ПЛУГ: РАССЧИТЫВАЕМ И ДЕЛАЕМ САМИ
Рис. 6. Один из наиболие простых способов построение ременно-отвальных поверхностей.
Рис. 7. Новый лемех — из старого:
1 — трапецеидального, 2 — долотообразного.
Рис. 8. Зубчатый лемех:
1 — основа («сносившийся» лемех заводского изготовления), 2 — зуб приварной носковый (отрезок рессорного листа от автомобиля ЗИЛ-150), 3 — зуб приварной прямолинейного участка лемеха (из выбракованной рессоры от автомобиля ГАЗ-51, 2 шт.).
Р и с. 9. Отвал из плуга:
1 — отвал изношенный (от выбракованного ПП-40 или другого плуга), 2 — дефектная часть, 3 — развертка отвала самодельного плуга.
Многие останавливают свой выбор на плуге общего назначения. Причем стараются использовать корпуса с цилиндрической (см. рисунок), а то и культурной лемешно-отвальной поверхностью. При вспашке такие плуги хорошо крошат, но недостаточно полно оборачивают пласт. Поэтому-то и применяются в основном для обработки старопаханых почв, которыми средняя полоса России, как известно, не обделена.
Поэтому-то и применяются в основном для обработки старопаханых почв, которыми средняя полоса России, как известно, не обделена.
Корпуса с полувинтовой лемешно-отвальной поверхностью лучше оборачивают, но хуже рыхлят пласт. Их применяют для обработки задернелых старопаханых, осушенных торфяных и болотных почв. Корпуса с винтовыми лемешно-отвальными поверхностями вспахивают целинные, залежные, луговые и другие тяжелые почвы, так как они хорошо оборачивают пласт. Значительно реже обращаются к корпусам со сменной грудью, вырезному, дисковому, с ротором и др.
У каждой из вышеназванных конструкций свои преимущества. И соответственно — свои недостатки. Например, роликовый отвал снижает потери на трение, но он сложен по устройству. А широко разрекламированные в ряде мест скоростные отвалы других корпусов интенсивнее, оказывается, крошат почву, плотнее укладывают ее на поверхность поля, что приводит, в свою очередь, и к значительному росту энергозатрат.
Или взять лемехи. Наибольшее распространение, как свидетельствует статистика, получили трапецеидальные и долотообразные конструкции (см. иллюстрации). Работая в сложных условиях, отрезая пласт почвы и направляя его на отвал, они быстро изнашиваются и ломаются. Зубчатые лемехи сложнее в изготовлении. Но они снижают тяговое сопротивление корпуса, так как на отрыв пласта требуется значительно меньшее усилие, чем на срез почвы. Для работы в особо тяжелых условиях применяются лемехи с приваренной щекой в передней части. А при обработке особо плотных почв или глубокой пахоте неплохие результаты показывают лемехи с выдвижным долотом. Все это нельзя, естественно, не учитывать. Как, впрочем, и различия в конструкциях полевых досок и стоек корпусов, обусловленные определенными требованиями или условиями эксплуатации.
иллюстрации). Работая в сложных условиях, отрезая пласт почвы и направляя его на отвал, они быстро изнашиваются и ломаются. Зубчатые лемехи сложнее в изготовлении. Но они снижают тяговое сопротивление корпуса, так как на отрыв пласта требуется значительно меньшее усилие, чем на срез почвы. Для работы в особо тяжелых условиях применяются лемехи с приваренной щекой в передней части. А при обработке особо плотных почв или глубокой пахоте неплохие результаты показывают лемехи с выдвижным долотом. Все это нельзя, естественно, не учитывать. Как, впрочем, и различия в конструкциях полевых досок и стоек корпусов, обусловленные определенными требованиями или условиями эксплуатации.
И еще. Нетрудно заметить, что в основе корпуса плуга лежит (см. иллюстрации) трехгранный клин АВСО, параметры которого во многом являются определяющими при проектировании конкретной конструкции, придавая ей те или иные эксплуатационные и технологические свойства.
В частности, угол а, расположенный в продольно-вертикальной плоскости, способствует изгибу и крошению пласта почвы. С помощью угла В, лежащего в поперечно-вертикальной плоскости, происходит оборачивание пласта. А угол у, расположенный в горизонтальной плоскости, способствует перемещению последнего в сторону. При этом пласт соответствующим образом изгибается и крошится. Указанные параметры трехгранного клина связаны между собой тригонометрической зависимостью:
С помощью угла В, лежащего в поперечно-вертикальной плоскости, происходит оборачивание пласта. А угол у, расположенный в горизонтальной плоскости, способствует перемещению последнего в сторону. При этом пласт соответствующим образом изгибается и крошится. Указанные параметры трехгранного клина связаны между собой тригонометрической зависимостью:
Следовательно, здесь можно произвольно менять лишь два угла, а третий определяется по значениям первых двух. Вывод для конструктора немаловажная. Как, впрочем, и то, что рассматриваемый трехгранный клин в зависимости от изменения того или иного его параметра может приобрести лемешно-отвальную поверхность корпуса плуга определенного типа (см. иллюстрации): цилиндрическую при развитии угла а, винтовую при соответствующем изменении угла В и цилиндроидальную — с развитием углов а и у у стандартных плужных корпусов. Их геометрических параметров, разработанных для серийных мотоблоков и мини-тракторов, настоятельно рекомендуем придерживаться при конструировании самодельных мотопомощников:
Известно несколько практичных способов построения лемешно-отвальных поверхностей плужных корпусов.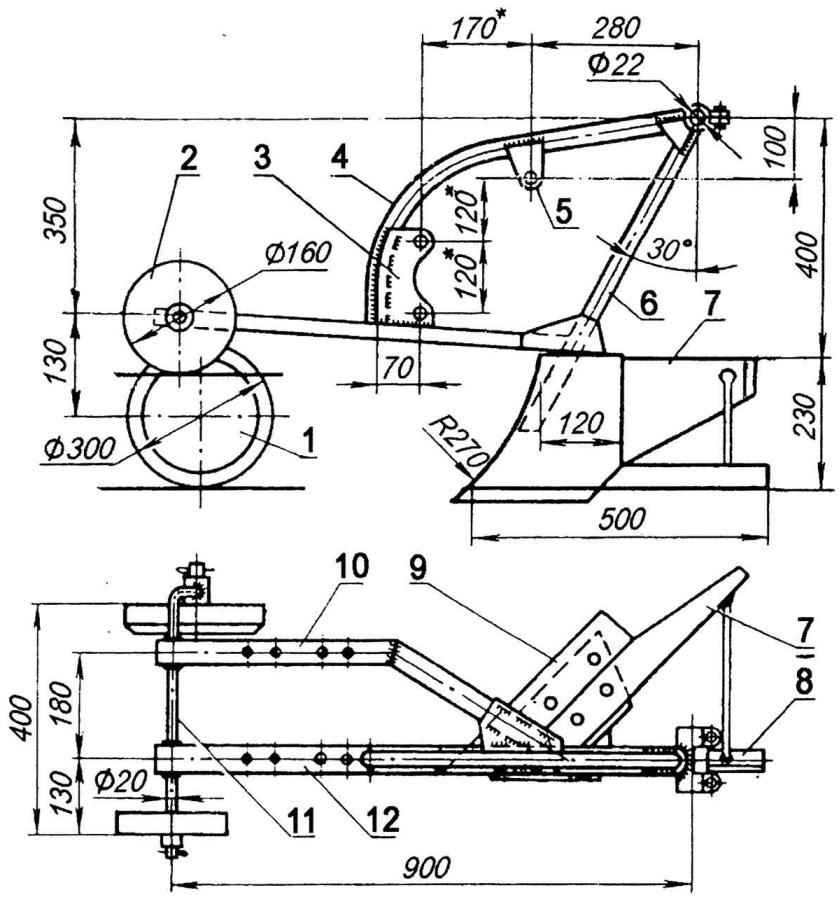 Наиболее простой из них предусматривает движение горизонтальной образующей АБ по двум направляющим параболам 1—1′ и 2—2′, которые располагаются соответственно в плоскости стенки борозды и в плоскости, параллельной ей на расстоянии ширины захвата корпуса. Для выбора параметров направляющих необходимо одними величинами задаваться, а другие определять расчетным или опытным путем.
Наиболее простой из них предусматривает движение горизонтальной образующей АБ по двум направляющим параболам 1—1′ и 2—2′, которые располагаются соответственно в плоскости стенки борозды и в плоскости, параллельной ей на расстоянии ширины захвата корпуса. Для выбора параметров направляющих необходимо одними величинами задаваться, а другие определять расчетным или опытным путем.
В частности, установлено: некоторые параметры корпуса плуга зависят от ширины обрабатываемого пласта, удельного сопротивления и плотности почвы, скорости движения и ряда других факторов. Исходя из этого, длина лемеха с достаточной для практики точностью определяется соотношением:
При расчете плуга пригодится еще одно не менее ценное, по свидетельству специалистов, соотношение, согласно которому ширина захвата у проектируемого корпуса должна превышать возможную глубину вспашки в 1,5 раза. Это необходимо для нормального оборота пласта. Применение в конструкции предплужника приводит к снижению только что упомянутой дроби. Но на малогабаритных почвообрабатывающих орудиях предплужники, как уже отмечалось, обычно не используются. И это следует, естественно, учитывать.
Но на малогабаритных почвообрабатывающих орудиях предплужники, как уже отмечалось, обычно не используются. И это следует, естественно, учитывать.
Вооружившись приведенными выше предпосылками и математическими формулами, можно разработать плуги, в максимальной степени отвечающие современным агротехническим требованиям, характерным особенностям конкретной малогабаритной техники, той или иной почвенно-климатической зоне. Новичкам же рекомендуется держать ориентир на геомет-рические параметры серийного прототипа, а также на образцы выпускающихся к промышленным мини-тракторам и мотоблокам конструкций.
Конечно же, не возбраняется и слепое копирование понравившегося по тем или иным причинам плуга. В том числе воспользоваться готовыми разработками из тех удачных конструкций, которые в разное время появлялись на страницах «М-К». Но лучше подойти к делу творчески, взяв на вооружение идеи наиболее интересных технических решений. Например, форму черенкового ножа, полевой доски и лемешно-отвальной поверхности с соответствующими табличными данными, а также принцип действия поворотного механизма, опубликованные в пятом номере журнала за 199) год.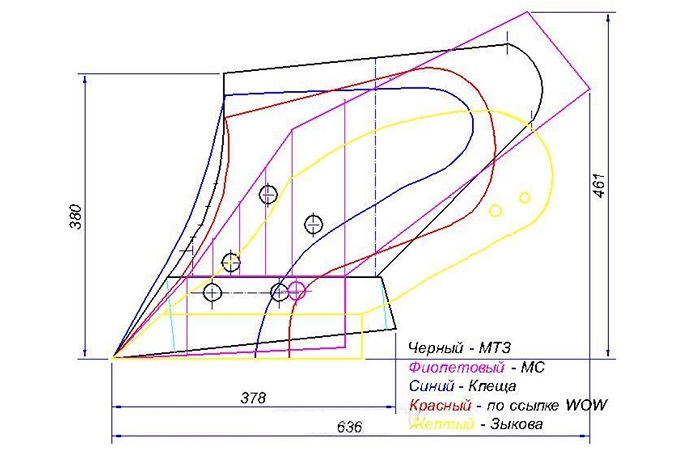
Немало ценного можно почерпнуть, скажем, из конструкции самодельного плуга, корпус которого сделан из старого, выбракованного за ненадобностью предплужника с приваренными стальными пластинами (см. «М-К» 3/В9). А сколько интересного найдет для себя начинающий самодепьщик (и не только) в материале, опубликованном в № 1 журнала за 1988 год, где с достаточной полнотой излагается методика изготовления лемеха, отвала и опоры отвала из отрезка… 550-мм трубы!
Тому, кто хорошо знаком с кузнечными работами, вполне по силам окажется выполнение отличного, надо сказать, лемеха из изношенного, но имеющего запас металла на тыльной стороне. Требуемых размеров и конфигурации добиваются здесь горячей рубкой (размеры L и L1 — см. иллюстрации — расчетные) и кузнечной оттяжкой. Для этого выбракованный было лемех кладут плашмя в горн и медленно нагревают его лезвие на ширину 70— 80 мм до температуры 500—600°С (до появления свечения), после чего скорость нагрева постепенно увеличивают. Доводят ее до 1100—1200°С (светло-желтый цвет каления).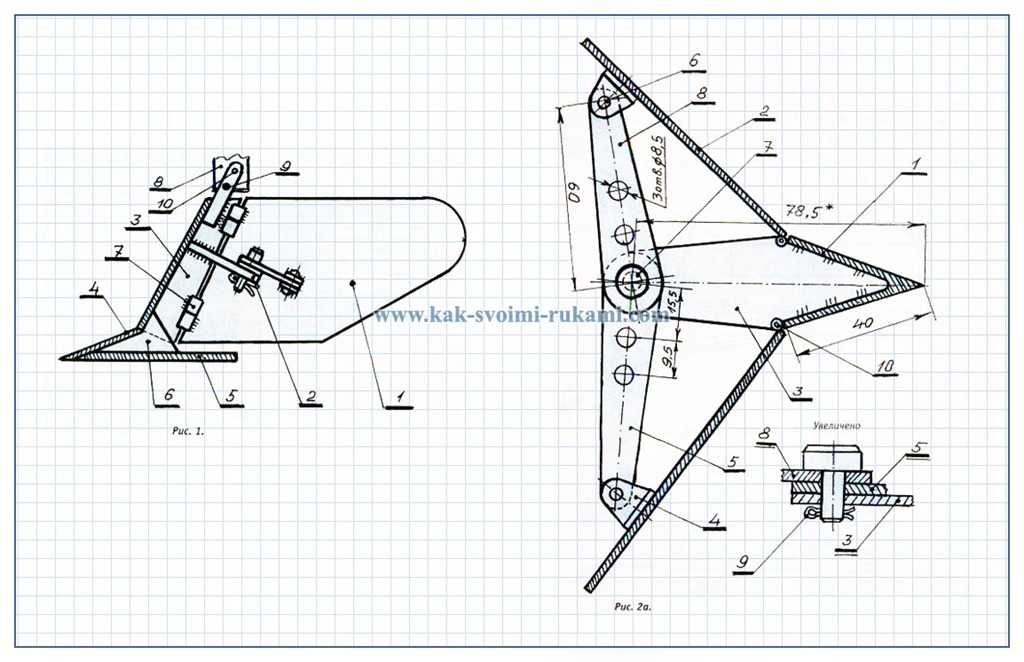 Причем, чтобы не подвергать металл опасности пережога, не допускать нарушения связи между зернами стали и повышения ее хрупкости, нагревают обычно только тот участок лемеха, который в данный момент подлежит обрубке или оттяжке. Остальную поверхность засыпают свежим углем (для уменьшения потерь тепла и в то же время для того, чтобы не допустить выгорания углерода с поверхностного слоя металла и, следовательно, снижения его твердости).
Причем, чтобы не подвергать металл опасности пережога, не допускать нарушения связи между зернами стали и повышения ее хрупкости, нагревают обычно только тот участок лемеха, который в данный момент подлежит обрубке или оттяжке. Остальную поверхность засыпают свежим углем (для уменьшения потерь тепла и в то же время для того, чтобы не допустить выгорания углерода с поверхностного слоя металла и, следовательно, снижения его твердости).
Оттяжку лемеха прекращают, как только температура понизится до 800″С (свет-ловишневый цвет каления). Ведь в противном случае могут появиться трещины. Поэтому, чтобы не допускать вредных для металла повторных нагревов, стараются вести оттяжку лемеха «без проволочек». Тогда работу по доводке каждого из участков будущего изделия можно выполнять с одного нагрева.
В ходе оттяжки меняется кривизна поверхности лемеха. Смещаются порой и крепежные отверстия в нем. Поэтому изделие нуждается в корректировке формы, что выполняется обычно на вогнутой оправке с хвостовиком, укрепленным в наковальне. Оправку изготавливают по новому лемеху. Кривизну поверхности устанавливают по просвету между лезвием и плитой: у долотообразного изделия просвет должен быть порядка 3—5 мм. Что касается смещения крепежных отверстий, то оно устраняется осадкой по торцу и соответствующей правкой спинки лемеха.
Оправку изготавливают по новому лемеху. Кривизну поверхности устанавливают по просвету между лезвием и плитой: у долотообразного изделия просвет должен быть порядка 3—5 мм. Что касается смещения крепежных отверстий, то оно устраняется осадкой по торцу и соответствующей правкой спинки лемеха.
Оттянутый, но не остывший еще лемех зажимают в тисках и запиливают его лезвие. А остывший — затачивают на наждаке с лицевой (рабочей) поверхности. Ширина ленточки (фаски) при этом должна достичь 5—6 мм, толщина же лезвия — 0,5— 1,0 мм. Причем тоньше затачивать не нужно. В противном случае возможно коробление лезвия при закалке, а в процессе работы — выкрашивание.
Для закалки лемех вначале нагревают до В00—840°С (светло-вишневый цвет каления) по всей длине лезвия на 1/3 ширины. После опускают спинкой вниз в подсоленную (1—1,5 кг/л), подогретую до 30—40’С воду. А долотообразный лемех до погружения в соляной раствор нуждается еще и в дополнительном охлаждении. Выполняется оно во избежание трещин, для чего в месте перехода от лезвия к носку прикладывают на 2—3 секунды мокрую тряпку.
И еще одна, на сей раз уже общая для обоих типов лемеха, особенность. Чтобы уменьшить хрупкость изделия после закалки, проводят отпуск при температуре 350°С с последующим охлаждением на воздухе. О степени нагрева здесь судят по цвету побежалости.
Качество закалки определяют напильником: он не должен оставлять заметных на глаз следов на лезвии лемеха. Это соответствует 444—653 единицам по Бринелю. После проверки твердости лезвия контролируют линейкой прямолинейность лемеха.
Весьма перспективным видится конструкция лемеха зубчатого. Ведь работает он на вспашке сухих почв в 7—10 раз дольше стандартных. Причем зубья изготавливаются из выбракованных автомобильных рессор и привариваются к основе (лицевой ее стороне) на одинаковом расстоянии друг от друга (см. рисунок). Угол наклона передней грани зубьев к режущей кромке лезвия 4В°. Заточка зубьев верхняя, под углом 45°.
Вырубка зубьев из рессорных листов облегчается нагревом последних в кузнечном горне до температуры В50—1000°С (оранжевый цвет каления).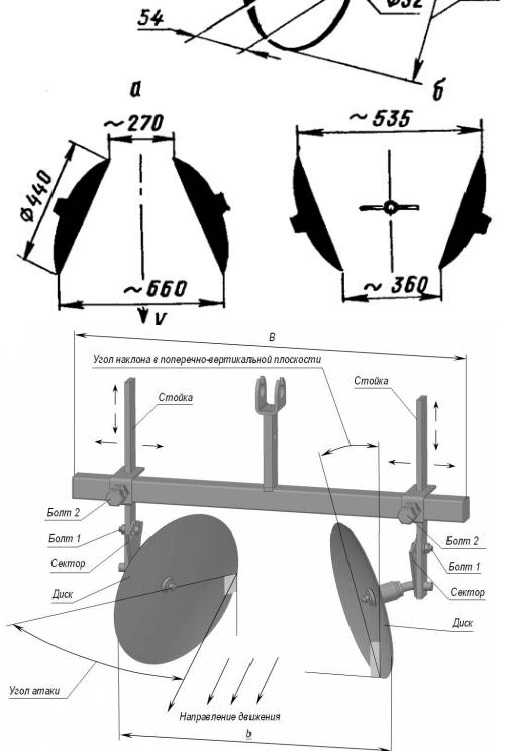 Помогает термообработка и при осуществлении самодельщиком другой не менее ценной задумки: изготовлении отвала из износившегося основательно корпуса серийного плуга (см. иллюстрацию). Как свидетельствует практика, не окажутся лишними, невостребованными и другие знания и навыки. Так что дерзайте, и ваши трудолюбие, упорство в достижении поставленной цели будут вознаграждены сторицей.
Помогает термообработка и при осуществлении самодельщиком другой не менее ценной задумки: изготовлении отвала из износившегося основательно корпуса серийного плуга (см. иллюстрацию). Как свидетельствует практика, не окажутся лишними, невостребованными и другие знания и навыки. Так что дерзайте, и ваши трудолюбие, упорство в достижении поставленной цели будут вознаграждены сторицей.
В. МОНТАКОВ, кандидат технических наук, доцент педагогического института, Г. Армавир, Краснодарский край
Тут можете оценить работу автора:
Прокрутка вверх
Как изготовить самодельный плуг?
Работа на земле требует больших затрат физического труда даже в том случае, если у вас небольшой участок земли. Чтобы облегчить эту работу, можно приобрести минитрактор и с его помощью выполнять работы по обработке земли будет намного проще и быстрее. Для того чтобы при помощи минитрактора можно было выполнять различные работы, он должен иметь соответствующее оборудование, которое можно приобрести, а можно и создать самому, например, сделать самодельный плуг.
Рисунок 1. Схема самодельного отвала из трубы.
Область применения плуга
Для большинства сельскохозяйственных работ требуется такое оборудование, как плуг. Проще всего купить готовое изделие в магазине, но если у вас есть элементарные слесарные навыки и желание сэкономить средства, то можно сделать плуг своими руками.
Это достаточно простое оборудование, поэтому сделать плуг своими руками сможет любой домашний мастер. Необходимо разработать или найти уже готовый чертеж, приобрести необходимые материалы и можно приступать к работе.
Плуг для минитрактора может быть разной конструкции: роторный, оборотный, одно или двух корпусный. Если вы при создании плуга будете соблюдать все размеры и сделаете его по готовому чертежу, то такое оборудование будет не хуже, чем готовая заводская модель.
Рисунок 2. Схема основных деталей плуга.
Для выполнения работы вам понадобятся такие инструменты:
- измерительные инструменты;
- сварочный аппарат;
- газовый резак;
- молоток;
- болгарка;
- ножницы по металлу;
- вальцы;
- крепежные элементы.
По готовому чертежу лучше сначала сделать шаблоны из картона, чтобы посмотреть, как будет выглядеть конструкция, и только после этого переходить к изготовлению всех деталей из металла.
Вернуться к оглавлению
Последовательность изготовления
Самой простой моделью является однокорпусный плуг, поэтому его можно сделать своими руками.
Основными элементами указанного оборудования являются лемех и отвал. Для изготовления этих элементов необходимо брать листовую сталь толщиной 3-5 мм. Сначала делают съемный лемех, лучше всего его делать из диска от циркулярной пилы, так как для его изготовления используется высокопрочная сталь.
Для того чтобы заточить режущую часть лемеха, ее отбивают на наковальне так же, как это делают с обычной косой.
Следующим этапом является изготовление отвала. Для этого элемента лучше всего подойдет металлическая труба диаметром 50 см, у которой толщина стенок 5 мм. По готовому шаблону при помощи резака из трубы вырезается заготовка для отвала, которая потом при помощи болгарки доводится до нужной формы и размера (рисунок 1).
Все остальные элементы плуга можно сделать из подручных материалов и соединить в единую конструкцию (рисунок 2).
Вернуться к оглавлению
Сборка конструкции
Рисунок 3. Схема сборки плуга.
Чтобы провести сборку всех элементов, надо взять клинья с углом 25°, после чего берут вспомогательный лист металла толщиной 2-3 мм и на него устанавливают лемех, который точечно приваривают.
Вертикально к лемеху приваривают боковой щиток стойки, чтобы он зашел за край лемеха на 5-8 мм. Он должен находиться выше лезвия на 10 мм. Теперь плотно к лемеху приваривают отвал, чтобы у них была сплошная поверхность. Между отвалом и лезвием лемеха должен быть угол 6-8° (рисунок 3).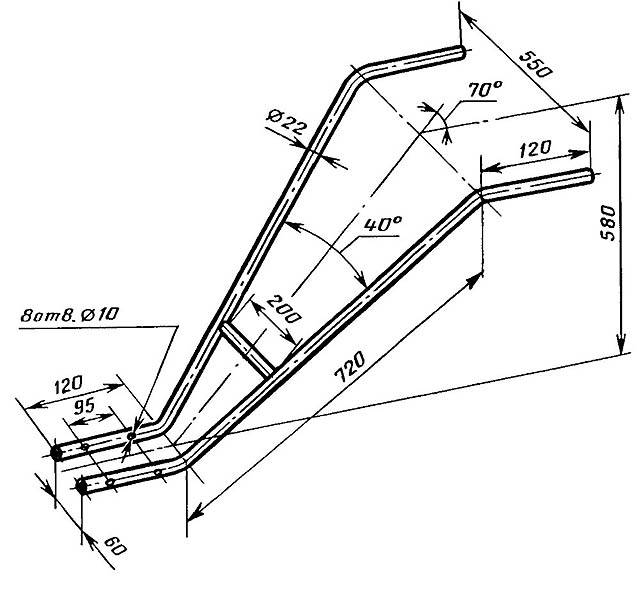
Вернуться к оглавлению
Регулировка плуга
Перед началом работы на минитрактор устанавливают грунтозацепы, это не позволит проскальзывать колесам во время работы. Оборудование крепится к мотоблоку и фиксируется штырем. Регулировочные гайки зажимать не надо, так как в процессе работы вы проведете настройку плуга на необходимую глубину борозды.
Последовательность регулировки плуга:
- Сначала колеса мотоблока надо выставить на подставки, после чего выполняют его балансировку. Если работа выполняется осенью, то высота подставки должна быть 20-25 см, а если весной, то 15-20, от этого будет зависеть глубина вспахивания.
- Используя регулировочные болты, выполняют настройку угла наклона плуга. Его «пятка» должна быть расположена параллельно поверхности почвы.
- В таком положении фиксируем навесное оборудование и снимаем мотоблок с подставок.
- Настраиваем руль, чтобы он находился на уровне поясницы.
- Необходимо выполнить контрольную борозду и оценить данное оборудование в работе, если необходимо, то выполняется корректирование выполненной регулировки.


Сделать однокорпусный плуг для мотоблока своими руками хотя и достаточно сложное задание, но оно доступно умельцам, которые имеют элементарные слесарные навыки работы. Чтобы работать таким оборудованием было легко, все надо выполнять в соответствии с чертежами, а после изготовления самодельной конструкции правильно выполнить ее регулировку.
Садовые гиды | Как сделать домашний снежный плуг
Поделиться этой статьей
- Home/
- Структуры
: Стив Смит
●
01 Сентябрь 2010
Джон Ховард/LifeSize/Getty Images
Designing and Mast Ваш собственный самодельный снегоочиститель требует знаний в области металлообработки и обработки металлов давлением. Также требуются навыки сварки. Результатом проекта станет прочная и полезная машина, которая убирает снег и мусор с подъездной дорожки. Если вы попробуете этот проект, дайте себе достаточно времени. Выполнение всех необходимых действий может занять несколько дней. Снегоочиститель может быть изготовлен любого размера, подходящего для полноприводного автомобиля или квадроцикла.
Выполнение всех необходимых действий может занять несколько дней. Снегоочиститель может быть изготовлен любого размера, подходящего для полноприводного автомобиля или квадроцикла.
Найдите шесть тяжелых досок размером 2 на 8 дюймов, шириной не менее четырех футов и более, имеющих достаточный вес и прочность, чтобы выдерживать интенсивное использование. Не используйте треснутые или расщепленные доски для самодельного снегоочистителя. В этом случае подойдут даже полоски фанеры шириной 8 дюймов. Просто скрепите гвоздями, чтобы получились доски шириной не менее 2 дюймов.
- Чтобы спроектировать и изготовить самодельный снегоочиститель, необходимы знания в области металлообработки и обработки металлов давлением.
- В результате проекта будет создана прочная и полезная машина, которая убирает снег и мусор с подъездной дороги.
Позволяет буксировать плуг среднего размера за квадроциклом или грузовиком. Для больших и тяжелых плугов просто используйте больше досок.
Скрепите доски вместе, чтобы получилась конструкция в виде балки. Прибейте две доски друг к другу оцинкованными гвоздями и молотком. Затем прибейте к ним следующие доски, пока у вас не получится толстая, тяжелая балка, которую можно использовать в качестве снегоуборочной машины.
Прикрепите груз к самодельному снегоочистителю, продев цепь через отверстие в грузе, а затем обернув цепь вокруг балки снегоочистителя. Это обеспечивает дополнительную мощность уплотнения для вашего плуга.
- Позволяет буксировать плуг среднего размера за квадроциклом или грузовиком.
- Затем прибейте к ним следующие доски, пока у вас не получится толстая, тяжелая балка, которую можно использовать в качестве снегоочистителя.
Оберните еще одну цепь вокруг снегоочистителя и закрепите цепи на задней части трактора, полноприводного автомобиля или квадроцикла. Тащите самодельный снегоочиститель за транспортным средством на медленной скорости, чтобы упаковать и вспахать снег.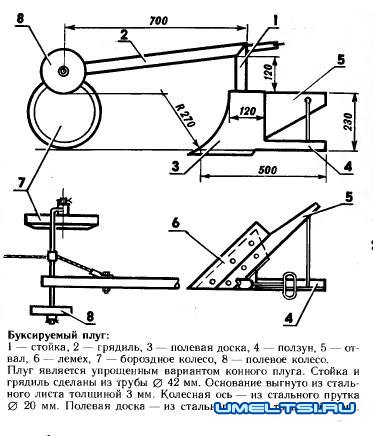
Создание собственного плуга для квадроцикла может сэкономить ваши деньги. Это личные предпочтения, и они не повлияют на шаги, перечисленные ниже. Приобретите толстый металлический лист. Обычно это должно быть около 4 футов в длину и выдерживать интенсивное использование. Это лист, который будет использоваться в качестве основного плуга перед квадроциклом. Чтобы согнуть металл, вам понадобится инструмент для изготовления гибки металла. Создайте систему крепления, которую можно прикрепить к вашему квадроциклу. Крепежная система может быть встроена так, чтобы цепляться или подвешиваться к передним металлическим стержням квадроцикла, или вы можете использовать цепь для временного крепления системы крепления. Как только эта металлическая система крепления будет построена, приварите систему крепления к изогнутому металлическому плугу.
- Оберните еще одну цепь вокруг снегоочистителя и прикрепите цепи к задней части трактора, полноприводного автомобиля или квадроцикла.
- Для гибки металла вам понадобится инструмент для гибки металла.

Статьи по теме
Ссылки
- Motherearthnews: Самодельный снегоочиститель
- Новости Матери-Земли: ДОМАШНИЙ СНЕЖНЫЙ ПЛУГ
- Agricover: Информация по монтажу снегоочистителя
9 Ресурсы
4
- Youtube: самодельный снегоочиститель
Биография писателя
Стив Смит опубликовал статьи на самые разные темы, включая автомобили, путешествия, образ жизни, бизнес, гольф, свадьбы и карьеру. Его статьи, очерки и новости публиковались в газетах, потребительских журналах и на различных веб-сайтах. Смит имеет степень бакалавра искусств по английскому языку и журналистике Университета Нью-Гэмпшира в Дареме.
Снегоочиститель — SIMA
| Характеристики
Часть третья: Уборка снега
Это третья часть нашей серии статей «Как заработать на дизельном топливе». Как раз к зиме мы покажем вам, как ваш грузовик может окупить себя за уборку снега.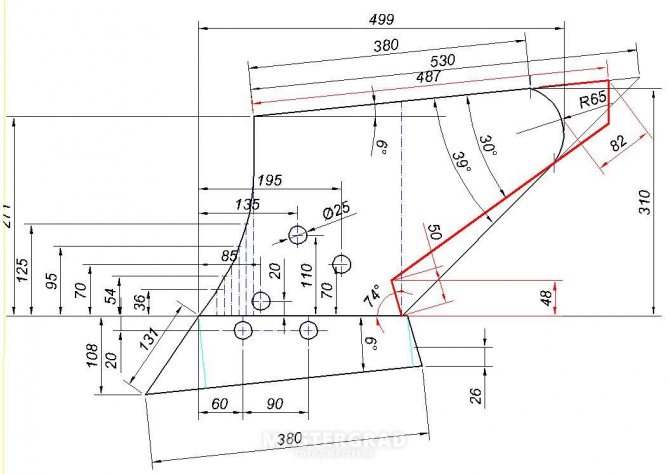 Следует помнить одно: независимо от того, выпадет ли у нас столько же снега, как раньше, мы проложим больше парковок и дорог, которые также нужно будет расчищать.
Следует помнить одно: независимо от того, выпадет ли у нас столько же снега, как раньше, мы проложим больше парковок и дорог, которые также нужно будет расчищать.
Начало работы
Составление бизнес-плана — это первое, что должен сделать серьезный оператор снегоочистителя. Это карта с изложением ваших целей и способов их достижения на рынке, на котором вы работаете. Первое, что нужно выяснить, это сколько снегопадов в среднем выпадает в вашем регионе каждую зиму. Следующее, на что следует обратить внимание, — это ваша клиентская база. Решите, собираетесь ли вы сосредоточиться на подъездах к жилым домам, коммерческих парковках или на том и другом. Наконец, реалистично взгляните на свои эксплуатационные расходы, включая рабочую силу, оборудование, топливо, ремонт, разрешения и страховку. По словам Брайана Берча, помощника исполнительного директора Ассоциации управления снегом и льдом (SIMA): «Некоторым муниципалитетам и городским властям требуется разрешение на уборку снега, но в целом я считаю, что в большинстве случаев этого не требуется.
Стать участником SIMA поможет вам встать на ноги. Организация предоставляет отраслевую информацию о контрактах, тендерах, рабочей силе и других темах, связанных с бизнесом. В нем также содержится техническая информация, связанная с отраслью по уборке снега, относительно антиобледенителей, разбрасывателей, методов вспашки, обучения сотрудников и обновленной информации о новых технологиях. Кроме того, он дает возможность стать сертифицированным профессионалом в области снега (CSP). Быть сертифицированным CSP — это то же самое, что быть сертифицированным механиком SAE. Еще один ценный источник информации — Letstalksnow.com. Этот онлайн-форум позволяет вам общаться с опытными и неопытными специалистами по уборке снега.
В нем также содержится техническая информация, связанная с отраслью по уборке снега, относительно антиобледенителей, разбрасывателей, методов вспашки, обучения сотрудников и обновленной информации о новых технологиях. Кроме того, он дает возможность стать сертифицированным профессионалом в области снега (CSP). Быть сертифицированным CSP — это то же самое, что быть сертифицированным механиком SAE. Еще один ценный источник информации — Letstalksnow.com. Этот онлайн-форум позволяет вам общаться с опытными и неопытными специалистами по уборке снега.

Сколько денег вы заработаете?
В отрасли используются различные структуры ценообразования. Некоторые взимают фиксированную ставку за всю зиму (обычно включает пункт о сильном шторме), в то время как другие взимают плату за каждую услугу или в зависимости от количества убранного снега. В любом случае, условия прописаны в договоре и подписаны обеими сторонами. Часто операторы по уборке снега держат свои контракты при себе, поскольку на их создание были потрачены время, деньги и энергия. Как и во всех видах бизнеса, создание точной и реалистичной заявки зависит от меняющихся рыночных факторов. Тем не менее, вот несколько примеров того, за что люди платят. В Массачусетсе вспахивание 100-ярдовой сельской гравийной дороги стоит около 50 долларов. В Мичигане оператор грузовика с плугом, нанятого по субподряду, мог получать около 65–80 долларов в час до вычета эксплуатационных расходов. В общем, вспахивание подъездной дороги к жилому дому принесет вам не менее 30 долларов, поэтому имеет смысл привлечь как можно больше клиентов в как можно более близком районе.
КАК ОБРАБОТАТЬ:
Информация предоставлена Sima
Плуги прямого действия
Если у вас есть прямой плуг, наклоните отвал от здания при первом проходе. Последующие проходы должны осуществляться в направлении от здания к внешнему периметру. Общее правило — никогда не направлять лезвие в сторону здания. Цель состоит в том, чтобы убрать снег как можно дальше от зданий.
V-образные отвалы
Используйте V-образное положение для начального прорыва. Эта позиция также эффективна для плотно утрамбованного снега, льда и глубоких сугробов. Установите отвал в прямое положение или наклонное положение для общей вспашки с широким проходом или штабелирования. Используйте положение черпака для очистки и переноски с минимальной утечкой.
Установите отвал в прямое положение или наклонное положение для общей вспашки с широким проходом или штабелирования. Используйте положение черпака для очистки и переноски с минимальной утечкой.
Толкатели/ящики/отвалы
При использовании снегоочистителя убедитесь, что он закреплен в соответствии со спецификациями производителя. Эти характеристики предназначены для обеспечения наилучшей производительности, износостойкости и безопасности. Снегоочиститель на погрузчике, экскаваторе-погрузчике, мини-погрузчике или компактном тракторе общего назначения может быстро и эффективно перемещать большие объемы снега. Снегоуборщики удерживают снег и не создают такой большой валок, что устраняет необходимость повторной вспашки одного и того же участка для очистки от разливов. Используя грузоподъемность погрузчика, снегоочистители можно использовать для штабелирования огромных куч снега. И, сняв насадку для толкания снега, вы получите погрузчик, способный загружать грузовики, если снег необходимо вывезти или положить в снеготаятель.
Before The Storm
Подготовка к снегопаду чрезвычайно важна. Это означает обсуждение с заказчиком того, куда он хочет сбрасывать снег, и установку маркеров, обозначающих области, которые необходимо расчистить. GPS — это хороший инструмент для того, чтобы добраться до места работы, проложить адреса и увеличить скорость плуга. Наличие оборудования в рабочем состоянии и антиобледенительных материалов также является обязательным условием перед сезоном. После успешной работы не забудьте сфотографироваться и получить письменные заявления от счастливого клиента, чтобы создать референсное портфолио.
Отвал
Отвал должен быть в хорошем техническом состоянии и иметь исправную электрическую систему. Нужна хорошая видимость с места водителя и хорошие зимние шины. Радиус поворота и экономия топлива также являются серьезными факторами. Полноприводные автомобили работают лучше всего, но также может быть вариант с сильно загруженным приводом на два колеса. Идеально подойдет обычная кабина 3/4 или 1-тонная платформа. Снятие задней двери пикапа обеспечивает улучшенный задний обзор. Тихая работа дизельного двигателя важна в жилых районах, чтобы не разбудить ваших клиентов, пока они спят. Высокие узкие шины кусают лучше, чем широкие, и в гористой местности следует учитывать цепи. Вспашка тяжела для автомобиля. Коробка передач довольно сильно напрягается, толкая снег, поэтому добавьте датчик температуры трансмиссии. Рама и подвеска подвергаются дополнительным нагрузкам из-за веса отвала, не говоря уже о силе, прикладываемой к снегу, поэтому убедитесь, что ваши пружины не выжаты до предела, и улавливайте трещины в раме до того, как они расползутся. На более новых транспортных средствах важно проконсультироваться с производителем, чтобы убедиться, что ваш грузовик оснащен пакетом подготовки снегоочистителя, чтобы не аннулировать гарантию.
Радиус поворота и экономия топлива также являются серьезными факторами. Полноприводные автомобили работают лучше всего, но также может быть вариант с сильно загруженным приводом на два колеса. Идеально подойдет обычная кабина 3/4 или 1-тонная платформа. Снятие задней двери пикапа обеспечивает улучшенный задний обзор. Тихая работа дизельного двигателя важна в жилых районах, чтобы не разбудить ваших клиентов, пока они спят. Высокие узкие шины кусают лучше, чем широкие, и в гористой местности следует учитывать цепи. Вспашка тяжела для автомобиля. Коробка передач довольно сильно напрягается, толкая снег, поэтому добавьте датчик температуры трансмиссии. Рама и подвеска подвергаются дополнительным нагрузкам из-за веса отвала, не говоря уже о силе, прикладываемой к снегу, поэтому убедитесь, что ваши пружины не выжаты до предела, и улавливайте трещины в раме до того, как они расползутся. На более новых транспортных средствах важно проконсультироваться с производителем, чтобы убедиться, что ваш грузовик оснащен пакетом подготовки снегоочистителя, чтобы не аннулировать гарантию.
Снегоуборочные отвалы
Существует множество типов отвалов, в том числе V-образные отвалы, прямые отвалы, отвалы с раздвижным механизмом, отвалы с задним креплением и толкатели. Чем больше плуг, тем больше снега вы сможете убрать. Поэтому выбирайте самый большой плуг, с которым может справиться ваше транспортное средство, но имейте в виду, что большие отвалы менее маневренны. Взгляните на рейтинг полной нагрузки на ось вашего автомобиля (GAWR), обращая особое внимание на предел, который может выдержать ваша передняя ось. Плуги имеют длину от 7 до 9 футов. Они также изготавливаются из различных материалов, включая сталь, полиуретан и нержавеющую сталь. Учитывая, что новый прямой плуг стоит около 4500 долларов, а новый V-образный плуг продается за 5300 долларов, покупка подержанного может быть более реалистичным вариантом.
ОБЩИЕ УКАЗАНИЯ
1. Зимой держите ливневые стоки и пожарные гидранты в чистоте.
2. Поднимите отвал в конце прохода и убедитесь, что он полностью остановился перед переключением передач. Затем дождитесь включения передачи и продолжайте.
3. Соорудите снежные насыпи достаточно далеко назад, чтобы выдержать будущие снегопады.
4. Насыпать снега на противоположной стороне участка, откуда дует ветер, чтобы снег не сносился обратно на вспаханную территорию.
5. Столкните снег с задней части парковки подальше от улицы.
6. Избегайте складирования снега посередине участка, чтобы впоследствии не возникало трудностей с его удалением.
Дизельная машина для растапливания снега
Snow Dragon — дизельная машина для растапливания снега, способная превращать груды снега в теплую воду.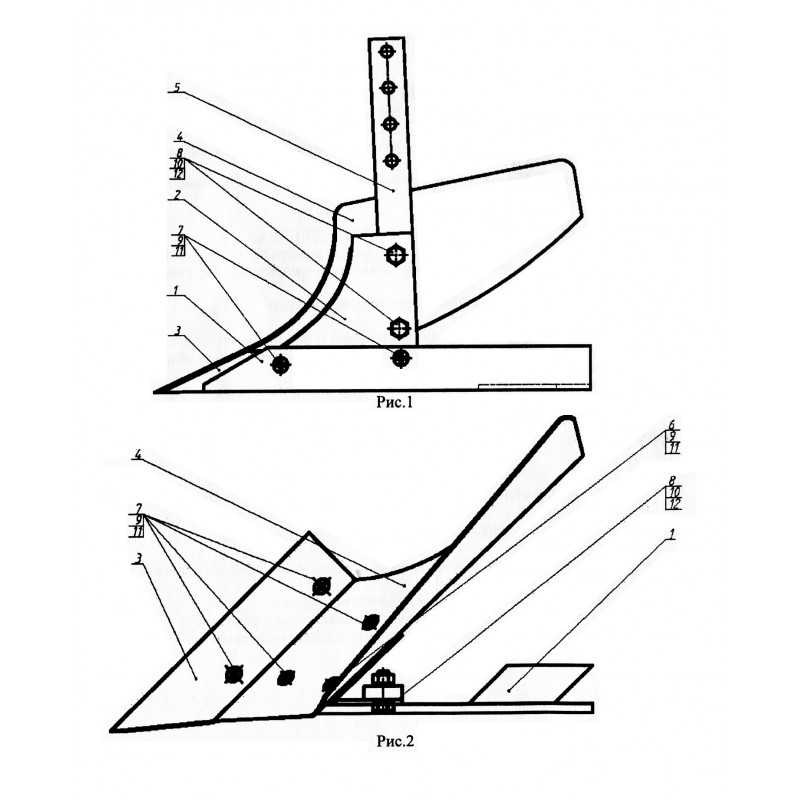 Как правило, 10 дюймов снега равны примерно 1 дюйму воды. Теплая проточная вода не замерзнет так быстро, как теплая стоячая вода, поэтому важно парковать снеготаятель у водостока. По словам Снежного Дракона, даже в России при -40 градусах по Фаренгейту 9Вода с температурой 0 градусов течет на 150 ярдов, прежде чем снова замерзнуть. Вся вода, оставшаяся на месте таяния, испаряется благодаря сублимации (твердый лед превращается в водяной пар), оставляя дорожное покрытие сухим.
Как правило, 10 дюймов снега равны примерно 1 дюйму воды. Теплая проточная вода не замерзнет так быстро, как теплая стоячая вода, поэтому важно парковать снеготаятель у водостока. По словам Снежного Дракона, даже в России при -40 градусах по Фаренгейту 9Вода с температурой 0 градусов течет на 150 ярдов, прежде чем снова замерзнуть. Вся вода, оставшаяся на месте таяния, испаряется благодаря сублимации (твердый лед превращается в водяной пар), оставляя дорожное покрытие сухим.
Существуют снегоплавильные машины разных размеров, самая маленькая обойдется вам примерно в 215 000 долларов, хотя на некоторых рынках действующая ставка за оплачиваемые часы составляет 900–1400 долларов в час. Эти агрегаты портативны и могут буксироваться пикапом.
СПОСОБЫ УБОРКИ СНЕГА И СОВЕТЫ
От SIMA и Кайла Хансена, генерального директора Clean Sweep, Inc.
1. В большинстве случаев вам нужно сначала открыть входы и выходы с участка, а затем очистить вход в здание и тротуары.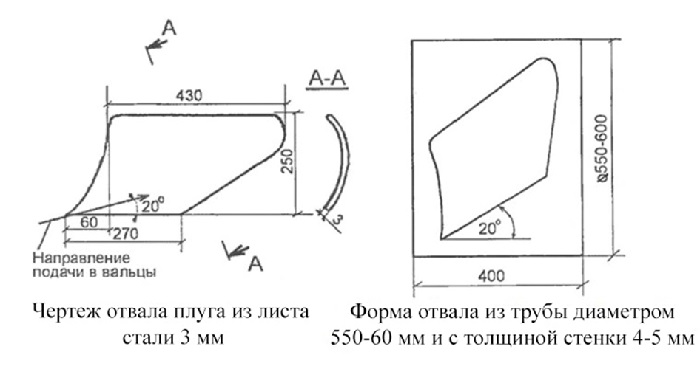
2. Если вы можете навалить снег с обоих концов участка, вы можете повысить эффективность, толкая снег в обоих направлениях.
3. На коротких дистанциях часто бывает эффективнее многократно отступать и продвигаться вперед, не оборачиваясь. При очень длинных пробегах обычно имеет смысл развернуть свой грузовик и вернуться, прежде чем сделать еще один проход.
4. Если снег, который вы толкаете, становится слишком большим, чтобы справиться с ним, возможно, вам придется срезать часть снега с другой стороны. Если у вас прямой отвал, один из способов перемещения большего количества снега — держать его прямо, а не под углом, и использовать валок в качестве стены, чтобы удерживать снег в плуге при движении вперед. Или вам может понадобиться толкать снег через несколько интервалов. Возможно, любая вторая ширина лезвия в качестве прохода. С помощью этой техники вы можете покрыть один и тот же участок два или три раза, чтобы убрать весь снег.
5. Другим методом является раскряжевка снежной кучи путем прорезания перпендикулярной полосы поперек кучи. Убедитесь, что ваше лезвие прямо, когда вы соприкасаетесь с каждой кучкой. При раскряжевке сваи два грузовика с прямыми плугами могут работать как бригада. Один самосвал продолжает раскряжевывать секции сваи, создавая зазоры, что облегчает нагрузку на другой плуг.
[КАТАЛОГ СНЕЖНЫХ ОТВАЛОВ]
Air-Flow Manufacturing (607)522-3574 www.air-flo.com
Boss Snowplow (800) 286-4155 www.bossplow.com
Blizzard Snowplows www.blizzardplows.com
Products Company (4401474-88886. Запчасти склады (800) 761-1700 www.centralparts.com
Fisher Snowplows www.fisherplows.com
Hiniker Co. (507) 625-6621 91919100..com .