5 вариантов соединения профильных труб без сварки своими руками
Отсутствие сварочного аппарата не причина собирать каркасные конструкции исключительно из рейки. Существуют способы, которые позволяют надежно и аккуратно соединять профильные трубы без сварочного оборудования. Разберем 5 из них.
1. Простой прямой угол
Без сварки прямой угол можно получить согнув трубу, предварительно сделав несложную подрезку. Для этого в месте изгиба необходимо провести разметку, состоящую из двух параллельных поперечных линий, расстояние между которыми равное ширине трубы.
Эта разметка переносится на боковые стороны трубы. Затем необходимо с помощью болгарки совершая разрезы по меткам и граням трубы, вырезать боковые размеченные стенки. На лицевой стороне оставляется без надреза только одна поперечная линия.
Вырезанные боковые стенки удаляются. Оставленный усик загибается наружу под прямым углом.
Теперь нужно зачистить заусенцы, и согнуть трубу. Чтобы она выгнулась как нужно, следует ее подбивать молотком. В конце она фиксируется заклепкой, установленной через оставленный язычок.
В конце она фиксируется заклепкой, установленной через оставленный язычок.
2. Т-образное соединение труб
Для Т-образного соединения необходимо разметить на одной заготовке параллельными линиями с трех сторон участок, соответствующий ширине стыкуемой трубе. Затем центральная лицевая стенка делится пополам поперек, а боковые стороны вдоль.
Теперь болгаркой нужно разрезать центральную стенку, чтобы получить 2 язычка. Боковые половинки стенок, примыкающие к этим усикам, удаляются.
Далее язычки на трубе отгибаются под прямым углом наружу. У второй трубы с торца нужно сделать продольные резы по граням на длину соответствующие ее ширине. После этого ударами молотка ее можно заузить на ширину реза.
Затем забиваем зауженный торец в подготовленный паз на первой трубе до упора.
Окончательную жесткость дадут заклепки, прославленные через язычки.
3. Прямой угол с запилом под 45 градусов
Получить прямой угол можно сгибая трубу, предварительно сделав в ней запилы под 45 градусов. Для этого на ней отмечается центр изгиба, который в дальнейшем станет наружным углом. От него в 2 стороны нужно начертить линии под 45 градусов с помощью угольника. Аналогично делается на противоположной стенке трубы.
Для этого на ней отмечается центр изгиба, который в дальнейшем станет наружным углом. От него в 2 стороны нужно начертить линии под 45 градусов с помощью угольника. Аналогично делается на противоположной стенке трубы.
На лицевой стороне трубы края косых линий соединяются параллельными. Затем отступив вправо на 10 мм от крайней, рисуется третья параллельная линия. Ее нужно разделить вдоль пополам.
Четвертую параллельную линию необходимо начертить с отступом 15 мм вправо от крайней левой. Затем нужно прочертить грани между ней и первой линией.
Теперь болгаркой необходимо сделать надрезы по косым линиям с боков, и вырезать начертанные на лицевой стенке трубы язычки. Вырезанный из середины металл вынимается.
Большой язычок отгибается под прямым углом за 1 мм от своего начала. Также нужно выпрямить 2 маленьких усика.
После этого труба сгибается, и маленькие усики возвращаются обратно в изначальное положение. Таким образом, получается прямой угол, причем достаточно жесткий даже без использования заклепок.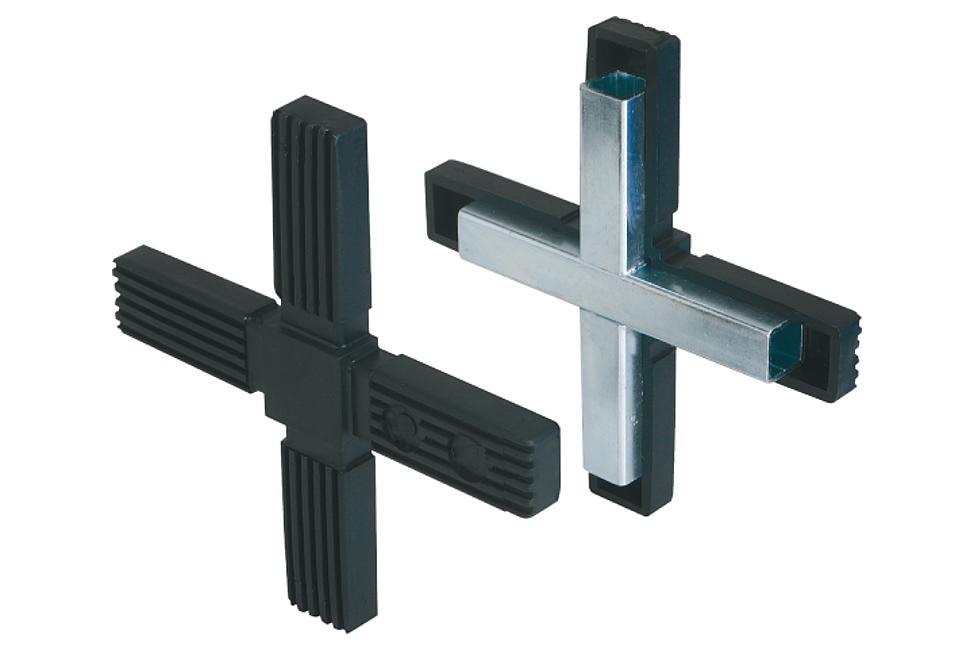
4. Тройной угол
На одной трубе необходимо начертить с одной точки 2 косые линии под 45 градусов. Аналогично делается на противоположной стенке. Затем линии соединяются на лицевой стороне. Теперь нужно вырезать болгаркой размеченные части, и согнуть трубу.
У второй трубы с торца делается 3 продольные надреза по граням. Их длина должна соответствовать ширине трубы. Полученные в итоге 2 язычка выгибаются наружу под прямым углом.
Теперь нужно состыковать вторую трубку с углом изогнутой первой. Затем они скрепляются заклепками.
5. Соединение под прямым углом с деревянными закладными
Чтобы выполнить такое соединение, необходимо обрезать торцы двух трубок под 45 градусов.
Затем в них забивается деревянная рейка, и обрезается.
Теперь трубки с закладными складываются в угол, после чего просверливаются и стягиваются саморезами.
Смотрите видео
Как сделать простой дверной фиксатор-упор из остатков металла — https://sdelaysam-svoimirukami. ru/8135-kak-sdelat-prostoj-dvernoj-fiksator-upor-iz-ostatkov-metalla.html
ru/8135-kak-sdelat-prostoj-dvernoj-fiksator-upor-iz-ostatkov-metalla.html
Как просто и надежно соединить встык две профильные трубы без сварки
Полезные советы
На чтение 2 мин Опубликовано Обновлено
Иногда дома, на даче или даже на производстве возникает срочная необходимость в прочном и надежном соединении двух профильных квадратных труб в отсутствии сварочного оборудования. Это вполне возможно осуществить, и справиться с такой операцией может даже не специалист.
Содержание
- Понадобится
- Процесс соединения двух одинаковых профильных квадратных труб без сварки
- Смотрите видео
Понадобится
Материалы и инструменты:
- два куска профильных квадратных труб;
- 2 комплекта винто-гаечной сборки;
- средства измерения и разметки;
- УШМ;
- тиски слесарные;
- отвертка, рожковый ключ и др.


Процесс соединения двух одинаковых профильных квадратных труб без сварки
Откладываем от конца одной из труб 6 см и отмечаем на внешних сторонах поперечное сечение. Вдоль угловых линий схождения смежных сторон проводим с двух сторон в непосредственной близости параллельные прямые линии.
Зажимаем размеченную трубу в тиски и с помощью болгарки выполняем прорези от торца до отмеченного поперечного сечения по всем проведенным восьми прямым линиям. Подрезаем вырезанные угловые фрагменты по отмеченному поперечному сечению и удаляем их.
Долговечные диски для УШМ на АлиЭкспресс со скидкой — http://alii.pub/61bjly
На оставшихся четырех лепестках избавляемся от острых кромок и заусенцев. Слегка сжимаем лепестки к центру трубы и на их концы насаживаем вторую профильную квадратную трубу, стараясь продвинуть ее по лепесткам вначале руками, а затем ударами молотка по свободному концу продвигаемой квадратной трубы. Продвижение продолжаем до тех пор, пока торец насаживаемой трубы не достигнет отмеченного поперечного сечения и не перекроет все прорези.
От линии схождения торцов труб на насаживаемой трубе отмечаем центры двух сквозных отверстий на расстоянии соответственно 2 и 4 см, которые выполняем с помощью дрели.
В образовавшиеся отверстия вставляем винты и наворачиваем на них гайки, которые затягиваем с помощью ручной крестообразной отвертки и гаечного рожкового ключа.
Полученное соединение по точности и прочности ни в чем не уступает неразъемному соединению посредством сварки.
Смотрите видео
Оцените автора
обзор лучших методов и технологий
При монтаже и подключении систем водоснабжения или его отвода часто возникает необходимость соединения труб, причем делать это лучше без применения сварочного аппарата. Однако не все домашние мастера знакомы со спецификой такой тонкой работы. Вы согласны?
Однако не все домашние мастера знакомы со спецификой такой тонкой работы. Вы согласны?
Расскажем, как вставить в трубу без сварки при укладке трубных конструкций. В предлагаемой статье проанализированы все способы выполнения соединений для труб из различных материалов. Основываясь на наших рекомендациях, вы сможете создать крепкий, надежно сцепляющийся узел.
Содержание статьи:
- Как соединить трубы без сварки?
- Profile Pipe Saint
- Методы постукивания металлических труб
- Опция стыковки с надписью
- , установив зажим
- путем монтажных муфт
- Работа с полимерной подгонкой
- вставка с установкой филиала
- M. Mountting Adpterts Adpterts Adpterts Adpterts Adpterts Adptor седло
- Соединение асбоцементных труб
- Выводы и полезное видео по теме
Как соединить трубы без сварки?
Существует несколько способов соединения труб с магистралью без сварки.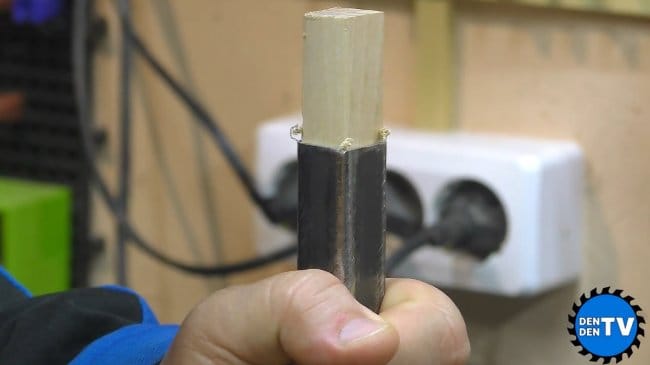 Некоторые из них относятся к числу неразъемных, разобрать которые без разрушения трубопровода практически невозможно. Другие представляют собой разъемные соединения, которые можно легко демонтировать и, при необходимости, собрать заново.
Некоторые из них относятся к числу неразъемных, разобрать которые без разрушения трубопровода практически невозможно. Другие представляют собой разъемные соединения, которые можно легко демонтировать и, при необходимости, собрать заново.
Выбор варианта зависит от того, из какого материала изготовлена труба.
Соединение труб без сварки, не имея особых навыков – посильная задача даже для начинающего мастера; нужно только строго следовать инструкции по установке
Весь трубный прокат делится на две основные группы:
- твердый — трубы из чугуна, меди и стали;
- гибкие — изделия из полимерных материалов (полипропилен, металлопластик, полиэтилен).
В основе такого разделения лежит необходимость использования большей площади зацепления в момент соединения частей полимерных конструкций. Для сравнения: врезку труб из металла можно выполнять в ограниченных условиях, используя минимальную площадь зацепления соединяемых деталей.
Фотогалерея
Фото
Врезка в коммуникационные трубопроводы без сварки в бытовых условиях выполняется при модернизации трубопровода
Чаще всего срывают с целью строительства новых ответвлений для установки дополнительного водопровода и для подключения бытовой техники: мойки или посудомоечных машин, машин
Наиболее надежным, практичным и технологичным способом врезки является использование специализированной арматуры: хомутов, соединителей с фланцевыми переходами, тройников, крестовин
Предлагаемый в настоящее время ассортимент трубопроводной арматуры имеет всевозможные устройства и приспособления для соединения коммуникационных ответвлений любого диаметра под любым углом
Врезка в трубу при присоединении дополнительных ответвлений вставка
Угловая арматура
Соединение профильных труб
Самый доступный способ соединения профильных труб – установка монтажных хомутов. С помощью этих нехитрых приспособлений удобно собирать любые виды малогабаритных металлоконструкций, возводить навесы и стеллажи, теплицы и заборы, козырьки и модульные перегородки.
С помощью этих нехитрых приспособлений удобно собирать любые виды малогабаритных металлоконструкций, возводить навесы и стеллажи, теплицы и заборы, козырьки и модульные перегородки.
Применение фиксирующих хомутов позволяет обеспечить соединение элементов трубопровода, устойчивость и прочность которых не уступает сварным
Неоспоримым преимуществом использования крепежных элементов является простота монтажа и возможность разборки собранного структурировать неограниченное количество раз.
Для реализации этого способа потребуется всего три компонента:
- Нарезанная по размеру труба.
- Необходимое количество монтажных зажимов.
- Гаечный ключ.
Крабы-зажимы могут быть «Х», «Г» и «Т»-образными элементами, с помощью которых удобно соединять прямые участки труб, угловые конструкции и одновременно соединять до четырех сегментов в рамках одного узла.
В собранном виде имеют форму квадрата или прямоугольника, стороны которого плотно охватывают соединяемые части металлических труб.
Крабовые зажимы изготавливаются из оцинкованного или покрытого порошком листового металла толщиной 1,5 мм
Крепеж крабов не должен вызывать особых затруднений. Вставьте нарезанные трубы в хомут и закрепите прижимные палочки, затянув болты на системе до силы кого угодно.
Но этот способ можно применять только для профильных труб сечением не более 20 х 20 мм, 20 х 40 мм и 40 х 40 мм. Кроме того, стыковку элементов можно производить только под прямым углом.
Возможно соединение квадратных труб без сварки путем установки фитингов заданного профиля.
Для соединения и вставки труб применяют переходную втулку, диаметр которой на единицу больше сечения соединяемых элементов конструкции
Крепеж в виде фитингов бывает нескольких видов:
- стыки на прямых участках.
- Крестовины и тройники — для установки в местах разветвления;
- Отводы и повороты — при необходимости изменить направление трубопровода.
С помощью арматуры можно получить несъемную арматуру, единственной уязвимостью которой является только подверженность коррозии, характерная для заведенных в нее концов соединяемых элементов.
Такая ситуация возникает в результате скопления конденсата внутри крепежа. Он вызовет ржавчину при условии, что металлические трубы не обработаны антикоррозийным составом.
Методы врезки металлических труб
Выбор наилучшего метода врезки зависит от типа устанавливаемых труб и условий их эксплуатации. Соединение можно производить под углом 90 и 45 градусов, располагая их по направлению вертикально вверх или в сторону.
Вариант резьбовой стыковки
Через резьбовые соединения монтируют безнапорные системы, например, из стали и чугуна или дымоходы из нержавеющей стали.
Резьбовые соединения выполняются только на участках трубопровода, где есть возможность проконтролировать надежность соединения, а при необходимости его не составит труда подтянуть
В большинстве случаев трубная резьба накатывается на специальном оборудовании . Но при желании эту процедуру можно выполнить вручную с помощью режущего инструмента, оснащенного зубьями – плашками. Для этого отрежьте заготовку заданной длины, сделав запас на припуск для резьбовой части.
Для этого отрежьте заготовку заданной длины, сделав запас на припуск для резьбовой части.
Работа выполняется в следующей последовательности:
- В слесарных тисках укрепляют отрезки труб, благодаря чему исключается риск раскатывания заготовок.
- Для облегчения фиксации штампа фаска снимается с внешней стороны заготовок под углом 45°.
- Плашка аккуратно насаживается на очищенный конец трубы, внимательно следя за тем, чтобы не было перекоса. Если такие обнаружены в первых кругах, плашку нужно снять, заготовку выбить, и процедуру начать заново.
- Плашка-приманка постепенно навинчивается на трубу. После нескольких оборотов нужно проверить правильность реза при помощи уровня.
- Выполнив нарезку трубы на необходимую длину, снимите инструмент, поворачивая его в обратном направлении по готовой резьбе.
Если инструмент в какой-то момент перестанет вращаться, нужно сделать один оборот в обратном направлении и снять с резьбы застрявшую стружку, после чего продолжить работу. Для упрощения работы по созданию соединения на резьбе торцы заготовок и режущие инструменты рекомендуется смазывать машинным маслом.
Для упрощения работы по созданию соединения на резьбе торцы заготовок и режущие инструменты рекомендуется смазывать машинным маслом.
Резьбовое соединение нуждается в уплотнении, роль которого может выполнять сантехническая обмотка с использованием льняных волокон или ленты ФУМ полный оборот инструмента вокруг трубы. Облегчить задачу поможет использование держателей матриц. Они оснащены храповыми механизмами.
Перед затяжкой резьбового соединения важно убедиться, что на концах труб нет незакрепленных стружек и заусенцев. Затяните нить с некоторым усилием.
Со способами нарезки труб для устройства водопроводной системы познакомлю. Рекомендуем прочитать очень полезную информацию.
Путем установки хомута
Этот способ соединения выбирают для создания разъемного соединения труб в тех случаях, когда необходимо соединение элементов без сварки и без резьбы. Хомуты представляют собой плоские кольца с соединительными выступами или без них, в которых предусмотрены отверстия для шпилек и болтов.
Для создания такого соединения используется штуцер, называемый хомутом, который имеет в торцевой части усеченный конус и снабжен резиновой прокладкой
Последовательность сборки при фланцевой сборке:
- В месте предполагаемой врезки отрезается труба, выдерживая прямой угол. Не нужно делать фаску на конце трубы, достаточно создать максимально ровную линию среза.
- На колючую часть надевается зажим.
- Для герметизации соединения вставьте резиновую прокладку так, чтобы она выступала на 10 мм за линию разреза.
- На прокладку надевается фланец. Он соединяется с ответной частью, установленной на торце второй состыкованной трубы, и фиксируется свинчиванием болтов.
При затяжке болтов соединительных хомутов важно не перетянуть, чтобы не повредить хрупкие элементы узла.
При соединении элементов узла хомут, установленный на трубе, совмещают со второй ответной частью крепежа и скрепляют стяжными болтами
Стягивание производить равномерно, тщательно оборачивая резьбу крепежа по всей длина окружности. Гайки сопряженных частей хомута лучше затягивать не последовательно, а попарно. Для этого рекомендуется затягивать крепеж диаметрально противоположно друг другу.
Гайки сопряженных частей хомута лучше затягивать не последовательно, а попарно. Для этого рекомендуется затягивать крепеж диаметрально противоположно друг другу.
Установка хомута для подключения к нему линии связи осуществляется следующим образом:
Фотогалерея
Фото
Шаг 1: Просверливание отверстия в месте подключения
Шаг 2: Установка хомута с совмещением отверстий
Шаг 3: Соединить Flex
Шаг 4: Окраска металлической трубы после соединения
Монтажом муфт
Для получения герметичного соединения как безнапорных, так и напорных трубопроводов используются обжимные фитинги. Цанги или компрессионные фитинги снабжены компрессионными кольцами, которые при установке запрессовываются «навсегда».
Муфты представляют собой различные фитинги, которые используются для удлинения прямых сегментов труб. Они эффективны при сборке прямолинейной системы в доме.
Муфты удобно использовать для соединения труб разного диаметра и из разных материалов. Они идеально подходят для соединения пластиковых труб с металлическими.
Они идеально подходят для соединения пластиковых труб с металлическими.
Врезка в трубу с помощью муфты производится в следующей последовательности:
- Концы соединяемых труб обрезаются строго под прямым углом.
- На соединение накладывают муфту, располагая ее таким образом, чтобы центральная часть приспособления располагалась строго по линии соединения.
- На трубах сделать метки, указывающие правильное положение фитинга.
- Торцы труб и внутренняя полость муфты обработаны жидким герметиком.
- Торец первой и второй трубы последовательно заглубляется в гильзу. Обе заготовки выровнены точно по оси.
- При надевании самого фитинга ориентируются на нанесенную ранее маркировку.
При присоединении труб к наружным коммуникациям применяются в основном муфты с фланцевым типом соединения:
Фотогалерея
Фото
Установка фланцевой муфты на наружную трубу
Фланцы при соединении полиэтиленовые трубы
Применение для установки запорной арматуры
Врезка труб под давлением
Также широкое распространение получило соединение с помощью муфты Гебо. Этот компрессионный фитинг оснащен зажимными и уплотнительными кольцами. Монтаж элемента можно выполнить без каких-либо специальных инструментов.
Этот компрессионный фитинг оснащен зажимными и уплотнительными кольцами. Монтаж элемента можно выполнить без каких-либо специальных инструментов.
Работа с полимерными фитингами
Врезаться в полимерную трубу стало еще проще. Один из способов вовсе не требует сложной и максимально аккуратной резки трубопровода. Особенно это актуально при необходимости вставки пластиковых элементов больших диаметров, которые под действием вставки могут деформироваться.
Врезка с установкой патрубка
Для реализации этого способа необходимо заранее приобрести в строительном магазине отрезок трубы, оснащенный патрубком. Диаметр заготовки должен соответствовать сечению водопроводной трубы.
Из покупной заготовки вырезается патрубок такой формы, чтобы один из его концов был оснащен элементом типа «полутруба», основная задача которого обеспечить перекрытие места будущего вставка
Готовая заготовка создаст вторую стенку трубы. В закрепленной на трубе заготовке корончатым сверлом просверливается отверстие, диаметр которого соответствует размеру насадки.
На внутреннюю поверхность монтируемого фланца наносится жидкий силиконовый герметик. Этим же составом покрывают область вокруг отверстия, не доходя до линии среза 1 см. Подготовленный фланец монтируется на трубу.
Для стягивания краев с обеих сторон используются два дополнительных крепления. Затягивайте их очень осторожно, чтобы не выдавить герметик из-под фланца. Остатки выступившего клея удаляются салфеткой.
Если вам предстоит врезка на пластиковый трубопровод, системное давление которого минимально, вместо манжеты можно смело использовать широкую строительную ленту.
Монтажный переходник и седло
Для герметичного и в то же время быстрого соединения трубопровода удобно использовать готовые элементы:
- Переходники — используются для врезки труб D 100-110 мм.
- Седла — выбрать для вставки тонкие трубы D 32-40 мм.
Нюрки представляют собой двухсоставные обжимные конструкции, которые удобно устанавливать при необходимости врезки на неразъемную систему.
В продаже имеются современные модели аппарата, оснащенные нагревательной спиралью и режущей фрезой, с помощью которой проделывается отверстие.
Для установки необходимой точности параметров сварки во время процедуры необходимо ориентироваться на штрих-код, расположенный на корпусе детали
Врезаться в трубу с помощью адаптера довольно просто. Работа проводится в несколько этапов:
- Если труба подключена к коммуникациям, перекрыть воду в системе.
- В нужном месте с помощью электродрели с коронкой сделайте подходящее отверстие.
- На подготовленный участок устанавливается переходник, не забыв проложить мягкий резиновый уплотнитель.
- Закрепите конструкцию болтами.
Если в конструкции вставного элемента не предусмотрены болты, для крепления используется строительный герметик. Для этого состав наносится на обезжиренную поверхность. Гайка аккуратно затягивается, а излишки средства удаляются.
Технологии врезки отводов в пластиковый водопровод посвящена с которой рекомендуем к ознакомлению.
Соединение асбестоцементных труб
Асбоцементные трубные изделия, материалом для изготовления которых служит портландцемент, смешанный с асбестовыми волокнами в соотношении 4:1, соединяют путем установки муфт и фитингов.
Выбор способа зависит от рабочего давления в системе:
- Для труб с рабочим давлением в пределах 3 кгс/куб.см во вставке используются асбестоцементные двубортные муфты, оснащенные резиновыми уплотнениями. Длины 150-200 мм имеют несколько больший диаметр, чем размер присоединяемой трубы.
- Для напорных трубопроводов с рабочим давлением 3 кгс/куб.см применяют специальные фитинги, именуемые муфтами Жибо. Представляют собой разборные конструкции с фланцами и чугунными втулками, дополненными резиновыми уплотнительными кольцами.
В обоих случаях ключевую роль в обеспечении герметичности соединения играют резиновые уплотнительные кольца.
При выборе фитингов и муфт для врезки асбестоцементных труб основное внимание обращают на эластичность уплотнительных колец крепежных изделий
Технология врезки с использованием муфт и фитингов такая же, как и при работе с металлической арматурой. Единственное – поскольку асбестоцементные изделия достаточно хрупкие, врезку следует выполнять с особой осторожностью.
Описаны тонкости процесса врезки в действующий водопровод под давлением с которым советуем ознакомиться. Он содержит пошаговое руководство по созданию сложного соединения.
Выводы и полезное видео по теме
Как можно врезаться в трубу без использования сварочного аппарата, вы можете посмотреть в следующих видео.
Вариант вставки с установкой шарового крана:
Существует множество способов соединения, которые являются достойной альтернативой прочной и надежной сварке. Главное грамотно подойти к выбору оптимального варианта и сделать вставку, строго придерживаясь технологии.
Хотите лично поделиться с вами известными тонкостями выполнения врезки без сварки? Есть вопросы или фото процесса врезки? Пожалуйста, пишите комментарии и размещайте фотографии в блоке, расположенном под текстом статьи.
PHMSA: Общение с заинтересованными сторонами — производственный процесс
Информационный бюллетень: Процесс производства труб
Обзор:
Производство стальных труб началось в начале 1800-х годов. Первоначально трубу изготавливали вручную – путем нагревания, сгибания, притирки и сбивания краев молотком. Первый автоматизированный процесс производства труб был внедрен в 1812 году в Англии. С тех пор производственные процессы постоянно улучшались. Некоторые популярные технологии изготовления труб описаны ниже.
Сварка внахлестку
Использование сварки внахлестку для производства труб было введено в начале 1920-х годов. Хотя этот метод больше не используется, некоторые трубы, которые были изготовлены с использованием процесса сварки внахлестку, все еще используются сегодня.
В процессе сварки внахлестку сталь нагревали в печи, а затем прокатывали в форме цилиндра. Затем края стальной пластины были «зачищены». Зачистка включает в себя наложение внутреннего края стальной пластины и скошенной кромки противоположной стороны пластины. Затем шов был сварен с помощью сварочного шара, и нагретая труба была пропущена между роликами, которые сжимали шов вместе, создавая соединение.
Сварные швы, полученные сваркой внахлестку, не так надежны, как швы, созданные более современными методами. Американское общество инженеров-механиков (ASME) разработало уравнение для расчета допустимого рабочего давления трубы в зависимости от типа производственного процесса. Это уравнение включает переменную, известную как «коэффициент соединения», который зависит от типа сварного шва, используемого для создания шва трубы. Бесшовные трубы имеют коэффициент соединения 1,0. Сварная труба внахлестку имеет коэффициент соединения 0,6.
Труба, сваренная сопротивлением
Труба, сваренная сопротивлением (ERW), изготавливается путем холодной штамповки стального листа в цилиндрическую форму. Затем между двумя кромками стали пропускают ток, чтобы нагреть сталь до точки, в которой кромки соединяются вместе, образуя соединение без использования сварочного присадочного материала. Первоначально в этом производственном процессе для нагрева краев использовался переменный ток низкой частоты. Этот низкочастотный процесс использовался с 1920-х до 19 века.70. В 1970 году низкочастотный процесс был заменен высокочастотным процессом ERW, который позволил получить сварной шов более высокого качества.
Со временем было обнаружено, что сварные швы труб низкочастотных ВПВ подвержены селективной шовной коррозии, крюкообразным трещинам и неадекватному склеиванию швов, поэтому низкочастотные ВПВ больше не используются для производства труб. Высокочастотный процесс все еще используется для производства труб для использования в строительстве новых трубопроводов.
Электросварная труба оплавлением
Производство электросварных труб оплавлением началось в 1927 году. Сварка оплавлением осуществлялась путем придания стальному листу цилиндрической формы. Края нагревали до полурасплавленного состояния, а затем сжимали вместе до тех пор, пока расплавленная сталь не вытеснялась из соединения и не образовывала валик. Как и низкочастотная труба ВПВ, швы сваренных оплавлением труб подвержены коррозии и крюкообразным трещинам, но в меньшей степени, чем трубы ВПВ. Этот тип труб также подвержен поломкам из-за твердых участков в стальном листе. Поскольку большая часть труб, сваренных оплавлением, была произведена одним производителем, считается, что эти твердые участки возникли из-за случайной закалки стали во время производственного процесса, используемого этим конкретным производителем. Сварка оплавлением больше не используется для производства труб.
Труба с двойной дуговой сваркой под флюсом (DSAW)
Подобно другим процессам производства труб, производство трубы с двойной дуговой сваркой под флюсом включает в себя сначала формование стальных пластин в цилиндрические формы. Края листового проката формируются так, что на внутренней и внешней поверхностях в месте шва образуются V-образные канавки. Затем шов трубы сваривается одним проходом дуговой сварки на внутренней и внешней поверхностях (следовательно, под двойным флюсом). Сварочная дуга находится под флюсом.
Преимущество этого процесса заключается в том, что сварные швы пронизывают 100% стенки трубы и обеспечивают очень прочное соединение материала трубы.
Бесшовная труба
Бесшовная труба производится с 1800-х годов. Хотя процесс развивался, некоторые элементы остались прежними. Бесшовную трубу изготавливают путем прошивания оправки горячей круглой стальной заготовки. Полая сталь затем прокатывается и растягивается для достижения желаемой длины и диаметра. Основным преимуществом бесшовной трубы является устранение дефектов шва; однако стоимость производства выше.
Ранние бесшовные трубы были подвержены дефектам, вызванным примесями в стали. По мере совершенствования технологии производства стали эти дефекты уменьшались, но не были устранены полностью. Хотя кажется, что бесшовная труба предпочтительнее формованной сварной трубы, возможности улучшения желаемых характеристик трубы ограничены. По этой причине бесшовные трубы в настоящее время доступны в более низких сортах и толщине стенки, чем сварные трубы.