Советы и рекомендации, как варить чугун электросваркой в домашних условиях
Содержание
- Технология сварки чугуна
- Как сваривать чугун электросваркой
- Методы сварки чугуна
- Газовая сварка чугуна
- Холодная сварка чугуна
- Горячая сварка чугуна
- Проволока для сварки чугуна
- Какие электроды используют для сварки чугуна
- Техника безопасности при сварке чугуна
Выполнение сварочных работ требует специального профильного образования, но и мастера – самоучки добиваются хороших результатов, особенно при сварке деталей или заготовок из простой стали. Обычно, трудности начинаются, когда требуется заварить цветной (алюминий, медь, титан), или тугоплавкий металл, отличающийся особенным химическим составом или свойствами. К примеру, чугун.
Чугун в своем составе имеет высокое содержание углерода, что и обуславливает его особенности, влияющие как на обработку, так и дальнейшую эксплуатацию. В связи с этим, наиболее частые вопросы, которые можно услышать, являются следующие:
- Как варить чугун электросваркой?
- Какие методы проведения работ по чугуну существуют?
- Какие расходные материалы понадобятся?
- Существуют ли рекомендации по безопасному проведению сварки?
Технология сварки чугуна
Сварка чугуна электродом в домашних условиях возможна, но требует соблюдения определенных рекомендаций и практических навыков у человека, который будет выполнять работы. Отливают чугун при низких (по сравнению со сталью) температурах. Температурный режим, используемый при отливке чугуна всего 1200-1500° градусов. Это, а также высокое содержание углерода и влияет на свойства металла.
Отливают чугун при низких (по сравнению со сталью) температурах. Температурный режим, используемый при отливке чугуна всего 1200-1500° градусов. Это, а также высокое содержание углерода и влияет на свойства металла.
Существует горячая и холодная сварка чугуна. При выполнении любого из методов от мастера требуется учитывать следующее:
- Категорически запрещается быстрое охлаждение поверхности чугуна. Если выполняется сварка чугуна со сталью, для увеличения времени остывания последней рекомендуется засыпать деталь угольной пылью или сухим песком. Быстрый нагрев или охлаждение чугуна в результате влияет на появление трещин и создает трудности в процесс дальнейшей обработки детали. Сварка стали с чугуном выполняется безникелевым электродом, обычно в два прохода.
- В жидком состоянии металл отличается текучестью, что требует использования подформовки и может быть причиной деформации и напряжения при сварке чугуна.
- Трудности при сварке TIG связанны в основном с необходимостью обеспечить прочное прилегание сварного шва.
 Особенно сложным является сваривание двух неоднородных элементов. Выполнение ремонтных работ порой требует восстановления деталей из стали, алюминия и чугуна. При выполнении работ необходимо учитывать характеристики обоих материалов. Особенности сварки чугуна и алюминия состоят в том, что для первого металла необходим меньший нагрев. Поэтому при работе обязательно использование графитовой подложки предотвращающей вытекание чугуна.
Особенно сложным является сваривание двух неоднородных элементов. Выполнение ремонтных работ порой требует восстановления деталей из стали, алюминия и чугуна. При выполнении работ необходимо учитывать характеристики обоих материалов. Особенности сварки чугуна и алюминия состоят в том, что для первого металла необходим меньший нагрев. Поэтому при работе обязательно использование графитовой подложки предотвращающей вытекание чугуна.
 Особенно сложным является сваривание двух неоднородных элементов. Выполнение ремонтных работ порой требует восстановления деталей из стали, алюминия и чугуна. При выполнении работ необходимо учитывать характеристики обоих материалов. Особенности сварки чугуна и алюминия состоят в том, что для первого металла необходим меньший нагрев. Поэтому при работе обязательно использование графитовой подложки предотвращающей вытекание чугуна.
Особенно сложным является сваривание двух неоднородных элементов. Выполнение ремонтных работ порой требует восстановления деталей из стали, алюминия и чугуна. При выполнении работ необходимо учитывать характеристики обоих материалов. Особенности сварки чугуна и алюминия состоят в том, что для первого металла необходим меньший нагрев. Поэтому при работе обязательно использование графитовой подложки предотвращающей вытекание чугуна.
Некоторые расходные материалы предназначены исключительно для обработки чугуна, другие можно использовать при комбинации двух металлов. Профессиональная сварка и наплавка деталей из чугуна заключается в строгом соблюдении технологического процесса обработки поверхности и выполнения последующих работ.
Как уже отмечалось, работы с чугуном выполняются двумя способами: горячим и холодным методом, при этом используются как уже готовые электроды, так и изготовленные кустарным способом. Самостоятельно изготовленные комплектующие используют не только в домашних условиях, но и на производстве.
Самостоятельно изготовленные комплектующие используют не только в домашних условиях, но и на производстве.
В электрод для чугуна входит следующий состав термитной смеси для сварки:
- Ферросицилий
- Термит
- Мрамор
- Алюминий
- Жидкое стекло
- Измельченный порошок титана
- Жидкое стекло
Альтернативой электродам по чугуну может быть специальная присадочная проволока с графитовым стержнем.
Особенности восстановления чугунных деталей сваркой вне зависимости от выбранного метода включают в себя следующее:
- Подготовка поверхности – дефекты необходимо удалить. Дефекты вырубают механическим или ручным методом. При вырубке руководствуются общим правилом, заключающимся в том, что удаленные повреждения друг от друга на длину свыше 20 мм, вырубают отдельно, меньше вместе.
- Определение химического состава материала. Подготовка чугуна под сварку включает и определение всех возможных работ, которые придется провести. Обычно мастер смотрит на торец материала и определяет его устойчивость к термической обработке. На серую чугунину наложить сварной шов проще, но по мере потемнения потребуется соблюдение дополнительных мер. Хуже всего поддается обработке черный металл, а промасленный чугун могут не взяться варить даже в кузнечном цеху. Выбор режима сварки ковкого чугуна также ограничивается необходимостью предварительного разогрева детали. Остальные способы обработки ковкого чугуна не дадут хорошего результата.
Обеспечение хорошей сцепки сварного шва. При необходимости может быть использован технологический процесс сварки чугуна с применением стальных шпилек. Метод заключается в том, что предварительно в поверхность обрабатываемой детали вставляются и фиксируются шпильки предназначенные укрепить сварной шов. Количество шпилек прямо зависит от размера заплатки. Особенностью процесса сварки со шпильками является необходимость уменьшить содержание в припае углерода, а также получить материал шва близкий по химическому составу к содержанию углерода, используя самостоятельно изготовленные сварочные материалы (для этого увеличивают количество графита в электроде).
- Сварочные работы – чугун подлежит сварке ТИГ, при этом наилучшие результаты могут быть достигнуты при соблюдении нескольких условий. Обязательно необходимо поддерживать небольшое количество расплавленного металла в сварной ванне и его равномерное перемешивание в процессе выполнения работ. Во время сварки используются присадочные прутки чугуна. Может понадобиться применение смеси состоящей из азотнокислого натрия, соды и технической буры.
- После выполнения работ, закончив наложение сварного шва, детали засыпаются сухими составами, не позволяющими быстро остыть. Контроль сварки осуществляется с помощью визуального осмотра шва. В материале должны отсутствовать непровары или прожоги, а также сквозные трещины. При обнаружении подобных дефектов поверхность зачищается, и шов накладывается заново. Повторный проход электродом потребуется и в случае сваривания между собой неоднородных материалов. Принцип сварки чугуна и сплавов цветных металлов заключается в наложении двойного шва.
 Обычно мастер смотрит на торец материала и определяет его устойчивость к термической обработке. На серую чугунину наложить сварной шов проще, но по мере потемнения потребуется соблюдение дополнительных мер. Хуже всего поддается обработке черный металл, а промасленный чугун могут не взяться варить даже в кузнечном цеху. Выбор режима сварки ковкого чугуна также ограничивается необходимостью предварительного разогрева детали. Остальные способы обработки ковкого чугуна не дадут хорошего результата.
Обычно мастер смотрит на торец материала и определяет его устойчивость к термической обработке. На серую чугунину наложить сварной шов проще, но по мере потемнения потребуется соблюдение дополнительных мер. Хуже всего поддается обработке черный металл, а промасленный чугун могут не взяться варить даже в кузнечном цеху. Выбор режима сварки ковкого чугуна также ограничивается необходимостью предварительного разогрева детали. Остальные способы обработки ковкого чугуна не дадут хорошего результата.

После выполнения работ деталь может использоваться после полного остывания. В этот момент проводится повторный контроль качества. Соединение чугунных труб проверяется с помощью наполнения их жидкостью.
Электросварка чугуна в домашних условиях может быть выполнена только холодным методом. Холодный метод сварки чугуна ограничивает возможность выполнения работ исключительно определенными марками металла. Легче всего наложить сварной шов на серый чугун. Работы с черным или промасленным металлом требуют соответствующей квалификации мастера и применения необходимого оборудования.
Как сваривать чугун электросваркой
Правильно варить чугун электросваркой можно только при условии использования правильных электродов, а также необходимого оборудования. Особенность проведения работ является то, что в зоне наложения шва повышается хрупкость металла.Хрупкость связана с тем, что во время выполнения работ чугун испытывает чрезмерную и интенсивную закалку. По этой причине технология сварки чугуна электродами в промышленных условиях существенно отличается от обычной обработки других металлов и требует нагрева материала до температуры около 600-650° градусов.
Для работ используют следующие виды электродов:
- ОЗЧ-2 – имеют медный стержень, покрытый специальным составом, включающим в себя графит.
- МНЧ-2 – для стержня используют сплав металлов из никеля, меди, марганца и железа. Электроды МНЧ-2 являются оптимальным решением, но стоят они существенно дороже.
Электросварка чугунных изделий холодным методом требует соблюдения определенного темпа наложения шва и контроля, чтобы поверхность не разогрелась выше необходимых показателей. Сварщик выполняет работы «вразброс», небольшими участками с обязательной проковкой и перерывами.
Так как особенностью чугуна является медленное остывание, чтобы заварить чугунную деталь может потребоваться большое количество времени. При восстановлении небольших дефектов обязательным является использование графитовой подложки, во избежание вытекания металла.
Методы сварки чугуна
В зависимости от того, какое качество и прочность наложения шва потребуется, могут использовать разные способы проведения работ. Виды сварки чугуна включают в себя следующие:
Виды сварки чугуна включают в себя следующие:
- С использованием инертного газа – метод используют для ремонта канализационных труб, деталей автомобиля. Способ сварки с инертным газом подходит, если необходимо сварить неоднородные металлы.
- Горячий метод используют в промышленности. В результате предварительного прогревания ремонтируемой детали удается получить прочное сварное соединение высокого качества. Горячий способ сварочных работ по чугуну требует особой подготовки мастера и соблюдения требований безопасности.
- Холодный метод обычно выполняется в домашних условиях, когда к качеству сварного шва и плотности его примыкания к детали не предъявляют высоких требований.
Способы сварки чугуна достаточно разнообразны, причем при желании и наличии определенных условий работы можно выполнить и дома. При домашней сварке потребуется хорошее знание химического состава чугуна и его свойств.
Газовая сварка чугуна
Этот способ в основном используют, если необходимо обеспечить сварной шов высокой прочности при условии необходимости небольшого провара основного металла.
- Режимы подачи напряжения.
- Техника наложения шва.
- Сила тока.
- Скорость прохождения.
Технологический процесс газовой сварки чугунных изделий подразумевает соблюдение следующих рабочих параметров:
- напряжение дуги 18-21В
- сила тока 100-120А
- скорость прохождения не больше 12 м в час
Работы проводятся с помощью сварной проволоки 09Г2СА или ПАНЧ 11 с диаметром 1 мм.
Холодная сварка чугуна
Холодная сварка для чугуна выполняется в основном в бытовых условиях. Преимуществом холодного способа является отсутствие необходимости в дополнительном оборудовании для выполнения работ. При наложении шва используют следующие разновидности электродов для холодной сварки:
- Медно-железные.
- Медно-никелевыми.
- Железно-никелевыми.
- Стальными.
- Чугунными.

Выполняют наплавку укладкой одного или нескольких валиков сварного шва. При использовании стальных электродов обязательна установка шпилек для увеличения прочности соединения. Любые электроды, в состав которых входит железо, и никель в основном используют для ремонта небольших повреждений.
Технология холодной сварки чугуна подразумевает и исправление больших дефектов поверхности. Для этих целей используют чугунные электроды с покрытием из графита.
Холодный способ не может обеспечить качественный и долговременный шов. Применение холодного метода ограничивается деталями с мелкими дефектами и не несущими конструкциями.
Горячая сварка чугуна
Горячий способ сварки применяют в промышленных условиях. Сварка горячим методом обеспечивает надежное соединение деталей, в том числе их неоднородных материалов. Метод включает в себя следующие этапы:
Технология горячей сварки чугуна дает качественный однородный шов и может быть выполнена исключительно в промышленных условиях. Для соблюдения условий процесса требуется применение определенных комплектующих: проволоки и электродов.
Для соблюдения условий процесса требуется применение определенных комплектующих: проволоки и электродов.
Проволока для сварки чугуна
Проволока по чугуну используется для проведения сварочных работ в среде защитных газов. В основном используются две разновидности расходного материала:
- Для работ в среде защитных газов – обязательным является использование углекислого газа для препятствия воздействия на обрабатываемую деталь кислорода. Стоит проволока дешевле. Практика показала, что получаемый сварной шов несколько худшего качества чем получаемый с помощью порошковых расходников.
- Порошковая проволока – это сварочная проволока для чугуна ПАНЧ-11. Преимуществом проволоки ПАНЧ-11 является то, что в состав входят вещества, при нагревании образующие необходимую защиту сварного шва. Применение ПАНЧ-11 рекомендуется в случае укрепления трещин стальными шпильками.
 Применение ПАНЧ-11 рекомендуется в случае укрепления трещин стальными шпильками.
Применение ПАНЧ-11 рекомендуется в случае укрепления трещин стальными шпильками.Никелевая проволока традиционно используется для проведения сварочных работ холодным методом. Характеристики никелевой проволоки позволяют применение для устранения незначительных дефектов поверхности.
Какие электроды используют для сварки чугуна
Особенность сварки чугуна с помощью электродов заключается в том, что при сгорании электрода выгорает также и определенное количество углерода находящегося в самом металле. При выгорании образуются поры, влияющие на качество и прочность соединения сварного шва.
Поэтому для сварки чугунных изделий применяются электроды, имеющие в своем составе никель и медь. Этому есть разумное объяснение, связанное с особенностями этих металлов:
- Никель – растворяется без остатка в железе, входящем в состав чугуна. При этом никель полностью нейтрален по отношению к углероду и вступает с ним в химическую реакцию. Это дает определенные преимущества. Сварной шов, накладываемый электродом с никелем, в процессе работ не закаляется и остается мягким и податливым для дальнейшей обработки.
- Медь – из этого металла состоят применяемые специальные электроды для сварки жаропрочного чугуна. Медь не растворяется в железе и в результате образует более твердый шов, что часто и требуется при обработке материала.
 Сварной шов, накладываемый электродом с никелем, в процессе работ не закаляется и остается мягким и податливым для дальнейшей обработки.
Сварной шов, накладываемый электродом с никелем, в процессе работ не закаляется и остается мягким и податливым для дальнейшей обработки.
Если говорить о марках электродов для сварки и наплавки, то на рынке около десятка типов продукции предназначенной для определенных целей и имеющей свои специфические свойства. А именно:
- Сварочные электроды для чугуна СЧ 20 – для работ с серым чугуном используют электроды с графитовым покрытием. Электроды СЧ 20 позволяют на выходе получить шов полностью идентичный по своей структуре и химическому составу обрабатываемому металлу.
- Электроды для чугуна ЦЧ 4 – используются для проведения работ холодным способом. Основное предназначение электродов ЦЧ 4 – проведение мелких ремонтов дефектов поверхности. Также рекомендовано использовать электроды ЦЧ 4 для сварки чугуна со сталью при условии подачи постоянного тока малой полярности.
- Сварка чугуна электродом по нержавейке – еще один эффективный способ обработки черного чугуна. Технология работы с электродом по нержавейке включает в себя обязательный прогрев заготовки и наложение нескольких сварных швов.
- Сварка медными электродами – к этому классу относятся самые «редкие» расходники МНЧ-2. Электроды МНЧ-2 позволяют получить максимально качественный шов. МНЧ-2 можно использовать как для холодной, так и горячей сварки.
 Также рекомендовано использовать электроды ЦЧ 4 для сварки чугуна со сталью при условии подачи постоянного тока малой полярности.
Также рекомендовано использовать электроды ЦЧ 4 для сварки чугуна со сталью при условии подачи постоянного тока малой полярности.
Можно самостоятельно изготовить электроды близкие по составу к вышеперечисленным. Особенно если учесть, что МНЧ-2 является редким и дефицитным, изготовление его аналога в домашних условиях вполне оправдано. Для производства понадобится сделать следующее:
- Снять обмазку с обычного электрода. Полученный состав измельчить и смешать в равных пропорциях порошка железа. Допускается использование мелкой стружки.
- В отдельную посуду наливают жидкое стекло. В жидкое стекло постепенно высыпают смесь, доводя состав до консистенции густой сметаны. Сварка медными электродами удовольствие достаточно дорогое, а изготовление самодельной обмазки существенно сокращает себестоимость проведения ремонтных работ.
- Берется медная проволока с маркировкой М2, М3. Проволоку зачищают с помощью наждака, после чего обезжиривают и нарезают необходимой длины.
- Полученные заготовки обмакивают в обмазку. В результате должен получиться электрод с медной проволокой толщиной не более 1,5 мм. Чтобы свойства изготовленных расходников были практически идентичны, их необходимо обрабатывать в течение одинакового времени.
- Заготовки развешивают в вертикальном положении и ждут полного высыхания и затвердевания смеси.

Категорически запрещается использовать в качестве стержня латунную проволоку. В состав латунной проволоки входит большое количество цинка, который является ядовитым. Во время сжигания электрода будет испаряться токсичное вещество, что может стать причиной серьезного отравления.
Во время сжигания электрода будет испаряться токсичное вещество, что может стать причиной серьезного отравления.
Какая маркировка используется для обозначения электродов, которые могут быть использованы для сварочных работ?
- ОЗЧ-2, ОЗЧ-6 – эти электроды изготавливаются путем нанесения ферритового порошка на медный стержень. Предназначением электродов ОЗЧ-2 и ОЗЧ-6 является устранение небольших дефектов с помощью проведения холодных работ. По своим характеристикам медные электроды по чугуну ОЗЧ-2 и ОЗЧ-6 напоминают самодельную продукцию, которую можно изготовить в домашних условиях.
- ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 – эти расходники имеют в своем составе большое количество никеля. Согласно ГОСТ в процентном соотношении количество никеля может достигать 90% от общей массы. В группе ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 представлены как никелевые, так и никелево-железные электроды.
- МНЧ-2 – наиболее редкие из всех типов продукции. В состав МНЧ-2 входит никель, медь, железо. Это обеспечивает качественный и ровный шов высокой прочности.

Техника безопасности при сварке чугуна
Проведение работ с чугуном требует соблюдения мер безопасности, направленных на обеспечение надлежащих условий на рабочем месте. При этом требуется учитывать следующие нюансы:
- Электросварка чугуна в домашних условиях должна проводиться в хорошо освещенном и проветриваемом помещении.
- Аппарат должен иметь заземление.
- Металл плохо реагирует на быстрое охлаждение. Необходимо защитить его поверхность от попадания влаги.
- Обязательно использование индивидуальных средств защиты:
- перчаток
- очков
- спецодежды
При работах с чугуном методом электросварки действуют все основные требования, относящиеся к проведению всех сварочных работ без исключений. От мастера требуется придерживаться правил безопасной эксплуатации электрического сварного оборудования.
Как варить чугун электросваркой — технология и особенности
Сварщик — это специалист, который может соединять различные металлы под разные нужды: водопровод, опорные конструкции, декоративные элементы. Но рано или поздно каждый сварщик сталкивается с вопросом: как заварить чугун? И здесь все предыдущие навыки оказываются не действенными. Ведь, подобрав нужные параметры сварки, и правильно ведя шов, после окончания процесса все равно в чугуне появляются трещины и поры. Чтобы правильно варить чугун необходимо разобраться в особенностях этого металла, способах подготовки поверхности под сварку, и основных методах соединения подобных материалов. Конкретные советы о том, как сварить чугун, и несколько видео по теме, сполна ответят на эти вопросы.
Но рано или поздно каждый сварщик сталкивается с вопросом: как заварить чугун? И здесь все предыдущие навыки оказываются не действенными. Ведь, подобрав нужные параметры сварки, и правильно ведя шов, после окончания процесса все равно в чугуне появляются трещины и поры. Чтобы правильно варить чугун необходимо разобраться в особенностях этого металла, способах подготовки поверхности под сварку, и основных методах соединения подобных материалов. Конкретные советы о том, как сварить чугун, и несколько видео по теме, сполна ответят на эти вопросы.
Содержание страницы
- 1 Особенности сварки чугуна
- 2 Как правильно подготовить материал для сварки
- 3 Технология наложения шва
- 4 Холодный метод
- 5 Горячий метод
- 6 Аппараты и расходные материалы
Особенности сварки чугуна
В отличие от низкоуглеродистой стали, чугун и сварка не сразу достигли «взаимопонимания». Было испробовано множество методов и оборудования, прежде чем определены основные способы сварки чугуна.
Соединять этот материал между собой, а также с другими видами стали возможно, но проблематично ввиду следующих особенностей:
- Перекалка. Чугун имеет низкую температуру плавления и разогреваемый сварочной дугой, испытывает перекалку в околошовной зоне. Это приводит к самопроизвольному образованию трещин в процессе остывания. Сварщик слышит характерное потрескивание металла, что говорит о появляющихся дефектах. Последующая обработка данного участка затрудняется твердыми местами, плохо поддающимися шлифовке, и общей хрупкостью соединения, которое может быстро расколоться. Заваренный металл необходимо защитить от перекалки. Для этого применяются предварительный подогрев и методы постепенного остывания.
- Поры. Завариваемый чугун выделяет много углерода. В процессе горения дуги его не видно, но когда сварочная ванна начинает кристаллизоваться, то углерод, вытесняемый кислородом, начинает «пробиваться» наружу. После выполнения шва со всеми колебательными движениями и правильной технологией, в соединении остается много пор и не проваренных мест. Свариваемый участок важно защитить от воздействия окружающего воздуха, для чего используются специальные порошки-флюсы. Дополнительно, сварочный металл насыщают другими элементами, не позволяющими углероду выйти наружу. Это придает сварочной ванне большей вязкости и крепости.
- Текучесть. Это проявляется при работе с тонкими пластинами данного материала. Высокая текучесть способствует прожигам и выходу металла с обратной стороны соединения. Трещину в тонких элементах можно варить только с применением специальных графитовых подкладок. Сваренный металл получает поддержку в виде такого основания и не продавливает шов с обратной стороны. Данная подформовка позволяет сохранить целостность всей конструкции, которая из-за ослабления в месте сварки может распасться.
 Свариваемый участок важно защитить от воздействия окружающего воздуха, для чего используются специальные порошки-флюсы. Дополнительно, сварочный металл насыщают другими элементами, не позволяющими углероду выйти наружу. Это придает сварочной ванне большей вязкости и крепости.
Свариваемый участок важно защитить от воздействия окружающего воздуха, для чего используются специальные порошки-флюсы. Дополнительно, сварочный металл насыщают другими элементами, не позволяющими углероду выйти наружу. Это придает сварочной ванне большей вязкости и крепости.Как правильно подготовить материал для сварки
Технология сварки чугуна включает и грамотный процесс подготовки металла, учитывающий свойства материала, и предотвращающий появление дефектов после окончания работы. В подготовку включается:
В подготовку включается:
- Распил трещин. Часто трещины в чугуне имеют тонкую и глубокую структуру. Если обрабатываемая деталь толще 4 мм, то наложенный сверху шов минимально заплавит верхнюю часть трещины, оставив разрозненную структуру внутри. Сопротивление на разрыв и излом будет очень слабое. Чтобы хорошо заваривать подобные места, необходимо распиливать трещины «болгаркой» с тонким диском. Чем толще металл, тем глубже можно делать запил.
- Просверливание краев. Окончания трещин могут быть глубже и дальше, чем позволяет увидеть зрение. Поэтому перед тем, как сваривать трещину, важно просверлить отверстия по ее краям, отступив на 5 мм от визуально различимого конца разлома. Это позволит хорошо заполнить металлом пространство внутри и поможет предотвратить продолжение раскола.
- Разделка кромок. Свариваемость чугуна отличается перекалкой в месте соединения, что ведет к хрупкости участка. Чтобы предупредить это явления важно осуществлять равномерный прогрев по всей длине шва, и достаточно разбавить место соединения присадочным металлом. В этом помогает грамотная разделка кромок. При соединении толстых пластин стоит выполнить скосы краев под 45 градусов, и оставить небольшое притупление у основания в 3-4 мм. Подобная разделка поможет хорошо заполнить место соприкосновения и создать устойчивый к трещинам участок.
- Подформовка. Когда варится тонкий элемент из чугуна, то велика вероятность протечки жидкого металла. Подкладка из графита позволит поддержать прогретый участок и сохранить первоначальную форму изделия.
 В этом помогает грамотная разделка кромок. При соединении толстых пластин стоит выполнить скосы краев под 45 градусов, и оставить небольшое притупление у основания в 3-4 мм. Подобная разделка поможет хорошо заполнить место соприкосновения и создать устойчивый к трещинам участок.
В этом помогает грамотная разделка кромок. При соединении толстых пластин стоит выполнить скосы краев под 45 градусов, и оставить небольшое притупление у основания в 3-4 мм. Подобная разделка поможет хорошо заполнить место соприкосновения и создать устойчивый к трещинам участок.Технология наложения шва
Чтобы сварщик хорошо понимал как варить чугун электросваркой, стоит усвоить несколько важных нюансов процесса. Одним из них является избежание перегрева поверхности. Для этого стоит выбирать меньшую силу тока, чем при обычной стали, и электроды диаметром 3 мм.
Можно ли заварить чугун качественно зависит и от равномерности наложения шва. Для этого разделывают кромки пластин и начинают сварку. Корневой шов ведется без колебаний. Но стоит выполнить его прерывистым способом. Во второй проход нужно заварить не пройденные участки. Последующие слои накладываются валиками в шахматном порядке. Сваренный участок становится прогретым равномерно и насыщенным металлом с меньшим содержанием углерода.
Во второй проход нужно заварить не пройденные участки. Последующие слои накладываются валиками в шахматном порядке. Сваренный участок становится прогретым равномерно и насыщенным металлом с меньшим содержанием углерода.
В особо ответственных изделиях применяют технологию шпилек. Она гораздо эффективней позволяет создать равномерный прогрев, чем все предыдущие методы, но выполняется дольше по времени. Чтобы понимать как правильно расположить шпильки на пластинах, можно посмотреть видео по сварке ответственных деталей из чугуна. Технология заключается во ввертывании шпилек по краям кромок и на некотором расстоянии от стыка. Процесс начинается с обварки ввинченных элементов с минимальной наплавкой. Сварка выполняется в разброс. После обхода шпилек начинается сцепление самих пластин. Постепенное наложение валиков и равномерный прогрев, а также наличие более податливого металла для сварки, позволяют создать надежное соединение.
Сварка серого чугуна, распространенного в промышленности, сопровождается обеспечением медленного остывания. Для этого изделие оставляют засыпанным золой или песком, пока температура материала не опустится до комнатного уровня. Это позволяет снять напряжение в металле и избежать микротрещин.
Для этого изделие оставляют засыпанным золой или песком, пока температура материала не опустится до комнатного уровня. Это позволяет снять напряжение в металле и избежать микротрещин.
Перед сваркой необходимо посыпать линию соединения бурой или иными порошками-флюсами. Это уменьшит соприкосновение внешнего воздуха с углеродом в материале, и снизит поры. При этом, у варящих специалистов должна быть хорошая вентиляция, защищающая органы дыхания от газового облака.
https://www.youtube.com/watch?v=5oiQDQMQ8LE
Холодный метод
Сварка чугуна холодная используется на маленьких предприятиях и в домашних ремонтных работах. Может выполняться электродами или пламенем горелки с дополнительной присадкой. Суть метода в работе с металлом без предварительного подогрева. Применяется для наплавки истертых поверхностей, отломанных бортиков и расколотых изделий не ответственного назначения.
Метод отличается относительно быстрым проведением работ и дешевизной процесса. Из недостатков выделяются появляющиеся поры и микротрещины после окончания сварки. Швы требуют последующей обработки для визуально привлекательного вида.
Швы требуют последующей обработки для визуально привлекательного вида.
Горячий метод
Горячая сварка чугуна используется на ответственных изделиях. Суть заключается в предварительном подогреве металла до температуры 600 градусов. Для этого применяются аппараты индукционного нагрева. Напряжение с частотой 50 Гц подключается к изделию и разогревается проведением тока. В более примитивных условиях используют кузню и горн, или паяльную лампу.
Преимуществом метода служит идеально прогретый металл, который «спокойней» реагирует на температуру сварочной дуги и не перекаливается. Последующее плавное остывание в золе, иногда длящееся несколько суток, обеспечивает прочный и целостный шов.
Недостатками горячего способа можно считать дороговизну оборудования и длительность сварочного процесса. Этот метод рационален только на особо важных конструкциях.
Аппараты и расходные материалы
Сварка чугуна в домашних условиях, а также на производстве, может осуществляться несколькими аппаратами и расходными комплектующими. Самым распространенным является электросварка. Лучше применять аппараты постоянного тока, потому что напряжение трансформатора ухудшает процесс.
Самым распространенным является электросварка. Лучше применять аппараты постоянного тока, потому что напряжение трансформатора ухудшает процесс.
Работа проводится электродами диаметром 3-4 мм, и силой тока 90-120 А соответственно. Хорошо подойдут электроды ОЗЧ-2, содержащие медный стержень и обмазку с графитом. Более дорогим вариантом будут МНЧ-2, где основа стержня включает в себя сплав меди, никеля и марганца. Это существенно разбавляет хрупкий сварочный металл, и придает ему вязкости и последующей крепости. Используются и самодельные электроды, в основе которых магазинный продукт Э-46, обмотанный оголенным медным проводом. Витки следует наматывать плотно и от самого начала электрода. Так, медь попадает в сварочную ванну и укрепляет шов. Встречаются и не плавящиеся электроды, применение которых требует дополнительной присадки.
Чугун вариться и аргоном с применением омедненной проволоки. Технология аналогична сварке обычным электродом. Возможна сварка и пламенем горелки от кислородно-пропановой смеси. Так реально заварить не толстые пластины до 4 мм. Присадочная проволока может быть порошковой, что сразу служит и наплавляемым материалом и защитой от внешней среды.
Так реально заварить не толстые пластины до 4 мм. Присадочная проволока может быть порошковой, что сразу служит и наплавляемым материалом и защитой от внешней среды.
Не все сварщики любят работать с чугуном из-за его «капризного» поведения при нагреве. Но освоив основные правила по сварке этого металла, и подобрав нужные электроды или другие материалы, можно производить качественные соединения.
Сварка чугуна обычным электродом в домашних условиях
Содержание:
- Чугун — виды, применение
- Виды сварки
- Подготовка к сварке электродами
- Особенности сварного процесса
- Техника безопасности
- Заключение
- Интересное видео
Прочный и надежный — чугун является одним из самых распространенных материалов, используемых в быту и промышленности. У него есть свои неоспоримые преимущества: он служит долго, стоит относительно недорого, легко поддается сварке, со временем не теряет своих эксплуатационных характеристик. Когда может понадобиться сварка чугуна электродом? Если, например, прохудился шов в радиаторе отопления, его требуется залатать, или к батареям требуется приварить еще несколько отсеков.
У него есть свои неоспоримые преимущества: он служит долго, стоит относительно недорого, легко поддается сварке, со временем не теряет своих эксплуатационных характеристик. Когда может понадобиться сварка чугуна электродом? Если, например, прохудился шов в радиаторе отопления, его требуется залатать, или к батареям требуется приварить еще несколько отсеков.
Чугун — виды, применение
Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно — считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
- белый;
- половинчатый;
- серый;
- высокопрочный;
- ковкий.

С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении — для выпуска коленчатых валов, цилиндров, двигателей и прочего.
Это — лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Виды сварки
Чтобы знать, как заварить чугун обычным электродом, важно разбираться в видах сварки вообще. Они подразделяются на:
- горячую;
- полугорячую;
- холодную.
Горячая действительно является таковой, происходит при температуре от 600 до 700 градусов по Цельсию. Нагревают металл в промышленных печах, которые считаются сверхмощным оборудованием. Чугун становится подвижным, как пластилин, с ним удобно работать. В процессе на изделии не появляются трещины или поры, которые препятствуют нормальной работе в дальнейшем.
Нагревают металл в промышленных печах, которые считаются сверхмощным оборудованием. Чугун становится подвижным, как пластилин, с ним удобно работать. В процессе на изделии не появляются трещины или поры, которые препятствуют нормальной работе в дальнейшем.
Эксперты называют этот способ сварки максимально идеальным для чугуна. Естественно, на вопрос: можно ли варить чугун обычными электродами дома методом горячей сварки, ответ будет отрицательным. Создание такой колоссальной температуры в квартире или гараже, например, опасно для жизни и здоровья.
Полугорячая сварка тоже невозможна в домашних условиях. Она осуществляется при температуре в 300-400 градусов по Цельсию. Для нагрева используют специальные фены либо тэны. Данный способ применяют в промышленности. Основное его преимущество — скорейшее остывание в сравнении с горячим методом. Для начинающего мастера полугорячая технология сварки чугуна электродами практически неосуществима.
Холодная сварка подходит для дома. Она происходит при температуре максимум в 80 градусов по Цельсию.
Подготовка к сварке электродами
Чтобы начать сварочный процесс, необходимо произвести тщательную к нему подготовку. В частности:
- произвести ошкуривание поверхности;
- обезжирить части агрегата в обязательном порядке;
- подготовить сварочный аппарат, убедиться в том, что он технически исправен;
- определиться, как именно будет происходить сварка: по шпилькам или многослойно;
- приготовить достаточное число электродов;
- вспомнить правила техники безопасности.
Запрещается начинать работу, если поверхность не зачищена и не ошкурена — это создает вероятность возникновения опасной ситуации: острый элемент в процессе сварки отскочит и нанесет травму мастеру. Простые электроды в данном случае не подойдут. Необходимо приобрести те, что содержат в своем составе хром, медь и никель.
Нельзя начинать работу без теоретической подготовки к процессу. Несоблюдение технологии приведет к тому, что при застывании на материале образуются многочисленные поры и трещины, чугун потеряет свои превосходные эксплуатационные свойства, использовать его в дальнейшем будет просто нецелесообразно.
Особенности сварного процесса
Теперь расскажем: как сваривать чугун электросваркой. Когда мастер убедился в надежности оборудования, он может приступать к процессу. Для этого требуется выбрать, как варить чугун простыми электродами:
- по шпилькам;
- многослойно.
В первом случае мастер сначала устанавливает сами шпильки, а вокруг них образует шов. Опытные сварщики рекомендуют выполнять процедуру в шахматном порядке, чтобы не допустить перегрева материала. Завершают работу соединительным швом — он идет от одной шпильки и ее «окружения» к другой.
Многослойный способ заключается в следующем: создаются фаски, потом наплавляют начальный слой, его проковывают молотком, далее кладут второй слой, опять простукивают и так далее. После остывания шва, его в обязательном порядке ошкуривают, чтобы придать изделию эстетичный вид. Если есть возможность доступа к внутренней части изделия, то начальный слой при многослойном методе кладут с наружной и внутренней сторон. Так соединение становится еще прочней.
Так соединение становится еще прочней.
В целом, в том, как правильно варить чугун электродами, нет ничего сложного. Главное, соблюдать правила техники безопасности.
Техника безопасности
Еще до того, как варить чугун обычным электродом, важно позаботиться о соблюдении техники безопасности:
- рядом с рабочим местом поставьте огнетушитель;
- убедитесь в исправности сварочного аппарата;
- наденьте на руки специальные защитные перчатки для сварных мероприятий;
- закройте лицо маской или хотя бы очками;
- работайте исключительно в плотной одежде, чтобы частички раскаленного металла не имели возможности соприкоснуться с кожей;
- важно, чтобы в помещение, где производится сварка, всегда поступал свежий воздух;
- если сварку вы производите впервые, разумно пригласить помощника или хотя бы стороннего наблюдателя, чтобы в случае ЧП, было кому прийти на помощь.
Естественно, работать желательно в светлое время суток или хотя бы при достаточном освещении, в абсолютно трезвом и здоровом состоянии.
Заключение
В целом, процесс того, как сварить чугун с металлом электродом, описан выше. Детали и тонкости расскажут опытные сварщики. Не стесняйтесь обратиться к ним за советом. Для работы дома выбирайте холодный метод. Работайте только с проверенным оборудованием, не забывайте про технику безопасности.
Интересное видео
Сварка чугуна электродом в домашних условиях инвертором: каким, как правильно
Срок службы чугуна вдвое больше чем у стали, однако из-за высокого содержания углерода ремонт обычной электросваркой деталей из этого материала неэффективен. В месте соединения образуются микротрещины, а на шве — поры. В промышленности эта проблема решается специальной подготовкой, которая неприменима для сварки чугуна в домашних условиях. Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.
Подготовка к сварке
Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
- трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод – вырезать трещины, концы закруглить;
- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.

Перед началом работы
Как и при обычной сварке, разделка кромки свариваемых деталей. Разделка может осуществляться как ручным, так и механизированным инструментом. Стружка, снимаемая за один проход, должна быть минимальной, так как чугун склонен к отколам. При этой процедуре соблюдайте следующие правила:
- не уходите в сторону от линии раздела, без особой потребности
- сверление под вставки должно быть около 12 мм от края кромки. Диаметр сверла и вставки плюс 1-2 миллиметра к толщине раздела
Если есть необходимость провести заварочный ремонт трещины, прошедшей насквозь, зачистите до блеска деталь вокруг трещины и изготовьте заплатку из низкоуглеродистой марки стали. Для уменьшения напряжений края у металла должны иметь фаску в 30-35 градусов. Приваривание происходит внахлест.
Методы сварки
Специалисты выделяют 3 метода сварки чугуна:
- Горячая осуществляется посредством прогрева чугунных деталей перед выполнением соединения, температура – 600-650°С. Данный способ невозможно использовать в домашних условиях.
- Полугорячая практически не отличается от предыдущего метода, различие состоит только в температуре нагрева, изделие прогревается до 300-350°С.
- Холодная подразумевает отсутствие нагрева рабочих изделий. Сварка чугуна электродом в домашних условиях осуществляется именно по этой технологии.
 Данный способ невозможно использовать в домашних условиях.
Данный способ невозможно использовать в домашних условиях.[ads-pc-2][ads-mob-2]
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.
Электроды ОЗЧ-3
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
- ОЗЖН-1;
- ОЗЧ-2;
- ОЗЧ-3;
- ОЗЧ-4;
- ОЗЧ-6;
- МНЧ-2;
- ЦЧ-4.
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | – |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | – |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность – обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.
1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр – 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания – 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки – 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня. [ads-pc-3][ads-mob-3]
Технология сваривания чугунных деталей
Правильное соединение чугунных деталей с помощью инвертора требует обязательного соблюдения установленных правил выполнения работ:
- На толстых заготовках кромки разделываются под 450 с помощью болгарки или точильного станка.
- Заготовки толщиной менее 3 мм свариваются на графитовом основании, препятствующем растеканию металла с внутренней стороны.
- Детали с большими швами фиксируются специальными прихватками.
- Проводка первого шва делается быстро, непрерывно, избегая поперечных колебаний электрода. Длинный шов более 100 мм накладывается с разных сторон за несколько проходов. Изделие прогревается равномерно и не перекаливается.
- Слишком толстые пластины рекомендуется сваривать за несколько раз. После первого ровного слоя электроды могут перемещаться колебательными движениями, чтобы расширить границу шва и более качественно связать металлы между собой.
- Образующийся при работе шлак, должен удаляться по окончании каждого прохода. Таким образом, гарантированно не останется пропущенных мест сварки, а поры, образующиеся снизу, будут надежно перекрыты.
- По окончании сварки изделие нужно не спеша охлаждать в сухом песке и пускать в работу только после полного остывания.
- Начинающим мастерам перед началом работ рекомендуется потренироваться на ненужных чугунных заготовках, чтобы прочувствовать все особенности данного вида сварки.
 Длинный шов более 100 мм накладывается с разных сторон за несколько проходов. Изделие прогревается равномерно и не перекаливается.
Длинный шов более 100 мм накладывается с разных сторон за несколько проходов. Изделие прогревается равномерно и не перекаливается.Сварка неплавящимися электродами
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура.
 В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек – закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.
 Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек – закругленного типа.
Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек – закругленного типа.Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Особенности материала
Чугун является смесью железа с углеродом. Выделяют несколько видов чугуна с примесями:
- Серый (1,9% — 2,5% кремния, 3,2% — 3,5 % углерода, присутствуют еще марганец, фосфор и сера) – пластичный и вязкий, обрабатывается резкой, используется в художественном литье;
- белый (2,14% — 6,67% углерода) – хрупкий, но твердый, в дальнейшем переплавляется на сталь;
- ковкий (2,4% -3,0% углерода) – получают из белого чугуна с помощью нагрева;
- высокопрочный (3,2% — 3,8% углерода) – получают при помощи добавки магния, свойства этого материала близки к свойствам углеродистых сталей.

Сложность обработки чугуна заключается в следующем:
- на поверхности образовываются микротрещины и поры, что влияет на прочность сплава;
- появляются каленые образования;
- инструмент для резки металла стремительно затупляется;
- тонкий слой материала рассыпается под воздействием высокой температуры.
Для сварки используется серый чугун.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
Предупреждение! Этот способ мы еще не пробовали на практике, он был найден в открытых источниках, за результат мы не отвечаем. Если будете делать, то на свой страх и риск. О результатах просим поделиться в комментариях к данной статье. Следующий способ более традиционен и опробован многими, что и показано на видео ниже.
Следующий способ более традиционен и опробован многими, что и показано на видео ниже.
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой; проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55).
- Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап – сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура – прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
 Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Введение
У каждого из нас есть та, старая, тяжелая сковорода из чугуна, которая при желании могла бы легко стать орудием убийства, к которой все прилипает на смерть и при этом она не выйдет из строя из-за материала и будет мучать вас ещё много лет.
Конечно в мире придумано множество соединений, которые не уступают металлу, но при этом чугун-это знак качества, поэтому своей популярности не потеряет.
Так что профессионал вы или просто мастер на все руки в своем доме, вам придётся столкнуться лицом к лицу с процессом сварки чугуна, это может быть крупная промышленно важная конструкция, или просто сковорода вашей жены.
Наша статья раскроет несколько самых главных вопросов, о том какие свойства имеет этот металл, как сварить такой металл и при этом все сделать профессионально.
Меры безопасности
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты:
- помещение, в котором проводятся сварочные работы, должно освещаться и проветриваться;
- обязательно использование средств для заземления;
- чугун плохо реагирует на быстрое охлаждение, поэтому нужно защищать его поверхность от влаги;
- исполнитель должен использовать при работе индивидуальные средства защиты.

Как сварить чугун электросваркой: оборудование, технологии
Содержание
- Особенности сварки чугуна
- Аппараты и расходные материалы
- Способы сварки
- Холодный способ сварки
- Горячий способ
- Как варить чугун
- Подготовительные работы
- Сваривание без подогрева
- Сварка с нагревом
- Меры безопасности
Для надёжного соединения металлических деталей применяют сварочные аппараты. С помощью этого оборудования можно сделать прочный шов, который выдержит нагрузку в десятки тонн. Сварочное оборудование применяется как на предприятиях, так и в домашних условиях. Начинающие сварщики часто сталкиваются с потребностью в сварке чугунных деталей, но это не так просто. Важно знать, как сварить чугун электросваркой, исходя из особенностей этого сплава.
Сварка чугунаОсобенности сварки чугуна
Способы сварки чугуна отличаются от тех, которые применяются для других металлов и сплавов. Связано это с особенностями материала. Чугун содержит в своём составе до 6% углерода, из-за чего считается хрупким металлом. Из-за этого его свариваемость ухудшается. Негативными факторами для сварки этого материала являются сторонние компоненты, содержащиеся в его составе. К ним относится марганец, фосфор и сера.
Чугун содержит в своём составе до 6% углерода, из-за чего считается хрупким металлом. Из-за этого его свариваемость ухудшается. Негативными факторами для сварки этого материала являются сторонние компоненты, содержащиеся в его составе. К ним относится марганец, фосфор и сера.
При проведении сварочных работ стоит учитывать некоторые особенности:
- Плохой показатель свариваемости из-за необычной структуры материала.
- Готовые соединения не будут обладать высокой прочностью из-за большого количества трещин, образующихся при сварке.
- Расплавленный чугун подвержен окислению.
- Большое количество углерода в составе способствует образованию пор во время сварочных работ.
Промышленные марки чугуна практически не поддаются воздействию сварочного оборудования.
Аппараты и расходные материалы
Чтобы проводить сварочные работы, требуется использовать специальное оборудование. Специалисты рекомендуют использовать аппараты, вырабатывающие постоянный ток (инверторы). Сварочное оборудование, в котором используются трансформаторы, обладает низким КПД и ухудшает конечный результат.
Сварочное оборудование, в котором используются трансформаторы, обладает низким КПД и ухудшает конечный результат.
Для работы инвертора понадобятся расходные материалы в виде электродов. Их диаметр должен быть не менее 3 мм. Сварка чугуна электродами позволяет сделать более качественный шов, чем при работе полуавтоматом. Лучшими расходными материалами для этого сплава считаются ОЗЧ-2 и МНЧ-2.
Чугун можно варит аргоном. Для этого применяется омедненная проволока. Процесс работы с этим оборудованием аналогичен использованию инвертора. С помощью аргоновой сварки можно сваривать пластины толщиной до 4 мм.
Способы сварки
Существует две технологии сварки чугуна — горячая и холодная. Сварщик сам выбирает какую применить в зависимости от обрабатываемых деталей.
Холодный способ сварки
Холодный способ соединения чугунных деталей подразумевает под собой использование специальных расходных материалов. Нельзя использовать обычные стальные электроды. В противном случае получится некачественный шов, который будет состоять преимущественно из вредных компонентов чугуна. При попытках зачистить готовый шов он может треснуть.
В противном случае получится некачественный шов, который будет состоять преимущественно из вредных компонентов чугуна. При попытках зачистить готовый шов он может треснуть.
Чтобы сделать качественное соединение используются электроды малого диаметра. Работают с ними на малом токе. Холодный способ применяется в тех случаях, когда нужно провести небольшое количество работы без изначального нагревания заготовок.
Горячий способ
Чаще всего, применяется в домашних условиях. При повышении температуры нагрева сварочного шва его качество улучшается. Перед тем как обрабатывать детали электросваркой нужно решить, как будет разогреваться заготовка — частично или целиком.
Особенность технологии горячего способа сварки заключается в том, чтобы перед использованием сварочного аппарата заготовку разогревают, а после окончания работ дать ей самостоятельно остыть. Максимальная температура разогрева деталей — 650 градусов по Цельсию. В противном случае будет разрушена структура материала.
Как варить чугун
Чтобы сделать качественный шов, требуется знать, как варить чугун электросваркой в домашних условиях. Технологический процесс можно разделить на два этапа — подготовительный и рабочий.
Подготовительные работы
Перед тем как запускать сварочный аппарат, требуется провести подготовку поверхности. Этапы подготовки:
- Грязь и ржавчину очистить с помощью металлической щётки или наждачной бумаги. Если загрязнения серьёзные или на поверхности чугуна присутствуют окалины, можно использовать болгарку с шлифовальным диском.
- Дополнительно поверхность обезжиривается с помощью растворителя.
- На краях, которые будут свариваться, требуется сделать фаску.
Последним этапом подготовки является зачистка поверхности деталей до металлического блеска. Сделать это нужно вокруг тех мест, которые будут свариваться.
Подготовка поверхностиСваривание без подогрева
В первую очередь, необходимо купить расходные материалы. Оптимальным вариантом будут электроды, в состав которых входит медь или никель. Готовый шов будет легко обрабатываться. Режим использования сварочного оборудования указывается на упаковке с расходным материалом. Сваривать чугун без изначального подогрева заготовки требуется поэтапно. Сначала наносится начальный шов, которому дают остынуть. Сверху наносят второй. Важно не перегревать материал.
Готовый шов будет легко обрабатываться. Режим использования сварочного оборудования указывается на упаковке с расходным материалом. Сваривать чугун без изначального подогрева заготовки требуется поэтапно. Сначала наносится начальный шов, которому дают остынуть. Сверху наносят второй. Важно не перегревать материал.
Сварка с нагревом
Основная проблема растрескивания чугуна в том, что материал без предварительного нагрева резко разогревается и остывает. Из-за этого образуются трещины. Зная, как заваривать чугун горячим методом, можно добиться надёжного соединения деталей.
Этапы проведения сварочных работ:
- Рабочая поверхность зачищается от ржавчины, грязи, краски.
- Сквозные дыры завариваются с помощью специальных форм.
- Детали предварительно разогреваются в индукционных печах до 600 градусов.
- Включается сварочный аппарат. Сварщик должен его настроить на работу при постоянном токе и прямой полярности.
Когда шок готов, заготовку требуется поместить в разогретую печь и выключить её. Они должны остыть вместе.
Они должны остыть вместе.
Меры безопасности
При работе со сварочным оборудованием, требуется соблюдать правила безопасности:
- Не работать с неисправными аппаратами.
- При работе сварочным оборудованием стоять на резиновом коврике.
- При наличии трещин и пор в заготовке не закреплять её над собой.
- Сварочный процесс является вредным для здоровья. Сварщику нужно использовать специальную маску, перчатки и спецодежду.
Нельзя прикасаться к только что сделанному шву.
Соединять детали из чугуна с помощью сварочного оборудования сложнее чем из других материалов. По этой причине требуется знать технологию создания швов, использовать подходящее оборудование и расходники.
Сварка чугуна электродом в домашних условиях, видео
Сварка многих видов стали в домашних условиях не представляет собой ничего сверхъестественного.
При наличии специального оборудования с данной работой сможет справиться даже человек, не особо разбирающийся в этом деле.
Но, если вы хотите сварить чугун в домашних условиях, то следует быть готовым к тому, что могут появиться некоторые трудности. В чем они состоят?
Содержание статьи:
- Краткое введение
- Особенные моменты
- Методика наплавки
- Типы электродов
- Делаем своими руками
Краткое введение
Основная неудача, которая вас, скорее всего, постигнет — это плохое качество сварного соединения.
Сложность сварки, в первую очередь, обуславливается составом металла.
В чугуне имеется большое количество углерода, что негативно сказывается на его обработке и дальнейшей эксплуатации.
По этой причине у обывателей довольно часто возникают следующие вопросы:
- Как безупречно варить чугун электросваркой?
- Какие известны способы проведения работ с чугуном?
- Какие для этого нужны расходные материалы?
- Полезные советы по безопасному ведению работ.

Особенные моменты
- Материал имеет склонность к растрескиванию.
Это сопряжено с его гетерогенным составом и с процедурами закаливания и отбеливания, которые происходят рядом со швом, в то время, когда осуществляется остывание раскаленного металла. - Большая «плывучесть» материала в расплавленном виде, а это внушительно затрудняет формирование качественного сварного рубца.
- В результате термической обработки, выгорает часть углерода, что способствует образованию пор.
- В процессе сварки появляются неплавкие кислоты, у которых температура плавления намного больше, чем у железа.
А вы знаете, как устанавливается душевая кабина для маленькой ванной комнаты? Интересные решения по размещению сантехоборудования в малогабаритных квартирах прочитайте в полезной статье.
Как сделать столешницу из гипсокартона в ванной своими руками написано на этой странице.
Методика наплавки
Варить чугун электродами в домашних условиях можно, но при этом, желательно, иметь определенные практические навыки и соблюдать рекомендации специалистов.
Сварка чугуна, из которого сделан сифон для двойной раковины на кухне, может проводиться двумя методами:
- холодным,
- горячим.
Вне зависимости от выбранной методики следует учитывать следующие факторы.
Поверхность металла нельзя быстро охлаждать. Если не придерживаться этого правила, качество сварки не может быть хорошим.
При сварке чугуна со сталью, для того, чтобы продлить время остывания детали, ее засыпают угольной пылью или сухим песком мелкой фракции (про переходники для канализационных труб написано здесь).
При быстром нагревании/остывании чугуна, на его поверхности образуются трещины, а это создаст дополнительные трудности в процессе последующей обработки изделия.
Когда металл находится в жидком состоянии, он характеризуется большой текучестью, поэтому необходимо использовать подформовку.
Это является подоплекой для процесса деформации и напряжения при сваривании.
Затруднения при аргонодуговой (TIG)сварке связаны, как правило, с потребностью сделать возможным надежное примыкание сварного шва.
В особенности, тяжело соединять два разнотипных элемента (как приварить сгон к трубе отопления написано здесь). Иногда, в процессе реставрационных работ требуется восстановить деталь из сплава стали, алюминия и чугуна.
При ведении работ, необходимо принимать во внимание характеристики всех материалов.
Особенное свойство сваривания чугуна и алюминия заключается в разнице температуры плавления обеих металлов.
Для чугуна это значительно меньшие показатели. Поэтому стоит знать, что во время работы не обойтись без графитовой пластины — она предотвратит утечку чугуна.
Обратите внимание! Есть такие затратные материалы, которые используются только для обработки чугуна. Другими, пользуются в случае сочетания двух и более металлов.
Если вы хотите, чтобы сварка или наплавка чугунных деталей была выполнена безупречно, нужно, строго придерживаться технологического процесса.
А вам известно, как сделать расчет для расширительного бака отопления? Формула и методика вычислений описаны в полезной статье.
Видео установки угловой акриловой ванны посмотрите здесь.
На странице: https://ru-canalizator.com/santehnika/aksessuary/polotentsesushitel-vodyanoj.html написано про лучшие полотенцесушители для ванной.
Как уже говорилось выше, сварочный процесс может осуществляться холодным и горячим методом. При этом применяются, как готовые электроды, так и собственного изготовления.
Кстати, комплектующие, смастеренные самолично, применяются не только для работы в домашних условиях, но и на производстве.
Состав электрода для чугуна:
- мрамор,
- алюминий,
- термит,
- жидкое стекло,
- ферросицилий,
- мелкий титановый порошок.
В качестве неплохой альтернативы таким электродам может быть использован кусок присадочной проволоки со стержнем из графита.
Типы электродов
Стержень чугуна со специальным покрытием, в состав которого входит огромное количество углерода.
Им можно варить с помощью любого вида тока.
При этом сварочная дуга работает более стабильно.
Металлические прутки с нанесением слоя графита. Стоит продукция не дорого, но качество сварочного шва, выполненное посредством данного электрода «хромает на обе ноги».
Металл наплавляется слишком неоднородно, а полученный сварной стык не просто обработать.
При помощи таких электродов заваривают микротрещины при монтаже чугунных радиаторов отопления.
Стержни с медной основой.
Сварочное соединение состоит из следующего сплава: железо, углерод и медь.
Высокого качества получаются маленькие швы (длиной не более 5 – 6 см).
Эта методика требует проведения обязательной проковки рубца после очередного прохода.
[note]Данный способ не применяют в местах, к которым нет свободного доступа. [/note]
[/note]
Прут с никелевым каркасом. Эта модель позволяет добиться отличного, крепкого шва, который легко поддается обработке.
Полученный рубец так же нуждается в проковке, но она проводится без каких-либо осложнений. У таких электродов имеется один недостаток – слишком высокая цена.
Именно, по этой причине их реализовывают в форме сплава меди, никеля и железа.
Для сварки чугуна в домашних условиях (как устранить течь в чугунной канализационной трубе прочитайте здесь) профессионалы советуют использовать следующие марки электродов:
- ОЗЧ 2,
- ОЗЧ 6,
- ОЗЖН 1,
- ОЗЧ 3,
- ОЗЧ 4,
- МНЧ 2.
Есть вполне разумное объяснение тому, почему применяют электроды, в составе которых имеется большое количество меди и никеля.
Никель по отношению к углероду, инертен, и вступает с ним в химическую реакцию. Какие это дает приоритеты?
В результате, сварной шов получается мягкий и эластичный, он хорошо поддается дальнейшей обработке.
Медь нужна для сваривания жаропрочного чугуна. Она образует более прочный шов.
Сварка чугуна ведется любым типом неплавящихся электродов, а именно:
- графитовыми,
- вольфрамовыми,
- угольными.
Также в их состав входят присадочные прутки, состоящие из разных цветных металлов.
Сварочная зона находится под защитой флюса (в его состав входи бура).
Некоторые мастера отдают предпочтение инертному аргону.
В последнее время очень популярной считается сварка – АС TIG.
В этом случае используют вольфрамовый электрод с подачей переменного тока.
В качестве защитной среды выступает аргон и присадки, содержащие никель.
И ручная дуговая сварка, и электросварка может сопровождаться такой сложностью, как возникновение трещин. Во избежание неприятных последствий, главное – правильно подобрать оптимальный режим работы.
Технологические меры, с помощью которых можно не допустить возникновение небольших расщелин:
- предотвращение избыточного нагревания чугуна при сварке.
Этого можно достичь, используя электроды маленького диаметра, или проведением сварочных работ малым током «вразлет»; - снижение напряжения, которое возникает в процессе усадки швов или наплавленных участков, которые получаются в результате горячей проковки.

Можно, в домашних условиях своими руками сделать электроды, по составу аналогичные тем, что были перечислены выше.
Учитывая тот факт, что МНЧ 2 – это довольно редкий и дефицитный товар, то собственноручное его изготовление окажется вполне оправданным.
Перечень работ, которые вам нужно будет сделать:
- Удалить с обычного электрода покрытие.
Обмазку, которую вы снимите, необходимо измельчить и добавить в содержимое аналогичное количество порошка железа.
Можно пользоваться только стружкой мелкой фракции. - В разовую посуду наливаем небольшое количество жидкого стекла.
Затем в емкость маленькими порциями высыпаем смесь.
Состав должен получиться текстуры густой сметаны.
Варить медными электродами могут позволить себе даже не все профессиональные сварщики (это дорогое удовольствие).
А сократить стоимость ремонтных работ можно, изготовив самодельную обмазку. - Берем медную проволоку, маркировки М2, М3.
С помощью наждака хорошо ее зачищаем, затем обезжириваем и нарезаем нужной нам длины. - Готовые заготовки смачиваем в обмазке и в итоге получаем электрод с проволокой из меди, толщиной около 1,5 мм.
Для того, чтобы характерные особенности сделанных вами изделий были практически идентичные, их нужно обрабатывать одинаковое количество времени. - Для полного высыхания и затвердевания продукции, ее развешивают в вертикальном положении.

Стоит знать! Нельзя использовать в качестве штифта заготовку из латуни.
Так как в ее составе имеется в большом количестве цинк, а это продукт очень ядовитый.
При сжигании электрода, токсическое вещество будет испаряться, а это, скорее всего, явится подоплекой нешуточного отравления.
Делаем своими руками
Если у вас нет намерения или времени мастерить самому электроды, то в бытовых условиях можно обеспечить сварку чугуна комбинированными электродами (медно-стальными).
Их изготавливают способом навивки спирали из медной или латунной проволоки. При этом, поперечник должен быть не более 1,5 мм.
Необходимо, чтобы масса спирали была в 5 раз больше веса железной сердцевины.
Используя комбинированные электроды, нельзя сильно прогревать свариваемые элементы.
Процесс должен происходить с применением малого тока короткими промежутками «вразлет» с проковкой готовых швов.
А также, обязательно, нужно делать перерыв в работе для того, чтобы дать остыть обрабатываемому изделию.
При выполнении сварочных работ следует соблюдать технику безопасности.
- В домашних условиях заниматься сваркой чугуна можно только в хорошо проветриваемом и освещенном помещении.
- Аппаратура должна быть заземлена по всем правилам.
- Металл не нужно быстро охлаждать.
Его поверхность необходимо обезопасить от проникновения влаги. - Наличие индивидуальных средств защиты, а именно: спецодежда, очки, перчатки.

Работая с чугуном, способом электросварки, нужно придерживаться основных требований, которые предъявляются ко всем манипуляциям, связанные с этим сложным производством.
Мастер должен соблюдать правила безопасности при эксплуатации электросварного оборудования.
[note]Важная информация! Данный процесс считается довольно трудоемким, поэтому при сварке деталей из чугуна лучше пользоваться технологией холодного сваривания.[/note]
Как сваривать чугун
При наличии таких альтернатив, как сковорода с покрытием из титана, керамики и нержавеющей стали, использование чугунной сковороды может показаться немного устаревшим. Хотя популярность чугуна за последние несколько лет, безусловно, снизилась, он не так плох, как говорят некоторые. Ожидается, что рынок чугунной посуды достигнет 3 303 млн долларов США с 2 537 млн долларов США в 2017 году .
Ожидается, что рынок чугунной посуды достигнет 3 303 млн долларов США с 2 537 млн долларов США в 2017 году .
В дополнение к вышесказанному, Transparency Market Research ожидает, что мировой рынок чугунного и стального литья превысит 202 миллиарда долларов США к 2026 году . Смысл всей этой статистики в том, чтобы доказать, что чугун по-прежнему сваривают по всему миру для различных целей, таких как посуда. Независимо от вашей причины для сварки чугуна, вы должны научиться правильно сваривать материал.
Несмотря на то, что предстоит решить множество проблем, правильная сварка чугунных деталей поможет вам сэкономить время и деньги. Если чугун сварить неправильно, это может привести к трещине или повреждению свариваемого материала.
Часто для правильной сварки чугуна требуется помощь профессионального и опытного техника-сварщика; это особенно верно, когда в процессе сварки задействованы ответственные детали. Тем не менее, вы можете эффективно сварить чугун самостоятельно, выполнив несколько ключевых шагов. Мы обсудим эти шаги здесь, чтобы помочь вам научиться эффективно сваривать чугун.
Мы обсудим эти шаги здесь, чтобы помочь вам научиться эффективно сваривать чугун.
Применение чугуна и его преимущества в качестве металла для сварки
Существует несколько применений чугуна. Среди них:
- Подготовка воды
- Сельскохозяйственное оборудование
- Головки, блоки и коллекторы автомобильных двигателей
- Станочные инструменты, такие как крышки, кронштейны и основания
- Трубная арматура
- Чугунная труба
В дополнение к вышеперечисленному существует множество других применений металлического чугуна. Например, он широко используется в строительной технике и других областях, где ключевым требованием является вес. Вот некоторые из областей применения чугуна, но как насчет преимуществ? Ниже приведены некоторые ключевые преимущества чугуна в качестве металла сварного шва:
- Многие желаемые свойства, включая прочность, жесткость, теплопроводность и способность увлажнять
- Возможность формовки с помощью литья в песчаные формы
- Недорогой материал
- Температура плавления ниже, чем у стали
- Жидкость лучше стали
Вот некоторые из основных причин, по которым чугун является хорошим металлом для сварки во многих областях.
Почему сварка чугуна может быть проблематичной
Прежде чем научиться сваривать чугун, вы должны понимать сложность выполнения этой работы. Это связано с тем, что коэффициент успеха правильной сварки чугуна составляет всего 50%; существует высокая вероятность того, что чугунная деталь, которую вы сварите, будет иметь трещины или повреждения после того, как вы закончите сварку.
Почему возникает эта проблема? Потому что чугун состоит из нескольких различных материалов в различных пропорциях. В результате может быть сложно оценить точную прочность металла, с которым вы работаете. Также может быть трудно определить, сколько тепла может выдержать чугунная деталь, прежде чем она начнет трескаться. Все эти проблемы в основном вызывает высокое содержание углерода в чугуне.
Во время сварки этот углерод может перейти на свариваемый металл или область рядом с нагретым металлом сварного шва. Это может вызвать повышенную хрупкость или твердость, что может привести к послесварочным трещинам.
Различные приемы/методы сварки чугуна
Существует несколько методов сварки чугуна. Однако мы собираемся обсудить только наиболее распространенные методы, используемые для сварки чугуна. Эти методы включают газовую сварку, электродуговую сварку, сварку MIG и сварку TIG. Ниже приводится краткое объяснение каждого из них.
1. Газовая сварка
По сравнению с дуговой сваркой чугуна процесс нагрева при газовой сварке происходит намного медленнее. Кроме того, в этом методе используется пламя с более низкой температурой, чем у дуги. Хорошо, что миграция углерода, как правило, не является проблемой при сварке чугуна методом газовой сварки. Однако важно использовать в процессе запатентованный электрод для газовой сварки. Единственная проблема с этим методом заключается в том, что он требует значительного количества тепла, когда в сварку вовлечены крупные детали. Кроме того, газовая сварка медленнее, чем другие методы сварки чугуна.
2. Дуговая/стержневая сварка
Большинство сварщиков-любителей предпочитают дуговую/стержневую сварку, которая может быть наиболее эффективным способом сварки чугуна при использовании подходящих сварочных электродов. Процесс чрезвычайно прост, и существует множество электродов для различных работ.
Процесс чрезвычайно прост, и существует множество электродов для различных работ.
В чугунных сварочных прутках присутствует специальный флюс с высоким содержанием графита. Углерод в чугуне химически связан этим специальным графитом. Это ограничивает миграцию в зону термического влияния и металл шва. Чугунные сварочные прутки доступны в двух основных типах: чистый никель и ферроникель.
Обычно ферроникелевые стержни состоят из 47% никеля и 53% стали. Намного дешевле, чем чистый никель, ферроникелевые стержни идеально подходят для сварки чугуна со сталью. С другой стороны, если вы хотите, чтобы наплавленный металл был более мягким и податливым, выбирайте чистый никель. Однако, если работа не требует использования чистого никеля, мы рекомендуем вам использовать ферроникель при сварке чугуна методом электродуговой/стержневой сварки.
3. Сварка МИГ
Хотя она часто используется для этой цели, сварка МИГ не лучший выбор для сварки чугуна. Единственная реальная причина, по которой вы хотели бы использовать эту технику, — это когда у вас есть повторяющееся приложение, для которого вы можете создать процедуру. Если вы решите сваривать чугун таким способом, вам следует помнить о следующих советах для эффективной сварки:
Если вы решите сваривать чугун таким способом, вам следует помнить о следующих советах для эффективной сварки:
- Специальная никелевая проволока — лучший выбор при использовании метода сварки MIG. Однако этот вариант может быть немного дорогим, поэтому вы можете рассмотреть вариант из нержавеющей стали в качестве альтернативы.
- В большинстве случаев лучший выбор — 80/20. Что это значит? Это относится к 80% аргона и 20% углекислого газа. Хотя чугун по своей природе подвержен ржавчине, вам следует избегать этого метода, если вы беспокоитесь о том, что ржавчина в конечном итоге разовьется на металле.
- Вы можете соединить гипс с помощью проволоки для припоя. Однако это, вероятно, приведет к слабому сварному шву, что не очень хорошо для металлов, которые могут подвергаться нагрузкам или ударам.
- Механическую прочность сварного шва можно обеспечить с помощью шипов. Однако это будет зависеть от выполняемой работы
4. Сварка ВИГ
Как и сварка МИГ, сварка ВИГ не используется многими людьми для сварки чугуна. Почему это? Поскольку TIG — это процесс с открытой дугой, это означает, что с помощью этого метода нет реальной возможности минимизировать миграцию углерода.
Почему это? Поскольку TIG — это процесс с открытой дугой, это означает, что с помощью этого метода нет реальной возможности минимизировать миграцию углерода.
В дополнение к вышесказанному, единственным реальным вариантом, доступным с этой техникой при сварке чугуна, является никелевая проволока. Еще одна проблема с этим процессом заключается в том, что он может быть дорогим. Положительным моментом является то, что метод сварки TIG обеспечивает чистый и прочный сварной шов на большинстве изделий из чугуна. Кроме того, вы можете использовать метод сварки TIG для холодной сварки при условии, что вы используете соответствующие настройки проволоки и газа.
Это четыре наиболее распространенных метода сварки чугуна. Теперь, когда у вас есть основная информация о каждом методе, вы можете выбрать технику/метод, наиболее подходящий для ваших нужд и выполняемой работы. Однако, независимо от того, какой метод вы выбрали для сварки чугуна, вам необходимо выполнить несколько основных шагов, чтобы получить эффективный сварной шов. Эти шаги обсуждаются далее.
Эти шаги обсуждаются далее.
Основные этапы сварки чугуна
При самостоятельной сварке чугуна необходимо знать важные этапы эффективной сварки чугуна. Сварка чугуна своими руками состоит из четырех этапов. Выполняя эти шаги в следующем порядке, вы сможете получить чрезвычайно прочный чугунный сварной шов.
1. Идентификация сплава
Чугуны являются частью семейства железоуглеродистых сплавов и имеют высокое содержание углерода; отсюда они получают свою характеристику твердости. Хотя металл чугуна твердый, это качество достигается за счет пластичности. По сравнению с кованым железом или сталью чугун гораздо менее пластичен.
В результате вышеизложенного металл расширяется и сжимается при его нагреве и охлаждении в процессе сварки. Это создает напряжение растяжения. Сварить чугун может быть чрезвычайно сложно, потому что при нагрузке или нагреве он трескается, а не деформируется или растягивается. Однако вы можете улучшить эту ситуацию, добавляя различные сплавы. Ниже приведены два варианта, доступных для вас.
Ниже приведены два варианта, доступных для вас.
Серый чугун
Самый распространенный сплав чугуна, серый чугун лучше сваривается и пластичен, чем белый чугун. Во время производства углерод на сером чугуне превращается в графитовые чешуйки и превращается либо в ферритную, либо в перлитную кристаллическую микроструктуру. Единственная проблема с этим чугунным союзником заключается в том, что частицы графита внутри него могут попасть в сварочную ванну; это вызывает охрупчивание металла шва, что может создать проблемы для сварщиков.
Белый чугун
Другим доступным вариантом сплава чугуна является белый чугун. В отличие от серого чугуна, эта форма чугуна может удерживать углерод в виде карбида железа, не превращая его в графит. В результате получается хрупкая и твердая кристаллическая микроструктура цементита. Однако основная причина беспокойства по поводу белого чугуна заключается в том, что он в основном считается непригодным для сварки.
2. Очистите отливку
Перед началом сварки все отливки должны быть надлежащим образом подготовлены; это не зависит от того, какой литейный сплав вы выбрали для сварки. Еще одна важная вещь, которую нужно сделать здесь, это удалить все поверхностные материалы, чтобы подготовить отливку к сварке. Это обеспечит полную чистоту отливки в зоне сварки.
Как только это будет сделано, следующим шагом будет удаление масла, жира, краски и других мешающих материалов из зоны сварки. Одна из самых важных вещей, которую необходимо обеспечить, это медленное и осторожное нагревание зоны сварки в течение короткого периода времени. Это поможет устранить любой газ, оставшийся в зоне сварки основного металла. Техника, которую вы можете использовать для проверки готовности чугунной поверхности, заключается в том, что сварочный проход опирается на металл. Если на металле присутствуют примеси, то он будет пористым. Чтобы убедиться, что пористость устранена, вы можете повторить процесс несколько раз во время шлифовки прохода.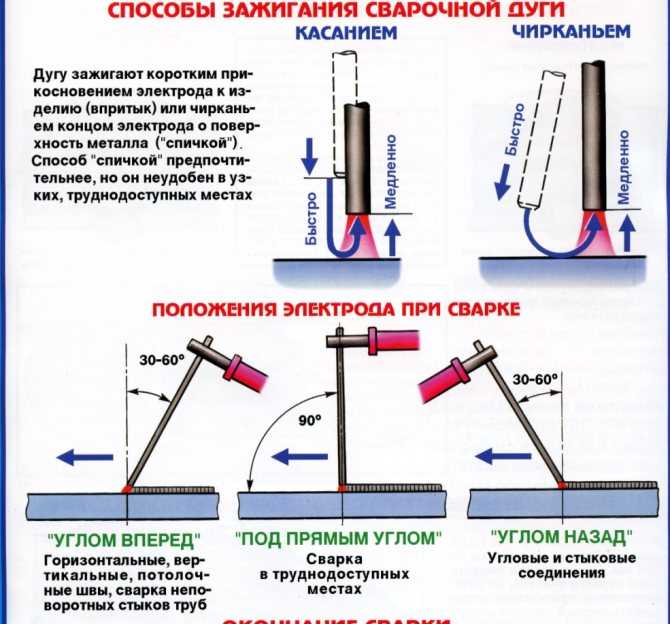
3. Предварительный нагрев
При нагрузке все чугуны могут стать уязвимыми для растрескивания. Таким образом, самое важное, что нужно сделать, чтобы избежать трещин в чугуне, — это контролировать нагрев во время сварки. Сварка чугуна состоит из трех этапов. Три шага:
- Предварительный нагрев
- Низкотемпературный ввод
- Медленное охлаждение
Тепловое расширение является основной причиной, по которой вы хотите контролировать тепло во время сварки. Металл может расширяться при нагревании. Однако нагревание и расширение всей чугунной детали с одинаковой скоростью поможет избежать напряжения в металле. С другой стороны, локализация тепла в зоне термического влияния может вызвать накопление напряжения в металле.
Проблема локального нагрева заключается в том, что он может привести к ограничению расширения. Здесь более холодный металл вокруг околошовной зоны управляет ГЦ. Кроме того, температурный градиент между телом отливки и зоной термического влияния определяет степень результирующего напряжения.
Растяжение снимает напряжение, вызванное ограниченным расширением и сжатием стали и других пластичных металлов. Однако это может привести к трещинам в металле при усадке; это потому, что пластичность чугуна довольно низкая.
С помощью предварительного прослушивания можно уменьшить температурный градиент между околошовной зоной и телом отливки. Это, в свою очередь, снизит растягивающее напряжение, вызванное сваркой. Как правило, при высокотемпературных методах сварки требуется более высокая температура предварительного нагрева. Таким образом, наилучшей стратегией снижения тепловложения при отсутствии надлежащего предварительного нагрева является выбор процесса низкотемпературной сварки. Кроме того, вам следует использовать проволоку или сварочные прутки с низкой температурой плавления.
Другим фактором, влияющим на напряжения, возникающие в сварном шве, является скорость охлаждения. Усадка может быть результатом быстрого охлаждения, что приводит к хрупкости и легкому растрескиванию сварных швов. С другой стороны, низкое охлаждение может свести к минимуму напряжение, вызванное усадкой и затвердеванием.
С другой стороны, низкое охлаждение может свести к минимуму напряжение, вызванное усадкой и затвердеванием.
В завершение этого шага хотелось бы отметить, что, хотя все чугуны могут трескаться под нагрузкой, вы можете снизить вероятность этого с помощью предварительного нагрева. Это указывает на важность этого этапа при сварке чугуна.
4. Выберите метод сварки
Мы уже рассмотрели четыре основных метода сварки чугуна. Основываясь на информации, предоставленной выше, вам необходимо выбрать метод сварки, который лучше всего подходит для выполнения сварочных работ. Другими словами, выбирать технику сварки нужно исходя из размеров свариваемого металла и сплава.
5. Финишная обработка
После того, как вы выбрали и использовали наиболее подходящий метод сварки для чугуна, который необходимо сварить, следующим и последним шагом будет финишная обработка сварного шва. По мере того как сварной шов остывает и сжимается, в свариваемом чугунном металле может возникать растягивающее напряжение.
Таким образом, на этапе термического сжатия наиболее вероятно образование трещин в отлитом из чугуна металле. Почти наверняка сварной шов начнет трескаться, как только напряжение достигнет критической точки. Хорошая новость заключается в том, что есть способ уменьшить вероятность образования трещины в сварном шве; это включает приложение сжимающего напряжения во время охлаждения для противодействия растягивающему напряжению.
Пока сварной шов еще мягкий, сварщики применяют технику, называемую наклепом, для сварки, которая может деформироваться. Техника упрочнения предполагает использование молотка с шариковым бойком для нанесения умеренных ударов.
Чем полезна эта техника? Потому что это может помочь снизить вероятность развития трещины в зоне термического влияния и в сварном шве. Однако важно убедиться, что этот метод следует использовать только тогда, когда свариваемый металл относительно пластичен. Последним этапом, который необходимо выполнить при контроле сварки чугуна, является контроль охлаждения.
Что включает в себя этот процесс? Это процесс, направленный на максимальное замедление охлаждения за счет использования изоляционных материалов. Другой способ, используемый для замедления естественного процесса охлаждения, заключается в периодическом нагревании сварного шва. Все это обеспечивает хорошую отделку и эффективный сварной шов чугуна. Теперь вы знаете, как сварить чугун.
Как сварить чугун: полное руководство (с иллюстрациями)
Последнее обновление
Изображение предоставлено: CC0 Public Domain, Max Pixel
Любой владелец чугунного станка сломает или треснет жизненно важный литой компонент. Это может означать тысячи долларов на запасные части или сотни долларов на наем специалиста по сварке чугуна. Можно выбрать любой вариант, но если вы умеете сваривать и готовы освоить новый навык, сварка самостоятельно может решить вашу проблему так же легко.
Чугун — один из самых сложных материалов для сварки. Неправильное движение может еще больше испортить сломанную деталь или, что еще хуже, сделать сварной шов прочным, хотя внутри он слабый. Поэтому знать, что вы делаете, важнее, чем когда-либо. Следование набору рекомендаций по сварке чугуна должно гарантировать, что ваши сварные швы не будут иметь трещин и что внутренняя прочность будет достаточной, чтобы выдержать назначение компонента.
Определение типа чугуна
Первым этапом этого вида сварки является определение типа чугуна. Существует множество типов, и вам не захочется сваривать большинство из них. Вот список их свариваемости:
Серый чугун: Трудно свариваемый.
Белый чугун: Практически не поддается сварке.
Ковкий чугун: Поддается сварке, но редко, так как это сложный и медленный процесс.
Ковкий чугун: Не сваривается, так как сварка меняет свойства металла, делая его непригодным.
Лучший способ определить, какой тип чугуна требует сварки, — это обратиться к руководству по продукту или связаться с производителем, если это не указано на материале. Есть небольшая разница во внешнем виде свежих трещин на материале, но если у вас нет опыта в определении этого, стоит узнать об этом у производителя.
Серый чугун является наиболее распространенным типом свариваемого чугуна, и это должен быть единственный чугун, который вы пытаетесь сплавить, если у вас нет опыта его литья или сварки. Еще одним хорошим вариантом является помощь опытного человека.
Выберите процесс сварки
После того, как вы определили, что материалом является серый чугун, следующим шагом будет выбор процесса, который вы будете использовать для его сварки. Вы можете сваривать чугун любым сварочным процессом при условии, что вы используете правильный присадочный материал и метод сварки. В первую очередь это зависит от личных предпочтений, но есть несколько факторов, которые следует учитывать при сварке чугуна.
Если вы свариваете обработанную поверхность, лучшим вариантом будет сварка TIG. Брызги от сварки MIG или дуговой сварки могут без необходимости повредить части обрабатываемой поверхности, которые не подлежат сварке. Сварка TIG не должна вызывать проблем с разбрызгиванием.
Кислородно-ацетиленовая сварка — еще один вариант, часто используемый для сварки чугуна. Это хороший вариант минимизировать экстремальный нагрев и охлаждение процессов электросварки, с ним легче поддерживать температуру компонентов.
Пайка на самом деле не сварка, так как она не сплавляет металл, как сварка. Тем не менее, это хороший вариант, если по какой-то причине у вас возникли проблемы со сваркой. Убедитесь, что поверхности, к которым будет прилипать припой, хорошо очищены, так как он не прилипнет к грязному или ржавому железу.
Сварка электродом и сварка MIG являются желательными вариантами с подходящими расходными материалами. Неправильный присадочный металл, скорее всего, приведет к растрескиванию, поэтому убедитесь, что вы знаете, что сварка чугуна — это правильный выбор.
Изображение предоставлено: летчик 1-го класса Дэвид Берналь Дель Агуа, авиабаза Маконнелл
Выберите присадочную проволоку или электрод
Существует лишь небольшой ассортимент присадочной проволоки и электродов, которые должным образом сваривают чугун. Большинство доступных сплавов, которые не были разработаны специально для чугуна, остывают слишком быстро и вызывают трещины от напряжения или не сплавляются должным образом с чугуном.
Расходные материалы для электродов и проволоки
Высокое содержание никеля: это лучший тип электрода или проволоки, так как он мягкий и поддается механической обработке. Он не слишком быстро остывает и выглядит так же, как чугун. Однако это самые дорогие расходные материалы, которые не подходят для сварки толстых профилей.
Смесь 55% никеля, 45% железа: это более доступная цена и при сварке выглядит так же, как чугун. Он дает обрабатываемый сварной шов, хотя он намного тверже, чем сварные швы с 99% никеля. Он имеет гораздо меньшую усадку при сварке, чем большинство железных стержней, что означает, что он сводит к минимуму растрескивание.
Он имеет гораздо меньшую усадку при сварке, чем большинство железных стержней, что означает, что он сводит к минимуму растрескивание.
Железо: этот тип стоит дешевле и дает сварной шов другого цвета, чем чугун. Его гораздо сложнее использовать, так как он имеет более высокие свойства усадки. Он также не поддается механической обработке, так как затвердевает в процессе сварки, но его можно отшлифовать.
Нержавеющая сталь: Чугун, сплавленный с аустенитной нержавеющей сталью, не затвердевает и не меняет свойства так сильно с расходными материалами из железа. Нержавеющая сталь значительно расширяется и сжимается во время нагрева и охлаждения в процессе сварки, поэтому ее сложно использовать. Однако он используется для сварки чугуна и позволяет получить обрабатываемую поверхность.
Пайка бронзы: Вы можете использовать кислородно-ацетиленовую пайку или использовать стержни с помощью сварочного аппарата TIG. Это хороший способ обеспечить прочную фиксацию в трещине или между двумя компонентами, требующими соединения, при этом не вызывая растрескивания и изменения свойств чугуна.
- См. также: Как отремонтировать кованое железо без сварки
Очистка и наждачная обработка поверхностей сварки
Как и в большинстве случаев сварки, чем чище поверхность, тем качественнее будут сварные швы. Иногда материал, который вы свариваете, имеет запасы дыма или масла на протяжении всей отливки, и это вызывает проблемы при сварке. Есть определенные вещи, о которых нужно знать, когда вы свариваете чугун.
Использование расходных материалов для сварки, таких как стержни из сплава для сварки чугуна MG-289, которые предназначены для загрязненного чугуна, является лучшим способом обеспечить достаточный сварной шов.
Проклевка — это процесс постукивания по мягкому сварному шву при его охлаждении молотком с шариковым бойком для предотвращения растрескивания. Это следует делать с осторожностью и только тогда, когда сварной шов может деформироваться, но это не всегда необходимо, так как в первую очередь причиной появления трещин является неравномерный или быстрый нагрев или охлаждение детали. Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Изображение предоставлено: 6782865, Pixabay
Предварительный нагрев или холодная сварка?
Существуют разные мнения о том, следует ли сваривать горячим или холодным способом. Все согласны с тем, что предварительный нагрев — хороший вариант, но есть несколько человек, которые считают, что сварки с минимальным нагревом также достаточно.
При принятии решения о том, как сваривать чугун, необходимо использовать один из этих подходов, поскольку в отличие от большинства металлов чугун является хрупким и имеет очень минимальную способность к деформации при изгибе или расширении и сжатии. Тепло всегда оказывает деформирующее воздействие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и трещины.
Предварительный нагрев сводит к минимуму этот эффект, приближая окружающую область сварного шва к температуре сварки, обеспечивая равномерное изменение всего компонента. Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому очень важно не подвергать компонент чрезмерному нагреву.
Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому очень важно не подвергать компонент чрезмерному нагреву.
Считается, что сварка чугуна в холодном состоянии без предварительного нагрева и с использованием минимального тепла способствует снижению общей температуры. Это может быть полезно, так как не образуются видимые трещины, и это будет более прочный шов, чем горячий шов без предварительного нагрева. Тем не менее, внутреннее напряжение все еще возникает, что может проявиться позже в течение срока службы компонента, и в целом оно приводит к более слабому сварному шву, чем при правильном предварительном нагреве перед сваркой.
Опытные сварщики чугуна, которые занимаются ремонтом или изготовлением чугунных изделий регулярно и только предварительно нагревают. Это лучший способ обеспечить внутреннюю прочность сварного шва, а не только отсутствие видимых трещин.
Медленное охлаждение
Одним из важнейших этапов сварки чугуна является процесс охлаждения. Вы никогда не должны охлаждать сварной шов чем-либо холодным, например, водой или сжатым воздухом. Вместо этого, чем медленнее охлаждается весь компонент, тем лучше.
Вы никогда не должны охлаждать сварной шов чем-либо холодным, например, водой или сжатым воздухом. Вместо этого, чем медленнее охлаждается весь компонент, тем лучше.
Некоторые сварные швы охлаждаются в течение многих дней, но серый чугун не так критичен. Помещение свариваемой детали в песок или теплую печь может помочь ей остыть медленно и более равномерно, чем если бы она лежала на столе. Иногда добиться этого сложнее, и вы все равно можете получить качественный сварной шов без чрезмерного увеличения времени охлаждения. Однако чем медленнее он остывает, тем лучше будет результат.
См. также: Сколько стоит сварка дифференциала? Цены и руководство
Заключение: Как сварить чугун
Сварка чугуна – непростая задача. Это требует значительно большей подготовки и осторожности в процессе сварки и охлаждения. Тем не менее, это металл, который обычно сваривают, и из него можно получить прочный компонент, который будет служить так же хорошо, как литой продукт без сварки.
Обязательно выполните все необходимые шаги по сварке чугуна, и вы получите результаты, необходимые для вашего следующего чугунного проекта. Если вы сделаете какие-либо сокращения, сварной шов, скорее всего, треснет или будет внутренне слабым и может не прослужить долго.
Мы надеемся, что вам понравится успешная сварка чугуна с помощью этого руководства. Не стесняйтесь оставлять нам свои комментарии ниже в нашем разделе комментариев.
Источники
- https://www.welding-advisers.com/Welding-ductile-iron.html
- https://www.esabna.com/euweb/oxy_handbook/589oxy15_3.htm
- https://www.lincolnelectric.com/en-us/support/welding-how-to/Pages/welding-cast-iron-detail.aspx
- https://weldingwire.com/Images/Interior/documentlibrary/cast%20iron%20welding%20alloys.pdf
- https://www.reliance-foundry.com/blog/how-to-weld-cast-iron#gref
- Определение типа чугуна
- Выбор процесса сварки
- Выбор присадочной проволоки или электрода
- Электроды и расходные материалы для проволоки
- Очистка и закалка поверхностей сварки
- Предварительный подогрев или холодный нагрев?
- Охладить медленно
- Заключение. Как сваривать чугун
 Как сваривать чугун
Как сваривать чугунПроцедура сварки чугуна [Пошаговое руководство]
Чугун хрупкий, дешевый и заноза в плоти, которую нужно починить, но он используется везде, от мастерской до кухни. Обнаружение трещины в чугунных компонентах для таких владельцев машин — настоящее бедствие. Могут быть огромные финансовые потери при замене сломанной детали или найме обученных специалистов по сварке чугуна для сплавления трещины. Вы используете это как возможность научиться сварке чугуна , новому навыку.
Принять вызов сварка чугуна безупречно, так как неверное движение может еще больше разрушить сломанную деталь. Неукоснительно придерживайтесь указаний, чтобы на чугунной сварке не было трещин и чтобы внутренняя прочность была достаточной, чтобы выдерживать назначение компонента. Ваша миссия для выполнения, , как сварить чугунные детали , может сэкономить ваши деньги и время.
Внутренняя сварка чугуна требует тщательного изучения четырех ключевых шагов, чтобы знать, как сваривать чугун .
- Идентификация сплава
- Тщательная очистка детали
- Выбор температуры предварительного нагрева
- Выбор метода сварки
Семейство железо-углеродных сплавов 4% углерода делает их твердым чугунным металлом. Он менее податлив, менее пластичен, не растягивается и не деформируется при нагревании. Вместо этого они трескаются и чрезвычайно усложняют процесс сварки.
Есть много типов, и мы показываем свариваемость чугуна .
Серый чугун – Трудно свариваемый
Белый чугун – Несвариваемый, почти
Ковкий чугун – Сварка изменяет свойства, делая его непригодным и обширный процесс.
Тип чугуна всегда лучше уточнять по инструкции, совету производителя. Осмотрите трещину, поскольку она меняет свой характер с течением времени. Сварной чугун от котенка — серый тип. Это единственный чугун, который можно использовать для плавки. Вы можете обратиться за помощью к опытному 9Аппарат для сварки чугуна 0198 для идеального сварного шва.
Вы можете обратиться за помощью к опытному 9Аппарат для сварки чугуна 0198 для идеального сварного шва.
Как и в большинстве случаев сварки, чем чище поверхность, тем лучше сварка. Очистите поверхности от краски, жира, масла и посторонних материалов. Лучше осторожно и медленно подавать тепло к зоне сварки в течение более короткого времени, чтобы удалить захваченные газы.
Мы разработали простой тест для оценки готовности чугуна. Наплавляем шов на металл, при наличии примесей зона шва будет пористой. Мы будем шлифовать этот сварочный проход и повторять тест, пока пористость не исчезнет.
При проковке поверхность детали преднамеренно деформируется ударом молотка, что приводит к расширению поверхностного слоя в поперечном направлении. Таким образом, стабильная подповерхность позволяет расширять поверхностный слой, который представляет собой полезный сжимающий слой остаточного напряжения. Молоток с шариковым бойком для предотвращения растрескивания может сделать это. Это не обязательное явление, которое может быть полезным инструментом, когда трещина неправильная. Предварительный нагрев и медленное охлаждение компонента являются ключевыми в процедуре сварки чугуна .
Это не обязательное явление, которое может быть полезным инструментом, когда трещина неправильная. Предварительный нагрев и медленное охлаждение компонента являются ключевыми в процедуре сварки чугуна .
Сварка чугуна имеет два направления: горячая и холодная сварка. Массы соглашаются на предварительный нагрев как на лучший выбор, в то время как немногие идут на минимальный нагрев или холодную сварку. Нам нужно принять его, потому что в отличие от других металлов чугун хрупкий и имеет минимальную способность к деформации при изгибе, сжатии и расширении.
Каждый металл имеет свойство деформироваться при нагреве из-за теплового расширения. Предположим, что одна часть металла нагревается или остывает быстрее, чем другая, затем в чугунном сварном шве возникают трещины и напряжения. Предварительный нагрев сводит к минимуму этот эффект нагрева вблизи зоны сварки, сохраняя температуру близкой к температуре в зоне сварки. Это заставляет весь компонент изменяться равномерно. Лучше не подвергать компонент чрезмерному нагреву, так как характер чугуна меняется, когда температура превышает 1400 градусов по Фаренгейту.
Это заставляет весь компонент изменяться равномерно. Лучше не подвергать компонент чрезмерному нагреву, так как характер чугуна меняется, когда температура превышает 1400 градусов по Фаренгейту.
Холодный способ сварки чугуна без предварительного нагрева может быть полезен, так как он снижает общую температуру. Этот процесс не дает видимых трещин и более прочного сварного шва. Внешний вид может быть отличным, но внутренняя прочность при холодной сварке остается низкой.
Мы заметили, что обученные сварщики чугуна, которые ремонтируют или изготавливают деталь, предпочитают только метод предварительного нагрева. Нам нужен готовый чугунный сварной шов, не только визуально потрескивающий, но и прочный внутри.
4. Выбор методов сварки и расходных материалов Вы определили, что сваривать серый чугун, теперь пришло время выбрать методы сварки чугуна . Лучший способ сварки чугуна — это использование каждого сварочного процесса, если вы правильно выбираете присадочный материал и процесс. Мы основываем выбор процесса сварки на личных предпочтениях, но перед заключением остается рассмотреть несколько факторов.
Мы основываем выбор процесса сварки на личных предпочтениях, но перед заключением остается рассмотреть несколько факторов.
Если мы столкнулись с обработанной поверхностью для сварки, то предпочтение может быть отдано сварка TIG , так как брызги от палки и сварка MIG чугуна могут повредить чистую поверхность. Сварка TIG остается без разбрызгивания и выбор.
Когда вы пытаетесь сократить сильное нагревание и быстрое охлаждение процесса электросварки, тогда вам подойдет кислородно-ацетиленовая сварка. Легко поддерживает температуру компонентов и другие замечательные варианты для сварки чугуна.
Сварка стержнем является альтернативным методом сварки чугуна , где используется электрод с флюсом. Механическая обработка требуется после того, как мы завершим этот процесс. Выбор правильного присадочного металла является основой сварки чугуна.
Пайка может быть еще одним процессом соединения чугуна, но это не процесс сварки. Вы можете адаптировать его, когда по какой-то причине возникают проблемы со сваркой. Грязные или ржавые поверхности могут не соединиться, поэтому необходимо очистить поверхности. Чугунный сварочный стержень действует как наполнитель, который склеивает поверхности и соединяет детали после охлаждения.
Выбор подходящего электрода и расходных материалов для проволокиАссортимент присадочной проволоки и электродов, которыми можно сваривать чугун, невелик. Имеющиеся на рынке не предназначены только для чугуна. Они могут быстро остывать, вызывать трещины от напряжения и не соединяться должным образом. Ниже приведены несколько доступных вариантов на рынке.
Богатое содержание никеля: Это лучший доступный электрод на рынке, так как он мягкий и поддается механической обработке. Внешне похож на чугун и тоже не быстро остывает. Недостатком этого электрода является то, что он очень дорог и не подходит для сварки толстых профилей.
Смесь Никель 55%, Железо 45%: В сварном виде похож на чугун, но вполне доступный. Сварной шов, который он производит, поддается механической обработке, но намного тверже, чем сварной шов из никеля. Усадка меньше, чем у большинства железных стержней, чтобы сделать электрод с наименьшим возможным растрескиванием.
Чугун: Сварка этим стержнем дает другой цвет, чем чугун. Свойство усадки очевидно и затрудняет его использование для сварки чугуна. Он затвердевает при сварке, но не подвергается механической обработке. Это экономичный вариант, который можно отшлифовать.
Нержавеющая сталь l: Чугун при соединении с нержавеющей сталью не изменяет свойства и не затвердевает, как в случае расходных материалов из чугуна. Он не расширяется и не сжимается значительно во время нагревания и охлаждения в процессе плавки, что создает проблемы при его использовании. Это дает обрабатываемый процесс после сварки.
Пайка бронзы: У нас есть выбор: пайка кислородно-ацетиленовой пайкой или использование с помощью сварочного аппарата TIG. Мы можем обеспечить надежную заплату в трещине или между двумя компонентами, которые хотят соединиться. Пайка здесь соединит две поверхности без изменения основных свойств чугуна.
Финишная обработка с медленным охлаждениемОхлаждение является наиболее важной частью процесса сварки чугуна. Чем медленнее охлаждение, тем лучше результаты. Ни в коем случае нельзя обливать свариваемую деталь холодной водой или сжатым воздухом.
Охлаждение может занять несколько дней даже для лучшего результата без трещин. Медленное охлаждение может быть достигнуто путем помещения свариваемых деталей в песок или теплую печь. Равномерное охлаждение обязательно, чего нельзя добиться охлаждением на стенде. Добиться качества сварки, не увеличивая время охлаждения, непросто. Мы можем применять периодическое нагревание для равномерного охлаждения детали.
Трещина возникает в результате растягивающего напряжения при тепловом сжатии. Как только это напряжение достигает критической точки, в сварном шве возникает трещина. Мы можем применить сжимающее напряжение, чтобы уменьшить растягивающее напряжение, возникающее при охлаждении сварки. Упрочнение — это процесс, который может значительно помочь предотвратить появление трещин.
В заключенииЧугун обычно представляет собой свариваемый металл. Прочность и полезность чугуна остаются такими же, как если бы не сварная деталь. Мы обсудили пошаговое изучение сварка чугуна . Если вы хотите сделать сварку на дому, то точно выполняйте каждый шаг. Наилучшие результаты могут быть достигнуты путем изучения сплава, выбора процесса сварки, подбора присадочной проволоки. Не пропускайте ни одного шага, чтобы достичь почти идеальных результатов.
Надеюсь, вам понравилось пошаговое руководство по сварке чугуна. Вы можете сэкономить время и деньги, делая все самостоятельно. Идеальную сварку с внутренней прочностью вы можете заказать у профессионального сварщика чугуна. Мы готовы помочь вам на любом этапе.
Сталь тверже чугуна?
Спор о том, какой металл прочнее, сталь или чугун. Я думаю, что чугун имеет большую прочность на сжатие, а сталь — на растяжение. Сталь твердая и мягкая для литья. Трудно решить, кто сильнее.
Прилипнет ли магнит к чугуну?
Магниты могут прикрепляться только к металлу/сплаву, состоящему из таких прочных металлов, как железо и кобальт. Такие металлы, как латунь, медь, серебро и золото, в их естественном состоянии не притягивают магниты.
Можно ли сваривать чугун?
Можно сваривать сломанные чугунные детали. Мы должны проверить деталь, состав сплава, присадочный материал и правильно очистить детали.
Как можно паять чугун?
Для пайки чугуна нужен специалист. Это можно практиковать, шлифуя прорезь от 1/16 до 1/8 дюйма в сплаве. Наконечник припоя становится огненно-красным при температуре 600 градусов и продолжает нагреваться и заполнять зазор без изменения основного металла.
Какой клей лучше всего подходит для чугуна?
Жидкая сварка по названию стальной эпоксидной смолы и смолы. Их нужно смешивать перед использованием, но эпоксидная смола затвердевает быстрее, чем смола. Эпоксидная смола затвердевает за 5-30 минут, а смола затвердевает более 8-10 часов. лечить.
Можно ли сварить чугунный блок цилиндров?
Можно сваривать дуговой сваркой с соответствующим стержнем. Сварка может вызвать деформацию блока цилиндров или сделать зону сварки более хрупкой и склонной к растрескиванию. Здесь может помочь холодная сварка.
Почему трудно сваривать чугун?
Чугун можно сваривать, но это очень сложно, так как чугун имеет очень высокое содержание углерода. Нагрев и охлаждение в процессе делают его более твердым и хрупким, что делает его более склонным к растрескиванию. Этого можно достичь, правильно выполнив этапы сварки чугуна .
Почему чугун трескается при сварке?
Гораздо менее податлив, чем сталь. Сварка вызывает растягивающие напряжения. Цикл нагревания и охлаждения при сварке вызывает расширение и сжатие, приводящее к трещинам, а не растяжению или деформации.
Становится ли чугун со временем лучше?
При хорошем уходе и сохранении изделие из чугуна прослужит намного дольше, чем ожидалось. С возрастом и временем он становится лучше благодаря процессу, известному как приправа.
Вот еще несколько статей по сварке чугуна .
- https://www.esabna.com/euweb/oxy_handbook/589oxy15_1.htm
- https://www.lincolnelectric.com/en-us/support/welding-how-to/Pages/welding-cast- iron-detail.aspx?utm_referrer=direct/not+provided
- https://www.twi-global.com/technical-knowledge/job-knowledge/weldability-of-materials-cast-irons-025
- https://www.wikihow. com/Weld-Cast-Iron
Как сварить чугун: простые шаги и советы
Чугун сложно сваривать из-за свойств материалов. К сожалению, это часто необходимо из-за растрескивания, связанного с удлинением металла. Не путайте чугун со сталью, так как методы для одного типа чугуна не всегда применимы к чугуну. К счастью, сварка чугуна может быть успешно выполнена при наличии некоторой практики и опыта.
Сварка чугуна требует меньшего нагрева и небольших валиков (1″), чтобы избежать растрескиванияТри важных момента при сварке:
- Подготовка – снятие фаски или сверление до и после трещин, очистка поверхности
- Количество тепла – всегда низкое и медленное
- Выбор правильного стержня – чем больше никеля, тем лучше
Содержание
- 1 Основы сплава чугуна
- 1.1 Температура плавления чугуна
- 1.2 Типы чугуна
- 1.3 Идентификация чугуна
- 2 Методы чугуна сварки чугуна: дуга, тиг или MIG
- 3 Приготовление к сварной сварной сварке
- 4 Методы сварки
- 4. 1.
- 4.
- 5 Шаги Холодного сварки чугуна
- 5.0.1 Рекомендуемое усилие
- 5.0.1.1 Предложения о холодной сварке.0021
- 5.0.1 Рекомендуемое усилие
- 5.0.2 ЧИСТОРОНЫ ЭЛЕКТРОДЫ
- 5.0.3 Размер электрода. 7.1 Справочная электронная книга
Чугунные сплавы Основы
Чугунное литье относится к семейству углеродных сплавов с содержанием углерода от 2,4% до 4,5%. Это сплав кремния, углерода и феррума (железа). Твердость углерода делает его одним из наиболее часто используемых материалов в строительном бизнесе. Процент углерода, смешанного с железом, делает чугун желательным сплавом, поскольку он поддается механической обработке, гасит вибрации, имеет низкую усадку и высокую текучесть.
Углерод в чугуне также делает металл хрупким и подверженным растрескиванию при нагрузке. Например, сталь имеет 20% удлинение до растрескивания по сравнению с чугуном, который имеет 1% удлинение.
Что делает чугун одним из самых сложных материалов для сварки, так это его довольно необычное поведение. При сварке чугуны не растягиваются и не деформируются при нагреве. Скорее металл может треснуть при воздействии тепла, а затем при охлаждении, что усложняет весь процесс сварки.
Температура плавления чугуна
Чугун имеет температуру плавления от 1100° до 1300° по Цельсию (2112° – 2372° по Фаренгейту) из-за высокого содержания углерода . Сталь имеет более высокую температуру плавления – 1450°C (2642°F). Поскольку чугун имеет более низкую температуру плавления, его легче использовать при работе с пресс-формами, трубной арматурой, коллекторами, корпусами клапанов, насосами, трансмиссиями, водяными рубашками, гильзами, головками и блоками двигателей.
Типы чугуна
Ниже приведены некоторые из наиболее распространенных типов сплавов чугуна. Каждый из этих сплавов обладает особыми свойствами, которые могут потребовать различных инструментов и методов сварки для достижения наилучших результатов.
- Высоколегированный (изготавливается путем добавления сплавов к ковкому, белому или серому чугуну)
- Ковкий
- Ковкий
- Белый
- Серый (наиболее распространен и используется примерно в 90% случаев. Изготовлен из кокса, известняка, стали) лом, чугунный лом и чугун). Название происходит от серого цвета любых трещин или разломов.
Общий состав серого чугуна:
- Кремний 2 % – 2,4 %
- Углерод 3 % – 3,25 %
- Марганец 0,6 % – . 7%
- Фосфор 0,2% максимум
- Сера 0,2% максимум
- Железо Остаток
Чугун нельзя сгибать или выковывать в определенную форму, иначе металл треснет. Он поддается механической обработке и устойчив к износу.
Чугун Идентификация
Чугун можно определить по следующим признакам:
- Отсутствие видимых сварных швов
- Видимая линия литья из двух половин формы
- Стружка металла с помощью молотка и зубила. Если металл сколется мелкими осколками, то это чугун. Если вы видите один сплошной скол, то металл стальной.
- Испытание на искру дает слабые красные искры, за которыми следуют желтые звезды. Сталь производит небольшие искры на конце.
Методы сварки чугуна: дуговая, TIG или MIG
Хотя можно использовать все три метода, мы рекомендуем Arc для домашней сварки.
MIG: Для MIG требуется смесь аргона (80 % аргона, 20 % двуокиси углерода) и никелевая проволока.
TIG: Как и MIG, используйте никелевую проволоку. Подробные инструкции смотрите в этом видео.
ARC: ARC прост в использовании и подходит для основного ремонта. Используйте высококачественные никелевые стержни с содержанием 99%. Можно использовать состав с 55% никеля, что дешевле. Идите с 99%, если можете.
Подготовка к сварке чугуна
При соединении двух деталей создайте скос под углом 45°. Оставьте 1/3 толщины материала по глубине внизу- Очистите металлическую поверхность с помощью химикатов или щетки. Тщательно удалите краску, ржавчину, жир и масло.
- Удаление литой корки с обеих сторон сварного шва (примерно 25/32″ или 20 мм).
- Удалите любые дефекты, такие как пористость, усталость металла, трещины и пузыри.
- Просверлите отверстия диаметром 1/8″ приблизительно на расстоянии 1/8″ дюйма от каждого конца ремонтируемой трещины. Отверстия будут препятствовать расширению трещины за пределы трюмов в процессе ремонта.
- «U» или «V» из трещины с помощью электрода для строжки или шлифовального станка. Паз должен быть 90°. При сварке деталей излом должен быть под углом 45°. Оставьте 1/3 дюйма толщины ниже буквы «V». Электродная строжка является наиболее эффективным методом.
- Кромки или острые углы должны быть закруглены, особенно если вы собираетесь обрабатывать поверхность или заполнять ее после сварки. Цель состоит в том, чтобы предотвратить чрезмерное плавление основного материала в процессе сварки.
- При шлифовке зоны сварки удалите весь углерод (графит) с поверхности, чтобы он не стал частью сварочной ванны.
Методы сварки
Существует три метода сварки чугуна. Какой из них вы выберете, зависит от задачи.
- «Холодная» электродуговая сварка : используется для больших деталей, где свариваемый объект не может быть полностью предварительно нагрет, что делает этот подход наиболее распространенным.
- Горячая сварка (электродуговая, кислородно-ацетиленовая сварка, пайка твердым припоем) – используется для деталей, которые можно предварительно нагреть с помощью сварочной горелки, таких как мелкие детали. После сварки детали нуждаются в медленном охлаждении до комнатной температуры. Охлаждение может помочь, если после сварки детали погружаются в золу, песок или кизельгур.
- P полимерный ремонт : используется, когда металл окисляется, делая невозможной «горячую» сварку. В этом случае используется такой продукт, как пластиковая сталь.
Сварка в кислородно-ацетиленовой среде — это тип сварки, используемый для небольших деталей, которые можно нагревать горелкой (обозначается как газовая сварка ).
Этот тип сварки выполняется с использованием следующих шагов:
- Во-первых, вы должны отрегулировать кислородно-ацетиленовое пламя в соответствии с требованиями к поверхности. Слишком слабое пламя может привести к хрупкому сварному шву. С другой стороны, сильное пламя может привести к растрескиванию чугуна. Вы должны оставаться между этими двумя спектрами.
- Держа горелку в правой руке, а присадочный стержень в левой, непрерывным движением начните сварку от правого края пластины к левому.
- Для идеального результата пламя перемещается из стороны в сторону или совершает круговые движения, чтобы смесь хорошо перемешивалась. Присадочный стержень следует перемещать вперед и назад вдоль пластины.
- Продолжайте делать это до тех пор, пока не увидите корпус без трещин и утечек!
Сварка MIG — еще один полезный метод, однако он может быть дорогостоящим из-за использования специальной железоникелевой проволоки. Тем не менее, у него есть преимущество: чистый сварной шов без каких-либо остатков или беспорядка после сварки.
В качестве альтернативы можно использовать проволоку MIG из нержавеющей стали, хотя окончательные результаты могут иметь некоторые отклонения.
Как уже упоминалось, этот метод используется, когда детали невозможно предварительно нагреть или их сложно демонтировать.
Ступени холодной сварки чугуна
«Холодная» сварка чугуна относится к низкому нагреву, необходимому для основного металла.
Рекомендуемая сила тока
Низкая сила тока необходима, чтобы избежать глубокого сплавления основного материала и наполнителя. Причина, по которой избегают глубокого плавления, заключается в том, чтобы графит и образующийся в результате карбид железа не попадали в сварочную ванну. Рекомендуемая сила тока:
Рекомендации по силе тока при холодной сварке
Эти рекомендации относятся к ручной или плоской сварке. При использовании потолочной сварки уменьшите приведенные ниже цифры на 5–10 %. При вертикальной сварке уменьшить на 5%.
Размер электрода
2,5 (3/32″)
3,2 (1/8″)
4,0 (5/32″)
5,0 (13/64″)
Приблизительная сила тока
50– 80
70– 110
100– 140
130– 170
Параметры не точны и зависят от машины, нагрузки на линию и размера задания. Попробуйте выполнить пробную сварку, чтобы определить, не слишком ли велика сила тока, что приводит к раскалению электрода докрасна. Цель состоит в том, чтобы использовать как можно более низкую силу тока.
Чугунные электроды
Используйте самый большой электрод, соответствующий размеру канавки, но не используйте настолько большой электрод, что вы не сможете попасть в канавку. Электрод большего размера уменьшит подводимое тепло относительно количества используемого присадочного металла.
Никелевые электроды (AWS A5.15 E Ni-Cl): Используйте этот тип электрода, если чугун старый, тонкий, или пропитан маслом. Используйте это только для «смазывания» сторон чугуна, чтобы создать поверхностное уплотнение. Затем закончите с железно-никелевым электродом.
Железоникелевые электроды (AWS A5.15 E NiFe-Cl-A) : Используются для соединения стали и чугуна, нержавеющей стали и медных сплавов. Используется для обработки чугуна, подверженного внезапным нагрузкам, вибрациям и напряжениям.
Электроды для строжки
Размер электрода Совет: Если вы видите пористость в первом валике, переключитесь на электрод меньшего диаметра, меньшую силу тока и более высокую скорость сварки. Цель состоит в том, чтобы уменьшить подвод тепла к основному материалу.
Полярность
Различные полярности (прямая, обратная, переменный ток) по-разному влияют на плавление и тепловложение основного материала.
Прямая полярность постоянного тока: Этот тип полярности подключается к отрицательному полюсу и приводит к сильному подводу тепла к основанию. В свою очередь , вызывает чрезмерное копание и плавление. Чрезмерное плавление приводит к попаданию примесей в сварной шов, что снижает качество сварного шва.
Обратная полярность : Этот тип электрода обеспечивает неглубокую и широкую зону сварки с минимальным содержанием газов, серы, фосфора и графита. Это также уменьшает образование карбидов железа.
При использовании постоянного тока лучше всего использовать электрод обратной полярности. Однако, если утюг загрязнен, вы можете попробовать более сильный нагрев с прямой полярностью.
Использование обратной полярности постоянного тока (электрод к положительному полюсу) позволит вам получить неглубокое поле с минимальным содержанием газов, серы, фосфора и графита. Используйте только прямую полярность (электрод к отрицательному полюсу) Должна быть зарезервирована для сильно загрязненного чугуна Длина дуги
Для снижения напряжения и минимизации нагрева основного материала следует использовать максимально короткую дугу. Было бы полезно использовать длинную дугу во время первого прохода, а затем уменьшить размер дуги.
Сварочный чугун
Как уже упоминалось, для снижения вероятности растрескивания необходимо минимизировать подвод тепла. Металл чрезвычайно хрупок и растрескивается при удлинении от 1% до 2%.
НЕ ИСПОЛЬЗУЙТЕ длинные непрерывные валики. с максимальной длиной 1 дюйм (25 мм). Не плетите и используйте только для «вымывания» отложений.
ЗАПРЕЩАЕТСЯ наносить волны более чем на 1/2 диаметра электрода в каждую сторону от направления сварки. После размещения шарика заполните кратер и извлеките электрод обратным движением.
Используйте молоток с круглым бойком, чтобы отбить борт, пока он горячий. Это растянет кровать и избавит от стресса. Приготовьтесь, начиная с задней части кратера, к тому месту, с которого вы начали. Используйте умеренные удары, чтобы была лишь небольшая вмятина. Сильные удары могут привести к трещинам. Можно использовать небольшой пневматический молоток.
После первой бусины нельзя ставить следующую бусину до тех пор, пока к первой бусине можно будет прикоснуться голой рукой. Если вы чувствуете ожог, это слишком жарко. НЕ СПЕШИТЬ.
Вы можете размещать семена на расстоянии друг от друга, чтобы избежать накопления тепла. Это называется скиповой сваркой и подходит для больших работ/длинных трещин.
НЕ наращивайте валики друг на друга. Вместо этого используйте пошаговый подход, когда каждая бусинка перемещается на 1 дюйм за раз.
Рекомендуется пошаговый подход, при котором ни один валик не должен быть длиннее 1″ Не торопитесь и используйте «холодный» метод, если можете. Используйте высококачественный электрод, достаточно большой для обработки канавки.
Часто задаваемые вопросы
Какой тип сварочной проволоки вы используете для сварки чугуна?
Чугун чаще всего сваривают с использованием прутка из чистого никеля или ферроникеля. Ферроникель состоит из 47% никеля и 53% стали и дешевле.
Можно ли использовать сварочный аппарат MIG для сварки чугуна?
Да, но не рекомендуется. Вы можете использовать Arc, TIG или MIG. Никелевая проволока MIG стоит дорого, но ее можно использовать с 80% аргоном и 20% углекислым газом. Никелевая проволока TIG — единственный вариант для этого типа сварки. Предпочтительным методом является дуговая сварка с использованием 99% никелевых стержней. Вы можете использовать стержни из 55% никеля, но они имеют более низкий коэффициент расширения.
Как лучше всего сваривать чугун?
Хотя вы можете использовать сварку TIG, MIG или ARC, мы рекомендуем ARC. Предварительно нагрейте чугун перед сваркой и медленно нагревайте сварку.
Можно ли сваривать или паять чугун?
Да, чугун можно сваривать или паять. Пайка часто используется для восстановления и обработки деталей. Рассмотрите возможность использования покрытых флюсом прутков для пайки Lincoln Electric диаметром 1/8″, поскольку они хорошо сплавляются с чугуном.
Электронная книга-справочник
Как сваривать чугун ТЕ Андерсен Консалтинг Справочник по сварке
Можно ли сваривать чугун? (Полное руководство)
Можно сваривать чугун, хотя это может быть проблематично из-за высокого содержания углерода. Это содержание углерода часто составляет около 2–4%, что примерно в десять раз больше, чем у большинства сталей. В процессе сварки этот углерод мигрирует в металл сварного шва и/или в зону термического влияния, что приводит к повышенной хрупкости/твердости. Это, в свою очередь, может привести к растрескиванию после сварки.
Чугун состоит из железа и углерода в различных соотношениях с дополнительными элементами, такими как марганец, кремний, хром, никель, медь, молибден и т. д., для улучшения определенных свойств. Кроме того, он может содержать значительно более высокие уровни серы и фосфора в качестве примесей, затрудняющих сварку без образования трещин. Различные марки чугуна включают серый чугун, белый чугун, ковкий чугун и ковкий чугун с широким диапазоном свариваемости. Все категории чугуна, кроме белого чугуна, считаются свариваемыми, хотя сварка может быть значительно сложнее по сравнению со сваркой углеродистой стали. Однако может быть трудно определить разницу между этими разными типами чугуна без подробного металлургического анализа. Несмотря на это, чугун – это прочный, износостойкий металл, который используется веками.
Содержание
Нажмите на ссылку ниже, чтобы перейти к разделу руководства:
- Сложно ли сваривать?
- Ступени для предварительной сварки чугуна
- Типы сварки
- Сварочные стержни
- Отделка
- Советы
- Заключение
Как упоминалось выше, чугун трудно сваривать из-за его специфического состава, но это возможно, если вы используете правильную технику сварки, чтобы избежать сварных трещин. Это включает в себя тщательный нагрев и охлаждение, часто включая предварительный нагрев, правильный выбор сварочных электродов и медленное охлаждение детали.
Существует ряд ключевых шагов, которые можно предпринять, чтобы обеспечить эффективную сварку чугуна. К ним относятся:
- Идентификация сплава
- Очистка гипса
- Выбор правильной температуры предварительного нагрева
- Выбор правильного метода сварки
1. Идентификация сплава
Чугун имеет низкую пластичность, поэтому он может растрескиваться из-за термических напряжений при быстром нагревании или охлаждении. Склонность к растрескиванию зависит от типа/категории чугуна. Это означает, что необходимо понимать, с каким типом сплава вы работаете:
Серый чугун
Это наиболее распространенный тип чугуна. В основном это сплав железо-углерод-марганец-кремний с 2,5-4% углерода. Углерод осаждается в графитовые чешуйки во время производства в кристаллическую структуру феррита или перлита. Однако эти чешуйки графита могут растворяться во время сварки и выделяться в виде высокоуглеродистого мартенсита, охрупчивая зону термического влияния и металл сварного шва.
Белый чугун
Белый чугун не содержит графита и содержит углерод в комбинированной форме в виде карбидов металлов, что делает микроструктуру хрупкой. Белый чугун обычно считается несвариваемым.
Ковкий (с шаровидным графитом) чугун
Ковкий чугун по составу аналогичен серому чугуну, но содержание примесей ниже по сравнению с серым чугуном. В отличие от серого чугуна, который содержит углерод в виде чешуек графита, ковкий чугун содержит графит в виде сфероидов в своей матрице. Остальная часть матрицы состоит в основном из перлита с ферритовой областью, окружающей графитовые сфероиды.
Ковкий чугун
Ковкий чугун представляет собой термически обработанный белый чугун с существенно более низким содержанием углерода по сравнению с белым чугуном. В зависимости от применяемой термической обработки он обычно имеет структуру смеси феррита или перлита с включениями графита и, следовательно, обладает большей пластичностью по сравнению со стандартным белым чугуном.
Самый простой способ определить, с каким типом железа вы работаете, — это проверить исходную спецификацию. Химический и металлографический анализ также может помочь в определении категории чугуна, с которым вы работаете. Есть и другие способы определить разницу между сплавами; серый чугун будет иметь серый цвет вдоль точки излома, в то время как белый чугун будет иметь более белый цвет вдоль излома из-за содержащегося в нем цементита. Однако, например, у ковкого чугуна также будет более белый излом, но он гораздо лучше поддается сварке.
2. Очистка отливки
Важно очистить чугун перед сваркой, удалив все поверхностные материалы, такие как краска, жир и масло, уделяя особое внимание области сварки. Отливочная корка может быть удалена шлифовкой. Очень важно, чтобы очищенная поверхность была протерта уайт-спиритом, чтобы удалить остаточный поверхностный графит перед сваркой. Медленный предварительный нагрев зоны сварки в течение короткого времени поможет удалить всю влагу, оставшуюся в зоне сварки основного материала.
3. Выбор правильной температуры предварительного нагрева
Наиболее важным фактором предотвращения растрескивания под напряжением в чугуне является контроль нагрева/охлаждения. Это должно свести к минимуму накопление остаточных напряжений в процессе нагрева и охлаждения.
Локальный нагрев, например, при сварке, приводит к ограниченному расширению, поскольку ЗТВ удерживается окружающим более холодным металлом. Термический градиент будет определять результирующее напряжение. Пластичные металлы, такие как сталь, способны снимать напряжение за счет растяжения, но поскольку чугуны обладают плохой пластичностью, они вместо этого склонны к растрескиванию. Предварительный нагрев снижает температурный градиент между ЗТВ и окружающим телом отливки, сводя к минимуму остаточные напряжения, вызванные сваркой. Предварительный нагрев чугуна перед сваркой замедляет скорость охлаждения сварного шва и окружающей области. По возможности нагрейте всю отливку. Типичные минимальные температуры предварительного нагрева составляют от 100 до 400°C, в зависимости от типа чугуна и допустимой твердости ЗТВ. Любой предварительный нагрев следует проводить медленно и равномерно.
Теоретически можно использовать любой из распространенных процессов дуговой сварки, такой как ручная дуговая сварка металлическим электродом, дуговая сварка порошковой проволокой, сварка металлическим активным газом, дуговая сварка под флюсом, дуговая сварка вольфрамовым электродом и т. д., процесс, который способствует медленному нагреву и охлаждению обычно предпочтительнее.
1. Ручная дуговая сварка металлическим электродом (MMA)
Этот тип сварки, также известный как дуговая сварка металлическим электродом в среде защитного газа (SMAW), обычно считается лучшим процессом для сварки чугуна — при условии, что используются правильные сварочные стержни. использовал. Выбор электрода будет зависеть от области применения, требуемого сочетания цветов и объема послесварочной обработки.
Два основных типа электродов для ручной дуговой сварки металлическим электродом: на основе железа и на основе никеля. Электрод на основе железа будет производить металл сварного шва с высоким содержанием углеродистого мартенсита, поэтому обычно ограничивается мелким ремонтом отливки и когда требуется согласование цвета. Чаще всего используются электроды из никелевого сплава, которые обеспечивают более пластичный металл сварного шва. Никелевые электроды также могут помочь уменьшить предварительный нагрев и растрескивание ЗТВ, обеспечивая более низкую прочность металла шва.
Во всех случаях необходимо свести к минимуму плавление основного металла. Это сведет к минимуму разбавление.
2. Сварка MAG
Сварка MAG обычно выполняется с использованием никелевого расходного материала. Для большинства применений подойдет смесь 80% аргона и 20% углекислого газа. Хотя можно использовать проволоку для пайки, обычно это не рекомендуется, так как припой будет значительно слабее, чем отливка.
3. Сварка ВИГ
Сварка ВИГ может обеспечить чистый сварной шов на чугуне, но, как правило, не предпочтительна из-за сильно локализованных характеристик нагрева. Как и при любой сварке ВИГ, качество готового шва в значительной степени определяется навыком сварщика.
Узнайте больше о сварке TIG
4. Сварка в кислородно-ацетиленовой среде
Как и при дуговой сварке, в кислородно-ацетиленовой сварке используется электрод, но вместо дуги, генерируемой электрическим током, в этом процессе для выработки тепла используется кислородно-ацетиленовая горелка. . Низкая теплоемкость и медленный нагрев, связанные с этим процессом, приведут к большой ЗТВ, но медленный нагрев полезен для предотвращения образования высокоуглеродистого мартенсита в ЗТВ. Низкая теплоемкость процесса потребует предварительного нагрева до более высокой температуры, обычно около 600°C, чтобы сварка стала возможной. Для сварки используется нейтральное или слегка восстановительное пламя.
Узнайте больше о кислородно-ацетиленовой сварке
5. Сварка пайкой
Сварка пайкой может использоваться для сварки деталей из чугуна, так как она оказывает минимальное воздействие на сам основной металл. И снова для этого процесса используется присадочный стержень, за исключением того, что он прилипает к поверхности чугуна, а не растворяется в сварочной ванне из-за более низкой температуры плавления наполнителя.
Как и при других технологиях, при сварке пайкой важна очистка поверхности. Флюс можно использовать для предотвращения образования оксидов, улучшения смачивания, очистки поверхности и обеспечения стекания наполнителя по основному металлу.
Также возможна пайка ВИГ при более низкой силе тока для нагрева заготовки без расплавления чугуна. Аргоновый кожух горелки защищает зону пайки, а это означает, что нет необходимости использовать флюс, как при кислородном топливе.
Узнайте больше о сварке пайкой
Как упоминалось выше, выбор сварочной проволоки важен для сварки чугуна, хотя большинство экспертов рекомендует использовать никелевую проволоку.
1. Стержни из 99% никеля
Эти электроды дороже, чем другие варианты, но также обеспечивают наилучшие результаты. 9Прутки с содержанием 9 % никеля позволяют получать сварные швы, которые поддаются механической обработке и лучше всего подходят для отливок с низким или средним содержанием фосфора. Эти стержни из чистого никеля создают мягкий, ковкий наплавленный металл.
2. Прутки из 55% никеля
Менее дорогие, чем прутки из 99% никеля, они также поддаются механической обработке и часто используются для ремонта толстых профилей. Более низкий коэффициент расширения означает, что они производят меньше трещин в линии сплавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Доступны менее дорогие варианты, такие как стальные стержни, хотя они не так эффективны, как никелевые:
3. Стальные стержни
Стальные стержни представляют собой самый дешевый вариант из трех и лучше всего подходят для мелкого ремонта и заполнения. Стальные электроды производят твердые сварные швы, которые требуют дополнительной шлифовки и не поддаются механической обработке. Однако, несмотря на эти недостатки, стальные стержни обеспечивают соответствие цвета и лучше переносят не совсем чистые отливки, чем никелевые стержни.
Упрочнение
Когда сварной шов остывает и сжимается, возникает остаточное напряжение, что приводит к растрескиванию. Вероятность растрескивания можно уменьшить за счет приложения сжимающего напряжения. Сжимающее напряжение создается за счет проковки (с использованием молотка с шаровидным бойком для нанесения умеренных ударов), которая деформирует сварной шов, оставаясь при этом мягким. Однако упрочнение следует использовать только для относительно пластичного металла шва, то есть для сварных швов, выполненных с использованием никелевых расходных материалов.
Послесварочный нагрев
Слишком быстрое охлаждение чугуна может привести к растрескиванию. Процесс охлаждения можно замедлить с помощью изоляционных материалов или периодического нагревания. Некоторые методы включают в себя помещение заготовки в изолирующее одеяло, помещение ее в сухой песок или даже помещение ее над дровяной печью и охлаждение металла, когда огонь угасает.
Можно сваривать чугун, но это необходимо делать с использованием правильных методов и с осторожностью, чтобы избежать растрескивания. Большинство методов сварки требуют очистки поверхности материала, а для чугуна требуется предварительный и послесварочный нагрев, а также осторожное охлаждение.
Компания TWI обладает многолетним опытом во всех аспектах сварки и соединения, включая работу со стальным литьем. Пожалуйста, свяжитесь с нами ниже, если у вас есть какие-либо вопросы и вы считаете, что мы могли бы помочь вам с вашим проектом.
contactus@twi.co.uk
Часто задаваемые вопросы (FAQ)
Можно ли сваривать чугун с помощью сварочного аппарата с подачей проволоки?
Вы когда-нибудь задумывались, можно ли сваривать чугун с помощью сварочного аппарата с подачей проволоки?
Даже если вы новичок в сварке, вы, вероятно, уже знакомы с видами сварки, включая MIG, TIG и сварку электродом, и это лишь некоторые из них.
Сварка МИГ является одним из самых популярных видов сварки, отчасти потому, что это недорогой метод, не говоря уже о том, что метод очень прост в освоении.
Для всех практических целей сварка MIG и сварка с подачей проволоки — это одно и то же, и это действительно хороший метод для использования при сварке чугуна.
Можно ли сваривать чугун с помощью сварочного аппарата с подачей проволоки? Да, вы можете успешно использовать сварочный аппарат с подачей проволоки для этого типа работ, если вы знаете, как это сделать, и, к счастью, научиться этому несложно.
Поскольку химический состав чугуна отличается от других металлов, он более склонен к растрескиванию и становится хрупким, при сварке чугуна необходимо соблюдать осторожность.
Содержание
Введение При работе с такими металлами, как низкоуглеродистая сталь или кованое железо, вам не нужно много делать для подготовки к сварке, но это не то же самое при работе с литьем. утюг.
При сварке чугуна материал должен быть горячим еще до того, как вы зажжете дугу.
Связанное чтение: Какой сварочный электрод использовать для чугуна? | Руководство по сварке чугуна
Кроме того, требуется более медленное время охлаждения, но вы можете успешно сваривать чугун, если знаете, как это делать. Для начала вам нужно взять горелку и предварительно нагреть ею чугун, убедившись, что работа выполняется равномерно.
Проще говоря, чугун требует предварительного нагрева, чтобы не повредить сам материал. Вы не можете сваривать чугун, пока он ледяной, потому что он треснет.
✔️ При предварительном нагреве используйте горелку, чтобы нагреть всю поверхность чугунной детали, включая область, которую вы вскоре будете сваривать.
Убедитесь, что вы медленно нагреваете чугун перед началом сварки, так как в противном случае тепло от дуги может повредить его.
Для больших кусков чугуна просто предварительно нагрейте как можно большую часть поверхности, в то время как вы можете предварительно нагреть весь кусок, если он маленький.
Так как ваша сварка будет происходить очень медленно, вам нужно будет останавливаться через каждые один-два дюйма, чтобы утюг начал немного остывать между вашими сварными швами.
Связанное чтение: Как сварить чугун – все факты, которые вы должны знать
Это также необходимо, потому что, если вы попытаетесь сварить весь чугун сразу, он может треснуть из-за напряжения. Это одна из многих причин, почему медленный предварительный нагрев чугуна всегда является хорошей идеей.
✔️ Если вы решите использовать порошковую проволоку, вам придется соскребать флюс со сварного шва каждый раз, когда вы останавливаетесь. Это позволит сохранить деталь чистой и гладкой для сварки, и вы также делаете это, чтобы каждый раз получать хорошую чистую дугу.
Используйте для этой цели хорошую проволочную щетку, потому что она работает лучше всего.
Еще один важный совет: чугун должен очень медленно остывать после завершения сварки. Трещины в металле могут появиться, если чугун слишком быстро остынет.
✔️ Если вы работаете с очень маленьким куском чугуна, вы можете либо закопать его в песок, либо завернуть в тепловое или изоляционное одеяло, поскольку это предотвратит слишком быстрое охлаждение изделия. .
С более крупными предметами вы можете ударять по предмету фонариком каждые 30 секунд или около того в течение короткого периода времени; этот метод также может снижать температуру постепенно, а не сразу.
Преимущества использования сварочных аппаратов с подачей проволокиЕсли вам интересно, использование сварочных аппаратов с подачей проволоки действительно дает много преимуществ не только при сварке таких металлов, как чугун, но и других металлов. Некоторые из многих преимуществ использования этого типа сварки включают в себя:
✔️ Улучшенный профиль сварки. Эти сварочные аппараты обеспечивают очень точную степень контроля над формированием сварного шва.
Угол заточки влияет как на ширину, так и на глубину проплавления сварного шва, поэтому вы можете заранее лучше контролировать этот аспект работы, вместо того чтобы вручную регулировать его в процессе сварки.
✔️ Контроль температуры. С помощью сварочных аппаратов с подачей проволоки вы можете точно контролировать силу тока, а это значит, что вы можете точно контролировать подачу каждого из них в детали, с которыми работаете.
✔️ Чистота. Поскольку электрод, заполняющий материал и защитный слой разделены, вы получаете более чистые и аккуратные готовые сварные швы.
Конечно, у этого вида сварки есть и недостатки, хотя их немного. Во-первых, это не тот тип сварки, которому легко научиться, потому что для овладения навыком требуется много практики и тренировок.
Вы также можете страдать от усталости сварщика, хотя, если вы выберете автоматический орбитальный сварочный аппарат, он может устранить оба этих недостатка.
Если вы думаете, что работа с проволочным сварочным аппаратом — единственный способ работы с чугуном, подумайте еще раз. Вы также можете использовать никелевые стержни, железные стержни или даже сварочные аппараты.
Эти методы, однако, часто трудно использовать из-за множества проблем, связанных со сваркой чугуна. Использование сварочного аппарата с подачей проволоки для работ с чугуном обычно просто, экономично и очень удобно.
Кроме того, поскольку шлак не захватывается металлом, а газ защищает дугу, этот тип сварки имеет тенденцию служить долго и давать высококачественные результаты.
Короче говоря, это делает сварку чугуна относительно легкой задачей даже для сварщиков, которые не работают очень долго.
ЗаключениеСварка чугуна всегда представляет собой сложную задачу, и, поскольку существует так много доступных способов сварки, у вас есть выбор, когда дело доходит до использования определенной техники для сварки чугуна.
У каждого типа есть свои преимущества и недостатки, поэтому всегда лучше изучить их все для следующей сварочной работы, особенно если речь идет о сварке чугуна.
Сварке с подачей проволоки может быть сложно научиться, но вам не придется использовать передовые методы только для работы с чугуном, и поэтому этот тип сварки часто является самым разумным выбором для этой цели.
Похожие сообщения:
👉 Почему чугун так трудно сваривать?
👉 Какой сварочный электрод использовать для чугуна?
👉 10 лучших сварочных аппаратов MIG — лучший выбор и руководство по покупке
👉 8 лучших сварочных столов — лучший выбор и руководство по покупке
👉 10 лучших сварочных аппаратов для начинающих (MIG, TIG, STICK)
👉 10 лучших сварочных аппаратов для домашнего использования (MIG, TIG, Stick)
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье.