Что такое катет сварочного шва и как его определить
Качество сварного шва определяется несколькими характеристиками, среди которых: наличие полостей внутри, ширина, толщина, степень выпуклости и другие. Критерии и параметры отличаются в зависимости от вида сварочного шва. Для прямоугольного стыка одним из основных параметров является катет. Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.
СОДЕРЖАНИЕ
- Виды швов
- Что такое катет сварочного шва
- Как выбрать катет шва
- Как измерить катет шва
- Заключение
Виды швов
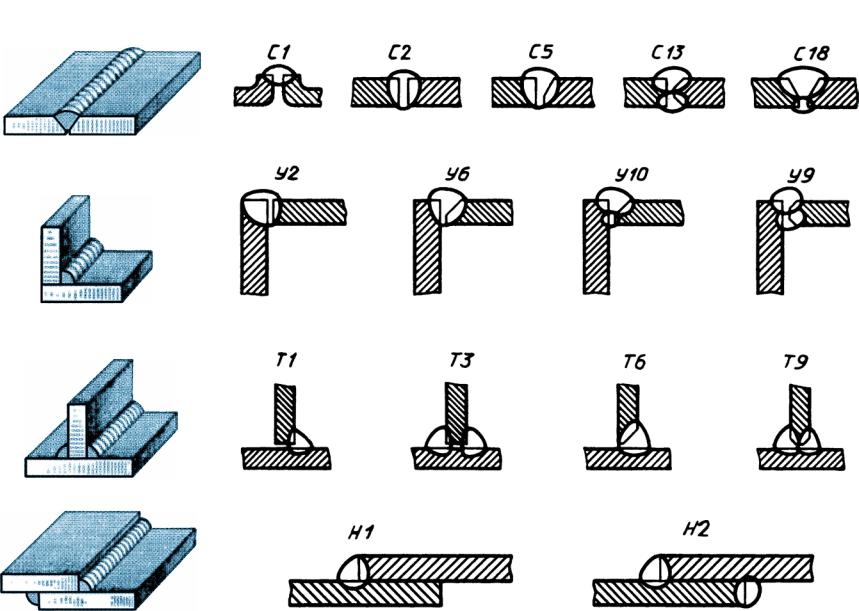
Сварочный шов образуется в месте стыка двух металлических заготовок в результате расплава металла под воздействием высокой температуры. В зависимости от способа соединения заготовок сварочный шов может быть стыковым или угловым. Соединение деталей осуществляется в одной плоскости. Они расположены торцевой частью стык-в-стык по отношению друг к другу. Во втором случае детали располагаются под углом одна относительно другой.
Во втором случае детали располагаются под углом одна относительно другой.
Помимо уже перечисленных способов соединения может быть еще тавровое. Это случай, когда элементы в месте соединения образуют букву Т: один торцевой частью примыкает к фронтальной стороне иного. При таком способе соединения угол может быть не только прямым, но и острым (тупым) в любой плоскости – по горизонтали, вертикали или смещенный. Шов при любом расположении заготовок формируется между бортами примыканий.
Способ размещения заготовок внахлест лучше всего подходит для сваривания листовых материалов. Наиболее взвешенный вариант для тонких листов железа. В этом случае кратно уменьшается вероятность прожига металла. Свариваться металлы могут с одной или же с обеих сторон.
Каждый из выше рассмотренных способов соединения металлических заготовок имеет очень важную характеристику – катет сварного шва. Это – кратчайшее расстояние от одной детали до углового соединения второй. Другими словами, это сторона равнобедренного треугольника наибольшего размера, который можно вписать в поперечный разрез двух сваренных между собой заготовок.
Данный критерий оказывает прямое влияние на такие показатели:
- прочность соединения;
- результат расчета при соединении изделий с разной толщиной;
- вероятность деформации кромок деталей из-за нагрева.
Читайте также: Обозначение сварных швов на чертежах
Что такое катет сварочного шва
Основные геометрические параметры катета прописаны в нормативных документах, которые являются руководством к действию для любого мало-мальски компетентного сварщика, включая и любителей. Здесь же описаны нормативные положения, которые служат основой для математического расчета геометрических характеристик. Геометрические параметры сварного шва напрямую зависят от типа соединения. Вид и размер соединяемых элементов определяют стыковое сечение.
На производственных предприятиях все вычисления проводятся на основе специальных формул. Для работы на частном участке вполне достаточно ранее приготовленных шаблонов. Наиболее практичным считается универсальный шаблон, который состоит из скрепленных между собой пластинок. Выбор делается опытным путем: сопряжения поочередно прикладываются к поверхности изделий до тех пор, пока не будет найден вариант с наиболее плотным прилеганием.
Наиболее практичным считается универсальный шаблон, который состоит из скрепленных между собой пластинок. Выбор делается опытным путем: сопряжения поочередно прикладываются к поверхности изделий до тех пор, пока не будет найден вариант с наиболее плотным прилеганием.
При изготовлении металлических конструкций, от которых не требуется особо высокая прочность, минимальный размер шва определяется в зависимости от толщины заготовки. Сделать это можно «на глаз». Обычно контакт соответствует толщине стенок заготовки. К примеру, при сварке изделий толщиной 6 мм, катет также равняется шести миллиметрам. Если требуются более точные вычисления, то нужно воспользоваться соответствующей формулой.
Проще всего определить нужные параметры можно при помощи таблицы:
По завершению расчетов, на аппарате выставляются оптимальные значения силы тока и величины напряжения. После этого можно приступать непосредственно к сварке.
Помимо прочностных характеристик катет может влиять и на геометрию соединения:
- если одна сторона излишне вытянута, то это говорит о том, что на нее наложен расплав, а другая сторона соединена плохо.
 Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;
Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета; - плоский и растянутый расплав свидетельствует о браке, который мог возникнуть из-за слишком короткой дуги;
- при катетах очень малой длины на стыках образуются аномально большие выпуклости. Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
 Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;
Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;Как выбрать катет шва
От того, насколько грамотно будет выбран катет, зависит надежность готовой конструкции. Это обусловлено величиной площади соединения. Если катет выбран грамотно, то нагрузка на сварное соединение будет распределяться равномерно по всей площади соединения. Готовое изделие может выдерживать большие механические нагрузки, сильные удары и т.д.
Но не стоит воспринимать большой шов как безусловный показатель надежности. Слишком много – не всегда хорошо. Важно точно просчитать «золотую серединку».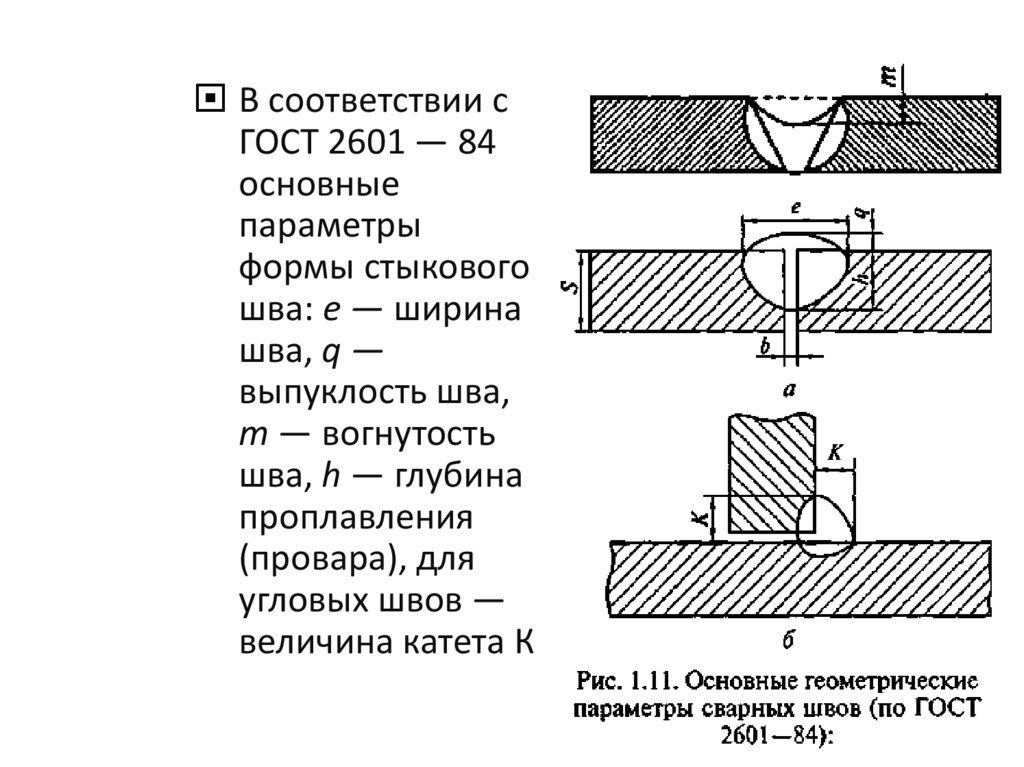 Большой наплав может вызвать перенапряжение металлической заготовки, что в свою очередь приведет к снижению ее прочностных характеристик или деформации. В любом из этих случаев использовать деталь в работе нецелесообразно: она или не подойдет, или быстро выйдет из строя.
Большой наплав может вызвать перенапряжение металлической заготовки, что в свою очередь приведет к снижению ее прочностных характеристик или деформации. В любом из этих случаев использовать деталь в работе нецелесообразно: она или не подойдет, или быстро выйдет из строя.
Как рассчитать катет шва? Он выбирается в соответствии с материалами и поставленными задачами. Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации. Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Хороший шов имеет одинаковую высоту по всей площади стыка. Одинаковой должна быть и ширина. Только при таких условиях механическая нагрузка будет распределяться равномерно, а соединение прослужит максимально долго.
Другим не менее важным показателем является однородность расплава.
Глубина провара – это еще один значимый критерий. Заготовки должны быть хорошо сварены по всей длине, иначе они не смогут эффективно противостоять нагрузкам. Чтобы придать соединению максимально возможную прочность, профессионалы рассчитывают все его параметры. Они зависят от вида свариваемых элементов. Для получение взвешенного результата нужно учитывать все параметры используемых материалов: длину, ширину и толщину. Прочностные характеристики в наибольшей степени зависят от длины и толщины.
Главным критерием расчета катета сварного шва, который в наибольшей степени влияет на его выбор, является длина, поскольку именно от нее в основном зависит прочность. Следует учесть, что при сваривании очень длинных заготовок не исключена деформация кромок материалов.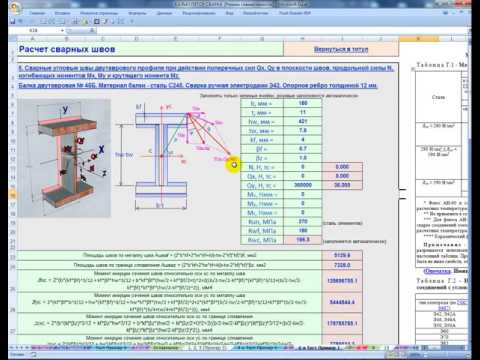
Как измерить катет шва
Измерения позволяют контролировать качество работ в процессе их выполнения или по завершению. Они дают возможность объективно оценить полученный результат и определить на каком этапе были допущены ошибки.
Размер стыков определяется на основании геометрических формул. Для получения результата необходимо просчитать катет равностороннего треугольника максимального размера, который можно вписать в сечение соединенных элементов.
Расчеты можно выполнить по-разному. При выборе варианта учитывается способ сварки. К примеру, если выполняется внахлест, а соединяются два металлических листа толщиной 4 мм, то катет тоже будет такой же примерно толщины. В остальных случаях размер катета составляет примерно 40% от толщины металла.
В остальных случаях размер катета составляет примерно 40% от толщины металла.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Заключение
Катет является очень важной характеристикой сварного шва. Его значение во многом определяет основные параметры полученного соединения. Надежность, долговечность и качество зависят от этого критерия напрямую.
Очень часто достаточно соблюдать простое правило, которое гласит, что катет сварного шва равен толщине металла. Но оно применимо только к тем конструкциям, для которых не требуется высокая прочность и надежность.
Что такое катет сварочного шва и как его определить
Оцените, пожалуйста, статью
12345
Всего оценок: 50, Средняя: 3
Что такое катет сварочного шва и как его определить
Качество сварного шва определяется несколькими характеристиками, среди которых: наличие полостей внутри, ширина, толщина, степень выпуклости и другие.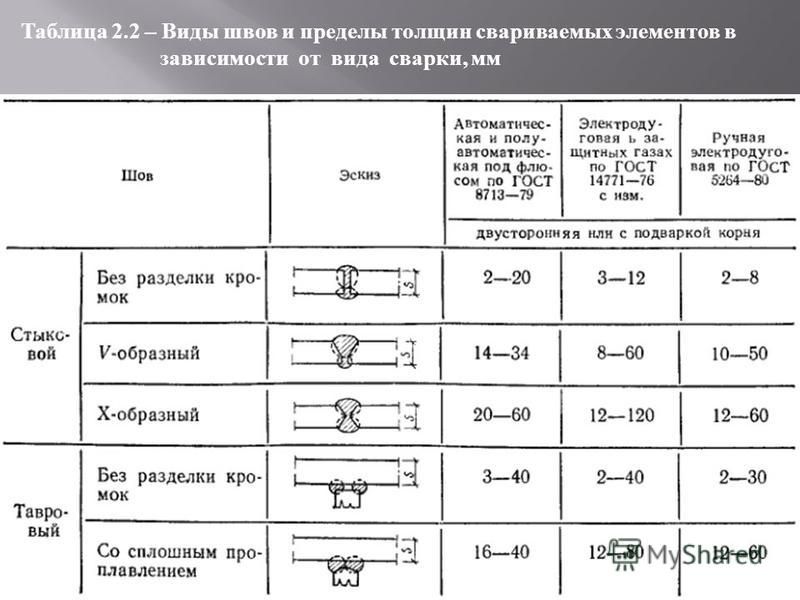 Критерии и параметры отличаются в зависимости от вида сварочного шва. Для прямоугольного стыка одним из основных параметров является катет. Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.
Критерии и параметры отличаются в зависимости от вида сварочного шва. Для прямоугольного стыка одним из основных параметров является катет. Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.
СОДЕРЖАНИЕ
- Виды швов
- Что такое катет сварочного шва
- Как выбрать катет шва
- Как измерить катет шва
- Заключение
Виды швов
Сварочный шов образуется в месте стыка двух металлических заготовок в результате расплава металла под воздействием высокой температуры. В зависимости от способа соединения заготовок сварочный шов может быть стыковым или угловым. Соединение деталей осуществляется в одной плоскости. Они расположены торцевой частью стык-в-стык по отношению друг к другу. Во втором случае детали располагаются под углом одна относительно другой.
Помимо уже перечисленных способов соединения может быть еще тавровое. Это случай, когда элементы в месте соединения образуют букву Т: один торцевой частью примыкает к фронтальной стороне иного.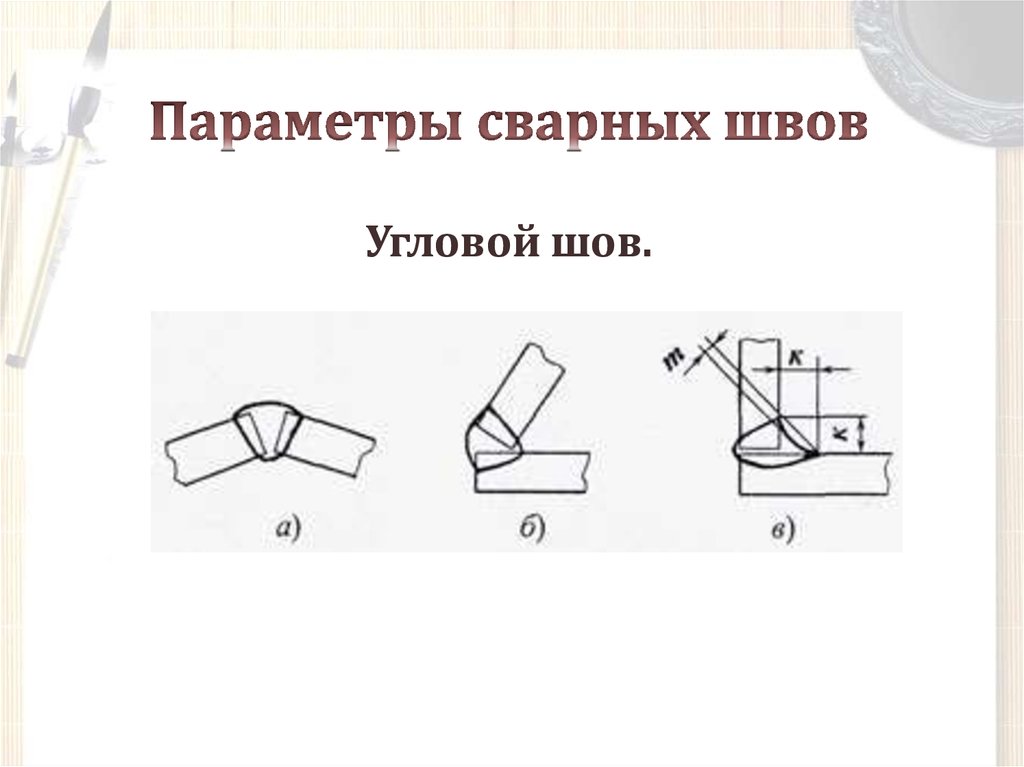 При таком способе соединения угол может быть не только прямым, но и острым (тупым) в любой плоскости – по горизонтали, вертикали или смещенный. Шов при любом расположении заготовок формируется между бортами примыканий.
При таком способе соединения угол может быть не только прямым, но и острым (тупым) в любой плоскости – по горизонтали, вертикали или смещенный. Шов при любом расположении заготовок формируется между бортами примыканий.
Способ размещения заготовок внахлест лучше всего подходит для сваривания листовых материалов. Наиболее взвешенный вариант для тонких листов железа. В этом случае кратно уменьшается вероятность прожига металла. Свариваться металлы могут с одной или же с обеих сторон.
Каждый из выше рассмотренных способов соединения металлических заготовок имеет очень важную характеристику – катет сварного шва. Это – кратчайшее расстояние от одной детали до углового соединения второй. Другими словами, это сторона равнобедренного треугольника наибольшего размера, который можно вписать в поперечный разрез двух сваренных между собой заготовок. Это очень важная характеристика, которая информирует о качестве сварного шва.
Данный критерий оказывает прямое влияние на такие показатели:
- прочность соединения;
- результат расчета при соединении изделий с разной толщиной;
- вероятность деформации кромок деталей из-за нагрева.

Читайте также: Обозначение сварных швов на чертежах
Что такое катет сварочного шва
Основные геометрические параметры катета прописаны в нормативных документах, которые являются руководством к действию для любого мало-мальски компетентного сварщика, включая и любителей. Здесь же описаны нормативные положения, которые служат основой для математического расчета геометрических характеристик. Геометрические параметры сварного шва напрямую зависят от типа соединения. Вид и размер соединяемых элементов определяют стыковое сечение.
На производственных предприятиях все вычисления проводятся на основе специальных формул. Для работы на частном участке вполне достаточно ранее приготовленных шаблонов. Наиболее практичным считается универсальный шаблон, который состоит из скрепленных между собой пластинок. Выбор делается опытным путем: сопряжения поочередно прикладываются к поверхности изделий до тех пор, пока не будет найден вариант с наиболее плотным прилеганием.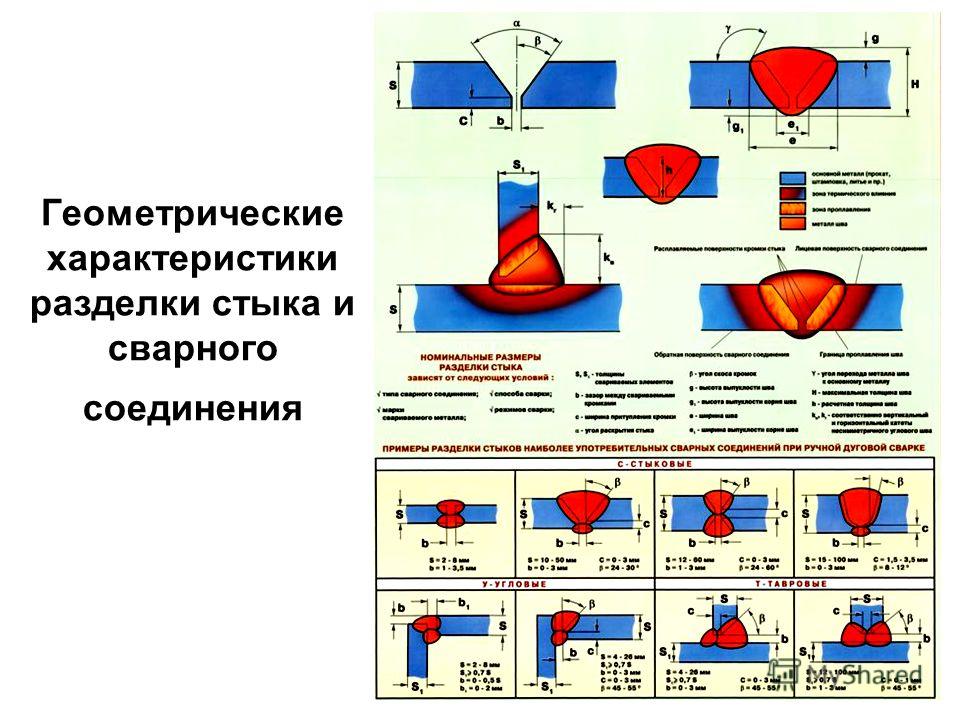
При изготовлении металлических конструкций, от которых не требуется особо высокая прочность, минимальный размер шва определяется в зависимости от толщины заготовки. Сделать это можно «на глаз». Обычно контакт соответствует толщине стенок заготовки. К примеру, при сварке изделий толщиной 6 мм, катет также равняется шести миллиметрам. Если требуются более точные вычисления, то нужно воспользоваться соответствующей формулой.
Проще всего определить нужные параметры можно при помощи таблицы:
По завершению расчетов, на аппарате выставляются оптимальные значения силы тока и величины напряжения. После этого можно приступать непосредственно к сварке.
Помимо прочностных характеристик катет может влиять и на геометрию соединения:
- если одна сторона излишне вытянута, то это говорит о том, что на нее наложен расплав, а другая сторона соединена плохо. Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;
- плоский и растянутый расплав свидетельствует о браке, который мог возникнуть из-за слишком короткой дуги;
- при катетах очень малой длины на стыках образуются аномально большие выпуклости. Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
 Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.Как выбрать катет шва
От того, насколько грамотно будет выбран катет, зависит надежность готовой конструкции. Это обусловлено величиной площади соединения. Если катет выбран грамотно, то нагрузка на сварное соединение будет распределяться равномерно по всей площади соединения. Готовое изделие может выдерживать большие механические нагрузки, сильные удары и т.д.
Но не стоит воспринимать большой шов как безусловный показатель надежности. Слишком много – не всегда хорошо. Важно точно просчитать «золотую серединку». Большой наплав может вызвать перенапряжение металлической заготовки, что в свою очередь приведет к снижению ее прочностных характеристик или деформации. В любом из этих случаев использовать деталь в работе нецелесообразно: она или не подойдет, или быстро выйдет из строя.
Как рассчитать катет шва? Он выбирается в соответствии с материалами и поставленными задачами.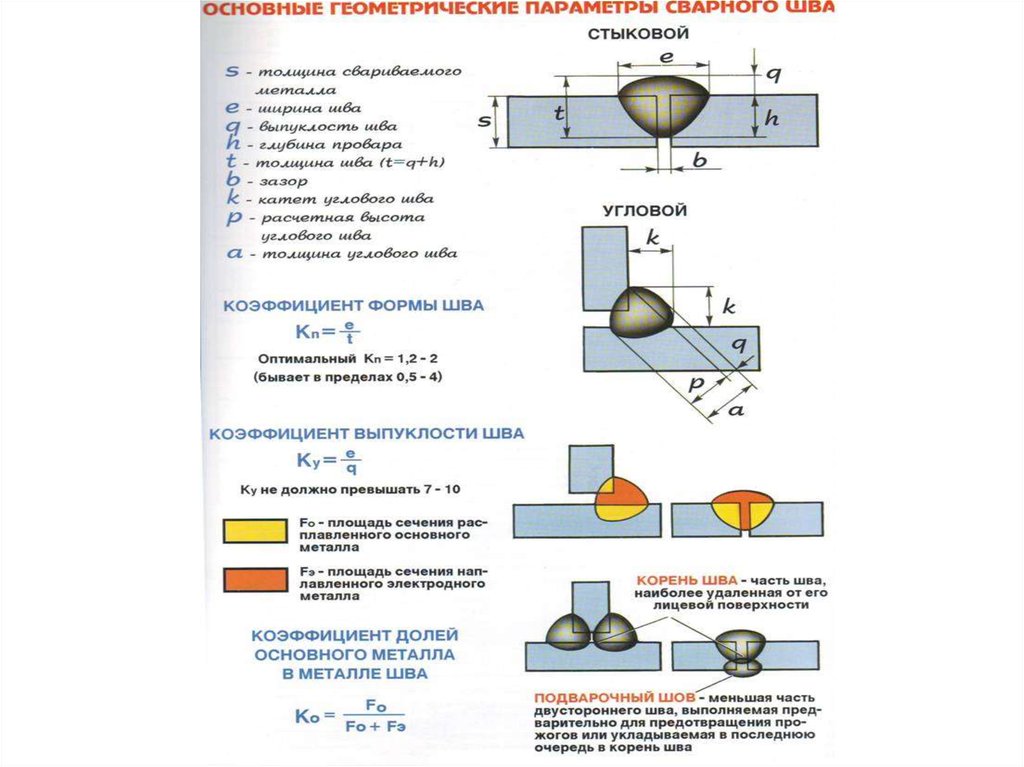 Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации. Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации. Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.
Хороший шов имеет одинаковую высоту по всей площади стыка. Одинаковой должна быть и ширина. Только при таких условиях механическая нагрузка будет распределяться равномерно, а соединение прослужит максимально долго.
Другим не менее важным показателем является однородность расплава. Как правило заготовки, которые отличаются по составу материалов, между собой свариваются довольно плохо. Чтобы получить хороший результат, нужно правильно подобрать электроды. Важно, чтобы контактирующие плоскости были правильно расположены между собой, а также иметь достаточно большую площадь соприкосновения.
Глубина провара – это еще один значимый критерий. Заготовки должны быть хорошо сварены по всей длине, иначе они не смогут эффективно противостоять нагрузкам. Чтобы придать соединению максимально возможную прочность, профессионалы рассчитывают все его параметры. Они зависят от вида свариваемых элементов. Для получение взвешенного результата нужно учитывать все параметры используемых материалов: длину, ширину и толщину. Прочностные характеристики в наибольшей степени зависят от длины и толщины.
Главным критерием расчета катета сварного шва, который в наибольшей степени влияет на его выбор, является длина, поскольку именно от нее в основном зависит прочность. Следует учесть, что при сваривании очень длинных заготовок не исключена деформация кромок материалов. Исключить появление дефектов, которые могут образовываться в процессе сварочных работ, помогут шаблоны. В подавляющем большинстве случаев для получения высококачественного сварного шва достаточно использовать универсальный шаблон.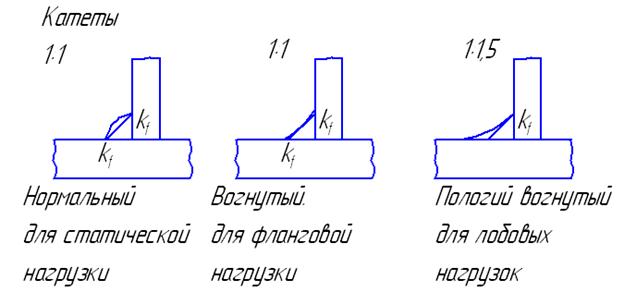
Как измерить катет шва
Измерения позволяют контролировать качество работ в процессе их выполнения или по завершению. Они дают возможность объективно оценить полученный результат и определить на каком этапе были допущены ошибки.
Размер стыков определяется на основании геометрических формул. Для получения результата необходимо просчитать катет равностороннего треугольника максимального размера, который можно вписать в сечение соединенных элементов.
Расчеты можно выполнить по-разному. При выборе варианта учитывается способ сварки. К примеру, если выполняется внахлест, а соединяются два металлических листа толщиной 4 мм, то катет тоже будет такой же примерно толщины. В остальных случаях размер катета составляет примерно 40% от толщины металла.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Заключение
Катет является очень важной характеристикой сварного шва. Его значение во многом определяет основные параметры полученного соединения. Надежность, долговечность и качество зависят от этого критерия напрямую.
Очень часто достаточно соблюдать простое правило, которое гласит, что катет сварного шва равен толщине металла. Но оно применимо только к тем конструкциям, для которых не требуется высокая прочность и надежность.
Что такое катет сварочного шва и как его определить
Оцените, пожалуйста, статью
12345
Всего оценок: 50, Средняя: 3
размеров угловых сварных швов не имеют смысла!
Измерять стороны углового шва бессмысленно, ну… не совсем. Размеры катетов углового сварного шва очень важны, но простое измерение катета углового шва не говорит нам, действительно ли мы достигли желаемого размера шва. Прочность углового шва определяется его эффективным сечением. Как вы можете видеть на диаграмме ниже, эффективная кривая сварного шва простирается от гипотенузы (гипотенуза наибольшего прямоугольного треугольника, который может поместиться в поперечном сечении углового шва) до самой глубокой точки проплавления корня.
Глубина проплавления корня может значительно варьироваться в зависимости от многих важных параметров сварки, включая навыки и технику сварщика. Из-за этого делается предположение, что мы, по крайней мере, добьемся слияния с корнем. Слияние с корнем дает нам наше теоретическое горло.
Если вы работали с Кодексом сварки конструкций AWS D1.1 (сталь), вы, вероятно, знакомы с требованием: «…угловые швы должны иметь плавление до корня, но не обязательно дальше». Основываясь на этом структурном норме, процедуры сварки, которые мы разрабатываем для угловых швов, должны, по крайней мере, каждый раз обеспечивать плавление корня. Почему это важно?
Как указано выше, прочность углового шва определяется эффективной площадью сварного шва. Эффективная площадь сварного шва рассчитывается путем умножения длины на проход (теоретический проход). Длину сварного шва легко измерить, но если мы не разрезаем сварные швы и не делаем макротравление, как мы можем рассчитать горловину (t)? Для этого воспользуемся базовой алгеброй.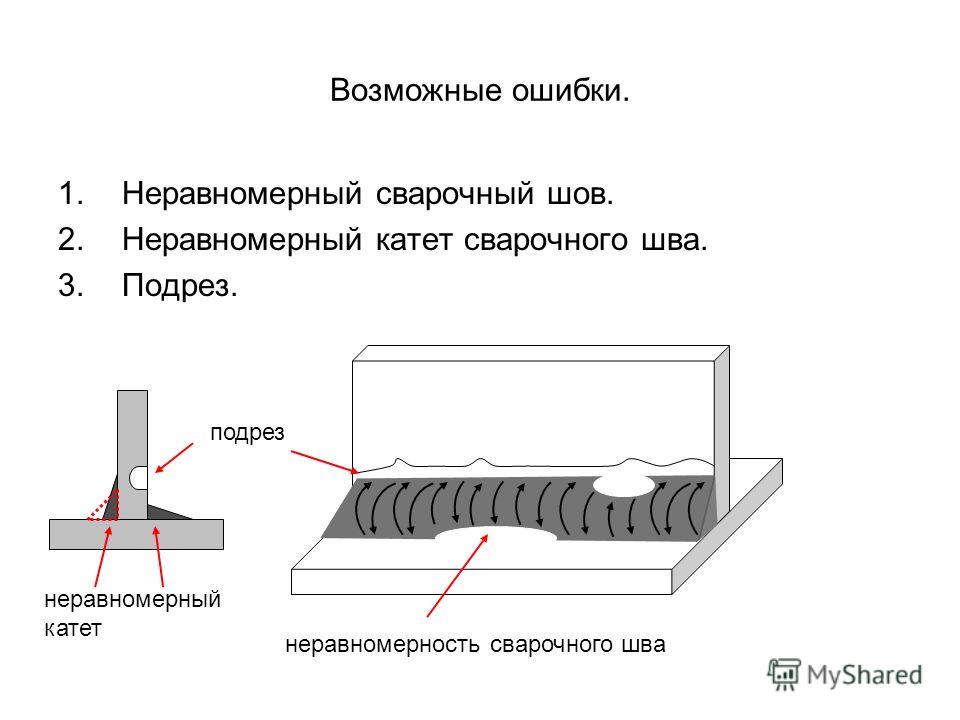
Чтобы получить размер шва для равнополочного углового шва, просто умножьте размер патрубка (w) на косинус 45˚, что равно 0,707. Таким образом, ножка 0,330 дает горловину 0,330 x 0,707 = 0,233 дюйма.
Вот почему для угловых сварных швов указываются размеры сторон. Если мы знаем размер ответвления и делаем предположение, что соблюдаем требования правил, мы знаем, что ширина шва сварного шва будет как минимум в 0,707 раза больше размера ответвления (w).
Причина названия этой статьи (Размеры угловых сварных швов не имеют смысла) заключается в том, что если вы не можете гарантировать, что проплавление корня было достигнуто, вы не можете быть уверены, что желаемая прочность сварного шва была достигнута. Взгляните на сварной шов ниже.
Это макротравление поперечного сечения углового шва показывает, что сварщик даже не приблизился к достижению сплавления корня. Мало того, если вы обратите пристальное внимание на линию сплавления на вертикальной пластине, вы заметите, что плавление происходит только от носка сварного шва чуть более чем наполовину до корня. Это представлено на изображении ниже (показано на противоположной стороне сустава).
Это представлено на изображении ниже (показано на противоположной стороне сустава).
Теперь вам легче увидеть резкое различие в размерах фактический шов , определяющий прочность сварного шва, и теоретический шов .
Глядя на макрогравировку, мы видим, что размер фактического горла составляет 0,144 дюйма . Размер ноги составлял около 0,330 дюйма , поэтому теоретическое горло составляет 0,707 x 0,330 = 0,233.
Поскольку наше сечение на 38% меньше, эффективная площадь сварного шва на 38% меньше. А поскольку прочность сварного шва прямо пропорциональна его эффективной площади, максимальная сила, которую может выдержать этот сварной шов, на 38% меньше, чем предполагалось.
Это прекрасный пример того, почему процедуры сварки должны быть сертифицированы. Независимо от того, с каким кодом или стандартом вы работаете, квалификация ваших сварочных процедур имеет важное значение для обеспечения качества.
Опубликовано
Категории: Квалификация, тестирование и инспекция
Раскрытие информации о связи: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Design Part 2 — TWI
В статье в последнем выпуске Connect был представлен угловой шов, наименее затратный тип сварки, поскольку соединяемые компоненты не требуют газопламенной резки или механической обработки подготовки под сварку, детали могут быть прислонены друг к другу, и сварщик может затем наплавить металл сварного шва за один проход на твердую металлическую основу.
Хотя это звучит просто, необходимо учитывать некоторые аспекты выполнения углового сварного шва (в дополнение к уже упомянутым в предыдущей статье «Проектирование, часть 1»).
Щелкните здесь , чтобы посмотреть наши последние технические подкасты на YouTube .
Скорость охлаждения в угловом шве больше, чем в стыковом шве такой же толщины. Есть три пути, по которым тепло будет теряться из сварного шва. Этот факт означает, что дефекты непровара/холодного пуска более вероятны, особенно в металлах с высокой теплопроводностью, таких как алюминий, а риск холодного растрескивания увеличивается в углеродистых и низколегированных сталях. То, что может быть приемлемым с точки зрения подводимого тепла и/или температуры предварительного нагрева для стыкового сварного шва, может быть неприемлемо для конфигурации углового шва. Этот момент иногда упускают из виду, особенно при сварке временных приспособлений, таких как крепостные опоры, где контроль качества может быть несколько слабым.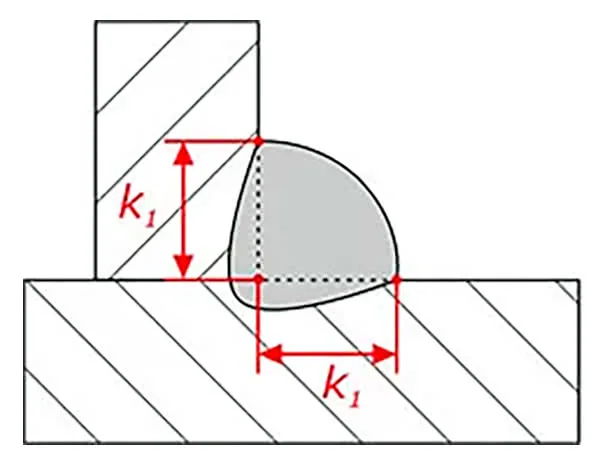 Это привело к серьезным проблемам с растрескиванием для некоторых производителей.
Это привело к серьезным проблемам с растрескиванием для некоторых производителей.
В отличие от стыкового сварного шва, где требуемая ширина сварного шва, как правило, равна толщине основного металла, размер углового шва определяется ожидаемыми нагрузками. Таким образом, он может быть любого размера, указанного разработчиком, хотя существуют практические ограничения в отношении как минимальной, так и максимальной толщины горловины.
При использовании обычных процессов дуговой сварки трудно наплавить угловой шов с шириной горла менее 2 мм. Это в дополнение к упомянутой выше возможности отсутствия плавления/холодного растрескивания из-за быстрого охлаждения небольших угловых сварных швов. Максимальный размер углового шва, как правило, равен толщине более тонкого из двух соединяемых элементов, но очень большие угловые швы могут вызвать неприемлемую деформацию и/или чрезвычайно высокие остаточные напряжения. Кроме того, при размерах выше определенного может оказаться более экономичным выполнение Т-образного стыкового шва, а не углового шва.
Несмотря на то, что толщина шва считается наиболее важным параметром для целей проектирования, фактом является то, что механическое разрушение угловых сварных швов часто происходит по линии сплавления или по самому основному материалу. Одной из причин этого для углеродистых или низколегированных сталей является то, что металл сварного шва в основном значительно прочнее основного металла.
Как упоминалось в Connect , статья № 90, существует множество форм угловых швов, которые делают точное измерение толщины шва несколько более сложным, чем может показаться на первый взгляд.
Горловина — это кратчайшее расстояние от корня до поверхности сварного шва. Измерить этот размер в обычном угловом шве под углом или с плоской поверхностью относительно просто. Форма равнобедренного треугольника, горло составляет 0,7 длины ноги. Выпуклые, вогнутые швы и сварные швы с глубоким проплавлением, однако, имеют толщину шва, как показано на Рис. 1 .
Рис.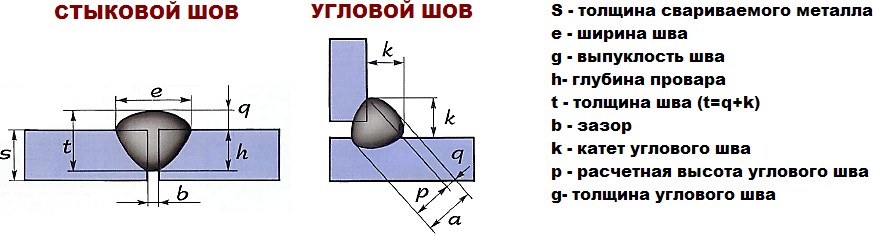 1. Размеры шва в угловых швах
1. Размеры шва в угловых швах
Таким образом, очевидно, что измерение только длины катета или фактической толщины шва не является надежным при определении расчетной толщины шва сварного шва, но форма сварного шва необходимо учитывать. Избыток металла выпуклого сварного шва не дает преимуществ с точки зрения расчетной прочности, и с точки зрения затрат поверхность углового шва должна быть как можно более плоской.
Сварка с глубоким проплавлением является очень экономичным способом увеличения прочности соединения, поскольку только часть металла шва приходится на наплавленный присадочный металл. Однако измерить ширину шва глубокого провара невозможно. Чтобы гарантировать минимальное проектное сечение, необходимо контролировать параметры сварки и подгонки в очень жестких допусках. Поэтому этот тип сварки обычно выполняется с использованием автоматизированного или механизированного процесса сварки (дуговая сварка под флюсом или струйный перенос MIG/MAG), чтобы обеспечить достаточный и постоянный контроль параметров сварки.
При выборе размера углового шва следует помнить, что небольшое увеличение толщины шва приведет к значительному увеличению наплавленного металла шва, поскольку площадь поперечного сечения углового шва зависит от площади катета. длина (площадь = z 2 /2). Увеличение сечения, скажем, с 5 до 6 мм приводит к увеличению площади и, следовательно, металла шва примерно на 45%. Это соответствует почти 0,1 кг дополнительного металла шва на 1 метр длины сварного шва. Таким образом, необходимо заплатить существенные штрафы за стоимость и вес, если соединение либо завышено проектировщиком, либо сварено сварщиком. Не существует жестких и быстрых правил относительно точки, в которой более экономично перейти от углового шва к двухстороннему угловому шву или стыковому шву с частичным проплавлением. Области, указанные в Рис. 2 следует учитывать при выборе размеров углового шва.
Рис.2. Относительные площади поперечного сечения
Для углового шва, нагруженного сдвигом (нагрузка параллельна сварному шву), расчет напряжения на сварной шов прост; это нагрузка, деленная на площадь сварного шва.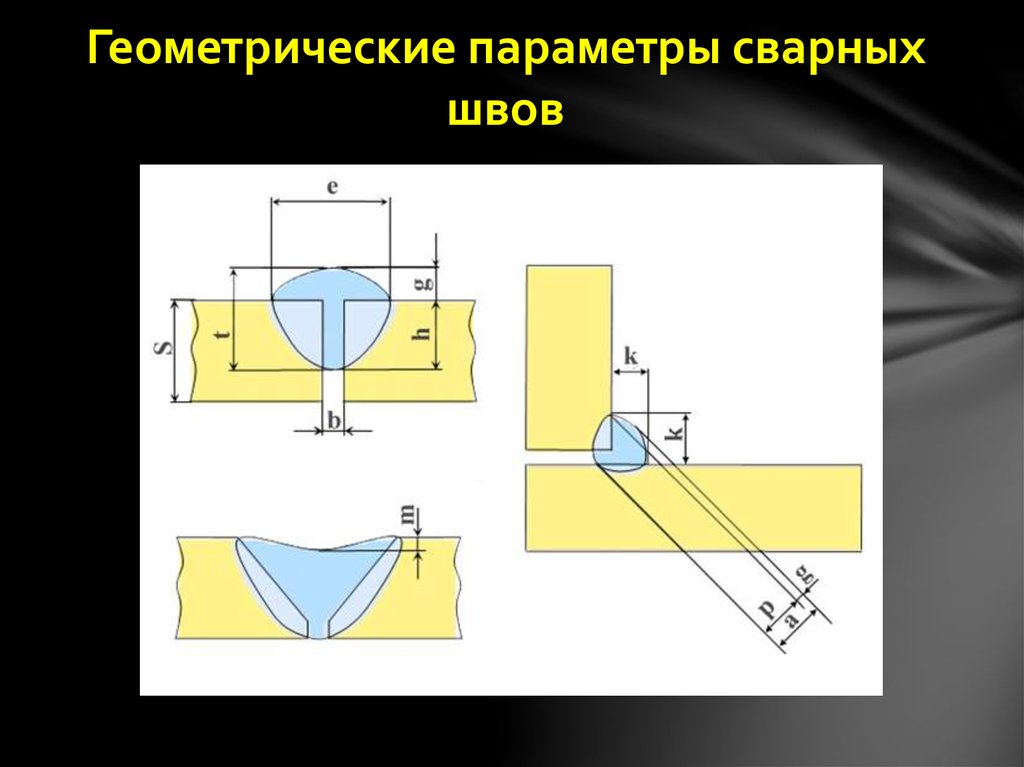
Рис.3. Расчет площади поперечного сечения углового шва
В целях проектирования предполагается, что угловой шов выходит из строя через горловину, поэтому можно легко рассчитать площадь поперечного сечения, способную выдержать эту приложенную нагрузку, когда известна прочность металла шва. .
Обратите внимание, что прочность металла на сдвиг обычно составляет от 70% до 80% прочности на растяжение. Эта цифра часто учитывается, чтобы дать приемлемый запас прочности. В Великобритании для простых углеродистых сталей часто используется прочность на сдвиг 115 Н/мм 2 , что позволяет рассчитать толщину шва по простой формуле шов: — шов ‘a’ = P/(L x 115).
Размеры поперечного сечения таврового соединения с двойным угловым швом, нагруженного растяжением, можно определить с использованием того же подхода. Обратите внимание, однако, что это очень упрощенный расчет, и он не принимает во внимание любые другие напряжения (изгиб, кручение и т.