Сварка нержавейки электродом – способы и особенности
Содержание
- Сварка электродами по нержавейке
- Способы сварки нержавейки
- Сварка нержавейки электродом в домашних условиях
- Сварка тонкой нержавейки электродом
Нержавеющая сталь является востребованным материалом благодаря своим свойствам (коррозионностойкости и долговечности), в связи с чем часто возникает необходимость ее сварить. Однако, есть тонкости при работе с нержавейкой, которые мы и рассмотрим в этой статье.
Сварка электродами по нержавейке
Варить коррозионностойкие стали непросто. Для получения качественного сварного шва достаточной прочности требуется несколько факторов:
- достаточное количество опыта у сварщика;
- правильный подбор сварочных материалов, в частности электрода.
Способы сварки нержавейки
Мы рассмотрим 2 способа сварки:
- Ручная электродом;
- Ручная аргоном.


Каждый из представленных ниже методов предполагает использование определенного оборудования и точно выбранных расходных материалов.
Ручная электродом
Качество сварного шва, полученного этим методом достаточное, чтобы этот метод сварки мог применяться как в быту, так и на производстве. Ручная сварка с применением электрода с покрытием считается универсальной и используется во всех отраслях.
Достоинства ММА-сварки:
- простой и легкий процесс сварки;
- высокая продолжительность работы аппаратов;
- компактные агрегаты небольшим весом;
- получение прочных сварных швов;
- подходит для самостоятельного обучения этому методу.
От правильности выбора сварочных материалов зависит качество и надежность сварного шва.
При ручной сварке рекомендованы электроды следующих марок:
- ESAB OK 61.30 имеет высокую устойчивость к межкристаллитной коррозии и дает надежное сварное соединение. Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
- AG E 308L-16 подходит для металлов, эксплуатация которых происходит при низких и высоких температурах.
- ESAB OK 63.30 применяют для сварки металлов, контактирующих с агрессивной средой. Эти электроды можно применять при сварке на постоянном и переменном токе.
 Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.Для сварки данным методом надо устанавливать режим постоянного тока с обратной полярностью.
Ручная аргоном
Аргонодуговую сварку применяют для получения внешне красивых сварных швов. Этот способ хорошо себя зарекомендовал во время сварки очень тонких деталей.
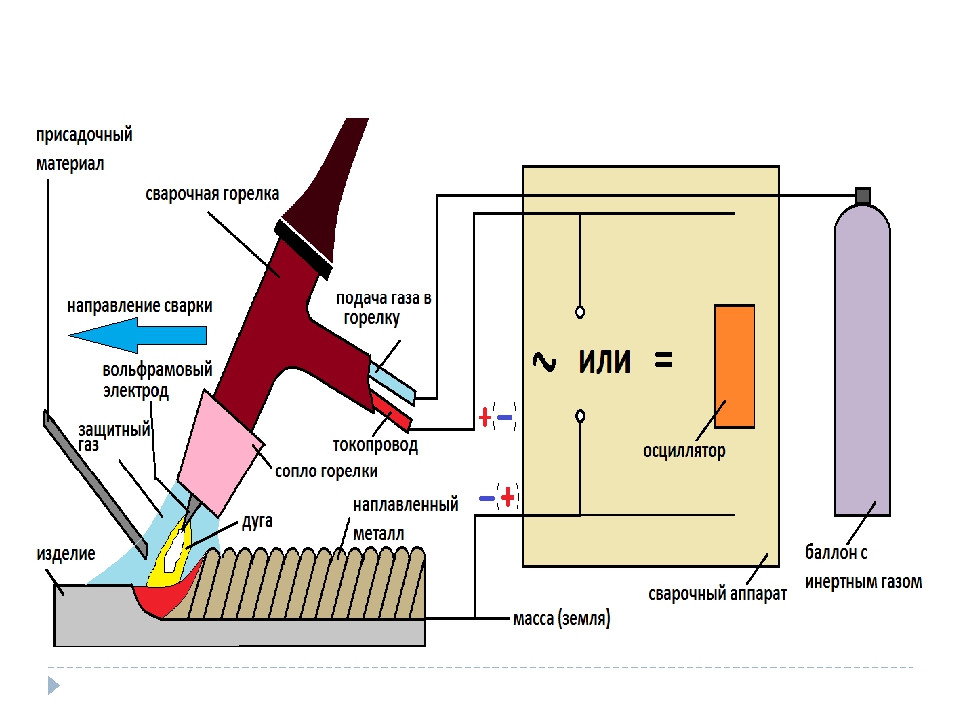
Для сварки нержавеющей стали аргоном необходимо использовать вольфрамовые электроды. Если следовать этой технологии, то сварной шов непременно получится прочным и качественным, даже при выполнении сварочных работ в бытовых условиях. При сварке этим методом слоя шлака на швах и разбрызгивания металла не будет. Аргонодуговая сварка считается самым чистым способом соединения металлов.
Для данного метода подходит постоянный ток с прямой полярностью или переменный.
Таблица 1. Зависимость силы тока от толщины металла
| Толщина металла, мм | Вид и полярность | Сила тока, А | Диаметр электрода, мм |
| 1 | Постоянный | 30-60 | 2 |
| Переменный | 35-75 | ||
| 1,5 | Постоянный с прямой полярностью | 40-75 | 2 |
| Переменный | 45-85 | ||
| 4 | Постоянный с прямой полярностью | 85-130 | 4 |
Особенности аргонодуговой сварки:
- дуга разжигается бесконтактно, чтобы избежать попадания вольфрамового покрытия от электрода в уже расплавленный металл;
- во время сварки нужно исключить колебания стержня. В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
 В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.Данный метод сварки позволяет снизить расход сварочных материалов. Необходимо после окончания сварочных работ продолжить подачу аргона в течение 10-15 секунд. Эти действия помогут защитить раскаленный электрод от активного окисления.
Сварка нержавейки электродом в домашних условиях
Для этого лучше всего выбрать сварочный инвертор. Для дома подойдет аппарат, работающий от сети 220В. Небольшие габаритные размеры устройства и малый вес позволяют более комфортно работать с ним и перемещать.
Основой популярности инверторов стали доступная цена и получаемое качество сварного шва. Это привело к тому, что сварочные аппараты инверторного типа стали лидерами по продажам.
Таблица 2. Параметры для настройки инвертора
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 1,5 | 40-60 | 2 |
| 3 | 75-85 | 3 |
| 4 | 90-100 | 3 |
| 6 | 140-150 | 4 |
Для сваривания применяют постоянный ток обратной полярности.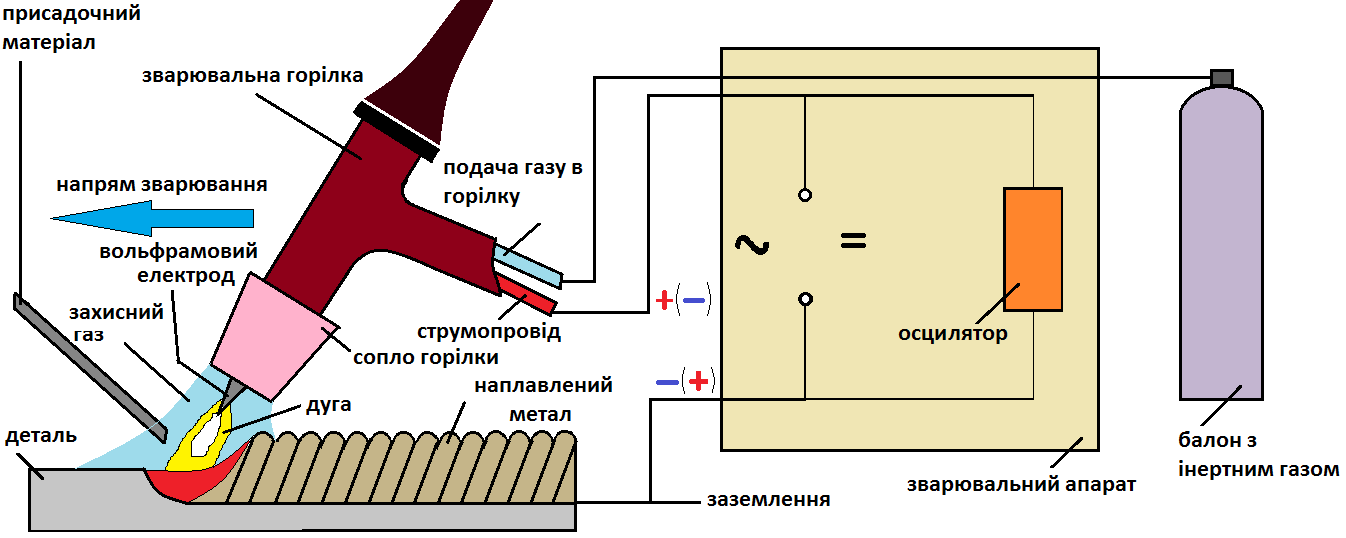
Последовательность действий при сварке инверторным аппаратом:
- Зачистить рабочую поверхность металла от ржавчины, масел, других загрязнений при помощи металлической щетки.
- Произвести разделку кромок напильником или болгаркой при необходимости (толщина металла должна быть больше 4 мм). Проводя эту процедуру, мы обеспечиваем высокий уровень проплавления и заполняемость сварочной ванны.
- Если свариваемый металл тонкий, то свариваемые края нужно плотно придвинуть друг к другу и прихватить их.
- Если свариваемый металл толще 7 мм, то мы прогреваем его до 150 С.
- Разжечь дугу.
- Провести сварку короткой дугой.
- В конце сварного шва требуется сделать “замок”, который предотвратит появление свищей и трещин.
- Дать изделию остыть.
- Затем убрать шлак со шва, после этого — зачистить.
- Отполировать и отшлифовать.
Сварка тонкой нержавейки электродом
Чтобы качественно сварить тонкий металл нужно иметь теоретическую базу знаний и достаточно опыта.
Для сваривания тонкой нержавейки электродом требуется сила тока меньше на 20% по сравнению с обычной сталью.
Правильно подобранный сварочный электрод-половина успеха при сварке. Например, для толщины заготовки в 3 мм диаметр электрода должен составлять 3-4 мм.
Длина стержня не должна превышать 35 мм, а температура нагрева металла — 500 С.
Так же как и для сварки обычной нержавейки дома, для тонкой лучше применить инвертор.
Сварка тонкой нержавейки инвертором электродом имеет некоторые правила:
- место сварки и сами заготовки не нагревать выше 150 С;
- сварка должна проходить на небольших показателях тока на достаточно высокой скорости и желательно без колебания дуги во время сварки;
- чтобы металл не смог перегреться и, как следствие, не прожегся, перед сваркой нужно подложить под заготовки металлические кусочки, которые отведут часть тепла;
- для сварки металла, толщиной менее 3 мм, разделка кромок не требуется;
- необходимо обеспечить зазор между заготовками, величиной 1-2 мм;
- после сварки не надо резко охлаждать металл.

Если вы планируете использовать в работе электрод толщиной 3 мм, то необходимо выставить ток в 80 А.
Рассмотрим, какие электроды нужны для сварки тонкой нержавейки:
- ЦЛ-11 – является одной из ходовых марок. Шов, полученный при помощи этого электрода, достаточно коррозионностойкий при неблагоприятных условиях.
- ОК 63.20 используется для металла, имеющего контакт с жидкими агрессивными неокислительными средами при температуре до 350 С.
Cварка нержавейки инвертором
На производстве, при сварке нержавеющей стали, применяются аргоновые аппараты и дорогие вольфрамовые электроды. Это обеспечивает надежное соединение и эстетичный внешний вид. Но если возникла необходимость сварить высоколегированную сталь в домашних условиях, то у малого числа сварщиков найдет аргоновый агрегат. Возможна ли сварка нержавейки инвертором? На каких настройках она выполняется? Все ли электроды подойдут? Реально ли сваривать подобные материалы на самодельном аппарате?
Аппараты и настройки
Инверторы широко применяются в бытовой среде, когда требуется выполнить качественное соединение. Они функционируют от сети 220V, и небольшие по размерам, что удобно при высотных работах и транспортировке. Преобразование электрического тока в несколько ступеней, с выходом высокочастотного переменного напряжения, позволяет лучше вплавлять присадочный металл и формировать ровные швы. Относительно невысокая стоимость делает их лидерами продаж среди сварочных агрегатов.
Они функционируют от сети 220V, и небольшие по размерам, что удобно при высотных работах и транспортировке. Преобразование электрического тока в несколько ступеней, с выходом высокочастотного переменного напряжения, позволяет лучше вплавлять присадочный металл и формировать ровные швы. Относительно невысокая стоимость делает их лидерами продаж среди сварочных агрегатов.
Сварка нержавеющей стали может производиться инверторами любых моделей. Для работы в домашних условиях, как видно на некоторых видео, может быть использован самый простой аппарат инверторного типа. Подойдет даже самодельное устройство, чьи рабочие показатели соответствуют магазинным аналогам.
Немаловажной частью процесса являются правильные настройки инвертора для сварки нержавейки, соответствующие конкретной толщине изделия. Ввиду физико-термических свойств металла лучше применять следующие режимы и диаметры электродов:
| Толщина металла, мм | Диаметр электрода, мм | Напряжение, V | Сила тока, А |
1. | 2 | 13 | 40-60 |
| 3 | 3 | 15 | 75-85 |
| 4 | 3 | 16 | 90-100 |
| 6 | 4 | 18 | 140-150 |
Нюансы при сварке нержавейки
Как правило, нержавеющая сталь сваривается инвертором достаточно легко, если сварщик понимает основные принципы работы с этим металлом. Это помогает предупредить распространенные дефекты, и создать качественное соединение. Выделяются три проблемных момента, требующие конкретных мер при сварке нержавейки инвертором:
- Легированная сталь отличается повышенным взаимодействием с окружающей средой. Соприкосновение расплавленного металла с кислородом приводит к выделению углерода и образованию крупных пор на поверхности шва. Поэтому сварочный металл в жидком состоянии, нуждается в надежной защите от внешних газов. Для этого используются электроды со специальной обмазкой, изолирующие зону сварки искусственным газовым облаком. Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
- Обширные сварочные работы, или длительное удержание дуги на одном месте, ведут к перегреву участка. Это влечет выгорание легирующих элементов. В результате соприкосновения металла с влагой могут появиться пятна ржавчины. Данный участок становится подвержен коррозии и, со временем, дает течь. Применение вышеуказанных настроек аппарата, подразумевающих 20% снижение силы тока по сравнению со сваркой обычной стали, и ведение работы в шахматном порядке, поможет сохранить антикоррозийные свойства нержавейки.
- Линейное расширение легирующей стали выше, чем у «черного» металла, что влечет к активному невидимому процессу внутри материала. Под действием температуры дуги изделие в зоне сварки расширяется, а по мере остывания, стягивается на место. Подобное незримое движение ведет к образованию микротрещин и нарушениям герметичности стыков. Поэтому, помимо правильных настроек аппарата, необходимо грамотно выбирать материал присадочного элемента (электрода), способного органично взаимодействовать с основным металлом, и не «рваться» в процессе расширения/сужения.
 Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
Сварочный процесс
Чтобы успешно сваривать инвертером нержавеющую сталь в домашних условиях, следует придерживаться определенных этапов работы:
- Удалить с места стыка остатки краски, масла или мусора. Нержавейка довольно «капризный» металл, и плохо реагирует на подобные включения в сварочную ванну. Зачистка проводится металлической щеткой.
- Предварительная прокалка электродов поможет вернуть хорошие свойства их обмазке, что облегчит сварочный процесс и последующую обработку.
- При работе с краями соединения, которые толще 4 мм, необходима разделка кромок под 45 градусов. Это обеспечит хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно выполнить «болгаркой» или напильником. В особенно ответственных изделиях скос кромок выполняется на фрезерном станке. Дополнительно, выставляется зазор в 1-2 мм между пластинами, что позволяет затечь раскаленному металл до самого основания шва.
- Если сваривать инвертором предстоит тонкий металл (1-2 мм), то потребности в зазоре нет. Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки.
- При работе с толстыми листами железа (более 7 мм) рекомендуется производить подогрев изделия до 150 градусов. В домашних условиях это можно сделать паяльной лампой. Подобная мера позволяет избежать резкого перепада температуры при нанесении шва на холодный металл.
- Шов, при сварке нержавейки инвертором, выполняется на короткой дуге, и ведется немного быстрее, чем при сварке «черного» железа. Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
- В конце шва необходимо выполнить «замок», предотвращающий последующие трещины и свищи. Для этого сварочную ванну выводят в сторону на основной металл, или на уже застывший предыдущий шов, и удерживая электрод на месте, прерывают дугу.
- После прекращения сварки изделию необходимо дать время остыть. Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.
- Отбитие шлака производится спустя 5 минут, чтобы не оставить следов удара на мягком металле.
- Зачищенный шов осматривается на наличие дефектов. Если изделие предназначено для работы под давлением, то стоит произвести опрессовку. После чего можно проводить шлифовку и полировку для блеска нержавеющей конструкции.
 Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки.
Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки. Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.
Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.https://www.youtube.com/watch?v=Zngv3j_zh5g
Электроды для инвертора
Поскольку инверторные аппараты выдают переменный ток, электроды предназначенные исключительно для постоянного напряжения не подойдут. Можно использовать расходные материалы универсального предназначения по виду тока.
Хорошо зарекомендовали себя электроды с рутиловым покрытием, которые надежно защищают сварочную ванну и дают минимальное разбрызгивание горячего металла. Данные электроды хорошо разжигаются и не «теряют» дугу при работе. Они удобны в заплавлении широких зазоров. Позволяют варить во всех пространственных положениях. Для их производства используется проволока Св 08А. Диаметр колеблется от 2 до 5 мм.
Они удобны в заплавлении широких зазоров. Позволяют варить во всех пространственных положениях. Для их производства используется проволока Св 08А. Диаметр колеблется от 2 до 5 мм.
Достойными представителями этого вида электродов являются:
- ОЗЛ-6;
- ОК-46;
- ОЗЛ-8;
- МР-3.
После окончания шва стоит беречь глаза, поскольку горячий шлак может самопроизвольно отскакивать.
После рассмотрения этих практичных советов и познавательного видео становиться понятно как варить нержавейку инвертором в домашних условиях. Тренировка на не ответственных стыках позволит отточить мастерство и приступить к чистовой работе.
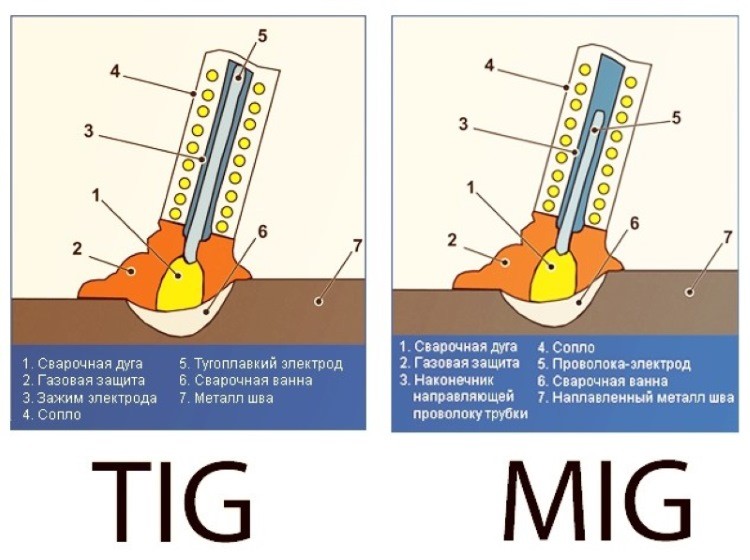
Сварка нержавеющей стали – сварка MIG, TIG и MMA
Есть умение сваривать сталь и есть умение сваривать нержавеющую сталь. Последний, известный своей коррозионной стойкостью и применимостью там, где важна гигиена, легко деформируется при нагревании. Однако его более низкая теплопроводность означает, что тепловая энергия не так быстро рассеивается из зоны сварки, что помогает во время сварки. В целом работать с ним несложно, но с помощью следующих советов и советов вы скоро окажетесь на пути к безупречному мастерству…
В целом работать с ним несложно, но с помощью следующих советов и советов вы скоро окажетесь на пути к безупречному мастерству…
Можно ли сваривать нержавеющую сталь?
Да, абсолютно. И вы можете сделать это с помощью процесса сварки MIG, сварки TIG или MMA (сварка электродом). Независимо от того, являетесь ли вы новичком в сварке или опытным профессионалом, вполне вероятно, что сварка нержавеющей стали в конечном итоге найдет свое применение в ваших навыках сварки.
Сложно ли сваривать нержавеющую сталь?
Как и все свариваемые металлы, нержавеющая сталь имеет свои особенности и поведение под дугой. Получение наилучших результатов от этого сплава (также называемого нержавеющей сталью или нержавеющей сталью) с минимальным содержанием хрома 10,5% может занять всю жизнь. Наряду с алюминием, это, несомненно, один из самых сложных материалов для сварки.
Однако, если вы только начинаете или регулярно работаете с этим материалом, несколько советов послужат ценным пособием для обучения или полезным напоминанием…
Какая сварка лучше всего подходит для нержавеющей стали?
В этой статье мы опираемся на опыт команды R-Tech, чтобы собрать подборку советов и советов, касающихся трех распространенных методов сварки нержавеющей стали: сварка MIG; TIG-сварка; и ручная дуговая сварка металлическим электродом (ММА).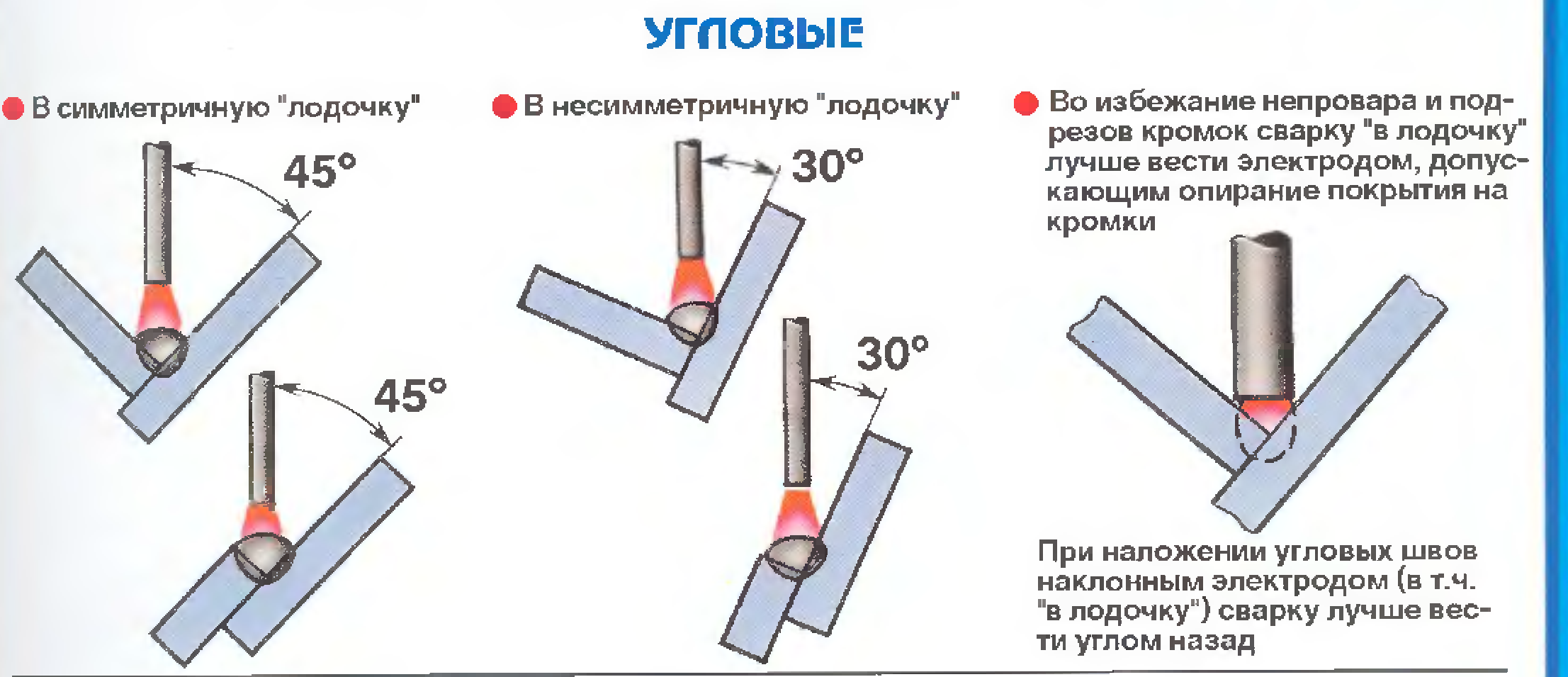 Что лучше для сварки нержавейки? Выбор наилучшего процесса действительно сводится к специфике задачи и качествам, требуемым от готового сварного шва. Если стоимость является ключевым фактором, это может быть ММА; но для точности с тонкими материалами, вероятно, будет TIG. Давайте рассмотрим три процесса. Но сначала важное напоминание о безопасности при сварке нержавеющей стали.
Что лучше для сварки нержавейки? Выбор наилучшего процесса действительно сводится к специфике задачи и качествам, требуемым от готового сварного шва. Если стоимость является ключевым фактором, это может быть ММА; но для точности с тонкими материалами, вероятно, будет TIG. Давайте рассмотрим три процесса. Но сначала важное напоминание о безопасности при сварке нержавеющей стали.
Вредна ли сварка нержавеющей стали для здоровья?
Короткий ответ заключается в том, что сварка нержавеющей стали сопряжена с потенциально серьезными рисками для здоровья – не в последнюю очередь из-за паров кадмия и хрома (Vi). Поэтому необходимы соответствующие меры безопасности, включая местную вытяжную вентиляцию (LEV) и средства индивидуальной защиты (СИЗ) сварщиков, такие как сварочные маски с подачей воздуха .
Сварка нержавеющей стали MIGМожно ли сваривать нержавеющую сталь MIG?
Опять же, да, вы можете. Во-первых, как и в случае любого другого процесса сварки, убедитесь, что ваш сварочный аппарат MIG правильно настроен для сварки нержавеющей стали.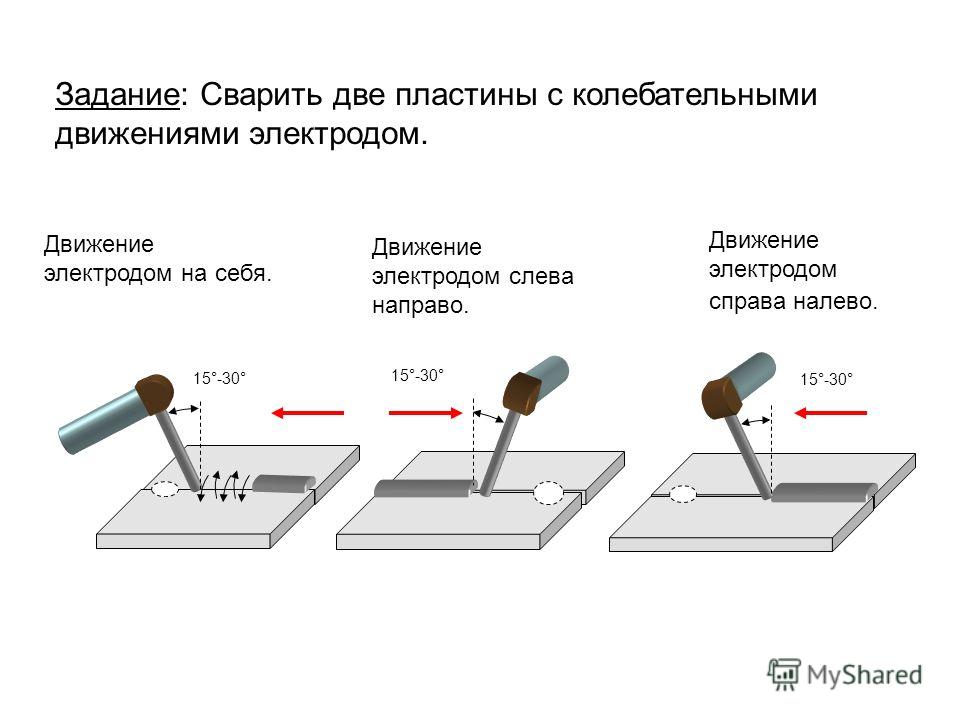
Мы рекомендуем всегда использовать тефлоновый направляющий канал; это обеспечит хорошую подачу проволоки, а также предотвратит ее загрязнение. Нержавеющая сталь может быть очень устойчива к коррозии, но она также подвержена загрязнению. При сварке нержавеющей стали методом MIG любой железный материал (включая загрязнение стальной футеровкой) в сварочной ванне может легко вызвать появление пятен ржавчины на готовой детали.
- Разумеется, перед началом сварки вы также должны убедиться, что ваша горелка MIG находится в хорошем состоянии. Как и при сварке алюминия, может иметь смысл купить горелку большего размера, чем для обычной стали. Поскольку при сварке нержавеющей стали выделяется больше тепла, горелка большего размера лучше выдерживает более высокую силу тока.
- Возвращаясь к загрязнению, крайне важно использовать только проволочные щетки и шлифовальные/отрезные диски из нержавеющей стали при работе с нержавеющей сталью.
- Помимо уязвимости нержавеющей стали к загрязнению железом, вам необходимо убедиться, что в вашей рабочей зоне нет железной или стальной пыли или любых оксидов железа. Это может показаться тривиальным, но это жизненно важно. Чистота материалов и рабочих мест всегда важна для качественной сварки. При работе с нержавеющей сталью критически важным является предотвращение даже мельчайших загрязнений твердыми частицами.
- Далее идет старый фаворит: правильный тип и диаметр проволоки. Как всегда, это зависит от конкретного проекта, поэтому обратитесь за советом.
- Еще один совет, которым делятся при сварке алюминия, касается важности зажима и прихватки вашей заготовки, чтобы избежать смещения и деформации из-за растрескивания. Майк Гэдсби, один из торговых консультантов R-Tech Welding Equipment (и опытный сварщик), говорит:
 Это может показаться тривиальным, но это жизненно важно. Чистота материалов и рабочих мест всегда важна для качественной сварки. При работе с нержавеющей сталью критически важным является предотвращение даже мельчайших загрязнений твердыми частицами.
Это может показаться тривиальным, но это жизненно важно. Чистота материалов и рабочих мест всегда важна для качественной сварки. При работе с нержавеющей сталью критически важным является предотвращение даже мельчайших загрязнений твердыми частицами.«Подумайте о расположении сварных швов из нержавеющей стали в шахматном порядке, чтобы снизить риск тепловой деформации, вызванной термическими свойствами материала».
Какой газ вы используете для сварки MIG нержавеющей стали?
Как всегда, правильный выбор газа имеет большое значение при сварке MIG нержавеющей стали. Вы можете использовать чистый аргон или смесь аргона и второстепенных газов для улучшения запуска. Или, может быть, даже специальная газовая смесь для нержавеющей стали (например, серия Stainshield от BOC, состоящая из аргона, гелия и углекислого газа), особенно для более экзотических нержавеющих сталей, таких как сплавы Inconel, Hastelloy или Monel. При сварке нержавеющей стали MIG вам понадобится немного более высокая скорость потока газа, около 14–16 л/мин. Мы рекомендуем связаться с поставщиками газа, чтобы обсудить требования к газу для вашего конкретного проекта.
Вы можете использовать чистый аргон или смесь аргона и второстепенных газов для улучшения запуска. Или, может быть, даже специальная газовая смесь для нержавеющей стали (например, серия Stainshield от BOC, состоящая из аргона, гелия и углекислого газа), особенно для более экзотических нержавеющих сталей, таких как сплавы Inconel, Hastelloy или Monel. При сварке нержавеющей стали MIG вам понадобится немного более высокая скорость потока газа, около 14–16 л/мин. Мы рекомендуем связаться с поставщиками газа, чтобы обсудить требования к газу для вашего конкретного проекта.
Для сварки ВИГ нержавеющей стали можно использовать только аппарат постоянного тока или аппараты для сварки ВИГ переменным/постоянным током в режиме постоянного тока. Важно убедиться, что мощность вашего аппарата достаточна для сварки нержавеющей стали. Если вы не уверены в возможностях имеющейся у вас машины или покупаете машину для сварки нержавеющей стали, обратитесь за помощью к поставщику машины, в том числе за советом по настройкам сварки нержавеющей стали TIG.
- Еще раз повторюсь: чистота – это самое главное при сварке нержавеющей стали методом TIG. Тщательно очистите рабочее место и материал. Как и в случае MIG, если он грязный, используйте проволочную щетку из нержавеющей стали, которая используется только для нержавеющей стали. И если он жирный, всегда тщательно его обезжиривайте. Из-за риска загрязнения железом нельзя быть слишком чистым или слишком осторожным.
- Получите настройку горелки TIG для нержавеющей стали. В частности, убедитесь, что рабочий цикл горелки соответствует используемой силе тока. Никогда не срезайте углы; если факел не соответствует задаче, инвестируйте в тот, который подходит.
- Не забывайте и о важнейших расходных материалах резака. Крайне важно обратить внимание на подходящую газовую чашу, правильно выбрать тип вольфрама и правильно подобрать диаметр электрода. Поскольку нержавеющая сталь выигрывает от обильного газового покрытия, используйте газовый баллон немного большего диаметра, чем обычно. Еще лучше установить газовую линзу (например, комплект крышки TIG Zone eVo-FLO), чтобы усилить поток газа над сварным швом, сохранить его прохладным и обеспечить дополнительную защиту сварочной ванны.
- Как всегда, убедитесь, что выбрали правильный стержень для марки нержавеющей стали, которую вы будете сваривать (широко используемые марки включают нержавеющую сталь 316, 308 и 312). Правильная толщина стержня также важна: более тонкая нержавеющая сталь требует более тонких стержней для обеспечения требуемой скорости осаждения. Опять же, это зависит от конкретной работы, поэтому обратитесь за советом к поставщику присадочной проволоки для сварки TIG или к ее производителю. И пока мы обсуждаем наполнительные стержни, обязательно протрите наполнительный стержень, чтобы удалить остатки масла. Это снова чистота и загрязнение… И, конечно же, когда вы свариваете, подождите, пока сварочная ванна не скопится, прежде чем вводить стержень.
- Как и при сварке алюминия методом TIG, главное – контроль. Для оптимального контроля и точности используйте ножную педаль TIG или горелку TIG с регулируемой силой тока.
- Рассмотрим импульсную сварку более тонкой нержавеющей стали. Сварка лицевой стороны листа может сильно отличаться от сварки, скажем, кромки того же куска. При сварке TIG нержавеющей стали импульсная сварка помогает уменьшить деформацию, сводя к минимуму тепло, попадающее в сварной шов, и одновременно оптимизируя проплавление. Если это важно, убедитесь, что ваш сварочный аппарат TIG поддерживает импульсную сварку. Все аппараты R-Tech TIG работают в диапазоне 0,5–50 Гц.
 Еще лучше установить газовую линзу (например, комплект крышки TIG Zone eVo-FLO), чтобы усилить поток газа над сварным швом, сохранить его прохладным и обеспечить дополнительную защиту сварочной ванны.
Еще лучше установить газовую линзу (например, комплект крышки TIG Zone eVo-FLO), чтобы усилить поток газа над сварным швом, сохранить его прохладным и обеспечить дополнительную защиту сварочной ванны. Для оптимального контроля и точности используйте ножную педаль TIG или горелку TIG с регулируемой силой тока.
Для оптимального контроля и точности используйте ножную педаль TIG или горелку TIG с регулируемой силой тока. Мы рассмотрели сварку MIG и TIG. Теперь кратко коснемся дуговой сварки ММА нержавеющей стали. Это самый простой из трех процессов для настройки (самое главное, выбрать правильный электрод для сварки). Это также самый дешевый способ сварки нержавеющих сплавов. Предполагая, что у вас есть сварочный аппарат с возможностью сварки электродами, все, что вам действительно нужно для начала, — это несколько подходящих стержней. Нет газа, горелки, ножных педалей или расходных материалов для горелки… Это самая простая сварка.
Нет газа, горелки, ножных педалей или расходных материалов для горелки… Это самая простая сварка.
- Нержавеющая сталь перемещается на сварочных столах, поэтому убедитесь, что вы приварили ее к заготовке зажимами или прихватками.
- Выберите правильный электрод для заготовки (опять же, типичны марки 316, 308 или 312).
- Помните, что вам не удастся сварить тонкие листы нержавеющей стали. Многие сварщики борются с нержавеющим листом толщиной менее 2 мм. Все дело в меньшей управляемости дуговой сварки MMA для таких применений.
- Тонкий лист может быть проблемой. Но для сравнения, сварка низкоуглеродистой стали с нержавеющей сталью или высокоуглеродистой инструментальной сталью действительно играет на сильных сторонах MMA.
- Предварительный нагрев часто помогает при обработке некоторых нержавеющих сталей. Это потому, что это может помочь предотвратить растрескивание. Предварительный нагрев обычно проводят паяльной лампой, кислородно-ацетиленовой или кислородно-пропановой горелкой.

Независимо от того, идет ли речь о сварке нержавеющей стали MIG, TIG или MMA, ваша работа выиграет от последовательного применения полезных советов, таких как приведенные выше. Добавьте качественные расходные материалы и (при необходимости) несколько хорошо подобранных аксессуаров, а затем тренируйтесь, тренируйтесь, тренируйтесь. Вскоре вы освоите сварку нержавеющей стали. Если вы профессионал, который уже там, вы знаете, что мы имеем в виду.
Давайте поговорим о сварке нержавеющей стали
Овладев основами сварки нержавеющей стали, вы, возможно, расширите свои навыки до особых задач сварки нержавеющей стали с мягкой (углеродистой) сталью или даже более специализированных применений.
Что бы вы ни сварили из нержавеющей стали, помните, что команда R-Tech всегда готова помочь вам. Конечно, они помогут вам выбрать что угодно, от одной газовой линзы или набора присадочных стержней из нержавеющей стали до сварочного аппарата MIG. Но им также нравится делиться ценными советами, основанными на многолетнем опыте, или просто говорить о сварке нержавеющей стали.
Но им также нравится делиться ценными советами, основанными на многолетнем опыте, или просто говорить о сварке нержавеющей стали.
4 лучших способа сварки нержавеющей стали [Краткое руководство]
Нержавеющая нержавеющая сталь уже давно считается популярным строительным материалом. Это широко известное предпочтение за его долговечность, прочность, обрабатываемость и различную степень коррозионной стойкости. Этот привлекательный металл усложняет точную сварку. Крайне важно обсудить мир сварки нержавеющей стали , прежде чем выбрать проект из нержавеющей стали. Давайте подробно рассмотрим металл и лучшие техники сварка нержавеющей стали .
Что называют нержавеющей сталью? Нержавеющая сталь представляет собой сплав железа с переменным содержанием хрома от 11% до 30%. Нержавеющий, привлекательный характер металла обязан хрому. Изменение доли элементов хрома зависит от химического состава нержавеющей стали и ее использования. В него добавляются такие элементы, как никель и молибден, для повышения его формуемости и коррозионной стойкости.
В него добавляются такие элементы, как никель и молибден, для повышения его формуемости и коррозионной стойкости.
Гарри Бреарли представил оригинальную нержавеющую сталь в 1913. Его популярность растет из-за его прочности и антикоррозионных свойств по отношению к химическим веществам, газам и жидкостям. Люди удивляются, узнав, что существует три типа нержавеющей стали: ферритная, аустенитная и мартенситная. Процесс сварки не сильно отличается для каждого из них.
Этот сварочный металл отлично подходит для различных промышленных применений. Он может выдерживать экстремальные температуры, что делает его приемлемым выбором для трубопроводов, коррозионно-активных химикатов и нефтяной промышленности. Это также популярный выбор для медицинского оборудования, ресторанов, крафтовых пивоварен из-за его устойчивости к инфекциям.
Минус нержавеющей стали в том, что она в 3-5 раз дороже мягкой стали. Сварка его одинаково дорога и делает его сложным выбором.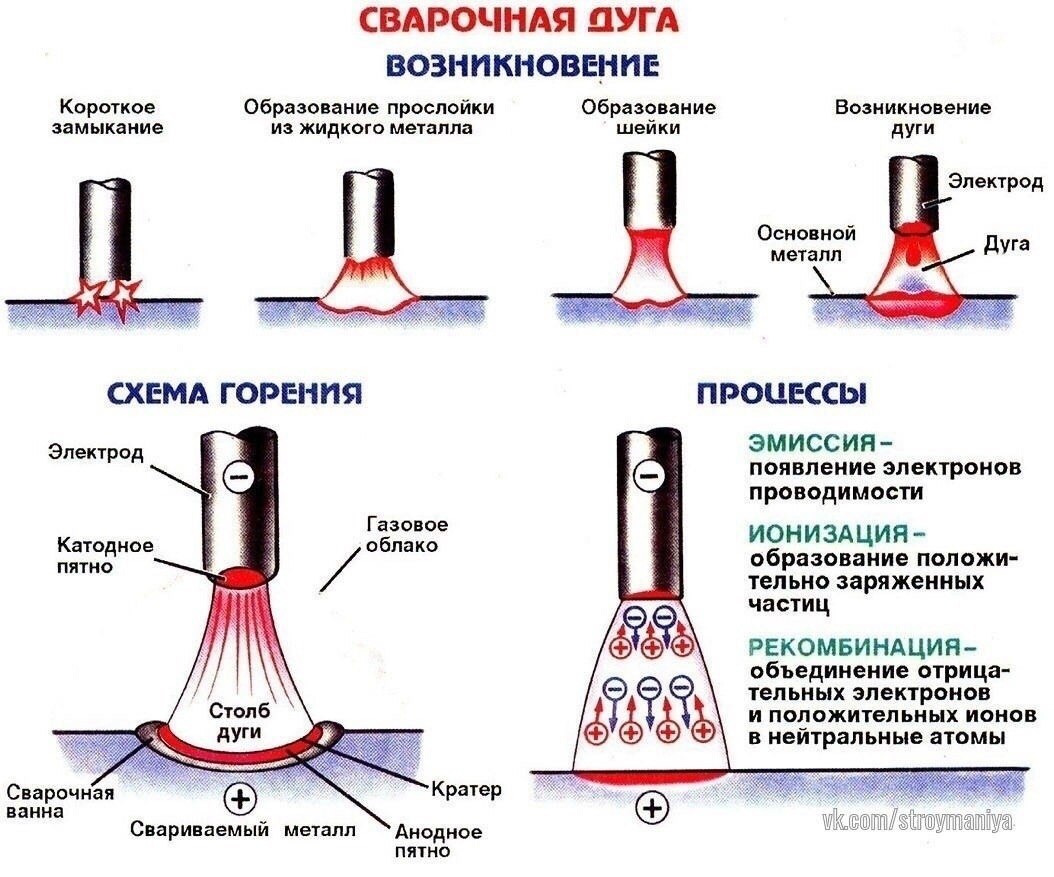
Как сварить нержавеющую сталь , всегда остается загадкой. Очистка и подготовка нержавеющей стали является ключом к правильной сварке. Потому что металл имеет сильную принадлежность к углеродистой стали. Держите набор инструментов отдельно, чтобы очистить нержавеющую сталь перед сваркой. Любой инструмент с остаточным углеродом может загрязнить нержавеющую сталь и привести к ржавчине конечного продукта. Щетка, молоток и зажим должны храниться отдельно от этого сварочного металла.
Рекомендуется разделять рабочие зоны из углеродистой и нержавеющей стали, поскольку взвешенные частицы углерода могут проникать в нержавеющую сталь и впоследствии ржаветь.
Очень важной подготовкой является выбор наполнителя. Постарайтесь подобрать материал наполнителя к основному металлу. Как правило, это легко, но возникают трудности с разнородными металлами.
Общие методы сварки нержавеющей стали Выбор сварочных процессов для сварки нержавеющей стали зависит от таких факторов, как толщина металла, готовое изделие, время выполнения проекта. Преимущественно используется сварочный аппарат SS из следующих 4 методов.
Преимущественно используется сварочный аппарат SS из следующих 4 методов.
Этот наиболее часто используемый процесс благодаря его высочайшему качеству, прочности, универсальности и долговечности. Это идеальный выбор для тонкого металла, где важен окончательный внешний вид металла. Температура сварки TIG и защитный газ аргон, гелий, водород и азот используются для предотвращения окисления.
Сварка ВИГ является наиболее прочной сваркой по сравнению с другими способами сварки. Сварка, где расходные материалы не используются. Сам электрический ток создает дугу между вольфрамом и основным металлом. Дуга, в свою очередь, производит сильное тепло, которое может расплавить соединяемые поверхности.
Зона сварки нуждается в защите от загрязнения защитными газами. Защищенная зона сварки при охлаждении превращается в безупречный сварной шов. Нет необходимости в какой-либо шлифовке или скалывании здесь после сварки.
Процесс сварки ВИГ нержавеющей стали превращается в кошмар. Некрасивый сварной шов — это деморализация, если вы не воспользуетесь следующими советами для улучшения результатов.
1. Использование вольфрамового стержня подходящего размера – Качество сварки напрямую зависит от диаметра вольфрамового стержня. Легкий металлический лист при низкой температуре с большим диаметром стержня затрудняет начало плавной сварки. Чем тяжелее нержавеющая сталь, тем больше размер стержней.
2. Очистите металл – Нет быстрого способа очистки, чтобы сделать чистый, совершенный и прочный борт. Очистку можно выполнить чистой тряпкой, ацетоном, другими полезными средствами для их очистки. Они очищают расплав, удаляя все быстро.
3. Очистка вольфрамового наконечника – Обязательно для получения точной, стабильной и сильной дуги. Наконечник загрязняется присадочной проволокой, которую необходимо содержать в чистоте до следующего сеанса сварки.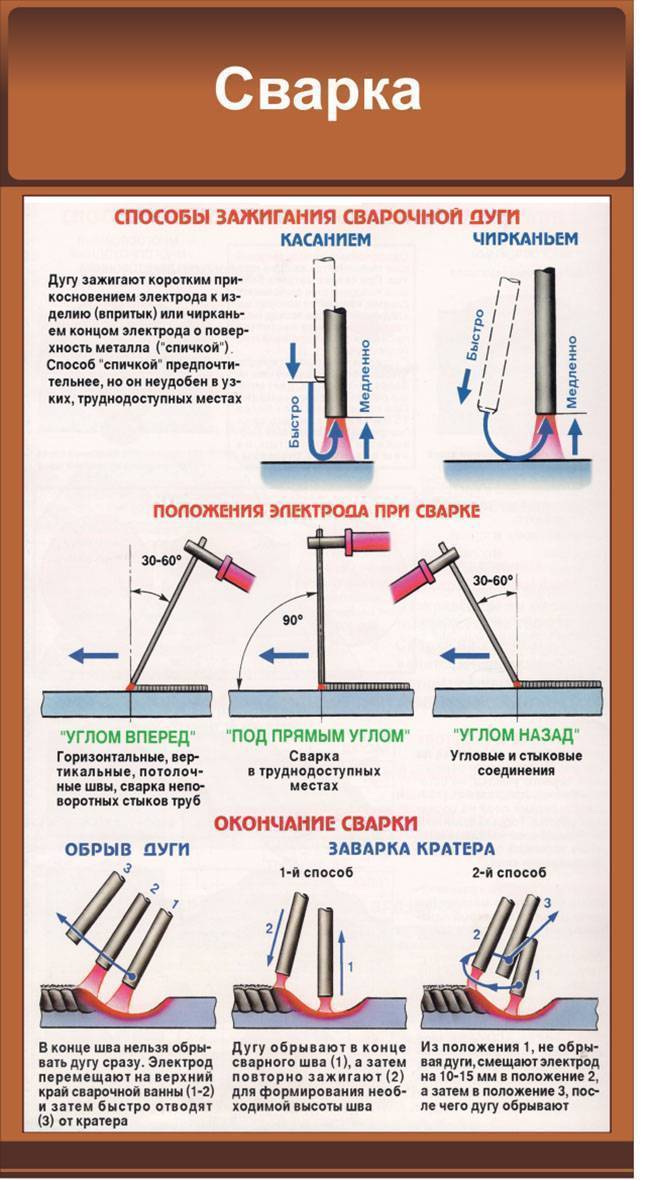 Чем тоньше кончик вольфрама, тем чище и точнее дуга.
Чем тоньше кончик вольфрама, тем чище и точнее дуга.
4. Улучшить газовое покрытие – Загрязнения в продукции валика с захватом воздуха. Вы должны использовать больше газа, чтобы получить лучший сварной шов. Широкую чашеобразную структуру можно использовать для подачи защитного газа, чтобы охватить больше площадей и улучшить результаты сварки.
5. Увеличьте скорость сварки – Выберите силу тока, при которой сварка не сдувается и не подрезается при быстром перемещении. Лучше запустить сварочный аппарат на 10% меньше ампера на 0,001 дюйма стали и двигаться быстро, чтобы соответствовать.
6. Выбор подходящего присадочного материала – Присадочный материал должен почти соответствовать основному металлу. Никогда не сваривайте пластины из нержавеющей стали 304 электродами 316. Присадочный материал должен быть равной и более прочной по прочности, чем основной металл, чтобы получить надлежащее прочное соединение. Всегда выбирайте правильный размер стержня, чтобы получить лучшее покрытие сварки.
7. Обратная продувка рабочего места – Защита обратной стороны сварного шва от окружающей среды для поддержания качества сварного шва. Этого можно добиться с помощью комплекта продувки или путем закрытия алюминиевой крышки на задней стороне сварного шва.
8. Медленнее охлаждение – Чем медленнее охлаждение, тем лучше сварка из нержавеющей стали.
2. Сварка MIGПолуавтоматический процесс соединения двух стальных деталей с использованием защитного газа аргона и проволочных электродов. Сварочные пистолеты могут достигать труднодоступных мест при сварке изделий из нержавеющей стали.
MIG более быстрый и надежный процесс сварки. Самый простой процесс сварки даже для начинающего сварщика. Мы выбираем этот процесс, если время на выполнение работы невелико, а пользователь не является обученным сертифицированным сварщиком.
Высокая скорость сварки благодаря полуавтоматической подаче электрода с механизмом подачи проволоки. Электрод подается непрерывно с заданной скоростью для выполнения задания.
Электрод подается непрерывно с заданной скоростью для выполнения задания.
Защитный газ аргон используется для защиты зоны расплава от атмосферных загрязнений. Качество после сварки довольно хорошее и чистое, и его можно использовать для масштабного проекта.
3. Сварка стержнемИсточник постоянного тока для сварки стержнем является лучшим выбором для сварки нержавеющей стали . Дуга остается очень ровной, стабильной со спокойным стартом и сваркой в разных положениях.
Основная сварка на многие десятилетия. Наиболее приемлемый способ соединения металлов. Возможна безопасная сварка на открытом воздухе. При флюсе электродов образуются дымы. Флюс помогает защитить зону сварки от загрязнения. Этот флюс превращается в шлак после сварки, который требует ручного скалывания.
Сварка дуговой сваркой остается очень прочной и используется в основном для сварки конструкций. Внешний вид сварочной эстетики не исключительный, но очень прочный.
Универсальный, наиболее экономичный процесс сварки для небольших и крупных объектов сварки нержавеющей стали. Здесь два металла соединяются путем локального нагрева и образуют элегантный и прочный шов без искажений.
Самый экономичный способ соединения двух листов металла. Электрический ток выделяет тепло при прохождении через электрод. Сопротивление металла приводит к выделению тепла. Тепло расплавляет металлические поверхности, которые под давлением рук на электрод при охлаждении образуют прочное соединение.
Часто задаваемые вопросыНасколько сложна сварка нержавеющей стали?
Для начинающего сварщика это немного сложно, так как нержавеющая сталь хорошо удерживает тепло. Огромная температура сварки может деформировать и даже деформировать его в процессе охлаждения. Очень деликатный процесс, так как каждый дефект и царапина остаются заметными и портят эстетический вид. Нержавейка не прощает в момент сокрытия ошибок сварщика. Многолетний опыт в ss сварка является единственной квалификацией сварщика для сварки стали.
Очень деликатный процесс, так как каждый дефект и царапина остаются заметными и портят эстетический вид. Нержавейка не прощает в момент сокрытия ошибок сварщика. Многолетний опыт в ss сварка является единственной квалификацией сварщика для сварки стали.
Какой тип сварки лучше всего подходит для нержавеющей стали?
Чтобы найти ответ на этот вопрос, изучите навыки сварщика, эстетический вид конечного продукта, толщину металла, бюджет и время на выполнение проекта.
Если вы ищете наиболее доступный процесс, то точечная сварка — ваш выбор. Тонкий металл с чистым эстетическим видом подходит для сварки TIG. Большой, быстрый и мощный проект, где внешний вид не имеет первостепенного значения, можно рассмотреть процесс сварки MIG.
Возможна ли сварка TIG для нержавеющей стали?
TIG — это точный сварочный процесс, подходящий для проектов, требующих чистых, аккуратных, контролируемых и неуступчивых металлов, таких как нержавеющая сталь. Это медленный процесс, и для работы на сварочном аппарате из нержавеющей стали требуется опытный сварщик. Сварка устраняет деформации основного металла. Сварка MIG — лучший выбор, когда эстетика не имеет значения. Это быстрый и экономичный процесс, и начинающий сварщик может выполнить процесс с минимальными затратами. Снаряжения, аксессуаров и опыта должно быть немного.
Это медленный процесс, и для работы на сварочном аппарате из нержавеющей стали требуется опытный сварщик. Сварка устраняет деформации основного металла. Сварка MIG — лучший выбор, когда эстетика не имеет значения. Это быстрый и экономичный процесс, и начинающий сварщик может выполнить процесс с минимальными затратами. Снаряжения, аксессуаров и опыта должно быть немного.
Можно ли сваривать нержавеющую сталь от ржавчины?
Нержавеющая сталь обычно устойчива к любому типу коррозии. В экстремальных условиях, когда слой оксида хрома разрушен, возможно появление ржавчины. Это может произойти во время процесса сварки, нагрева или охлаждения. Существует серьезная проблема коррозии при сварке нержавеющей стали tig . Мы можем добиться этого, правильно очистив и подготовив пластину из нержавеющей стали. Оксид хрома внутри нержавеющей стали действует как защитный экран от ржавчины во время процесса сварки. Это помогает излечить нержавеющую сталь от постоянных следов и обесцвечивания.
Как лучше всего сваривать нержавеющую сталь?
Сталь укладывается на сварочный стол и фиксируется с помощью приспособлений и зажимов. Теперь соедините две пластины, если они больше, то можно выбрать Mig для сварки нержавеющей стали . TIG-сварка лучше всего подходит для сварки тонких металлов, деликатных и прочных сварочных работ.
Отличается ли сварка нержавеющей стали?
Нержавеющая сталь Гарри Брирли (1913 г.) обладала гораздо большей коррозионной стойкостью при очень низкой пластичности. Процесс 9Сварка стали 0023 мало чем отличается от углеродистой стали.
Какой сварочный пруток лучше всего подходит для нержавеющей стали?
Сварочный стержень из нержавеющей стали из A 309 или 312 является лучшим выбором для дуговой сварки нержавеющей стали для ремонта и обслуживания. Соединение прочное и устойчивое к растрескиванию при использовании.
Почему сварные швы из нержавеющей стали иногда черные?
При контакте нагретой стали с атмосферой происходит окисление атмосферным воздухом.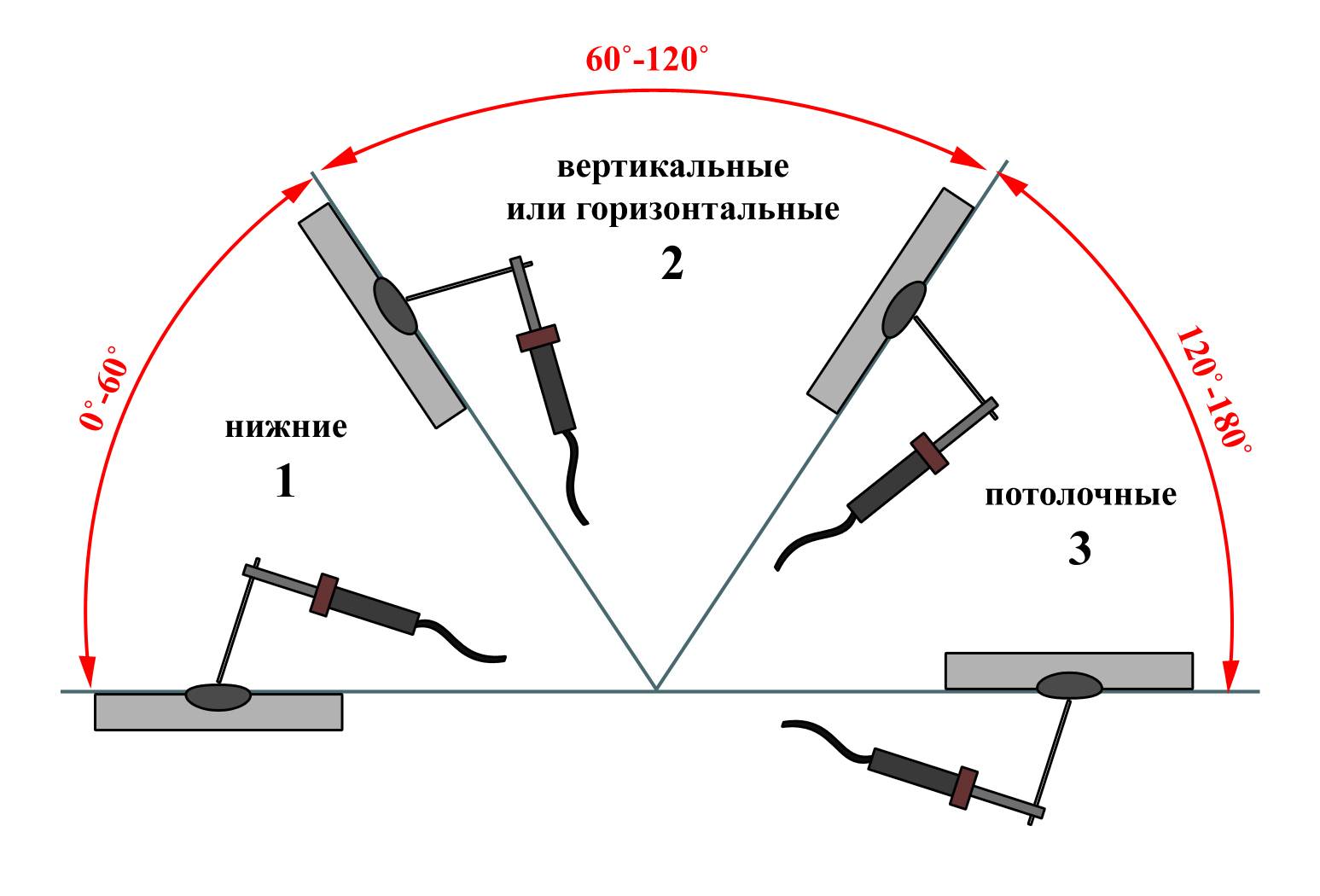 Цвет металла зависит от состава металла, температуры и продолжительности времени, в течение которого он подвергается воздействию зоны сварки. Меньшее количество газов, слишком высокая скорость перемещения и слишком большой ток могут вызвать это обесцвечивание.
Цвет металла зависит от состава металла, температуры и продолжительности времени, в течение которого он подвергается воздействию зоны сварки. Меньшее количество газов, слишком высокая скорость перемещения и слишком большой ток могут вызвать это обесцвечивание.
Вам нужна специальная проволока для сварки нержавеющей стали?
Вам не нужна какая-либо специальная проволока для замены в системе подачи проволоки, как в алюминиевой. Присадочный материал должен соответствовать основному металлу для получения лучших результатов сварки стали . Наиболее распространенной маркой проволоки из аустенитной нержавеющей стали является 308, 309 и 316.
Какие типы нержавеющей стали имеют самое плохое качество сварки?
Аустенитные и ферритные марки легко свариваются с превосходным качеством. Мартенситный сорт имеет очень твердое, плохое и хрупкое качество сварки из-за соотношения содержания углерода. Хрупкость и твердение можно уменьшить предварительным подогревом металла.