что это такое простыми словами, таблица и измерение
Сварочные соединения характеризуются несколькими параметрами. К ним относятся: наличие полостей, толщина, выпуклость ширина и др. В зависимости от вида стыка – прямого или углового, существуют различные критерии и параметры.
Для прямоугольного соединения одним из главных показателей является катет сварного шва. Этот критерий определяет прочностные характеристики соединения, площадь нагрева деталей при варке и т.д.
Содержание
- Виды швов в процессе сварки
- Геометрия шва
- Выбор катета
- Как измерить катет шва?
- Итог
Виды швов в процессе сварки
Место стыковки частей металлических деталей называется . Он образуется за счет расплавления контактирующих частей изделия и их последующего охлаждения.
В зависимости от пространственного расположения деталей выделяют стыковые и угловые швы. В первом случае стыковка осуществляется в одной плоскости. Металлические части располагаются торцами друг к другу, а саму сварку осуществляют в горизонтальном положении.
Угловое соединение формируется между деталями, расположенными под углом. Самым распространенным вариантом является прямой угол в 90 °.
Влияние режима сварки на форму шва.Кроме отмеченных выше видов, соединение может быть тавровым или внахлест. Первый вид предусматривает расположение деталей нормально друг к другу буквой «Т». Он может располагаться либо с одной, либо с двух сторон.
В тавровом виде стыка детали часто располагают наклонно друг к другу. Такое расположение уменьшает растекание металла ванны. В результате шов формируется между бортов изделия.
Нахлест используют для соединения листов небольшой толщины. Сваривание в таких случаях может также осуществляться и с одной, и с двух сторон.
Итак, что это такое – катет сварочного шва? Данный критерий определяет наименьшее расстояние от первой детали до углового соединения на второй. Чтобы лучше понять, что такое катет, проще сказать, что это сторона самого большого равнобедренного треугольника, вписанного в поперечное сечение соединенных деталей.
Данный параметр является очень важным и определяет качество и надежность сварки.
Этот критерий влияет на:
- прочность изделия;
- расчет при сваривании изделий разной толщины;
- косвенно характеризует деформацию изделий из-за их нагрева при работе.
При выборе указанного параметра, необходимо понимать, чему должен соответствовать сварочный шов. В зависимости от вида изделия, их толщины, а также сферы применения, производят расчет оптимального значения катета.
Геометрия шва
Катет шва должен соответствовать геометрическим параметрам, указанным в нормативных документах. По ним же осуществляются математические расчеты основных геометрических характеристик по формулам и таблицам.
Параметры сварного шва.Геометрия сварочного стыка определяется типом соединения. От типа и размеров свариваемых деталей будет зависеть сечение стыка.
На производстве все параметры и прочность соединений рассчитывают с помощью формул. В домашних условиях можно ограничиться готовыми шаблонами.
Наиболее удобным и распространенным является универсальный шаблон, представляющий собой набор скрепленных между собой пластинок. Поочередно прикладывая их к поверхности изделий, выбирают ту, которая наиболее плотно к ним прилегает.
При , не требующих высокой прочности и надежности, минимальный размер шва определяют исходя из толщины металла.
Оценить контакт на глаз очень просто. Обычно он соответствует толщине металла. Так, для сварки изделий толщиной 7 мм, катет также должен равняться 7 мм. Можно провести и более точные расчеты, воспользовавшись соответствующей формулой.
После выполнения расчетов выбирают необходимый ток и напряжение, после приступают к сварке.
Выбор катета
Данный параметр напрямую определяет надежность изготовленных деталей.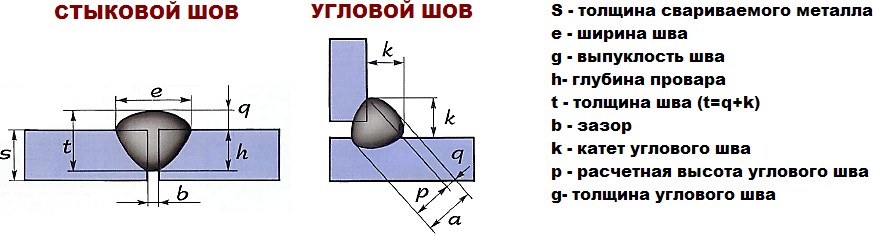 Это объясняется площадью их соединения и наливочного материала. Если все сделано правильно, тогда нагрузка на конструкцию распределится равномерно по всей площади контакта. Такое изделие может выдерживать сильные удары и т.д.
Это объясняется площадью их соединения и наливочного материала. Если все сделано правильно, тогда нагрузка на конструкцию распределится равномерно по всей площади контакта. Такое изделие может выдерживать сильные удары и т.д.
В то же время большой шов не всегда является показателем высокой надежности. В данном вопросе необходимы тонкие расчеты нагрузок. Нельзя допускать перенапряжения металла, иначе деталь может попросту согнуться, и ее нельзя будет использовать.
В связи с вышесказанным, сварочный стык необходимо выбирать в соответствии с поставленными задачами и свариваемыми материалами. От этого будет зависеть результат работы.
Катет сварного шва.Чтобы правильно выбрать катет в той или иной ситуации, необходимо понимать, какими свойствами он должен обладать. В первую очередь необходимо обратить внимание на его форму. Он должен быть однородным и равномерным. В данном случае достаточно даже визуального контроля.
Высота шва должна быть одинаковой вдоль всей площади контакта.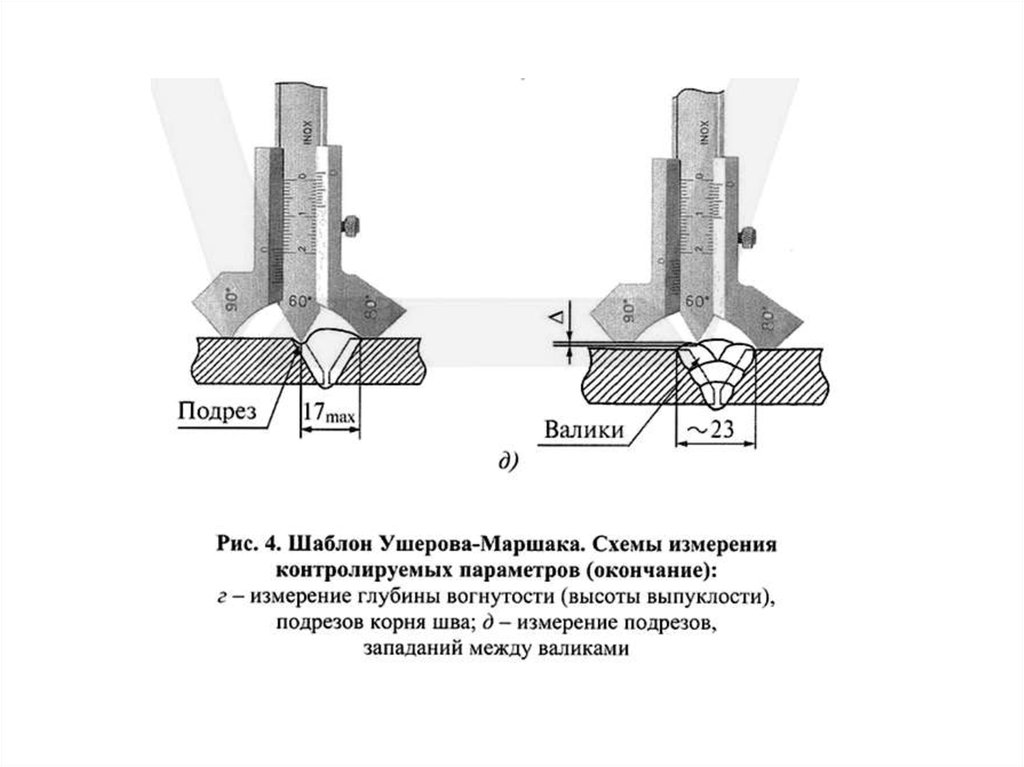 Его ширина также должна быть одинаковой. Это позволит нагрузкам на конструкцию из металла распространяться равномерно вдоль всего соединения.
Его ширина также должна быть одинаковой. Это позволит нагрузкам на конструкцию из металла распространяться равномерно вдоль всего соединения.
Важным параметром является его однородность. Обычно материалы с разным составом свариваются плохо. Чтобы получить высококачественную сварку необходимо правильно выбирать электроды.
Контакт должен иметь правильное геометрическое расположение и максимально охватывать скрепляемые изделия.
Не менее значимым параметром является глубина провара. Заготовки должны контактировать по всей возможной площади, иначе они не смогут выдерживать значительные нагрузки.
В профессиональной сфере рассчитывается каждый параметр стыка, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет, чтобы он приобрел требуемые параметры и как провести сварку.
Шов рассчитывается в зависимости от типа свариваемых деталей. Для правильного выбора необходимо учесть все параметры материалов: размеры, ширину и т.д. Стойкостные характеристики соединения зависят от его толщины и длины.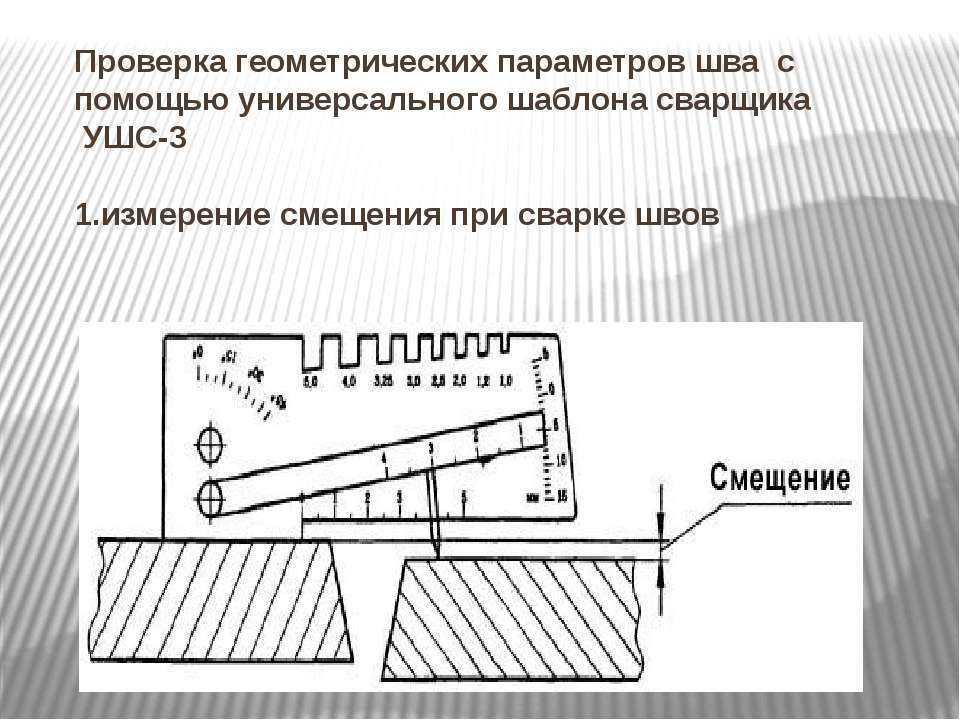
Именно длина является главным критерием расчета и выбора шва, так как от нее зависит прочность. При достаточно большом значении длины может наблюдаться расход материалов изделия и их деформация.
Правильное использование шаблонов позволит избежать появления дефектов, характерных сварке. В большинстве случаев достаточно использования универсального шаблона, чтобы получить качественную и надежную конструкцию из металла.
Как измерить катет шва?
Для выполненных работ необходимо точно произвести измерения. Это позволит определить, не были ли допущены ошибки при расчете, и оценить качество изделия.
Сварной шов с усилением.Искомый размер стыков измеряется в соответствии с геометрическими формулами. Для этого достаточно рассчитать катет максимального равностороннего треугольника, вписанного в сечение контакта между деталями.
Для этого достаточно рассчитать катет максимального равностороннего треугольника, вписанного в сечение контакта между деталями.
В зависимости от ситуации расчет выполняется по-разному. Например, если сварка была сделана нахлестом листов, толщиной до 4 мм, то катет стараются делать той же толщины. В других случаях его размер должен составлять 40% от толщины.
Итог
Катет сварного шва является важной характеристикой, определяющей важнейшие параметры полученного изделия. Долговечность, качество и надежность сварки напрямую зависит от данного критерия.
Изготовить соединение в соответствии со всеми нормами можно с помощью готовых шаблонов. Они значительно упростят сварку, исключив необходимость в дополнительных расчетах.
Во многих случаях достаточно ориентироваться на правило, согласно которому катет соединения должен равняться толщине свариваемых материалов. Однако это относится к конструкциям, не требующим высокой надежности.
 youtube.com/embed/vhkeyVdzAGQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/vhkeyVdzAGQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Катет сварного шва — что это такое и как измерить?
0
Опубликовано: 30.04.2017
При электродуговой сварке возникает необходимость оценить качество шовного соединения деталей неразрушающими методами. Для этой цели используют дефектомеры, основанные на различных физических принципах. Кроме того, проводится визуальная оценка качества и геометрических параметров, при которой используется понятие катета сварного шва.
В зависимости от ряда условий производится предварительный расчёт катета по соответствующим таблицам, что позволяет закладывать его характеристики в проектную документацию на разных этапах работ.
Оглавление:
- Типы сварочных швов
- Параметры и геометрические характеристики шва
- Катет сварного шва: способы визуального контроля параметров
- Подводим итог
Типы сварочных швов
Соединение деталей может происходить разными способами и это целиком зависит от формы заготовок и решаемых задач. Сварщики могут соединять элементы в одной плоскости или же под углом друг к другу внутренним или внешним швом, параметры которого зависят от требований по прочности и толщины заготовок. Также важно учитывать степень обработки кромок и возможное изменение геометрической формы деталей по причине перегрева, связанного с несоблюдением технологического режима. Иногда использование сплошного шва не является экономически оправданным и выбирается прерывистое соединение в шахматном или ином порядке.
Независимо от вида сварки, материала заготовок и количества проходов скорость сварки по нормам и таблицам редко превышает значение 50 м/час. Эта оптимальная величина позволяет достаточно хорошо прогреть заготовки и в то же время не допустить перегрева, ведущего к деформациям составных частей изделия.
Эта оптимальная величина позволяет достаточно хорошо прогреть заготовки и в то же время не допустить перегрева, ведущего к деформациям составных частей изделия.
По способу соединения деталей различают следующие виды сварных швов, а именно:
- соединение внахлёст, которое производится при относительно небольшой толщине заготовок и делается с двух противоположных сторон;
- стыковое соединение, проводится с обработкой кромок стыка под углом в 45о при толщине металла более 4 мм;
- торцовый способ, применяемый для соединения двух наложенных друг на друга листов металла;
- угловой шов, как внешний, так и внутренний с обязательной обработкой кромок для наилучшего провара;
- соединение тавровое, при котором детали располагаются под прямым углом с двусторонним привариванием.
Выбор типа соединения зависит от технического задания и требуемой прочности соединения, поэтому необходимо учитывать наличие разнотолщинных заготовок, требующих особого внимания при обработке и стыковке кромок. Необходимо подбирать флюс и присадки, а также материал электродов в точном соответствии со свариваемым материалом, чтобы предотвратить образование пористого и непрочного шва.
Необходимо подбирать флюс и присадки, а также материал электродов в точном соответствии со свариваемым материалом, чтобы предотвратить образование пористого и непрочного шва.
Параметры и геометрические характеристики шва
Размеры шва и глубина провара зависит от нескольких факторов, к которым относятся химический состав заготовок и материала электрода, состав присадок и флюса, а также сила тока и скорость сварки. Именно эти обстоятельства определяют свойства и геометрические размеры шовных соединений, определяющих жёсткость и прочность всей конструкции в целом.
Для стыкового соединения характерна выпуклая форма, которая выравнивается в процессе окончательной обработки абразивными материалами. Это производится в том случае, если высота валика не должна превышать определённых показателей по техническому заданию.
При нахлёстном, угловом или тавровом соединении форма шва в разрезе имеет вид прямоугольного треугольника с катетами и выпуклой или вогнутой гипотенузой, причём рекомендуемые размеры этой геометрической фигуры зависят от толщины свариваемых материалов.
Прочность стыка заготовок определяется следующими параметрами шовного соединения:
- корневая часть шва, которая наиболее близка к стыку деталей;
- тело шовного соединения характеризуется одним или несколькими проходами для достижения необходимых габаритов;
- показатель ширины шва, представляющий собой условную гипотенузу прямоугольного треугольника с выпуклой или вогнутой поверхностью;
- параметр катетов сварного шва, который наиболее полно характеризует жёсткие прочностные свойства соединения.
Чтобы понять, что такое катет сварного соединения, необходимо представить шов в разрезе. Он выглядит в сечении, как прямоугольный треугольник с двумя катетами по сторонам заготовок и гипотенузой между ними, которая и является шириной шва.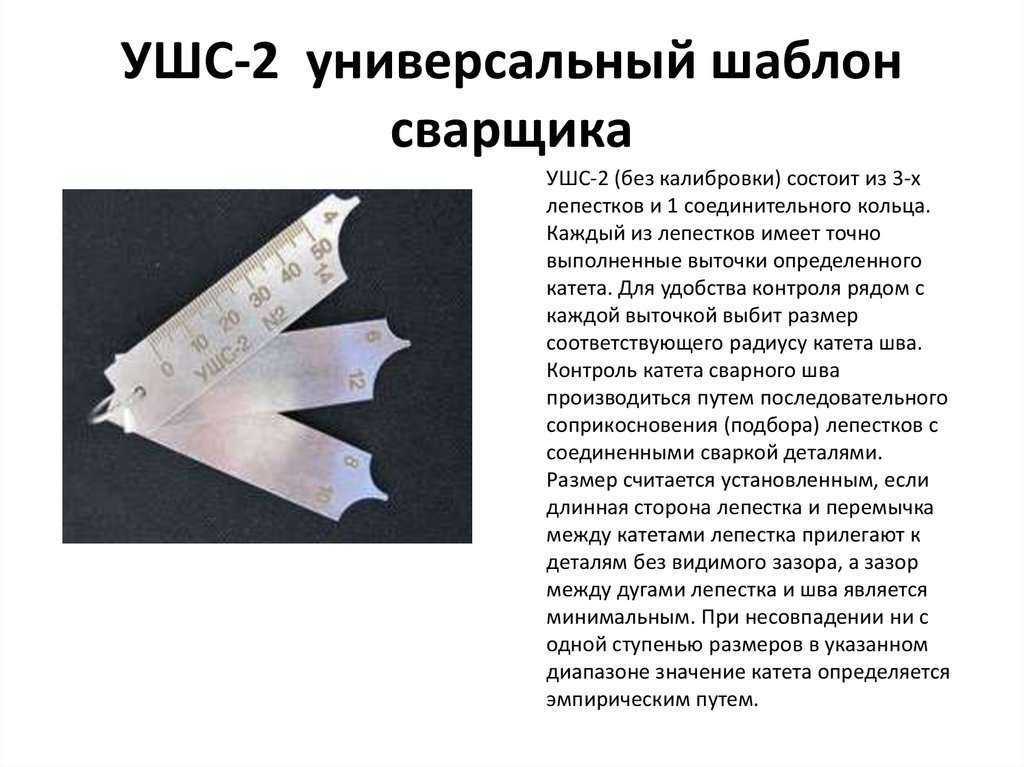 Эти параметры и считаются основой визуального контроля качества при сварке. При соединении тонких (до 4 мм) листов внахлёст, катет выбирают равным толщине заготовок, а при большей толщине этот параметр равен 40−45% от толщины деталей.
Эти параметры и считаются основой визуального контроля качества при сварке. При соединении тонких (до 4 мм) листов внахлёст, катет выбирают равным толщине заготовок, а при большей толщине этот параметр равен 40−45% от толщины деталей.
Катет сварного шва: способы визуального контроля параметров
Для неразрушающего контроля качества сварки существует несколько достаточно эффективных методов, основанных на разных физических принципах. Это радиографический метод, просвечивание рентгеновскими и гамма-лучами, а к безопасным методам относятся вихретоковое дефектоскопирование и ультразвуковой контроль.
Не последнее место занимает магнитное зондирование и капиллярный способ исследования. Методы такого контроля требуют дорогостоящей аппаратуры, радиоактивных источников или реактивов, поэтому являются довольно затратными и не применяются повсеместно, а лишь в ответственных и особо важных узлах и регламентируются инструкцией СН 375-67.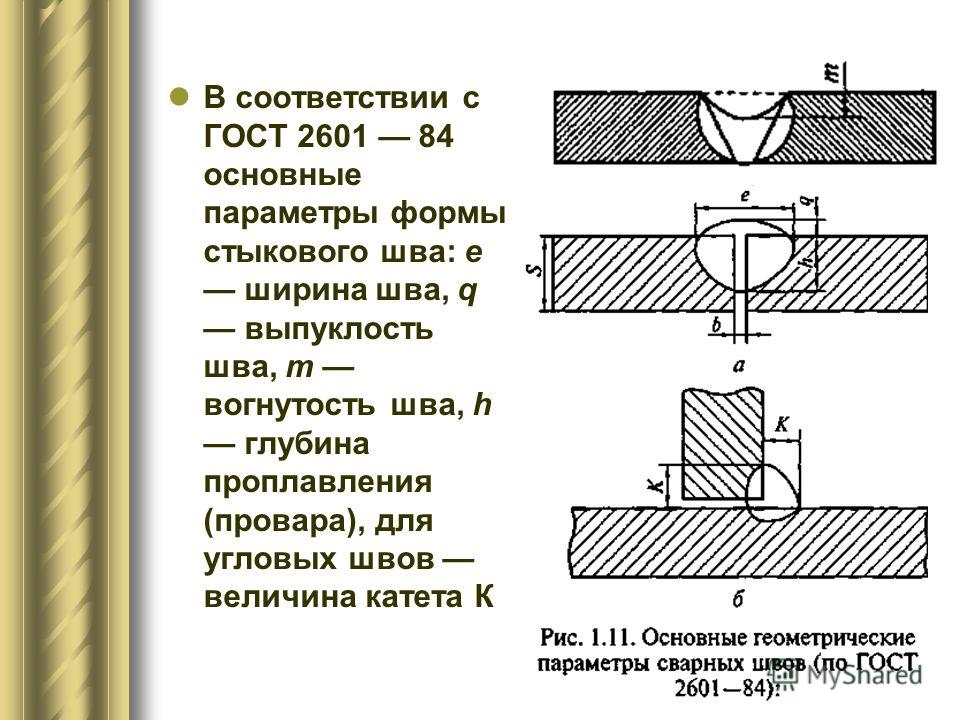
Существуют компьютерные программы расчёта прочности соединений, где ключевым параметром является катет шва при сварке, при этом становится необходимым проводить измерения основных геометрических характеристик. Такие замеры выполняются во время визуального контроля шва с помощью разнообразных универсальных шаблонов, а именно:
- сварочный шаблон Красовского, универсальный (УШК-1), служит для измерения зазоров между заготовками и параметров нахлёсточных, тавровых и стыковых соединений;
- универсальный измеритель УШС-2, представляющий собой набор шаблонов для определения катетов по выпуклой гипотенузе от 4 до 14 мм;
- более сложный измеритель УШС-3, служит для промеров углов разделки стыков, а также позволяет замерять смещение между деталями и высоту валика стыкового шва;
- шаблон сварщика УШС-4 со встроенным измерителем Маршака-Ушерова позволяет измерять различные углы, величину катета и корня шва, является наиболее универсальным измерителем.
Мы убедились в важности такого показателя, как катет сварного шва при визуальном контроле качества работ и расчёта прочности всего соединения в целом.
Подводим итог
Мы рассказали об относительно доступном и надёжном способе расчёта прочности сварочного соединения с помощью такого параметра, как катет сварного шва. При упрощённом, примерном подсчёте можно выполнять простые работы, но если требуются ответственные строительные конструкции, то необходим взвешенный инженерный подход, основанный на правильных замерах специальными шаблонами.
Сергей Одинцов
tweet
Измерение размера углового сварного шва… Это просто, верно?
Преамбула : Эта статья была опубликована в октябрьском номере журнала Welding Journal Канадской ассоциации сварщиков за 2017 год.
В названии этой статьи присутствует некоторый цинизм, так как я часто видел ошибки или упрощения при оценке скромного, повседневного углового шва. Я также намерен пояснить на примерах, как точно измерять угловые сварные швы в зависимости от их размера и формы.
Элементы сварки для измерения
Я должен подчеркнуть, что в этой статье речь пойдет об угловых сварных швах, измеренных с помощью « Длина полки », которая является стандартной размерной характеристикой, указанной на технических чертежах, по крайней мере, в Северной Америке. Это относится к расстоянию от корня до пальца ноги и должно быть измерено в обоих направлениях. В следующей статье я расскажу, как измерение размера углового сварного шва на основе размера горловины, а не размера катета, может иметь преимущества как для инженеров, так и для повышения производительности.
Чтобы прояснить особенности, указанные в символе ниже, которые могут быть проверены, на стороне, указанной стрелкой, требуется угловой сварной шов с размером стороны 1/4 дюйма и конечной длиной 8 дюймов ( можно отметить на чертеже ).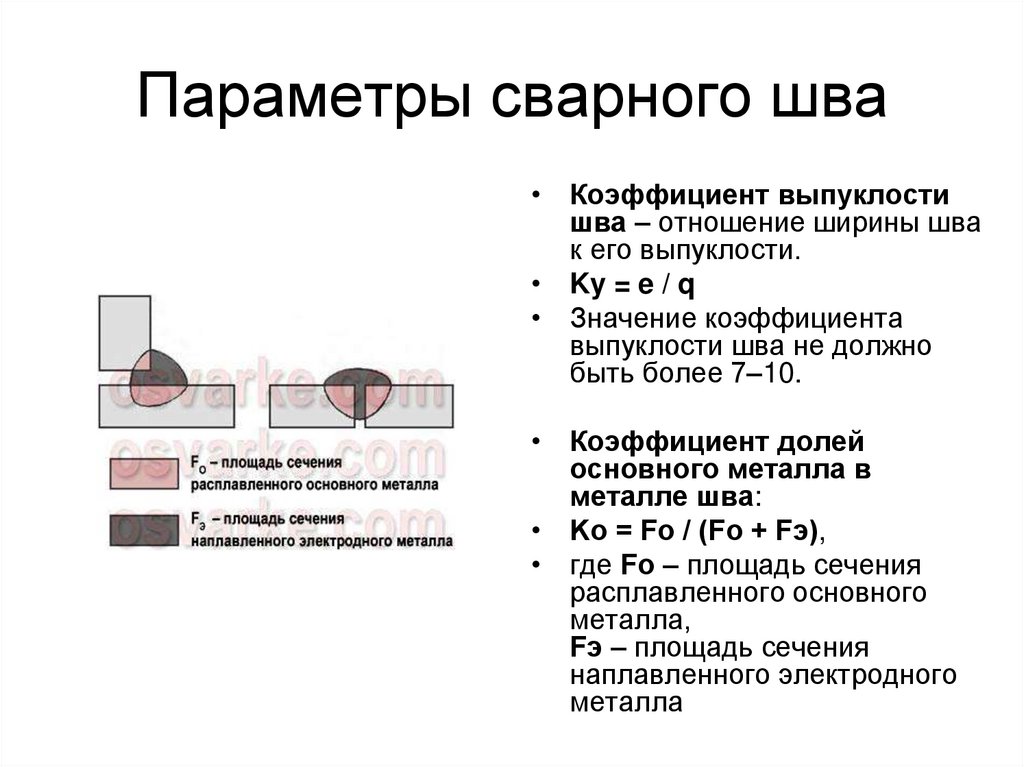 С другой стороны стыка требуется угловой сварной шов неравной длины, размером 1/4 x 3/8″. размер — это длина сторон воображаемого треугольника, который может быть вписан в реальный сварной шов, как показано элементами L1 и L2 на изображении ниже как для выпуклого, так и для вогнутого углового шва. В случае выпуклого углового шва, показанного на левая, мерная нога (L) эквивалентен размеру (S) . В случае вогнутого галтеля, показанного справа, измеренный участок (L) дает неверное измерение прочности сварного шва, поэтому вместо этого эти сварные швы оцениваются на основе размера поперечного сечения для определения эффективного размера сварного шва (S) . Более подробное обсуждение различных размеров горловины будет приведено в следующей статье.
С другой стороны стыка требуется угловой сварной шов неравной длины, размером 1/4 x 3/8″. размер — это длина сторон воображаемого треугольника, который может быть вписан в реальный сварной шов, как показано элементами L1 и L2 на изображении ниже как для выпуклого, так и для вогнутого углового шва. В случае выпуклого углового шва, показанного на левая, мерная нога (L) эквивалентен размеру (S) . В случае вогнутого галтеля, показанного справа, измеренный участок (L) дает неверное измерение прочности сварного шва, поэтому вместо этого эти сварные швы оцениваются на основе размера поперечного сечения для определения эффективного размера сварного шва (S) . Более подробное обсуждение различных размеров горловины будет приведено в следующей статье.
Калибры
В большинстве случаев для проверки соответствия длины полки указанному размеру используется стандартный набор калибров для угловых сварных швов. Эти датчики могут не измерять точный размер, но вместо этого проверяют, что указанный размер был достигнут. Стандартный набор показан ниже вместе с некоторыми другими калибрами, которые можно использовать. В случаях, когда указаны более крупные или нестандартные размеры галтелей, выходящие за пределы возможностей калибра, могут потребоваться специальные калибры.
Стандартный набор показан ниже вместе с некоторыми другими калибрами, которые можно использовать. В случаях, когда указаны более крупные или нестандартные размеры галтелей, выходящие за пределы возможностей калибра, могут потребоваться специальные калибры.
При использовании стандартного комплекта угловых сварных швов сначала следует визуально осмотреть сварной шов, и если он кажется плоским или выпуклым, его следует оценивать только по длине катета, как показано ниже. На изображении ниже показан угловой сварной шов, который проверяется для проверки указанного размера ноги 3/8″. поверхность сварного шва.
Вогнутость
В следующем сценарии измеренная длина стороны снова составляет 3/8 дюйма, но сварной шов следует отклонить как слишком малый из-за его вогнутого профиля, что приводит к эффективному размеру сварного шва всего 1/4 «, как показано справа внизу. Черные линии, которые вы видите на датчике, указывают на эффективный носок воображаемого треугольного скругления.
Выпуклость
В то время как приведенный выше пример показывает, как следует тщательно проверять вогнутые профили скругления, выпуклые скругления также могут быть отклонены из-за профиля или формы. На первый взгляд, это скругление кажется приемлемым, исходя из указанной длины полки 1/4 дюйма. Однако при осмотре его профиля очевидна заметная выпуклость. На изображении ниже приведены критерии выпуклости из одного свода правил сварки конструкций, которые следует использовать для оценить этот сварной шов
Критерий выпуклости : Выпуклость С сварного шва или отдельного поверхностного валика не должна превышать 0,07 фактической лицевой ширины сварного шва или отдельного валика, соответственно, плюс 1,6 мм (1/16 дюйма).
Вышеуказанные критерии особенно важны для применений с циклическими нагрузками, поскольку повышенная выпуклость увеличивает эффект концентратора напряжения или надреза на носке галтели, который может быть местом зарождения трещины.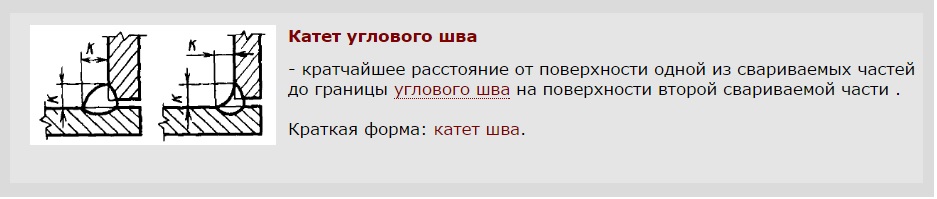 В то время как многие инспекторы могут делать выводы, основываясь на опыте или предположении, на изображении ниже показано, как следует оценивать выпуклое скругление 1/4 дюйма, чтобы определить, является ли выпуклость чрезмерной. некоторые математические расчеты. Как показано, максимальный размер горловины будет 0,264 дюйма на основе этого расчета. Для оценки соответствия этому критерию следует использовать надлежащий калибр, измеряющий фактический размер горловины.
В то время как многие инспекторы могут делать выводы, основываясь на опыте или предположении, на изображении ниже показано, как следует оценивать выпуклое скругление 1/4 дюйма, чтобы определить, является ли выпуклость чрезмерной. некоторые математические расчеты. Как показано, максимальный размер горловины будет 0,264 дюйма на основе этого расчета. Для оценки соответствия этому критерию следует использовать надлежащий калибр, измеряющий фактический размер горловины.
Зазоры
И последнее… это фактически должно было быть первым, что инспектор должен был сделать перед сваркой. Если между соединяемыми элементами есть зазор, уже упомянутые методы измерения могут не указывать эффективный размер сварного шва. Ниже перечислены критерии из одного свода правил сварки конструкций, которые ограничивают зазоры между деталями, соединяемыми угловыми сварными швами. В некоторых случаях измеренный зазор будет вычтен из измеренного углового участка, в то время как зазоры, превышающие 3/16, могут вызвать полную отбраковку.
Угловой сварной шов Критерии : Части, которые должны быть соединены угловым сварным швом, должны находиться в максимально близком контакте. Расстояние между деталями обычно не должно превышать 5 мм (3/16 дюйма), за исключением случаев, когда используются фасонные детали и пластины толщиной 75 мм (3 дюйма) или более, когда после правки и сборки зазор не может быть закрыт в достаточной степени для соблюдения этого допуска. . В таких случаях максимальный зазор может составлять 8 мм (5/16 дюйма) при условии, что для предотвращения проплавления используется герметизирующий сварной шов или подходящий материал подложки*. Если зазор составляет 2 мм (1/16 дюйма) или более, катет углового сварного шва должен быть увеличен на величину зазора.
При проверке сборки и подготовки инспекторы, заметившие зазоры между соединяемыми деталями, должны использовать соответствующий калибр для измерения величины зазора.
В случае углового сварного шва, измеренного с длиной стороны 1/4 дюйма, как показано слева ниже, сварной шов будет отклонен как заниженный на основании критериев, перечисленных выше. На основании измеренного зазора 5/64 дюйма a измеренное колено 21/64 дюйма приведет к эффективному размеру скругления 1/4 дюйма.
В своей следующей статье я более подробно рассмотрю, как можно оценить угловые сварные швы по размеру шва, и подчеркну важные преимущества, которые это может дать. А пока убедитесь, что у вас есть свежие батарейки в фонарике, надлежащий набор датчиков в вашем инспекционном наборе и усердный настрой, когда вы выполняете свои инспекционные дела.
Как измерить угловой шов с помощью калибра для угловых швов
В этом посте объясняются этапы измерения угловых швов, дается информация об угловых швах, их типах, методах измерения сварных швов и различных типах калибров для угловых швов.
Что такое угловой сварной шов?Угловой сварной шов означает сварное соединение, которое возникает, когда две пластины или другие формы свариваются перпендикулярно/или под углом друг к другу.
Для угловых швов возможны различные комбинации сварных швов, такие как Т-образный шов, шов внахлестку, кромочное соединение и крестообразный шов.
Угловой шов имеет треугольную форму и может иметь вогнутую, плоскую или выпуклую поверхность в зависимости от техники сварщика и параметров сварки.
На основании этих выступлений сварные швы с филе составляют следующие типы:
- Вогнутое филе,
- Конечный филе и
- MITD.
Вогнутый угловой шов — это тип сварного шва, при котором лицевой профиль наклонен внутрь, а размер шва меньше длины катета. Этот тип сварного шва хорош для циклических нагрузок, так как он может выдерживать повторяющиеся нагрузки без разрушения.
Основное преимущество вогнутого углового шва заключается в том, что он очень прочный и может выдерживать большие нагрузки. Однако вогнутые угловые швы выполнить труднее, чем другие типы сварных швов, поэтому они не всегда являются лучшим выбором для любого применения.
Сварщики часто стремятся выполнить выпуклый угловой шов, так как этот тип поверхности сварного шва обычно считается более эстетичным, чем вогнутая поверхность сварного шва.
Однако важно отметить, что чрезмерная выпуклость может на самом деле оказать негативное влияние на общую прочность сварного шва, так как она может создавать неровности сварного шва, выступающие наружу от поверхности.
Таким образом, очень важно контролировать степень выпуклости, чтобы гарантировать, что сварной шов достаточно прочен, чтобы выдерживать любые внешние нагрузки.
Кроме того, следует отметить, что чрезмерно выпуклый сварной шов не дает дополнительных преимуществ; таким образом, сварщики должны сосредоточиться на создании баланса между эстетикой и функциональностью.
Что такое угловой сварной шов? Угловой шов под углом представляет собой сварной шов с треугольным поперечным сечением. Он прочный, но требует промывки сварного шва для получения углового шва. В особых случаях используется для соединения двух труб под углом.
Он прочный, но требует промывки сварного шва для получения углового шва. В особых случаях используется для соединения двух труб под углом.
Угловые сварные швы и преимущественно используемые типы сварных соединений в строительстве, конструкционном и общем производстве, хотя они не используются в критических местах сварных соединений.
Получите онлайн-манометры со скидкойОзнакомьтесь с этими специально отобранными сварочными калибрами по лучшей цене (со скидкой) для каждого инспектора и сварщика.
| Image | Product | Details | Price |
|---|---|---|---|
| Taper Gage 1/64”-5/8” Stainless Taper Welding Gauge Test Ulnar Inch и метрический стандарт | Taper Welding Gauge 1/64”-5/8” (1-15mm) Both Inch and Metric Standard Made of Stainless Steel | CHECK PRICE | |
| 7piece Fillet Набор калибров для сварных швов RL Gauge Контроль сварки | Комплект для угловых сварных швов, 7 шт.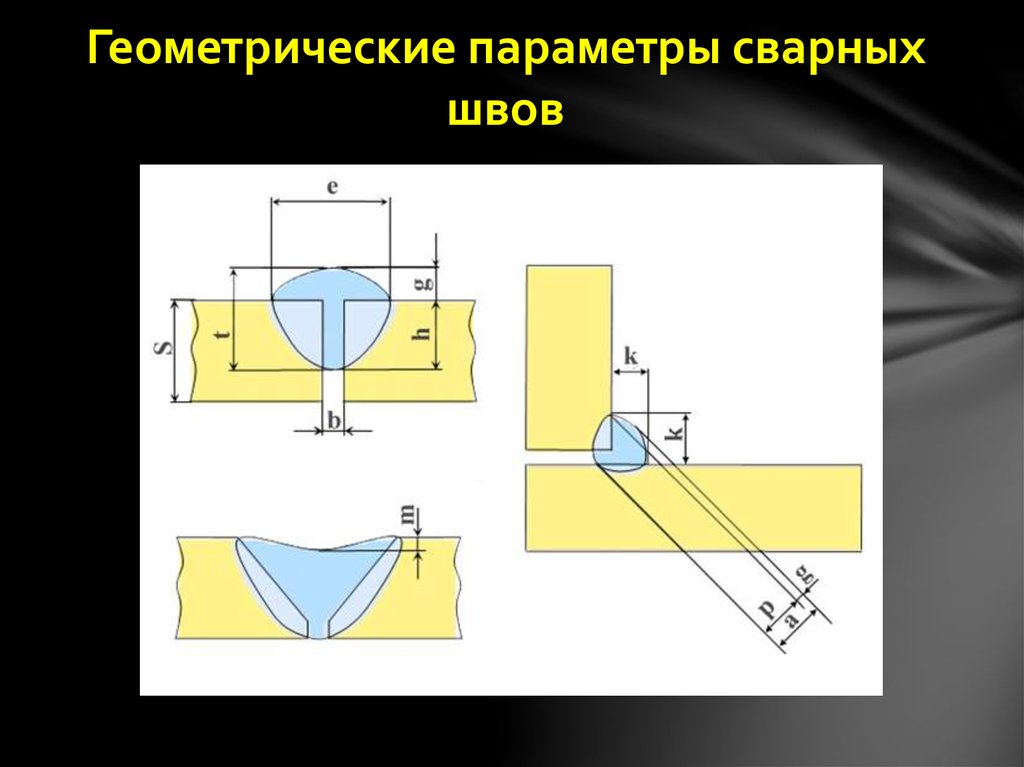 0174 0174 | ||
| Мостовой кулачковый калибр Сварной угловой калибр | Мостовой кулачковый калибр Сварной угловой калибр, длина ноги, измерение угла наклона. Stainless Steel body | CHECK PRICE | |
| V-Wac Gage Single Welding Gauge Inspection Metric Stainless Steel (Pit Gauge) | V-Wac Gage Inch/ Metric Standard Made of Stainless Steel | CHECK PRICE | |
| Automatic Weld Size Fillet Weld, Butt Weld Gauge | Automatic Weld Size Fillet Weld Butt Weld Gauge Метрическая единица измерения Нержавеющая сталь Бренд: RIVERWELD | ПРОВЕРИТЬ ЦЕНУ | |
| Gauge-Logeling0077 | Hi-Lo Helving Lauge Gage Оба дюйма и метрика Корпус из нержавеющей стали | Проверка | |
| КОНТРОЛЬ ЦЕНЫ | |||
| Автоматический измеритель угловых швов | 4 | 0003 Быстрый и надежный сварочный прибор.Проверка цена |
 ,
, FILET WELD Указывается по размеру как ГЛАЗА, AS AS AS AS HILD HILD HILD FILET WELD определяется по размеру как HILD HILD . Длина ноги (задается как z). Измерение размера горловины используется в стандартах контроля сварки ISO и Великобритании, тогда как длина ноги используется в стандартах контроля сварки AWS (американцы) и CSA (канадцы). Так как же определить размер углового шва? Измерение длины ноги используется в основном в американских и канадских нормах и стандартах, таких как AWS D1. Измерение филе с использованием размера горловины используется в основном в кодах ISO, стандартах BS и EN (например, ISO 5817). Таким образом, инспектор по сварке AWS-CWI будет измерять сварные швы, используя длину катета (z), в то время как инспекторы CSWIP или IWIP будут обучены измерять угловые сварные швы, используя размер горла (a). На приведенном выше рисунке представлена теоретическая концепция заполняющего шва, представленная равносторонним треугольником. Вы заметите, что настоящий угловой шов трудно получить с этим профилем, если только поверхность углового шва не подвергается внешней шлифовке или механической обработке. Фактический угловой шов будет иметь либо выпуклый, либо вогнутый профиль сварного шва. При проектировании угловых сварных швов расчет напряжения сдвига основывается на размере горловины (a) углового сварного шва. мы можем преобразовать размер ноги (z) в размер горла (a), используя следующее простое уравнение: a = z/√2 Нажмите здесь, чтобы узнать, как узнать минимальный и максимальный размер углового сварного шва. Длина отрезка относится к расстоянию от основания до носка и должна измеряться в обоих направлениях с помощью калибров для угловых швов. Измерения углового шва выполняются двумя способами: Подгонка сварного соединения и окончательные сварные швы проверяются на правильный размер, форму, высоту армирования, смещение и геометрию с помощью предварительно определенных шаблонов, называемых Угловой шов Сварочные шаблоны. Для измерения угловых сварных швов используются различные типы приборов для измерения угловых швов. В сертификатах AWS-CWI измерения углового шва преподаются с использованием набора стандартных калибров для угловых швов для наиболее часто используемых размеров сварных швов, скажем, от 1/8 дюйма до 1 дюйма, как показано на рисунке ниже. Здесь каждый калибр имеет свой вырез для максимального и минимального размера данного сварного шва. Одна сторона шаблона используется для выпуклого сварного шва, а другая сторона используется для вогнутого углового шва. Перед измерением сварных швов с помощью углового калибра проведите визуальный осмотр и определите тип углового шва: Как вы можете видеть на рисунке ниже, сварной шов кажется выпуклым, поэтому для измерения используется выпуклая сторона датчика. Здесь размер сварного шва (длина ноги) составляет 3/8 дюйма или 9,5 миллиметра. При рассмотрении других сценариев, когда сварной шов кажется вогнутым, размер сварного шва должен оцениваться с использованием другой стороны калибра для сварки, где требуется, чтобы центральный выступ касался поверхности сварного шва. Вы также можете использовать автоматический измеритель угловых швов для измерения и проверки длины катетов угловых швов, как показано на рисунке ниже. В этом примере показан сварной шов с требуемой длиной катета (z), но этот сварной шов следует отклонить из-за чрезмерной вогнутости, приводящей к уменьшению Эффективная длина ноги. Размер ноги измеряется как 3/8 дюйма, но при измерении размера подбарабанья эффективный размер сварного шва составляет только 1/4 дюйма. Вертикальная черная линия (рисунок слева), видимая на датчике, указывает эквивалентную длину ноги в горизонтальном направлении для справки. В другом случае справа показано измерение вогнутого углового шва. Две черные линии, видимые на манометре (справа), указывают на эффективную кромку сварного шва воображаемого треугольника для соответствующего углового шва, основанного на вогнутом угловом шве. Измерение вогнутого углового шва с помощью автоматического калибра углового шва показано в приведенном ниже примере. Измерение выпуклой угловой сварки выполняется с помощью калибра для угловых сварных швов путем измерения длины катетов (z). Скругления могут иметь чрезмерную выпуклость, что может быть причиной брака сварного шва. AWS D1.1 или ASME B31.3 менее строги в отношении чрезмерной выпуклости углового шва, но стандарты ISO, такие как ISO 5817, очень строги и определяют правила чрезмерной выпуклости. На первом рисунке ниже видно, что сварной шов имеет достаточную длину катета 1/4 дюйма, но при проверке профиля сварного шва видно, что он имеет большую выпуклость. Высокая выпуклость сварного шва, добавление концентраторов напряжения или эффект надреза на носке углового сварного шва. Эти точки могут быть начальными точками разрушения сварного шва и могут привести к растрескиванию сварного шва. Такие условия очень критичны для компонентов, работающих в условиях циклических нагрузок, и, следовательно, должны быть устранены для обеспечения надежности компонентов. ISO 5817 или AS 1554.1 укажите максимально допустимую выпуклость угловых швов. Щелкните здесь, чтобы загрузить советы AWS по использованию сварочных калибров. Измеритель-перемычка представляет собой универсальный сварочный калибр, используемый для сварочных измерений длины катета углового сварного шва (z) и толщины шва (a), высоты усиления сварного шва, глубина подреза, угол скоса или подготовки и смещение сварного шва. Кулачковый калибр моста также называют Кембриджским калибром. Измеритель кулачкового моста использует как британскую, так и метрическую шкалу для измерения сварных швов. Вы можете использовать манометр Bridge Cam Gauge для измерения ряда измерений, включая: Угловые сварные швы в основном контролируются с помощью визуального контроля только с добавлением поверхностного неразрушающего контроля, такого как дефектоскопия пенетрантов или магнитно-порошковая дефектоскопия. 1, CSA W59 и ASME.
1, CSA W59 и ASME.
Измерения сварных швов:
Измерение размера углового шва с помощью калибра для угловых швов Скругление
Сварочный калибр Измерение
Вы должны выбрать сторону стандартного калибра углового шва, которая будет использоваться для измерения размера углового сварного шва.




Угловой сварной шов Визуальный контроль сварного шва 