схема и описание точечной контактной сварки
Конденсаторная сварка является одним из видов контактной сварки, которую активно используют в промышленности, а также для выполнения сварных операций своими руками в быту.
Технологическая схема операции следующая: в конденсаторах при их зарядке от выпрямителя осуществляется накопление энергии, которая при разряде трансформируется в тепловую энергию.
С помощью этой энергии и осуществляется соединение кромок металлических изделий. Расскажем, как выполнить конденсаторную сварку своими руками: схема и описание технологии.
Содержание
- Конденсаторная сварка: что это такое
- Выполняем конденсаторную сварку своими руками
- Схема при конденсаторной сварке
- Требования к конденсаторной сварке
- Конструкции контактного блока
- Особенности работы самодельного агрегата
- Подведем итоги
Конденсаторная сварка: что это такое
Конденсаторная своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.


На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия. Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.

В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Выполняем конденсаторную сварку своими руками
Контактная сварка применяется сварщиками, поэтому купить заводской аппарат для ее выполнения несложно.
Модели, в отличие от агрегатов для точечной сварки, отличаются простой конструкцией, несложным управлением и стоят недорого, но многие умельцы все же принимают решение, собрать сварной аппарат конденсаторного типа своими руками. Это позволяет сэкономить деньги, реализовать собственный талант.
Температура сварки различных материалов.Выполнения данного задания требует от мастера следующего:
- найти в интернете нужную схему и подробное описание конструкционных особенностей агрегата;
- уяснить механизм работы устройства;
- подобрать актуальные материалы и приспособления: шпильки приварные, сварные электроды и т.п.
Механизм функционирования аппарата для конденсаторной сварки:
- ток направляется через первичную обмотку питающего трансформатора, выпрямитель, представленный диодным мостом;
- на диагонали моста осуществляется подача управляющего сигнала тиристора с кнопкой запуска;
- в цепи тиристора вставлен конденсатор для накопления сварного импульса, который также нужно подключить к диагонали выпрямителя и первичной обмотке трансформаторной катушки.

Соединение участков металлических конструкций осуществляется при сильном электрическом влиянии, накопленном в двухполюсниках, а сам процесс делится на три категории:
- Контактная сварка.
Предполагает плотное прижатие заготовок друг к другу с последующим соприкосновением электродов к данному месту. Энергия, подающаяся на ограниченное пространство настолько велика, что это приводит к быстрому расплавлению и дальнейшему прикреплению кромок деталей. - Ударная технология.
Также предполагает соединение отдельных деталей из металла в единую конструкцию, но электричество подается к месту сваривания в виде кратковременного удара. Такая технология позволяет уменьшить продолжительность сварной операции до 1,5 м/с; - Точечная техника.
При использовании такого вида сварки потребуется два медных контакта, касающиеся объекта с двух граней. В результате изделия скрепляются в точке прикосновения к электроду.
При необходимости навесить на тонколистовую металлическую конструкцию приборы, фиксируемые гайками, можно воспользоваться той же конденсаторной сваркой.
С ее помощью на стенку конструкции приваривается специальная шпилька для конденсаторной сварки, а уже на нее фиксируют прибор. Шпильку помещают напротив основного металла и настраивают оборудование для выполнения операции приварки.
Дуга плавит основание шпильки и соответствующую ему площадь основного металла, после чего изделие вводят в сварную ванну и фиксируют на поверхности до тех пор, пока металлы не остынут. На выполнение такого потребуются миллисекунды, но он будет надежен и долговечен.
Схема при конденсаторной сварке
Схема конденсаторной сварки.Конденсаторная точечная сварка своими руками легко выполняется даже малоопытным сварщиком.
Ее основа ‒ электрическая схема с применением конденсаторов:
- Первичная обмотка проводится через выпрямитель, представленный .
Затем она подключается к источнику напряжения. - Тиристор подает сигнал на мостовую диагональ и управляется кнопкой запуска.
Конденсатор подключается к сети тиристора, диодному мосту и выводится на первичную обмотку. - Зарядить конденсатор можно путем, включения вспомогательной цепи с выпрямителем и трансформатором.

Конденсаторная сварка аккумуляторов своими руками осуществляется в следующей последовательности действий со стороны мастера:
- нажатие пусковой кнопки, запускающей временное реле;
- включение трансформатора при помощи тиристоров, после реле отключается;
- использование резистора с целью определения длительности импульса.
Требования к конденсаторной сварке
Сварные конденсаторы применяются в промышленном масштабе и в условиях небольших мастерских. В любом варианте нельзя нарушать технологию сварки для аккумуляторов своими руками, иначе сварные швы получаться низкокачественными.
Соблюдение следующих условий позволит получить действительно качественный результат работы:
- обеспечьте подачу кратковременного импульса в течение временного промежутка до 0,1 с, а также последующее накопление энергозаряда от источника питания для нового импульса за максимально краткое время;
- позаботьтесь о хорошем контакте свариваемых деталей путем достаточного давления электрода на детали в момент подачи сварочного импульса;
- разжимание электродов производите с задержкой, дабы расплав остывал под давлением и улучшался режим кристаллизации металла сварного шва;
- диаметр точки, образуемой на металле от контакта с электродом, должен быть крупнее, нежели самая тонкая свариваемая заготовка в 2 раза;
- тщательно очистите поверхность свариваемых заготовок перед сваркой, дабы окисные пленки и ржавчина не спровоцировали существенное сопротивление для тока.
На заметку! Наиболее удачный вариант электродов для конденсаторной сварки – это омедненная проволока.
Конденсаторную точечную сварку осуществлять своими руками можно только при условии сборки агрегата с минимум двумя блоками: источником сварного импульса и сварочного блока. Также крайне важно предусмотреть возможность регулировки режима сварки и защиты.
Особенно важно придерживаться правил безопасной со сварным аппаратом, которые предполагают следующие пункты:
- для защиты глаз от искр от сварного аппарата надевают специальную маску;
- обезопасить кожу рук от ожога помогут перчатки, а тело – специальный защитный комбинезон;
- на ноги сварщика надевают ботинки с подошвой из плотного материала, не позволяющего повредить пальцы и ступню при работе.
Конструкции контактного блока
Контактный блок конденсаторной сварки ответственен за фиксацию и перемещение сварных . В большинстве случаев фиксация обоих стержней осуществляется вручную.
В большинстве случаев фиксация обоих стержней осуществляется вручную.
Более качественный вариант обеспечивает надежную фиксацию нижнего стержня, но оставляет подвижным верхний стержень. В данном случае верхний медный прут закрепляется так, чтобы он свободно двигался в вертикальной плоскости. А нижний ‒ оставляют в неподвижном состоянии.
Также на верхней части монтируют регулятор винтового образца, позволяющий создавать дополнительное давление. Главное, чтобы верхняя площадка и основание энергоблока имели хорошую изоляцию друг от друга. Некоторые модели сверху оснащены фонарем, что делает работу более комфортной.
При конструировании конденсаторной сварки своими руками потребуется иметь следующие детали:
- конденсатор, емкостью 1000-2000 мкФ, мощностью 10 В, напряжением 15;
- трансформатор требуемого размера ‒ 7 см, произведенный из сердечника типа Ш40;
- первичная обмотка, сделанная из трехсот слоев провода с диаметром 8 мм;
- вторичная обмотка из десяти обмоток медной шины;
- пусковик серии МТТ4К, включающий параллельные тиристоры, диоды и резистор.

На заметку! Если работа потребует соединения заготовок до 0,5 см, понадобится применить дополнительные коррективы в схему конструкции.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.
Самодельный аппарат конденсаторной сварки.Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.

Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению. Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Подведем итоги
Конденсаторная сварка актуальна при необходимости соединить детали из цветных металлов в единую конструкцию.
Технология имеет ряд достоинств, среди которых особенно ценна возможность уменьшить площадь термовоздействия, снизить напряжение и устранить риск деформации металлоповерхностей. Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
схема и описание, виды аппаратов
Автор Сварщик На чтение 7 мин Просмотров 515 Опубликовано
Впервые конденсаторная сварка была опробована в 30-е годы 20-го века. Метод оказался настолько успешным, что до сих пор применяется в промышленности, частных мастерских, быту. Конденсаторный аппарат прост по конструкции и его нетрудно сделать своими руками из доступных деталей.
Содержание
- Особенности конденсаторной сварки
- Принцип работы
- Разновидности
- Конденсаторная сварка своими руками
- Трансформаторный аппарат
- Бестрансформаторный вариант
- Технология применения конденсаторной сварки
Особенности конденсаторной сварки
Конденсаторную сварку выполняют короткими импульсами, которые нагревают очень маленькую площадь, что предотвращает образование термических напряжений и деформаций. При этом скорость сварки на автоматических линиях достигает 600 точек/минуту.
К преимуществам относят компактность и небольшой вес аппарата. Для работы не требуется мощный источник электроэнергии, так как блок конденсаторов заряжается во время перехода от одной точки к другой. Мощность разряда расходуется только на нагрев точки соединения, поэтому у технологии высокий КПД.
Мощность разряда расходуется только на нагрев точки соединения, поэтому у технологии высокий КПД.
При конденсаторной сварке не выделяются вредные для здоровья газы, нет инфракрасного и ультрафиолетового излучения. Аппарат не нуждается в принудительном охлаждении, поскольку при работе в импульсном режиме элементы схемы сильно не нагреваются. За счет регулирования мощности и продолжительности разряда можно сваривать очень мелкие детали. Поэтому элементная база, которую использует микроэлектроника, изготавливается с применением конденсаторной технологии.
Конденсаторную сварку применяют для соединения деталей толщиной до 1,5 мм из любых марок стали, цветных и тугоплавких металлов. При этом одна заготовка может быть значительно толще другой. Также сваривают детали из разнородных металлов или сплавов. За счет стабильности энергии разряда все точки шва получаются с одинаковым качеством.
Также сваривают детали из разнородных металлов или сплавов. За счет стабильности энергии разряда все точки шва получаются с одинаковым качеством.
Из недостатков отмечают кратковременность сварочного импульса и ограниченность толщины заготовок. Поэтому в большинстве случаев конденсаторная сварка не сможет заменить дуговую.
Однако при работе с тонкостенными деталями ее экономичность, качество, производительность значительно выше.
Принцип работы
Принцип работы основан на способности конденсатора накапливать электроэнергию при подключении к источнику питания. Свариваемые детали плотно прижимают одна к другой между электродами, через которые пропускают короткий разряд электроэнергии, накопленной конденсатором. Ток, протекающий между ними, расплавляет металл.
Принцип действия конденсаторной сваркиДетали удерживают в сжатом положении до тех пор, пока металл не затвердеет. После повторной зарядки конденсатора переходят к следующему месту соединения.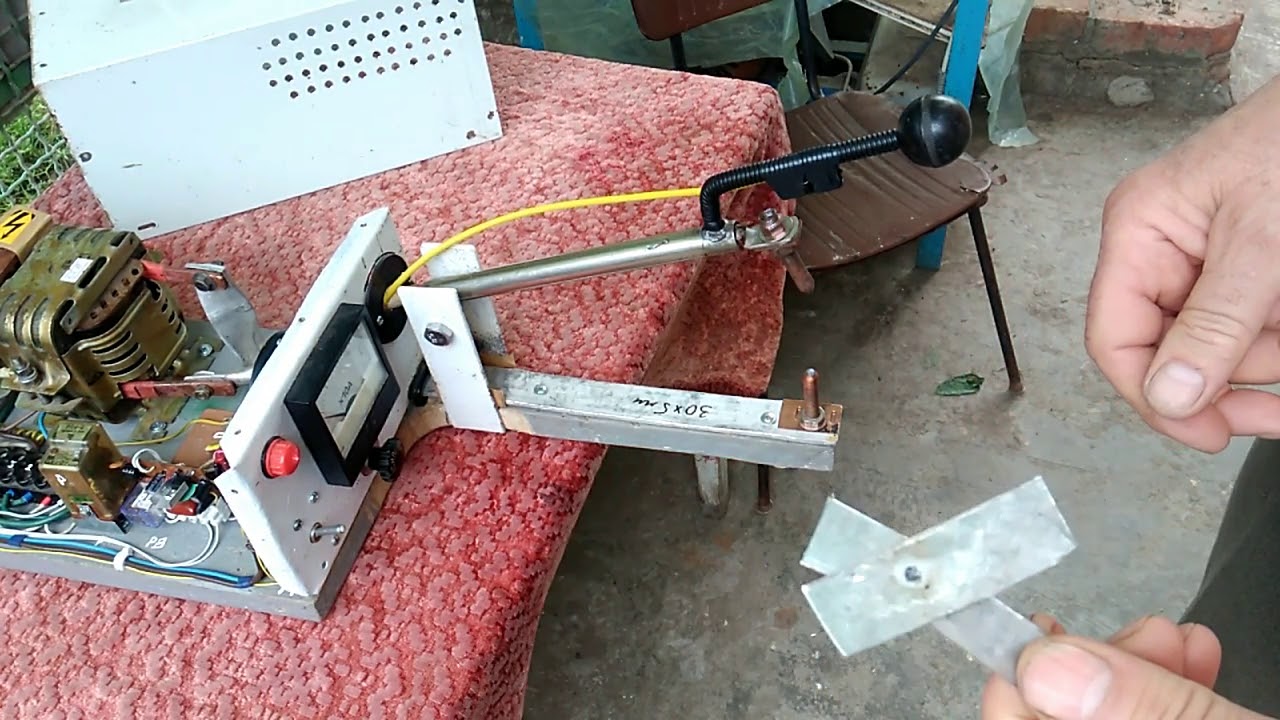 Операцию повторяют по всей длине шва.
Операцию повторяют по всей длине шва.
Во время работы возможно появление помех в электросети.
Разновидности
По способу выполнения конденсаторная сварка подразделяется на 3 типа:
- контактную;
- ударно-конденсаторную;
- точечную.
Контактная сварка выполняется через электроды, приложенные к плотно сжатым деталям. В точке касания электродов образуется дуга с током 10 — 15 кА, длительностью 3 мс.
При ударно-конденсаторной сварке один электрод подсоединяют к заготовкам, а другим кратковременно ударяют по месту соединения. Продолжительность импульса сокращается до 1,5 мс, что способствует уменьшению зоны термического влияния.
Точечный способ отличается тем, что дуга образуется между деталями и электродами. Продолжительность импульса в зависимости от толщины заготовок 10 — 100 мс. Заготовки соединяются на небольшой площади на месте воздействия дуги.
По способу наложения шва конденсаторная сварка выполняется как:
- Контактная. Применяется на приборостроительных и предприятиях производящих радиоэлектронную аппаратуру. Этот вид используют автомастерские для ремонта кузовов легковых автомобилей, так как при конденсаторной сварке не деформируются тонкостенные листы обшивки.
- Шовная или роликовая позволяет создавать герметичные соединения. Это достигается за счет перекрытия соседних точек шва, которые выполняются электродами в виде роликов. Они прокатываются по заготовкам, уложенных внахлест. Этим способом сваривают мембраны и сосуды из тонкого металла.
- Стыковая выполняется методом оплавливания или сопротивления. В первом варианте разряд пропускают между заготовками. После того, как возникшая дуга оплавит места соединения, детали осаживают. При втором варианте запуск разряда и сварка осуществляются, когда заготовки соприкоснутся. Таким способом удобно сращивать медные и алюминиевые провода. В отличие от обычной скрутки контакт между ними не окислится.
 Применяется на приборостроительных и предприятиях производящих радиоэлектронную аппаратуру. Этот вид используют автомастерские для ремонта кузовов легковых автомобилей, так как при конденсаторной сварке не деформируются тонкостенные листы обшивки.
Применяется на приборостроительных и предприятиях производящих радиоэлектронную аппаратуру. Этот вид используют автомастерские для ремонта кузовов легковых автомобилей, так как при конденсаторной сварке не деформируются тонкостенные листы обшивки.Конденсаторная сварка своими руками
Прежде чем начинать делать аппарат конденсаторной сварки своими руками нужно выбрать тип устройства. Они бывают бестрансформаторными и трансформаторными. Первый вариант чаще применяют для ударной сварки, второй для соединения заготовок прочными швами. В бестрансформаторных аппаратах конденсаторы разряжаются на соединяемые детали, в трансформаторных на первичную обмотку выходного трансформатора. Со вторичной обмотки которого импульс тока поступает на место соединения.
Они бывают бестрансформаторными и трансформаторными. Первый вариант чаще применяют для ударной сварки, второй для соединения заготовок прочными швами. В бестрансформаторных аппаратах конденсаторы разряжаются на соединяемые детали, в трансформаторных на первичную обмотку выходного трансформатора. Со вторичной обмотки которого импульс тока поступает на место соединения.
Трансформаторный аппарат
Трансформаторная схема конденсаторной сварки собирается из следующих деталей:
- сетевого трансформатора мощностью 5 — 20 Вт со вторичным напряжением 5 В;
- двух выпрямительных мостов;
- тиристора КУ 202 или аналога для управления разрядом;
- одного или нескольких конденсаторов с суммарной емкостью 1000 — 2000 мкФ;
- выходного трансформатора мощностью не меньше 1 кВт;
- предохранителя, кнопочного переключателя любого типа.
При безошибочном монтаже устройство начинает работать сразу без дополнительных настроек. Таким аппаратом можно проводить точечную сварку на конденсаторах со скоростью до 5 импульсов в секунду.
Таким аппаратом можно проводить точечную сварку на конденсаторах со скоростью до 5 импульсов в секунду.
В качестве выходного можно использовать трансформатор от микроволновой печки с небольшой доработкой. Магнитные шунты убирают, вместо вторичной обмотки наматывают 3 — 5 витков медной шины сечением 20 — 35 мм².
Если трансформатор от микроволновой печки добыть не получилось, самодельный собирают на сердечнике из пластин Ш 40 с толщиной набора 70 мм. Для первичной обмотки потребуется 300 витков провода диаметром 0,8 мм, для вторичной 10 витков шины.
Качество конденсаторной сварки зависит не только от характеристик сварочного аппарата, но и от электродов. Их можно прижимать к деталям руками или зажимами, но лучше сделать рычажную конструкцию.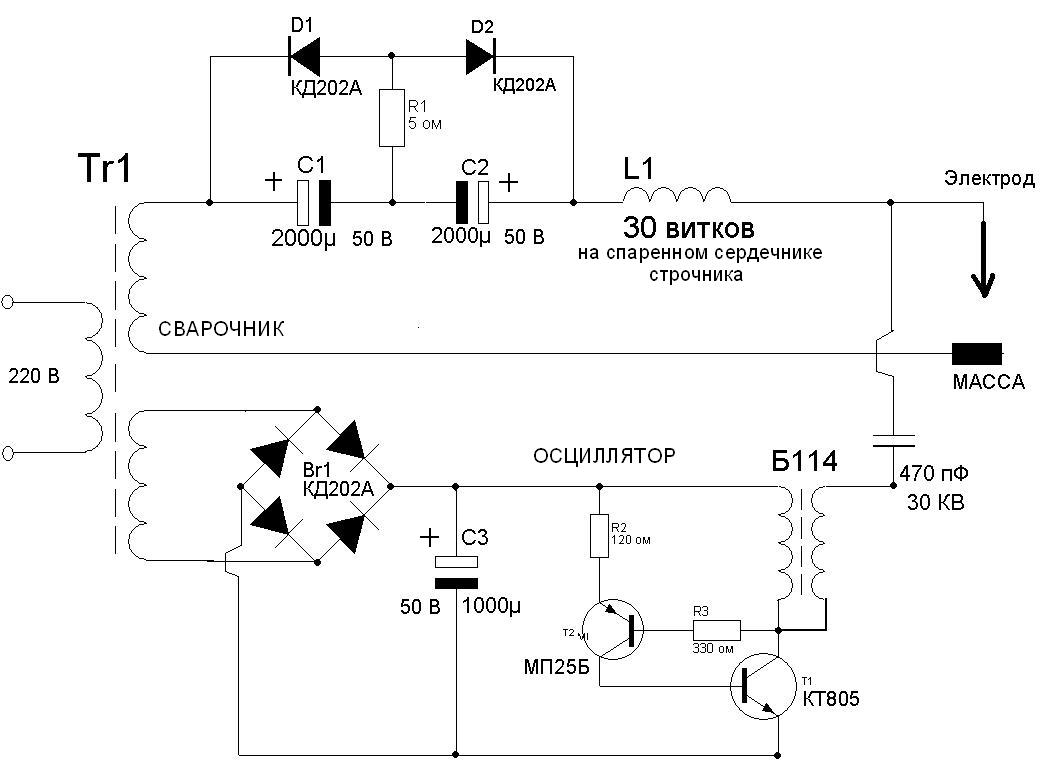
Она состоит из нижнего электрода из медного стержня диаметром 8 мм, длиной 1 -2 см, закрепленного на неподвижном основании. Для лучшего контакта с заготовками верхний конец округляют. Подвижный электрод крепят на рычаге, с помощью которого можно быстро сжимать заготовки между собой. Основание с нижним контактором должно быть изолировано от рычага.
Бестрансформаторный вариант
Бестрансформаторная схема может быть собрана на высоковольтных или низковольтных конденсаторах.
Чтобы собрать конденсаторный аппарат по первому варианту, потребуются повышающий трансформатор, высоковольтные диоды для выпрямительного моста. Также понадобятся один или несколько конденсаторов с рабочим напряжением не меньше 1 кВ общей емкостью 1000 мкФ. Схема обеспечивает 100 А в импульсе длительностью 5 мс. Режим разряда регулируют изменением числа витков вторичной обмотки переключателем SA1. Элементы схемы находятся под высоким напряжением, поэтому нужно строго соблюдать правила техники безопасности при работе с электроинструментом.
Низковольтную схему собирают из понижающего трансформатора мощностью 100 — 500 Вт и блока конденсаторов с рабочим напряжением 50 В общей емкостью от 40 до 100 тысяч мкФ. Такой аппарат выдает ток 1 -2 кА в течение 600 мс. При монтаже конденсаторов на печатной плате соединительные дорожки нужно усилить медным проводом, иначе они могут расплавиться при разряде.
Конструкция низковольтного бестрансформаторного аппарата получается громоздкой, так как батарея конденсаторов занимает много места, да и весит немало. Вместо нее можно использовать ионистор, но цена прибора на порядок больше стоимости всей батареи.
Также следует учитывать, что срок службы электролитических конденсаторов невелик.
Технология применения конденсаторной сварки
Технология несложная и доступна для применения в домашних условиях. Прежде чем приступить к сварке, места соединений на заготовках очищают от грязи, ржавчины, окалины. Затем детали совмещают в нужном положении и кладут между электродами. С помощью рычага подвижным электродом заготовки прижимают друг к другу и нижнему контактору. Пусковой кнопкой подают импульс тока.
Затем детали совмещают в нужном положении и кладут между электродами. С помощью рычага подвижным электродом заготовки прижимают друг к другу и нижнему контактору. Пусковой кнопкой подают импульс тока.
После окончания разряда электроды кратковременно удерживают в сжатом положении, чтобы расплавленный металл затвердел под давлением. Затем под верхний электрод подставляют следующее место сварки. Этой паузы достаточно для зарядки конденсатора. Операцию повторяют необходимое количество раз. По размеру участок сварки должен в 2 -3 раза превышать толщину тонкой заготовки.
Если требуется сварить деталь толщиной до 0,5 мм с массивной заготовкой, пользуются упрощенным способом. Один из электродов крепят зажимом к любому месту толстой заготовки, а вторым рукой прижимают тонкую к точке сварки. Нажимают пусковую кнопку и т. д.
После сборки конденсаторного аппарата можно заняться его усовершенствованием. Сделать пусковую кнопку в виде педали, чтобы освободить руки, собрать светодиодный блок индикации уровня заряда конденсаторной батареи. Если вместо простого использовать автотрансформатор, можно регулировать напряжение разряда в широком диапазоне. Полезно составить таблицу режимов сварки в зависимости от марки и толщины металла, изменяя количество витков и сопротивление резистора в цепи управления тиристором.
Сделать пусковую кнопку в виде педали, чтобы освободить руки, собрать светодиодный блок индикации уровня заряда конденсаторной батареи. Если вместо простого использовать автотрансформатор, можно регулировать напряжение разряда в широком диапазоне. Полезно составить таблицу режимов сварки в зависимости от марки и толщины металла, изменяя количество витков и сопротивление резистора в цепи управления тиристором.
Сборка аппарата для точечной сварки из 500 ненужных конденсаторов
- по: Дэйв Раунтри
[Касян ТВ] на ютубе выдали кучу запчастей в достаточно больших количествах, часть из которых была полезна и выделена под конкретные проекты, но с учетом интересующей их электроники найти не смогли использование пакета из 500 или около того конденсаторов низкой спецификации 470 мкФ. Это не были типы с низким ESR или высокой емкостью, поэтому они не подходили для индивидуального использования в качестве источника питания. Но как насчет того, чтобы складывать их все параллельно? (видео, встроенное ниже) После нескольких быстрых вычислений [Касьян] определил, что общая емкость всех 500 должна быть около 0,23 Фарад с ESR от около 0,4 до 0,5 мОм при 16 В и теоретической суммарной энергией около 30 Дж. Этого достаточно, чтобы нанести удар в нужной ситуации.
Но как насчет того, чтобы складывать их все параллельно? (видео, встроенное ниже) После нескольких быстрых вычислений [Касьян] определил, что общая емкость всех 500 должна быть около 0,23 Фарад с ESR от около 0,4 до 0,5 мОм при 16 В и теоретической суммарной энергией около 30 Дж. Этого достаточно, чтобы нанести удар в нужной ситуации.
Печатная плата была сконструирована для параллельного соединения 168 маленьких банок с большими широкими дорожками, усиленными несколькими жилами медной проволоки диаметром 1,8 мм и большим толстым слоем припоя поверх. Три такие печатные платы были соединены параллельно одним и тем же медным проводом, чтобы максимально снизить общее сопротивление. Такая штука имеет несколько практических применений, поскольку сверхнизкое измеренное ESR 0,6 мОм и большая емкость делают ее идеальной для сглаживания источников питания во многих приложениях, но можно ли ее использовать для создания аппарата точечной сварки? Ну да и нет. В сочетании с одним из этих дешевых китайских контроллеров «точечной сварки» он действительно производит несколько сварных швов на литий-полимерном элементе с тонкой никелированной полосой батареи, но дует прямо насквозь с небольшим проникновением. [Касьян] обнаружил, что конденсаторная батарея может использоваться параллельно с приличной ячейкой LiPo, что дает потенциально идеальную комбинацию — огромный начальный удар от конденсаторов, чтобы продуть полосу и начать сварку, а затем LiPo с более низким ( но все равно огромный) ток чуть дольше для оказания помощи с проникновением в клемму аккумулятора, доводкой сварного шва.
[Касьян] обнаружил, что конденсаторная батарея может использоваться параллельно с приличной ячейкой LiPo, что дает потенциально идеальную комбинацию — огромный начальный удар от конденсаторов, чтобы продуть полосу и начать сварку, а затем LiPo с более низким ( но все равно огромный) ток чуть дольше для оказания помощи с проникновением в клемму аккумулятора, доводкой сварного шва.
[Кейсан] проводит некоторые измерения пиковой подачи тока и его профиля, показывая, что даже груду довольно обыденных деталей можно с небольшой осторожностью превратить во что-то полезное. Чем такая сборка отличается от одиночного суперконденсатора? Некоторое время назад мы говорили о суперконденсаторах и батареях LiPo, это было интересное обсуждение, и, если вам все еще интересно, гибридные суперконденсаторы на основе графена тоже актуальны!
Спасибо [Danjovic] за подсказку!
Как сделать аппарат для точечной сварки в домашних условиях с помощью высоковольтного конденсатора 19 042 просмотра
Что такое точечный сварочный аппарат?
Аппараты для точечной сварки представляют собой электрический инструмент, который используется для сварки двух металлических пластин посредством приложения давления и электрического тока. Точечная сварка используется в самых разных отраслях промышленности, включая, помимо прочего, производство листового металла и автомобилестроение; особенно для сборки кузовов автомобилей из листовой стали. Они обеспечивают прочный сварной шов и просты в сборке из небольшого количества компонентов. Итак, в этой статье мы рассмотрим пошаговый процесс изготовления аппарата для точечной сварки с использованием высоковольтного конденсатора.
Точечная сварка используется в самых разных отраслях промышленности, включая, помимо прочего, производство листового металла и автомобилестроение; особенно для сборки кузовов автомобилей из листовой стали. Они обеспечивают прочный сварной шов и просты в сборке из небольшого количества компонентов. Итак, в этой статье мы рассмотрим пошаговый процесс изготовления аппарата для точечной сварки с использованием высоковольтного конденсатора.
Точечная сварка использует явление Сварка сопротивлением ; Сварка сопротивлением — это соединение металлов путем приложения давления и пропускания электрического тока в течение определенного времени через область металла, которая должна быть соединена, создавая прочный и сфокусированный сварной шов.
Аппаратные компоненты
Следующие компоненты необходимы для изготовления аппарата для точечной сварки
| Серийный номер | Компонент | Значение | Кол-во |
|---|---|---|---|
| 1) | Электрические датчики | – | 2 |
| 2) | Конденсатор | 20 мкФ/440 В переменного тока | 1 |
| 3) | Изолированный медный провод | 1,5 мм | При необходимости |
| 4 | Защитные перчатки и очки | – | 2 |
| 5) 9 0074 | клеммы для подключения проводов | – | 1 |
| 6) | Паяльник | 45 Вт – 60 Вт | 1 |
| 7) | 900 73 Паяльная проволока и флюс– | 1 | |
| 8) | Жесткая пластиковая бутылка с / колпачок | – | 1 |
| 9) | Плоская отвертка | – | 1 |
| Изолирующая рабочая поверхность | (дерево/пластик) | 1 | |
| 11) | Стойка с зажимами | – | 1 |
| 12) | Розетка переменного тока | 220 В | 1 |
Полезные шаги
Ниже приведены шаги по «Как сделать точечный сварщик». БУДЬТЕ КРАЙНЕ ОСТОРОЖНЫ при работе с источниками переменного тока 220 В и высоковольтными конденсаторами.
БУДЬТЕ КРАЙНЕ ОСТОРОЖНЫ при работе с источниками переменного тока 220 В и высоковольтными конденсаторами.
1) Снимите выводы двух электрических щупов и припаяйте их к концам изолированного медного провода диаметром 1,5 мм.
2) Проделайте отверстие в крышке пустой пластиковой бутылки и подсоедините концы проводов к 2-полюсному разъему через крышку бутылки.
3) Подсоедините клеммы +ve и -ve конденсатора к щупам +ve и -ve соответственно, затем поместите конденсатор и источник питания в пластиковую бутылку и плотно закройте крышку.
4) Поместите металлическую поверхность, которую нужно приварить, к другой поверхности (здесь мы используем металлическую клемму батареи постоянного тока) на изолирующую поверхность (предпочтительно пластиковую/деревянную подставку)
4) Сварка: Наденьте перчатки и защитные очки и поместите два щупа на клеммы под напряжением и нейтралью 220 В переменного тока на несколько секунд, чтобы зарядить конденсатор. ( НИ В КОЕМ СЛУЧАЕ ЭТОГО ПРОЕКТА НЕ ПРИКАСАЙТЕСЬ К МЕТАЛЛИЧЕСКИМ ЧАСТЯМ ЗОНДОВ ПОСЛЕ ЗАРЯДКИ КОНДЕНСАТОРА, ТАК МОЖЕТ ПОЛУЧИТЬ СМЕРТЕЛЬНЫЙ ЭЛЕКТРИЧЕСКИЙ УДАР! ).
( НИ В КОЕМ СЛУЧАЕ ЭТОГО ПРОЕКТА НЕ ПРИКАСАЙТЕСЬ К МЕТАЛЛИЧЕСКИМ ЧАСТЯМ ЗОНДОВ ПОСЛЕ ЗАРЯДКИ КОНДЕНСАТОРА, ТАК МОЖЕТ ПОЛУЧИТЬ СМЕРТЕЛЬНЫЙ ЭЛЕКТРИЧЕСКИЙ УДАР! ).
5) Закрепите свариваемую металлическую деталь с помощью сварочного стенда с зажимами типа «крокодил» и поместите их друг на друга так, чтобы они соприкасались друг с другом. Поместите один из щупов на нижнюю металлическую деталь и прижмите другой щуп к верхнему металлическому листу. Полетит несколько искр, после чего вы должны увидеть надежный самородок сварного шва. Полностью разряжайте конденсатор после каждой сварки.
Описание работы
Точечная сварка использует геометрию сварочных электродов для направления сварочного тока в требуемое место сварки, а также давление для сварки заготовок. Как только достигается достаточное сопротивление, материалы укладываются и объединяются, и формируется надежный сварной шов.
Меры предосторожности
- НЕ ПРИКАСАЙТЕСЬ к металлическим частям зондов после зарядки, так как это может привести к смертельному поражению электрическим током.
