Технология изготовления пружин
Как известно, существуют различные виды пружин, которые отличаются не только по конструкции, но еще и по способу взаимодействия с остальными механизмами в узлах. Так, например, пружины сжатия работают на сжатие, пружины растяжения — на растяжение, ну а пружины кручения, соответственно, на изгиб и скручивание. При этом данные виды пружин имеют витую форму, в отличии от той же тарельчатой пружины или от любого типа пружин-рессор. Само собой, технология изготовления пружин витого типа будет отличаться от того как происходит производство пружин с другой конструкцией.
В целом, технология изготовления пружин подразумевает под собой совокупность последовательного использования специальных технологических инструментов, например, станочного оборудования и каких-либо сырьевых материалов. При этом, само производство пружин может происходить за разное число этапов и с использованием различных способов, которые выбирает непосредственно сам завод-производитель, в зависимости от назначения конкретной пружины.
Пожалуй, наиболее распространенными в промышленности и быту считаются как раз таки витые виды пружин, а именно, кручения, сжатия, растяжения. По этой причине нами сегодня будет рассмотрено, что представляет технология изготовления пружин из данной классификации. Вообще, наличие специальной навивки в конструкции позволяет подобным пружинам многократно воспринимать повторяющиеся нагрузки, проявляя высокую степень устойчивости к разным механическим воздействиям без потери своих характеристик, в числе которых имеются следующие физико-химические свойства:
- Коэффициент упругости
- Предел воспринимаемой нагрузки
- Усталостная прочность
Именно эти параметры влияют на продолжительность, а главное, на качество работы пружин. Собственно, для того, чтобы обеспечить данным изделиям максимально возможную долгосрочность эксплуатации, производство пружин должно осуществляться из надежного сырьевого материала, посредством поэтапного применения разных технически процессов на специальном оборудовании. Как правило, навивка осуществляется оператором из стальной проволоки на токарных станках либо вручную, либо через автомат одним из двух основных способов: горячим методом или же холодным методом.
Как правило, навивка осуществляется оператором из стальной проволоки на токарных станках либо вручную, либо через автомат одним из двух основных способов: горячим методом или же холодным методом.
Холодная технология изготовления пружин
Производство пружин холодным способом в Российской Федерации выполняют чуть чаще, нежели горячим, ввиду наиболее низкой себестоимости производства. Для таких работ не требуются дополнительные дорогостоящие станки, кроме навивочного. Собственно, такой метод предполагает использование оборудования, оснащенного двумя основными валиками, через которые и происходит навивка. Верхний из валиков позволяет регулировать натяжение, а также задавать направление завивки, используя для этого специально установленный винт. Сам процесс изготовления выполняется примерно так:
- Подготавливается специальная сталь для изготовления пружин (стальная проволока).
- Проволока просовывается через планку в суппорте.

- Ее конец прочно закрепляется на оправке при помощи зажима.
- Через верхний валик устанавливается необходимое натяжение.
- В зависимости от диаметра проволоки выбирается скорость вращения.
- Запускается в работу валик, наматывающий пружину.
- По мере достижения необходимого числа витков, проволока обрезается.
- В завершении деталь обрабатывается механически и термически.

Несмотря на то, что форма изготавливаемого изделия может быть как бочкообразной, так и цилиндрической, или даже конической, холодная технология изготовления пружин не позволяет использовать для изготовления пружин сталь диаметром более 16 миллиметров. Механическая обработка проводится для устранения зазубрин, сколов или же любых других дефектов на поверхности метиза, полученных в результате предыдущего проката проволоки, либо во время непосредственного процесса навивки с целью обеспечения наиболее лучшего качества изделия и повышения срока его эксплуатации.
Кроме того, немаловажным этапом является последующая термическая обработка, за счет проведения которой заготовка сможет избавиться от всех полученных во время навивки внутренних напряжений. При этом сам метод обработки выбираю исходя из того, какая была использована
Горячая технология изготовления пружин
В отличии от холодного способа, горячее производство пружин подразумевает лишь изготовление изделий с диаметром от 10 миллиметров. То есть метизы меньших габаритов не получится сделать таким способом априори. Горячая технология изготовления пружин для создания заготовок требует проводить процедуру равномерного нагрева. При этом сам нагрев производится очень быстро на специальном станке. После чего разогретый до красна пруток необходимо просунуть через фиксирующую планку в навивочный станок и закрепить концы заготовки в зажимах и выполнять следующие этапы:
При этом сам нагрев производится очень быстро на специальном станке. После чего разогретый до красна пруток необходимо просунуть через фиксирующую планку в навивочный станок и закрепить концы заготовки в зажимах и выполнять следующие этапы:
- Задать необходимое натяжение через верхний валик.
- Выбрать скорость вращения, в зависимости от диаметра.
- Включить станок, начав процесс навивки проволоки.
- По окончании работ снять цельную заготовку.
- Отправить изделие на термическую обработку.
- Максимально охладить спираль в масле.
- Провести механическую обработку поверхности.
- Нанести защитный антикоррозийный слой.
Обратите внимание, что горячая технология изготовления пружин для экономичного расходования сырьевых материалов не предусматривает разрезание пружины по мере того, как будет достигнут необходимый размер изделия. Это значит, что навивка происходит сразу на всю длину заготовки, а уже потом от нее отрезают куски необходимой длины.
Тем не менее, если технология изготовления пружин требует проводить закалку как раз в воде, то необходимо соблюдать временной диапазон от 1 до 3 секунд, после чего так же опустить заготовку в масло. После этого пружину вынимают и очищают от масла. Далее уже идет аналогичный холодному методу навивки этап механической обработки изделия: заточка, шлифовка и другие технологические операции. Кроме того, для улучшения износостойкости изготовленных обеими способами пружин довольно часто производители применяют так же антикоррозионную обработку поверхностей изделия.
Поскольку пружины зачастую используются для гашения каких-либо типов нагрузок, сталь для изготовления пружин должна иметь очень высокие технические характеристики. В зависимости от предназначения итоговых изделий, для их создания могут использоваться самые различные марки стали. Однако, наиболее часто, производство пружин выполняется из углеродистой и высоколегированной стали. Как правило, заводы-изготовители используют такие марки, как 50ХФА, 50ХГФА, 55ХГР, 55С2, 60С2, 60С2А, 60С2Н2А, 65Г, 70СЗА, У12А, 70Г, а также ещё множество других стальных сплавов.
В зависимости от предназначения итоговых изделий, для их создания могут использоваться самые различные марки стали. Однако, наиболее часто, производство пружин выполняется из углеродистой и высоколегированной стали. Как правило, заводы-изготовители используют такие марки, как 50ХФА, 50ХГФА, 55ХГР, 55С2, 60С2, 60С2А, 60С2Н2А, 65Г, 70СЗА, У12А, 70Г, а также ещё множество других стальных сплавов.
Среднеуглеродистые и высокоуглеродистые марки стали, а также низколегированные стальные сплавы, которые задействует любое производство пружин, называются рессорно-пружинными. Зачастую, сталь для изготовления пружин обозначается еще как пружинная сталь. Стандартом для ее производства считают

Дело в том, что при наличии, например, трещин на поверхности изделий, в процессе их эксплуатации при тяжелых различных тяжелых условиях, все усталостные явления будут концентрироваться как раз в наименее устойчивых дефектных местах. Именно поэтому вся пружинная сталь до того, как началось непосредственное производство пружин, должна пройти процедуру проверки на соответствие установленным требованиям ГОСТ 14959-79. Кроме того, сталь для изготовления пружин должна иметь хорошую упругость и проявлять высокую устойчивость к агрессивным воздействиям.
Достичь этого помогает, во-первых, химический состав того или иного сплава, так как под конкретные рабочие условия подбирается конкретная сталь для изготовления пружин. Во-вторых, противостоять напряжению и разрушению позволяют процесс закалки и отпуска изделий. Проведение данных технологических процессов подразумевает любая технология изготовления пружин, однако для каждой марки стали есть свои нюансы. В частности, этим нюансом является среда закаливания, в роли которой выступают масло или вода, а также еще и сама температура, при которой идет закаливание.
В частности, этим нюансом является среда закаливания, в роли которой выступают масло или вода, а также еще и сама температура, при которой идет закаливание.
Собственно, температура при которой закаливается сталь для изготовления пружин, варьируется в пределах от +800°С до +900°, в зависимости от конкретного сплава. А отпуск проводится уже при диапазоне от +300°С до +480°С. Это обусловлено тем, что именно при подобных температурах возможно достичь одного из самых важных параметров
Характеристики стали для изготовления пружин
|
Марка сплава |
Термический режим |
Характеристики |
|||||
|
σ т |
σ в |
δ5 |
φ |
||||
|
Температура закалки |
Среда закалки |
Температура отпуска |
|||||
|
Не менее |
|||||||
|
65 |
840°С |
Масло |
480°С |
80кгс/мм2 |
100кгс/мм2 |
10% |
35% |
|
70 |
830°С |
85кгс/мм2 |
105кгс/мм2 |
9% |
30% |
||
|
75 |
820°С |
90кгс/мм2 |
110кгс/мм2 |
||||
|
85 |
100кгс/мм2 |
115кгс/мм2 |
8% |
||||
|
60Г |
840°С |
80кгс/мм2 |
100кгс/мм2 |
||||
|
65Г |
830°С |
80кгс/мм2 |
100кгс/мм2 |
||||
|
70Г |
85кгс/мм2 |
105кгс/мм2 |
7% |
25% |
|||
|
55ГС |
820°С |
80кгс/мм2 |
100кгс/мм2 |
8% |
30% |
||
|
50С2 |
870°С |
Масло или вода |
460°С |
110кгс/мм2 |
120кгс/мм2 |
6% |
30% |
|
55С2 |
120кгс/мм2 |
130кгс/мм2 |
|||||
|
55С2А |
|||||||
|
60С2 |
Масло |
25% |
|||||
|
60С2А |
420°С |
140кгс/мм2 |
160кгс/мм2 |
20% |
|||
|
70С3А |
860°С |
460°С |
160кгс/мм2 |
180кгс/мм2 |
25% |
||
|
50ХГ |
840°С |
440°С |
110кгс/мм2 |
130кгс/мм2 |
7% |
35% |
|
|
50ХГА |
120кгс/мм2 |
||||||
|
55ХГР |
830°С |
450°С |
125кгс/мм2 |
140кгс/мм2 |
5% |
30% |
|
|
50ХФА |
850°С |
520°С |
110кгс/мм2 |
130кгс/мм2 |
8% |
35% |
|
|
50ХГФА |
120кгс/мм2 |
6% |
|||||
|
60С2ХФА |
410°С |
170кгс/мм2 |
190кгс/мм2 |
5% |
20% |
||
|
50ХСА |
520°С |
120кгс/мм2 |
135кгс/мм2 |
6% |
30% |
||
|
65С2ВА |
420°С |
170кгс/мм2 |
190кгс/мм2 |
5% |
20% |
||
|
60С2Н2А |
880°С |
160кгс/мм2 |
175кгс/мм2 |
6% |
|||
|
60С2ХА |
870°С |
180кгс/мм2 |
5% |
||||
|
60СГА |
860°С |
460°С |
140кгс/мм2 |
160кгс/мм2 |
6% |
25% |
|
Условные обозначения:
σ т — предел текучести
σ в — предел кратковременной прочности
δ5 — относительное удлинение при разрыве
φ — относительное сужение
Как производят пружины для автомобилей
Подвеска автомобиля отвечает за плавность хода и управляемость автомобиля. Одну из важных ролей в деле комфорта передвижения выполняют стойки амортизатора и пружины подвески. Пружина и стойка работают в паре как упругий и гасящий элемент, демпфируя колебания получаемые колесами от профиля дорожного покрытия на кузов, обеспечивая постоянный контакт колеса с дорогой.
Одну из важных ролей в деле комфорта передвижения выполняют стойки амортизатора и пружины подвески. Пружина и стойка работают в паре как упругий и гасящий элемент, демпфируя колебания получаемые колесами от профиля дорожного покрытия на кузов, обеспечивая постоянный контакт колеса с дорогой.
Пружина подвески – это элемент подвески, который обеспечивает реакцию изменения клиренса на силовое воздействие дорожного покрытия при разных динамических нагрузках в результате передвижения по неровностям и боковых усилий при маневрах, кроме того она обеспечивает клиренс автомобиля в состоянии покоя. Отсюда, следует, что главные усилия компенсации переходят в упругость, именно поэтому пружину принято называть упругим элементом и величину сжатия в зависимости от действия сторонних сил высчитывают по закону Гука.
Журнал Auto3N решил посетить предприятие “КАС” (Ивановская обл.,г.Кинешма) и познакомить читателей с современными методами изготовления пружин.
Современные пружины имеют совершенно футуристическую форму, но принципы построения остаются незыблемыми. Современные пружины условно можно разделить на 4 основные формы: линейную, прогрессивную, с боковой нагрузкой (форма банана) и миниблок. Так же форму определяет навивка опорного витка. Разработка современных пружин подвески происходит с помощью математических моделей, а расчеты производятся в специализированных программах, что на выходе и дает сложные формы с определением допустимых нагрузок и долговечность. Компания КАС имеет собственные службы конструкторов и технологов для проектирования пружин подвески автомобиля любой сложности.
Современные пружины условно можно разделить на 4 основные формы: линейную, прогрессивную, с боковой нагрузкой (форма банана) и миниблок. Так же форму определяет навивка опорного витка. Разработка современных пружин подвески происходит с помощью математических моделей, а расчеты производятся в специализированных программах, что на выходе и дает сложные формы с определением допустимых нагрузок и долговечность. Компания КАС имеет собственные службы конструкторов и технологов для проектирования пружин подвески автомобиля любой сложности.
Изготовление пружин – это технологический процесс от получения и проверки сырья до испытания конечного изделия различными тестами, имитирующими эксплуатацию пружины в предельных режимах. Навивка пружин разными методами – это лишь малая часть в цепочке производства. За ним, как правило, следует комплекс термообработки, пластического упрочнения поверхности, нанесения лакокрасочного покрытия и упаковка.
На сегодняшний день есть два наиболее распространенных метода навивки пружин: первый – это метод горячей навивки, второй – метод холодной навивки. Оба метода производства пружин освоены на предприятии «КАС»
Оба метода производства пружин освоены на предприятии «КАС»
Методы изготовления пружин
Горячая навивка пружины – это метод производства пружин, который известен уже более века. За свое время производство пружин данным методом претерпело ряд изменений и сейчас это – достаточно проверенный и надежный метод получения пружины, но более дорогой по сравнению с методом холодной навивки. В формирование цены входят энерго затраты на разогрев заготовки, обработка и нарезка прутков как дополнительная операция, дорогостоящая оснастка – копир. К плюсам можно отнести стабильность формы и относительную простоту настройки, в качестве исходного материала можно использовать проволоку большего диаметра, а так же пружин переменного сечения. Как правило, применяется для получения пружин цилиндрической или конической формы, а так же с одним подвитым витком.
Холодная навивка более современный метод по сравнению с горячей навивкой, имеет как ряд ограничений, так и преимуществ. Ограничения, в первую очередь, касаются диаметра прутка проволоки, как правило, он ограничивается диаметром 16 мм. Это связанно с внутренними напряжениями, которые концентрируются в металле после навивки. С другой стороны – ряд преимуществ: относительно быстрая перенастройка оборудования для изготовления пружин разной формы особенно из одного диаметра бунта, быстрое внедрение в производство из-за простой оснастки. Основное преимущество- это форма получаемых пружин: они могут быть не только цилиндрическими и коническими, но и прогрессивные, с боковой нагрузкой и миниблоки.
Ограничения, в первую очередь, касаются диаметра прутка проволоки, как правило, он ограничивается диаметром 16 мм. Это связанно с внутренними напряжениями, которые концентрируются в металле после навивки. С другой стороны – ряд преимуществ: относительно быстрая перенастройка оборудования для изготовления пружин разной формы особенно из одного диаметра бунта, быстрое внедрение в производство из-за простой оснастки. Основное преимущество- это форма получаемых пружин: они могут быть не только цилиндрическими и коническими, но и прогрессивные, с боковой нагрузкой и миниблоки.
На предприятии КАС используются оба метода производства пружин. Компания с прошлого века является традиционным поставщиком на конвейера российских автосборочных заводов и имеет все необходимые компетенции и опыт для изготовления пружин нужного качества.
Есть мнения, что тот или иной метод получения пружины в большей или меньшей мере влияет на долговечность и эксплуатацию пружин подвески, что на самом деле не совсем верно. Вопрос выбора метода изготовления пружин лежит в плоскости объема производства и рентабельности. Такие факторы, как скорость освоения номенклатуры, изготовления оснастки, объема производства и формы пружины являются главными критериями для выбора метода изготовления.
Вопрос выбора метода изготовления пружин лежит в плоскости объема производства и рентабельности. Такие факторы, как скорость освоения номенклатуры, изготовления оснастки, объема производства и формы пружины являются главными критериями для выбора метода изготовления.
Дробеструйный или дробеметный наклеп – распространенный метод упрочнения пружин, увеличивающий их динамическую прочность. Обработке дробью пружины подвергаются после термических операций в том числе чтобы убрать внутренние напряжения. Сущность процесса заключается в ударном воздействии потока стальной или чугунной дроби диаметром 0,4-1,8 мм. Дробь разгоняется до определенной скорости с помощью вращающегося ротора с лопарками или струи эмульсии или воздуха. К основным параметрам интенсивности наклепа относятся глубина упрочнения и остаточные сжимающие напряжения. Так же дробенаклеп подготавливает поверхность для качественного нанесения покрытия.
На предприятии КАС все пружины проходят обязательную проверку и сортировку, трехкратное обжатие. Данные методы проверки гарантируют соответствие заданным параметрам и разделение пружин по группам нагрузки. Обжатие пружин до полного соприкосновения витков предотвращается «просадку» пружин после установки на транспортное средство. Данная операция проводиться на автомате с ЧПУ, где одновременно проверяется усилие пружин на заданной высоте и сортируется по группам нагрузки.
Данные методы проверки гарантируют соответствие заданным параметрам и разделение пружин по группам нагрузки. Обжатие пружин до полного соприкосновения витков предотвращается «просадку» пружин после установки на транспортное средство. Данная операция проводиться на автомате с ЧПУ, где одновременно проверяется усилие пружин на заданной высоте и сортируется по группам нагрузки.
На практике выбор сырья, дробеметная обработка и правильно подобранные режимы термообработки влияют на характеристики пружины и ее циклическую долговечность.
Окраска пружин влияет на коррозионную стойкость пружин, предотвращая коррозию материала от внешних атмосферных факторов. Для окраски на предприятии КАС используется поточная линия окраски с предварительной обработкой поверхности цинк-фосфатным покрытием и последующей полимеризацией порошковой краски, что дает гарантированную стойкость пружины до 750 часов в камере соляного тумана имитирующего наиболее жесткие условия эксплуатации.
Многолетний опыт работы, необходимое оборудование для производства и испытания в купе с качественным материалом, позволяет изготавливать пружины, отвечающие современным требованиям, как по эксплуатационным показателям, так и экономическим. Миссия компании КАС – создавать качественные автокомпоненты, тем самым улучшая качество жизни и повышая глобальный уровень безопасности дорожного движения. Стремясь к этому, наше предприятие в десятке первых компаний получила сертификат качества IATF 16949. Так компания, по мимо пружин, производит штанги и стойки стабилизатора, поршни тормозной системы, гидроцилиндры, шаровые пальцы и много других продуктов. Такой подход позволил компании завоевать рынок основных конвейерных поставок на территории российской федерации и стать самым крупным поставщиком поршней тормозной системы на заводы ZF (TRW) в Европе.
редакция благодарит Павла Шаповалова, заместителя коммерческого директора по маркетингу за предоставленные материалы.
Автор публикации
Пружины > от Недвальс
Пружины ГОСТ и производство нестандартных пружин
Компания Nedwal’s изготавливает пружины всех форм и размеров, включая типовые детали по ГОСТ и по чертежам заказчиков. Пружина – элемент, рассчитанный на временное накопление энергии при деформации под нагрузкой. Металлические пружины – наиболее распространенная разновидность упругих деталей, однако изготавливаться они могут даже из жидкости и газа!
Упругие свойства пружин нашли широкое применение в самых разных отраслях, включая сельское хозяйство, машиностроение и промышленность.
Классификация Пружин
Завод «Недвальс» изготавливает пружины в Новосибирске всех существующих образцов:
- Сжатия. Наиболее распространенная классическая разновидность элементов, применяемая везде, где требуются пружины. Они могут иметь разную форму: витую, цилиндрическую, коническую и даже плоскую. Они активируют свою упругость под действием нагрузки на сжатие. А в спокойном состоянии витки находятся на расстоянии друг от друга.
- Кручения. Специальные детали, активируемые под действием вращения. Во время такой нагрузки появляется упругая деформация на сжатии, накапливается энергия. В дальнейшем она возвращает элемент в исходное положение.
- Растяжения. Детали распределяют давление на конструкцию и удерживают его до снятия. Часто используются как в быту, так и в машиностроении. Найти их можно в доводчиках, батутах и множестве других деталей.
- Пластинчатые, или пружины изгиба. Используются для стабилизации или амортизации. Могут состоять из одного или нескольких слоев.
 Они активируют свою упругость под действием нагрузки на сжатие. А в спокойном состоянии витки находятся на расстоянии друг от друга.
Они активируют свою упругость под действием нагрузки на сжатие. А в спокойном состоянии витки находятся на расстоянии друг от друга.Существует и другой способ классификации изделий – по их форме.
Форма пружин
К наиболее распространенным упругим металлоизделиям относят конические и спиральные пружины.
Важно! Конические пружины применяются для фиксации и равномерного распределения нагрузки.
 Чаще всего их можно встретить в электрооборудовании, например, в изделиях, работающих от батареек.
Чаще всего их можно встретить в электрооборудовании, например, в изделиях, работающих от батареек.Спиральные элементы изготавливаются из очень тонкой металлической проволоки для накопления и преобразования энергии в поступательные движения. Это обуславливает их использование в машиностроении.
Следующий тип, менее распространенный, — тарельчатые пружины. Они используются в сферах, где на конструкцию приходятся большие нагрузки. Обладают большими размерами, огромным коэффициентом жесткости и долгим сроком службы.
Сферы применения пружин разных типов
Упругие элементы применяются буквально везде: их можно отыскать в рядовом бытовом приборе, в автомобиле, в деталях самолета. Особую популярность они нашли в промышленности и машиностроении:
- оснащение сельскохозяйственной техники;
- использование в оружии и сложных агрегатах;
- применение в конструкции элементов электростанций;
- пружины подвески и опор трубопроводов;
- изготовление станков в газовой, нефтяной, производственной сферах;
- в быту: прищепки, канцелярские принадлежности, мебель.

Используются они даже в компьютерной технике, а также для создания оружия, спортивного инвентаря и множества других предметов регулярного использования.
Компания Nedwal’s изготавливает пружины по чертежам заказчика, выбирая лучшие материалы и помогая создать идеальную деталь для долгого срока службы.
Материалы и технологии производства пружин
При изготовлении металлических элементов обязательно применяются рекомендованные ГОСТы. Они зависят от типа детали и сферы ее назначения. Они же определяют метод навивки и используемую сталь.
Материалы для пружин
Для производства пружин в Новосибирске используют высокопрочные стали с отменными техническими характеристиками. Чаще всего применяют высоколегированные и углеродистые стали марок: серии 50-55, 60-65 и 70, а также сталь У12А. Дополнительно используют зарубежные аналоги, соответствующие сертификации EN.
Важно! Сталь для изготовления деталей обычно так и называют пружинной, а регламентирует ее свойства ГОСТ 14959-79.

Перед применением вся сталь должна обязательно проходить проверку на соответствие требований, указанных в этом регламенте. Она должна быть упругой и устойчивой к большинству агрессивных действий.
Какое оборудование используют?
Для изготовления пружин в Новосибирске, как и для производства фундаментных болтов 24379 1, применяются промышленные станки. Основной инструмент – пружинонавивочный станок. Для более простых деталей, изготовленных холодным методом, возможно применение переоборудованного токарного оборудования, ручных приспособлений и полуавтоматов.
Используемые технологии
Существует два способа производства пружин – холодный, который подходит для деталей до 16 мм, и горячий, который применяют для более крупных и негабаритных изделий. Также не во всех случаях используют дополнительный отпуск и закалку.
Технология холодной навивки
В ходе процесса в станок подают пруток или проволоку, фиксируют, а станок подгоняют под нужные параметры. После намотки заготовку обрезают и зачищают от сколов и неровностей. Чтобы убрать внутреннее напряжение, подвергают металл закалке и покрывают антикоррозийным веществом.
После намотки заготовку обрезают и зачищают от сколов и неровностей. Чтобы убрать внутреннее напряжение, подвергают металл закалке и покрывают антикоррозийным веществом.
Если требуется закалка, то деталь нагревают и очень быстро охлаждают в специальном масле или растворе. Воду используют реже, так как она способствует формированию дефектов внутри металла. Затем выполняют отпуск, что предполагает еще один этап нагревания.
Методика горячей навивки
Этот способ требует более дорого оборудования и соблюдения более сложной технологии. Однако вручную изготовить пружину не получится, всегда применяют автоматическое оборудование. Именно оно дает возможность изготавливать очень большие и тяжелые пружины для промышленности.
В целом, метод похож на холодное изготовление, однако перед подачей в станок заготовка равномерно нагревается. Это повышает ее пластичность и предотвращает деформацию. А обработку выполняют в электрической или газовой печи промышленного назначения.
После формирования деталь нарезают на нужные отрезки, закалывают и отпускают. На финальном этапе также наносят антикоррозийное покрытие или выполняют пескоструйную обработку.
Изготовление плоских, пластинчатых, тарельчатых пружин
Для производства этих деталей используют метод штамповки, резки или фрезерования. После придания заготовке нужной формы ее зачищают от неровностей, делают отверстия, загибают нужным образом и выполняют термическую обработку. После прогрева, когда металл остынет, зачищают дробью или пескоструйной машиной и покрывают антикоррозийным составом.
Размер деталей
При изготовлении пружин в Новосибирске решающим параметром, влияющим на скорость производства, стоимость и сроки выполнения заказа, выступает размер:
- Малые. Элементы диаметром от 0,2 до 4 мм. Применяют холодную навивку и термическую обработку. Обязательно обжимают и заневоливают изделие.
- Средние. Пружины диаметром от 4 до 12 мм. Также могут изготавливаться холодным или горячим методом.
- Большие. Диаметр изделий начинается от 12 мм и может достигать 50 мм. Используют только горячую методику обработки металла с последующей оттяжкой концов.
 Также могут изготавливаться холодным или горячим методом.
Также могут изготавливаться холодным или горячим методом.Также изготавливают пружины нетипичных форм и размеров диаметром от 0,2 мм.
Какие покрытия используют для пружин?
Как и при производстве некоторых групп фундаментных болтов ГОСТ, для пружин применяют самые разные защитные покрытия.
Факт! Покрытие всегда используется, так как оно существенно продлевает срок службы металлического изделия. В некоторых случаях его применение гарантирует повышение долговечности в 5-10 раз.
К наиболее распространенным составам относят:
- Цинкование. Самый популярный метод, сочетающий в себе и доступную стоимость, и первоклассные характеристики защиты от коррозии. Цинк наносят чаще всего гальваническим способом, объединяя его молекулы с металлом. Слой может достигать толщины в 18 микрон. Оттенки цинка также могут отличаться. Часто рекомендуют применять вместе с технологией горячей навивки.
- Химическое фосфатирование. В процессе на пружину наносят слой из фосфатов цинка, железа, марганца или других металлов. Покрытие получается очень устойчивым к атмосферным осадкам. Чаще всего после него наносят грунт или эмаль, а также пропитку хромпиком или маслом.
- Химическое оксидирование. Один из методов обработки пружины, дающий безупречную устойчивость к коррозии. Подходит для деталей, которые будут использоваться в неблагоприятных атмосферных условиях.
- Кадмирование. Материал наносят на пружин гальваническим способом, создавая покрытие толщиной от 6 до 18 микрон. Оно позволяет сохранить эластичность, что гарантирует защиту от трещин в процессе использования детали. Дополнительные методики обработки позволяют добиваться разных оттенков.
- Никелирование. Также позволяет использовать защитный слой толщиной до 18 микрон. Очень эффективное покрытие для сфер, в которых пружины используются под действием жестких условий эксплуатации. Никель придает красивый оттенок изделиям.
- Электрополирование. Пружину обрабатывают с помощью анодного растворения поверхности. Когда ток проходит через раствор и пружину, полностью устраняются шероховатости.
 Слой может достигать толщины в 18 микрон. Оттенки цинка также могут отличаться. Часто рекомендуют применять вместе с технологией горячей навивки.
Слой может достигать толщины в 18 микрон. Оттенки цинка также могут отличаться. Часто рекомендуют применять вместе с технологией горячей навивки. Также позволяет использовать защитный слой толщиной до 18 микрон. Очень эффективное покрытие для сфер, в которых пружины используются под действием жестких условий эксплуатации. Никель придает красивый оттенок изделиям.
Также позволяет использовать защитный слой толщиной до 18 микрон. Очень эффективное покрытие для сфер, в которых пружины используются под действием жестких условий эксплуатации. Никель придает красивый оттенок изделиям.*Все пружины сертифицированы, точнее весь металл закупаем у проверенных поставщиков, которые обладают сертификатами качества соответствия продукции (металла).
Одним из самых распространенных вариантов обработки остается использование лакокрасочных покрытий. Их наносят в порошковом или полужидком состоянии, а после дополнительного воздействия и сушки повышают прочность сцепления молекул покрытия с металлом. Очень часто такой вариант защиты применяют для крупногабаритных пружин.
В редких случаях применяют узкоспециализированные покрытия: тефлон, хромирование.
Для изготовления надежной и долговечной партии пружин обратитесь к менеджерам завода Nedwal’s. Поможем подобрать лучшее решение, выполним заказ в течение 8-24 часов, а также доставим его к месту дальнейшего применения или хранения!
Пружина. Виды и применение. Жесткость и нагрузка. Особенности
Пружина – упругий, обычно витой элемент механизмов, отвечающий за возврат приложенного усилия. В зависимости от способа навивки работает в направлении сжатия или растяжения.
По конструктивному признаку осуществляется классификация пружин на несколько разновидностей:
- Винтовые.
- Торсионные.
- Спиральные.
- Тарельчатые.
- Волновые.
Винтовые являются самыми широко распространенными. Они имеют форму трубки. Элемент получают методом навивки проволоки или прута на цилиндрический шаблон. После чего заготовка поддается закалке и отпуску. В зависимости от способа навивки зависит направление работы пружины. Наличие зазоров между витками позволяет ее использовать как элемент сжатия. Примером являются пружины в шариковых ручках, подвесках автомобилей, мототранспорта. При плотной навивке пружина срабатывает на растяжения. Такие элементы имеют на краях проушины зацепы. Их используют в механизмах автоматического закрывания двери.
Примером являются пружины в шариковых ручках, подвесках автомобилей, мототранспорта. При плотной навивке пружина срабатывает на растяжения. Такие элементы имеют на краях проушины зацепы. Их используют в механизмах автоматического закрывания двери.
Торсионные имеют аналогичное устройство, что и винтовые. Однако они устроены так, чтобы срабатывать на кручение и изгиб. Концы таких пружин сделаны удлиненными для зацепа при установке. При воздействии на скручивание элемент противодействует. Торсионные пружины, к примеру, используются в сложных механизмах закрывания дверей.
Спиральные имеют форму ленты закрученной в спираль. Этот элемент применяется для накопления энергии. При установке в механизм он закручивается, накапливая за счет своей упругости энергию на раскручивание. Именно такие пружины применяются в часовых механизмах, работающих на заводе без использования электрического источника энергии. Также их используют в ручных стартерах бензопил, мотокос для возврата шнура обратно и т. п.
п.
Тарельчатая пружина имеет вид шайбы выгнутой под конус. За счет упругости металла она противодействует сжатию. Они постоянно подпирают гайки или другие комплектующие. Это достаточно редко применяемый элемент, однако он получил широкое распространение в механизмах рулевых реек большинства автомобилей.
Волновые представляют собой ленту уложенную по синусоиде, то есть волной. Она навивается по кругу, как и винтовые изделия. Однако благодаря волнообразной укладки при сжатии, она воздействует обратно одинаково по всей плоскости без стремления уйти в сторону. Такое ее качество важно при изготовлении точных механизмов. Волновой элемент также может изготавливаться в виде незамкнутого кольца или тарельчатой пружины с синусоидой.
Классификация пружин по способу нагрузкиБолее важным параметром, чем само устройство пружины, является способ ее нагрузки. При изготовлении различных механизмов возможно предусмотреть установку в него пружины практически любого устройства, главное чтобы она подходила по способу нагрузки.
Выполняется классификация пружин на следующие разновидности по воздействию:
- Изгиб.
- Кручение.
- Растяжение.
- Сдавливание.
Пружины изгиба противодействуют на усилие, нацеленное на их изгиб. Это качество используется для поджатия деталей механизмов между собой. Примером являются тарельчатые пружины.
Кручения оснащаются удлиненными ровными краями зацепами, которые фиксируются в механизмах. При попытке изменения их нормального положения в любую сторону они за счет упругости навивки основного тела возвращаются обратно. Примером таких элементов выступают торсионные пружины в бельевых прищепках.
Сжатия и растяжения имеют похожее устройство и отличаются только величиной зазора между витками навивки. Элемент сжатия при сдавливающем воздействии оказывает противодействие. Именно такой тип пружин используется в прижимных клавишах. Пружина растяжения наоборот стремится принять свою нормальную форму на действие направленное на ее удлинение. Она используется в конструкции кроватей раскладушек, спусковых механизмах огнестрельного оружия.
Она используется в конструкции кроватей раскладушек, спусковых механизмах огнестрельного оружия.
Для производства пружин применяется специализированная проволока, имеющая повышенные параметры упругости. Из нее делают все виды пружин, кроме тарельчатых. Последние изготавливаются путем штамповки по листовой стали.
Пружинная проволока производится методом проката из определенного стального сплава. Благодаря специализированному составу, после термообработки, готовое изделие не ломается при механическом воздействии в приделах расчетных нагрузок. Также оно приобретает повышенную устойчивость к снижению упругости после многократной деформации. Однако все пружины без исключения поддаются износу. Он проявляется в виде потери упругости. Со временем они перестают принимать, после деформации, свое изначальное положение, поэтому нуждаются в замене.
Жесткость пружинРабочая жесткость пружины зависит от ряда параметров:
- Химического состава металла.
- Способа термической обработки.
- Диаметра применяемой проволоки.
- Числа витков.
- Частоты витков.

Одним из самых важных параметров при выборе пружины является коэффициент ее жесткости. Он определяет, какое усилие требуется для сжатия или растяжения готового изделия. Этот параметр является следствием сложных инженерных расчетов, учитывающих множество показателей механизма, в который необходима установка пружины. Для рядового пользователя более привычной выступает оценка по уровню стойкости измеряемой в единицах веса. Большинство пружин просто оценивают по тому, какой массы груз может ее полностью деформировать.
Если пружина будет подходить к механизму по длине и диаметру, но при этом для ее деформации нужно значительно большее усилие, чем требуется, то система не сможет работать. По сути, развиваемое прижимное усилие не способно вызвать отклик упругости. Если же наоборот жесткости пружины окажется недостаточно, то растянувшись под нагрузкой, она не вернется обратно. Аналогичная ситуация будет и при сжатии.
Аналогичная ситуация будет и при сжатии.
Жесткость всех видов пружин зависима от температуры. При их подборе оптимально проводить оценку жесткости в той температуре, в которой она будет использоваться. Чем теплее, до определенного порога устойчивости металла, тем выше упругость. При охлаждении структура металла меняется, и пружины приобретают меньший ход и повышенную хрупкость. При эксплуатации в обычных условиях это почти незаметно. Однако такое качество явно проявляется в случае использования тонких пружин в условиях Севера.
Как сделать пружину в домашних условияхПрактически в каждом механизме, где применяется пружина, она имеет свои параметры диаметра и высоты. Вследствие этого после ее износа возникают трудности с заменой. Для достаточно современных механизмов пружины можно заказать у поставщика запчастей, но для старых уже снятых с производства это невозможно.
В таком случае пружину можно изготовить самостоятельно. Для ее производства в домашних условиях требуется наличие пружинной проволоки. Так как она чаще продается на вес от 1 кг, то этого излишне много для получения одной пружины. В таком случае можно приобрести в хозяйственном или автомагазине любую пружину сделанную из проволоки нужного диаметра. Используя ее как источник материала можно изготовить изделие требуемых параметров повторив фабричную технологию в упрощенном варианте. При термообработке пружин на производстве их нагрев и охлаждение делается с точным контролем температуры измерительным оборудованием. В домашних условиях можно приблизительно контролировать нагрев металла по цвету побежалости. При разной температуре тот меняет свой цвет. Сначала он сереет, потом синеет, краснеет, желтеет и становится почти белым.
Так как она чаще продается на вес от 1 кг, то этого излишне много для получения одной пружины. В таком случае можно приобрести в хозяйственном или автомагазине любую пружину сделанную из проволоки нужного диаметра. Используя ее как источник материала можно изготовить изделие требуемых параметров повторив фабричную технологию в упрощенном варианте. При термообработке пружин на производстве их нагрев и охлаждение делается с точным контролем температуры измерительным оборудованием. В домашних условиях можно приблизительно контролировать нагрев металла по цвету побежалости. При разной температуре тот меняет свой цвет. Сначала он сереет, потом синеет, краснеет, желтеет и становится почти белым.
Пружина донор разогревается любым доступным способом. Можно использовать горн, газовую или бензиновую горелку. Она греется до темно-красного цвета побежалости, после чего оставляется остывать на воздухе. Такая термообработка называется отжиг. Структура металла пружины меняется, и он становится податливым.
 Благодаря этому она легко разматывается на проволоку.
Благодаря этому она легко разматывается на проволоку.Далее проволока наматывается на шаблон нужного диаметра. В его качестве может использоваться прут, болт и т.д. Витки делаются вплотную. Затем заготовка снимается с бланка и из нее формируется необходимая пружина. Если она должна работать на сжатие, то витки разводятся. При изготовлении пружины растяжения в ней формируются проушины. Если же изготавливается торсионное изделие, то края оставляются длинными и ровными.
После этого заготовка снова разогревается до темно-красного цвета и остужается в машинном масле. Это закаляет металл, делая его снова твердым, упругим, но хрупким. Затем изделие снова греется горелкой, но уже до светло-серого цвета и оставляется остужаться на воздухе. В результате металл отпускается. Он сохраняет упругость, но теряет хрупкость. В таком виде изделие уже может использоваться по назначению.
Формы витых пружинВитые пружины бывают:
- Цилиндрические.
- Конические.

Навитые на бланк пружины могут иметь не только правильную цилиндрическую форму, но и коническую. В ней каждый новый виток уже предыдущего. Такое изделие применяется в том случае, если на него дополнительно ложиться поддерживающая функция. Оно не только срабатывает на возврат при деформации, но и работает как опора. Конические пружины можно встретить на дорожных классических велосипедах, где они поддерживают сидение.
Цилиндрические и конические пружины могут быть обычными или составными. Составные являются сдвоенными. Это соединенные вместе 2 пружины разного диаметра. Одна располагается снаружи, а вторая ставится между ее витками. Таким образом, они работают вместе, обеспечивая необходимый уровень жесткости.
Похожие темы:
- Газлифт. Виды и устройство. Назначение и применение. Особенности
Когда надо менять пружины подвески
Больше интересных новостей на наших страницах в социальных сетях
В статье:
- Пружина и амортизатор — неразлучная пара
- Почему изнашиваются пружины подвески
- Когда следует менять пружины
- Менять ли пружины вместе с амортизаторами
- Пара слов о выборе
Автомобильная подвеска включает в себя большое количество деталей, и все они безусловно играют важную роль, обеспечивая управляемость в движении, плавность хода и устойчивость в поворотах. Но, пожалуй, ключевым элементом этой системы являются пружины.
Но, пожалуй, ключевым элементом этой системы являются пружины.
Наряду с рессорами и торсионами они входят в число упругих элементов подвески. Пружины защищают силовой агрегат, кузов и другие узлы машины, значительно уменьшая неблагоприятное воздействие ударов при проезде неровностей дорожного покрытия. Кроме того, они поддерживают вес кузова и обеспечивают необходимый дорожный просвет (клиренс). В целом это одна из деталей, которые делают вождение комфортным и безопасным.
Пружина и амортизатор — неразлучная пара
При попадании колеса на выпуклость дорожного полотна пружина сжимается, а колесо на какой-то момент отрывается от дороги. Благодаря упругости пружины на кузов удар передается значительно смягченным. Затем пружина разжимается и стремится вернуть колесо в контакт с дорогой. Таким образом сцепление шины с дорожным покрытием не теряется.
Однако в отсутствие демпфирующего элемента раскачивания пружины продолжались бы довольно долго и во многих случаях не успевали бы затухнуть до следующей неровности дороги. А значит, машина раскачивалась бы практически постоянно. В таких условиях сложно говорить об удовлетворительной управляемости, комфорте и безопасности вождения.
А значит, машина раскачивалась бы практически постоянно. В таких условиях сложно говорить об удовлетворительной управляемости, комфорте и безопасности вождения.
Решает эту проблему амортизатор, который и служит демпфером, гасящим колебания. Благодаря вязкому трению в трубках амортизатора кинетическая энергия раскачивающегося кузова превращается в тепло и рассеивается в воздухе.
Когда пружина и амортизатор сбалансированы, автомобиль едет плавно и хорошо управляется, не вызывая у водителя чрезмерного утомления. Но когда один из элементов пары изношен или неисправен, баланс нарушается. Вышедший из строя амортизатор не может эффективно гасить инерционные колебания пружины, нагрузка на нее увеличивается, амплитуда раскачки возрастает, соседние витки чаще соприкасаются. Всё это ведет к ускоренному износу детали.
Пружина также со временем теряет упругость. Кроме того, может повредиться защитное покрытие, и пружину понемногу начнет убивать коррозия. Иногда случается и перелом — чаще всего отламывается часть витка на верхнем или нижнем конце. И тогда повышенная нагрузка ложится на амортизатор, его рабочий ход увеличивается, нередко доходит до ограничителя. Соответственно, амортизатор начинает изнашиваться ускоренными темпами.
Иногда случается и перелом — чаще всего отламывается часть витка на верхнем или нижнем конце. И тогда повышенная нагрузка ложится на амортизатор, его рабочий ход увеличивается, нередко доходит до ограничителя. Соответственно, амортизатор начинает изнашиваться ускоренными темпами.
Таким образом пружины и амортизаторы тесно связаны друг с другом, и нормальное функционирование одного из этих элементов напрямую зависит от исправности другого.
Почему изнашиваются пружины подвески
Потеря упругости после определенного периода эксплуатации происходит из-за естественной усталости металла.
Другая причина, по которой данная деталь приходит в негодность — высокая влажность и химически активные вещества, например, те, что используются зимой для борьбы со льдом и снегом на дорогах. Эти факторы приводят к коррозии и потере упругих свойств.
Регулярная перегруженность машины также снижает ресурс пружин. Такой режим работы нередко приводит к ее перелому.
Кроме того, негативно сказывается на ее долговечности механическое воздействие — камни, песок, максимальное сжатие, особенно, если оно сопровождается ударом, например, при переезде через неровность на скорости.
Конечно, стоит в очередной раз вспомнить и неаккуратное вождение. Впрочем, резкая манера управления автомобилем значительно снижает ресурс не только пружин, но и многих других деталей и узлов.
И наконец, еще одним фактором, влияющим на срок службы, является качество изготовления. Несмотря на кажущуюся простоту пружины, процесс ее изготовления весьма сложен. В производстве используются специальные марки стали и специальные эластичные лакокрасочные покрытия, способные выдерживать многократные механические, температурные и химические воздействия. Подготовка пружинного прута, его навивка, закалка и другие этапы производства должны проходить в строгом соответствии с технологией. Только так можно получить продукт надлежащего качества. Как и из чего делают дешевые подделки, можно только догадываться, но лучше держаться от них подальше и не испытывать судьбу.
Как и из чего делают дешевые подделки, можно только догадываться, но лучше держаться от них подальше и не испытывать судьбу.
Когда следует менять пружины
Ориентироваться можно по нескольким основным признакам, говорящим об изношенности данных деталей.
- Проседание машины на одно колесо. Можно замерить расстояния от арок до земли и сравнить полученные результаты с теми, что указаны в ремонтной документации. Но разница нередко видна и невооруженным глазом. Если шина не спущена, значит, сломана пружина. Или пружинная чашка — в этом случае потребуется сварка. Точнее можно определить при осмотре.
- Уменьшился клиренс или авто заметно проседает даже при обычной нагрузке. Ход подвески на сжатие минимален. Такое возможно, если машина часто бывает перегружена. В противном случае дело в усталости металла.
- Посторонние звуки в подвеске, хотя заметного проседания или признаков изношенности амортизатора нет. Вероятно, отломился небольшой кусок на конце пружины. Глухой скрежет в этом случае происходит из-за трения обломка и оставшейся части пружины между собой. Ситуация сама по себе не так уж страшна, однако отломившийся кусок может отскочить куда угодно и пробить, например, тормозной патрубок, шину или повредить какую-нибудь другую деталь подвески. А возможно, что «повезет» тому, кто едет позади вас, и у него окажется разбитым лобовое стекло или фара.
- Ржавчину можно обнаружить при визуальном обследовании. Все начинается с повреждения лакокрасочного покрытия, затем свое дело делает влага. Коррозия нарушает структуру металла, отчего он становится более слабым и ломким.
- Если вы заметили, что подвеска стала жестче, а амортизатор частенько постукивает из-за ограничения хода, то в этом случае тоже стоит проверить состояние пружин.
 Глухой скрежет в этом случае происходит из-за трения обломка и оставшейся части пружины между собой. Ситуация сама по себе не так уж страшна, однако отломившийся кусок может отскочить куда угодно и пробить, например, тормозной патрубок, шину или повредить какую-нибудь другую деталь подвески. А возможно, что «повезет» тому, кто едет позади вас, и у него окажется разбитым лобовое стекло или фара.
Глухой скрежет в этом случае происходит из-за трения обломка и оставшейся части пружины между собой. Ситуация сама по себе не так уж страшна, однако отломившийся кусок может отскочить куда угодно и пробить, например, тормозной патрубок, шину или повредить какую-нибудь другую деталь подвески. А возможно, что «повезет» тому, кто едет позади вас, и у него окажется разбитым лобовое стекло или фара.Менять ли пружины вместе с амортизаторами
В зависимости от конкретной марки автомобиля, условий эксплуатации и аккуратности водителя пружины обеспечивают пробег от 50 до 200 тысяч, иногда даже до 300 тысяч. Среднестатистический срок эксплуатации составляет примерно 100…150 тысяч. Это примерно в два раза превышает ресурс амортизаторов. Таким образом каждую вторую плановую замену амортизаторов следует совмещать с установкой новых пружин. При этом вам не нужно будет платить отдельно за их замену.
Среднестатистический срок эксплуатации составляет примерно 100…150 тысяч. Это примерно в два раза превышает ресурс амортизаторов. Таким образом каждую вторую плановую замену амортизаторов следует совмещать с установкой новых пружин. При этом вам не нужно будет платить отдельно за их замену.
В остальных ситуациях следует определяться в зависимости от возраста и конкретного состояния деталей. В любом случае их нужно обязательно менять попарно — с обеих сторон оси. В противном случае наверняка появится перекос из-за отличий в параметрах и разной степени изношенности. Далее нарушатся углы установки колес, будут неравномерно изнашиваться шины. В итоге дисбаланс подвески ухудшит управляемость.
И не забудьте после замены проверить и отрегулировать углы установки колес (развал-схождение).
И пара слов о выборе
Выбирая пружину для замены, исходите из того, что новая деталь должна быть такой же формы и размеров, что и оригинальная. Это касается посадочных диаметров и максимального внешнего диаметра. В то же время количество витков и высота ненагруженной детали могут отличаться.
Это касается посадочных диаметров и максимального внешнего диаметра. В то же время количество витков и высота ненагруженной детали могут отличаться.
Установка пружин иного типа, с другими параметрами и иной жесткостью может привести к неожиданным последствиям, и результат не всегда вас порадует. Например, чересчур жесткие пружины могут привести к тому, что передняя или задняя часть машины окажется непомерно задранной, а из-за слишком мягких возникнет сильный крен в поворотах. Изменение клиренса нарушит развал-схождение и приведет к повышенному износу шин, сайлентблоков, ступичных подшипников и других элементов подвески. Нарушится и баланс совместной работы пружин с амортизаторами. Всё это в итоге негативно скажется на управляемости и комфортности.
При покупке отдавайте предпочтение проверенным производителям и надежным продавцам. Так вы избежите приобретения низкокачественной продукции или откровенной подделки. Среди производителей качественных пружин и других элементов подвески стоит отметить шведскую фирму LESJOFORS, немецкие бренды EIBACH, MOOG, BOGE, SACHS, BILSTEIN и K+F. Из бюджетных можно выделить польского производителя FA KROSNO. Что касается популярного производителя автозапчастей из Японии KAYABA (KYB), то на его продукцию немало нареканий. Вероятно, это связано с большим количеством подделок. Впрочем, пружины KYB отличаются хорошим качеством и к ним у покупателей обычно претензий нет.
Из бюджетных можно выделить польского производителя FA KROSNO. Что касается популярного производителя автозапчастей из Японии KAYABA (KYB), то на его продукцию немало нареканий. Вероятно, это связано с большим количеством подделок. Впрочем, пружины KYB отличаются хорошим качеством и к ним у покупателей обычно претензий нет.
Технология изготовления плоских пружин
Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.
Витые пружины сжатия
Упругие элементы могут иметь различные пространственные формы. Исторически первыми пружинами освоенными человеком, были листовые. Их и сегодня можно видеть — это рессоры у большегрузных грузовиков. С развитием технологий люди научились изготавливать более компактные витые пружины, работающие на сжатие. Кроме них, используются и пространственные упругие элементы.
Кроме них, используются и пространственные упругие элементы.
Особенности конструкции
Такие пружины при работе принимают нагрузку вдоль своей оси. В начальном положении между их витками существуют просветы. Приложенная внешняя сила деформирует пружину, длина ее уменьшается до тех пор, пока витки не соприкоснуться. С этого момента пружина представляет собой абсолютно жесткое тело. По мере уменьшения внешнего усилия форма изделия начинается возвращаться к первоначальной вплоть до полного восстановления при исчезновении нагрузки.
Основными характеристиками, описывающими геометрию детали, считают:
- Диаметр прутка, из которого навита пружина.
- Число витков.
- Навивочный шаг.
- Внешний диаметр детали.
Внешняя форма может отличаться от цилиндрической и представлять собой одну из фигур вращения: конус, бочку (эллипсоид) и другие
Шаг навивки бывает постоянный и переменный. Направление навивки – по часовой стрелке и против нее.
Сечение витков бывает круглым, плоским, квадратным и др.
Концы витков стачиваются до плоской формы.
Область эксплуатации
Шире других используются цилиндрические винтовые пружины постоянного внешнего диаметра и постоянного шага. Они применяются в таких областях, как
- Машиностроение.
- Приборостроение.
- Транспортные средства.
- Добыча полезных ископаемых промышленность.
- Бытовая техника .
и в других отраслях.
Применение пружины в быту
Требования к пружинам
Для эффективного функционирования работы требуются следующие свойства:
- высокая прочность;
- пластичность;
- упругость;
- износостойкость.
Чтобы обеспечить проектные значения этих параметров, требуется правильно выбрать материал, точно рассчитать размеры, разработать и соблюсти технологию изготовления.
Государственными стандартами определяются требования к изготовлению пружин. По допустимым отклонениям они относятся к одной из точностных групп:
По допустимым отклонениям они относятся к одной из точностных групп:
Схематическое изображение пружины
Строгие требования предъявляются к точности соблюдения геометрии, чистоте поверхности.
Не соответствуют стандарту изделия с царапинами и прочими наружными дефектами, снижающими ресурс изделия и срок его эксплуатации
Требования к материалу
Прочностные параметры и отказоустойчивость изделия во многом определяются материалом, из которого его решили сделать. Металлурги выделяют в классификации сталей специальные рессорно-пружинные стали. Они обладают специфической кристаллической структурой, определяемой как химическим составом, так и проводимой термической обработкой изделий. Высоколегированные сплавы повышенной чистоты и высокого металлургического качества обеспечивают высокую упругость и пластичность, способны сохранять свои физико-механические свойства после многократных деформаций.
Популярность среди конструкторов механизмов приобрели пружинные сплавы 60С2А, 50ХФА и нержавейка 12Х18Н10Т
Особенности технологии
Технологический процесс изготовления упругих элементов зависит от технических требований, предъявляемых к конструкции. Сделать пружину не так просто, как обычную деталь, которая не должна обладать особыми упругими свойствами. Для этого требуется специальное оборудование и оснастка.
Сделать пружину не так просто, как обычную деталь, которая не должна обладать особыми упругими свойствами. Для этого требуется специальное оборудование и оснастка.
Навивка пружин с круглым сечением витка проводится следующими методами:
- Холодная. Применяется для малых и средних размеров (диаметр проволоки до 8 миллиметров).
- Горячая. Для больших диаметров.
Технология навивки пружины
После навивки упругие элементы подвергают различным видам термообработки. В ее ходе изделие приобретает заданные свойства.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.

Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки.
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Технология холодной навивки с закалкой и отпуском
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Технология горячей навивки с закалкой и отпуском
Перед навивкой заготовку нагревают до температуры пластичности одним из следующих методов
- муфельная печь;
- газовая горелка;
- высокочастотный нагрев.
Далее заготовка поступает на навивочное оборудование, Проводится корректировка геометрии и формирование плоских торцов.
Термическая обработка включает в себя закалку и низкотемпературный отпуск.
Графики термообработки строятся исходя из свойств материала и размеров заготовки.
Рабочий режим линии печи закалки и отпуска
Далее следует контрольно- измерительный этап. Заканчивается изготовление нанесением антикоррозионной защиты.
Используемое оборудование и оснастка
Чтобы сделать упругий элемент, требуется специализированное оборудование. Это навивочные станки. Сделать деталь можно и на обычном токарном станке, но потребуется его дооборудование специальной оснасткой. Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка.
Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка.
На следующем этапе механической обработки торцы шлифуются на торцешлифовочных станках. При единичном производстве или малых сериях это можно сделать шлифовальном круге.
Термообработка проводится с применением оправок, предотвращающих деформацию изделия, в специализированных печах для закалки и отпуска. Обе операции можно сделать и в универсальной печи.
Используемое оборудование и оснастка
Для контроля качества используются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно сделать и универсальным инструментом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В ноябре 2017 года произведена модернизация производственных мощностей ООО «ПРУЖИНА. RU». В 2016.
RU». В 2016.
В связи с расширением производственных мощностей обновлен список открытых вакансий в нашей.
Примите наши искренние поздравления с наступающим Новым 2017 годом!
Пусть наступающий год.
На нашем сайте создан новый раздел «Чертежи пружин и изделий из проволоки», мы надеемся, что он.
Рады представить вам для ознакомления свежие материалы нашего сайта в виде статей, новые.
Плоские пружины представляют собой пластины заданной формы (изогнутой или прямой), работающие на изгиб (упруго изгибающиеся под воздействием внешних нагрузок). Используются при воздействии на устройство сил в небольших диапазонах хода.
Плоские пружины — все виды:
По форме плоские пружины делятся на прямые и спиральные.
По способам крепления и местам приложения нагрузок плоские пружины делятся на работающие в качестве:
• консольной балки. Нагрузка на свободном конце.
• балки на двух опорах. Нагрузка на опоры.
• балки с закрепленным концом и вторым свободно лежащим. Нагрузка на вторую опору.
Нагрузка на вторую опору.
• балки с шарнирно закрепленным концом, и вторым свободно лежащим на опоре. Нагрузка на вторую опору.
• Круглые пластины, с закрепленными краями и нагрузкой посредине (мембраны)
Конструирование и изготовление плоских пружин:
При конструировании листовых плоских пружин желательно осуществлять выбор наиболее простых форм, облегчающих их расчеты. Установка плоских пружин предусматривает предварительное их натяжение.
Плоские спиральные пружины:
Действие этого типа пружин основывается на возникновении в плоскости нормальной к оси пружины изгибающего момента. Применение – часовые, механизмы, самописцы и аналогичные приборы в качестве заводных пружин — аккумулятора энергии. Размещаются в барабанах для обеспечения смазки и фиксации внешних размеров.
Коэффициент полезного действия:
КПД спиральных плоских пружин называют отношение работы пружины, совершаемой при развертывании к величине работы затраченной на заводку. КПД лежит в диапазоне от 0,7 до 0,85, предельная величина до 0,9.
КПД лежит в диапазоне от 0,7 до 0,85, предельная величина до 0,9.
Технологии изготовления плоских пружин:
Изготовление плоских пружин производится методами штамповки и глубокой вытяжки металла из материалов и сплавов, различных по химическому составу и назначению. Изготовление плоских пружин требует особого контроля качества используемого сырья и строго соблюдения всех этапов технологического процесса. Подробнее о изготовлении пружин можно узнать тут.
Как известно, существуют различные виды пружин, которые отличаются не только по конструкции, но еще и по способу взаимодействия с остальными механизмами в узлах. Так, например, пружины сжатия работают на сжатие, пружины растяжения — на растяжение, ну а пружины кручения, соответственно, на изгиб и скручивание. При этом данные виды пружин имеют витую форму, в отличии от той же тарельчатой пружины или от любого типа пружин-рессор. Само собой, технология изготовления пружин витого типа будет отличаться от того как происходит производство пружин с другой конструкцией.
В целом, технология изготовления пружин подразумевает под собой совокупность последовательного использования специальных технологических инструментов, например, станочного оборудования и каких-либо сырьевых материалов. При этом, само производство пружин может происходить за разное число этапов и с использованием различных способов, которые выбирает непосредственно сам завод-производитель, в зависимости от назначения конкретной пружины. Соответственно, технология меняется исходя из всех характеристик и конструкционных параметров у этого металлического изделия.
Пожалуй, наиболее распространенными в промышленности и быту считаются как раз таки витые виды пружин, а именно, кручения, сжатия, растяжения. По этой причине нами сегодня будет рассмотрено, что представляет технология изготовления пружин из данной классификации. Вообще, наличие специальной навивки в конструкции позволяет подобным пружинам многократно воспринимать повторяющиеся нагрузки, проявляя высокую степень устойчивости к разным механическим воздействиям без потери своих характеристик, в числе которых имеются следующие физико-химические свойства:
- Коэффициент упругости
- Предел воспринимаемой нагрузки
- Усталостная прочность
Именно эти параметры влияют на продолжительность, а главное, на качество работы пружин. Собственно, для того, чтобы обеспечить данным изделиям максимально возможную долгосрочность эксплуатации, производство пружин должно осуществляться из надежного сырьевого материала, посредством поэтапного применения разных технически процессов на специальном оборудовании. Как правило, навивка осуществляется оператором из стальной проволоки на токарных станках либо вручную, либо через автомат одним из двух основных способов: горячим методом или же холодным методом.
Собственно, для того, чтобы обеспечить данным изделиям максимально возможную долгосрочность эксплуатации, производство пружин должно осуществляться из надежного сырьевого материала, посредством поэтапного применения разных технически процессов на специальном оборудовании. Как правило, навивка осуществляется оператором из стальной проволоки на токарных станках либо вручную, либо через автомат одним из двух основных способов: горячим методом или же холодным методом.
Холодная технология изготовления пружин
Производство пружин холодным способом в Российской Федерации выполняют чуть чаще, нежели горячим, ввиду наиболее низкой себестоимости производства. Для таких работ не требуются дополнительные дорогостоящие станки, кроме навивочного. Собственно, такой метод предполагает использование оборудования, оснащенного двумя основными валиками, через которые и происходит навивка. Верхний из валиков позволяет регулировать натяжение, а также задавать направление завивки, используя для этого специально установленный винт. Сам процесс изготовления выполняется примерно так:
Сам процесс изготовления выполняется примерно так:
- Подготавливается специальная сталь для изготовления пружин (стальная проволока).
- Проволока просовывается через планку в суппорте.
- Ее конец прочно закрепляется на оправке при помощи зажима.
- Через верхний валик устанавливается необходимое натяжение.
- В зависимости от диаметра проволоки выбирается скорость вращения.
- Запускается в работу валик, наматывающий пружину.
- По мере достижения необходимого числа витков, проволока обрезается.
- В завершении деталь обрабатывается механически и термически.
Несмотря на то, что форма изготавливаемого изделия может быть как бочкообразной, так и цилиндрической, или даже конической, холодная технология изготовления пружин не позволяет использовать для изготовления пружин сталь диаметром более 16 миллиметров. Механическая обработка проводится для устранения зазубрин, сколов или же любых других дефектов на поверхности метиза, полученных в результате предыдущего проката проволоки, либо во время непосредственного процесса навивки с целью обеспечения наиболее лучшего качества изделия и повышения срока его эксплуатации.
Кроме того, немаловажным этапом является последующая термическая обработка, за счет проведения которой заготовка сможет избавиться от всех полученных во время навивки внутренних напряжений. При этом сам метод обработки выбираю исходя из того, какая была использована сталь для изготовления пружин. В некоторых случаях используют и отпуск и закалку, в некоторых, например, в бронзе, только лишь низкотемпературный отпуск. Так или иначе, каждый из данных процессов позволяет изделию достичь основных своих критериев, в числе которых состоит их великолепная упругость.
Горячая технология изготовления пружин
В отличии от холодного способа, горячее производство пружин подразумевает лишь изготовление изделий с диаметром от 10 миллиметров. То есть метизы меньших габаритов не получится сделать таким способом априори. Горячая технология изготовления пружин для создания заготовок требует проводить процедуру равномерного нагрева. При этом сам нагрев производится очень быстро на специальном станке. После чего разогретый до красна пруток необходимо просунуть через фиксирующую планку в навивочный станок и закрепить концы заготовки в зажимах и выполнять следующие этапы:
При этом сам нагрев производится очень быстро на специальном станке. После чего разогретый до красна пруток необходимо просунуть через фиксирующую планку в навивочный станок и закрепить концы заготовки в зажимах и выполнять следующие этапы:
- Задать необходимое натяжение через верхний валик.
- Выбрать скорость вращения, в зависимости от диаметра.
- Включить станок, начав процесс навивки проволоки.
- По окончании работ снять цельную заготовку.
- Отправить изделие на термическую обработку.
- Максимально охладить спираль в масле.
- Провести механическую обработку поверхности.
- Нанести защитный антикоррозийный слой.
Обратите внимание, что горячая технология изготовления пружин для экономичного расходования сырьевых материалов не предусматривает разрезание пружины по мере того, как будет достигнут необходимый размер изделия. Это значит, что навивка происходит сразу на всю длину заготовки, а уже потом от нее отрезают куски необходимой длины. Повторная термическая обработка изделия необходима для снятия внутреннего напряжения. Охлаждать заготовку в масле, а не в воде рекомендуется по причине того, что во время долгой закалки в воде горячая сталь может попросту пустить трещину.
Повторная термическая обработка изделия необходима для снятия внутреннего напряжения. Охлаждать заготовку в масле, а не в воде рекомендуется по причине того, что во время долгой закалки в воде горячая сталь может попросту пустить трещину.
Тем не менее, если технология изготовления пружин требует проводить закалку как раз в воде, то необходимо соблюдать временной диапазон от 1 до 3 секунд, после чего так же опустить заготовку в масло. После этого пружину вынимают и очищают от масла. Далее уже идет аналогичный холодному методу навивки этап механической обработки изделия: заточка, шлифовка и другие технологические операции. Кроме того, для улучшения износостойкости изготовленных обеими способами пружин довольно часто производители применяют так же антикоррозионную обработку поверхностей изделия.
Сталь для изготовления пружинПоскольку пружины зачастую используются для гашения каких-либо типов нагрузок, сталь для изготовления пружин должна иметь очень высокие технические характеристики. В зависимости от предназначения итоговых изделий, для их создания могут использоваться самые различные марки стали. Однако, наиболее часто, производство пружин выполняется из углеродистой и высоколегированной стали. Как правило, заводы-изготовители используют такие марки, как 50ХФА, 50ХГФА, 55ХГР, 55С2, 60С2, 60С2А, 60С2Н2А, 65Г, 70СЗА, У12А, 70Г, а также ещё множество других стальных сплавов.
В зависимости от предназначения итоговых изделий, для их создания могут использоваться самые различные марки стали. Однако, наиболее часто, производство пружин выполняется из углеродистой и высоколегированной стали. Как правило, заводы-изготовители используют такие марки, как 50ХФА, 50ХГФА, 55ХГР, 55С2, 60С2, 60С2А, 60С2Н2А, 65Г, 70СЗА, У12А, 70Г, а также ещё множество других стальных сплавов.
Среднеуглеродистые и высокоуглеродистые марки стали, а также низколегированные стальные сплавы, которые задействует любое производство пружин, называются рессорно-пружинными. Зачастую, сталь для изготовления пружин обозначается еще как пружинная сталь. Стандартом для ее производства считают ГОСТ 14959-79, который предписывает все допуски и требования к техническим характеристикам. По госстандарту, пружинная сталь должна иметь очень качественную поверхность без наличия каких-либо дефектов, способных привести к частичному или же полному разрушению.
Дело в том, что при наличии, например, трещин на поверхности изделий, в процессе их эксплуатации при тяжелых различных тяжелых условиях, все усталостные явления будут концентрироваться как раз в наименее устойчивых дефектных местах. Именно поэтому вся пружинная сталь до того, как началось непосредственное производство пружин, должна пройти процедуру проверки на соответствие установленным требованиям ГОСТ 14959-79. Кроме того, сталь для изготовления пружин должна иметь хорошую упругость и проявлять высокую устойчивость к агрессивным воздействиям.
Именно поэтому вся пружинная сталь до того, как началось непосредственное производство пружин, должна пройти процедуру проверки на соответствие установленным требованиям ГОСТ 14959-79. Кроме того, сталь для изготовления пружин должна иметь хорошую упругость и проявлять высокую устойчивость к агрессивным воздействиям.
Достичь этого помогает, во-первых, химический состав того или иного сплава, так как под конкретные рабочие условия подбирается конкретная сталь для изготовления пружин. Во-вторых, противостоять напряжению и разрушению позволяют процесс закалки и отпуска изделий. Проведение данных технологических процессов подразумевает любая технология изготовления пружин, однако для каждой марки стали есть свои нюансы. В частности, этим нюансом является среда закаливания, в роли которой выступают масло или вода, а также еще и сама температура, при которой идет закаливание.
Собственно, температура при которой закаливается сталь для изготовления пружин, варьируется в пределах от +800°С до +900°, в зависимости от конкретного сплава. А отпуск проводится уже при диапазоне от +300°С до +480°С. Это обусловлено тем, что именно при подобных температурах возможно достичь одного из самых важных параметров пружинной стали — наибольшего предела упругости стали. Твердость получаемой продукции равняется 35 — 45 единицам твердости по Шору, что равнозначно значению от 1300 до 1600 килограмм на один квадратный миллиметр поверхности.
А отпуск проводится уже при диапазоне от +300°С до +480°С. Это обусловлено тем, что именно при подобных температурах возможно достичь одного из самых важных параметров пружинной стали — наибольшего предела упругости стали. Твердость получаемой продукции равняется 35 — 45 единицам твердости по Шору, что равнозначно значению от 1300 до 1600 килограмм на один квадратный миллиметр поверхности.
Характеристики стали для изготовления пружин
Поделиться с друзьями:
Твитнуть
Поделиться
Поделиться
Отправить
Класснуть
Adblock detector
Как изготавливаются пружины – Процесс производства пружин –
Как изготавливаются пружины – Процесс изготовления пружин
Опубликовано 21 мая 2021 г. автором IDC Spring
Механические пружины практически везде. От матрасов и потребительских товаров до промышленного оборудования пружина вездесуща. Эти спиральные устройства хранят механическую энергию, обеспечивая растяжение и сжатие в различных приложениях. В то время как средний человек знает, что такое пружина и как она выглядит, большинство не знает, как делаются пружины или из чего они сделаны. Здесь мы обсудим процесс изготовления пружин, чем отличается этот процесс и из чего изготавливаются пружины.
В то время как средний человек знает, что такое пружина и как она выглядит, большинство не знает, как делаются пружины или из чего они сделаны. Здесь мы обсудим процесс изготовления пружин, чем отличается этот процесс и из чего изготавливаются пружины.
Как делают пружины?
Процесс производства пружин довольно прост, с некоторыми вариациями в зависимости от типа изготавливаемой пружины. В своем самом простом варианте пружины создаются в процессе намотки, термообработки, шлифовки, покрытия и отделки.
Эти этапы подробно описаны ниже:
1. Намотка пружины
Сначала пружинная проволока подается в механическое пружинное оборудование. Эта полуавтоматическая машина сначала выпрямляет проволоку из катушки, в которую она прибыла, переустанавливая проволоку в прямую линию по умолчанию. Оттуда машина наматывает, формирует или сгибает пружинную проволоку в желаемую форму. Эти процессы более подробно описаны ниже:
- Намотка: Для намотки используется станок для намотки пружин или станок для намотки пружин с числовым программным управлением (ЧПУ). Техник, управляющий станком, настраивает его, чтобы подготовить к изготовлению определенного типа катушки, и подает проволоку на набор роликов, которые протягивают пружинную проволоку к набору направляющих. В конце концов, направляющие ведут проволоку к точке намотки или набору точек намотки, которые скручивают проволоку назад, образуя пружину. Этот тип механизма изготавливается с пружинами сжатия, растяжения и кручения.
- Формование: Это делается с помощью пружиноформовочного станка или станка с ЧПУ. В этом типе станков на торце имеется от шести до восьми направляющих, которые позволяют ему выполнять несколько типов изгибов, обручей и радиусов в дополнение к витку пружины. В результате этот процесс может создать ряд пружинных форм. Формирователи пружин часто используются для изготовления пружин растяжения, торсионных пружин, проволочных профилей, а иногда и пружин сжатия.
- Гибка: Для гибки проволоки используется станок с ЧПУ, представляющий собой механическую машину для гибки проволоки, управляемую компьютером. Станок работает, подавая проволоку в набор роликов, которые протягивают проволоку к направляющим для проволоки и толкают ее к подвижной инструментальной головке, управляемой компьютером. Инструментальная головка выполняет различные изгибы и формы. Гибочный станок в основном используется для создания проволочных форм.
 Техник, управляющий станком, настраивает его, чтобы подготовить к изготовлению определенного типа катушки, и подает проволоку на набор роликов, которые протягивают пружинную проволоку к набору направляющих. В конце концов, направляющие ведут проволоку к точке намотки или набору точек намотки, которые скручивают проволоку назад, образуя пружину. Этот тип механизма изготавливается с пружинами сжатия, растяжения и кручения.
Техник, управляющий станком, настраивает его, чтобы подготовить к изготовлению определенного типа катушки, и подает проволоку на набор роликов, которые протягивают пружинную проволоку к набору направляющих. В конце концов, направляющие ведут проволоку к точке намотки или набору точек намотки, которые скручивают проволоку назад, образуя пружину. Этот тип механизма изготавливается с пружинами сжатия, растяжения и кручения. Станок работает, подавая проволоку в набор роликов, которые протягивают проволоку к направляющим для проволоки и толкают ее к подвижной инструментальной головке, управляемой компьютером. Инструментальная головка выполняет различные изгибы и формы. Гибочный станок в основном используется для создания проволочных форм.
Станок работает, подавая проволоку в набор роликов, которые протягивают проволоку к направляющим для проволоки и толкают ее к подвижной инструментальной головке, управляемой компьютером. Инструментальная головка выполняет различные изгибы и формы. Гибочный станок в основном используется для создания проволочных форм.Эти процессы используются по отдельности или в комбинации для создания пружин для различных отраслей промышленности и продуктов.
2. Термическая обработка
После того, как пружина сформирована, ее обычно необходимо подвергнуть процессу снятия напряжения, который позволит пружине сохранить свою память. Эта память позволяет пружине отскакивать назад, когда она находится под нагрузкой. Для этого производители должны подвергать пружины термообработке после их формирования.
В процессе термообработки производитель пружины должен подвергнуть пружину термообработке до определенной температуры в течение определенного периода времени. Установка температуры и времени варьируется в зависимости от типа и количества используемой проволоки. Как только это будет сделано, пружина может пройти дополнительные этапы термообработки, закалки или охлаждения пружины, прежде чем подвергнуть ее еще одному раунду. Точный процесс, опять же, зависит от типа материала и производственного процесса.
Как только это будет сделано, пружина может пройти дополнительные этапы термообработки, закалки или охлаждения пружины, прежде чем подвергнуть ее еще одному раунду. Точный процесс, опять же, зависит от типа материала и производственного процесса.
В большинстве современных процессов производства пружин термообработка выполняется с использованием печи с конвейерной лентой. Когда пружина отрывается от пружинной машины, она падает с направляющей на конвейерную ленту, которая подводит пружину к отверстию печи.
Затем пружина перемещается по конвейерной ленте внутри печи со скоростью, которая позволяет ей оставаться в печи в течение соответствующего времени. Когда пружина выходит из печи, она направляется в приемную коробку для охлаждения.
3. Шлифовка
Шлифовка может применяться к пружинам сжатия и винтовым пружинам, если этого требует конструкция. В процессе шлифовки концы пружины шлифуются, что позволяет ей стоять прямо и не шататься при вертикальной ориентации.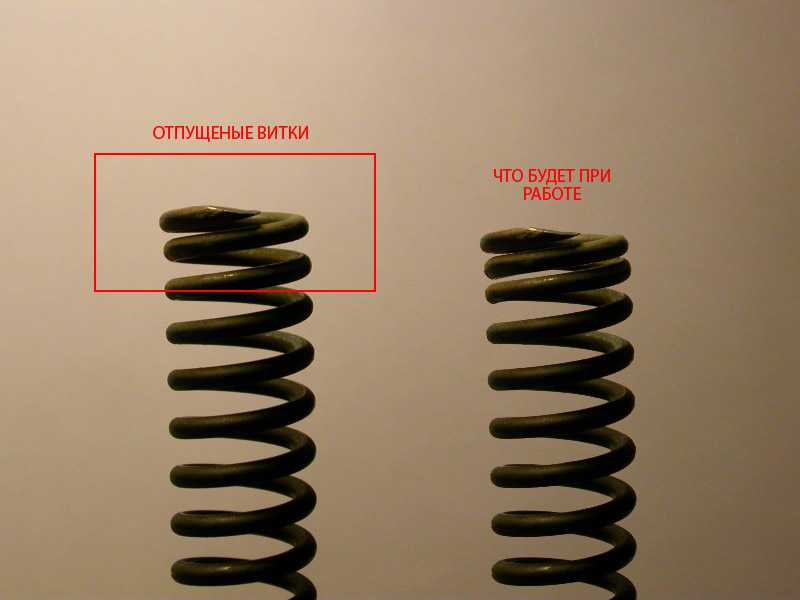
Пружинная шлифовка выполняется с помощью пружинной шлифовальной машины. Этот шлифовальный станок имеет два горизонтальных шлифовальных круга, расположенных на расстоянии друг от друга таким образом, чтобы длина пружины входила между кругами. Отдельная часть, называемая пружинной тарелкой, удерживает пружину и медленно перемещает ее между двумя шлифовальными кругами.
При движении пластины концы пружины соприкасаются со шлифовальными кругами, шлифуя концы так, чтобы торцевые поверхности были перпендикулярны сторонам пружины. Как только это будет сделано, пружинная тарелка выпускает пружину в приемную коробку.
4. Покрытие и отделка
В качестве последнего штриха на пружины обычно наносят покрытие, гальванопокрытие или отделку. В процессе отделки поверхность пружины подвергается дополнительным этапам, чтобы помочь в борьбе с эрозией, придать пружине новые свойства или просто улучшить ее внешний вид. Некоторые примеры распространенных процессов отделки включают следующее:
- Дробеструйная обработка: Дробеструйная обработка – это финишная обработка холоднодеформированных пружин. При этом в проволоку выстреливаются сферические дроби, что приводит к напряжению сжатия и формированию слоев ямок сжатия. В результате поверхность материала затвердевает, что делает его более устойчивым к усталости, коррозии и растрескиванию.
- Покрытие: Покрытие происходит при нанесении тонкого слоя металла на поверхность пружинной или проволочной формы. Обычно это достигается с помощью процесса гальванического покрытия, при котором химические вещества и электрические токи связывают металл покрытия с поверхностью пружинной проволоки. После завершения покрытия могут обеспечить повышенную коррозионную стойкость и прочность. Покрытия также могут улучшить физические или эстетические свойства пружины. Например, медные и золотые покрытия обеспечивают улучшенную электропроводность для электронных и силовых приложений, а никелевые и кадмиевые покрытия обеспечивают хромированную отделку.
- Порошковое покрытие: Порошковое покрытие — еще один вариант отделки проволочных пружин. Порошковые покрытия обычно наносятся на горячетянутые пружины и помогают предотвратить образование ржавчины на поверхности пружины. Покрытия также могут быть разных цветов для эстетики.
 При этом в проволоку выстреливаются сферические дроби, что приводит к напряжению сжатия и формированию слоев ямок сжатия. В результате поверхность материала затвердевает, что делает его более устойчивым к усталости, коррозии и растрескиванию.
При этом в проволоку выстреливаются сферические дроби, что приводит к напряжению сжатия и формированию слоев ямок сжатия. В результате поверхность материала затвердевает, что делает его более устойчивым к усталости, коррозии и растрескиванию. Порошковые покрытия обычно наносятся на горячетянутые пружины и помогают предотвратить образование ржавчины на поверхности пружины. Покрытия также могут быть разных цветов для эстетики.
Порошковые покрытия обычно наносятся на горячетянутые пружины и помогают предотвратить образование ржавчины на поверхности пружины. Покрытия также могут быть разных цветов для эстетики.Отделка добавляет окончательный уровень функциональности пружинам, придавая новые свойства или просто сохраняя долговечность пружины для конечных пользователей.
Варианты производства пружин
Как упоминалось ранее, конкретный процесс производства пружин зависит от типа создаваемой пружины. Пружины могут быть изготовлены с витками или без них, а наличие витка и использование пружины будут определять типы задействованных производственных процессов.
Пружины с витками, также известные как винтовые или винтовые пружины, обычно представляют собой пружины. Они проходят процесс намотки пружины, обычно на машине для намотки проволоки или формовки проволоки, в результате чего получается спиральная форма. Существует несколько подтипов винтовых пружин, что приводит к различиям в процессе производства винтовых пружин. Эти варианты включают следующее:
Эти варианты включают следующее:
- Пружины растяжения: Пружина растяжения представляет собой спиральную пружину, витки которой соприкасаются друг с другом. По мере приложения силы для растяжения пружины эти витки расходятся, но пружина создает возвратную силу против силы, растягивающей пружину. Пружины растяжения формируются в основном с использованием машины для намотки проволоки, но также могут проходить через машину для формовки проволоки, особенно если она имеет конфигурацию с петлевым концом. В качестве альтернативы пружины растяжения могут быть зашлифованы на концах.
- Пружины сжатия: В отличие от пружин растяжения, витки которых соприкасаются друг с другом в состоянии покоя, витки пружин сжатия в состоянии покоя разнесены и сжимаются вместе при приложении к ним силы. Эти типы пружин отталкиваются от приложенной силы. В процессе производства пружин сжатия в основном используется машина для намотки пружин, хотя в некоторых случаях может использоваться формирователь пружин.
- Пружины кручения: Пружина кручения представляет собой пружину уникальной формы, два конца которой отходят от витка. Когда к концам прикладывается сила, катушка скручивается в более тугую спираль и отталкивается от приложенной силы. Типичные примеры включают пружины, используемые в грузовых прицепах или дверях грузовиков. Как и пружины растяжения, процесс производства пружин кручения обычно включает в себя навивочные или формовочные машины.

Процесс изготовления пружины по индивидуальному заказу
Процесс изготовления пружины зависит от типа используемой пружины, но он также может различаться в случае нестандартной конструкции пружины. Индивидуальные конструкции пружин часто необходимы в уникальных производственных приложениях, где требуется особая форма пружины, материал и отделка, которые выходят за рамки стандартных спецификаций. В этих случаях клиенты тесно сотрудничают с производителями винтовых пружин для разработки, проектирования и производства соответствующей пружины.
В дополнение к указанным выше типам пружин производители пружин могут также создавать специальные пружины, такие как:
- Конические пружины: В конической пружине диаметр витка уменьшается от одного конца к другому, создавая коническую форму. . Эта пружина сжатия работает так же, как и другие в своем роде, но благодаря своей форме она более устойчива в поперечной плоскости по сравнению со стандартной цилиндрической пружиной сжатия.
- Конические пружины: Конические пружины представляют собой еще один тип пружин сжатия, имеющих коническую форму. Эта коническая форма позволяет пружине иметь меньшую высоту по сравнению с цилиндрическими пружинами сжатия.
- Пружины «песочные часы»: Пружины сжатия «песочные часы» представляют собой еще один тип пружин сжатия уникальной формы. В пружине песочных часов центр пружины имеет меньший диаметр, чем концы. Вогнутая форма облегчает центрирование пружины и обеспечивает меньшую сплошную высоту, как у конической пружины.

В процессе производства нестандартных пружин клиент будет работать со своим производителем нестандартных пружин, предоставляя им проекты. Оттуда производитель может создавать прототипы для тестирования, которые затем клиент может использовать для настройки своих конструкций в соответствии с потребностями приложения. Как только дизайн будет завершен, производитель пружины может принять окончательный вариант и запустить производство пружины.
Из чего сделаны пружины?
Теперь, когда мы рассмотрели, как изготавливаются пружины, пришло время ответить на еще один часто задаваемый вопрос о пружинах. Из чего сделана пружина?
Пружины изготовлены из различных металлов в форме круглой проволоки. Конкретные типы металлов делятся на три основные категории — высокоуглеродистые, стальные сплавы и нержавеющая сталь:
- Высокоуглеродистые: Высокоуглеродистые пружинные материалы являются одними из наиболее распространенных благодаря их относительной дешевизне и универсальности. Типы проволоки с высоким содержанием углерода включают музыкальную проволоку и жесткотянутую проволоку. Музыкальная проволока часто используется в инструментах, а жесткотянутая проволока часто используется в коммерческих продуктах. Однако проволока с высоким содержанием углерода обычно плохо работает в высокотемпературных и агрессивных средах.
- Сплавы стали: Сплавы стали являются еще одним распространенным выбором для пружин и включают такие материалы, как хром-кремний, который часто используется в больших пружинах. Хотя эти материалы более устойчивы к высоким температурам, они все же подвержены коррозии.
- Нержавеющая сталь: Нержавеющая сталь является третьим наиболее распространенным типом проволоки для металлических пружин, в первую очередь предпочитаемой за ее устойчивость к коррозии. Нержавеющая сталь бывает разных видов, все с разным уровнем эластичности и твердости. Пружины из нержавеющей стали часто используются в устройствах, используемых в медицинских целях или на открытом воздухе.
 Типы проволоки с высоким содержанием углерода включают музыкальную проволоку и жесткотянутую проволоку. Музыкальная проволока часто используется в инструментах, а жесткотянутая проволока часто используется в коммерческих продуктах. Однако проволока с высоким содержанием углерода обычно плохо работает в высокотемпературных и агрессивных средах.
Типы проволоки с высоким содержанием углерода включают музыкальную проволоку и жесткотянутую проволоку. Музыкальная проволока часто используется в инструментах, а жесткотянутая проволока часто используется в коммерческих продуктах. Однако проволока с высоким содержанием углерода обычно плохо работает в высокотемпературных и агрессивных средах.
Возникает вопрос: какой материал лучше всего подходит для изготовления пружин? Это полностью зависит от приложения. Лучший материал для применения пружины будет зависеть от нескольких факторов, включая физические свойства материала и стоимость.
Хотя металлы являются наиболее распространенными материалами для изготовления пружин, в некоторых случаях могут использоваться неметаллические вещества. Некоторые типы пружин, например, цилиндрические неспиральные пружины, могут быть изготовлены из резины или уретана, а керамические пружины были разработаны для спиральных пружин, предназначенных для работы при высоких температурах. Однако все это узкоспециализированное использование, поэтому большинство пружин, используемых сегодня в машинах, по-прежнему изготавливаются из металлов.
IDC Spring Manufacturing
Пружины являются одним из самых простых механизмов, но они играют огромную роль в современном мире, и существует множество вариаций для любого типа применения. Удивительно знать, как изготавливаются эти устройства, а также насколько разными могут быть процессы в зависимости от типа пружины, которую кто-то хочет сделать. Если вы ищете производителя уникальной конструкции пружины, IDC всегда готова помочь.
Удивительно знать, как изготавливаются эти устройства, а также насколько разными могут быть процессы в зависимости от типа пружины, которую кто-то хочет сделать. Если вы ищете производителя уникальной конструкции пружины, IDC всегда готова помочь.
Компания IDC Spring обладает обширным опытом и ресурсами в области производства пружин, что позволяет нам разрабатывать и производить механические пружины для различных отраслей промышленности и областей применения. От приложений для автомобилей и сельского хозяйства до промышленного производства и телекоммуникаций — IDC может удовлетворить ваши потребности.
Чтобы узнать больше о IDC и наших возможностях, просмотрите наш веб-сайт или начните работу уже сегодня.
Поделиться:
Как работают пружины? Обзор типов пружин и способов их изготовления
Изображение предоставлено: KPixMining/Shutterstock. com
com
Пружины — это механические устройства, которые благодаря своей эластичности могут накапливать потенциальную энергию. Термин «эластичность» относится к свойству материалов, которое отражает их тенденцию возвращаться к своей первоначальной форме и размеру после того, как они были подвергнуты воздействию силы, вызывающей деформацию, после того, как эта сила была устранена. Основная идея, лежащая в основе работы пружин, заключается в том, что они всегда будут пытаться вернуться к своему первоначальному размеру или положению всякий раз, когда прилагается сила, которая изменяет их размер, будь то силы сжатия, растяжения или кручения.
Пружинычасто изготавливаются из спиральной закаленной стали, хотя также используются цветные металлы, такие как бронза и титан, и даже пластик. Для более полного обсуждения различных материалов, используемых при производстве пружин, см. наше соответствующее руководство по типам пружинных материалов.
Как работают пружины?
Пружины работают на основе принципа, известного как закон Гука, который приписывают британскому физику Роберту Гуку, опубликовавшему свои идеи о пружинах в 1678 году. Закон Гука гласит, что сила, действующая на пружину, пропорциональна смещению от ее исходного положения или положения равновесия. должность. Это соотношение может быть выражено математически как:
Закон Гука гласит, что сила, действующая на пружину, пропорциональна смещению от ее исходного положения или положения равновесия. должность. Это соотношение может быть выражено математически как:
, где ( F ) представляет силу, создаваемую пружиной, ( Δx ) представляет смещение или величину деформации пружины из расслабленного или нейтрального положения, а ( k ) представляет собой параметр, известный как пружинная постоянная.
Знак минус в приведенном выше выражении отражает направленность результирующей силы от смещения пружины. Если вы раздвинете пружину (увеличите ее длину), возникающая в результате сила будет направлена в сторону, противоположную предпринятому вами действию (стремясь вернуть пружину обратно в ее нейтральное положение). Точно так же, если вы нажмете на струну, чтобы уменьшить ее длину, возникающая в результате сила будет направлена в противоположном направлении и попытается увеличить длину пружины и вернуть ее в нейтральное положение.
Жесткость пружины k зависит не только от материала, используемого для изготовления пружины, но также определяется несколькими факторами, относящимися к геометрии конструкции пружины. Эти расчетные факторы включают:
- Диаметр проволоки из пружинного материала.
- Диаметр витка, который является мерой натяжения пружины
- Свободная длина пружины, представляющая ее длину, когда она ни к чему не прикреплена и не подвергается смещению от равновесия.
- Количество активных витков, содержащихся в пружине, что означает количество витков, которые могут расширяться и сжиматься при нормальном использовании.
Единицей измерения жесткости пружины является единица силы, деленная на единицу длины. В метрической системе измерения это будет, например, ньютон/метр или ньютон/сантиметр.
Пружины, которые следуют закону Гука, ведут себя линейно, что означает, что сила, создаваемая пружиной, является линейной функцией смещения или деформации от нейтрального положения. Материалы имеют так называемый предел эластичности — когда материал растягивается за пределы этой точки, он испытывает необратимую деформацию и больше не имеет возможности вернуться к своим первоначальным размерам и форме. Пружины, которые растянуты слишком сильно и превышают предел упругости материала, больше не подчиняются закону Гука.
Материалы имеют так называемый предел эластичности — когда материал растягивается за пределы этой точки, он испытывает необратимую деформацию и больше не имеет возможности вернуться к своим первоначальным размерам и форме. Пружины, которые растянуты слишком сильно и превышают предел упругости материала, больше не подчиняются закону Гука.
Другие типы пружин, такие как пружины переменного диаметра (с коническими, вогнутыми или выпуклыми витками), являются примерами пружин, которые также демонстрируют нелинейное поведение в отношении их смещения из нейтрального положения, даже если деформация пределах предела упругости материала.
Другим примером пружины, которая не подчиняется закону Гука, являются пружины с переменным шагом. Шаг пружины — это количество витков, которые используются на каждой длине или сегменте пружины. Пружины с переменным шагом часто имеют постоянный диаметр витка, но шаг пружины изменяется по длине пружины.
Key Spring Терминология и определения
Разработчики пружин используют несколько терминов, параметров и символов при проектировании пружин. Краткое изложение этой ключевой терминологии приведено ниже с примерами символов, связанных со многими из этих параметров.
Краткое изложение этой ключевой терминологии приведено ниже с примерами символов, связанных со многими из этих параметров.
- Число активных витков (AC) – количество витков, которые будут прогибаться под нагрузкой
- Изгиб – относится к изгибу или боковому смещению пружины сжатия.
- Коэффициент гибкости – отношение длины пружины к ее среднему диаметру для винтовых пружин. Склонность к короблению связана с отношением гибкости L/D.
- Прогиб – движение пружины в результате приложения или снятия нагрузки с пружины.
- Длина в сжатом состоянии (CL) – значение длины пружины, когда пружина полностью сжата.
- Coil Density – количество витков на единицу длины пружины.
- Предел упругости — максимальное значение напряжения, которое может быть приложено к пружине до того, как произойдет остаточная деформация, означающая, что материал больше не проявляет способности возвращаться к своему предварительно деформированному размеру или форме после снятия напряжения.
- Средний диаметр витка (D) – средний диаметр витков пружины.
- Свободный угол — для винтовых торсионных пружин представляет собой угловое положение двух плеч пружины, когда они не находятся под нагрузкой.
- Диаметр проволоки пружины (d) – диаметр проволоки, из которой изготовлена пружина.
- Свободная длина (FL) – общая длина пружины, измеренная без какой-либо нагрузки на пружину.
- Гистерезис – представляет собой потерю механической энергии при повторяющихся или циклических нагрузках или разгрузках пружины. Потери являются результатом условий трения в системе поддержки пружины в результате стремления концов пружины вращаться во время сжатия.
- Начальное натяжение (IT) — для пружин растяжения это значение или величина силы, которую необходимо преодолеть, прежде чем витки замкнутой пружины начнут открываться.
- Модуль упругости при сдвиге или кручении (G) – коэффициент жесткости для пружин сжатия и растяжения. Также называется модулем жесткости.
- Модуль упругости при растяжении или изгибе (E) – коэффициент жесткости для торсионных или плоских пружин. Также называется модулем Юнга.
- F = отклонение пружины для N активных витков (для линейного смещения)
- F o = отклонение пружины для N активных витков (для вращательного смещения)
- Активная длина (L) – длина пружины, подверженной отклонению
- P = нагрузка на пружину
- Шаг (ρ) – межцентровое расстояние соседних витков в открытой пружине.
- Коэффициент — представляет вероятность изменения значения нагрузки на единицу длины при прогибе пружины. Единицы измерения силы/расстояния, такие как фунты/дюймы. или Н/мм.
- Установка постоянная – это изменение значения длины, высоты или положения пружины в результате растяжения пружины сверх предела упругости.
- S t = напряжение кручения
- S b = напряжение изгиба
- Общее количество витков (TC) – общее количество витков в пружине, включая активные витки и неактивные витки.



Типы пружин
Существуют различные типы пружин, в конструкциях которых используется различное управление накоплением энергии. К распространенным типам пружин относятся следующие:
- Пружины сжатия
- Пружины растяжения
- Торсионные пружины
- Пружины постоянной силы
- Бельвильские пружины
- Пружины дышла
- Спиральные пружины
- Подвязочные пружины
- Плоские пружины
- Газовые пружины
- Пневматические пружины
Дополнительную информацию о каждом из этих типов пружин можно найти в нашей статье «Типы пружин — руководство по покупке Томаса».
Пружинные материалы и производство
Как делают пружины? Пружины часто изготавливаются из закаленной пружинной стали, которая может быть либо предварительно закалена перед формированием пружины, либо закалена после формирования. Спиральные пружины включают пружины любого типа, изготовленные из стержня или проволоки и имеющие спиральную форму. В эту категорию входят пружины сжатия, пружины растяжения и пружины кручения. Для производства этих типов пружин используется длинная проволока, которая подается в автоматическую намоточную машину. Заготовку проволоки также можно наматывать на токарном станке, если готовится меньший тираж, но следует учитывать множество соображений безопасности. Пружинная проволока будет сильно разматываться, если она не будет привязана или если машинист потеряет контроль над ней. Такое разматывание может быть чрезвычайно опасным для окружающих, особенно если это провод большого сечения.
В эту категорию входят пружины сжатия, пружины растяжения и пружины кручения. Для производства этих типов пружин используется длинная проволока, которая подается в автоматическую намоточную машину. Заготовку проволоки также можно наматывать на токарном станке, если готовится меньший тираж, но следует учитывать множество соображений безопасности. Пружинная проволока будет сильно разматываться, если она не будет привязана или если машинист потеряет контроль над ней. Такое разматывание может быть чрезвычайно опасным для окружающих, особенно если это провод большого сечения.
Автомоталка — это машина, которая может скручивать пружинную проволоку в спираль. Хотя его название похоже на автомобильную автоматическую трансмиссию, это другое устройство. Обычно это регулируемые машины, которые могут изменять натяжение, длину и количество рулонов. В автомотальщиках используются ролики для подачи пружинной проволоки через коллекторы, а затем для быстрого вращения проволоки вокруг цилиндра. Быстрое вращение заставляет пружину принять спиральную форму. Затем автомоталка выталкивает пружину и наматывает следующий кусок проволоки.
Быстрое вращение заставляет пружину принять спиральную форму. Затем автомоталка выталкивает пружину и наматывает следующий кусок проволоки.
Листовые рессоры устроены иначе, чем винтовые пружины. Сначала плоскому стержню придается форма, а затем набор стержней штампуется вместе. Несколько машин обрезают получившиеся стержни, удаляя лишний металл и сужая концы. Затем пружина подвергается термообработке для повышения прочности стали, а другие виды обработки, такие как покраска, выполняются для приведения пружины в соответствие с заданными визуальными характеристиками.
Резюме
В этой статье представлен краткий обзор пружин, включая принцип их работы, ключевую терминологию, различные типы пружин и способы их изготовления. Для получения информации по другим темам обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas, где вы можете найти потенциальные источники поставок для более чем 70 000 различных категорий продуктов и услуг.
Прочие пружины Артикул
- Типы пружин — руководство по покупке Томаса
- Типы пружинных материалов
- Удлиняющие концевые пружины, типы
- Рекомендации по конструкции пружины кручения
Источники:
- https://physics.info/springs/
- https://aimcoil.com/the-physics-of-springs-how-manufacturers-design-springs-that-work
- https://www.isckc.com/tech-resources/glossary-of-spring-technology/
- https://www.newcombspring.com/resources/compression-spring-hysteresis
Больше из Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Как делают пружины | Типы пружин
7 августа 2018 г.
Пружина давно стала незаменимым компонентом в производстве изделий. Тем не менее, большинству мысль о том, как сделаны пружины и их предназначение, приходит в голову только тогда, когда они разбирают ручку или видят, что находится за шиной при замене спущенного колеса. Тем не менее, области применения пружин практически безграничны и встречаются практически в каждой отрасли. Это прочные металлические катушки, которые могут возвращать предметы в исходное положение, а также могут использоваться для поглощения и хранения энергии в самых разных областях.
Пружины изменяют форму в ответ на внешнее воздействие и возвращаются к своей первоначальной форме после прекращения воздействия. Энергия, затрачиваемая на деформацию пружины, накапливается в ней и восстанавливается, когда пружина возвращается к своей первоначальной форме. Вы можете найти пружины, работающие во всем: от автомобильных запчастей, сотовых телефонов, гаражных ворот и сетчатых дверей до часов, мышеловок, батутов и пого-стиков.
Типы пружин
Скорее всего, при первой мысли о пружине на ум приходит пружина сжатия. Плотно скрученная спиральная проволока предназначена для сопротивления сжимающей силе при приложении к ее оси. Энергия пружины сжатия накапливается в нажимном режиме. Пружины сжатия могут быть цилиндрическими, овальными, коническими, выпуклыми или вогнутыми. Какой бы ни была форма, когда сила груза, действующая на пружину, сжимает ее, реакция проволоки состоит в том, чтобы оттолкнуть груз и вернуться к своей первоначальной форме.
Имеются также пружины растяжения и торсионные пружины. Пружины растяжения имеют крючки или петли на обоих концах. Энергия высвобождается, когда пружина растягивается или растягивается. Он может поглощать или накапливать энергию, а также создавать сопротивление тянущей силе. Среди прочего, они используются в карбюраторах, гаражных воротах, батутах и стиральных машинах. Пружины кручения работают за счет крутящего момента или силы вращения, а конец пружины поворачивается на угол при приложении нагрузки. По мере наматывания торсионные пружины уменьшаются в диаметре, а длина их корпуса увеличивается. Он изгибается так же, как петля сетчатой двери или простая прищепка.
Тем не менее, пружина — это не более чем прямой отрезок проволоки, свернутой в спираль. Вы даже можете сделать свою собственную пружину из канцелярской скрепки. Просто выпрямите зажим, намотайте проволоку на карандаш и вуаля! Вы превратили скрепку в пружину. Как бы просто это ни звучало, сгибание проволоки вокруг карандаша и формирование из нее спирали осуществлялось с помощью определенной энергии. Эта энергия теперь хранится в источнике, который вы создали. В более широком масштабе длина и сечение проволоки и используемого металла в сочетании с количеством намотки будут определять, насколько легко пружина может быть сжата или растянута, и ее применение. Процесс намотки создает энергию. Атомы перемещаются по спирали, чтобы высвобождать или накапливать энергию, когда это необходимо.
Для чего используются пружины?
История использования пружин насчитывает тысячи лет. От невинтовой ветки дерева, используемой для изготовления лука и стрел, до катапульт, люди нашли способы хранить энергию в подпружиненных устройствах. Разработка многослойных рессор использовалась на каретах египетского фараона Тутанхамона. Только в пятнадцатом веке спиральная пружина появилась с широким распространением часов. Механические часы накапливали энергию, сжимая пружину, которая при постепенном ослаблении толкала стрелки вокруг циферблата. В 1676 году британский физик Роберт Гук сформулировал то, что мы сейчас знаем как закон Гука. Он постулировал, что сила пружины пропорциональна ее растяжению. Этот принцип во многом стал движущей силой промышленной революции. К 19го века пружины производились серийно. Использование пружин быстро расширилось с развитием и усовершенствованием производства стали, что позволило быстро и инновационно продвинуться в пружинной технологии.
За прошедшие годы новые открытия в области металлургии расширили области применения пружин. Некоторые термически обработанные черные металлы и сплавы упрочняют металлы после намотки. Правильная смесь сплавов обеспечивает более высокую пластичность и стойкость металла к охрупчиванию под воздействием окружающей среды. Проволока, используемая для изготовления пружин, изготавливается из различных материалов в зависимости от области применения. Наиболее распространенным типом материала является высокоуглеродистая пружинная проволока, проволока из легированной стали и проволока из нержавеющей стали. Сплавы на основе цветных металлов или меди, такие как фосфористая бронза или бериллиевая медь, также используются там, где требуются хорошие электрические свойства и коррозионная стойкость.
В современном мире, как и на протяжении всей истории, пружины используются в самых разных областях. Они являются жизненно важным компонентом для промышленности и производства деталей по всему миру. Вам не нужно искать дальше ручки или автомобиля, но если вы это сделаете, скорее всего, вы обнаружите, что у устройства есть пружина.
Для получения дополнительной информации о пружинах свяжитесь с нами сегодня в James Spring & Wire!
Процесс производства пружин сжатия — Южная пружина
Опубликовано Брэдом Муром | Оставить комментарий
Производство пружин требует художественного подхода. Производители используют множество различных методов для создания симметричных пружин, которые сохраняют свою способность поглощать удары и накапливать энергию, сохраняя при этом свою форму в течение длительного периода времени. В Southern Spring and Stamping мы используем процессы намотки, намотки или гибки для создания высококачественных пружин с помощью как ручных, так и автоматизированных процессов.
Мы являемся экспертами в области производства пружин сжатия. Мы специализируемся на широком спектре методов изготовления пружин, которые приносят пользу для различных областей применения. Здесь мы описываем основной процесс изготовления пружин, чтобы дать представление о том, насколько универсальными могут быть наши пружины.
Как мы изготавливаем пружины
Мы изготавливаем пружины в три основных этапа:
Наматывание
Сначала мы пропускаем проволоку через процесс выпрямления. Чем прямее проволока на входе в моталку, тем качественнее будет изделие. В этом процессе предварительно запрограммированное оборудование с ЧПУ регулирует рычаги и валы для изготовления пружины, элементов точной настройки, включая длину пружины в свободном состоянии, шаг и витки. Когда машины производят пружину, высокоскоростная камера делает снимки для отслеживания процесса, что позволяет нам измерять каждую деталь и при необходимости вносить коррективы, чтобы убедиться, что она остается в пределах допуска. Отсюда машина отрезает пружину от проволоки, и продукт отправляется в процесс снятия напряжения.
Снятие напряжения
В процессе намотки материал проволоки подвергается напряжению, что делает его хрупким. Мы исправляем это, нагревая пружину в печи, позволяя витку образовывать металлические связи и принимать свою новую форму. Печь поддерживает спиральную проволоку при соответствующей температуре в течение заданного периода времени, а затем медленно позволяет катушке остыть.
Финишная обработка
После того, как проволока выходит из процесса снятия напряжений, мы подвергаем ее ряду финишных операций в зависимости от ее предполагаемого использования. Отделка пружины изменяет ее первоначальную конструкцию на специальный инструмент, который принесет пользу ее будущему применению. Вот некоторые из процессов весенней отделки:
- Шлифовка: Мы шлифуем оба конца пружины до плоских концов, что облегчает ее крепление к другим поверхностям
- Упрочняющая обработка: Этот процесс помогает стали сопротивляться усталости металла и растрескиванию, несмотря на интенсивное использование и многократные изгибы
- Настройка: Чтобы навсегда зафиксировать желаемую длину и шаг пружины, полностью сжимаем пружину так, чтобы все витки касались друг друга
- Покрытие: Для предотвращения коррозии пружину либо окрашиваем неагрессивной краской, либо окунаем в жидкой резине или покрыть другим металлом, например, цинком или хромом
- Упаковка: Мы изготавливаем индивидуальную упаковку для пружин, включая оптовую упаковку в коробки или полиэтиленовые пакеты
Распространенные типы пружинной проволоки
Мы работаем с различными типами пружинной проволоки, в том числе:
Музыкальная струна (ASTM A228)Эта проволока изготовлена из высокоуглеродистой стали, что позволяет использовать ее в устройствах с высокой интенсивностью, таких как тренажеры, оборудование для газонов и садов, а также инструменты для улучшения дома. Струны из музыкальной проволоки достигают минимальной прочности на растяжение 230–39.9, и они также включают модуль упругости 30 000 фунтов на квадратный дюйм.
Жесткотянутая проволока (ASTM A227) Эта проволока состоит из среднеуглеродистой стали и образует пружины, которые часто используются в таких коммерческих материалах, как ручки, канцелярские товары, игрушки и другие товары для использования внутри помещений. Эти пружины сильно различаются по своей твердости: твердость по Роквеллу варьируется от C31 до C52, что означает, что они могут быть специально адаптированы для различных применений.
Пружины из нержавеющей стали производятся из различных сплавов. Их коррозионно-стойкие свойства делают их хорошим пружинным материалом для медицинских устройств, морских изделий, ювелирных изделий и наружного применения. A313 и A316 являются наиболее распространенными типами пружин из нержавеющей стали — оба имеют модули упругости 28 000 фунтов на квадратный дюйм, модули кручения 1 000 000 фунтов на квадратный дюйм и точки плавления 550 ° F (288 ° C) — но они значительно различаются с точки зрения коррозии и тепла. сопротивление, при этом ASTM A316 способен выдерживать более экстремальные условия, чем A313.
Нержавеющая сталь (17-7PH ASTM A313) Чрезвычайно гибкая прочность этого сплава нержавеющей стали позволяет ему хорошо работать в условиях высоких температур, включая промышленные применения, такие как сварка и металлообработка. Он может достигать минимальной прочности на растяжение в диапазоне от 235 до 335 и плавится только при температурах выше 650°F (343°C).
Этот высокопрочный стальной сплав очень хорошо поглощает ударные нагрузки и может сохранять свои свойства при повышенных температурах. Хромо-кремниевые струны холодной вытяжки также могут выдерживать более широкий диапазон температур, чем пружины других типов, потому что их химический состав обеспечивает гибкость с точки зрения того, как он образует связи между молекулами.
Фосфористая бронза (марка A B159)Эта проволока из сплава цветных металлов хорошо проводит электричество и устойчива к коррозии. Обычно используемые в приложениях, требующих хорошей электропроводности и коррозионной стойкости, пружины из фосфористой бронзы хорошо работают при экстремально низких температурах и могут достигать жгутов по Роквеллу, превышающих B100.
Типы пружин
Пружины бывают разных видов, подходящих для различных применений. Наши предложения включают в себя:
Пружины сжатия Это наиболее распространенные типы пружин, которые используются в различных устройствах, от ручек до автомобильных двигателей. Их относительно простая спиральная конструкция состоит из свободно намотанной проволоки для лучшего поглощения ударов, и производители обычно сужают проволоку на обоих концах для облегчения установки в приложениях. Эти пружины сжимаются, чтобы поглощать и накапливать энергию, и они высвобождают эту энергию только тогда, когда прекращается давление на них.
Они прикрепляются с обоих концов к приложению и действуют как буфер между соединениями машины, которые часто сжимаются. Эти пружины, состоящие из плотно скрученной конструкции, растягиваются при воздействии давления на один или оба конца, а затем сжимаются по мере сжатия приложения, безопасно распределяя энергию удара по их телу. Эти пружины обычно встречаются в дверных петлях, потолочных украшениях и широком спектре промышленных машин.
Пружины кручения Как и пружины растяжения, торсионные пружины туго скручиваются и расширяются, чтобы компенсировать давление, оказываемое на любом конце устройства. Однако они работают под углом 90°, при этом один конец пружины прикрепляется к элементу приложения, перпендикулярному другому элементу. Пружины кручения поглощают энергию, скручиваясь при нажатии или вытягивании. Они обычно появляются в зажимных приспособлениях, таких как зажимы и мышеловки.
Эти пружины отличаются от пружин других конструкций тем, что они имеют форму дисков, а не спиральных проволок. Пружины Belleville, также известные как шайбы, обеспечивают дополнительный уровень крепления и амортизации между крепежными элементами и объектами, к которым они крепятся. Например, рабочие размещают тарельчатые пружины между головкой болта и объектом, к которому болт привинчивается, чтобы предотвратить износ головки болта и материала болта, когда в приложении возникают толчки или трение.
Hope Springs Eternal в компании Southern Spring and Stamping
Southern Spring and Stamping предлагает полный спектр пружин и других амортизирующих материалов для различных целей, создавая бесценные материалы как для шариковых ручек, так и для боевых кораблей. Узнайте больше о наших услугах на нашем официальном сайте и запросите бесплатное предложение, если вам нравится то, что вы видите.
Производство пружин — Качественные пружины, доступные цены
Toggle Nav
Поиск
(951) 276-2777Contact US
Язык
Меню
Учетная запись
Установки
Язык
Springs Machine Springs Springs Springs. наматывание, наматывание или изгибание пружинной проволоки в форму определенной пружины. Изготовление пружин – это художественное ремесло, требующее определенных знаний в изготовлении пружин. Он охватывает все типы пружин. На этой странице вы узнаете, что производители пружин делают для изготовления пружин, а также процессы и методы, которые они используют для достижения своего художественного ремесла.
Изготовление пружин на намотчике с ЧПУМетод изготовления пружины для навивки пружины
Этот процесс выполняется с использованием пружинного намотчика или станка для навивки пружин с ЧПУ, который представляет собой механическую машину для изготовления пружин. Специалист по пружинам выполняет то, что в отрасли известно как «наладка» станка, чтобы подготовить станок для изготовления пружин определенного типа. Этот тип пружинной машины используется для изготовления пружин сжатия, пружин растяжения и пружин кручения. Этот процесс включает в себя подачу проволоки в набор роликов, которые втягивают пружинную проволоку в направляющие для проволоки, а затем вступают в контакт с точкой или точками намотки, которые наматывают проволоку назад, формируя ее в катушку или косичку, таким образом, термин «намотка проволоки родилась весна». Пожалуйста, посмотрите на картинку справа для визуального объяснения.
Метод изготовления пружиноформа
Этот процесс выполняется с использованием пружиноформа или станка с ЧПУ для изготовления пружин, который также является механизированным станком для изготовления пружин. Этот тип машины используется для изготовления пружин растяжения, торсионных пружин, двойных торсионных пружин и проволочных профилей. Производители пружин могут использовать его для изготовления пружин сжатия, но он неэффективен для этого. Отличие от станка для изготовления пружин и станка для наматывания пружин заключается в том, что станок для изготовления пружин имеет от 6 до 8 рабочих направляющих на передней части станка, что позволяет ему выполнять различные изгибы, петлевые крючки, радиусы и различные формы проволоки на концах пружин или на самой проволочной форме. Это чрезвычайно универсальная машина. Пожалуйста, посмотрите на картинку справа для визуального объяснения.
Метод изготовления станка для гибки проволоки с ЧПУ
машина для гибки проволоки. Проволочный гибочный станок используется для изготовления проволочных форм. Эта машина подает проволоку на набор роликов, которые протягивают проволоку в направляющие для проволоки, а затем проталкивают ее в подвижную инструментальную головку. Эта инструментальная головка может выполнять изгибы, U-образные, радиусные, зигзагообразные изгибы, а также множество других изгибов проволоки. Инновационная особенность этого станка заключается в том, что инструментальная головка может поворачиваться и вращаться на 360 градусов, что означает, что ваша проволочная форма может иметь изгибы во многих разных плоскостях. Пожалуйста, посмотрите на картинку справа для визуального объяснения.
Процесс снятия напряжения и термообработки пружин
При изготовлении пружин необходимо снять напряжение (термически обработать), чтобы пружина могла сохранить свою память. Без термической обработки пружины не будут сохранять свою упругую форму и не будут иметь требуемый от пружины упругий отскок. По этой причине производитель пружин должен подвергать термообработке или снимать напряжение каждой изготовленной пружины. При термообработке пружины производитель пружины должен подвергнуть пружину термообработке до определенной температуры в течение определенного периода времени в зависимости от типа используемой пружинной проволоки. Например, если пружина изготовлена из музыкальной проволоки, то надлежащее снятие напряжения или термическая обработка должны составлять 500 градусов по Фаренгейту в течение 30 минут, если пружина изготовлена из нержавеющей стали 302, надлежащая термическая обработка составляет от 600 до 650 градусов по Фаренгейту в течение 30 минут. 30 минут времени. Самое современное используемое оборудование – печь с конвейерной лентой. Эта печь размещается рядом с пружинной машиной, так что пружины спускаются с горки и попадают в горловину печи с конвейерной лентой. Пружины перемещаются по транспортерной ленте в топочную часть печи, подвергаясь соответствующей термообработке, затем отрываются от транспортерной ленты с другой стороны и падают в приемную коробку для охлаждения.
Размеры и типы пружинной проволоки
Пружинная проволока используется для изготовления пружин. Эта пружинная проволока по шкале твердости очень жесткая. Обычно по шкале твердости они составляют 1/4 твердости, 1/2 твердости, 3/4 твердости и полной твердости. С пружинной проволокой она выше полной твердости, что означает, что это очень твердый материал. Причина в том, что пружинная проволока должна иметь память, чтобы быть эластичной, чтобы она могла вернуться к своей первоначальной длине. Прочность пружинной проволоки на растяжение можно найти на нашей странице свойств материала обычных пружинСвойства страницы материала обычных пружин.
Наиболее часто используемые типы пружинной проволоки:
- Жесткотянутая проволока ASTM A227 Среднеуглеродистая сталь, используемая в коммерческих продуктах, таких как игрушки, ручки, для использования внутри помещений.
- Музыкальная струна ASTM A228 Высокоуглеродистая сталь, используемая в тренажерах, газонах и садах, инструментах и т. д.
- Нержавеющая сталь 302 ASTM A313 Нержавеющая сталь, используемая в морских изделиях, медицинских устройствах, наружном использовании.
- Нержавеющая сталь 316 ASTM A316 Нержавеющая сталь, используемая в медицинских изделиях, серьгах, немагнитных изделиях.
- Нержавеющая сталь 17-7PH ASTM A313 Высокопрочная нержавеющая сталь, устойчивая к коррозии и используемая в условиях высоких температур.
- Фосфористая бронза Марка A B159 Проволока из цветного сплава. Хорошая коррозионная стойкость и электропроводность.
- Хром кремний ASTM A401 Проволока из высокопрочной легированной стали, используемая для ударных нагрузок и слегка повышенных температур.
Процесс шлифования пружин
Пружинное шлифование — это когда концы круглой проволоки, сжатой или спиральной пружины, шлифуются до плоского состояния, чтобы пружина могла стоять вертикально прямо. Многие пружины сжатия из круглой проволоки или винтовые пружины имеют небольшой наружный диаметр, и их необходимо отшлифовать, чтобы пружина стояла вертикально и не качалась. Этот процесс называется «закрытие и шлифовка концов» пружины сжатия или винтовой пружины. Это место, где половина проволоки на каждом конце стачивается, так что концы становятся плоскими, а пружины могут стоять прямо.
Процесс пружинного шлифования осуществляется с помощью пружинного шлифовального станка. Пружинная шлифовальная машина имеет два (2) горизонтальных шлифовальных круга, которые расположены на расстоянии друг от друга, чтобы пружина могла пройти между обоими шлифовальными кругами. Тогда пружинная тарелка представляет собой отдельную пластину с отверстиями для установки пружины. (см. рисунок справа). Пружины размещены в отверстиях пружинной тарелки, и пружинная тарелка движется с очень низкой скоростью вращения. Пружины входят между двумя шлифовальными кругами, и концы пружин стачиваются. После завершения помола пружинная тарелка перемещает пружину, а затем выпадает, и пружинная тарелка попадает в приемную коробку.
Процесс покрытия пружины, отделки и покрытия
Нанесение покрытия пружины – это процесс, при котором на пружинную проволоку наносится покрытие или тонкая химическая пленка для защиты ее от коррозии или таких элементов, как влага или влажность. Некоторые покрытия, такие как медное покрытие, используются для электропроводности пружин для контактных пружин аккумуляторов. Посетите нашу страницу весенних услуг для более подробной информации.
Доступные варианты отделки:
- Цинковое покрытие желтый, синий, прозрачный, черный. Соответствует RoHS
- Никелирование Блестящая хромированная отделка
- Медное покрытие Цвет меди, используемый для электропроводности
- Black Oxide Черный цвет, доступен в масляном или восковом покрытии
- Золотое покрытие Цвет золота, используемый для электропроводности
- Кадмирование Хром в цвете, используется в качестве защитного покрытия
- Порошковое покрытие Большой выбор цветов для эстетичного внешнего вида
Мы рекомендуем вам обращаться к нам по вопросам изготовления пружин.
Как работают пружины? | Как пружины накапливают энергию?
Как работают пружины? | Как пружины накапливают энергию?Вы здесь: Домашняя страница > Инжиниринг > Пружины
- Дом
- Индекс А-Я
- Случайная статья
- Хронология
- Учебное пособие
- О нас
- Конфиденциальность и файлы cookie
Реклама
Криса Вудфорда. Последнее обновление: 17 апреля 2022 г.
Если вы похожи на меня и любите разбирать вещи на части, пружины ваш враг. Попробуйте снова собрать гаджет или машину
опять же позже, и это пружины часто побеждают вас: только где же
они уходят, и как же они снова вписываются? В их большинстве
привычная форма, пружины — это закаленные спирали металла, которые помогают вещам
вернуться в определенное положение, но их также можно использовать для поглощения
энергию (как в подвеске автомобиля) или хранить ее в течение длительного периода времени
(как в часах и часах). Вы можете найти пружины во всем, от
автоматические двери для шариковых ручек. Давайте подробнее рассмотрим, как
они работают!
Фото: Натянутые спиральные пружины из нержавеющей стали на настольной лампе. Все винтовые пружины имеют одинаковую базовую форму спирали, но бывают разных размеров, от крошечных, которые можно найти в шариковых ручках, до огромных, которые наматываются на амортизаторы автомобилей.
Содержимое
- Что такое пружина?
- Как работает пружина?
- «Зацеп» на пружинах
- Типы пружин
- Для чего используются пружины?
- Из каких материалов изготавливаются пружины?
- Узнать больше
Что такое пружина?
Фото: Сделайте бумажную пружину, нарисовав спираль на бумаге или картоне. Затем просто обрежьте линию ножницами. Вы удивитесь, какая весенняя эта весна!
Обычная пружина представляет собой туго закрученный виток или спираль из металла,
растягивается, когда вы тянете его (прикладываете силу) и возвращается в исходное положение. первоначальная форма, когда вы снова отпустите ее (уберите силу). В других
словом, пружина упругая. Я не имею в виду, что он сделан из резины;
Я имею в виду, что у него эластичность :
оно становится длиннее, когда применяется напряжение, но (при условии
сильно не растягивайте) возвращается точно к своей первоначальной длине
когда это напряжение будет удалено. В зависимости от того, как изготовлена пружина,
может работать и наоборот: если его сжать, он сжимается
но возвращается к своей первоначальной длине при снятии толкающей силы.
Пружину можно сделать практически из чего угодно — даже
бумагу или апельсиновую корку! Но пружины, которые мы используем в машинах,
работают эффективно только в том случае, если они достаточно жесткие, чтобы выдерживать тяговое усилие, и прочные
достаточно, чтобы быть растянутым много раз без разрыва. Обычно это
означает, что они должны быть изготовлены из таких материалов, как
нержавеющая сталь или прочные сплавы, такие как бронза.
Некоторые сплавы обладают свойством, называемым памятью формы, что означает, что они естественным образом
упругий. Оправы для очков часто изготавливают из никеля.
титановый сплав с памятью формы, называемый нитинол,
продается под такими торговыми марками, как Flexon®.
Как работает пружина?
Представьте, что у вас есть кусок прямой стальной проволоки длиной около 10 см (4 дюйма). длинный — что-то вроде длинной скрепки, которую вы развернули. Если вы потянете его пальцами растянуть его крайне сложно. Катушка это вокруг карандаша и, приложив немного усилий, вы сможете сделать себе небольшой, но идеально действующая пружина. Теперь потяните или толкните его пальцами, и вы обнаружить, что вы можете растянуть и сжать его довольно легко.
Фото: Из скрепки легко сделать простую винтовую пружину.
Почему этот когда-то упрямый кусок металла вдруг стал таким послушным? Почему пружина действительно легко растягивается и сжимается, когда один и тот же кусок металл в форме проволоки так неохотно менял форму?
Рекламные ссылки
Когда материал находится в своей первоначальной форме, его растяжение
включает в себя вытягивание атомов из их положения в кристалле металла
решетка — и это относительно трудно сделать. Когда вы делаете пружину (как
вы обнаружите, если попробуете согнуть скрепку), вам придется потрудиться
немного согнуть металл в форму, но это далеко не так сложно.
Когда вы сгибаете проволоку, вы используете энергию в процессе, и часть этой энергии сохраняется в
весна; Другими словами, он предварительно напряжен. Когда пружина сформирована, ее форму легко изменить.
еще немного: чем больше металлических витков в пружине, тем легче
это растянуть или сжать его. Вам нужно только сдвинуть каждый атом в
спиральная пружина на небольшую величину, и вся пружина может растягиваться или
выжимать на удивление много.
Фото: Попробуйте согнуть пружину не по форме — и вы почувствуете сила, которую вы должны использовать, чтобы удержать его там. Для деформации пружины (изменения ее формы) требуется энергия: эта энергия запасается весной, и вы можете использовать его снова позже.
Пружины отлично подходят для накопления или поглощения энергии. Когда вы используете
толкающее или тянущее усилие для растяжения пружины, которое вы используете
сила на расстоянии, поэтому, с точки зрения физики, вы выполняете 90 541 работу 90 542 и
используя энергию. Чем туже пружина, тем труднее ее деформировать, тем
больше работы вам нужно сделать, и тем больше энергии вам нужно. Энергия
который вы используете, не теряется: большая его часть хранится в виде потенциальной энергии в
весна. Отпустите растянутую пружину, и вы сможете использовать ее для выполнения работы за
ты. Когда вы заводите механические часы или часы, вы накапливаете энергию
затягиванием пружины. Когда пружина ослабевает, энергия медленно
выпущен, чтобы привести в действие механизмы внутри и повернуть руки вокруг
циферблат в течение дня или более. Катапульты и арбалеты работают в
аналогичный способ, за исключением того, что они используют витки резины для своих пружин
вместо катушек и спиралей из металла.
«Крючок» на пружинах
Работа: обложка книги Роберта Гука 1678 года «Lectures de Potentia Restitutiva, или Весна, объясняющая силу пружинящих тел».
Чем больше вы растягиваете пружину, тем длиннее она становится, тем больше работы вы выполняете и тем больше энергии она сохраняет.
Если вы потянете обычную пружину в два раза сильнее (с удвоенной силой), она растянется в два раза сильнее, но только до точки, называемой пределом упругости.
В физике это простое описание упругости (как вещи растяжка) известен как Закон Гука для человека, открывшего его, английского ученого Роберт Гук (1635–1703).
Закон Гука
Вот диаграмма, показывающая закон Гука в действии. Вы можете видеть, что чем большую «нагрузку» вы прикладываете к пружине (чем большую силу вы прикладываете, показано на вертикальной оси), тем больше пружина «растягивается» (показано на горизонтальной оси). Закон Гука гласит, что удлинение (растяжение) пропорционально нагрузке, поэтому нижняя (красная) часть графика представляет собой прямую линию. В этой области пружина упругая: она возвращается в исходное положение. оригинальный размер, когда вы отпустите.
Однако на графике можно увидеть нечто большее. Если вы продолжите растягиваться за пределы синей точки
(предел эластичности), вы растянете пружину настолько, что она уже не вернется к своей первоначальной длине. В этом
часть графика (показана желтым и красным), даже небольшая дополнительная сила может заставить пружину растянуться на
много — это почти как лакрица или жевательная резинка. В этой области пружина уже не упругая, а
«пластиковый» (он постоянно деформируется).
Еще Гук
Гук был совершенным эрудитом: если не считать его закона упругости, который он обнаруженный в 1660 году и опубликованный в 1678 году, он наиболее известен как один из главных пионеров микроскопии, но он активно работал во многих других областях, от архитектуры и астрономии до изучения памяти и окаменелостей.
Типы рессор
Фото: Листовые рессоры обеспечивают грубую подвеску этого старого железнодорожного грузовика.
Вы можете подумать, что пружина есть пружина, но вы
неправильный! Есть несколько совершенно разных видов. Самый знакомый винтовые пружины (такие, как те, что вы найдете в ручках и
тот, который мы сделали выше из скрепки): цилиндры из проволоки, обернутые
по окружности фиксированного радиуса. Спираль
пружины аналогичны, но виток постепенно уменьшается по мере достижения
центр; наша бумажная пружина тому пример. Нежная спиралька, помогающая следить за временем
часы — еще один пример такой пружины. Пружины кручения работают как
резинка в катапульте или многократно скрученная между пальцами резинка: правильные
сделаны из жестких кусков металла, которые вращаются вокруг своей оси. Листовые рессоры представляют собой наборы изогнутых металлических стержней.
которые поддерживают колеса автомобиля или железнодорожной тележки и изгибаются и
вниз, чтобы сгладить горбы и неровности.
Пружины также различаются по способу сопротивления силам или накоплению энергии. Некоторые предназначены для поглощения энергии и силы, когда вы их сжимаете; их катушки начинают слегка вытягиваться и сжиматься вместе
когда вы прилагаете усилие, поэтому они называются пружинами сжатия .
Противоположное происходит с пружинами растяжения (иногда называемыми пружинами растяжения): они начинают
сжимаются и сопротивляются силам, которые пытаются их растянуть. Пружины кручения имеют горизонтальные стержни на обоих концах, поэтому они могут сопротивляться скручиванию.
или вращающийся.
Анимация: Пружины сжатия предназначены для поглощения усилий путем сжатия друг друга. Пружины растяжения работают наоборот, растягиваясь при приложении силы. Торсионные пружины имеют параллельные стержни на конце, которые останавливают вращение чего-либо (или возвращают его в исходное положение, если это происходит).
Иногда вам нужна пружина, которая будет расширяться и сжиматься на большее расстояние, не теряя своей формы; 9Спиральные пружины 0541 идеально подходят для этой работы. Это жесткие, прочные пружины сжатия, сделанные из более плоских листов металла, которые входят друг в друга гармошкой. В этих садовых секаторах, например, пружина позволяет «ножкам» открываться на значительное расстояние и снова плотно смыкаться. Если бы мы использовали здесь обычную пружину, она, вероятно, деформировалась бы, когда мы открывали и закрывали ножки, и они не смогли бы открыться до сих пор.
Фото: спиральные пружины представляют собой прочные пружины сжатия, которые расширяются и сжимаются на большом расстоянии, сохраняя при этом свою форму.
Не все пружины работают, растягивая и сжимая куски металла, пластмассы или другого материала. твердый материал. Совершенно другая конструкция предполагает использование поршня, который движется назад. и вперед в цилиндре с жидкостью (газом, жидкостью, а иногда и с тем и другим), что-то вроде велосипедного насоса, очень тяжело входить и выходить. Подробнее об этом читайте в нашей статье о газовые пружины.
Для чего используются пружины?
Фото: Боевая пружина заводной игрушки. Когда вы заводите игрушку, вы сжимаете пружину в более плотное пространство, чтобы накапливать энергию, которая необходима. отпускается, когда игрушка начинает двигаться.
Откройте шариковую ручку (одну из тех, что с кнопкой, которую вы нажимаете).
чтобы втянуть шарик) и внутри вы найдете пружину. Посмотрите под
автомобиль, и там тоже есть пружины, помогающие амортизаторам
сгладить неровности дороги. В часах есть пружины и
часы, как мы уже видели. И в машине есть пружина
спидометр (по крайней мере, один из старомодных механических).
Как только вы начнете наблюдать за весенними пятнами, вы обнаружите, что можете видеть родники.
везде!
Из каких материалов изготавливаются пружины?
Фото: Когда весна не весна? Многим повседневным вещам нужна «пружина», даже если они не пружины. Например, пластиковый зажим для лацкана этой перьевой ручки сгибается (до определенной степени), поэтому надежно удерживается в кармане. Это не пружина как таковая, но она точно так же тщательно спроектирована.
Пружины обычно изготавливаются из пружинных сталей , которые представляют собой сплавы на основе
железо, с
небольшое количество углерода (около 0,6–0,7 процента), кремния (0,2–0,8 процента), марганца (0,6–1 процента) и
хром (0,5–0,8%). Точный состав пружинной стали зависит от свойств, которые вы хотите, чтобы она имела, в том числе
нагрузки, которые он должен будет выдерживать, сколько циклов напряжений и деформаций он будет подвергать, температуры, при которых он должен работать,
должен ли он выдерживать нагрев или коррозию, насколько хорошо он должен проводить электричество, насколько «пластичным» (легким в форме) он должен быть во время его первоначального изготовления и формования и так далее. Как правило, пружины изготавливаются из стали с содержанием углерода от среднего до высокого (это означает небольшое количество углерода в общей смеси, но больше, чем в других видах стали). Обычно их подвергают какой-либо форме термической обработки, например отпуску, чтобы обеспечить их прочность и способность выдерживать множество циклов нагрузок и деформаций, другими словами,
так что вы можете растягивать или сжимать их много раз, не ломая их.
Пружины обычно выходят из строя из-за усталости металла , что означает, что они внезапно трескаются после многократного перемещения вперед и назад. На микроскопическом уровне ни одна пружина не является по-настоящему упругой: каждый раз, когда она проходит через цикл растяжения (растяжение или сжатие, а затем возвращение к исходному размеру), ее внутренняя структура очень незначительно меняется, и внутри могут образовываться и расти крошечные «микротрещины». Это. В какой-то момент в будущем он обязательно выйдет из строя: пружина сломается, когда трещина станет достаточно большой. Наука о материалах учит нас тому, что способ изготовления пружин чрезвычайно важен для их долговечности. Например, если вы не используете правильную температуру закалки при изготовлении стали, вы получите более слабую сталь и более слабую пружину, которая, скорее всего, выйдет из строя быстрее.
Подробнее
На этом сайте
- Заводные механизмы
- Энергопоглощающие пластмассы
- Машиностроение
- Газовые пружины
- Гидравлика
- Материалы с памятью формы
Книги
Для младших читателей
- Создание машин с пружинами, Крис Окслейд. Raintree, 2015. 32-страничное практическое введение для 2–4 классов, 7–9 лет.
- Магниты и пружины Кэрол Баллард. Hachette, 2014. 32-страничное руководство (2–4 классы, 7–9 лет).). Вы можете задаться вопросом, почему магниты и пружины закрыты вместе; так получилось, что некоторые учебные программы по естественным наукам учат этому.
- Springs Анджела Ройстон. Heinemann/Raintree, 2003. Для младших читателей (2–4 классы, 7–9 лет).
Для читателей постарше
- Материалы для источников Ю. Ямада. Springer, 2007. Описывает качества, необходимые для различных типов пружин и различных металлов, сплавов и других материалов (пластиков, композитов, керамики и т. д.), используемых для их изготовления. Для профессиональных инженеров и студентов инженерных специальностей.
- Выбор материалов в механическом проектировании, Майкл Ф. Эшби. Butterworth-Heinemann, 2016. Хорошее введение в идею использования материаловедения в инженерии.
Патенты
- Патент США 3,468,527: Винтовая пружина Гленна Мазера, North American Rockwell/Boeing, 1968 г. Интересный технический взгляд на конструкцию винтовых пружин.
- Патент США 3 062 526: Подвеска транспортного средства с листовой рессорой, Джон А. Рериг, 1962 г. Типичная подвеска с листовой рессорой, которая автоматически настраивается в соответствии с весом, который несет автомобиль.
- Патент США 3,468,527 : Барабан с заводной пружиной для часов А.Н. Gauthier, 1894. Описывает механизм накопления энергии спиральной часовой пружины.
Пожалуйста, НЕ копируйте наши статьи в блоги и другие веб-сайты.
Статьи с этого веб-сайта зарегистрированы в Бюро регистрации авторских прав США. Копирование или иное использование зарегистрированных произведений без разрешения, удаление этого или других уведомлений об авторских правах и/или нарушение смежных прав может повлечь за собой серьезные гражданские или уголовные санкции.
Авторские права на текст © Chris Woodford 2009, 2020. Все права защищены. Полное уведомление об авторских правах и условия использования.
Flexon является зарегистрированным товарным знаком Marchon Eyewear, Inc.
Подпишитесь на нас
Оцените эту страницу
Пожалуйста, оцените или оставьте отзыв на этой странице, и я сделаю пожертвование WaterAid.