Катет шва при сварке: определение и методы расчета
В строительной отрасли при сварке массивных металлических сооружений в стыках возникают серьезные нагрузки, что при несоблюдении технологии несет риски обрушения конструкции. Это актуально в корабельной отрасли и машиностроении (при устройстве крупногабаритных автоматов), при возведении массивных строений. Качественное соединение должно быть изначально просчитано, чтобы избежать возможных будущих деформаций. Самый простой способ проверить правильность сварной линии — узнать катет шва.
Катетом сварного шва называют катет условного треугольника, который вписывается в поперечное сечение. Единой цифры, которая бы стала показателем надежного и качественного шва при определении его катета, нет. Чем больший размер равнобедренного треугольника можно вписать вместо шва, тем большие нагрузки он сможет выдержать. Часто эта характеристика зависит от вида металла и предела напряжения, которому он сможет противостоять. Увеличение катета дает противоположный эффект — деталь деформируется и не сможет работать в нужном режиме.
Как определить величину катета?
Для определения оптимального сварного соединения нужно произвести расчет шва, а также определить катет шва при сварке. При этом учитываются следующие факторы:
- толщина металлозаготовок;
- положение деталей относительно друг друга;
- вид шва, используемого при соединении.
Для каждого изделия катет подбирается индивидуально, но здесь речь идет лишь о работе с большими нагрузками. Для частного использования сварки не нужны тонкие расчеты, но все же профессионалы учитывают свойства металла и стараются сделать шов прочным и при этом не навредить деталям. Задают катет шва по кромке в том случае, если две детали имеют одинаковую толщину. Если же разную, то катет определяют по более тонкому металлу. Важно правильно выбрать и рассчитать его размер. Ведь от этого зависит максимальная мощность, которой сможет сопротивляться деталь. Катет сварного шва определяется системой стандартизации ГОСТ 5264-80.
Катет шва при сварке равен толщине листов при нахлесточном соединении, но при этом она не должна превышать 4 мм. Если этот параметр больше, то следует брать 40 % от величины толщины металла и прибавить 2 мм. Так можно определить максимальное значение катета шва.
Если этот параметр больше, то следует брать 40 % от величины толщины металла и прибавить 2 мм. Так можно определить максимальное значение катета шва.
Как выбрать катет?
Определяется катет шва при сварке арматуры так же, как и при соединении любых других элементов металлических конструкций. Размер зависит от нескольких параметров, в их числе положение заготовок, их длина и толщина. Профессионалы пользуются шаблонами, которые уже наработали до них сварщики. Главным параметром выступает длина сварного шва, ведь именно она влияет на прочность будущей конструкции. Расход материала и вероятность деформации — основные опасности при шве большой длины. Многое зависит от типа шва, которым будут соединяться детали.
Сварной стыковой шов
Сварной стыковой шов предполагает следующую технологию — соединить два элемента сварки встык (т. е. расположить детали торцами поверхностей в одной или разных плоскостях). Разновидностей стыковых соединений более 30, все они предусмотрены ГОСТом.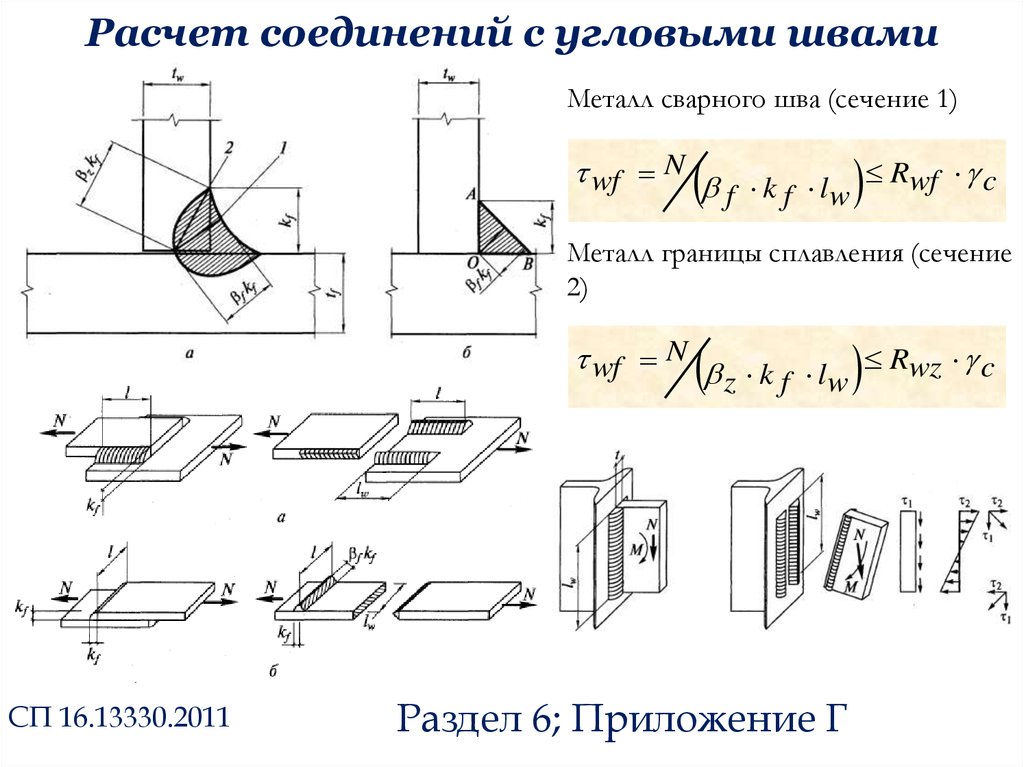 При этом проводится зависимость от толщины свариваемых элементов, оборудования и технологии сварки. Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
При этом проводится зависимость от толщины свариваемых элементов, оборудования и технологии сварки. Если конструкция будет подвергаться напряжению переменного характера, то такой способ стыка самый надежный. Стыковать и сваривать можно различные детали. Это могут быть не только листы металла, но и трубы, уголки, швеллеры. Чтобы сварить два листа, их не нужно даже соприкасать друг с другом, — сварка проводится при минимальном расстоянии двух заготовок.
Соединение внахлест
Соединение внахлест – это метод сварки, когда детали расположены параллельно и их кромки перекрывают друг друга. В отличие от сварного шва, существует всего две разновидности соединений внахлест. Торцы изделий могут привариваться с двух сторон или же с одной. Также есть соединение с помощью дополнительной накладки, которая приваривается к двум деталям, соединяя их под нужным углом. Внахлест сваривают детали, используя два вида швов — торцевой и лобовой. Режим сварки при данном соединении может быть более высоким, так как опасность прожога поверхностей отсутствует.
Угловое соединение
Сварка двух деталей, кромки которых располагаются под углом относительно друг друга, происходит методом углового соединения. Стандарт различает до 10 видов таких стыков. Иногда для прочности и надежности сварного шва используют специальную металлическую подкладку, которая позволяет лучше стыковать элементы и делает конструкции надежнее. В силовых конструкциях редко можно увидеть такой тип соединения, поэтому расчетов для таких швов не производят. Тем не менее при необходимости такого типа сварки расчеты производятся по аналогии с тавровым соединением и обязательным учетом типа шва.
Тавровое сварное соединение
Часто возникает необходимость соединить элементы, которые расположены в разных плоскостях. Наилучшее решение в этом случае — тавровое соединение, где торец одной заготовки примыкает под прямым или иным углом к другой. Типы подобных соединений различаются в пределах 9 видов, предусмотренных ГОСТом. Тавровое соединение требует глубокого проплавления в месте стыка, шов обычно делают автоматической сваркой или же заранее подготавливают кромки, например, угловым швом, который можно сделать вручную, или стыковым.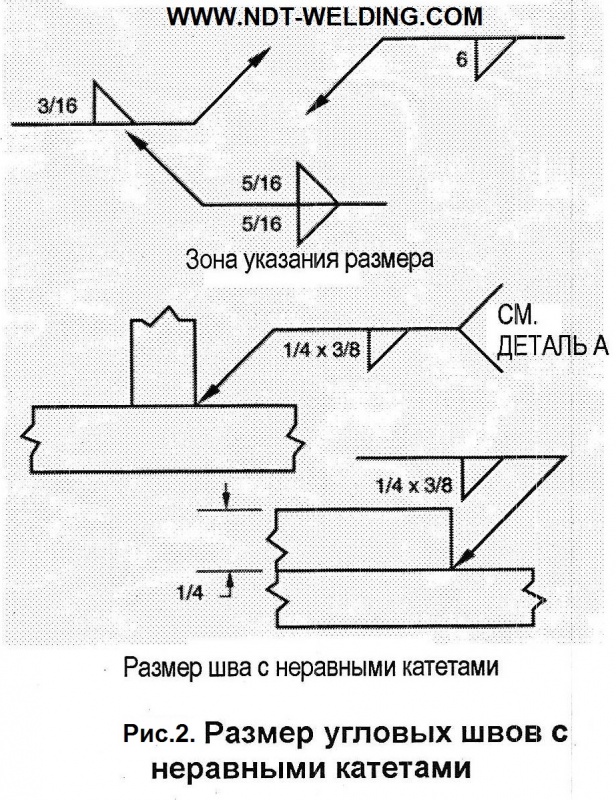 Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Контроль качества шва
В любом из швов следует не забывать о катете шва при сварке, формула которого не является сложной и состоит в определении толщины металла. Если она составляет менее 4 мм, то катет берется равным ей, если же больше, то в диапазон 40 %- 45 % от толщины с прибавкой 2 мм. Формула для расчета катета: T = S cos 45º, здесь T – искомый катет, а S – гипотенуза или ширина валика шва.
Провести контроль за соединением заготовок несложно, при этом используют визуальные и инструментальные методы (с помощью приборов). Разработан инструмент, определяющий катет шва при сварке. Как измерить им интересующий шов? Для этого нужно приложить прибор к двум частям заготовки, а середину направить на шов, после чего записать показатели и провести несложный расчет. Обычно шов получается выпуклый, но это самый ненадежный вариант. Ведь именно в такой форме концентрируется напряжение.
Ведь именно в такой форме концентрируется напряжение.
Идеальным вариантом является вогнутый шов, получить который достаточно сложно. Здесь нужно соблюдать скорость сварки, а также добиться правильной работы сварочного аппарата. Опытные мастера смогут сделать такой шов. Но чаще его получают механическим путем, просто срезая ненужную часть шва.
Расчет катета сварочного шва – что это такое?
Начинающих сварщиков интересует следующий вопрос: катет сварочного шва – что это такое?
Схема определения катета сварного шва.
В настоящий момент инженерами разработано более 150 способов осуществления сваривания при помощи дуговой электросварки. Исследователи в этой области техники утверждают, что это количество способов сваривания металлов не является конечным, и в данный период времени ведутся исследования и эксперименты по проведению сваривания металлов новыми методами.
Основные типы сварных швов
Швом в сварке принято называть участок соединения, который сформирован за счет прохождения процесса кристаллизации расплавленного металла.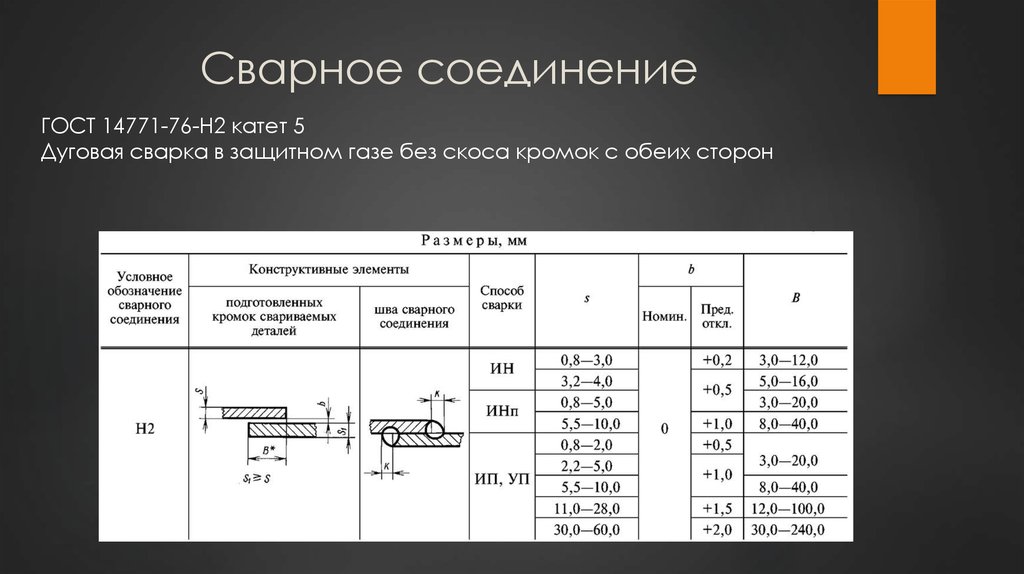 Швы, получаемые в процессе проведения сварных работ, делятся на два типа:
Швы, получаемые в процессе проведения сварных работ, делятся на два типа:
- стыковые;
- угловые.
Виды сварных швов.
Стыковые швы применяются для получения стыковых соединений. Чаще всего такой тип швов выполняется непрерывным. Отличительная особенность этого типа швов – форма разделки кромок соединяемых заготовок. Разделка позволяет обеспечить подготовку места проведения сварки, помимо этого, за счет разделки кромки достигается высокое качество соединения деталей в месте их сваривания. Для улучшения качества сварного соединения применяют одно- и двухстороннюю разделку сварных кромок. Разделка кромок осуществляется прямыми линиями или в виде буквы U.
Угловые швы применяются при необходимости получения тавровых, крестовых и угловых соединений. Этот вид швов различается по форме подготовки кромки и по сплошности стыка. В зависимости от поперечного сечения выделяют швы без разделки, с одно- или двухсторонней разделкой. По протяженности угловые швы делятся на непрерывные, прерывистые, имеющие шахматное и цепное расположение мест сваривания.
Читайте также:
Как правильно использовать плазменный резак.
Способ изготовления плазмореза своими руками.
Об аргонодуговой сварке читайте здесь.
Вернуться к оглавлению
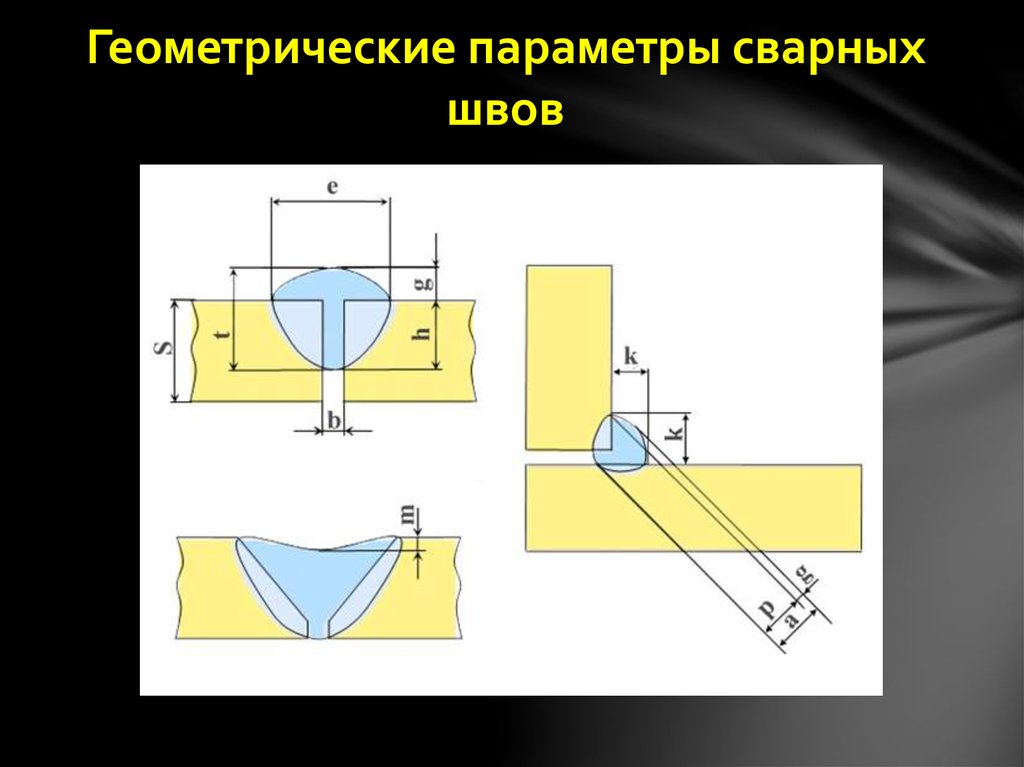
Параметры сварного соединения, влияющие на его качество
Характеристику стыка определяет большое количество различных параметров, основными геометрическими параметрами, определяющими характеристики стыка, являются следующие:
- ширина;
- вогнутость;
- выпуклость;
- катет сварного шва;
- корень шва.
От качества сварки швов зависит целостность и качество всей конструкции.
Помимо этого, к параметрам, характеризующим качество, относят расчетную высоту углового стыка, его толщину и глубину провара.
Катетом углового шва называется кратчайшее расстояние от плоскости одной из соединяемых заготовок до границы углового сварного соединения на плоскости второй соединяемой заготовки.
Катетом углового шва называется катет наибольшего равнобедренного треугольника, который возможно вписать в поперечное сечение.
Ширина представляет собой минимальное расстояние между границами осуществления сплавления металла.
Вогнутостью и выпуклостью называется величина расстояния между линией основного металла поверхности заготовки и поверхностью, проходящей по линии максимальной вогнутости или выпуклости. Швы, имеющие выпуклую поверхность, являются усиленными. Такого типа соединения лучше всего работают при оказании на изделие статических нагрузок. Вогнутые швы являются ослабленными, но такие соединения лучше всего выдерживают динамическую нагрузку.
Схема корня шва.
Корнем шва характеризуется часть сварного стыка, которая является максимально удаленной от лицевой поверхности заготовки со стороны проведения сваривания. Корень является обратной стороной шовного соединения.
При использовании двухстороннего сваривания заготовок корень шва перекрывается подварочным швом. Подварочный шов является небольшой частью двухстороннего сварочного соединения, которая выполняется заранее с целью предотвращения образования прожогов при дальнейшем проведении сварных работ по созданию основного шва.
Иногда, при необходимости создания двухстороннего соединения, подварочный шов может укладываться в последнюю очередь в корень основного соединения.
Вернуться к оглавлению
Также читайте: Все про сантехнику и трубы от А до Я.
Расчет прочности и катета углового соединения
Прочность углового сварного соединения рассчитывается на основании производной от теоретической толщины соединения и его фактической длины.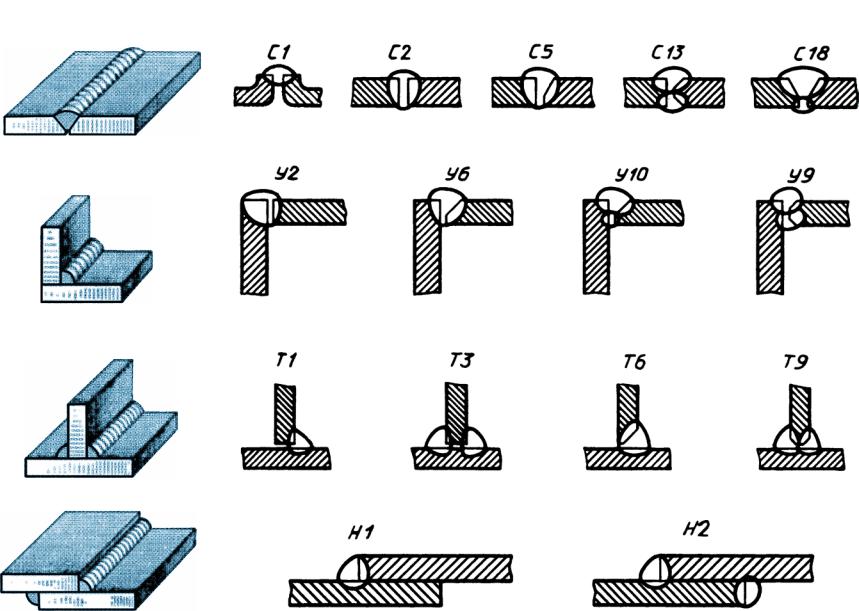 Катет углового соединения определяет его размер. Размер углового катета измеряется в соответствии с законами геометрии по длине катетов максимально возможного треугольника, который может быть вписан в продольное сечение соединения. Величина катета соединения определяет его толщину.
Катет углового соединения определяет его размер. Размер углового катета измеряется в соответствии с законами геометрии по длине катетов максимально возможного треугольника, который может быть вписан в продольное сечение соединения. Величина катета соединения определяет его толщину.
Катет должен иметь достаточную величину, чтобы соединение, получаемое при сварке, могло выдерживать расчетную нагрузку.
Однако стоит отметить, что слишком большие значения катета сварного соединения могут привести к возникновению сварочных деформаций. Помимо этого, увеличение катета способно привести к увеличению расхода материалов при выполнении работ по свариванию заготовок и, как следствие, увеличению стоимости работ.
В процессе проведения контроля качества угловых соединений при сварке в реальных условиях используются специальные шаблоны нескольких типов. Наиболее распространенным при сварке является определение катета с помощью универсального сварочного шаблона.
Вернуться к оглавлению
Дополнительные характеристики, влияющие на качество сварочных стыков
Формы поверхностей образующихся сварочных стыков находятся в большой зависимости от свойств электродов, используемых при проведении сварных работ.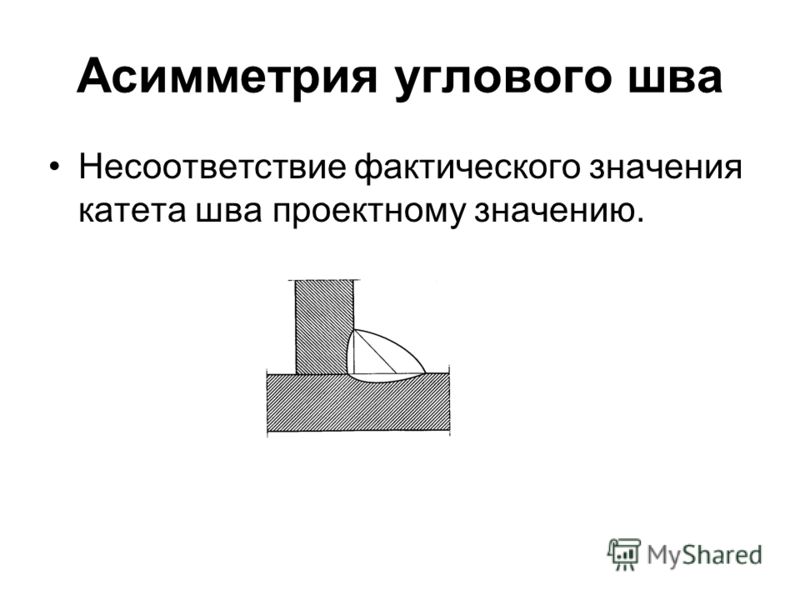 Помимо общих требований, которые предъявляются к изготавливаемым промышленностью электродам, таких как устойчивость горения электродуги, определенный специфический состав металла электродного металлического стержня, минимизирование разбрызгивания и т.д. специалисты предъявляют еще и дополнительные требования.
Помимо общих требований, которые предъявляются к изготавливаемым промышленностью электродам, таких как устойчивость горения электродуги, определенный специфический состав металла электродного металлического стержня, минимизирование разбрызгивания и т.д. специалисты предъявляют еще и дополнительные требования.
Влияние длины дуги на качество сварного шва: короткая, длинная и нормальная дуга.
К таким специфическим требованиям относится свойство, способствующее получению в результате проведения сварочных работ швов, с заранее заданной формой. Так, например, металлические электродные стержни, которые в результате плавления образуют густую и вязкую массу, способствуют быстрому и легкому формированию выпуклого сварного стыка. Если в результате плавления металлического стержня электрода образуется жидкий и растекающийся расплав, то при помощи таких электродов формируется вогнутая поверхность сварочного стыка.
Выбор электродов для работы осуществляется в соответствии с теххарактеристиками, которые указываются на упаковке.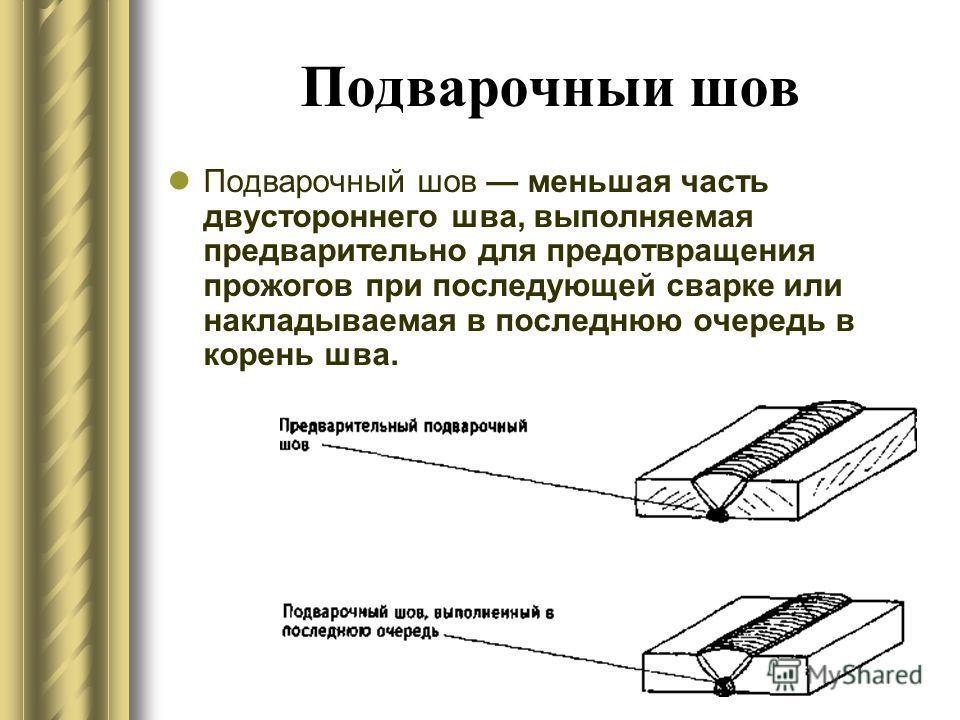
Контроль качества соединения сварочного стыка осуществляется двумя наиболее распространенными методами -разрушающим и неразрушающим контролем.
Неразрушающий контроль осуществляется при помощи специализированных шаблонов, которые позволяют визуально установить наличие дефектов в стыке. Шаблоны позволяют измерить внешние показатели сварочного стыка, такие как катет шва, выпуклость, вогнутость и его ширина.
Угловой сварной шов — типы и обозначение сварки
Что такое угловой сварной шов?
Угловой сварной шов или Угловой сварной шов — это основной тип сварного шва для сварки двух или трех элементов с использованием Т-образного соединения, соединения внахлестку или углового соединения. Угловые сварные швы составляют большую часть типов сварных швов в каждой сварочной конструкции, хотя они не используются для критических сварных соединений.
Угловые швы не являются сварными швами с полным проплавлением (CJP), и провар ограничивается только корнем.
В сварном скруглении пластины, трубы или другие формы материала обычно свариваются перпендикулярно друг другу или внахлест пластин (в случае соединения внахлестку).
Одно исключение для косого соединения, когда угловые сварные швы привариваются к элементам, соединенным под углом. Угловые сварные швы легко свариваются и требуют наименьших навыков сварщика.
Угловые сварные швы легко свариваются и требуют наименьших навыков сварщика.
Сварочные нормы, такие как ASME Section IX или AWS D1.1, позволяют сварщику, имеющему квалификацию сварки разделкой, сваривать угловые швы любого размера на материале любой толщины.
Для чего используется сварной шов?
Угловой шов является наиболее часто используемым типом сварного шва в производстве. Их легко изготовить, так как они не требуют какой-либо специальной подготовки сварного шва, такой как выполнение фаски, подготовка притупления и корневого зазора и т. д.
Угловые сварные швы используются для сдвиговых нагрузок или для придания прочности конструкциям. Сварные галтели не применяются в случае несущих соединений, так как они не являются сварными швами с полным проплавлением.
Угловые сварные швы подлежат ограниченному неразрушающему контролю, поскольку они не подходят для ультразвукового или радиографического контроля. В основном пенетрантная дефектоскопия и магнитопорошковая дефектоскопия используются для угловых сварных швов.
Что такое размеры углового сварного шва?
A Угловой сварной шов или угловой сварной шов Размеры проверяются либо по размеру горловины (z), либо по длине стороны (a). Стандарты AWS, такие как AWS D1.1 (самый известный кодекс сварки) или коды API, ASME или CSA (канадские), используют длину катета для измерения углового сварного шва.
Стандарты ISO/Британии/Германии/Австралии основаны на измерении размера углового сварного шва с использованием размера горловины (a).
Обратитесь к приведенному ниже рисунку, и вы найдете множество других важных измерений, которые используются для углового сварного шва, а именно:
- Размер стыка (a), обычно путем измерения фактического стыка углового сварного шва.
- Длина полки (z), есть две длины полки углового шва.
Длина стороны углового шва относится к вертикальной и горизонтальной длине треугольной формы углового шва.
Точно так же размер горловины (a) углового сварного шва равен длине высоты на гипотенузе этого треугольника.
Части углового сварного шва
Угловой сварной шов состоит из различных элементов. Эти элементы или термины показаны на рисунке ниже. Основными частями углового сварного шва являются:
- Угловой сварной шов (a) — теоретический шов, фактический шов и эффективный шов.
- Угловой сварной шов Длина стороны (z)
- Поверхность сварного шва
- Ножка сварного шва
- Корень
- 3 7 30036
- Угловой сварной шов Выпуклость или вогнутость
Размер углового сварного шва
Угловой сварной шов определяется размером, известным как размер горловины (обозначается как a) или длина стороны (обозначается как z).
Измерение размера горловины используется в стандартах контроля качества ISO и Великобритании, тогда как длина ноги используется в стандартах контроля сварки AWS (американцы) и CSA (канада).
Так как же определить размер углового шва?
Символ углового сварного шва (Обозначение углового сварного шва)
Стандартный символ углового сварного шва представлен прямоугольным треугольником, расположенным на опорной линии.
Вертикальная сторона этого треугольника, показывающая символ углового сварного шва, всегда располагается с левой стороны средства чтения/просмотра чертежей, как показано на рисунке ниже.
Ознакомьтесь с моей статьей, чтобы узнать о символах сварки в деталях.
Угловые сварные швы располагают либо со стороны стрелки, либо с другой стороны. Их можно сваривать с двух сторон, используя символ симметричной сварки, как показано выше.
Размещение размера и длины углового сварного шва в символе сварного шва
Размер углового сварного шва всегда размещается с левой стороны символа углового сварного шва, как показано в приведенном ниже примере.
Точно так же длина углового шва должна быть указана справа от символа углового шва.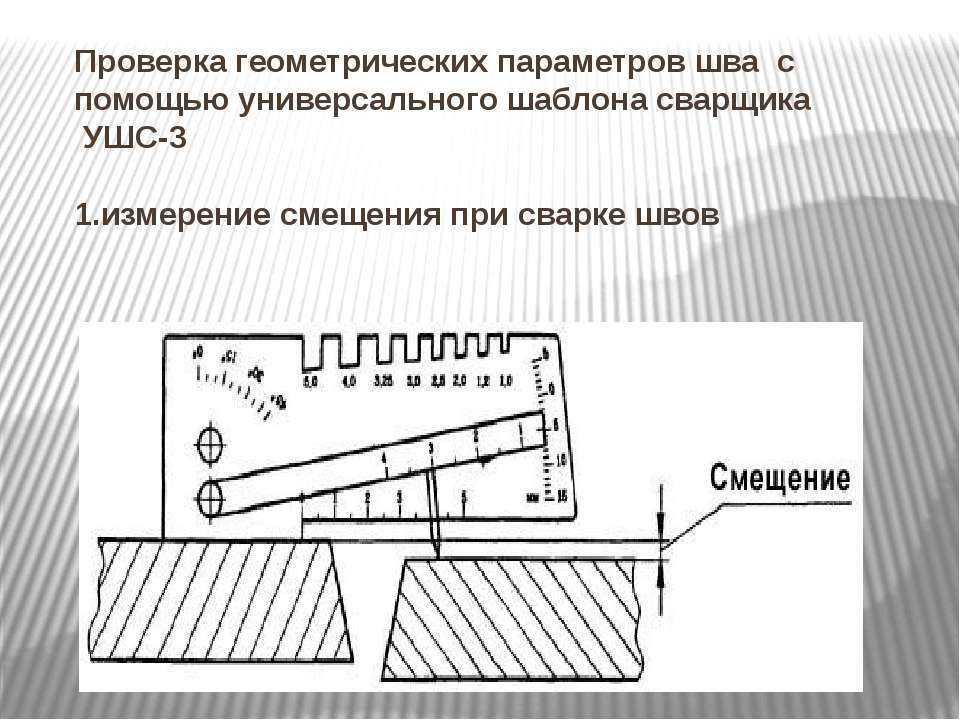 Если длина не указана, значит сварка должна быть наплавлена по всей длине этого места.
Если длина не указана, значит сварка должна быть наплавлена по всей длине этого места.
Сварка по всему периметру Угловой сварной шов и монтажный шов
Сварной шов по всему периметру Символ углового сварного шва представлен в виде окружности, расположенной на стыке линии стрелки и опорной линии, как показано в приведенном ниже примере.
В то время как символ углового сварного шва в полевых условиях отображается с помощью флажка (может иметь любое направление — влево или вправо), хотя должен располагаться напротив стрелки. Символ полевой сварки также размещается на стыке опорной линии и линии стрелки.
Помимо вышеперечисленного, символ углового сварного шва включает дополнительные символы сварки, показывающие контур сварного шва.
Обратитесь к рисунку ниже и посмотрите на различные контуры, которые применяются к угловому сварному шву на основе общей формы углового сварного шва и искусственной формы углового сварного шва, полученной механическими средствами, как:
- Вогнутый угловой шов
- Выпуклый угловой шов
- Плоский или угловой угловой шов
Какие бывают типы углового шва?
Типы угловых сварных швов зависят от внешнего вида сварного шва или конфигурации сварного соединения. Угловой сварной шов имеет примерно треугольную форму и в зависимости от процесса сварки и связанных с ним переменных может привести к различному внешнему виду лица. Здесь обсуждаются основные типы угловых швов в зависимости от их формы и конфигурации соединения.
Угловой сварной шов имеет примерно треугольную форму и в зависимости от процесса сварки и связанных с ним переменных может привести к различному внешнему виду лица. Здесь обсуждаются основные типы угловых швов в зависимости от их формы и конфигурации соединения.
Типы угловых сварных швов в зависимости от внешнего вида
Угловые сварные швы имеют более или менее треугольный вид, который можно заметить на эскизе поперечного сечения углового сварного шва или макротесте углового сварного шва. На основе формы сварки филе сварки классифицируются на три типа:
- Конечный филе Weld Weld
- Weld Weld Weld
- Наполнителя на филе MITRE FILET
Fillet Weld Weld Weld Weld Weld. может быть между двумя элементами, расположенными под прямым углом друг к другу в виде углового соединения или Т-образной конфигурации, или расположенными параллельно друг другу для образования соединения внахлестку, как показано на рисунке ниже.

SO, учитывая конфигурацию сварного шва, сварные швы филе дополнительно классифицируются как:
Прочность углового сварного шва
A Прочность углового сварного шва контролируется и определяется длиной ноги (z) и размером горловины (a). Нагрузка прикладывается к угловому сварному шву через горловину.
Следовательно, это считается критическим элементом для расчета напряжения углового сварного шва. Они подвергаются сдвиговым нагрузкам на горло.
С помощью математического уравнения можно рассчитать прочность сварного шва заданного размера.
Математически существует зависимость между размером горловины углового сварного шва (a) и длиной патрубка (z). Для углового сварного шва с равными длинами катетов треугольник поперечного сечения представляет собой прямоугольный треугольник с углами 45 градусов в каждом углу.
Соотношение между диаметром сварного шва ‘a’ и длиной стороны ‘z’ определяется математически как: 1/√2 и 1. 4 √2 )
4 √2 )
Аналогичные записи
- Разница между символами сварки ISO 2553 и AWS D1.1 типы, символ
- Типы сварных соединений, символы и изображения
Прямо в горловину сварного шва
Запутались в сварных швах? Вам неясны различные элементы символа сварки? Что это на самом деле означает в отношении применяемого сварного шва? Следующее предназначено для того, чтобы ответить на некоторые вопросы, с которыми сталкиваются инженеры, когда дело доходит до спецификации сварных швов, в частности угловых швов .
Терминология углового шва Термины:- Основной материал – детали, которые необходимо соединить сварным швом.
- Носок – внешняя кромка сварного шва, где встречаются основной материал и материал сварного шва.
- Weld Face – внешняя поверхность сварного шва.
- Корень – точка, противоположная поверхности сварного шва, где встречаются материал сварного шва и основной материал.

- Горловина – Расстояние между поверхностью сварного шва и корнем сварного шва. Теоретическая щель сварного шва предполагает плоскую поверхность сварного шва, в то время как фактическая щель, как правило, больше.
- Ножка – Расстояние от одной поверхности основного материала до противоположного носка
- Глубина проплавления – расстояние, на которое сварной шов проникает в основной материал.
Угловые сварные швы используются на тройниках, внахлестку и угловых соединениях. Они также используются для соединения труб с пластинами, а также в сочетании со сварными швами с разделкой кромок или скошенными кромками в качестве защитного шва.
Эти соединения приводят к перпендикулярным или почти перпендикулярным поверхностям основного материала. Угловые сварные швы являются наиболее распространенным типом сварных швов, поскольку они являются наиболее простыми в изготовлении и проектировании. Эти типы соединений предпочтительны по той же причине.
Эти типы соединений предпочтительны по той же причине.
Символы сварки используются для определения места сварки, ее размера и типа. Американское общество сварщиков публикует полное определение этих символов в AWS A2.4 «Символы для сварки, пайки и неразрушающего контроля». Здесь мы рассмотрим только основы этих символов в отношении угловых сварных швов.
Базовый угловой сварной шов
Ниже показан простейший пример символа углового сварного шва. Символ закругления НИЖЕ линии указывает на то, что сварной шов применяется к одной и той же стороне соединения. Инвертирование символа (помещение его НАД линией) означает, что сварка выполняется с противоположной стороны соединения:
Same Side Opposite Side Fillet Joint Lap Joint Corner JointDouble-Sided Fillet Weld
If обе стороны соединения должны быть сварены, символ должен быть изменен. Добавление символа скругления над горизонтальной линией означает, что сварной шов должен быть добавлен на стороне, противоположной стрелке.
Добавление символа скругления над горизонтальной линией означает, что сварной шов должен быть добавлен на стороне, противоположной стрелке.
. должен быть включен слева от символа скругления.
Универсальный символ
Если требуется сварка по окружности трубы или с каждой стороны соединения. Следует добавить символ «все вокруг».
Длина сварного шва и интервал:
Сварка соединения по всей длине может занять много времени, дорого и может привести к деформации. В зависимости от применения прерывистая сварка или сварка «стежком» может стать жизнеспособной альтернативой. Шовная сварка определяется как несколько сварных швов меньшей длины через определенный интервал вдоль стыка. Для определения стежкового сварного шва необходимо указать длину и расстояние между центрами. Эти параметры размещаются справа от символа скругления и разделяются дефисом (промежуток длины). В приведенном ниже примере показаны угловые сварные швы длиной 2 дюйма, расположенные через каждые 4 дюйма в центре:
Эти параметры размещаются справа от символа скругления и разделяются дефисом (промежуток длины). В приведенном ниже примере показаны угловые сварные швы длиной 2 дюйма, расположенные через каждые 4 дюйма в центре:
При шовной сварке с обеих сторон стыка (двухсторонний угловой шов) целесообразно располагать сварные швы в шахматном порядке. По существу это означает, что сварные швы не противостоят друг другу, а сварные швы на одной стороне стыка — пространствам на другой. Эта практика часто используется для стабилизации суставов и уменьшения деформации. Символ напоминает двусторонний угловой шов, но в этом случае символы углового шва смещены, как показано ниже:
Инженерный анализ сварных конструкцийСтатическая нагрузка
В условиях статической нагрузки угловые швы без дефектов, скорее всего, разрушатся при сдвиге вдоль горловины сварного шва. Это остается верным независимо от типа нагрузки, растяжения, сжатия или кручения. Напряжение в сварном шве определяется путем деления статической нагрузки на эффективную площадь. Эффективную площадь можно рассчитать, умножив длину сварного шва на теоретическую ширину шва:
Напряжение в сварном шве определяется путем деления статической нагрузки на эффективную площадь. Эффективную площадь можно рассчитать, умножив длину сварного шва на теоретическую ширину шва:
В типичных стальных сварных швах присадочный материал обычно имеет более высокую текучесть и предел прочности, чем основной материал. По этой причине рассматривается только отказ основного материала. Имейте в виду, что приведенное выше относится к ТОЛЬКО для условий статической нагрузки!
Усталостная нагрузка
В усталостных ситуациях, когда применяется циклическая или периодическая нагрузка (например, транспортное средство для американских горок, моторная рама, мост с движением или любая сварная конструкция/компонент, где нагрузка является переменной), сварные швы анализируются с использованием значительно более низких допустимых значений. напряжения, чем используется в статический анализ . Усталостное растрескивание обычно начинается у носка или корня сварного шва.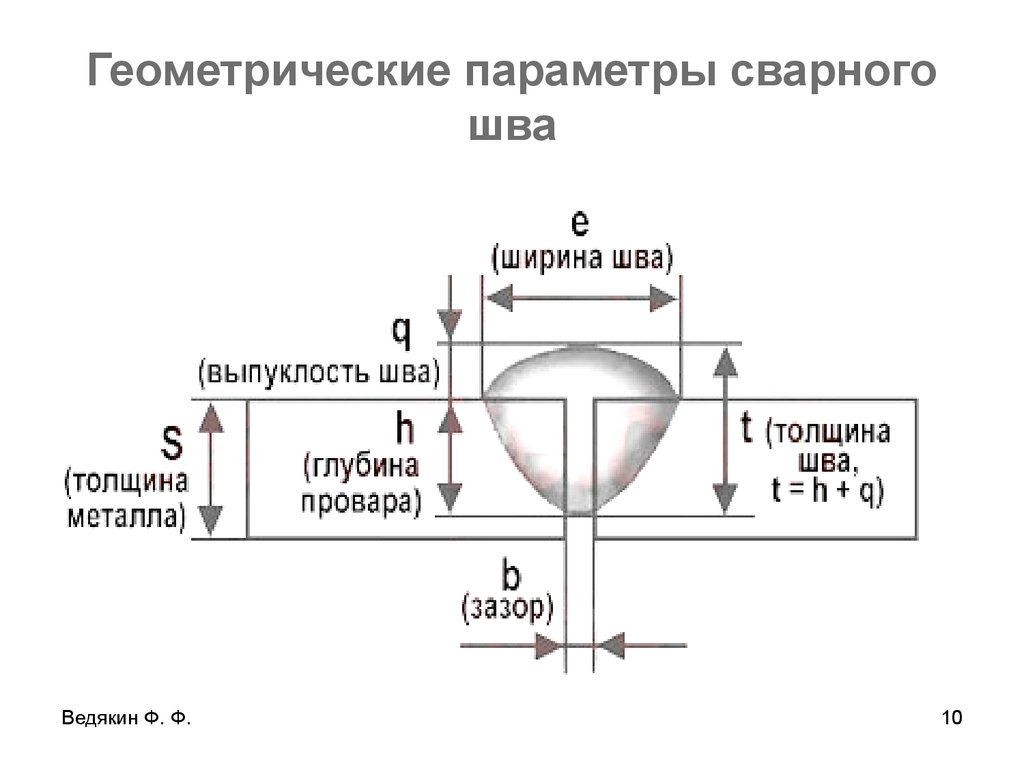 Разрушение начинается на стыке сварного шва из-за особенностей концентрации напряжений, возникающих как побочный продукт процесса сварки. Разрушение происходит в корне сварного соединения из-за наличия «трещины», созданной нерасплавленной частью сварного соединения. Угловые сварные швы, как правило, не полностью проникают в сварной шов:
Разрушение начинается на стыке сварного шва из-за особенностей концентрации напряжений, возникающих как побочный продукт процесса сварки. Разрушение происходит в корне сварного соединения из-за наличия «трещины», созданной нерасплавленной частью сварного соединения. Угловые сварные швы, как правило, не полностью проникают в сварной шов:
Подход к горячей точке
Определение напряжения в кромке сварного шва затруднено из-за неравномерности кромки. Это затрудняет определение эффекта конкретных концентраций напряжения. Один подход, известный как метод Hot-Spot, использует напряжение, оцениваемое в двух точках, близких к зоне сварки. Затем на основе этих расчетов/измерений экстраполируется напряжение на кромке сварного шва. В анализе методом конечных элементов Анализ методом конечных элементов (FEA) Геометрия сварного шва обычно не включается. Вместо этого расчетные напряжения в анализе, где возникнет пятка сварного шва, основанные на указанном размере сварного шва, считаются пиковыми, а те, которые находятся в пределах зоны сварки, не учитываются как нереальные.
Напряжения в корне сварного шва трудно определить при осмотре. Использование метода горячей точки (определенного выше) предполагает, что напряжения в корне сварного шва ниже, чем в носке. Тем не менее, там, где существуют высокие усталостные нагрузки, сплошные швы с проникающим швом (CJP) являются хорошей идеей. Это устранит «трещину» на границе раздела между двумя соединенными элементами, исключив корень как возможную точку возникновения отказа. Сварные швы CJP имеют более высокий запас прочности, но, как правило, более дорогие, требующие специального неразрушающего контроля и контроля.
Кривые долговечности сварных элементов под напряжением можно найти в Спецификации AISC 360-16 для зданий из конструкционной стали. Рисунок C-A-3.1 Кривые сопротивления усталости.
Объяснение категорий напряжения можно найти в таблице A-3.1 AISC 360-16. Резюме этой таблицы в отношении сварных соединений показано ниже. В дополнение к пороговому диапазону напряжений для бесконечной долговечности также дается коэффициент усталости, который можно использовать для определения усталостной долговечности, если напряжение превышает предел усталости с использованием этого уравнения.