Катет сварного шва: правила расчета и выбора
- Главная >
- Блог >
- Катет сварного шва: правила расчета и выбора
14.09.2022
Сварка
Время чтения: 6 минут
Редакция сайта VT-Metall
Сохранить статью:
Из этого материала вы узнаете:
- Определение катета сварного шва
- Расчет катета сварного шва
- Измерение катета сварного шва
- Правила выбора катета сварного шва
- Факторы, влияющие на катет сварного шва
- Проверка качества сварного шва
Катет сварного шва наряду с другими параметрами (высотой, длиной, шириной и т. д.) определяет качество всего соединения. От правильности его расчета зависит, насколько прочным получится стык и сможет ли изделие выполнять свои функции.
Несмотря на кажущуюся простоту расчета, при выборе катета имеются свои «подводные камни». В нашей статье мы расскажем, в чем важность этого параметра, рассмотрим способы его вычисления, а также разберем ошибки, которые связаны с величиной катета сварного шва.
Определение катета сварного шва
Сварка позволяет создать прочное соединение на изделии из металла, способное служить долгие годы. Однако при формировании швов важно учитывать целый ряд нормативов. Так, катет сварного шва определяет, смогут ли тяжелые металлоконструкции крупных размеров справляться с постоянными эксплуатационными нагрузками.
Но, прежде чем разбираться, как определить катет сварного шва, следует понять, о чем идет речь, и какие функции ложатся на катет в конструкциях.
Правильно выполненное угловое сварное соединение в разрезе имеет форму равнобедренного треугольника. А расстояние от начала одного стыкового соединения до конца второго и является его катетом.
Размер катета определяет прочность сварного шва. Допустим, при данном минимальном показателе не стоит ждать высокой прочности, что объясняется малой площадью сечения.
Тогда как слишком большое значение чревато деформацией металла, связанной с увеличением объема наплавки. Кроме того, большая величина вызывает увеличение энергозатрат в процессе сварки.
Расчет катета сварного шва
Сечение углового сварного шва близко по форме к треугольнику, поэтому вычислить высоту и длину его сторон можно таким образом:
T = S × cos45°,
где:
T – искомая величина катета сварного шва;
cos45° – стандартное значение, имеющее коэффициент 0,7.
Разберем расчет на примере. Допустим, есть угловое соединение, у которого валик имеет ширину 5 мм. Тогда вычисление выглядит таким образом: 5 × 0,7 = 3,5 мм. То есть катет равен 3,5 мм.
Допустим, есть угловое соединение, у которого валик имеет ширину 5 мм. Тогда вычисление выглядит таким образом: 5 × 0,7 = 3,5 мм. То есть катет равен 3,5 мм.
Стоит отметить, что данная формула может использоваться, если наплавленный металл равномерно закрывает обе стороны углового соединения.
На данный момент установлены точные параметры сварного шва для деталей любой толщины – все показатели были получены опытным путем. Чтобы сформировать прочное соединение и не допустить перерасхода присадки, рекомендуется придерживаться таких показателей:
|
Толщина заготовок, мм |
Вид соединения |
Минимальный катет сварного шва, мм |
|
4-5 |
Тавровое с двухсторонним проваром |
4 |
|
6–10 |
Тавровое с двухсторонним проваром |
4-5 |
|
11–16 |
Тавровое с двухсторонним проваром |
4–6 |
|
17–22 |
Тавровое с двухсторонним проваром |
5–7 |
|
23–32 |
Тавровое с двухсторонним проваром |
6 |
|
4-5 |
Тавровое с односторонним проваром/угловое с односторонним проваром |
5 |
|
6–10 |
Тавровое с односторонним проваром/угловое с односторонним проваром |
6 |
|
11–16 |
Тавровое с односторонним проваром/угловое с односторонним проваром |
7 |
|
17–22 |
Тавровое с односторонним проваром/угловое с односторонним проваром |
8 |
|
23–32 |
Тавровое с односторонним проваром/угловое с односторонним проваром |
9 |
Получается, что катет сварного шва имеет величину в 30-100% от толщины заготовки, и чем последняя тоньше, тем он ближе по размеру к сечению детали. Если необходимо соединить элементы различной толщины, при выборе катета учитывают больший показатель.
Если необходимо соединить элементы различной толщины, при выборе катета учитывают больший показатель.
Так, сваривая детали сечением 5 и 10 мм с проваром с одной стороны, необходимо обеспечить катет в 6 мм. Во время подобной операции считают, что толщина обеих сторон составляет 10 мм.
Если за основу брать характеристики тонкой стороны, усиление на толстом металле окажется слабым и получится ненадежное соединение. Правда, не менее важно грамотно подобрать силу тока и вести дугу в соответствии с определенной техникой.
Помимо большого катета шва сварного соединения, слишком маленький тоже становится проблемой неопытных сварщиков. Здесь на кромках остается недостаточно наплавленного металла, из-за чего снижаются прочностные характеристики соединения. Поэтому при изломе или вибрации шов треснет, не справившись с нагрузкой.
Хотя малый катет позволяет сократить количество необходимых расходников, он подходит лишь для неответственных соединений, допустим, при изготовлении мангала, стола, пр.
Другая распространенная ошибка – формирование несимметричного катета, где нижняя полка шва оказывается очень широкой, а верхняя – короткой. Это объясняется ошибкой при выборе техники и режима, из-за чего горячий металл просто стекает вниз.
Внешне шов выглядит широким, но на самом деле он только немного находит на вертикальную сторону. В результате соединение неспособно выдерживать значительные нагрузки.
Измерение катета сварного шва
При определении интересующего нас показателя используют различные шаблоны по высоте катета (если в чертеже для обозначения катета сварного шва использована буква «z»), по толщине шва (если обозначен как «а») или по длине гипотенузы (отсутствуют обозначения).
Стоит пояснить, что гипотенузой называется самая длинная сторона прямоугольного треугольника, расположенная напротив прямого угла. Во время сварочных работ роль гипотенузы играет лицевая часть шва.
Шов может иметь разные виды усиления.
Немного менее удобны шаблоны с плоскими гранями, так как предполагают определение размеров катета за счет измерения гипотенузы. Недостаток этого подхода кроется в том, что он не позволяет измерять шов с усилением или валиком. Поэтому для оценки длины катетов на усиленных швах выбирают шаблоны, которые имеют вогнутую сторону или гипотенузу.
Либо замеры могут производиться по толщине шва при помощи шаблона Ушерова-Маршакова, если в чертеже перед размером стоит «a».
Правила выбора катета сварного шва
От катета зависит надежность конструкции, поскольку он влияет на площадь соединения элементов и наливочного материала. При грамотном выполнении сварочных работ нагрузка равномерно распределяется по всей площади контакта деталей, благодаря чему изделие справляется, например, с сильными ударами.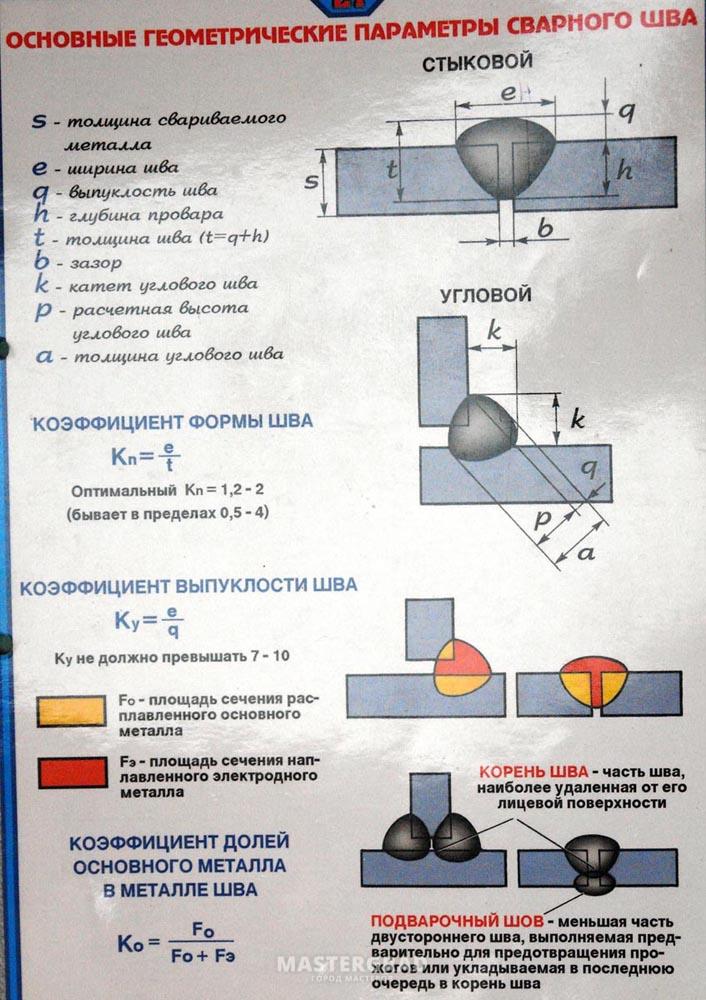
Однако не стоит полагать, что большой шов – это гарантия высокой надежности. Помимо этого, требуются подробные расчеты нагрузок, не допускается перенапряжение металла, в противном случае есть риск, что деталь согнется и станет непригодной для дальнейшей эксплуатации.
А значит, сварочный стык должен выбираться под конкретные задачи и свариваемые материалы. Поэтому, задавая размеры катета сварного шва, нужно знать, какие характеристики от него требуются. Основным показателем является форма: важно, чтобы соединение было однородным, равномерным – проверить эти свойства можно просто визуально.
Если говорить подробнее, хороший шов имеет одинаковую высоту и ширину по всей площади контакта. Тогда нагрузки равномерно распространяются вдоль всего соединения.
Говоря о таком свойстве, как однородность, важно учитывать, что материалы, имеющие разный состав, обычно плохо свариваются. Избежать дефектов позволяет правильный выбор электродов.
Также необходимо, чтобы шов имел правильное геометрическое расположение и максимально охватывал соединяемые заготовки.
Глубина провара является еще одним значимым показателем, ведь если детали не контактируют по всей доступной площади, изделие не справится с серьезными нагрузками.
Специалисты заранее просчитывают все характеристики стыка, добиваясь таким образом максимальной прочности конструкции. Чтобы работать по аналогичной схеме, важно уметь рассчитать катет сварного шва – тогда удастся задать ему нужные параметры и выбрать необходимый подход к проведению работ.
Шов рассчитывают на основании типа обрабатываемых заготовок, точнее, учитывают все параметры материалов, такие как размеры, ширина, пр. Нужно понимать, что от толщины и длины изделия зависят его стойкостные характеристики.
Длина считается основным показателем при расчете и выборе типа шва, ведь она влияет на прочность соединения. Если длина достаточно большая, возрастает расход материалов изделия, а также становится возможной их деформация.
Если длина достаточно большая, возрастает расход материалов изделия, а также становится возможной их деформация.
Избежать дефектов получится, создав качественное и надежное металлическое изделие при помощи шаблонов – обычно достаточно универсального образца.
Факторы, влияющие на катет сварного шва
Катет угловых и тавровых сварных швов зависит от таких особенностей:
- Направленность горелки/электрода. Когда при формировании угловых швов электрод или горелку держат под углом 45°, расплавленный металл стекает на нижнюю полку, вызывая занижение вертикального катета. Чтобы изменить высоту катета, получить правильный треугольник в сечении шва, рекомендуется выбрать угол в пределах 20–30°, направив конец электрода на вертикальную поверхность.
- Размещение конструкции. Шов на угловом соединении с большей вероятностью получится равномерным, если изделие будет находиться в положении «в лодочку». Это позволяет обеспечить ровную поверхность сварочной ванны, ведь металлу некуда стекать, поэтому он одинаково покрывает кромки обеих заготовок.

- Скорость перемещения дуги. Слишком быстрое движение приводит к образованию узкого шва с маленьким катетом. За счет сварки с задержкой добиваются увеличения катета и высоты шва. Лучше всего подбирать скорость на черновой заготовке, чтобы иметь возможность проверить разные варианты и после этого браться за работу на ответственной конструкции.
- Сила тока. Недостаточный показатель приводит к поверхностному наложению присадки, не обеспечивая полноценного проплавления металла. В итоге соединение оказывается ненадежным, несмотря на значительный катет сварного шва. Избыточная сила тока обеспечивает глубокое проплавление, однако приводит к повышенной текучести металла. Из-за этого на вертикальной стороне образуются дефекты, которые называются подрезами.
- Индуктивность. Данный показатель определяет скорость переноса капли расплавленного металла во время сварки полуавтоматом. При помощи грамотной настройки удается качественно прогреть заготовку, наложить аккуратный шов, параллельно снизив количество брызг металла.
- Свойства присадки. При наличии в стержне плавящегося электрода или проволоки полуавтомата высокотемпературных добавок получается более густая сварочная ванна, а это влечет за собой увеличение размеров катета сварного шва. Тогда как низкотемпературные сплавы быстрее растекаются, что приводит к снижению интересующего нас показателя.

Проверка качества сварного шва
Невозможно добиться надежного, крепкого соединения лишь благодаря правильному расчету размеров катета сварного шва. Необходимо также соблюдать технологию работ, отслеживать, чтобы шов по всей длине был однородным и равномерным.
Убедиться в прочности и большом сроке службы соединения можно при помощи нескольких методов, среди которых наиболее популярными считаются:
- Разрушающий. Испытания осуществляют на специальных макетах, что позволяет оценить прочность стыков и всей конструкции. Для этого изделие подвергают повышенным механическим нагрузкам, химическим, металлографическим исследованиям, пр.
- Неразрушающий. Сюда входит визуальный осмотр, проверка при помощи магнитных волн, ультразвука и иных приборов.
Рекомендуем статьи
- Типы сварных швов: отличия от соединений и описание разновидностей
- Как варить электросваркой: технология и важные правила
- Конденсаторная сварка: особенности процесса
Для проведения визуального контроля мастеру не требуются специальные навыки или дорогостоящее оборудование. Однако данный метод не позволяет выявить все проблемы. Чтобы не допустить формирования дефектов на сварочном шве, стоит выполнять такие рекомендации:
- в месте проведения сварочных работ недопустим сквозняк, сильный ветер, так как подобные условия чреваты формированием пористого шва;
- не превышайте допустимую силу сварочного тока, чтобы не нарушить структуру металла;
- зазор подбирается в соответствии с толщиной обрабатываемого металла;
- работайте с короткой дугой;
- не допускайте попадания воды на металл или электроды, используя постоянный ток;
- шов должен иметь одинаковую ширину по всей своей длине, ведь даже небольшие отклонения приводят к неравномерному распределению нагрузок и повышенному риску растрескивания соединения с его дальнейшим полным разрушением;
- важно, чтобы глубина провара была равномерной, иначе вероятны внутренние трещины;
- при выборе электродов учитывайте их диаметр и состав, ведь, например, для выпуклых валиков необходимы расходники, обеспечивающие вязкую и густую консистенцию металла – жидкий расплав приведет к формированию вогнутой линии.
Выбранный режим влияет на качество сварки и форму соединения между заготовками. Чтобы увеличить глубину и сократить ширину шва, необходимо передвигать электрод с большей скоростью. Если нужно уменьшить глубину и увеличить ширину, стоит изменить напряжение.
Эти несложные советы вместе с правильными расчетами катета сварного шва позволяют добиться высокого качества и значительной прочности соединений.
Читайте также
30.12.2022
Холодная сварка: виды и особенности применения
Подробнее
30.12.2022
Сталь D2: сфера применения и параметры
Подробнее
30.12.2022
Как выбрать электроды, чтобы получить качественный сварной шов
Подробнее
30.12.2022
Шкаф металлический для инвентаря: разбираемся в видах и назначении
Подробнее
30.12.2022
Что такое штрипс: виды и характеристики
Подробнее
30.12.2022
Токарные работы по металлу: виды и особенности станков
Подробнее
30. 12.2022
12.2022
Сварка арматуры: выбираем оптимальный способ
Подробнее
30.12.2022
Сборка металлоконструкций: этапы и методы
Подробнее
Катет сварочного шва: что это, как померить
Главная / Техника сварки
Назад
Время на чтение: 2 мин
0
422
Сварочный шов имеет много параметров такие, как высота усилия, ширина, длина или толщина. Разность этих параметров появляется из-за того, что швы бывают разные, например угловые или прямые, а эти два делаться ещё на много других под видов.
Но нас интересует как рассчитать катет сварочного соединения, во всем этом нам и помогут все перечисленные характеристики.
Вам кажется, для чего так глубоко залазить в геометрию, это же сварка, но все не так легко, расчёт катета позволит вам на много поднять уровень соединения, и достигнуть нужного результата.
Но на этом этапе много кто сталкивается с проблемой того, что даже не знает что такое катет шва и как его рассчитать.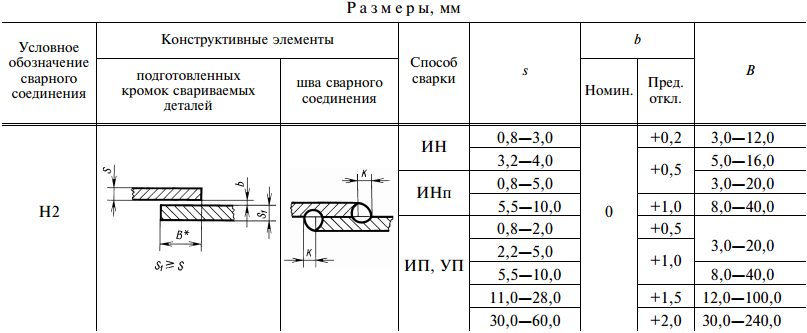 И тем более как его померить, и для чего вообще все это необходимо при работе со сваркой.
И тем более как его померить, и для чего вообще все это необходимо при работе со сваркой.
Наша статья хочет приоткрыть занавес на такие популярный вопрос, как же все таки провести расчет катета шва от толщины металла.
Даже для начинающих сварщиков будет достаточно прочитать нашу статью, что бы во всем хорошо разобраться, и применить свои знания на практике, с неплохим успехом.
- Информация для общего сведения
- Система расчёта катета сварочного шва
- Характеристики хорошо исполненного шва
- Итог
Общая информация
Катет сварочного шва — это катет треугольника, который мы можем вписать в продольное сечение. Вписать, конечно, условно. Но зачем вообще производить расчет катета углового сварного шва (или любого другого типа соединения, будь то прямой, стыковой или внахлест)? Конечно, вы можете приобрести для этого специальную механическую линейку, но мы рекомендуем научиться производить расчеты самостоятельно. Это улучшит ваши профессиональные навыки.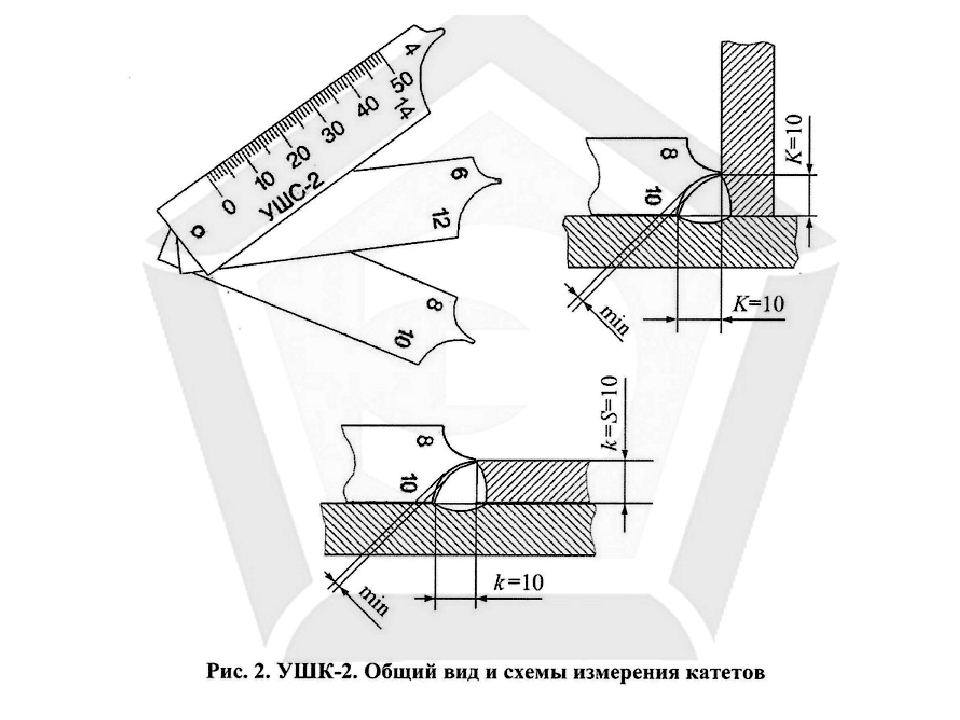
С помощью расчетов вы сможете буквально измерить прочностные характеристика вашего шва. Вы не можете просто сделать катет шва при сварке большего размера, чтобы решить проблему слабого соединения (хотя на первый взгляд вам даже может показаться, что шов и так достаточно прочный). Многие новички считают, что можно просто увеличить наплавку и проблем не будет, но это большая ошибка. Чем больше вы наплавляете металл, тем больше нагревается деталь, а перегрев может стать причиной деформации металла.
Также расчет необходим с финансовой точки зрения. Вы сможете до копейки рассчитать себестоимость работ и вам не придется увеличивать количество комплектующих, электричества и сил, чтобы сделать слишком толстый или широкий шов. Еще расчеты полезны в случаях, когда есть серьезные различия по толщине свариваемых деталей. Например, вы свариваете деталь из тонкого металла с деталью из толстого металла. В таких случаях нужно проводить расчет детали из тонкого металла.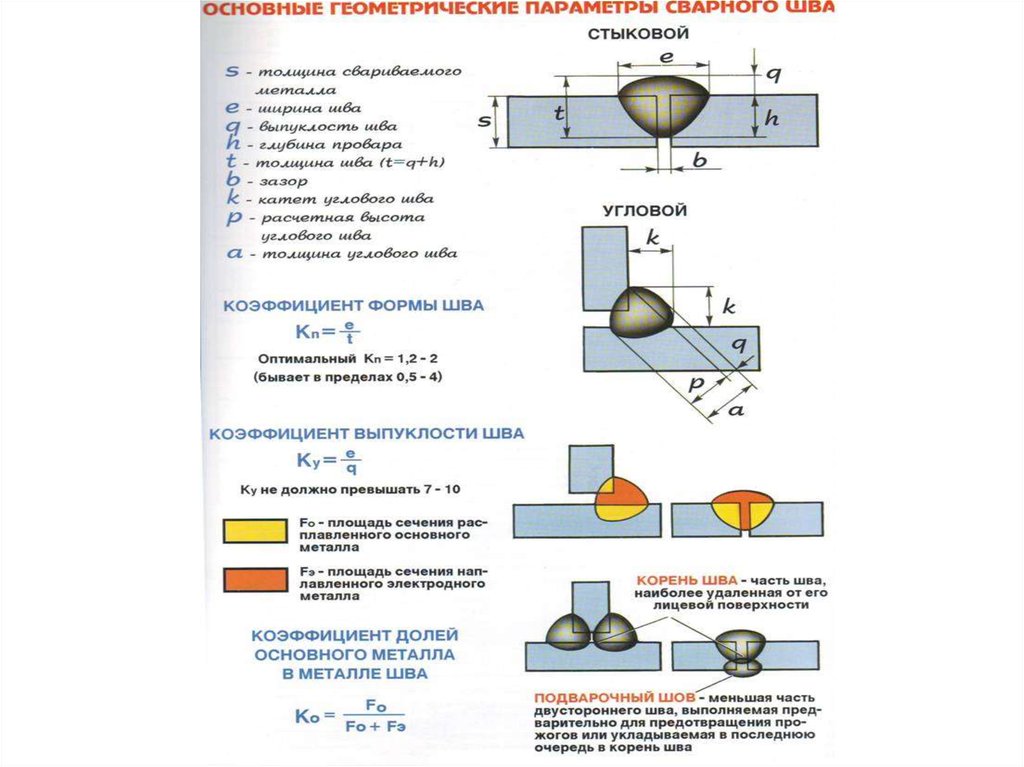
Произведя расчеты вы просто не сможете сделать шов слишком узким. А это особенно важно, если вам нужно сварить важную металлоконструкцию, к которой предъявляются повышенные требования. Особенно, если нужно сделать много угловых швов, которые больше остальных подвержены деформации. С виду ваши соединения могут казаться вполне прочными, а по факту ответственная конструкция может просто не выдержать механическую нагрузку при эксплуатации. Словом, расчет катета — это действительно важно. Ну а как произвести расчет мы расскажем далее.
Способы контроля
Контроль сварочных швов – неотъемлемая часть технологического процесса. Прежде всего, соединение необходимо исследовать на устойчивость к разрушающим нагрузкам. Формы контроля могут быть разными. Они зависят от принципов, на которых основываются. К передовым методам относится радиография, рентгенография, облучение гамма-лучами, ультразвуковой и вихретоковый контроль. Сюда же следует добавить магнитное зондирование, а также капиллярный способ исследования швов. Представленные виды контроля требуют наличия дорогостоящей аппаратуры и не всегда могут быть реализованы, особенно в условиях мелкого производства.
Представленные виды контроля требуют наличия дорогостоящей аппаратуры и не всегда могут быть реализованы, особенно в условиях мелкого производства.
В качестве подручного прибора для измерения катетов может служить готовый шаблон. Если быть точным, то практическое значение имеет не один шаблон, а целый набор.
В самой простой конструкции шаблон представляет собой набор пластин, скрепленных одним концом. На другом конце выполнены прорези, соответствующие форме поперечного среза шва. Мастер поочередно прикладывает шаблоны к заготовке и определяет максимально соответствующий из них. На каждом шаблоне нанесен размер соответствующего катета.
Существует еще несколько приборов, которые по своему принципу действия представляют шаблоны, только способ измерения катетов у них несколько отличается. Шаблон Красовского предназначен для определения зазоров между заготовками. Универсальный шаблон сварщика (УНС-2) – набор пластин с вырезами. По форме выпуклой гипотенузе можно определить длину катетов. Шаблон Маршака-Ушерова позволяет измерить не только катет, но и определить корень шва. Этот прибор считается самым универсальным из всех описанных выше.
Шаблон Маршака-Ушерова позволяет измерить не только катет, но и определить корень шва. Этот прибор считается самым универсальным из всех описанных выше.
Как рассчитать катет сварного шва
Существует огромное количество формул, с помощью которых можно рассчитать катет шва. Вместе с ними есть и различные типы швов: стыковые, тавровые, нахлесточные, угловые, и каждый из типов имеет свои подтипы. Получается, что каждому типу шва по формуле, а их около десятка (с учетом всех особенностей, конечно). Их все мы не сможем раскрыть в рамках этой статьи, поэтому расскажем, как рассчитать катет по ширине шва, поскольку это самая популярная и часто применимая формула.
Т — это наш катет
S — ширина нашего шва
cos45° — это косинус, равный 45 градусам (значение неизменно, cos45°= примерно 0.7)
Вот и вся формула. По ней несложно узнать размер катета углового шва, например. Потому что по сути своей катет углового соединения равен катету треугольника, который мы можем вписать.
Мы не будем производить расчет катета сварного шва от толщины металла, поскольку здесь даже формулы не нужны. Нужно просто взять значение по наименьшей толщине и это будет наш ответ. Простой пример: у нас есть металл толщиной 3 миллиметра. Нам нужно его соединить. Мы будет выяснять катет по толщине. Просто смотрим, что толщина металла действительно 3 миллиметра по всему периметру и используем это значение. Расчет катета сварного шва от толщины металла очень удобен, если используются нахлесточные швы и детали достаточно тонкие. Если детали толстые, то просто рассчитайте 40% от толщины.
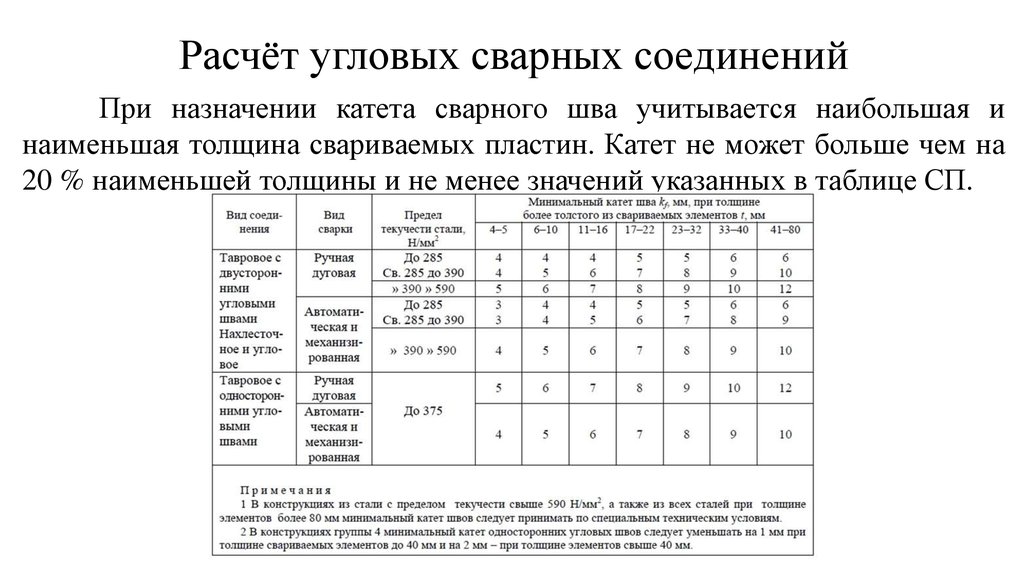
Ниже таблица минимальных катетов сварных швов для тавторвых соединений. Она будет полезна, если у вас нет возможности произвести быстрый расчет. Сохраните ее себе и попробуйте применить в работе.
Что такое катет сварочного шва
Если рассмотреть сварочный шов в разрезе при угловой сварке, то это в идеале должен быть равнобедренный треугольник. Так вот его катет, а это расстояние от конца шва одной детали до плоскости другой.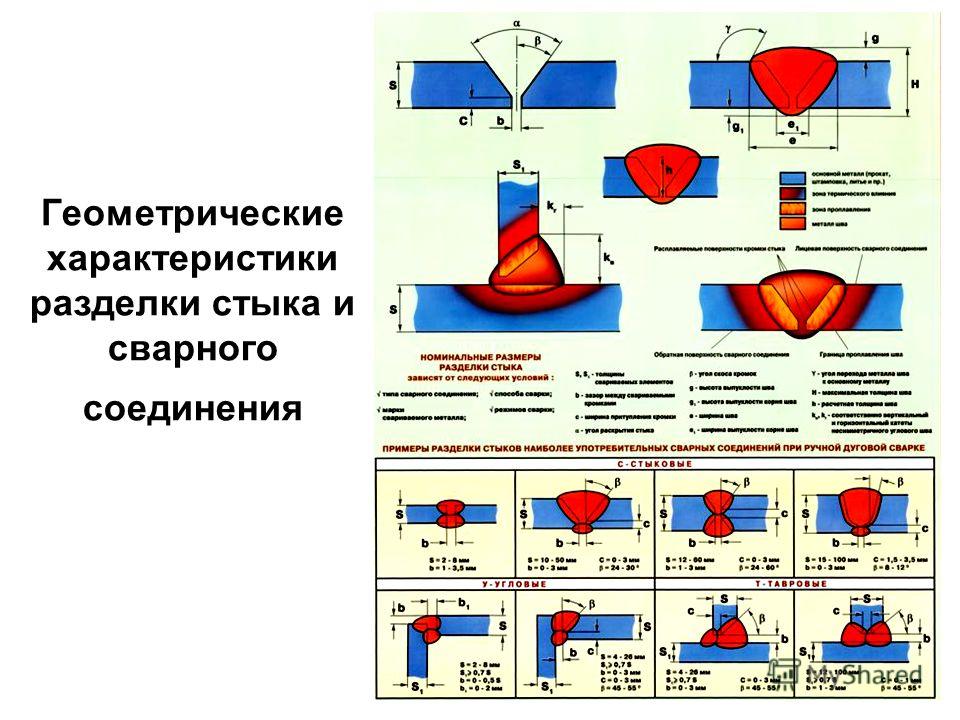 По сути, катет шва и есть катет треугольника, поэтому данный показатель так и назван.
По сути, катет шва и есть катет треугольника, поэтому данный показатель так и назван.
Итак, от значения катета углового соединения зависят прочностные характеристики стыка. Но в этом плане нельзя говорить о том, что чем больше катет, тем прочнее соединение. Потому что большое количество наплавленного металла может привести к сварочным деформациям. Плюс, это всегда большой расход электродов, газа, флюса и присадки, и как следствие повышение себестоимости проводимых сварочных работ.
Поэтому необходимо учитывать геометрию стыка с таким учетом, чтобы в него поместился катет с большими параметрами продольного сечения. Если производится сваривание двух заготовок разной толщины, то катет определяется по детали с меньшей толщиною. Обычно данный параметр сварочного шва определяется и измеряется специальными шаблонами. Сегодня все чаще сварщики пользуются универсальными измерительными инструментами УШС-2. Их называют катеомерами сварщика.
Это несколько тонких пластин, на концах которых есть выемки, определяющие разные размеры катетов. Соединяются пластины кольцом или шарниром. Прикладывая поочередно каждый шаблон к сварочному шву, находится тот, который точно будет прилегать к образовавшемуся валику.
Соединяются пластины кольцом или шарниром. Прикладывая поочередно каждый шаблон к сварочному шву, находится тот, который точно будет прилегать к образовавшемуся валику.
По форме шов должен быть без выпуклостей и вогнутостей. Но так получается редко.
- Обычно сварной шов – это валик с выпуклой поверхностью. Специалисты отмечают, что это не самый лучший вариант, потому что внутри такой формы концентрируются напряжения, плюс увеличивается расход материалов.
- Идеальный же вариант – валик с вогнутой поверхностью, который получить очень сложно. Для этого необходимо правильно настроить параметры сварочного аппарата, а также точно соблюдать определенную одинаковую скорость электрода. А этим владеют только сварщики с большим опытом. Поэтому вогнутую поверхность получают после сварки механической обработкой. Данный вид сварного шва в сборке металлоконструкций не используется.
Что касается размеров катета углового соединения, то, как уже было сказано выше, все зависит от толщины свариваемых деталей.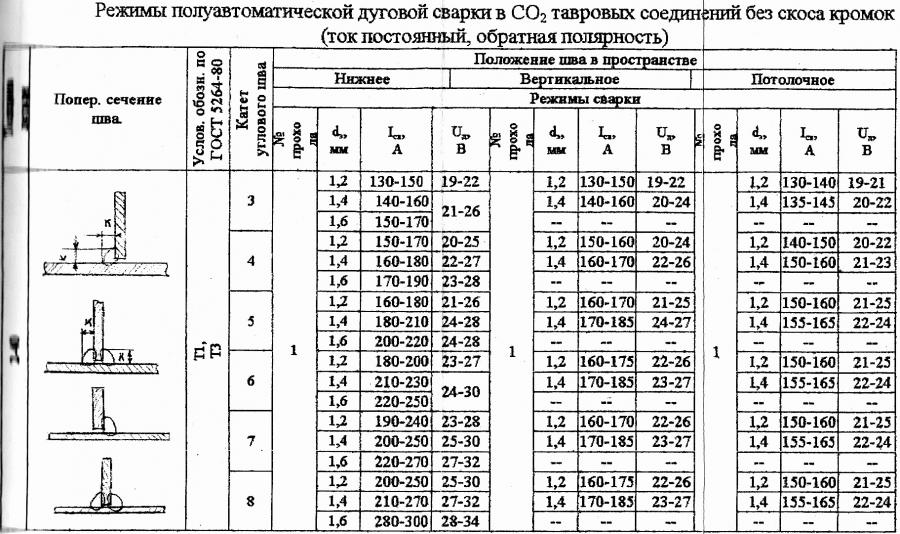 К примеру, если их толщина находится в пределах 4-5 мм, то катет не должен превышать 4 мм. Если толщина больше данного показателя, то и катет не должен быть 5 мм – и это минимальный показатель.
К примеру, если их толщина находится в пределах 4-5 мм, то катет не должен превышать 4 мм. Если толщина больше данного показателя, то и катет не должен быть 5 мм – и это минимальный показатель.
Необходимо отметить, что вогнутость и выпуклость сварного валика во многом зависит от того, каким электродом проводился сварочный процесс. Здесь имеется ввиду химический состав стержня. К примеру, если сварка проводилась электродом, расплавленный металл которого становился вязким и густым, то получается в конечном итоге выпуклая поверхность валика. Если расплавленный металл был жидковатым и растекающимся, то получается вогнутая поверхность.
Что касается режима и скорости проведения сварочного процесса.
- В основе выбранного режима лежат две величины: сила тока и напряжение. Так вот при увеличении силы тока и стабильном напряжении увеличивается глубина проварки, и уменьшается ширина шва. При стабильном токе и изменении напряжения наблюдается снижения параметра глубины проварки и увеличения ширины валика. Понятно, что и катет шва при сварке будет изменяться.
- Если скорость перемещения электрода вдоль сварочного стыка не превышает 50 м/час, то глубина проварки стыка увеличивается, а его ширина уменьшается.
- Все происходит наоборот, если скорость начинает увеличиваться и превышает обозначенное значение. В любом случае, не только уменьшается катет шва, но и снижаются характеристики металла внутри зазора между заготовками, потому что нагрев ванны производится незначительный.
 Понятно, что и катет шва при сварке будет изменяться.
Понятно, что и катет шва при сварке будет изменяться.Свойства качественного шва
Теперь мы знаем, как рассчитать катет сварного шва. Но этого недостаточно для того, чтобы соединение гарантировано получилось качественным и надежным. У сварного соединения есть свои свойства и особенности, которые нужно учитывать. Самое главное — шов должен быть равномерным и однородным по всей длине. Не должно быть никаких отклонений в сторону или слишком большой наплавки в отдельных местах.
Контролируйте себя, визуальный контроль доступен без приборов и особых навыков. Один небольшой недостаток может обернуться обрушением металлической конструкции спустя время. Также ширина шва должна быть одинаковой. Если ширина шва будет меняться, то нагрузки будут распределяться неравномерно, что может привести к образованию трещин и разрушению сварного соединения.
Один небольшой недостаток может обернуться обрушением металлической конструкции спустя время. Также ширина шва должна быть одинаковой. Если ширина шва будет меняться, то нагрузки будут распределяться неравномерно, что может привести к образованию трещин и разрушению сварного соединения.
Также следите за толщиной шва (проще говоря, его глубиной). Глубина провара должна быть тоже равномерной, чтобы не возникали внутренние трещины. Профессиональные сварщики на крупном производстве буквально до миллиметра рассчитывают будущие характеристики шва, его толщину, ширину и длину. И выполняют работу согласно этим расчетам. Конечно, это излишне в любительской и полулюбительской сварке, но вы должны заранее понимать, какой шов необходимо получить в итоге.
Чем больше сходств у свариваемых деталей, тем лучше. Конечно, существуют методы сварки неоднородных металлов, состав которых сильно отличается, но соединение все равно никогда не будет таким прочным, как при сварке однородных металлов. Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл. Если вы сделаете миллион расчетов, но не установите на сварочнике правильную силу тока, то ваши старания просто пойдут насмарку.
Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл. Если вы сделаете миллион расчетов, но не установите на сварочнике правильную силу тока, то ваши старания просто пойдут насмарку.
Зависимость качества сварки от параметров настройки аппарата
[Дуговая сварка] выполняется с определенными значениями тока и напряжения, что в итоге влияет на глубину провара и качество сплавления металла двух деталей в границах сварочной ванны. Основные приемы, которыми пользуются опытные сварщики для формирования качественного шва:
глубина провара растет при нарастании силы тока при неизменном напряжении — растет температура и глубина прогрева металла;
ширина шва и катета нарастает при росте напряжения и неизменной силе тока, однако при нарушении баланса возможен непровар стыка;
при росте скорости хода электрода снижается глубина проваривания и уменьшается ширина, а при превышении нормативного значения 50 м/ч возможно появление ряда [дефектов сварного шва], связанных с недостаточным прогревом металла;
выпуклая и вогнутая поверхность по катету сварного шва имеют разные прочностные характеристики, при этом первая получается при использовании вязких электродов.

При расчетах принимается во внимание толщина двух заготовок, но максимальные параметры тока и напряжения берутся по тонкой детали во избежание прожога. Максимальная и минимальная длина сварочного шва рассчитывается по приведенной в ГОСТ таблице.
Читать также: Максимальная емкость аккумулятора 18650
Типы сварочных швов
Соединение деталей может происходить разными способами и это целиком зависит от формы заготовок и решаемых задач. Сварщики могут соединять элементы в одной плоскости или же под углом друг к другу внутренним или внешним швом, параметры которого зависят от требований по прочности и толщины заготовок. Также важно учитывать степень обработки кромок и возможное изменение геометрической формы деталей по причине перегрева, связанного с несоблюдением технологического режима. Иногда использование сплошного шва не является экономически оправданным и выбирается прерывистое соединение в шахматном или ином порядке.
Независимо от вида сварки, материала заготовок и количества проходов скорость сварки по нормам и таблицам редко превышает значение 50 м/час.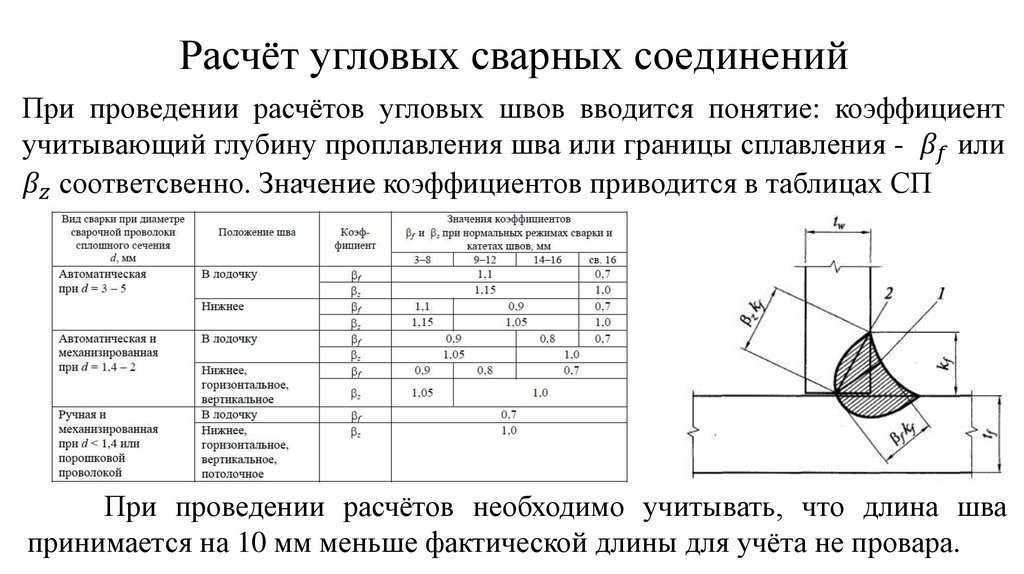 Эта оптимальная величина позволяет достаточно хорошо прогреть заготовки и в то же время не допустить перегрева, ведущего к деформациям составных частей изделия.
Эта оптимальная величина позволяет достаточно хорошо прогреть заготовки и в то же время не допустить перегрева, ведущего к деформациям составных частей изделия.
По способу соединения деталей различают следующие виды сварных швов, а именно:
- соединение внахлёст, которое производится при относительно небольшой толщине заготовок и делается с двух противоположных сторон;
- стыковое соединение, проводится с обработкой кромок стыка под углом в 45 о при толщине металла более 4 мм;
- торцовый способ, применяемый для соединения двух наложенных друг на друга листов металла;
- угловой шов, как внешний, так и внутренний с обязательной обработкой кромок для наилучшего провара;
- соединение тавровое, при котором детали располагаются под прямым углом с двусторонним привариванием.
Читать также: Дюбель гвоздь размеры таблица
Выбор типа соединения зависит от технического задания и требуемой прочности соединения, поэтому необходимо учитывать наличие разнотолщинных заготовок, требующих особого внимания при обработке и стыковке кромок. Необходимо подбирать флюс и присадки, а также материал электродов в точном соответствии со свариваемым материалом, чтобы предотвратить образование пористого и непрочного шва.
Необходимо подбирать флюс и присадки, а также материал электродов в точном соответствии со свариваемым материалом, чтобы предотвратить образование пористого и непрочного шва.
Полезное правило для размеров угловых сварных швов
Многие производители могут значительно снизить свои затраты на сварку, если будут уделять пристальное внимание размерам сварных швов. Если для печати требуется угловой шов ¼ дюйма, а в процессе производства вы делаете угловой шов 5/16 дюйма, вы перевариваете на 56 %! Если для печати требуется угловой шов 3/16 дюйма, сварной шов диаметром 5/16 дюйма, который вы наплавите, будет переваривать на 177 %, или почти в три раза больше, чем требуется.
Если у нас есть отпечатки, на которых указаны размеры сварных швов, то проблема переварки решается относительно легко. Проведите обучение сварщиков и дайте им необходимые инструменты, чтобы они могли наплавлять сварные швы, указанные в распечатке. Однако, если у нас нет размеров сварных швов, указанных на наших распечатках, и мы вынуждаем сварщиков самостоятельно определять размер сварных швов, мы открываем дверь для неприятностей.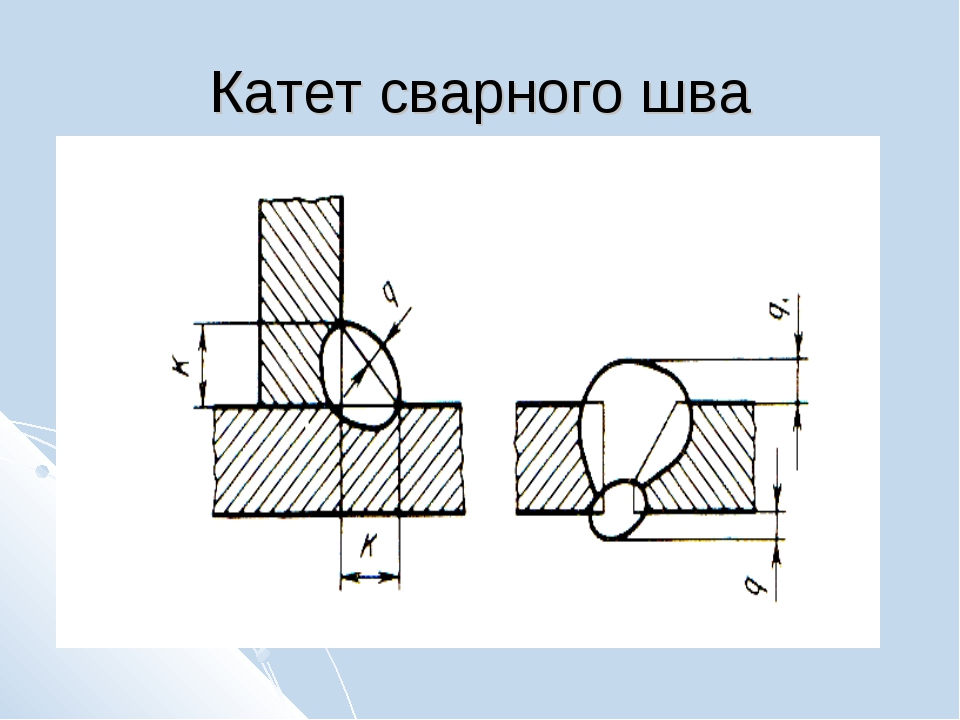 Не только к потенциальным проблемам с качеством, но и к огромному увеличению затрат на сварку.
Не только к потенциальным проблемам с качеством, но и к огромному увеличению затрат на сварку.
Существует практическое правило для размеров угловых швов, о котором вы, вероятно, слышали…
«Угловые швы должны составлять ¾ толщины свариваемого материала».
Значит ли это, что если у нас есть пластина ½ дюйма, мы должны выполнить угловой сварной шов размером ½ x ¾ = ⅜ дюйма?
Сначала давайте рассмотрим несколько пунктов, касающихся этого эмпирического правила.
- Эмпирическое правило предполагает, что вам нужно достичь полная сила . Это означает, что превышение указанного размера повысит прочность сварного шва, но не прочность соединения. Это означает, что сварка чего-то большего была бы пустой тратой времени без каких-либо дополнительных преимуществ.
- Сварка выполняется с обеих сторон соединения. Эмпирическое правило предполагает двусторонний угловой шов.
- Обе стороны углового шва имеют одинаковый размер.
- Сварка выполняется по всей длине соединения. Сварной шов не может быть прерывистым или менее полной длины. Это относится к обеим сторонам.
- Если соединяемые элементы различаются по толщине, для этого расчета необходимо использовать более тонкий элемент.
В отсутствие квалифицированного инженера-конструктора для определения размеров сварных швов мы можем, по крайней мере, убедиться, что мы не превышаем размер, который даст нам полную прочность. Ниже вы можете увидеть Таблицу 1 из Раздела 6.3 «Проектирование сварных деталей» Омера Блоджетта. Он показывает размер углового шва для достижения полной прочности, прочности 50% и прочности 33%.
Таблица 1 – Раздел 6.3 «Проектирование сварных деталей» Омера Блоджетта
Обратите внимание на примечание внизу таблицы. Это ссылается на тот факт, что AWS D1.1 Structural Welding Code — Steel определяет минимальные размеры угловых сварных швов.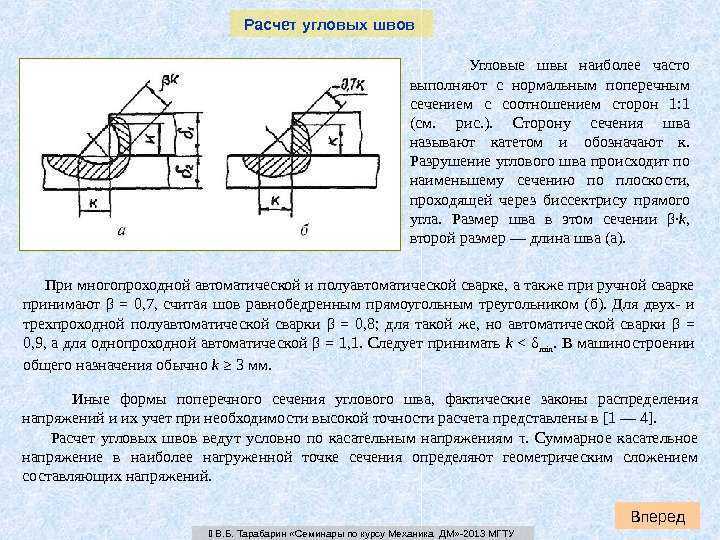 Это связано с тем, что если мы определяем размеры углового шва на основе фактических нагрузок, испытываемых сварным швом, мы можем в конечном итоге указать слишком маленькие размеры шва, которые могут привести к растрескиванию. Это растрескивание происходит не из-за недостатка прочности, а скорее из-за растрескивания, вызванного водородом. Минимальные размеры сварных швов указаны для того, чтобы обеспечить достаточное количество подводимого тепла для предотвращения слишком быстрого охлаждения сварного шва и зоны термического влияния, которое может вызвать охрупчивание.
Это связано с тем, что если мы определяем размеры углового шва на основе фактических нагрузок, испытываемых сварным швом, мы можем в конечном итоге указать слишком маленькие размеры шва, которые могут привести к растрескиванию. Это растрескивание происходит не из-за недостатка прочности, а скорее из-за растрескивания, вызванного водородом. Минимальные размеры сварных швов указаны для того, чтобы обеспечить достаточное количество подводимого тепла для предотвращения слишком быстрого охлаждения сварного шва и зоны термического влияния, которое может вызвать охрупчивание.
Чаще всего инженеры-конструкторы, которые понимают, как правильно определить размеры сварных швов, пользуются преимуществом использования минимального размера сварного шва, а не размеров, обеспечивающих полную прочность.
Во многих случаях, когда у нас нет опыта проектирования, нам нужно не превышать размер сварного шва, необходимый для полной прочности. Итак, давайте рассмотрим следующий пример.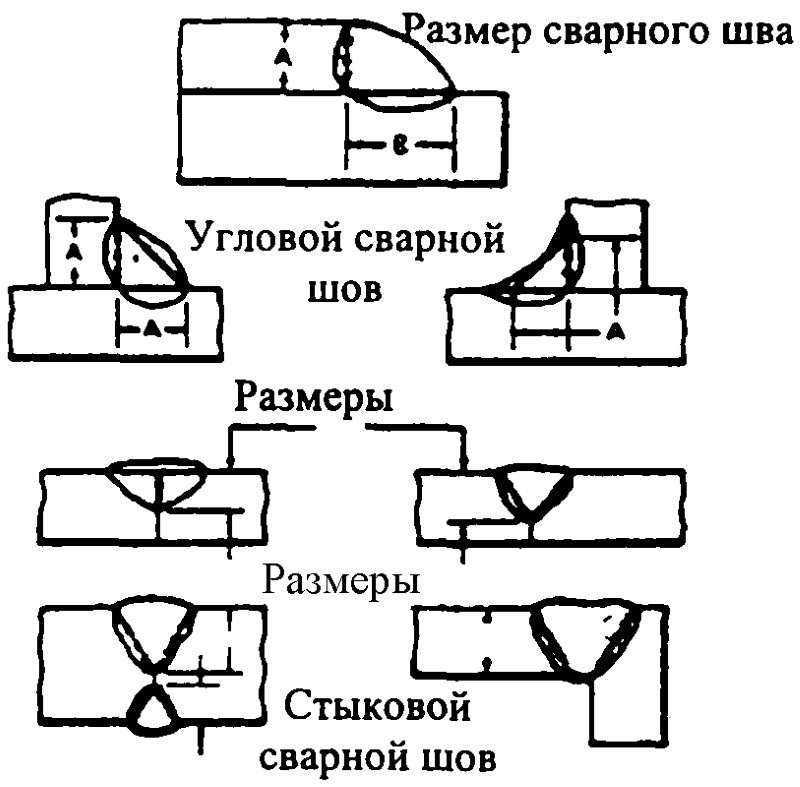
ПРИМЕР: Тройник состоит из двух элементов и имеет длину 12 дюймов. Обе соединяемые пластины изготовлены из материала ASTM A36. Одна пластина имеет толщину ⅝ дюйма, а другая ½ дюйма. Стык должен быть заварен с обеих сторон и по всей длине стыка. Какой размер сварного шва следует накладывать, если у вас нет информации о нагрузках, действующих на сварное соединение в процессе эксплуатации?
ОТВЕТ: Следуя эмпирическому правилу: Размер участка углового сварного шва должен быть равен размеру участка ¾ x ½ = ⅜ дюйма. Мы используем более тонкий элемент (½ дюйма), а не самый толстый (⅝ дюйма).
Следующим шагом будет рассмотрение вопроса об уменьшении углового сварного шва, но это потребует некоторой инженерной помощи или, по крайней мере, понимания условий нагрузки. В этом случае мы потенциально могли бы сделать угловой шов размером до 3/16 дюйма на основе минимумов, установленных Американским обществом сварщиков.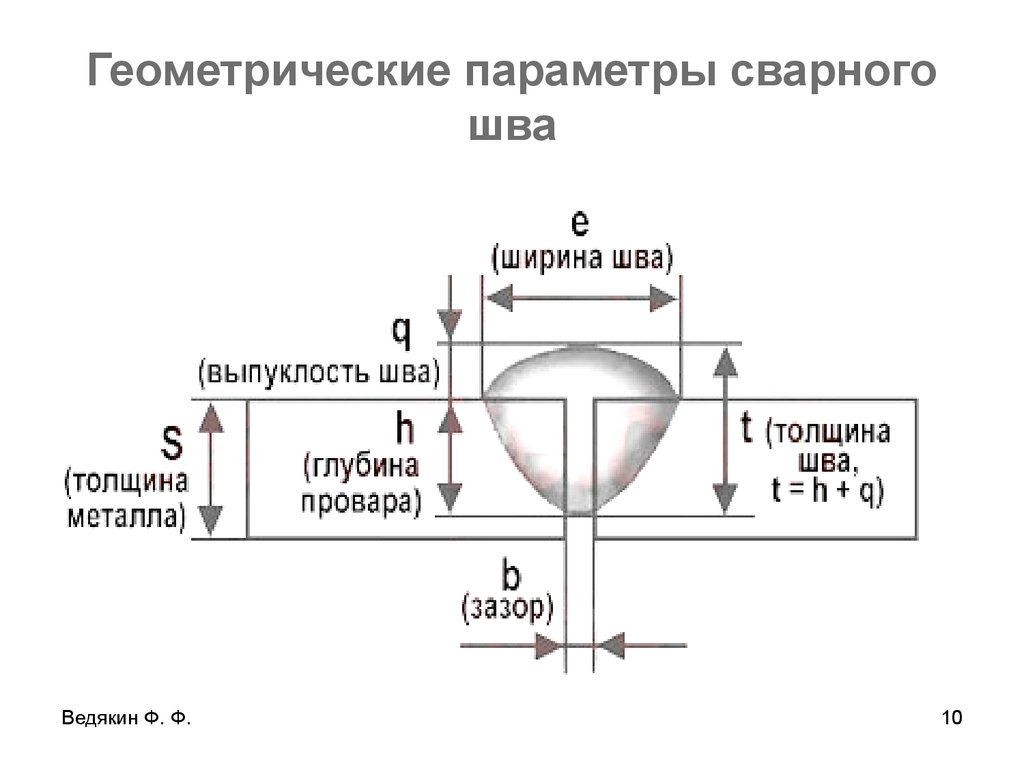
Это будет означать уменьшение объема сварного шва на 75 % (увеличение размера участка углового шва с ⅜” до 3/16”). Для одного сварного шва это может не иметь значения. Но если учесть всю сварку, выполненную за год, это может стоить вам тысячи долларов.
Ссылка: Design of Weldments, Omer Blodgett
Опубликовано
Категории: Теория и образование, Стоимость сварки
Раскрытие информации о связи материалов: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».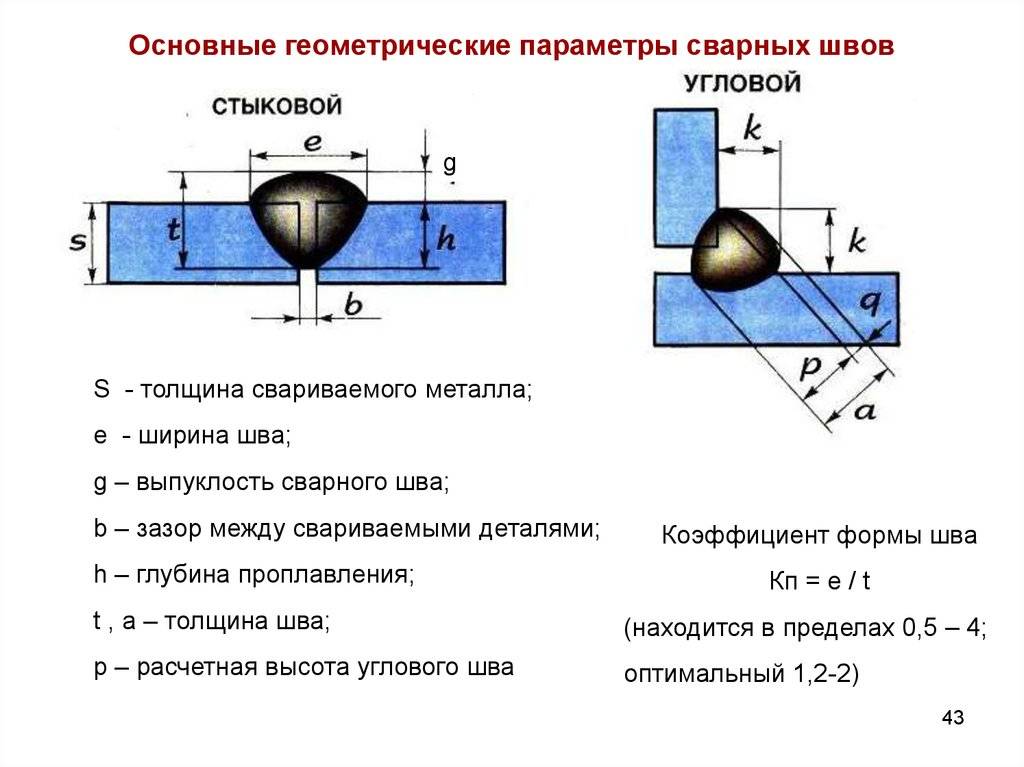
горло с калькулятором сварного шва с параллельным филе
✖ Нога сварного шва — это расстояние от корня сустава до ноги сварки сварки [H L ] | AlnangstromAstrom. of LengthBarleycornBillion Light YearBohr RadiusCable (International)Cable (UK)Cable (US)CalibreCentimeterChainCubit (греческий)Cubit (Long)Cubit (UK)DecameterDecimeterEarth Distance from MoonEarth Distance from SunEarth Equatorial RadiusEarth Polar RadiusElectron Radius (Classical)EllExameterFamnFathomFemtometerUSFermiFinger (Cloth)Finger (Cloth) Survey)FurlongGigameterHandHandbreadthHectometerInchKenKilometerKiloparsecKiloyardLeagueLeague (Statute)Light YearLinkMegameterMegaparsecMeterMicroinchMicrometerMicronMilMileMile (Roman)Mile (US Survey)MillimeterMillion Light YearNail (Cloth)NanometerNautical League (int)Nautical League UKPautical Mile (International)Parsecer (International)Pautical Mile ПикометрPlanck LengthPointPoleQuarterReed (Long)RodRoman ActusRopeRussian ArchinSpan (ткань)Sun RadiusTerameterTwipVara CastellanaVara ConuqueraVara De TareaЯрдYoctometerYottameterZeptometerZettameter | +10% -10% |
✖Толщина шва – это кратчайшее расстояние от корня до поверхности шва. | AlnAngstromArpentAstronomical UnitAttometerAU of LengthBarleycornBillion Light YearBohr RadiusCable (International)Cable (UK)Cable (US)CaliberCentimeterChainCubit (Greek)Cubit (Long)Cubit (UK)DecameterDecimeterEarth Distance from MoonEarth Distance from SunEarth Equatorial RadiusEarth Polar RadiusElectron Radius (Classical)EllExameterFamnFathomFemtometerFermiFinger (Cloth)FingerbreadthFootFoot (US Survey)FurlongGigameterHandHandbreadthHectometerInchKenKilometerKiloparsecKiloyardLeagueLeague (Statute)Light YearLinkMegameterMegaparsecMeterMicroinchMicrometerMicronMilMileMile (Roman)Mile (US Survey)MillimeterMillion Light YearNail (Cloth)NanometerNautical League (int)Nautical League UKNautical Mile (International)Nautical Mile (UK)ParsecPerchPetameterPicaPicometerPlanck LengthPointPoleQuarterReedReed (Long)RodRoman ActusRopeRussian ArchinSpan ( Ткань)Sun RadiusTerameterTwipVara CastellanaVara ConuqueraVara De TareaYardYoctometerYottameterZeptometerZettameter | ⎘ Копировать |
 ⓘ Шов параллельного углового шва [h t ]
ⓘ Шов параллельного углового шва [h t ]👎
Формула
Перезагрузить
👍
Горловина параллельного углового сварного шва
ШАГ 0: Сводка предварительного расчета
ШАГ 1: Преобразование входных данных в базовую единицу
Отвод сварного шва: 21,2 миллиметра —> 0,0212 метра (проверьте преобразование здесь)
ШАГ 2: Оценка формулы
ШАГ 3: Преобразование результата в единицу измерения вывода
0,0149906637611548 Метр —> 14,9906637611548 Миллиметр (проверьте преобразование здесь)
< Калькуляторы 10+ параллельных угловых швовУчасток параллельного углового сварного шва с заданным напряжением сдвига и углом среза сварного шва
Отвод сварного шва = нагрузка на параллельный угловой шов*(sin(угол среза сварного шва)+cos(угол среза сварного шва))/(длина сварного шва*напряжение сдвига в параллельном угловом шве) Идти
Напряжение сдвига в параллельном угловом сварном шве при заданной нагрузке
Напряжение сдвига в параллельном угловом шве = Нагрузка на параллельный угловой шов*(sin(Угол среза сварного шва)+cos(Угол среза сварного шва))/(Длина сварного шва*Угол сварного шва) Идти
Сила в параллельном угловом сварном шве с учетом напряжения сдвига
Нагрузка на параллельный угловой шов = напряжение сдвига в параллельном угловом шве * длина шва * катет сварного шва / (sin (угол среза сварного шва) + cos (угол среза сварного шва)) Идти
Длина параллельного углового шва с учетом напряжения сдвига
Длина сварного шва = Нагрузка на параллельный угловой шов/(Напряжение сдвига в параллельном угловом шве*Угол сварного шва*cos(pi/4)) Идти
Нога параллельного углового сварного шва с учетом напряжения сдвига
Участок сварного шва = нагрузка на параллельный угловой шов/(напряжение сдвига в параллельном угловом шве*длина сварного шва*cos(pi/4)) Идти
Напряжение сдвига, параллельный угловой сварной шов
Напряжение сдвига в параллельном угловом шве = Нагрузка на параллельный угловой шов/(Длина сварного шва*Угол сварного шва*cos(pi/4)) Идти
Ширина плоскости двойного параллельного углового сварного шва
Ширина плоскости при двойном параллельном угловом сварном шве = катет сварного шва/(sin(угол среза сварного шва)+cos(угол среза сварного шва)) Идти
Растягивающая сила на пластине с параллельным угловым сварным швом при сдвиговом напряжении
Нагрузка на параллельный угловой шов = напряжение сдвига в параллельном угловом шве * длина шва * катет сварного шва * 0,707 Идти
Нога параллельного углового сварного шва с горловиной сварного шва
Отвод сварного шва = Толщина сварного шва/cos(pi/4) Идти
Горловина параллельного углового сварного шва
Толщина сварного шва = катет сварного шва*cos(pi/4) Идти
Формула горловины параллельного углового сварного шва
Толщина сварного шва = катет сварного шва*cos(pi/4)
h t = h l *cos(pi/4)
Допущения для горла сварки
При расчете сечения сварного шва делаются следующие допущения.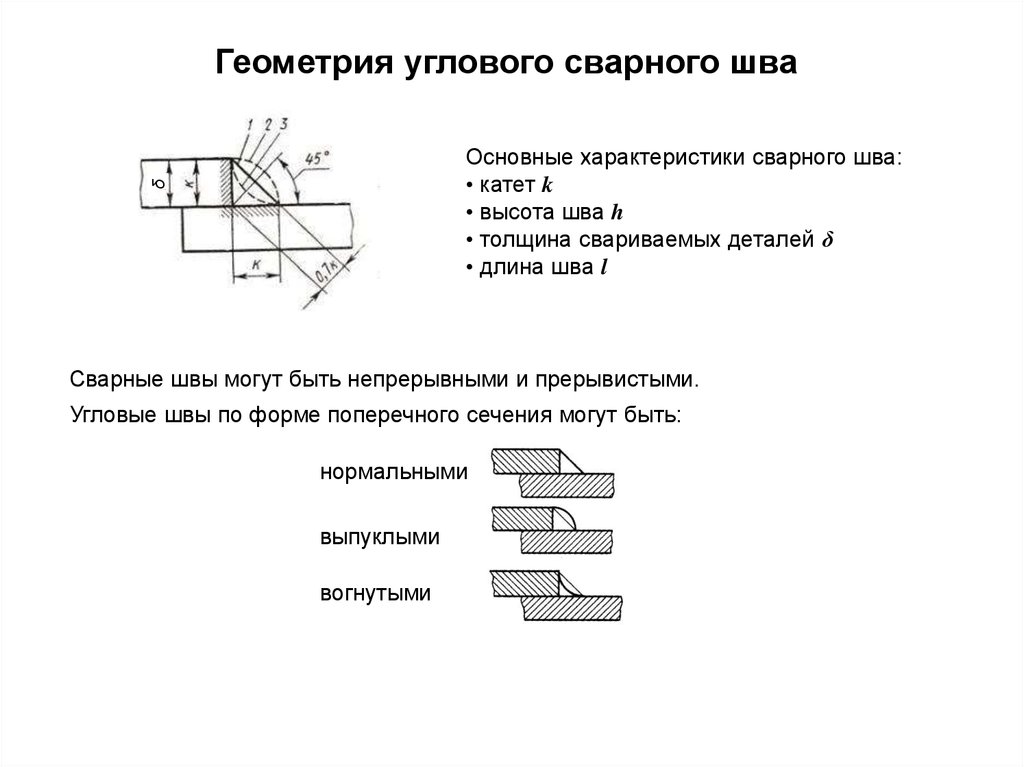
1. Поверхность сварного шва однородна и не имеет кривизны.
2. Сварной шов образует с пластинами равнобедренный прямоугольный треугольник.
3. Сварной шов не проник и не разрушил границы плиты.
Как рассчитать горловину параллельного углового сварного шва?
Калькулятор стыка параллельного углового сварного шва использует Толщина стыка сварного шва = полка сварного шва * cos(pi/4) для расчета толщины стыка сварного шва. сварка. Обычно глубина горловины должна быть не меньше толщины свариваемого металла. Толщина шва шва обозначается цифрой 9.0032 ч т символ.
Как рассчитать раструб параллельного углового шва с помощью этого онлайн-калькулятора? Чтобы использовать этот онлайн-калькулятор для горловины параллельного углового сварного шва, введите ответвление сварного шва (h l ) и нажмите кнопку расчета. Вот как можно объяснить расчет горловины параллельного углового шва с заданными входными значениями -> 14,99066 = 0,0212*cos(pi/4) .
Вопросы-Ответы
Что такое горловина параллельного углового сварного шва?
Горловина параллельного углового сварного шва — это расстояние от центра поверхности до корня сварного шва. Обычно глубина шва должна быть не меньше толщины свариваемого металла и представлена как h t = h l *cos(pi/4) или Толщина шва = Отвод сварки*cos(pi/4) . Участок сварного шва — это расстояние от корня шва до края шва.
Как рассчитать горловину параллельного углового шва?
Горловина параллельного углового сварного шва — это расстояние от центра поверхности до корня сварного шва. Обычно глубина шва должна быть не меньше толщины свариваемого металла, которая рассчитывается с использованием . Толщина шва = катет сварного шва*cos(pi/4) Для расчета горловины параллельного углового сварного шва вам потребуется отрезок сварного шва (h l ) . С помощью нашего инструмента вам нужно ввести соответствующее значение для стороны сварного шва и нажать кнопку расчета.