Как самостоятельно заточить диск на циркулярку по дереву с победитовыми и твердосплавными напайками в домашних условиях: способы, углы заточки, приспособления
Для распила древесины применяются специальные электрические пилы, которые оснащаются сменными пильными дисками. Режущей поверхностью диска являются зубья по окружности, которые могут затупиться или изменить угол заточки при разрезании твердых сортов дерева.
В данной статье будут представлены нюансы, которые сопутствуют обслуживанию пильных дисков, их заточке, а также подробные инструкции по заточке и изготовлению самодельного устройства для выравнивания зубьев.
Содержание
- Виды дисков и зубьев, а также особенности их восстановления
- В чем разница точения между стационарным станком и ручной дисковой пилой
- Как определить необходимость заточки, степень износа и решаем точить или выкидывать
- Угол заточки для работы по дереву
- Углы заточки для работы по металлу
- Способы заточки диска для выполнения работ по дереву
- Болгаркой — пошаговая инструкция
- Напильником
- Специальным станком
- Самодельным станком
- Видео
- В каких случаях лучше отдать в мастерскую?
- Как своими руками заточить дисковую пилу с победитовыми напайками
- Как сделать самодельное приспособление для заточки?
- Сейчас читают
Виды дисков и зубьев, а также особенности их восстановления
Зубья диска изготавливаются из специализированного сплава вольфрама и кобальта (об этом свидетельствует маркировка на «лицевой» стороне диска) -ВК, ВК6 и др. ).
).
Важно! Долговечность диска зависит не только от сплава, но также и от количества и правильности выполняемой работы.
Зуб имеет следующие геометрические плоскости:
- Переднюю;
- Заднюю;
- Боковые – две вспомогательные грани.
При пересечении геометрических плоскостей возникают две рабочие (режущие) грани:
- Главная.
- Вспомогательная.
Геометрическая форма зуба:
- Прямая. С их помощью распиливается деревянный листовой материал в продольном направлении.
- Трапециевидная. Такая форма обеспечивает длительность заточки при работе с древесиной разной твердости.
- Скошенная. Главная или вспомогательная грань имеет угловой скос, который позволяет диску зарезаться не только в однородную структуру дерева, но также и в клееные ДСП, ДВП. Кроме того «скошенный зуб» может резать пластик.
- Коническая.
 Универсальная форма, которая позволяет выполнять продольную и поперечную резку. Эта форма имеет один недостаток, который заключен в быстрой потере остроты рабочей грани.
Универсальная форма, которая позволяет выполнять продольную и поперечную резку. Эта форма имеет один недостаток, который заключен в быстрой потере остроты рабочей грани.
 Универсальная форма, которая позволяет выполнять продольную и поперечную резку. Эта форма имеет один недостаток, который заключен в быстрой потере остроты рабочей грани.
Универсальная форма, которая позволяет выполнять продольную и поперечную резку. Эта форма имеет один недостаток, который заключен в быстрой потере остроты рабочей грани.Разницы в зубьях, которые используются на ручной циркулярной пиле или на стационарном станке нет – их геометрия и производственные возможности тождественны. Есть различия только в диаметре окружности самого диска и его толщине: габариты дисков стационарных циркулярных пил значительно больше.
Это объясняется объемами поточного производства и необходимостью распила крупногабаритного деревянного материала, такого как бревно и брус. Ручные циркулярки, в свою очередь, используются для работы с готовым листовым или прочим подготовленным материалом.
Если своевременно не следить за остротой резцов (альтернативное название зубьев диска), то можно достичь состояния, при котором невозможна будет заточки или восстановление. Это в равной степени касается стационарных и ручных пил.
Следует сказать, что стационарные пилы имеют конкретные графики технического обслуживания и осмотров, а ручные пилы обследуются только по инициативе владельцев.
Как определить необходимость заточки, степень износа и решаем точить или выкидывать
Рабочей поверхностью диска являются зубья-резцы определенной режущей конфигурации. Поскольку диск является расходным элементом пилы, то с выполненными объемами работы режущие характеристики зубьев снижаются, заточка приходит в неудовлетворительное состояние.
Следующие факторы свидетельствуют о том, что резцы нуждаются в оперативной заточке:
- Необходимо увеличить нажим диска на поверхность древесины для зарезания и создания пропила.
- Из-под защитного кожуха появляется дым, ощущается запах горящей древесины.
- Защитный кожух сильно греется.
- Мелкие опилки.
Важно! Запах гари свидетельствует о том, что зубья не пилят древесину, а прорезают. Это приводит к еще большему ухудшению качества резцов.
Вследствие этих факторов наступают следующие негативные последствия для ручной циркулярной пилы:
- Снижается производительность.
- Увеличивается расход электроэнергии.
- Усиливается нагрузка на электродвигатель и редуктор.

В конечном итоге это приведет к выходу устройства из строя.
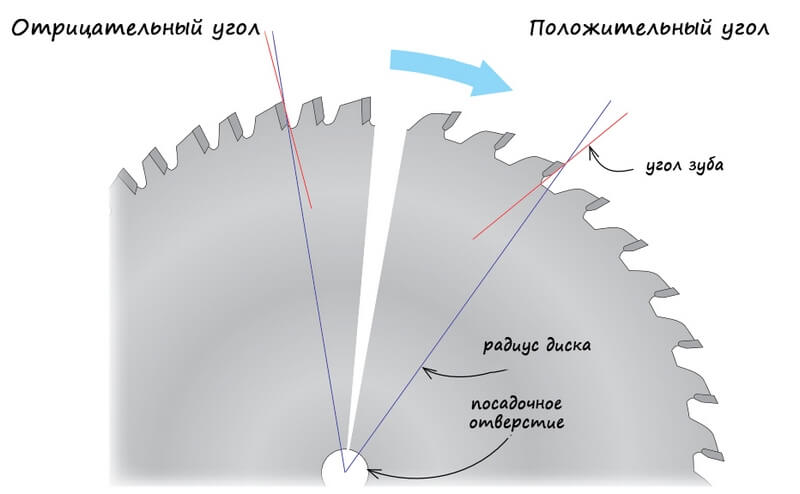
Угол заточки для работы по дереву
Резцы имеют рабочую поверхность, которая затачивается под определенным углом. Формирование угла зависит от материала, с которым работает диск, а также от требований, которые предъявляются к производительности.
Циркулярные пилы оснащаются дисками, которые позволяют выполнить распил в одном направлении или с реверсивным движением. Для дисков со скошенными резцами реверсивная работа исключена.
В инженерной терминологии углом заточки резца называется изменение конфигурации зуба для обеспечения эффективной производительности при обработке древесины рабочей (режущей) кромкой зуба.
Вне зависимости от того, как выполняется заточка: вручную или на специальном станке – следует придерживаться следующих параметров:
- При продольном распиле древесины, когда ее волокна расположены вдоль, удовлетворительным считается диапазон от 15 до 25 градусов.
- Для поперечного распила актуален диапазон от 5 до 10 градусов.

Важно! Угол в 15 градусов считается универсальным и применяется для любых резов.
Для того чтобы эффективно заточить зубья дисков циркулярных пил, необходимо знать и учитывать еще один немаловажный фактор – плотность обрабатываемой поверхности. Острота зуба увеличивается с увеличением мягкости древесины и уменьшается при работе с твердой древесиной.
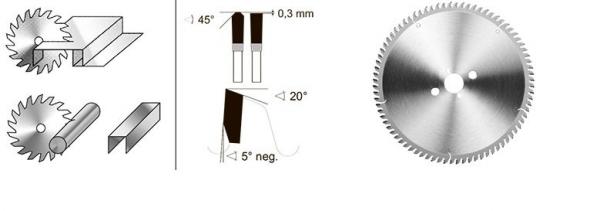
Углы заточки для работы по металлу
Циркулярные пилы используются для распила цветных металлов из-за мягкой фактуры материала. Наиболее часто обрабатывается алюминиевый профиль.
Твердые металлы, такие как железо и чугун пилить можно пилить только болгаркой (УШМ).
Для работы с металлом используются диски со специфической конфигурацией зуба, а также специальным углом заточки.
Угол заточки варьируется в диапазоне от 30 до 45 градусов, при этом режущая кромка имеет клин, которым при первичном касании кернуется поверхность металла.
Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
Болгаркой — пошаговая инструкция
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
Важно! Категорически запрещается держать диск в руках во время заточки. Во-первых, это опасно; во-вторых, так не будут достигнуты нужные значения заточки.
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.
Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.
Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
Надфили используются для «правки» зуба, то есть для кратковременного восстановления производительной геометрии зуба. В процессе работы «правка» требует периодического обновления намного чаще, нежели качественная заточка.

Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.
Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.
- Возможность полного восстановления и реставрации.
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.
Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.
Видео
Подробности и нюансы самостоятельного изготовления станка для заточки диска циркулярки можно узнать из видео инструкции.
В каких случаях лучше отдать в мастерскую?
Отдавать диск в мастерскую для восстановления лучше всего в следующих случаях:
- Каскадное изменение конфигурации зубьев, то есть зубья имеют различные углы режущих кромок. Такое явление возникает, если насадкой «пройтись» по камню.
- Скос или сгиб резца.
- Щербление резца.
- Износ победитовой напайки на резце.
 Такое явление возникает, если насадкой «пройтись» по камню.
Такое явление возникает, если насадкой «пройтись» по камню.В случае трещин или сгибов самого диска, лучше всего произвести утилизацию.
Как своими руками заточить дисковую пилу с победитовыми напайками
Из-за своей высокой прочности и твердости резцы с победитовыми напайками поддаются для заточки только насадкам с алмазным напылением.
Важно! Методы заточки диска дисковой пилы с использованием болгарки (она же УШМ) или напильников исключаются, так как победитовые напайки не терпят даже малейших отклонений в геометрии зуба.
Алмазный диск станка должен равномерно и по всей поверхности прилегать к резцу. Соблюдение единого угла заточки тоже обязательно. Эти требования достижимы только при использовании специальных заточных устройств.
Как сделать самодельное приспособление для заточки?
В качестве инструкции для изготовления приспособления для заточки циркулярных пил мы представим перечень конструктивных элементов, чертежи с их размещением и штатным местом в устройстве.
Устройство должно включать следующие конструктивные элементы.
- Электродвигатель, который закрепляется на подставке таким образом, чтобы на его вал можно было смонтировать шлифовальный диск (альтернативой может стать УШМ).
- Подставка, позволяющая подавать резцы к шлифовальной поверхности в одной плоскости и на одной оси.
- Регулировочные винты для оснащения площадки возможностью изменять параметры угла наклона в вертикальной и горизонтальной оси.
- Фиксаторы для закрепления полотна циркулярки и площадки, на которой оно размещено.
- Устройство для подачи двигателя вперед-назад.
- Защитный кожух для вращающихся элементов двигателя.
В статье рассмотрели все, что может пригодиться для заточки диска дисковой пилы, этих данных вполне достаточно, чтобы провести процедуру своими руками и получить хороший результат. Если, вы уверены в своих силах, то дерзайте, пробуйте, точите, желательно в первый раз потренироваться на старом диске. В противном случае, обратитесь в мастерскую, в ней наточат диск быстро и качественно, на специальном оборудовании, за умеренную плату.
В противном случае, обратитесь в мастерскую, в ней наточат диск быстро и качественно, на специальном оборудовании, за умеренную плату.
Сейчас читают
- Все про карбюратор мотоблока, от регулировки до ремонта
- Основные причины, почему мотоблок глохнет при нагрузке в работе, наклоне, открытии воздушной заслонке и других случаях
- 3 лучших мотоблока Нева серии МБ, их плюсы и минусы, а также история компании
- Основные отличия мотоблока от культиватора и что лучше для участка 10 соток, дома и дачи
- 7 популярных способов изготовления культиватора своими руками
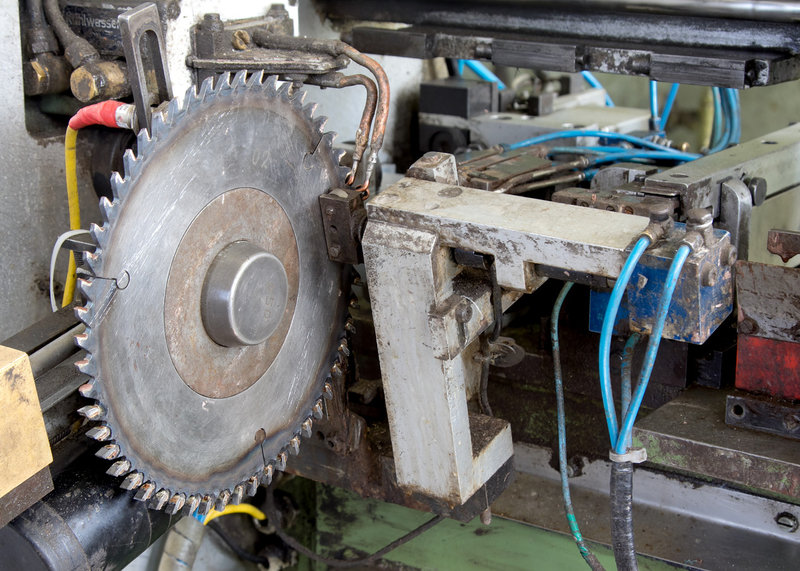
Заточка дисковых пил с твердосплавными напайками в домашних условиях
Циркулярная пила считается одним из самых востребованных инструментов в арсенале домашних мастеров. Но постоянно работать одним и тем же диском с разным материалом не всегда получается, да и сам пильный диск, как и любой другой режущий инструмент, требует периодической заточки. А это значит, что нужно знать, когда и, главное, как заточить диск на циркулярку самостоятельно.
Дисковые пилы по дереву
Как узнать, что пора заточить диск
При работе с дисковой пилой, независимо от ее назначения, следует понимать — при длительном использовании будет изнашиваться режущая кромка. Процесс этот будет происходить независимо от того, из чего сделана пила и какие напайки на зубьях имеются.
Индикатором того, что режущую часть пора затачивать будут такие признаки:
- При работе потребуется больше усилий для перемещения инструмента — заточенный диск режет материал словно масло, а вот тупому для распила требуется прилагать больше усилий.
- Поперечный и продольный срез получается неровный, имеет рваные края — из-за того что пилу необходимо затачивать зубья не режут, а буквально рвут волокна. Из-за этого даже сильная рука не в состоянии ровно удерживать инструмент и вместо ровной линии будет получаться синусоида.
- Спил дерева будет иметь ярко выраженный обугленный вид — из-за того что зубья не режут, а рвут волокна, устройство будет обугливать срез.
- Опилки получаются мелкими, больше похожими на пыль с оттенком ржаного хлеба — у острого инструмента опилки более крупные с острыми краями.
- Во время работы появляется характерный запах костра — во время обугливания волокон появляется дымок, сам диск сильно нагревается.
- Даже после кратковременной работы чувствуется, что сильно нагревается электродвигатель, требуется больше времени для его охлаждения.
- Визуально можно определить, что зубчики потеряли остроту, а разводка потеряла точность, отдельные элементы имеют разную степень отклонения.

Разновидности пил
Для работы с циркуляркой применяют несколько видов дисковых пил. Для ручных моделей применяются дисковые пилы промышленного производства, кустарные комплектующие встречаются крайне редко. А вот для стационарных циркулярок применяются как фабричные, так и самодельные.
Если брать профессиональный инструмент, то для него используются:
- Пилы с твердосплавными напайками. Для этого чаще всего используется победит — специальная тугоплавкая сталь для режущего инструмента.
- Дисковые пилы с закаленными зубьями.
- Пилы универсального назначения из инструментальной стали.
- Инструмент для работы со специальными материалами — фанерой, пластиком, асбестоцементными плитами и даже камнем.
 Для этого чаще всего используется победит — специальная тугоплавкая сталь для режущего инструмента.
Для этого чаще всего используется победит — специальная тугоплавкая сталь для режущего инструмента.Каждый из этих видов инструмента имеет свои особенности, как в плане пользования, так и в обслуживании.
Важно! Заточка дисковых пил каждого вида имеет свои особенности, которые не только нужно знать, но и строго соблюдать технологию и последовательность работ.
Геометрия твердосплавных зубьев
Зубья пил, как и цельных из быстрорежущей стали, так и тех, что оснащены твердосплавными напайками имеют специфическую форму. Одни имеют вид равнобедренного треугольника, другие серповидную форму, третьи вообще выполнены как трапеция. Такая форма зубьев отвечает нескольким задачам.
Во-первых, каждая форма имеет несколько поверхностей образующих режущие кромки. Во-вторых, вид зависит от назначения инструмента: мелкий ровный зуб подходит для раскроя листовых тонких материалов, а трапеция подходит для работы с древесиной твердых пород. В третьих, от формы зависит продолжительность использования: трапеция служит дольше, чем прямой или серповидный тип.
Во-вторых, вид зависит от назначения инструмента: мелкий ровный зуб подходит для раскроя листовых тонких материалов, а трапеция подходит для работы с древесиной твердых пород. В третьих, от формы зависит продолжительность использования: трапеция служит дольше, чем прямой или серповидный тип.
Для бытового применения обычно используют диски:
- Зубья прямого типа — для чернового раскроя материала. Основное достоинство быстрый распил материала.
- Наклонные и серповидные зубья — предназначены для работы с тонкими материалами.
- Зубья со скосом, применяются для чистового реза материала.
- Трапециевидный вид — пилы для длительной работы с материалами разной плотности.
- Конусные зубья подходят для чистовой работы с материалами имеющие гладкое, глянцевое покрытие.
Как видно, точить самостоятельно такие диски без знаний технологий заточки очень сложно. Сложнее всего выдержать «правильный» угол, так чтобы на всех зубьях была достигнута и геометрия режущей кромки, и форма самого зуба.
Неправильная заточка диска циркулярной пилы в лучшем случае приводит к тому, что рез получится неровный, с кривыми краями. А в худшем случае из-за появившегося биения придется ремонтировать и саму электропилу.
Твердосплавные напайки требующей заточки и новой пилыОпределение степени износа
Одним из условий правильной заточки инструмента является определение степени износа зубьев. Самый простой и легкий способ это сравнить две одинаковых пилы — новую, не бывшую в работе и старую, которая нуждается в правке. Достаточно просто наложить диски друг на друга и разница станет очевидной.
Ну а если пилы уже были в использовании, то тогда требуется изготовить шаблон, чтобы выполнить промер каждого из зубьев пилы. Это обязательное условие правки инструмента. Перед тем как заточить диск на циркулярную пилу самостоятельно шаблоном из жести или пластика промеряется каждый зуб и определяется поверхность, которую необходимо обработать для достижения нужного угла режущей кромки.
Совет! В качестве шаблона лучше использовать диски Уральского машиностроительного завода из Екатеринбурга, это самые лучшие пилы соответствующие всем требованиям ГОСТ.
Принцип и угол заточки дисков для циркулярной пилы
Заточка дисковых пил с твердосплавными напайками имеет свои тонкости и особенности технологии. Сама напайка имеет четыре основных плоскости —переднюю, верхнюю и боковые. Углы, образуемые этими плоскостями, представляют собой режущие поверхности.
Основной рабочей поверхностью выступает кромка между верхней и передней поверхностью. Боковые кромки задействуются в основном тогда, когда зубья имеют развод — наклон вправо или влево от оси реза.
Технологически операция заточки выполняется в два этапа:
- Сначала придается форма самому зубу и его поверхностям.
- Потом делает заточка режущей кромки.
При этом, если диск сильно изношен сначала придается нужная форма зубу, выравнивается его передняя и верхняя часть до нужного угла. А потом обрабатываются и боковые, и главная, грани победитовой напайки.
А потом обрабатываются и боковые, и главная, грани победитовой напайки.
Как заточить пильный диск — правила
Основным моментом в работе с напайками на зубьях выступает точное определение степени износа. Поэтому перед тем как приступить к работе, нужно провести проверку всех без исключения зубьев. Основную помощь в этом окажет шаблон из металла.
Правила заточки можно сформулировать так:
- Если режущая кромка зуба округляется и расстояние между углом шаблона и острием кромки становится 0,1-0,2 мм, то затачивается фронтальная или передняя часть напайки.
- Если кромка закруглилась больше, то снимать нужно не только в передней, но и верхней части напайки.
- Если пила имеет разводку зубьев, то сначала восстанавливается угол наклона, а потом делается восстановление грани.
- Если зубья имеют разные фронтальные углы наклона грани, то сначала делается заточка одного наклона, а потом правится наклон другого угла.
Способы заточки циркуляционных дисков с твердосплавными напайками
Для придания правильного угла режущим кромкам применяется ручной и станочный способы заточки инструмента.
- Для ручного способа используются напильники и надфили.
- Для станочного способа используются заточные диски разной зернистости и формы.
Что касается напильников, то это должен быть инструмент для правки режущего инструмента, а надфили с алмазным напылением.
Как станком заточить диск
Для качественной работы используются заточные станки со специальными приспособлениями. Самый простой можно сделать из болгарки — ее просто нужно закрепить хомутами, а рабочий стол можно сделать из ДСП.
В домашних условиях используют крупнозернистый круг для грубой обработки и придания формы зубу, диск средней зернистости для подготовки режущей кромки. Алмазный для финальной обработки.
Перед тем как заточить диск для циркулярной пилы по дереву, его обезжиривают. Маркером отмечают зуб, с которого начинается заточка и закрепляют на станке. Грани затачивают поочередно, переход к обработке следующей поверхности происходит тогда, когда обработаны все зубья пилы.
Как заточить диск вручную напильником
Для заточки победитовых напаек ручной напильник используется редко. Он малоэффективен, да и выдержать угол заточки режущей кромки при ручной обработке очень сложно.
А вот для заточки стальных пил он вполне пригоден. Заточка, так же как и станком, выполняется после выполнения разводки зубьев. Диск после этого зажимается в тисках между двумя деревянными планками, так чтобы обрабатываемая поверхность находилась горизонтально.
Важно! Рекомендуется перед началом работ маркером обвести контур шаблона на пиле, так чтобы видеть количество металла, которое нужно снять.
Особенности заточки дисков с победитовыми напайками для древесины
Явным признаком того, что пила с напайками требует правки, выступает наличие зазубрин и сколов на зубьях. Основным правилом того, как наточить пильный диск с победитовыми напайками по дереву, выступает необходимость использования корундовых заточных камней и алмазных чашечных дисков.
Такой инструмент обязательно используется на станках с большим числом оборотов. Важно при заточке не перегреть пилу, чтобы припой не потерял свои свойства и напайки остались на своих местах.
Теперь, когда технология работы с пильными дисками раскрыта, можно с уверенностью сказать, что ничего сложного в самостоятельной заточке инструмента нет. Все операции можно освоить, а для работы будет достаточно простого заточного станка и алмазного круга.
Справочник по пилам Disston Saws в Интернете — Автоматический фильтр Foley
Справочник по пилам Disston Saws в Интернете — Автоматический фильтр Foley
Если вы пользуетесь ручными пилами на заре 21 века, вам, вероятно, будет трудно найти кого-то, кто сможет их заточить в вашем районе. |
 Рядом с большинством городов США есть всего несколько точилок, и опыт показал мне, что часто они плохо справляются с ручными пилами. Некоторые столяры отправляют свои пилы заточной мастерской, которой они доверяют. В частности, один из них, Том Лоу, хорошо известен в кругах коллекционеров старых инструментов. Другой вариант — заточить пилы самостоятельно. Я делаю это и стал достаточно хорош в этом, чтобы сказать, что мои пилы острые и точные. Если вы попытаетесь заточить пилы самостоятельно, купите пару дешевых пил на блошином рынке и научитесь на них вместо своей дорогой пилы Victory с ручкой из палисандра. Просто убедитесь, что пила, которую вы тратите на заточку, действительно будет пилить дерево, когда вы закончите. Лезвие должно быть чистым, без изъянов или без изъянов и без изгибов. Я не буду вдаваться здесь в подробности заточки ручным напильником, потому что есть другие источники в книгах и в Интернете.
Рядом с большинством городов США есть всего несколько точилок, и опыт показал мне, что часто они плохо справляются с ручными пилами. Некоторые столяры отправляют свои пилы заточной мастерской, которой они доверяют. В частности, один из них, Том Лоу, хорошо известен в кругах коллекционеров старых инструментов. Другой вариант — заточить пилы самостоятельно. Я делаю это и стал достаточно хорош в этом, чтобы сказать, что мои пилы острые и точные. Если вы попытаетесь заточить пилы самостоятельно, купите пару дешевых пил на блошином рынке и научитесь на них вместо своей дорогой пилы Victory с ручкой из палисандра. Просто убедитесь, что пила, которую вы тратите на заточку, действительно будет пилить дерево, когда вы закончите. Лезвие должно быть чистым, без изъянов или без изъянов и без изгибов. Я не буду вдаваться здесь в подробности заточки ручным напильником, потому что есть другие источники в книгах и в Интернете. Мои приключения с автоматической заточкой начались, когда пару лет назад я побывал на загородном аукционе. Аукцион проходил в деревушке без магазинов, и было непонятно, где работали жители. Продавец был одним из тех парней, которые прожили в доме всю свою сознательную жизнь и накопили хлам более 50 лет. В какой-то момент он управлял точным бизнесом из своего дома. Домовладелец, которому сейчас около 80 лет, жил на площади в несколько сотен квадратных футов, а остальная часть дома, гаражи и другие хозяйственные постройки были заставлены до потолка станками, в том числе большим токарным станком по металлу, инструментами, пиломатериалами. , бумаги, десятки сломанных стульев и мусор. И он, вероятно, мог бы сказать, где что находится. Передний двор был завален инструментами, одни на столах, другие на земле. У аукциониста была палатка на случай дождя, которого не было, а рядом с ней стояло то, что, должно быть, было 35-футовым мусорным баком, заполненным на шесть футов глубиной хлама, который не попал в мусорный бак. аукцион. Я взял свой номер и стал ждать начала распродажи. Аукцион проходил в деревушке без магазинов, и было непонятно, где работали жители. Продавец был одним из тех парней, которые прожили в доме всю свою сознательную жизнь и накопили хлам более 50 лет. В какой-то момент он управлял точным бизнесом из своего дома. Домовладелец, которому сейчас около 80 лет, жил на площади в несколько сотен квадратных футов, а остальная часть дома, гаражи и другие хозяйственные постройки были заставлены до потолка станками, в том числе большим токарным станком по металлу, инструментами, пиломатериалами. , бумаги, десятки сломанных стульев и мусор. И он, вероятно, мог бы сказать, где что находится. Передний двор был завален инструментами, одни на столах, другие на земле. У аукциониста была палатка на случай дождя, которого не было, а рядом с ней стояло то, что, должно быть, было 35-футовым мусорным баком, заполненным на шесть футов глубиной хлама, который не попал в мусорный бак. аукцион. Я взял свой номер и стал ждать начала распродажи. |
Я взял много пил по 5 долларов за связку, пару мелочей, которых я не помню, и ближе к концу ночи они добрались до станков для подачи пил. |

Автоматические напильники Foley впервые появились на рубеже 20-го века, первые из них работали с рукояткой. Первые станки были предназначены для заточки мясных пил. Со временем напильники стали более гибкими в выборе пил, которые они могли затачивать. |
 F-3 был представлен в 1919 году, а F-5 — в 1926 году. Последний мог использовать опциональный электродвигатель. Файлер F-16 (продавался в 1932–1954 гг.) Очень похож на 61-й, но лишен некоторых особенностей. Модель 61 — это прежде всего машина с моторным приводом. У него есть небольшая ручка на ведущем шкиве вместо кривошипа, которая используется для проверки регулировок без включения двигателя и возможного повреждения пилы. Основные функции моего послевоенного файла те же, что и в начале века. Пила удерживается в держателе, представляющем собой стальной стержень с тремя или четырьмя зажимами, удерживающими пилу. Они были разной длины и формы для различных типов пил, как с плоским, так и с бортовым профилем.
F-3 был представлен в 1919 году, а F-5 — в 1926 году. Последний мог использовать опциональный электродвигатель. Файлер F-16 (продавался в 1932–1954 гг.) Очень похож на 61-й, но лишен некоторых особенностей. Модель 61 — это прежде всего машина с моторным приводом. У него есть небольшая ручка на ведущем шкиве вместо кривошипа, которая используется для проверки регулировок без включения двигателя и возможного повреждения пилы. Основные функции моего послевоенного файла те же, что и в начале века. Пила удерживается в держателе, представляющем собой стальной стержень с тремя или четырьмя зажимами, удерживающими пилу. Они были разной длины и формы для различных типов пил, как с плоским, так и с бортовым профилем. Простая пара шаблонов позволяет расположить пилу на держателе таким образом, чтобы зубья находились в тисках на нужной высоте, а напильник мог их заточить. Затем держатель перемещается на паре колес, которые позволяют пиле продвигаться к следующему зубу по мере его заточки. После установки держателя на станок тиски затягиваются на пильном диске. Скос зубьев устанавливается по шкале на задней части напильника, который вращается вокруг оси в передней части машины. После установки держателя на станок тиски затягиваются на пильном диске. Скос зубьев устанавливается по шкале на задней части напильника, который вращается вокруг оси в передней части машины. |
| Передний угол зубьев задается вращением цилиндрических колодок, удерживающих напильник, а настройка удерживается зажимом колодок. Высота напильника по отношению к пиле регулируется винтами с накатанной головкой, которые регулируют и зажимают держатели напильника в держателе для напильника. Вращение ведущего шкива толкает напильник через зубья. В конце хода вперед напильник поднимает напильник с зубьев пилы, рычаг скользит назад, и кончик напильника возвращается в положение для напильника. |
Другое движение, которое делает станок, — это продвижение пилы к следующему зубу, который нужно подпилить.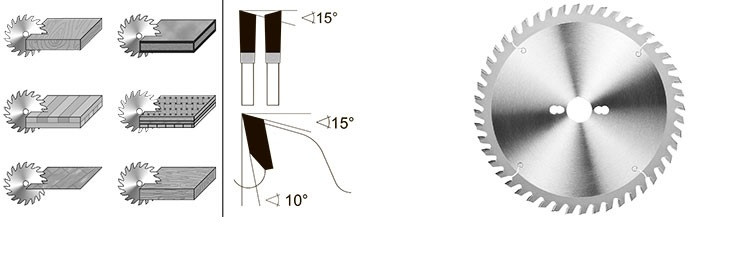 Когда рычаг напильника поднимается, чтобы скользнуть назад, механизм продвижения перемещает пилу, чтобы поместить следующий зуб на путь напильника. Как и в случае ручной пилки, каждый второй зуб на торцовочной пиле затачивается из-за чередующихся скосов на зубьях. Затем напильник вернется и позже подпилит другую половину зубов в противоположном направлении. Один конец механизма продвижения опирается на стол над подшивным рычагом. На другом конце имеется палец, который упирается в глотку зуба пилы. Когда подающий рычаг поднимается, механизм подачи поворачивается посередине, и пила продвигается вперед за счет пальца механизма. Расстояние, на которое продвигается пила, зависит от количества зубьев на дюйм. Расстояние регулируется двумя установочными винтами, один из которых устанавливает начальную точку для пальца, а другой регулирует расстояние, на которое перемещается механизм. Все просто, но регулировка идет методом проб и ошибок и ее надо проверять для каждой пилы. Корректировка иногда требует настройки в процессе подачи. Когда рычаг напильника поднимается, чтобы скользнуть назад, механизм продвижения перемещает пилу, чтобы поместить следующий зуб на путь напильника. Как и в случае ручной пилки, каждый второй зуб на торцовочной пиле затачивается из-за чередующихся скосов на зубьях. Затем напильник вернется и позже подпилит другую половину зубов в противоположном направлении. Один конец механизма продвижения опирается на стол над подшивным рычагом. На другом конце имеется палец, который упирается в глотку зуба пилы. Когда подающий рычаг поднимается, механизм подачи поворачивается посередине, и пила продвигается вперед за счет пальца механизма. Расстояние, на которое продвигается пила, зависит от количества зубьев на дюйм. Расстояние регулируется двумя установочными винтами, один из которых устанавливает начальную точку для пальца, а другой регулирует расстояние, на которое перемещается механизм. Все просто, но регулировка идет методом проб и ошибок и ее надо проверять для каждой пилы. Корректировка иногда требует настройки в процессе подачи. |
Успех автоматической заточки полностью зависит от идеальной регулировки зубьев пилы. Другими словами, зубья должны быть расположены равномерно, потому что напильник не контролирует расстояние между зубьями. Верно и обратное: напильник управляется расстоянием между зубьями, которые уже есть на пиле. Неравномерно расположенные зубья приводят к тому, что напильник перескакивает на неправильный зуб или останавливается на вершине зуба, что приводит к поломке пилы. | |
Плохо отрегулированные зубья пилы соединяются, а новые зубья штампуются с помощью отдельной машины, называемой зубьями пилы. Они постоянно появляются на ebay и других аукционах, но обычно не имеют направляющих, которые контролируют количество зубьев или точек на дюйм. Когда все в порядке и напильник идет аккуратно от зуба к зубу, зубья подтачиваются ровно. Может потребоваться пара проходов, чтобы сделать это правильно. Слишком глубокое напильник за один проход сделает грубую работу и, скорее всего, собьет зубья напильника. |
 Без них зуб практически бесполезен, и из-за этого они продаются дешево.
Без них зуб практически бесполезен, и из-за этого они продаются дешево. После того, как каждый второй зуб будет напилен на нужное количество, необходимо напилить другую половину зубьев пилы. Напильник предназначен для поворота, поэтому скос (или, как его называют, заусенец) совпадает с зубьями, как при ручной пилке. Эта регулировка, называемая квадрантом, поворачивается на 30 градусов в каждую сторону от линии, перпендикулярной пиле. Половина зубьев затачивается напильником в сторону носка пилы, половина — в сторону пятки. |
 У меня были сомнения по поводу того, чтобы делать это таким образом, потому что я обнаружил, что во время ручной пилки я получаю лучшие результаты, поворачивая пилу, поэтому я всегда затачиваю напильником, направленным к носку. Я обнаружил, что пила имеет тенденцию вибрировать, когда я затачиваю ее напильником, направленным к пятке.
У меня были сомнения по поводу того, чтобы делать это таким образом, потому что я обнаружил, что во время ручной пилки я получаю лучшие результаты, поворачивая пилу, поэтому я всегда затачиваю напильником, направленным к носку. Я обнаружил, что пила имеет тенденцию вибрировать, когда я затачиваю ее напильником, направленным к пятке. Я решил изменить направление вращения двигателя и повернуть напильник так, чтобы он направлялся ко мне, а не от него. Это быстрее, чем переустанавливать пилу в держателе. Это не было намерением производителя сделать это таким образом, но это сработало. Позже меня проинформировали о том, как правильно использовать машину, и результаты были в порядке. Нет необходимости поворачивать пилу или переворачивать напильник, чтобы заточить с хорошими результатами, и это быстрый процесс. Вы просто поворачиваете регулировку квадранта, чтобы позволить напильнику заточить другие зубы. |
 Может потребоваться некоторая регулировка механизма продвижения, но на практике это легко сделать после нескольких распилов. Все это пришло бы ко мне быстрее, если бы у меня был доступ к инструкции по эксплуатации.
Может потребоваться некоторая регулировка механизма продвижения, но на практике это легко сделать после нескольких распилов. Все это пришло бы ко мне быстрее, если бы у меня был доступ к инструкции по эксплуатации.Обратите внимание на стержень в нижней части станка на первом фото. Предыдущий владелец добавил его для стабилизации держателя пилы. Чуть ниже находится зажим для тисков. Он предназначен для скольжения вверх и вниз и служит оправкой для удержания дисковых пил для заточки. Существует также еще один держатель, предназначенный для удержания полотен ленточной пилы. Лезвие вращается вокруг напильника и подается в непрерывном цикле до тех пор, пока все зубья не будут заточены. Напильник также предназначен для сращивания зубов, но я не нашел в этом никаких преимуществ, фрезерный напильник работает намного быстрее. Настоящим преимуществом автоматического напильника была возможность быстро и с минимальными затратами напилить несколько плотницких пил с 7 или 8 точками на дюйм. Рекламные брошюры Фоули для потенциальных покупателей включали маркетинговые планы по совершенствованию предприятий, работающих в сообществах всех размеров населения. Интересно читать брошюры, чтобы увидеть, как изменились времена за последние 50 лет. Например, добавление станка для изготовления ключей Foley в мастерскую по заточке может принести еще один или два доллара дохода в день. Мне нравится пользоваться моим файлером, но это не то, без чего я не могу жить в магазине. Для среднего галута с несколькими пилами эффективна ручная опиловка. Немного потренировавшись, ручная заточка не составит труда, и вы сможете поддерживать заточку пил, не тратя на это много времени. Наконец, мне интересно, сколько лет автоматические напильники с ручными пилами были прибыльными как для производителя, так и для пользователей станков. Для получения дополнительной информации о файловых системах Foley посетите блог Foley Filer.
Опубликовано в 2002 г. |
 Учитывая, что на момент выхода Model 61 в 1954 году напильник для пил Foley стоил 237 долларов, это не был бытовой инструмент. Цена модели F-16 в конце 1940-х годов составляла 222 доллара.
Учитывая, что на момент выхода Model 61 в 1954 году напильник для пил Foley стоил 237 долларов, это не был бытовой инструмент. Цена модели F-16 в конце 1940-х годов составляла 222 доллара. Напильник F-16 появился во время Великой депрессии, когда немногие могли купить станок, а плотники не работали и не платили за заточку пил. Затем последовала Вторая мировая война и военное производство. Вероятно, было продано или использовано не так много напильников для пил. Период строительного бума после войны, должно быть, был хорош для заточного бизнеса, но вскоре электрические циркулярные пилы стали доминировать на рабочих местах. К 19Заточные станки 60-х годов стали специализированными и более сложными для работы с различными режущими инструментами. Фрезерные станки, формовочные станки и циркулярные пилы с твердосплавными фрезами заменили ручные пилы, стамески и рубанки. Инвестиции, необходимые для оборудования цеха заточки этих инструментов, стали огромными. Объем работы, необходимый для оплаты современных машин, требует постоянной клиентской базы промышленных клиентов. Проход в магазине не позволит поддерживать работу твердосплавных точилок, хотя я уверен, что вы все еще можете получать доллар или два в день за точение ключей.
Напильник F-16 появился во время Великой депрессии, когда немногие могли купить станок, а плотники не работали и не платили за заточку пил. Затем последовала Вторая мировая война и военное производство. Вероятно, было продано или использовано не так много напильников для пил. Период строительного бума после войны, должно быть, был хорош для заточного бизнеса, но вскоре электрические циркулярные пилы стали доминировать на рабочих местах. К 19Заточные станки 60-х годов стали специализированными и более сложными для работы с различными режущими инструментами. Фрезерные станки, формовочные станки и циркулярные пилы с твердосплавными фрезами заменили ручные пилы, стамески и рубанки. Инвестиции, необходимые для оборудования цеха заточки этих инструментов, стали огромными. Объем работы, необходимый для оплаты современных машин, требует постоянной клиентской базы промышленных клиентов. Проход в магазине не позволит поддерживать работу твердосплавных точилок, хотя я уверен, что вы все еще можете получать доллар или два в день за точение ключей.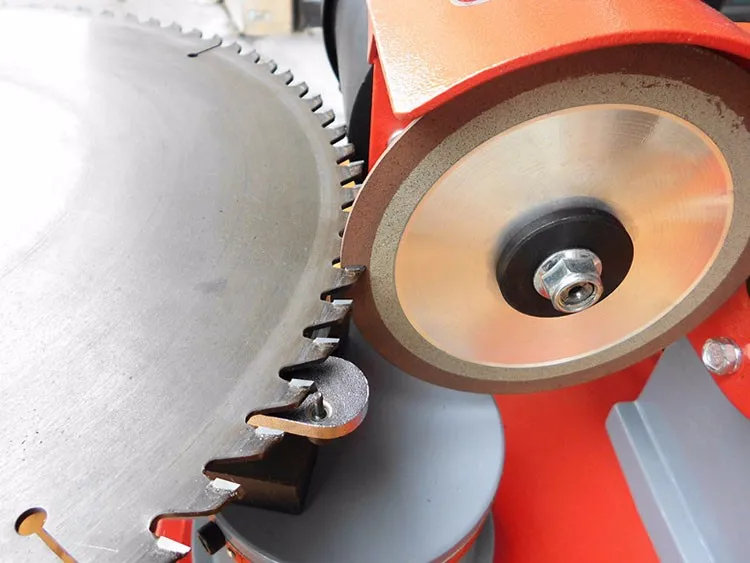
[НАЗАД ДОМОЙ]
Metalcutting Циркулярная пила Рекомендации по резке, советы, приемы и устранение неисправностей
18.03.2021
6 комментариев
составлено и отредактировано Бернардом Мартином
По мере того, как все больше и больше наших клиентов используют циркулярные пилы Martindale Gaylee, мы составили это руководство, отвечающее на часто задаваемые вопросы, такие как «Есть ли эмпирическое правило для количества зубьев?» или «Какой боковой зазор должен быть у меня?» Здесь мы рассмотрим множество основ выбора правильной конфигурации диска циркулярной пилы, некоторые советы, приемы и способы устранения неполадок, если что-то пойдет не так.
Скорость подачи циркулярной пилы
Это общие рекомендации по скорости резания для циркулярных пил, используемых в металлообработке, от Martindale/Gaylee. Может варьироваться от приложения к приложению, но в основном это некоторые общие рекомендации по начальным параметрам при использовании высокоскоростных или твердосплавных пил.
Может варьироваться от приложения к приложению, но в основном это некоторые общие рекомендации по начальным параметрам при использовании высокоскоростных или твердосплавных пил.
- Пилки из быстрорежущей стали: 0,002–0,006 дюйма (IPT-дюйм на зуб / CLPT-нагрузка стружки на зуб)
- Твердосплавные пилы: — нагрузка стружки на зуб)
Это консервативная рекомендация в качестве отправной точки для скорости подачи, которая может варьироваться в зависимости от обрабатываемого материала и скорости резания (SFPM).
Выбор правильного количества зубьев в металлорежущей пиле
В целом, для глубоких пропилов и мягкого материала требуется меньшее количество зубьев для очистки от стружки и более прочные зубья (посадка). 2 зуба на лезвии должны быть задействованы в резке.
Твердые материалы и узкие пазы (менее 0,025 дюйма) также требуют большего количества зубьев. Для твердых материалов требуется больше зубьев, и они обеспечивают более гладкий срез, но с гораздо меньшей производительностью. Попеременно скошенные зубья препятствуют застреванию стружки в разрезе и в щелях зуба. И помните, что в резке всегда должно быть задействовано как минимум 2 зуба. Увеличение количества зубов для:
Уменьшение количества зубьев Для:
|

 Когда вы режете, материал сжимается и пружинит после прохождения режущей кромки.
Когда вы режете, материал сжимается и пружинит после прохождения режущей кромки. Вообще говоря, предпочтительный передний угол составляет:
Вообще говоря, предпочтительный передний угол составляет: 