На что влияет катет сварного шва
При сварке ответственных конструкций большое внимание уделяется катету сварного шва. На заводах и предприятиях этот параметр проверяется отдельно и изделие могут признать негодным и отправить на переделку, что повлечет потерю времени и финансовые расходы. Здесь мы рассмотрим, что такое катет шва, как его правильно рассчитать и проверить.
- В каких швах бывает катет
- Что такое катет сварочного шва
- Выбор катета
- Расчет катета шва
- Последствия неправильного вычисления катета
- Что влияет на катет сварного шва
- Проверка качества шва
В каких швах бывает катет
Геометрия сварных соединений зависит от способа стыковки двух сторон между собой. При сварке пластин встык (на горизонтальной, вертикальной, потолочной поверхности) на месте соединения образуется валик. Для оценки качества шва измеряют его высоту, ширину, а методом разрушающего контроля или при помощи рентгена смотрят глубину провара.
Катет встречается только на угловых и тавровых соединения. Положение деталей в пространстве не имеет значения. При угловом шве, определить его высоту довольно сложно, поскольку нет плоскости, от которой можно оттолкнуться. Поэтому для оценки качества таких соединений измеряют ширину шва, катет и глубину провара (методами разрушающего и неразрушающего контроля).
Что такое катет сварочного шва
Катет шва — это две стороны треугольника, расходящиеся от прямого угла. По сути, катет здесь имеет такое же определение, что и в школьной геометрии. В идеале, чтобы такой треугольник был равнобедренным, тогда одинаковая часть наплавленного металла ложится на каждую сторону. Это обеспечивает наилучшее удержание деталей и прочность соединения.
Понятие катета сварного шва применимо ко всем видам сварки. Достичь определенного катета при соединении можно покрытым плавящимся электродом (ММА), горелкой полуавтомата (MIG/MAG), неплавящимся вольфрамовым стержнем и горелкой аргоновой сварки (TIG).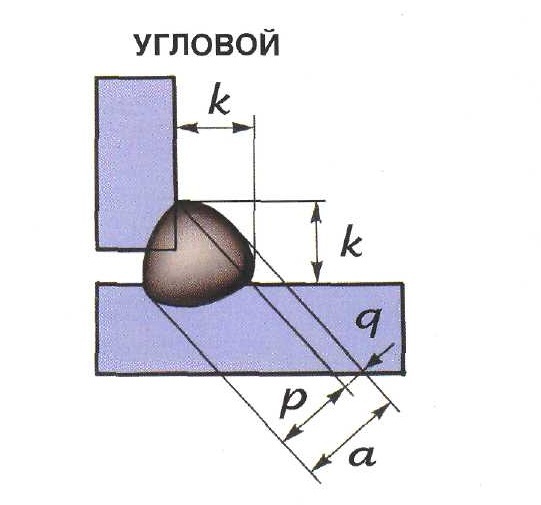
Выбор катета
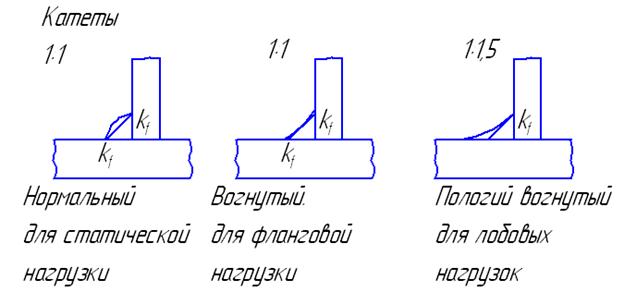
Сама поверхность сварочного шва на угловых соединениях бывает:
-
Выпуклой — валик выступает наружу, иногда превышая длину самого катета. Внешне такой шов выглядит мощно, но увеличенное количество наплавленного металла ведет к образованию внутренних напряжений. Из-за этого изделие склонно к деформациям, особенно, если его стенки 2-3 мм.
-
Вогнутой — поверхность шва изогнута внутрь и расположена ниже высоты катета. Чтобы получить такую форму, требуется увеличить силу тока и быстрее вести электрод или горелку. На полуавтомате стоит повысить индуктивность, чтобы процесс отделения капли стал более плавным. Это увеличивает глубину проплавления и содействует вогнутой поверхности шва.

-
Ровной — между сторонами углового соединения почти ровная, косая плоскость поверхности шва. Такое получается реже, но все же возможно. Этот вариант более удобен для механической обработки стыков — мало счищать наплавленного металла и оснастка шлифовальной машины захватывает сразу всю поверхность.

Под катетом в каждом случае подразумевается длина (на горизонтальной части заготовки) и высота (на вертикальной части заготовки) стороны треугольника, начинающаяся от корня шва. По-другому, это расстояние от кромки (наружной границы) шва до поверхности другой детали.
Кажется, чем больше катет, тем лучше, но это не так. Большой катет сварного шва создает напряжения в соединении и ведет к выворачиванию конструкции. Увеличивается площадь нагрева детали. Изделие может сильно повести. Большой катет — это всегда перерасход материала (электродов, сварочной или присадочной проволоки), задержка по времени. Создание шва большой высоты требует длительного удержания дуги на одном месте, что ведет к выгоранию легирующих элементов и более скорой коррозии. Поэтому катет следует рассчитывать правильно для каждой конструкции.
Создание шва большой высоты требует длительного удержания дуги на одном месте, что ведет к выгоранию легирующих элементов и более скорой коррозии. Поэтому катет следует рассчитывать правильно для каждой конструкции.
Расчет катета шва
Поскольку угловой сварочный шов похож в сечении на треугольник, узнать высоту и длину его сторон можно при помощи геометрической формулы, задействовав математические способности. Расчет производится по формуле:
Приведенные составляющие расшифровываются так:
T — величина катета шва, которую мы пытаемся вычислить
S — ширина валика (в геометрии — гипотенуза треугольника)
cos45º — это стандартное значение с коэффициентом 0.7
Произведем расчет катета сварного шва на практике. Например, у нас угловое соединение с шириной валика 5 мм. Подставляем это значение в формулу и получаем 5*0.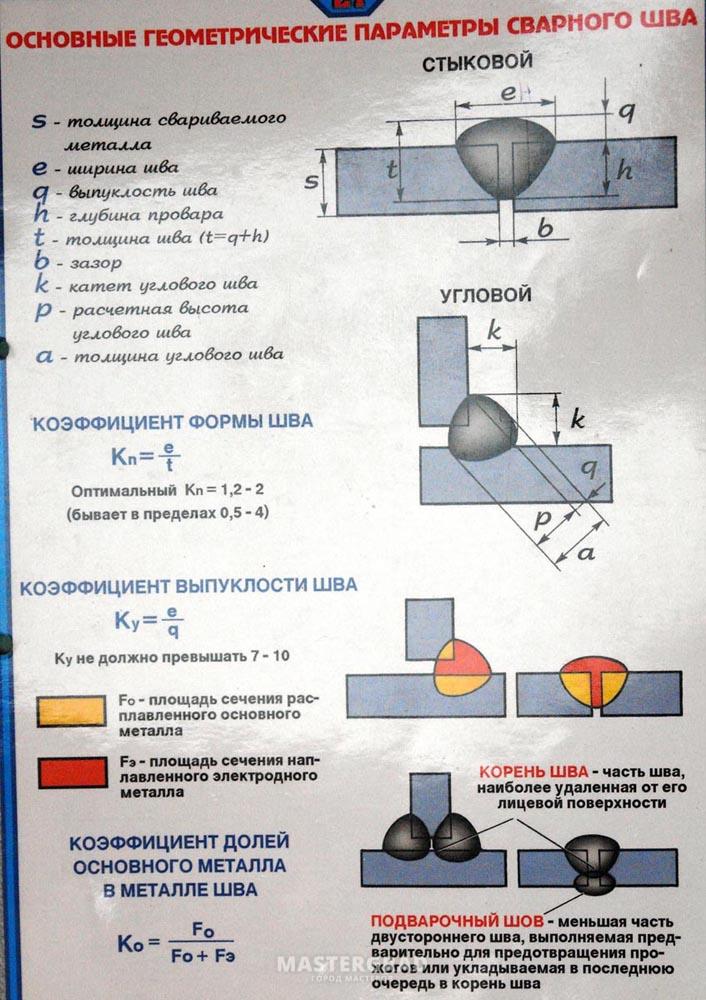 7=3.5 мм. Значит катет шва составляет 3.5 мм. Эта формула применима, когда наплавленный металл равномерно лежит на каждой стороне углового соединения.
7=3.5 мм. Значит катет шва составляет 3.5 мм. Эта формула применима, когда наплавленный металл равномерно лежит на каждой стороне углового соединения.
Опытным путем были установлены оптимальные параметры сварочного шва для каждой толщины металла. Если их придерживаться, то получится прочное соединение без перерасхода присадочного материала. Представляем характеристики сварочного шва в таблице.
| Толщина заготовок, мм | Тип соединения | Минимальный катет шва, мм |
|---|---|---|
| 4-5 | Тавровое с двухсторонним проваром | 4 |
| 6-10 | Тавровое с двухсторонним проваром | 4-5 |
| 11-16 | Тавровое с двухсторонним проваром | 4-6 |
| 17-22 | Тавровое с двухсторонним проваром | 5-7 |
| 23-32 | Тавровое с двухсторонним проваром | 6-8 |
| 4-5 | Тавровое с односторонним проваром или угловое с односторонним проваром | 5 |
| 6-10 | Тавровое с односторонним проваром или угловое с односторонним проваром | 6 |
| 11-16 | Тавровое с односторонним проваром или угловое с односторонним проваром | 7 |
| 17-22 | Тавровое с односторонним проваром или угловое с односторонним проваром | 8 |
| 23-32 | Тавровое с односторонним проваром или угловое с односторонним проваром | 9 |
Как видно, размер катета составляет от 30 до 100% от толщины детали — чем тоньше заготовка, тем ближе величина катета к показателю ее сечения.
Последствия неправильного вычисления катета
Негативные последствия большого катета мы уже рассмотрели. Второй распространенной ошибкой является слишком маленький катет шва. Тогда на сторонах оказывается мало наплавленного металла, что уменьшает силу соединения. При изломе или вибрации конструкция может не выдержать нагрузки и шов треснет. Хотя малый катет экономит расходные материалы, он допустим только на неответственных соединениях (мангал, стол и пр.).
Еще одна ошибка сварщиков — несимметричный катет. Чаще всего бывает нижняя полка шва слишком широкая, а верхняя — чрезмерно короткая. Получается это при неправильной технике или выборе режима сварки, ведь расплавленный металл под действием силы тяжести стекает вниз. Шов выглядит широким, но лишь немного находит на вертикальную сторону, поэтому она держит слабо и не рассчитан на серьезные нагрузки.
Чаще всего бывает нижняя полка шва слишком широкая, а верхняя — чрезмерно короткая. Получается это при неправильной технике или выборе режима сварки, ведь расплавленный металл под действием силы тяжести стекает вниз. Шов выглядит широким, но лишь немного находит на вертикальную сторону, поэтому она держит слабо и не рассчитан на серьезные нагрузки.
Что влияет на катет сварного шва
На формирование катета шва угловых и тавровых соединения влияет ряд факторов:
-
Направленность горелки или электрода. Если варить угловые швы с удержанием электрода или горелки под углом 45º, то жидкий металл под действием силы тяжести стечет на нижнюю полку, занизив вертикальный катет. Опытные сварщики в таком случае изменяют угол на 20-30º, направляя конец электрода на вертикальную поверхность. Так получается изменить высоту катета, добиться равностороннего треугольника в сечении шва.
-
Положение изделия в пространстве.
Получить равномерный шов на угловом соединении легче, разместив изделие «в лодочку». Тогда поверхность сварочной ванны получается ровной, металл никуда не стекает и одинаково покрывает обе соединяемые стороны.
-
Скорость ведения дуги. При быстром проведении шов получается узким, а катет нередко малым. Сварка с задержкой ведет к увеличению высоты шва и росту катета. Скорость сварки нужно подбирать на черновой заготовке, попробовав разные варианты, и только потом переходить на сварку ответственного изделия.
-
Сила тока. Малая сила тока содействует наложению присадочного металла сверху, без глубокого проплавления. Катет получается большой, но качество соединения при этом плохое. Слишком высокий сварочный ток ведет к глубокому проплавлению, но увеличивает текучесть металла, содействует подрезам на вертикальной стороне, что тоже является дефектом.
-
Индуктивность.
Определяет скорость переноса капли расплавленного металла при полуавтоматической сварке. Правильные настройки помогают хорошо прогреть деталь, наложить аккуратный шов, снизить разбрызгивание.
-
Характеристики присадочного металла. Если стержень плавящегося электрода или проволока полуавтомата имеют высокотемпературные добавки, то сварочная ванна получается более густая, что ведет к росту катета. Низкотемпературные сплавы растекаются быстрее, снижая высоту катета шва.
 Получить равномерный шов на угловом соединении легче, разместив изделие «в лодочку». Тогда поверхность сварочной ванны получается ровной, металл никуда не стекает и одинаково покрывает обе соединяемые стороны.
Получить равномерный шов на угловом соединении легче, разместив изделие «в лодочку». Тогда поверхность сварочной ванны получается ровной, металл никуда не стекает и одинаково покрывает обе соединяемые стороны.
 Определяет скорость переноса капли расплавленного металла при полуавтоматической сварке. Правильные настройки помогают хорошо прогреть деталь, наложить аккуратный шов, снизить разбрызгивание.
Определяет скорость переноса капли расплавленного металла при полуавтоматической сварке. Правильные настройки помогают хорошо прогреть деталь, наложить аккуратный шов, снизить разбрызгивание.
Проверка качества шва
На заводах и других предприятиях, где производится сварка ответственных конструкций, предъявляются строгие требования к получаемым швам. Они не должны содержать подрезы, поры, непровары, трещины, наплывы. Нередко сварщики получают прямые указания, какой катет требуется (например, все швы должны быть с катетом 6 или 8 мм). Несоблюдение требования ведет к замедлению производства, выговорам и денежному взысканию.
После сварки нужно проверить качество шва, включая катет. Чтобы не заниматься постоянными вычислениями, есть универсальные приборы и инструменты. Рассмотрим все существующие способы.
Неразрушающий контроль
Замер катета шва проводится очень быстро при помощи калибромера. Инструмент с вырезами упирается в стенку изделия и вторым концом наставляется на границу шва. Это показывает катет одной стороны. Перевернув калибромер наоборот и приставив к другой стенке, получаем второй катет.
Второй способ проверки катета — прикладывание стандартного шаблона. Это набор пластин с вырезами на торце. Форма выреза имеет разную ширину и линию гипотенузы. Рядом с каждым торцом выгравирована пометка со значением катета. Поочередно прикладывая торцы шаблона к созданному шву, подбирают наиболее подходящий по ширине и высоте поверхности. Найдя соответствующий, получают значение его катета.
Остальные параметры шва проверяют при помощи:
- рентгеновского излучения;
- ультразвукового обследования;
- гидравлического давления;
- раствора аммиака, керосина;
- внешнего контроля визуальным путем;
- воздушного давления;
- магнитографического способа;
- капиллярного контроля.

Разрушающий контроль
Точно определить катет сварного шва можно на заготовке, срезав край соединения, чтобы получить доступ к его сечению. Прочертив прямую линию по наружным плоскостям сторон, легко измерить грани полученного треугольника.
Среди других методов разрушающего контроля, показывающего качество соединения (методы не относятся к проверке катета) бывают:
- просверливание шва;
- давление на сжатие сторон;
- давление на разведение сторон;
- выкручивание сторон.
Понимая, что такое катет сварного шва, зная его оптимальные параметры, зависящие от толщины металла, получится выполнять качественные соединения. После сварки вы сможете проверить катет на вертикальной и нижней сторонах, чтобы убедиться в соответствии требованиям.
Ответы на вопросы: на что влияет катет сварного шва
Какой шаблон выбрать для измерения катета шва?
СкрытьПодробнее
Большинство сварщиков пользуются шаблоном УШС-2, содержащим 3 пластины с двумя выемками на каждой. Он позволяет замерить катет в диапазоне от 4 до 14 мм.
Он позволяет замерить катет в диапазоне от 4 до 14 мм.
Можно ли проверить катет шва прибором Ушерова-Маршака?
СкрытьПодробнее
Хотя в некоторых инструкциях к инструменту сказано, что можно, но у него нет такой функции. Он показывает высоту валика углового шва, а это не катет.
Как размер катета обозначается на чертежах по сварке?
СкрытьПодробнее
На чертежах для сварщиков значение катета помечается рисунком равнобедренного треугольника, лежащем на левом боку. Рядом прописывается цифра, указывающая на количество миллиметров.
Как добиться глубокого проплавления при малом катете?
СкрытьПодробнее
Иногда, при сварке толстого металла 5-10 мм, для высокого катета просто нет места (рядом близко расположены другие жесткие элементы конструкции или сварка ведется через узкое монтажное отверстие, ограничивающее угол установки электрода). Тогда следует выполнить углубленную V-образную разделку кромок или оставить между сторонами зазор в 2-3 мм, дав затечь расплавленному металлу внутрь соединения.
Тогда следует выполнить углубленную V-образную разделку кромок или оставить между сторонами зазор в 2-3 мм, дав затечь расплавленному металлу внутрь соединения.
Как связаны между собой предел текучести стали и катет шва?
СкрытьПодробнее
Чем выше предел текучести свариваемого металла, тем больше должен быть катет шва. Обычно разделяют значения до 400 МПа и 400-500 МПа.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Что такое катет сварочного шва и как его определить
Качество сварного шва определяется несколькими характеристиками, среди которых: наличие полостей внутри, ширина, толщина, степень выпуклости и другие. Критерии и параметры отличаются в зависимости от вида сварочного шва. Для прямоугольного стыка одним из основных параметров является катет.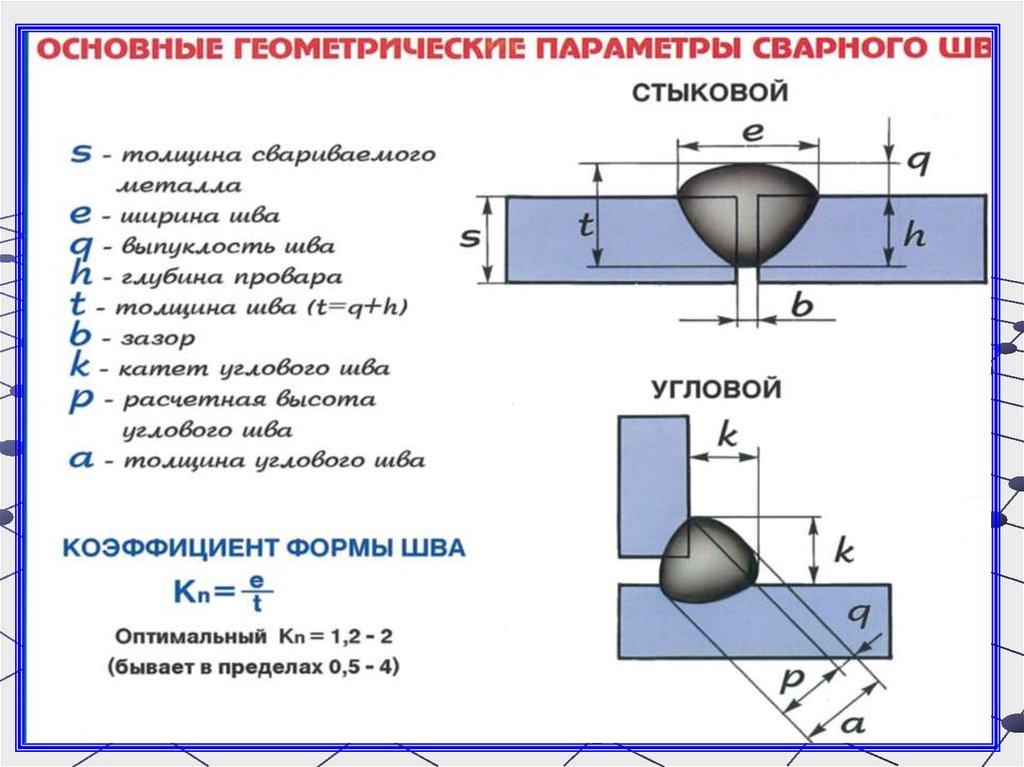 Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.
Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.
СОДЕРЖАНИЕ
- Виды швов
- Что такое катет сварочного шва
- Как выбрать катет шва
- Как измерить катет шва
- Заключение
Виды швов
Сварочный шов образуется в месте стыка двух металлических заготовок в результате расплава металла под воздействием высокой температуры. В зависимости от способа соединения заготовок сварочный шов может быть стыковым или угловым. Соединение деталей осуществляется в одной плоскости. Они расположены торцевой частью стык-в-стык по отношению друг к другу. Во втором случае детали располагаются под углом одна относительно другой.
Помимо уже перечисленных способов соединения может быть еще тавровое. Это случай, когда элементы в месте соединения образуют букву Т: один торцевой частью примыкает к фронтальной стороне иного. При таком способе соединения угол может быть не только прямым, но и острым (тупым) в любой плоскости – по горизонтали, вертикали или смещенный. Шов при любом расположении заготовок формируется между бортами примыканий.
Шов при любом расположении заготовок формируется между бортами примыканий.
Способ размещения заготовок внахлест лучше всего подходит для сваривания листовых материалов. Наиболее взвешенный вариант для тонких листов железа. В этом случае кратно уменьшается вероятность прожига металла. Свариваться металлы могут с одной или же с обеих сторон.
Каждый из выше рассмотренных способов соединения металлических заготовок имеет очень важную характеристику – катет сварного шва. Это – кратчайшее расстояние от одной детали до углового соединения второй. Другими словами, это сторона равнобедренного треугольника наибольшего размера, который можно вписать в поперечный разрез двух сваренных между собой заготовок. Это очень важная характеристика, которая информирует о качестве сварного шва.
Данный критерий оказывает прямое влияние на такие показатели:
- прочность соединения;
- результат расчета при соединении изделий с разной толщиной;
- вероятность деформации кромок деталей из-за нагрева.
Читайте также: Обозначение сварных швов на чертежах
Что такое катет сварочного шва
Основные геометрические параметры катета прописаны в нормативных документах, которые являются руководством к действию для любого мало-мальски компетентного сварщика, включая и любителей. Здесь же описаны нормативные положения, которые служат основой для математического расчета геометрических характеристик. Геометрические параметры сварного шва напрямую зависят от типа соединения. Вид и размер соединяемых элементов определяют стыковое сечение.
На производственных предприятиях все вычисления проводятся на основе специальных формул. Для работы на частном участке вполне достаточно ранее приготовленных шаблонов. Наиболее практичным считается универсальный шаблон, который состоит из скрепленных между собой пластинок. Выбор делается опытным путем: сопряжения поочередно прикладываются к поверхности изделий до тех пор, пока не будет найден вариант с наиболее плотным прилеганием.
При изготовлении металлических конструкций, от которых не требуется особо высокая прочность, минимальный размер шва определяется в зависимости от толщины заготовки. Сделать это можно «на глаз». Обычно контакт соответствует толщине стенок заготовки. К примеру, при сварке изделий толщиной 6 мм, катет также равняется шести миллиметрам. Если требуются более точные вычисления, то нужно воспользоваться соответствующей формулой.
Проще всего определить нужные параметры можно при помощи таблицы:
По завершению расчетов, на аппарате выставляются оптимальные значения силы тока и величины напряжения. После этого можно приступать непосредственно к сварке.
Помимо прочностных характеристик катет может влиять и на геометрию соединения:
- если одна сторона излишне вытянута, то это говорит о том, что на нее наложен расплав, а другая сторона соединена плохо. Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;
- плоский и растянутый расплав свидетельствует о браке, который мог возникнуть из-за слишком короткой дуги;
- при катетах очень малой длины на стыках образуются аномально большие выпуклости. Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
 Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.Как выбрать катет шва
От того, насколько грамотно будет выбран катет, зависит надежность готовой конструкции. Это обусловлено величиной площади соединения. Если катет выбран грамотно, то нагрузка на сварное соединение будет распределяться равномерно по всей площади соединения. Готовое изделие может выдерживать большие механические нагрузки, сильные удары и т.д.
Но не стоит воспринимать большой шов как безусловный показатель надежности. Слишком много – не всегда хорошо. Важно точно просчитать «золотую серединку». Большой наплав может вызвать перенапряжение металлической заготовки, что в свою очередь приведет к снижению ее прочностных характеристик или деформации. В любом из этих случаев использовать деталь в работе нецелесообразно: она или не подойдет, или быстро выйдет из строя.
Как рассчитать катет шва? Он выбирается в соответствии с материалами и поставленными задачами. Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации. Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации. Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Хороший шов имеет одинаковую высоту по всей площади стыка. Одинаковой должна быть и ширина. Только при таких условиях механическая нагрузка будет распределяться равномерно, а соединение прослужит максимально долго.
Другим не менее важным показателем является однородность расплава. Как правило заготовки, которые отличаются по составу материалов, между собой свариваются довольно плохо. Чтобы получить хороший результат, нужно правильно подобрать электроды. Важно, чтобы контактирующие плоскости были правильно расположены между собой, а также иметь достаточно большую площадь соприкосновения.
Глубина провара – это еще один значимый критерий. Заготовки должны быть хорошо сварены по всей длине, иначе они не смогут эффективно противостоять нагрузкам. Чтобы придать соединению максимально возможную прочность, профессионалы рассчитывают все его параметры. Они зависят от вида свариваемых элементов. Для получение взвешенного результата нужно учитывать все параметры используемых материалов: длину, ширину и толщину. Прочностные характеристики в наибольшей степени зависят от длины и толщины.
Главным критерием расчета катета сварного шва, который в наибольшей степени влияет на его выбор, является длина, поскольку именно от нее в основном зависит прочность. Следует учесть, что при сваривании очень длинных заготовок не исключена деформация кромок материалов. Исключить появление дефектов, которые могут образовываться в процессе сварочных работ, помогут шаблоны. В подавляющем большинстве случаев для получения высококачественного сварного шва достаточно использовать универсальный шаблон.
Как измерить катет шва
Измерения позволяют контролировать качество работ в процессе их выполнения или по завершению. Они дают возможность объективно оценить полученный результат и определить на каком этапе были допущены ошибки.
Размер стыков определяется на основании геометрических формул. Для получения результата необходимо просчитать катет равностороннего треугольника максимального размера, который можно вписать в сечение соединенных элементов.
Расчеты можно выполнить по-разному. При выборе варианта учитывается способ сварки. К примеру, если выполняется внахлест, а соединяются два металлических листа толщиной 4 мм, то катет тоже будет такой же примерно толщины. В остальных случаях размер катета составляет примерно 40% от толщины металла.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Заключение
Катет является очень важной характеристикой сварного шва. Его значение во многом определяет основные параметры полученного соединения. Надежность, долговечность и качество зависят от этого критерия напрямую.
Очень часто достаточно соблюдать простое правило, которое гласит, что катет сварного шва равен толщине металла. Но оно применимо только к тем конструкциям, для которых не требуется высокая прочность и надежность.
Что такое катет сварочного шва и как его определить
Оцените, пожалуйста, статью
12345
Всего оценок: 50, Средняя: 3
Символы сварки | Основные и дополнительные символы сварки
Символы сварки представляют собой графический способ передачи информации о сварном соединении. Вместо того, чтобы использовать стрелку и говорить «сварить здесь», символ сварки несет больше полезной информации, которая может быть легко понята сварщиком, инженером, мастером, супервайзером и архитектором. Таким образом, сварочные символы широко используются сварщиками и инженерами в технических чертежах для передачи важной информации, такой как тип сварного шва, размер сварного шва, местоположение сварного шва, а также другую дополнительную информацию.
Схема
Зачем нам указывать сварные швы?
Рассмотрим следующее изображение сварщика. Сообщение «сварить здесь» можно интерпретировать по-разному, поэтому такие сообщения всегда сопровождаются определенными инструкциями.
Любое из следующих изображений может быть предоставлено в дополнение к изображению выше. Первое изображение (а) означает одиночный угловой шов, который является самым простым и дешевым в применении.
Второе изображение (b) означает двойной угловой шов. Это немного сложно применить и занимает больше времени. Чтобы сварка прошла успешно, должен быть обеспечен доступ к обеим сторонам.
Наконец, третье изображение (с) означает Т-образный стыковой шов или шов с разделкой кромок. Это самый сложный и дорогой из трех, так как горизонтальный объект требует подготовки края.
Отсюда понятно, что больше информации о сварных соединениях необходимо указывать на этапе проектирования/чертежа, чтобы избежать ошибок и правильно оценить время и стоимость процесса сварки.
Преимущества символов сварных швов
Из приведенного выше объяснения мы пришли к выводу, что правильное указание сварных швов необходимо для бесперебойной работы. Но вышеупомянутое графическое изображение сварного шва не является самым простым или предпочтительным методом. Подобно электрическим символам в электрических цепях, у нас также есть Символы сварки .
Указание сварных швов с помощью символов, а не изображений, намного проще, так как вам не нужно тратить много времени на объяснение типа, формы и размера сварного шва. Следовательно, большинство технических чертежей, связанных со сварочными работами, используют символы сварки для представления всей информации, связанной со сваркой.
Стандарты сварки
Существует два основных стандарта для определения терминов, символов и т. д. по сварке и пайке . Одним из них является ISO 2553, опубликованный Международной организацией по стандартизации. Другой — ANSI/AWS A2.4-9.8 опубликовано Американским обществом сварщиков.
Термины и символы в этих двух стандартах могут различаться.
Элементы символа сварки
Прежде чем рассматривать некоторые из основных символов сварки, давайте попробуем понять элементы символа сварки и какую информацию несет символ. Ниже приведен список элементов, которые могут быть частью типичного символа сварки.
- Базовая линия
- Стрела
- Базовый символ сварки
- Дополнительные обозначения сварных швов
- Символы отделки
- Размеры
- Спецификации, Процесс
- Хвост
Чтобы лучше понять элементы обозначения сварки, воспользуемся следующим изображением, на котором показано, как рисуется типичное обозначение сварки, а также стандартное расположение вышеупомянутых элементов.
Контрольная линия
Это горизонтальная линия, которая является важной частью законченного символа сварки, и вся информация, относящаяся к сварному шву, наносится на нее или вокруг нее. Положение опорной линии также важно, так как она обычно проводится близко к сварному шву. Все остальные символы и информация должны быть правильно размещены в соответствии со стандартами символов на этой контрольной линии или вокруг нее.
Стрелка
Еще одна важная и необходимая часть законченного символа сварки – это Стрелка. Он соединяет опорную линию со стороной стрелки сустава и может располагаться на одном или другом конце опорной линии. Стрелка может указывать в любом направлении, вверх вниз, влево, вправо или даже в сторону хвоста. Иногда символ сварки может содержать несколько стрелок.
Здесь есть два важных термина, которые нам нужно знать о стрелке. Это Сторона Стрелы и Другая Сторона. Сторона, указанная стрелкой, от базовой линии — это сторона сварного соединения, на которую указывает стрелка. Если символы размещены на стороне стрелки опорной линии, то они относятся к стороне стрелки сварного соединения.
Если символы расположены по другую сторону от контрольной линии (кроме стороны, указанной стрелкой), то они относятся к другой стороне сварного соединения.
Другая информация, описывающая сварной шов
- T: Это часть хвоста для указания информации для конкретного сварного шва, такой как изменение процесса сварки или электрода. Хвост может быть опущен, если нет каких-либо спецификаций или ссылок.
- S: В зависимости от типа сварного шва может указывать на любое из следующего:
- Глубина подготовки в случае сварки с разделкой кромок
- Размер углового сварного шва
- Размер сварного шва пробкой или сварного шва
- Прочность на сдвиг в случае выступающего сварного шва
- E: В случае сварного шва с разделкой кромок представляет собой эффективный размер горла или размер сварного шва. Указывает размер стороны в случае углового сварного шва. Важным моментом является то, что размеры эффективного размера для сварного шва с разделкой кромок всегда помещаются в круглые скобки, тогда как размеры размера стороны для углового сварного шва помещаются без скобок.
ПРИМЕЧАНИЕ: И S, и E всегда располагаются слева от символа сварки на контрольной линии независимо от стрелки.
- R: В случае шва с разделкой кромок или стыкового соединения это размер корневого отверстия. В случае сварного шва или корневого сварного шва это указывает глубину заполнения.
- A: В случае сварного шва с канавкой, это представляет угол прилегания канавки. Для сварных швов с потайной пробкой это угол примыкания зенковки.
- Ф: Здесь указывается способ получения необходимого контура. Вот некоторые из методов, с помощью которых можно получить контуры: шлифовка (G), вырубка (C), механическая обработка (M), прокатка (R), ударная обработка (H) или неопределенный (U).
- —: Горизонтальная линия между F и A является местом символа контура готового сварного шва.
- L: Указывает длину сварного шва. Он всегда размещается справа от символа сварки, независимо от положения стрелки.
- P: Если сварка прерывистая и указано расстояние между сварными швами, то это Указывает шаг или межцентровое расстояние сварного шва
- N: Указывает необходимое количество сварных швов (точечный, шов, шпилька, заглушка, паз или выступ).
Различные типы символов сварки
Теперь, когда мы немного узнали об элементах символа сварки, теперь мы рассмотрим различные символы сварки. Сначала мы перечислим некоторые основные обозначения сварки, которые чаще всего используются на чертежах. Далее мы увидим некоторые дополнительные символы сварки, которые можно использовать для передачи дополнительной информации о сварном шве.
Основные обозначения сварки
На следующем рисунке показаны некоторые из часто используемых обозначений сварки. Верхняя часть изображения состоит из символов для различных типов сварных швов с разделкой кромок или стыковых сварных швов. Сюда входят сварка с V-образным пазом, сварка с квадратной канавкой, сварка со скошенной кромкой, U, J и т. д. / Сварка с прорезями, точечная сварка и т. д.
Давайте теперь подробно рассмотрим различные символы сварки. Сварка кромок — это второй популярный тип сварки после угловой сварки, который включает в себя подготовку кромок для формирования одной из форм сварки канавки (V, U, J, скос и т. д.) или квадратной канавки с прямыми кромками.
| Одиночный V-образный сварной шов Это распространенная форма подготовки кромок для сварки разделочных/стыковых швов. | Сварной шов с квадратной канавкой В зависимости от процесса сварки сварной шов с квадратной канавкой будет ограничен максимальной толщиной сечения. | Сварной шов с одинарной кромкой Процесс подготовки кромок, который обычно используется, когда для подготовки доступна только одна кромка смежных секций. |
| Сварной шов с одинарной U-образной канавкой Если секции имеют толщину более 12 мм, то этот тип сварки используется для ограничения количества требуемого металла шва. | Сварной шов с одинарной J-образной канавкой Если секции имеют толщину более 16 мм и для подготовки доступна только одна кромка смежных секций, то этот тип сварки используется для ограничения количества требуемого металла шва. | Краевой фланцевый сварной шов с разделкой кромок В соответствии со стандартом ISO показан сварной шов с разделкой кромок между пластинами с выступающими кромками. В соответствии со стандартом AWS на нем показан краевой сварной шов фланцевого соединения с канавкой. |
| Угловой фланцевый сварной шов с канавкой На нем показаны пластины со сварным канавкой с одним выступающим краем. | Сварной шов с одиночной V-образной канавкой и широкой передней поверхностью Стандартный символ ISO для сварного шва с одной V-образной канавкой и широкой передней поверхностью. | Сварной шов с одинарной кромкой и широкой передней поверхностью Стандартный символ ISO для сварного шва с одной кромкой и широкой передней поверхностью. Этих двух, хотя они и упоминаются в ISO 2553, лучше избегать. |
| Раструб V-образный сварной шов Стандартный символ AWS, иллюстрирующий сварной шов с разделкой кромок, образованный двумя криволинейными поверхностями. | Раструбный сварной шов со скосом и канавкой Стандартный символ AWS для иллюстрации сварного шва с канавкой, образованный одной изогнутой поверхностью и одной плоской поверхностью. | Сварной шов с крутым V-образным пазом по бокам Стандартный символ ISO для сварного шва с крутым V-образным пазом по бокам и углом скоса 5–20⁰ для подготовки кромок. |
| Сварной шов с кромками и кромками под углом 15–30⁰ для подготовки кромок. | ||
| Угловой сварной шов Символ углового сварного шва, который является наиболее часто используемым типом сварки. Если не указано иное, длины сторон равны. | Краевой сварной шов Иллюстрирует краевой сварной шов, который обычно наплавляется только с одной стороны. | Сварка внахлест/паз Тип сварки, при котором соединения внахлестку выполняются с использованием круглых или продолговатых отверстий, полностью заполненных наплавленным металлом. |
| Дуговая точечная сварка Точечная сварка выполняется с использованием высокой тепловложения в одной точке. Символ иллюстрирует дуговую точечную сварку, выполненную с одной стороны соединения. | Точечная сварка сопротивлением Символ для иллюстрации точечной сварки сопротивлением, для которой требуется доступ с обеих сторон. Точечная сварка обычно означает точечную сварку сопротивлением. | Сварка швом сопротивлением Сварка швом аналогична точечной сварке, но вместо одной точки выполняется в линейной форме. Этот символ иллюстрирует шовную сварку сопротивлением, которая требует доступа с обеих сторон соединения. |
| Дуговая сварка Символ, иллюстрирующий дуговую сварку, которая выполняется только с одной стороны соединения. Шовная сварка обычно шовная сварка сопротивлением, поскольку дуговая сварка швом используется редко. | Наплавка Как следует из названия, линия стрелки этого символа указывает на всю поверхность, которая должна быть покрыта наплавленным металлом. | |
Дополнительные обозначения сварки
Дополнительные символы сварки используются для предоставления дополнительной информации о сварных соединениях.
| Плоский (заподлицо) Первые три символа (Плоский, Выпуклый и Вогнутый) показывают окончательную форму сварного шва, также известную как Контур сварного шва. Символ «Плоский» или «Заподлицо» используется для обозначения плоской поверхности сварного шва, расположенной заподлицо с поверхностью. | Выпуклая Этот символ обозначает выпуклую поверхность. | Вогнутый Символ для иллюстрации вогнутого контура. Применяется в особых случаях, когда свариваемые поверхности должны быть гладкими для очистки или покраски. |
| Гладкие комбинированные пальцы Символ стандарта ISO Гладко комбинированные пальцы. Он используется для обозначения того, что выступы сварных швов должны быть отшлифованы, чтобы удалить любые включения шлака на краях сварных швов. | Прокладка Символ прокладки показывает использование прокладки в соединении. | Обратная/подварочная сварка Этот символ используется как для обратной, так и для подкладочной сварки. Задний сварной шов выполняется на противоположной / обратной стороне сварного шва после завершения основного сварного шва. Подварочный шов выполняется перед основным швом. |
| Съемная подложка Подкладочная полоса или подложка отличается от подложки под сварку. Этот символ иллюстрирует соединение со съемной подкладочной лентой. | Постоянная подложка Символ для обозначения постоянной подложки. | Расходуемая вставка Стандартный символ AWS для расходуемой вставки. Хвост символа сварки состоит из типа вставки. |
| Сварка по всему периметру Символ «Сварка по периметру» или «Сварка по всему периметру» указывает на сварку, которая должна выполняться по всей окружности. | Полевая сварка Сварка в полевых условиях или Сварка на площадке указывает на сварные швы, которые выполняются не на начальном месте изготовления, а на месте. | Проплавление насквозь Проплавление насквозь иллюстрирует необходимость полного проплавления сварных швов с одной стороны до другой. |
Расположение символов сварки
Давайте теперь разберемся со значением расположения символов. Сначала мы увидим пару примеров для сварных швов, а затем перейдем к угловым сварным швам.
Сварные швы
На следующем рисунке показано расположение символов сварных швов. Символы в стандартах ISO и AWS показаны для справки.
На первом изображении показан сварной шов с одинарной V-образной канавкой, где символы сварки расположены на контрольной линии, а стрелка указывает на одну сторону соединения. Сварной шов может быть в плоскости или в поперечном сечении. Здесь мы использовали стрелку, чтобы указать на сварной шов в поперечном сечении.
На втором изображении показан сварной шов с одинарной кромкой со скосом, где стрелка указывает на край соединения, который должен быть подготовлен для скоса.
Угловые сварные швы
Подобно сварным швам с разделкой кромок, символы угловых сварных швов также располагаются на контрольной линии, которая затем соединяется со стрелкой, указывающей на одну сторону соединения. Чтобы продемонстрировать то же самое, давайте возьмем «Т-образное соединение» и «Крестообразное соединение» в качестве сварных соединений и посмотрим на значение местоположения угловых сварных швов.
На первом изображении показан торцевой вид Т-образного соединения с одним угловым сварным швом.
На втором изображении показан вид с торца крестообразного соединения с двумя одинарными угловыми сварными швами.
На следующем изображении показан вид с торца крестообразного соединения с двойным угловым швом с левой стороны и одинарным угловым швом с правой стороны.
На последнем изображении это альтернативный способ представления второго изображения, где две стрелки используются с одной опорной линией. Этот метод можно использовать в соответствии со стандартами ISO, но нельзя использовать в соответствии со стандартами AWS.
Размеры в обозначениях сварных швов
Размер сварных швов также является важным параметром для некоторых сварных швов. Стандарты ISO и AWS по-своему определяют необходимые размеры сварных швов.
Сварные швы с разделкой кромок
Сварные швы с разделкой кромок с полным проваром
На следующих рисунках показаны иллюстрации, символ ISO и символ AWS для сварных швов с полной проваркой с одинарной V-образной канавкой и симметричных сварных швов с двойной V-образной канавкой.
Сварные швы с частичным проваром
Стандарты ISO и AWS позволяют указать размер сварного шва с разделкой кромок слева от символа сварки. В стандарте ISO число размещается непосредственно, а размеры обычно указываются в миллиметрах. В AWS Standard числа указаны в скобках, а размеры указаны в дюймах.
На следующем изображении показано частичное проплавление сварного шва с одиночной V-образной канавкой.
Аналогичный подход можно применить и к сварке с квадратной канавкой. На следующем рисунке показан сварной шов с квадратной канавкой с частичным проплавлением. В AWS может быть указана дополнительная информация для подготовки кромки. Размер зазора между пластинами указывается между сторонами условного обозначения сварного шва.
Размеры сварного шва с разделкой кромок
Все детали сварного шва с разделкой кромок, такие как угол скоса, корневая поверхность, зазор и размеры сварных швов, могут быть указаны в соответствии со стандартом AWS. На следующем изображении показана 5/8-дюймовая пластина с 60 0 Угол скоса, глубина скоса 1/4 дюйма, размер сварного шва 3/8 дюйма.
Длина канавки
Если длина канавки не указана, это означает, что шов должен быть заварен по всей длине. Но иногда длина сварного шва меньше длины соединения или сварка может быть прерывистой.
В этом случае мы можем указать длину и расположение сварного шва цифрой справа от символа. На следующем изображении показан стандартный символ AWS, который содержит информацию о прерывистых сварных швах с квадратной канавкой, а также штриховку.
Угловые сварные швы
Размеры угловых сварных швов
В соответствии со стандартом ISO размер угловых сварных швов может быть указан с использованием длины катета (z) и толщины горловины (a). Размер указывается слева от символа сварного шва и дополнительно ему предшествует буква z (для длины полки) или a (для толщины шва).
В стандарте AWS размер углового сварного шва всегда равен длине отвода, а число помещается слева от символа сварного шва.
На следующем изображении показан угловой сварной шов по стандартам ISO и AWS с длиной стороны 6 мм (1/4 дюйма).
Сварные швы с глубоким проплавлением
На следующем рисунке показан стандартный символ ISO для сварных швов с глубоким проплавлением, а эффективная ширина шва представлена буквой S, которая расположена перед толщиной шва.
Двойной угловой шов
Все размеры в двойном угловом шве повторяются, даже если они идентичны. На следующем изображении показано то же самое.
Продольные угловые швы
Если шов прерывистый, а не сплошной, то можно указать длину шва, а также зазоры между швами. На следующем изображении показан вид в плане и поперечное сечение прерывистого углового сварного шва вместе с символами стандарта ISO и AWS.
Бонус — иллюстрации для символов сварки
В следующей таблице приведены демонстрационные иллюстрации для различных символов сварки, описанных в статье. Вы можете использовать эти иллюстрации в качестве справки для лучшего понимания всех символов сварки.
0 0 | |||
Как шлифовать, смешивать и обрабатывать сварной шов
Вы только что сварили свои металлические секции, и теперь ваша вновь сформированная заготовка требует бесшовной обработки.
Вот наше руководство по удалению и отделке сварного шва.В этой статье рассматриваются:
Перед сваркой
Типы сварки
Разница между углеродистой и нержавеющей сталью
Начальная шлифовка сварного шва
Подготовка и выравнивание сварного шва
Какая отделка?
Дополнительная информация
Перед сваркой
Поскольку используемые процессы и требуемая отделка часто различаются и обычно определяются типом материала и присущими ему требованиями к отделке, в этой статье рассматриваются как углеродистая, так и нержавеющая сталь. Перед сваркой, особенно с углеродистой сталью, заготовку следует очистить от любой прокатной окалины, образовавшейся в процессе производства горячей прокатки – прокатная окалина может повлиять на качество сварного шва. Мы бы порекомендовали наш диск Norton Blaze Rapid Strip как идеальный продукт для удаления накипи в этом случае. |
Типы сварки
Углеродистая сталь | Нержавеющая сталь |
Сварка MIG (металл в среде инертного газа)
| Сварка ВИГ (вольфрам в инертном газе)
|
Blaze Rapid Strip Практический пример: Удаление сварного шва TIG
Диск Norton Blaze Rapid Strip и диски конкурентов использовались для удаления сварного шва TIG на фланцевой изоляции Воздушные демпферы L MCTD.
Norton Disc: Blaze Rapid Strip 115x22mm Инструмент: Угловая шлифовальная машина Ситуация: Большой демпферный фланец слева на TIG0003 Задача: Необходимо удалить сварной шов TIG, не повредив сварной шов или компонент Действие: Пользователь использовал все три продукта на 3 отдельных компонентах со средним давлением, применяя диск только к участкам, где существовал сварной шов TIG Результат: Все три продукта удалили сварной шов TIG, однако Blaze Rapid Strip удалось сделать это, а также обеспечить стабильную отделку. | Кольцо справа — до смешивания, кольцо слева — после. |
Разница между отделкой углеродистой и нержавеющей сталью
Решение о том, какую отделку вы хотите получить, тесно связано с применением готовой детали и самого основного материала.
Углеродистая сталь | Нержавеющая сталь |
|
|
Следует отметить, что если вы работаете с обоими материалами, они должны храниться отдельно в отделочной секции вашей мастерской, чтобы избежать перекрестного загрязнения; особенно при переходе с углеродистой стали на нержавеющую.
Последнее, что вам нужно сделать, это наложить немного углеродистой стали на заготовку из нержавеющей стали. Убедитесь, что все абразивы, которые вы используете, также хранятся отдельно.
Первичная шлифовка шва
Первый этап отделки шва такой же; снятие лишнего припуска с самого сварного шва. Цель здесь состоит в том, чтобы отшлифовать соединение до уровня и непрерывной поверхности с остальной частью основного металла. Для достижения этого начального удаления припуска и если чистота поверхности не важна, слесарь может использовать простой шлифовальный круг с угловой шлифовальной машиной. Использование шлифовального круга на сварном шве Хотя шлифовальный круг можно использовать для удаления припуска на обоих материалах, для достижения приемлемого качества обработки нержавеющей стали требуется высокий уровень навыков и опыта. Возможны такие ловушки, как выемки и подрезы, поэтому необходимо следить за тем, чтобы при шлифовании использовался правильный угол. VIEW PORTABLE GRINDING WHEELS |
|
Carbon Steel | Stainless Steel |
|
|
Существует множество возможных вариантов выбора шлифовального круга. Как всегда, размер зерна, тип зерна и связующий агент будут определять, как продукт работает и ощущается, поэтому убедитесь, что вы четко понимаете, что вам нужно, прежде чем продолжить!
Использование лепестковых кругов на сварном швеЛепестковые круги всегда популярны, когда речь идет о чистовой обработке сварных швов как нержавеющей, так и углеродистой стали, и нетрудно понять, почему, поскольку они обладают ключевыми преимуществами по сравнению с стандартный шлифовальный круг. Лепестковые диски являются идеальным выбором благодаря их длительному сроку службы, гораздо более высокому комфорту и управлению оператором (пользователь обычно имеет больше права на ошибку), более низкому уровню шума и качеству обработки поверхности. эти абразивы. ОТКЛАДНЫЕ ДИСКИ |
Углеродистая сталь | Нержавеющая сталь |
Выбор грубой зернистости P40 в лепестковом диске позволяет быстро удалить этот сварной шов из углеродистой стали и подготовить заготовку к дальнейшему кондиционированию (при необходимости) перед покраской. | Металлурги обычно выбирают лепестковый диск там, где требуется более высокое качество и улучшенная обработка поверхности, поскольку такой лепестковый диск (или волокнистый диск) лучше всего подходит для обработки нержавеющей стали. Наш Norton X-Treme R860 с зернистостью P80 был бы идеальным на этом первом этапе съема материала, мы рекомендуем менее опытным операторам выбрать P120. |
Кондиционирование и смешивание сварного сустава
Углеродная сталь | . . |
|
На этом этапе сварной шов между сплавленными металлическими деталями должен почти исчезнуть. Теперь поверхность углеродистой стали готова к покраске или использованию.
Для нержавеющей стали требуются дополнительные шаги для более тонкой обработки, поэтому приведенная ниже информация относится только к нержавеющей стали.
Какая отделка?
Решение о том, какую отделку выбрать для заготовки из нержавеющей стали, полностью зависит от того, для чего будет использоваться конечный продукт.
Время сиять…
Яркая и однородная отделка может быть достигнута относительно легко и быстро.
Чтобы сгладить оставшиеся дефекты поверхности и царапины, оставшиеся на нержавеющей стали в результате предыдущих процессов, мы рекомендуем использовать Norton Rapid Blend NEX-2SF. Мелкозернистый карбид кремния придает металлу действительно впечатляющий блеск.
Лучше всего использовать его под углом 10-15°, и его необходимо медленно перемещать по металлу, используя только вес угловой шлифовальной машины для давления. Также попробуйте спецификацию NEX-3SF для большей надежности, когда гибкость и удобство не так важны.
Для достижения наилучших результатов и во избежание ожогов используйте скорость вращения от 6000 до 7000 об/мин.
Эта отделка должна оставить бесшовную блестящую поверхность, которую вы ищете, но если вы хотите еще более блестящий вид, войлочный диск Norton Rapid Polish идеально подойдет.
Прочтите наше руководство о том, как добиться зеркального блеска нержавеющей стали.
Отделка номер 4
Для балюстрад или поручней может быть указана отделка номер 4. Финишная обработка номер 4 — это обычная, но специальная финишная обработка нержавеющей стали, которая не может быть достигнута с помощью вращающегося абразива, такого как диск.
Линейный вид можно получить только с помощью ремня или колеса. В этом случае предыдущий этап заменяется абразивной лентой с зернистостью P80-P120, за которой следует лента из нетканого материала Rapid Prep среднего качества, а затем завершается очень тонкой лентой из нетканого материала.
Цель здесь состоит в том, чтобы удалить только небольшое количество поверхностного металла, не влияя существенно на общую толщину. Важно следить за тем, чтобы шлифование выполнялось только в одном направлении, если требуется линейный эффект.
Следует отметить, что на плоских поверхностях нам понадобится машина Satinex с ремнями на насосной втулке или чередующиеся колеса Satinex (створки с покрытием p80 с нетканым материалом грубой очистки), а для труб — абразивные ленты на машине для отделки труб. .
Чтобы получить чистый, гладкий и бесшовный блеск свариваемой детали, необходимо выйти за пределы финишной обработки номер 4. Требуется более тонкий абразив с очень низкой скоростью резания.
Посмотрите, как наш эксперт Norton Пол Грей заканчивает перила из нержавеющей стали.