Катеты сварных швов согласно СП 16.13330 Стальные конструкции
Основные требования к размеру катетов сварных швов (толщина металла сварного шва) приведены в разделе 14 СП 16.13330.2011 и СП 16.13330.2017 «Стальные конструкции. Актуализированная редакция СНиП II-23-81*».
Согласно п.14.1.7 СП 16.13330.2011 и СП 16.13330.2017, к катету сварного шва ( kf ) предъявляются следующие требования:
1. максимальный размер катета углового шва не должен превышать 1,2 t,
где t- наименьшая из толщин свариваемых элементов;
(катет шва, наложенного на закругленную кромку фасонного проката толщиной, как правило, не должен превышать 0,9 t)
2. размер катета должен быть не менее значений указанных в таблице 38 СП 16.13330.2017
Таблица 38 (СП 16.13330.2017)
Вид соединения | Вид сварки | Минимальный катет шва kf, мм, при толщине более толстого из свариваемых элементов t, мм | ||||||
4-5 | 6-10 | 11-16 | 17-22 | 23-32 | 33-40 | |||
Тавровое с двусторонними угловыми швами; нахлесточное и угловое | Ручная дуговая | До 285 | 4 | 4 | 4 | 6 | 10 | 12 |
Св. | 4 | 5 | 6 | 8 | 10 | 14 | ||
Св. 390 до 590 | 5 | 6 | 7 | 8 | 10 | 14 | ||
Автоматическая и механизированная | До 285 | 3 | 4 | 4 | 6 | 10 | 12 | |
Св. | 3 | 4 | 5 | 8 | 10 | 14 | ||
Св. 390 до 590 | 4 | 5 | 6 | 8 | 10 | 14 | ||
Тавровое с односторонними угловыми швами | Ручная дуговая | До 375 | 5 | 6 | 7 | 8 | 10 | 14 |
Автоматическая и механизированная | 4 | 5 | 6 | 10 | 10 | 18 | ||
Примечания: 1 В конструкциях из стали с пределом текучести свыше 590 Н/мм2 минимальный катет швов следует принимать по техническим условиям. 2 Для всех сталей при толщине элементов более 40 мм катет сварного шва следует принимать по расчету. | ||||||||
 285 до 390
285 до 390 285 до 390
285 до 390
3. расчетная длина углового шва должна быть не менее 4kf и не менее 40 мм;
4. расчетная длина флангового шва должна быть не более 85βfkf,
где βf — коэффициент, принимаемый по таблице 39 СП 16.13330.2017
За исключением швов, в которых усилие действует на всем протяжении шва.
Таблица 39 (СП 16.13330.2017)
| Вид сварки при диаметре сварочной проволоки сплошного сечения d, мм | Положение шва | Коэффициент | Значение коэффициентов βf и βz при нормальных режимах сварки и катетах швов, мм | |||
3-8 | 9-12 | 14-16 | св. | |||
Автоматическая при d=3-5 | В лодочку | βf | 1,1 | 0,7 | ||
βz | 1,15 | 1,0 | ||||
Нижнее | βf | 1,1 | 0,9 | 0,7 | ||
βz | 1,15 | 1,05 | 1,0 | |||
Автоматическая и механизированная при d=1,4-2 | В лодочку | βf | 0,9 | 0,8 | 0,7 | |
βz | 1,05 | 1,0 | ||||
Нижнее, горизонтальное, вертикальное | βf | 0,9 | 0,8 | 0,7 | ||
βz | 1,05 | 1,0 | ||||
Ручная и механизированная при d<1,4 или порошковой проволокой | В лодочку | βf | 0,7 | |||
Нижнее, горизонтальное, вертикальное, потолочное | βz | 1,0 | ||||
 16
165. размер нахлестки должен быть не менее 5tmin (tmin — толщина наиболее тонкого из свариваемых элементов)
размер нахлестки должен быть не менее 5tmin (tmin — толщина наиболее тонкого из свариваемых элементов)
- при разных толщинах свариваемых элементов принимают швы с неравными катетами;
- при этом катеты, примыкающие к более тонкому или более толстому элементу, должны удовлетворять требованиям 14.1.7 а) или б) соответственно.
Обозначение сварного шва на строительных чертежах по ГОСТ
Техника безопасности при дуговой сварке по СНиП и ГОСТ
Виды сварных соединений и швов. Работа и расчет стыковых швов на осевые усилия и изгиб. Работа соединений с фланговыми и лобовыми швами, страница 3
Другие предметы \ Технологии производства
где — катет шва, и -
коэффициенты глубины проплавления шва, принимаемые в зависимости от вида сварки
и положения сварного шва; — расчетная
длина шва, принимаемая меньше его фактической длины на 10
мм за счет возможного непровара и кратеров на концах шва; и -
коэффициенты условий работы сварных соединений, принимаемые в соответствии с
требованиями норм проектирования; и — расчетные сопротивления материала
соответственно в сечении по металлу шва и в сечении по металлу границы
сплавления.
Обычно нет необходимости делать обе проверки. Достаточно сравнить произведения и и, выбрав меньшее из них, сделать проверку по соответствующей формуле (8.5) или (8.6).
Конструктивные требования к сварным соединениям
При назначении размеров сварных швов и конструировании узлов сварных металлоконструкций необходимо знать требования, выполнение которых обеспечивает соответствующее качество сварных соединений.
1. Чтобы уменьшить сварочные напряжения и деформации, следует стремиться к наименьшему объему сварки в конструкциях, применяя швы с минимально возможным катетом, избегать пересекающихся, замкнутых и близко расположенных швов.
2. Стыковые соединения стальных листов следует осуществлять прямыми двусторонними швами с выводами на планки. В монтажных условиях допустима односторонняя сварка с подваркой корня шва.
3. При соединении листов различной толщины (или ширины) их размеры
в месте стыка должны быть одинаковыми во избежание резкого изменения сечения. Для этого в более толстом (или широком) листе устраивают скос с уклоном не
более 1 : 5 (рис. 8.4,а). Стыки без скосов по толщине допустимы при разности
толщин не более 4 мм и не более 1/8 толщины более тонкого листа. Для сталей с
пределом текучести до 590 МПа указанные ограничения составляют соответственно 2,5
мм и 1/12 толщины элемента.
Для этого в более толстом (или широком) листе устраивают скос с уклоном не
более 1 : 5 (рис. 8.4,а). Стыки без скосов по толщине допустимы при разности
толщин не более 4 мм и не более 1/8 толщины более тонкого листа. Для сталей с
пределом текучести до 590 МПа указанные ограничения составляют соответственно 2,5
мм и 1/12 толщины элемента.
Рис. 8.4. К конструированию сварных соединений
4. Максимальный катет угловых швов в целях недопущения пережога свариваемых элементов и уменьшения усадочных напряжений и деформаций должен быть не более 1,2tmin, где tmin - толщина более тонкого элемента.
5. Минимальный катет угловых швов для уменьшения возможных
непроваров в стальных конструкциях необходимо назначать в соответствии с требованиями
строительных норм в зависимости от марки стали и толщины более толстого
элемента, а в алюминиевых — не менее 4
мм (при сварке элементов t4 мм). Если
вследствие разной толщины элементов это требование противоречит п. 4,
допускается устройство неравнокатетных швов (рис. 8.4,б), у которых катет,
примыкающий к более тонкому элементу, должен удовлетворять п. 4, а примыкающий
к более толстому — настоящему пункту.
Если
вследствие разной толщины элементов это требование противоречит п. 4,
допускается устройство неравнокатетных швов (рис. 8.4,б), у которых катет,
примыкающий к более тонкому элементу, должен удовлетворять п. 4, а примыкающий
к более толстому — настоящему пункту.
6. Неравнокатетные (пологие) угловые швы применяют в стальных конструкциях, подвергающихся динамическим воздействиям или работающих в условиях отрицательных температур ниже — 400С. Для уменьшения концентрации напряжений при переходе силового потока с одного элемента на другой рекомендуются пологие швы с отношением катетов 1 : 1,5, при этом большой катет должен быть расположен вдоль передаваемого швом усилия. Более плавного перехода силового потока достигают также устройством швов вогнутой формы (рис. 8.4,б).
7. Минимальная расчетная длина фланговых швов lw,min
должна быть не менее 4kf , или 40
мм, так как на работе более коротких швов сильно сказывается не учитываемое
расчетом влияние эксцентриситета и возникающего по этой причине дополнительного
изгибающего момента.
8. Максимальная расчетная длина фланговых швов lw,max не должна превышать в соединениях стальных элементов и — в соединениях алюминиевых конструкций. В противном случае вследствие неравномерного распределения фактических напряжений по длине шва (см. рис. 8.2) его концевые участки окажутся перенапряженными, а средние — недонапряженными. Это ограничение не распространяется на соединения, в которых усилие, воспринимаемое швом, возникает на всем его протяжении.
Скачать файл
Развенчанные мифы о сварке – Максимальная толщина углового шва – Непрерывное образование, PDH для инженеров-строителей
Сколько угловых швов вы указываете для каждой конкретной работы? Уверены ли вы, что у вас есть полное и полное понимание целей положений кодекса, поскольку они применяются к максимально допустимому размеру углового сварного шва? Использование угловых сварных швов может стать настолько повторяющимся и инстинктивным, что мы часто указываем их, не задумываясь об определении того, соответствует ли их расчетная толщина намерениям положений кодекса.
На основной сессии SEU в феврале 2017 года Дуэйн Миллер, PE, из Lincoln Electric Company, представил мифов о сварке, о которых должны знать инженеры-строители . Дуэйн затронул множество тем, которые часто неправильно понимаются инженерами-строителями в отношении конструкции и деталей сварных соединений. Как он указал, многие из этих мифов имеют некоторые корни в истине, но некоторые из них верны лишь отчасти или могут быть полностью ложными.
Восьмой миф, на который обратил внимание Дуэйн, гласит, что «Угловые сварные швы не могут быть больше толщины стали, на которой они расположены», или «Угловые сварные швы не могут быть больше, чем на 1/16 дюйма меньше толщины стали, на которой они расположены». они размещены ». Эти утверждения основаны на истине, но не могут применяться повсеместно.
Верно, что в разделе J2.2b AISC 360-10 указано, что «Максимальный размер угловых сварных швов соединяемых деталей должен быть: (a) по краям материала толщиной менее ¼» (6 мм); не более толщины материала, (b) вдоль краев материала толщиной ¼ дюйма (6 мм) или более; не больше, чем толщина материала минус 1/16 дюйма (2 мм), если на чертежах специально не указано, что сварной шов должен выполняться для получения полной толщины. В состоянии после сварки расстояние между кромкой основного металла и кромкой сварного шва может быть менее 1/16 дюйма (2 мм) при условии, что размер сварного шва можно четко проверить». Однако Дуэйн объяснил цель положения кодекса и историю, стоящую за этим мандатом.
В состоянии после сварки расстояние между кромкой основного металла и кромкой сварного шва может быть менее 1/16 дюйма (2 мм) при условии, что размер сварного шва можно четко проверить». Однако Дуэйн объяснил цель положения кодекса и историю, стоящую за этим мандатом.
В прошлом стало очевидным, что некоторые сварщики создавали некачественные сварные швы, когда шов располагался на стыке внахлестку. Сварщик смог расплавить угловую часть стали и создать сварной шов, который визуально выглядел как правильный размер, но на самом деле не имел необходимой требуемой толщины шва. Чтобы решить эту проблему, Кодекс был изменен, чтобы требовать, чтобы максимальная толщина сварного шва была на 1/16 дюйма меньше толщины стали, чтобы предотвратить возникновение этих некачественных сварных швов. Это положение специально применяется только к тем обстоятельствам, когда сварка происходит на кромке.
Дуэйн привел пример, когда это положение НЕ применяется, например, в случае тройникового соединения, как показано на слайде ниже.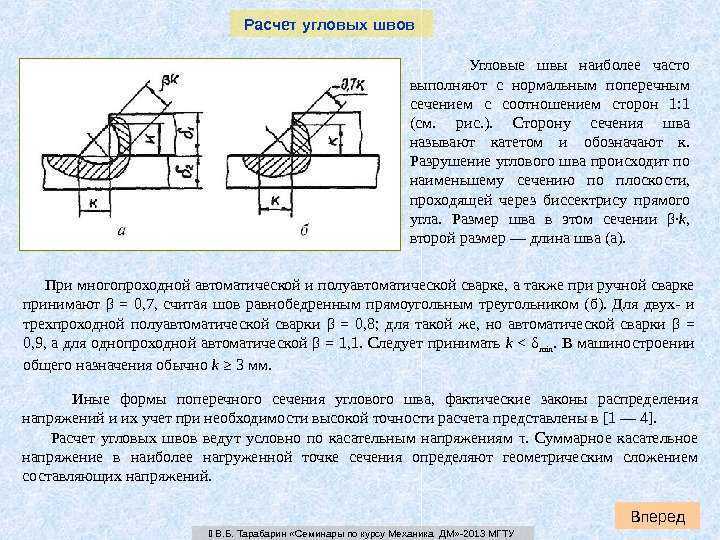 В этом случае инженер может спроектировать угловой шов любого необходимого размера, поскольку сварка происходит не на краю стали, а на поверхности стали. Это прекрасное напоминание о том, что мы, как инженеры, должны всегда помнить о намерениях положений кода и избегать рефлексивных конструкций по привычке, а не по твердому пониманию.
В этом случае инженер может спроектировать угловой шов любого необходимого размера, поскольку сварка происходит не на краю стали, а на поверхности стали. Это прекрасное напоминание о том, что мы, как инженеры, должны всегда помнить о намерениях положений кода и избегать рефлексивных конструкций по привычке, а не по твердому пониманию.
Практический метод определения размера углового сварного шва
1 Как найти минимальный и максимальный размер углового сварного шва?
2 Формула для расчета размера углового сварного шва
3 Расчет напряжения в угловых и стыковых сварных соединениях
Как найти минимальный и максимальный размер углового сварного шва?
В этом посте приведены простые расчеты для определения минимального и максимального размеров углового шва, чтобы выдерживать максимальные напряжения в сварном шве.
Размер углового сварного шва будет оптимальным с использованием этого расчета и подходит для большинства сварных операций. Любой размер сварного шва выше этого значения не добавит прочности соединению, а вместо этого будет потрачен впустую в виде дополнительного дополнительного металла сварного шва, рабочей силы и других затрат.
Итак, я советую вам не сваривать больше размера, который вы получите с этим расчетом.
Формула для расчета размера углового шва
При выборе размера углового шва для листа или трубы для достижения сварной шов полной прочности применяются следующие правила для длины участка углового сварного шва:
- Минимальный размер длины участка углового шва должен составлять 0,75 (3/4) толщины материала. Например, если толщина материала составляет 10 миллиметров, у вас должен быть размер скругления 7 миллиметров.
- В случае разной толщины плиты рассмотрите более тонкий элемент.
Любой размер сварного шва над опорой (z) выдержит максимальную нагрузку для Т-образного соединения при любой шкале и стороне нагрузки. Уравнение для определения минимального размера углового шва с указанным выше допущением должно иметь вид:
Уравнение для определения минимального размера углового шва с указанным выше допущением должно иметь вид:
Эмпирическое правило Для определения F…
Пожалуйста, включите JavaScript
Эмпирическое правило для определения размера углового сварного шва
Приведенное выше уравнение для определения размера углового сварного шва основано на следующих соображениях:
- Угловой сварной шов с обеих сторон
- Угловой сварной шов по всей длине
- В случае разной толщины листа рассмотрите более тонкий элемент.
Ниже приведен пример углового сварного шва с длиной катета (z) 0,375 дюйма с обеих сторон, сваренного с размером пластины полдюйма.
Учитывая, что вышеуказанный сварной шов предназначен только для соединения этих двух пластин, то напряжения сварки в стыке будут меньше 1/3 предела текучести материала.
В этом случае достаточно углового сварного шва длиной от 0,25 до 0,375 толщины материала. Вместо полноразмерного углового шва для соединения деталей может выполняться стежковый шов.
Вместо полноразмерного углового шва для соединения деталей может выполняться стежковый шов.
В другом случае, если сварка с другой стороны невозможна и можно выполнить угловой шов только с одной стороны, то размер длины полки увеличивается вдвое.
Вы можете обратиться к таблице ниже, чтобы узнать размер углового сварного шва для различных толщин материала в диапазоне от 1/4 дюйма до 3 дюймов с учетом приведенной выше формулы. В таблицах указан размер углового сварного шва в зависимости от прочностного сварного шва или соединительного шва (жесткого сварного шва).
AWS также предлагает минимальный размер углового шва в AWS D1.1. в таблице ниже вы можете найти рекомендуемый AWS минимальный размер углового шва.
Как вы знаете, в США размеры филе измеряются по длине ноги (z), поэтому AWS дает размеры по длине ноги, а не по размеру горловины. В то время как стандарты EN гласят, что минимальный размер горловины должен составлять 3 миллиметра.