металла с каждым нанесением обеспечивает более выраженный внешний вид, тогда как добавление меньшего количества присадочного металла с каждым нанесением обеспечивает довольно гладкий вид сварного шва.
Хотя в этом нет необходимости, некоторые операторы также используют ножную педаль для изменения силы тока, чтобы добиться эффекта сложенных десятицентовиков. Разные сварщики используют разные методы, но могут добиться схожих результатов.
Сделайте безопасность приоритетом
Хотя GTAW традиционно представляет собой чистый процесс сварки без брызг, по-прежнему важно носить надлежащие средства индивидуальной защиты, включая защитные очки, сварочную куртку, перчатки и сварочный шлем. Поскольку алюминий обладает высокой отражающей способностью и требует большого количества энергии для сварки, интенсивность дуги GTAW может вызвать солнечный ожог открытых участков кожи.
Поскольку очень важно четко видеть дугу при сварке алюминия, подумайте о новой технологии каски, которая улучшает видимость и четкость сварочной ванны. Технология, доступная на некоторых шлемах с автоматическим затемнением, позволяет большему количеству цветов проходить через линзу, поэтому вы можете видеть больший контраст между объектами в области просмотра. Это может помочь вам добиться лучших результатов, уменьшив напряжение глаз и усталость.
Методика Mig Weld Aluminium
Заявление об отказе от ответственности: портал сварщика.com поддерживается своей аудиторией. Когда вы совершаете покупку по ссылкам на нашем сайте, мы можем получать небольшую комиссию без каких-либо дополнительных затрат для вас.
Сварочные аппараты MIG — это универсальные системы, предназначенные для выполнения широкого круга задач, включая сварку алюминия. Однако при сварке алюминия сварщику необходимо учитывать несколько важных факторов, поскольку есть определенные отличия от сварки стали. Прочтите советы о том, как сваривать алюминий методом MIG.
Прочтите советы о том, как сваривать алюминий методом MIG.
Основы сварки алюминия MIG
Убедитесь, что у вас есть все средства безопасности
Прежде всего, перед началом сварки убедитесь, что на вас надето все защитное снаряжение.Поскольку сварка — опасный процесс, очень важно иметь надлежащую защиту. В него должны входить сварочный шлем, куртка, перчатки, ботинки и прочее.
Толщина алюминия
Прежде всего, при сварке более тонких листов алюминия убедитесь, что сварочный аппарат MIG не потребляет слишком много энергии. В противном случае он может прожечь металл. Минимальная толщина, которую вы должны попытаться сварить, составляет 14 калибра. Для более тонкого алюминия вам нужно будет использовать настройку импульса сварщика.А для очень тонкого алюминия лучше всего использовать сварочный аппарат TIG.
Получить катушечный пистолет
Также имейте в виду, что алюминиевая проволока MIG намного мягче стальной.
Из-за этого он не сможет эффективно проходить через систему и будет продолжать заклинивать внутри кабельной оболочки. Чтобы не тратить на это много времени, можно приобрести катушечный пистолет. Он присоединяется к горелке MIG, и через нее проволока подается прямо к горелке.Очистка перед сваркой
Перед началом процесса сварки очистите алюминиевую поверхность.При необходимости удалите смазку с помощью растворителей. Кроме того, удалите оксиды с поверхности, иначе стыки не будут хорошо свариваться. Используйте металлическую щетку, предназначенную только для алюминия.
Выберите подходящее оборудование
Убедитесь, что сварочный аппарат имеет достаточную мощность. Для более толстого алюминия вам понадобится более мощный станок. Например, система на 115 В сможет сваривать материал толщиной до ⅛ дюйма, а машина на 230 В может сваривать до дюйма.
Выберите подходящий газ
Для сварки стали обычно используется комбинация аргона и диоксида углерода.
С другой стороны, для сварки алюминия в качестве защитного газа следует использовать чистый аргон. При работе с более толстым алюминием иногда добавляют гелий, что обеспечивает более глубокое проникновение в металл.Используйте алюминиевые электроды
В случае алюминия особенно важно выбрать правильную толщину электрода. Ищите электроды диаметром 0,035 дюйма. Хороший выбор — алюминиевый электрод 4045. Некоторые другие сплавы, такие как 5536, может быть легче подавать, но для его плавления потребуется больше тока.
Скорость передвижения
Если вы двигаетесь недостаточно быстро, сварной шов может прожечь и сварочная лужа вывалится прямо на заготовку. Как правило, вы можете использовать те же настройки напряжения, что и при сварке низкоуглеродистой стали, но двигаться с удвоенной скоростью движения.
Спрей для переноса
Этот режим обеспечивает плавный перенос капель расплавленного металла в сварочную ванну.
При использовании метода переноса распылением отсутствует процесс переноса короткого замыкания, как при сварке стали методом MIG.Для переноса распылением вам необходимо повысить напряжение сварочного аппарата, и он будет выделять большое количество тепла для создания большой сварочной ванны. Так что это может быть сложно контролировать, особенно при работе с более тонкими материалами.Следует толкать или тянуть?
Сварку следует выполнять в прямом направлении, чтобы защитный газ мог в достаточной мере покрыть сварочную ванну. Поэтому вам следует толкать фонарик, а не тянуть его. Вытягивание резака не обеспечит достаточного газового покрытия и приведет к пористым и грязным сварным швам.
Старайтесь поддерживать расстояние от резака до обрабатываемой детали. Движение горелки должно быть прямым и устойчивым, чтобы загрязнения не попадали в сварочную ванну.
Что касается угла перемещения, держите резак под углом от 10 до 15 градусов. Как мы упоминали выше, держите наконечник и сопло резака направленными в направлении движения.
 Из-за этого он не сможет эффективно проходить через систему и будет продолжать заклинивать внутри кабельной оболочки. Чтобы не тратить на это много времени, можно приобрести катушечный пистолет. Он присоединяется к горелке MIG, и через нее проволока подается прямо к горелке.
Из-за этого он не сможет эффективно проходить через систему и будет продолжать заклинивать внутри кабельной оболочки. Чтобы не тратить на это много времени, можно приобрести катушечный пистолет. Он присоединяется к горелке MIG, и через нее проволока подается прямо к горелке. С другой стороны, для сварки алюминия в качестве защитного газа следует использовать чистый аргон. При работе с более толстым алюминием иногда добавляют гелий, что обеспечивает более глубокое проникновение в металл.
С другой стороны, для сварки алюминия в качестве защитного газа следует использовать чистый аргон. При работе с более толстым алюминием иногда добавляют гелий, что обеспечивает более глубокое проникновение в металл. При использовании метода переноса распылением отсутствует процесс переноса короткого замыкания, как при сварке стали методом MIG.Для переноса распылением вам необходимо повысить напряжение сварочного аппарата, и он будет выделять большое количество тепла для создания большой сварочной ванны. Так что это может быть сложно контролировать, особенно при работе с более тонкими материалами.
При использовании метода переноса распылением отсутствует процесс переноса короткого замыкания, как при сварке стали методом MIG.Для переноса распылением вам необходимо повысить напряжение сварочного аппарата, и он будет выделять большое количество тепла для создания большой сварочной ванны. Так что это может быть сложно контролировать, особенно при работе с более тонкими материалами.
Другие советы
При загрязнении сварных швов убедитесь, что металл должным образом очищен, используется защитный газ и проволока соответствующего типа.Кроме того, убедитесь, что вы используете технику толчка, а не перетаскивания.
Если вы прожигаете алюминий, попробуйте увеличить скорость движения, но в то же время сделайте швы короче. Кроме того, алюминий может быть слишком тонким, и вам может потребоваться переключиться на TIG на переменном токе.
Полярность сварки TIG — Руководство для начинающих
Полярность сварки TIG довольно проста.После того, как вы настроите машину, вам больше не придется менять клеммные соединения, если только вы не хотите выполнять сварку приварным швом.
Органы управления сварочным аппаратом: Wikimedia Commons Новые инверторные аппараты позволяют изменять полярность сварки TIG, когда аппарат включен. Эти новые машины часто имеют цифровые считывающие устройства, которые позволяют быстро изменять силу тока и полярность сварки TIG. Однако старые трансформаторные машины могут быть серьезно повреждены, если вы измените полярность во время работы машины.Вы можете узнать больше о сварочных машинах в нашем руководстве здесь.
Эти новые машины часто имеют цифровые считывающие устройства, которые позволяют быстро изменять силу тока и полярность сварки TIG. Однако старые трансформаторные машины могут быть серьезно повреждены, если вы измените полярность во время работы машины.Вы можете узнать больше о сварочных машинах в нашем руководстве здесь.
Электрод отрицательный TIG (DC-)
Для сварки сталиTIG, нержавеющей стали, титана и хрома требуется DCEN. В отличие от большинства электродов с положительным стержнем, DCEN — это отрицательный ток или «отрицательный электрод постоянного тока». Это означает, что шланг горелки подсоединен к отрицательной клемме вашего устройства, а провод заземляющего зажима подсоединен к положительной клемме на вашем устройстве.
Разъемы Dinse Style наиболее распространены в современных машинах и позволяют при необходимости быстро заменять их. Машины более высокого уровня, такие как Miller Dynasty, позволят изменять полярность одним нажатием кнопки. Это означает, что вам не нужно физически переключать терминальные соединения.
Это означает, что вам не нужно физически переключать терминальные соединения.
TIG переменным током (AC)
Для сварки алюминия TIG потребуется переменный ток или переменный ток, при котором аппарат постоянно меняет положительный и отрицательный токи.Машины более низкого уровня обычно не имеют этой функции. Это необходимо для сварки алюминия методом TIG, но не так часто для любителей или обычных домашних применений. Однако, если вы планируете сварку алюминия методом TIG, убедитесь, что в вашем аппарате есть переменный ток. Здесь можно посмотреть хорошее видео о сварке алюминия TIG из советов и рекомендаций.
Боковое примечание
Во всем, что касается сварки TIG, эта книга очень помогла нам в школе и на ранних этапах нашей карьеры. Подробные иллюстрации и подробные главы помогают объяснить практически все, что связано с TIG.Для школьной работы от нас требовалось читать главы, но мы сохранили книгу, чтобы использовать ее в качестве долгосрочного справочника.
GTAW Handbook — Проверить цену на Amazon
Электрод положительный TIG? (DC +)
Использование положительной полярности (DCEP) для сварки TIG бывает редко. Это сожжет вольфрам и испортит сварной шов. Однако вы можете использовать положительную полярность в своих интересах в одной ключевой ситуации. Если вам нужно скрутить вольфрамовый шар для сварки алюминия TIG, вы можете зажечь быструю дугу на положительном токе.Обычно просто делайте это на долю секунды, а затем останавливайтесь. Это сформирует красивый шар на конце вашего вольфрама. Затем вы можете переключиться на переменный ток и начать сварку алюминия.
В более новых машинах вольфрам автоматически подается на переменный ток, но описанный выше трюк с положительной полярностью может быть полезен на старых трансформаторных машинах. Округлый вольфрам лучше работает с алюминием, чем заостренный вольфрам.
Сварка алюминия TIG с переменным током: PixabayПереключение аппарата для ручной сварки TIG
Если вы хотите запустить настройку TIG с нуля на имеющемся сварочном аппарате или приводе двигателя, просто переключите настройку DCEP (положительную) на настройку DCEN (отрицательную). Переключите ваши выводы на противоположные клеммы — так что ваш провод стингера теперь отрицательный, а заземляющий зажим — положительный. Затем прикрепите стержень к адаптеру блока питания для шлангов и закрепите заземлением на заготовке. Вы можете узнать больше о расходных материалах Scratch Start TIG здесь.
Переключите ваши выводы на противоположные клеммы — так что ваш провод стингера теперь отрицательный, а заземляющий зажим — положительный. Затем прикрепите стержень к адаптеру блока питания для шлангов и закрепите заземлением на заготовке. Вы можете узнать больше о расходных материалах Scratch Start TIG здесь.
В некоторых моделях нижнего уровня кабели / шланги для сварки ВИГ будут подключены жестко, без возможности регулировки. Это означает, что вы можете сразу приступить к сварке TIG. Однако, если вы хотите выполнить сварку прилипанием, вам потребуются некоторые модификации машины.
Для получения дополнительной информации о сварке TIG щелкните здесь.
Как паять алюминий при прочности сварного шва
35 В этом видео рассказывается, как паять алюминий и добиваться прочности сварного шва.
Алюминиевый корпус заднего фонаря с отверстием большого размера припаивается с помощью ремонтного комплекта из алюминия Super Alloy 5 и газовой горелки Oxy-MAPP. Из-за размера и толщины этой алюминиевой детали с такой же эффективностью можно использовать пропан или газ MAPP с пусковым наконечником триггера.Более крупные или толстые алюминиевые детали потребуют большего количества кислорода для достижения рабочей температуры Super Alloy 5 600 ° F.
Из-за размера и толщины этой алюминиевой детали с такой же эффективностью можно использовать пропан или газ MAPP с пусковым наконечником триггера.Более крупные или толстые алюминиевые детали потребуют большего количества кислорода для достижения рабочей температуры Super Alloy 5 600 ° F.
Сначала удалите окисление с алюминиевой детали с помощью шлифовального диска, наждачной бумаги, проволочной щетки или проволочного круга. Если вы не можете удалить все окисления, не волнуйтесь. Уникальный флюс Super Alloy 5 устраняет оставшиеся примеси, обнажающие основной металл. Удаление окисления перед пайкой просто позволяет вам использовать меньше флюса при ремонте.
Когда температура алюминиевого корпуса задних фонарей достигнет 600 ° F, нагрейте конец алюминиевого прутка и окуните его во флюсовую банку.Это позволит закрепить флюс на стержне для правильного нанесения.
Нанесите флюс на деталь, затем создайте перемычку через отверстие, положив кусок алюминиевого прутка на зазор до тех пор, пока отверстие не будет полностью закрыто. Продолжайте добавлять флюс, который связывает стержень с основным алюминием и сглаживает присадочный материал. Если вы заметили какие-либо низкие участки, примените больше стержня. Обязательно продолжайте движение резака, чтобы избежать перегрева алюминия или переплавки присадочного стержня.
Продолжайте добавлять флюс, который связывает стержень с основным алюминием и сглаживает присадочный материал. Если вы заметили какие-либо низкие участки, примените больше стержня. Обязательно продолжайте движение резака, чтобы избежать перегрева алюминия или переплавки присадочного стержня.
Использование флюса Super Alloy превосходит бесфлюсовые сплавы по многим причинам:
- Чистит во время работы
- Создает более прочную связь
- Заделывает отверстия и трещины
- Действует как абсолютный ориентир температуры, становясь жидкостью, когда деталь достигает 600 ° F
После завершения пайки дайте детали остыть естественным образом.Когда деталь остынет, остатки флюса Super Alloy 5 можно легко удалить проволочной щеткой. Затем исходная деталь может быть покрыта порошковой краской, окрашена, отполирована, просверлена, нарезана резьба, гнута, нарезана, анодирована или обработана.
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
10 Лучший сварщик TIG для начинающих
Собираясь купить лучшие аппараты для сварки TIG, нельзя идти на компромисс с качеством.Во-первых, они дорогие, и соглашаться на то, что не стоит этих денег, совершенно неоправданно.
На рынке доступно множество аппаратов для сварки TIG, и выбор из них снова является сложной задачей.
Из-за недостатка знаний люди иногда даже не могут определить, какой аппарат для сварки TIG лучше всего выбрать для их целей.
Сварочный аппарат TIG адаптирован для сварки различных металлов, таких как , для сварки очень тонкого алюминия , меди, стали и даже таких экзотических металлов, как марганец и магний.
Таким образом, обзор самого высоко оцененного сварочного аппарата TIG поможет вам понять способы использования и преимущества определенной модели сварочного аппарата TIG, который им необходим.
Если вы мало или совсем не знакомы с принципами работы сварочного аппарата TIG, вы в конечном итоге купите сварочный аппарат, который не подходит для ваших целей. Итак, вот подробный обзор, который устранит все вопросы, возникшие у вас при покупке сварочного аппарата.
Итак, вот подробный обзор, который устранит все вопросы, возникшие у вас при покупке сварочного аппарата.
5 лучших сварочных аппаратов TIG
Это лучших сварочных аппаратов TIG в мире. доступны в настоящее время и являются бестселлерами на рынке.Следовательно, если вы намереваетесь приобрести сварочный аппарат TIG, просмотрите отзывы, чтобы понять, какой из них вам больше подходит.
Отзывы: 10 Лучший сварщик Tig
1. AHP AlphaTIG 200X 200 A IGBT AC DC Tig / Stick Welder с ИМПУЛЬСОМ 110 В 220 В
Это один из новейших сварочных аппаратов на рынке, обладающий всеми расширенными рабочими функциями, которые идеально подходят для профессионального использования.
Поставляется с передовыми инверторными технологиями, а также использует технологии IGBT.
Функция мощности с модуляцией этой машины обеспечивает лучший контроль и долговечный источник питания для лучшей работы устройства.
Обладают высококачественной металлической ножной педалью, которая делает работу с машиной еще проще.
Поскольку источником питания является как переменный, так и постоянный ток, вы можете легко сваривать практически любой тип металла и ожидать от этого выдающихся результатов.
Технические характеристики
- Вес изделия — 69 фунтов
- Размеры продукта — 19 x 23 x 12 дюймов
- Источник питания- AC / DC
- Поставляется с ножной педалью
Плюсы
- Поставляется с устройствами переменного и постоянного тока
- Имеется точная металлическая ножная педаль, облегчающая работу с машиной.
- Идеально подходит для любого использования, будь то профессиональное или домашнее использование.
Минусы
- ВЧ режим не идеален для профессионального использования и подходит для любителей.
2. EVERLAST PowerARC 140 140-амперный сварочный аппарат TIG / Stick IGBT с двойным напряжением
Если вам нужен сварочный аппарат, который потребляет меньше электроэнергии, то это ваш идеальный выбор.
EVERLAST PowerARC 140 оснащен цифровым дисплеем, который делает изменение режимов и настроек очень простым и эффективным.
Дуга постоянного тока в этом аппарате стабильная, плавная и управляемая. Эта машина поставляется с ручным газовым клапаном и встроенной горелкой на 140 ампер.
Он также оснащен функцией автоматического горячего старта для уменьшения поджигания электрода.
Этот аппарат идеально подходит для сварки нержавеющей стали.
Технические характеристики
- Номер детали — POWERARC 140ST
- Вес изделия — 24,8 фунта
- Размеры продукта — 20 x 12,5 x 13,5 дюймов
- Источник питания- DC
- Напряжение — 240 В
- Максимальный ток — 140 А
Плюсы
- Поставляется с цифровым дисплеем.
- Идеально подходит для сварки стали.
Минусы
- Невозможно сваривать алюминий из-за отсутствия оборудования переменного тока.
- Использует только постоянный ток.
- Не иметь педалей.

3. Lotos CT520D 200A TIG / Stick Welder, Dual Voltage 220V / 110V — Лучший сварщик TIG за деньги
Это универсальный сварочный аппарат. Если вы ищете устройство, способное сваривать практически все типы металлов, то Lotos CT520D — ваш идеальный выбор.
Предназначен в первую очередь для начинающих и для самостоятельной работы. Хотя он предназначен для начинающих, он по-прежнему обладает всеми функциями профессиональной работы.
CT520D объединяет 3 функции в одну: сварочный аппарат TIG на 200 А постоянного тока, стержневой сварочный аппарат на 200 А и воздушный плазменный резак на 50 А с поворотным переключателем.
Он также имеет ручку для большей портативности.
Возможность двух напряжений позволяет машине работать напрямую от сети 220 В, 50/60 Гц или от сети 110 В, 50/60 Гц.
Эта машина использует безопасный сжатый воздух для сварки стали, нержавеющей стали, легированной стали, мягкой стали и алюминия.
Этот инструмент идеально подходит для сварки, поскольку в нем используются различные кислотные и щелочные электроды. И, наконец, он также имеет 85% -ный электрический КПД.
Технические характеристики
- Номер детали- NC-FXDR-KJUX
- Вес предмета — 38,5 фунтов.
- Материал — Сталь.
- Выход электрического тока — 15-200А
Плюсы
- Поставляется с воздушно-плазменным резаком, который обеспечивает высокую точность и легкость резки.
- Это комбинация 3 в 1, так как она поставляется с аппаратом воздушно-плазменной резки на 50 А, сварочным аппаратом TIG на 200 А, аппаратом для ручной сварки на 200 А.
- Он также имеет оборудование двойного напряжения и может сваривать почти все металлы.
Минусы
- Нет педали для управления теплом, выделяемым во время работы.
4. Forney 322 Многофункциональный сварочный аппарат MIG / Stick / TIG, 140 А
Это многоцелевой сварочный аппарат, так как вы можете выполнять как MIG, так и TIG.
Отлично подходит для обслуживания и ремонта, а также может использоваться для легкой промышленной сварки.
Это машина инверторного типа с установленными MIG и Stick. Работает с напряжением 120 В (включая переходник на 20 А или 15 А) и 140 А для обеспечения максимальной мощности.
К устройству присоединяются газовый шланг и регулятор, который упрощает работу и сварку благодаря легкому переключению.
Устройство поставляется с расширенными функциями, такими как возможность катушки пистолета, стандартный MIG, синергетические режимы MIG, держатель для стержневого электрода, система привода из литого алюминия HD.
Технические характеристики
- Вес — 4,72 фунта
- Шнур питания — 4,5 м
- Размер шпули — 4 дюйма
- Входная мощность — 120 В (стандарт 20 А или 15 А с адаптером)
- Размер пистолета или резака — 10 футов или 3,04 м
- Каталожный номер 322
- Размеры изделия — 20,2 × 10,2 × 16 дюймов.
- Размер — 140 AMP MP
- Материал — металл
- Максимальный ток — 140 А
- Длина шнура — 8 футов
- Измерительная система стандартная.
- Диаметр электрода — от 3/32 дюйма до 1/8 дюйма

Плюсы
- Это многоцелевое рабочее устройство, с помощью которого вы можете выполнять сварку MIG, TIG, а также ручную сварку.
- Этот инструмент поставляется с пистолетом для катушки и представляет собой инверторный станок.
Минусы
- Не пользоваться ножной педалью. Вы должны приобрести педаль отдельно.
- Использует только постоянный ток.
- Это приспособление для инструмента не очень легкое и не имеет ручки для удобства переноски.
5. TIG 160 AMP Torch ARC Stick Welder 110/230 V Dual Voltage Welder — Лучший бюджетный сварочный аппарат TIG
Если вы ищете что-то многофункциональное и в то же время прочное, а также потребляющее меньше энергии, то эта машина — ваш лучший выбор.
Этот сварочный аппарат оснащен устройством TIG / STIC / ARC 2 в 1.
Обладает очень мощным и прочным сварочным аппаратом, который может сваривать нержавеющую сталь до 3/8 дюйма, легированную сталь, низкоуглеродистую сталь, медное литье, чугун и хром.
Дает чистые и безупречные результаты без брызг, искр пламени или осложнений после сварки.
Поставляется с двойным входом напряжения 110 В / 230 В, который позволяет пользователю подключать оборудование к любому источнику питания.
Эта машина представляет собой выпрямитель с передовой инверторной технологией.
Технические характеристики
- Входная мощность — 110 / 230В / 1 фаза / 60 / Гц.
- Выходной диапазон — DC 20-160 А
- Входной ток — 37 А (110 В) и 25.8A (230 В)
- Номинальная мощность — 25,2 В и 26,4 В
- Размеры продукта — 16,6 x 7,5 x 11,8 дюйма
- Разъем передачи — 230 В
- Размер электрода — 1/8 дюйма и 3/32 дюйма
- Максимальный ток — 160А
- Материал ручки — пластик
- Номер модели позиции- TIG- 160DC
- Вес модели — 15 фунтов.

Плюсы
- Многофункциональные функции идеально подходят как для обширных работ, так и для тонких сварочных работ.
- Мощный надежный сварочный аппарат, адаптированный для сварки большинства металлов и обеспечивающий безупречный готовый конечный продукт.
- Не вызывает осложнений при очистке после сварки.
Минусы
- Эта машина довольно тяжелая, поэтому пользователи могут столкнуться с проблемами при ее перемещении.
- Не работает с плазменным резаком.
6. Hobart 550055 1 Сварочный аппарат EZ-TIG AC / DC TIG 230 В
Это идеальный выбор для людей, которые ищут сварочный аппарат, который даст им быстрые результаты работы с простыми функциями управления, тогда как модель Hobart идеально для них.
Этот аппарат оснащен уникальной функцией управления с помощью одной ручки, которая делает сварку очень простой и беспроблемной.
Этот сварочный аппарат поставляется с комплектом устройств 230 В переменного и постоянного тока, которые позволяют пользователю сваривать любой металл, будь то алюминий, сталь, нержавеющая сталь, хромомолибден и т.