таблица, нормы расхода при сварочных работах на тонну металла
На чтение 12 мин. Просмотров 52.7k. Опубликовано Обновлено
Одним из важных показателей является расход электродов на 1 метр шва, который приводится в специальных таблицах. Эти данные позволяют производить расчет сметы.
В подсчете необходимо учитывать множество нюансов, поэтому его делает опытный сварщик, разбирающийся в марках материалов и в методиках сварки. От правильности выполнения расчета будут зависеть экономические показатели всего проекта.
Что влияет на расход?
Важной составляющей любого производственного процесса является правильно спланированный расход сварочных материалов. Это необходимо в предварительном расчете сметы, что позволит заранее оценить финансовые затраты.
Особенно важно знать нормы расхода во время строительства крупных объектов. На столь больших масштабных производствах даже незначительная экономия материала в каждой отдельной задаче может существенно снизить экономические затраты.
Коэффициенты расхода электродов.В этих целей было создано понятие затрат на 1 м шва. Оно позволяет сварщикам ориентироваться в стоимости работ, которые необходимо выполнить. Кроме того, это позволит нормировать количество стержней на объем материала.
Стоит отметить, что в бытовых условиях подобные оценки не нужны. Ведь маленький объем работ создания соединений каких-либо металлических изделий не принесет существенных затрат при перерасходе материала.
Кроме того среди множества показателей, есть такие, которые в наибольшей степени влияют на потери. Их важно знать, ведь это поможет в будущем сэкономить деньги.
К ним относятся:
- масса наплавки материала на шов;
- длительность и глубина соединения;
- общая масса наплавки;
- тип сварки.


Как определить затраты сварочных материалов?
Существует множество специализированных формул, позволяющих теоретически рассчитать, какая должна быть норма расхода электродов. Среди них можно выделить несколько самых распространенных способов.
Первый метод основан на применении специального коэффициента расхода стержней. Он позволяет также определить затраты сварочных материалов:
[box type=”info”]H=M*K[/box]здесь М – масса свариваемой металлической конструкции, К – специальный коэффициент, который можно взять из справочника. Его величина находится в интервале от 1,5 до 1,9.
Второй метод – расчет, включающий физические свойства стержней и материалов. С его помощью можно определить массу наплавленного металла.
Данный способ также предполагает использование табличных коэффициентов, которые можно взять из специализированных справочников. Кроме того необходимо выполнить замер шва.
Подсчет определяется формулой:
[box type=”info”]G=F*L*M[/box]где F – площадь поперечного сечения, L – длина шва; M – масса одного кубического сантиметра проволоки.
Как видно, данный расчет количества электродов подразумевает выполнение предварительных тестовых работ.
После того, как они будут сделаны, мастер производит следующие действия:
- осуществляет измерение огарка;
- учитывает параметры : напряжение и силу тока;
- замеряет длину соединения, полученного после сварки.
Таким образом, можно рассчитать нормативы, показывающие, сколько необходимо затратить на один шов свариваемых материалов. К ним также необходимо отнести затраты рабочего газа, например, ацетилена и кислорода, арматуры или других металлических частей.
В результате станет возможным подсчет всех экономических затрат.
Высчитываем затраты присадочного материала в штуках
В сварке используют различные присадочные материалы, которые также могут со временем заканчиваться. В связи с этим важно знать расход сварочной проволоки, использующейся во время соединения металлических частей изделий.
Данная информация необходима по нескольким причинам. Во-первых, появляется возможность заблаговременно рассчитать нужное количество проволоки. Во-вторых, расчет затрат каждого отдельного метода работы покажет, какой именно способ будет наиболее выгодным с экономической точки зрения.
Во-первых, появляется возможность заблаговременно рассчитать нужное количество проволоки. Во-вторых, расчет затрат каждого отдельного метода работы покажет, какой именно способ будет наиболее выгодным с экономической точки зрения.
Важно иметь в виду, что у каждого типа присадки есть свой коэффициент наплавки. Так как для качественного выполнения соединения важно, чтобы оно выполнялось непрерывно, затраты материалов нужно знать заранее.
Стоит учитывать, что значение данного параметра зависит от вида сварки. Можно самостоятельно научиться делать подобные расчеты, но в целях экономии времени были созданы онлайн сервисы, которые позволяют свести вычисления к автоматизму.
Таким образом, данный критерий не менее важен, чем коэффициент расхода электродов.
Расход – важное понятие, характеризующее необходимый объем материалов для формирования соединения на определенном участке. Иначе говоря, он включает в себя все этапы работы, в том числе и подготовку, чтобы технологический процесс был выполнен в соответствии с высокими стандартами.
У всех видов сварки также существуют свои показатели расхода, будь-то или обычная газовая. Везде есть свои нюансы, которые влияют на количество затрачиваемого материала.
Ради удобства простых расчетов можно воспользоваться онлайн сервисами и определить затраты, например, у аргонодуговой сварки на калькуляторе. Стоит брать во внимание и изделия, с которыми осуществляется работа. У сварки труб или листов будут разные параметры.
[box type=”fact”]После того, как произведены расчеты, можно составлять смету или же просто оценить размер необходимых затрат.[/box]Не стоит забывать о том, что после покупки стержней часть из них может оказаться бракованной. В связи с этим необходимо учитывать возможность списания учитывать это в подсчете.
Как снизить потери?
Характеристики стыковых соединений.Рассчитать расход электродов – это лишь один из способов оценки затрат. Во время работы материала может понадобиться больше ожидаемой нормы по многим причинам.
Например, более третьей части может пойти на разбрызгивание и огарки. Расход во время варки на 1 кг наплавленного металла зависит от их типа. Например, у жаропрочных и нержавеющих сталей его значение составляет 1,8.
Кроме того, нормы расхода электродов на 1 стык зависят и от вида работы. На сварку трубопроводов уйдет не столько же материала за час работы, как на соединение листового материала.
Стоит иметь в виду, что не только расход электродов на 1 м шва или на 1 тонну влияет на затраты. Необходимо учитывать и списание материалов на производстве.
Поскольку финансовая сторона вопроса является очень важной составляющей в любом деле, то возможность снижения затрат очень актуальна. Существует два способа экономии: технический и организационный.
Существует два способа экономии: технический и организационный.
Самым простым и доступным методом экономии является использование оптимальных параметров сварки. Каждый тип работ предполагает использование соответствующих материалом и режимов, если соблюдать все условия, тогда электроды не будут «гореть».
Использование и автомата экономит потери на разбрызгивании более двух процентов.
Стоит также отдавать предпочтение стержням с высокой эффективностью, что снизит потери. Также они должны быть с высоким коэффициентом наплавки. Так что правильный выбор материалов – важная составляющая экономии.
[box type=”fact”]Обобщая все вышесказанное, можно сделать вывод, что точное и правильное соблюдение технологии сварочного процесса, а также выбор оптимальных параметров, является залогом экономии средств.[/box] youtube.com/embed/nGpjN-rRg8M?feature=oembed»>
youtube.com/embed/nGpjN-rRg8M?feature=oembed»>Таблицы
Нормы расхода сварочных материалов определяются с использованием коэффициента. Данный параметр берется из специальных таблиц. Если необходимо определить расход электродов, например, в сварке труб, тогда следует воспользоваться таблицей.
В целях упрощения расчетов можно использовать уже готовые таблицы, в которых приводятся готовые данные. На производстве использовать подобный материал существенно проще, чем выполнять каждый раз новые вычисления.
Нормы покрытыми стержнями приведены в таблицах ниже.
Норма на 1 стык.
| Размер трубы, мм | Масса наплавленного металла, г | Электроды по группам, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 21 | 37 | 40 | 42 | 44 | 47 | 1 |
| 45´4 | 28 | 50 | 54 | 57 | 61 | 64 | 2 |
| 57´3 | 27 | 57 | 60 | 54 | 67 | 60 | 3 |
| 57´4 | 36 | 64 | 69 | 73 | 77 | 82 | 4 |
| 76´5 | 61 | 108 | 108 | 123 | 130 | 137 | 5 |
Норма на 1 м шва.
| Толщ. стенки, мм | Масса наплавленного металла, г | Эл-ды по группам, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 152 | 269 | 286 | 305 | 322 | 340 | 1 |
| 4 | 207 | 368 | 393 | 417 | 442 | 466 | 2 |
| 5 | 262 | 465 | 497 | 527 | 558 | 590 | 3 |
Затраты на формирование вертикальных стыков трубопроводов, со скошенными кромками
1 м шва.
| Толщина стенки, мм | Масса наплавленного металла, г | Эл-ды по группам, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 201 | 366 | 390 | 415 | 439 | 464 | 1 |
| 4 | 249 | 453 | 484 | 514 | 544 | 574 | 2 |
| 5 | 330 | 600 | 640 | 680 | 820 | 760 | 3 |
| 6 | 474 | 861 | 918 | 975 | 1033 | 1090 | 4 |
| 8 | 651 | 1182 | 1261 | 1410 | 1419 | 1498 | 5 |
| 10 | 885 | 1607 | 1714 | 1821 | 1928 | 2035 | 6 |
| 12 | 1166 | 2116 | 2257 | 2398 | 2539 | 2680 | 7 |
| 15 | 1893 | 3436 | 3665 | 3894 | 4123 | 4352 | 8 |
| 16 | 2081 | 3778 | 4030 | 4281 | 4533 | 4785 | 9 |
| 18 | 2297 | 4532 | 4834 | 5136 | 5438 | 5740 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, г | Эл-ды, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 27 | 60 | 54 | 58 | 61 | 64 | 1 |
| 45´4 | 34 | 62 | 66 | 70 | 74 | 79 | 2 |
| 57´3 | 35 | 64 | 69 | 73 | 77 | 82 | 3 |
| 57´4 | 44 | 79 | 85 | 90 | 95 | 100 | 4 |
| 76´5 | 77 | 140 | 149 | 158 | 168 | 177 | 5 |
| 89´6 | 130 | 235 | 251 | 266 | 282 | 298 | 6 |
| 108´6 | 158 | 287 | 306 | 325 | 344 | 363 | 7 |
| 133´6 | 195 | 354 | 377 | 401 | 425 | 448 | 8 |
| 133´8 | 268 | 483 | 516 | 548 | 580 | 613 | 9 |
| 159´6 | 234 | 424 | 453 | 481 | 509 | 537 | 10 |
| 159´8 | 320 | 580 | 619 | 658 | 697 | 735 | 11 |
| 219´6 | 323 | 586 | 625 | 664 | 703 | 742 | 12 |
| 219´8 | 442 | 803 | 856 | 910 | 963 | 1017 | 13 |
| 219´10 | 599 | 1088 | 1160 | 1233 | 1305 | 1376 | 14 |
| 219´12 | 787 | 1428 | 1523 | 1619 | 1714 | 1809 | 15 |
| 273´8 | 553 | 1003 | 1071 | 1138 | 1205 | 1272 | 16 |
| 273´10 | 750 | 1361 | 1452 | 1542 | 1633 | 1724 | 17 |
| 273´12 | 985 | 1788 | 1907 | 2026 | 2145 | 2265 | 18 |
| 273´15 | 1592 | 2890 | 3082 | 3275 | 3467 | 3660 | 19 |
| 325´8 | 659 | 1196 | 1276 | 1357 | 1436 | 1516 | 20 |
| 325´10 | 894 | 1623 | 1731 | 1839 | 1947 | 2055 | 21 |
| 325´12 | 1175 | 2133 | 2275 | 2417 | 2559 | 2701 | 22 |
| 325´15 | 1902 | 3453 | 3683 | 3913 | 4144 | 4374 | 23 |
| 377´8 | 765 | 1389 | 1482 | 1576 | 1667 | 1760 | 24 |
| 377´10 | 1039 | 1885 | 2010 | 2136 | 2261 | 2387 | 25 |
| 377´12 | 1365 | 2478 | 2643 | 2808 | 2973 | 3138 | 26 |
| 377´15 | 2211 | 4013 | 4281 | 4548 | 4816 | 5083 | 27 |
| 426´10 | 1175 | 2132 | 2274 | 2416 | 2558 | 2700 | 28 |
| 426´12 | 1545 | 2804 | 2990 | 3177 | 3364 | 3551 | 29 |
| 426´16 | 2759 | 4991 | 5324 | 5655 | 5988 | 6321 | 30 |
| 465´18 | 3598 | 6531 | 6966 | 7401 | 7836 | 8271 | 31 |
Горизонтальные соединения трубопроводов со скосом одной кромки
1 м шва.
| Толщина стенки, мм | Вес напл. металла, гр | Электроды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 232 | 411 | 438 | 466 | 493 | 521 | 1 |
| 4 | 299 | 529 | 564 | 599 | 635 | 670 | 2 |
| 5 | 384 | 680 | 724 | 770 | 816 | 861 | 3 |
| 6 | 470 | 832 | 887 | 943 | 998 | 1054 | 4 |
| 8 | 832 | 1474 | 1573 | 1671 | 1769 | 1868 | 5 |
| 10 | 1110 | 1965 | 2096 | 2227 | 2358 | 2489 | 6 |
| 12 | 1562 | 2765 | 2949 | 3133 | 3318 | 3502 | 7 |
| 15 | 2137 | 3782 | 4034 | 4287 | 4539 | 4791 | 8 |
| 16 | 2348 | 4157 | 4434 | 4712 | 4989 | 5266 | 9 |
| 18 | 2786 | 4931 | 5260 | 5588 | 5917 | 6246 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 57´3 | 41 | 72 | 77 | 82 | 87 | 92 | 1 |
| 57´4 | 53 | 93 | 99 | 105 | 111 | 117 | 2 |
| 76´5 | 89 | 158 | 169 | 179 | 190 | 201 | 3 |
| 89´6 | 128 | 227 | 242 | 257 | 272 | 288 | 4 |
| 108´6 | 157 | 277 | 295 | 314 | 332 | 351 | 5 |
| 133´6 | 193 | 342 | 365 | 388 | 410 | 433 | 6 |
| 133´8 | 341 | 603 | 643 | 683 | 723 | 764 | 7 |
| 159´6 | 232 | 410 | 437 | 465 | 492 | 520 | 8 |
| 159´8 | 482 | 724 | 772 | 820 | 869 | 917 | 9 |
| 219´6 | 320 | 567 | 604 | 642 | 680 | 718 | 10 |
| 219´8 | 565 | 1001 | 1068 | 1135 | 1201 | 1268 | 11 |
| 219´10 | 751 | 1330 | 1419 | 1508 | 1596 | 1685 | 12 |
| 219´12 | 1054 | 1866 | 1991 | 2115 | 2240 | 2364 | 13 |
| 273´8 | 1707 | 1251 | 1335 | 1419 | 1502 | 1586 | 14 |
| 273´10 | 940 | 1664 | 1775 | 1886 | 1997 | 2108 | 15 |
| 273´12 | 1320 | 2336 | 2492 | 2647 | 2804 | 2959 | 16 |
| 273´15 | 1797 | 3181 | 3393 | 3605 | 3817 | 4029 | 17 |
| 325´8 | 843 | 1492 | 1592 | 1691 | 1790 | 1890 | 18 |
| 325´10 | 1121 | 1985 | 2117 | 2249 | 2382 | 2514 | 19 |
| 325´12 | 1575 | 2787 | 2973 | 3158 | 3344 | 3530 | 20 |
| 325´15 | 2147 | 3801 | 4064 | 4308 | 4562 | 4815 | 21 |
| 377´10 | 1302 | 2035 | 2459 | 2612 | 2766 | 2920 | 22 |
| 377´12 | 1829 | 3238 | 3530 | 3669 | 3885 | 4101 | 23 |
| 377´16 | 2741 | 4851 | 5174 | 5449 | 5822 | 6145 | 24 |
| 465´18 | 4015 | 7106 | 7580 | 8052 | 8526 | 9000 | 25 |
С19 вертикальных стыков со скосом кромок
1 м шва.
| Толщ. ст., мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 201 | 366 | 390 | 415 | 439 | 464 | 1 |
| 4 | 260 | 472 | 503 | 535 | 566 | 598 | 2 |
| 5 | 329 | 599 | 639 | 679 | 719 | 759 | 3 |
| 6 | 464 | 842 | 898 | 955 | 1011 | 1067 | 4 |
| 8 | 670 | 1216 | 1297 | 1378 | 1459 | 1540 | 5 |
| 10 | 974 | 1768 | 1885 | 2004 | 2121 | 2240 | 6 |
| 12 | 1250 | 2269 | 2420 | 2571 | 2722 | 2874 | 7 |
| 15 | 2010 | 3649 | 3894 | 4137 | 4380 | 4623 | 8 |
| 16 | 2204 | 4000 | 4266 | 4534 | 4800 | 5067 | 9 |
| 18 | 2615 | 4748 | 5063 | 5378 | 5695 | 6011 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 27 | 50 | 54 | 58 | 61 | 64 | 1 |
| 45´4 | 36 | 65 | 69 | 73 | 77 | 82 | 2 |
| 57´3 | 35 | 64 | 69 | 73 | 77 | 82 | 3 |
| 57´4 | 46 | 83 | 88 | 94 | 99 | 105 | 4 |
| 76´5 | 77 | 140 | 149 | 158 | 167 | 177 | 5 |
| 89´6 | 127 | 230 | 245 | 261 | 276 | 291 | 6 |
| 108´6 | 154 | 280 | 299 | 318 | 337 | 355 | 7 |
| 133´6 | 191 | 346 | 369 | 392 | 415 | 438 | 8 |
| 133´8 | 274 | 497 | 530 | 564 | 597 | 630 | 9 |
| 159´6 | 229 | 415 | 443 | 471 | 498 | 526 | 10 |
| 159´8 | 329 | 597 | 637 | 677 | 716 | 756 | 11 |
| 219´6 | 216 | 573 | 611 | 650 | 683 | 727 | 12 |
| 219´8 | 455 | 826 | 881 | 936 | 991 | 1046 | 13 |
| 219´10 | 659 | 1197 | 1276 | 1357 | 1436 | 1516 | 14 |
| 219´12 | 844 | 1532 | 1633 | 1735 | 1837 | 1940 | 15 |
| 273´8 | 569 | 1032 | 1101 | 1170 | 1239 | 1307 | 16 |
| 273´10 | 825 | 1497 | 1597 | 1697 | 1796 | 1897 | 17 |
| 273´12 | 1056 | 1917 | 2045 | 2172 | 2300 | 2428 | 18 |
| 273´15 | 1691 | 3069 | 3275 | 3479 | 3684 | 3880 | 19 |
| 325´8 | 678 | 1231 | 1313 | 1394 | 1476 | 1580 | 20 |
| 325´10 | 984 | 1786 | 1904 | 2024 | 2142 | 2262 | 21 |
| 325´12 | 1260 | 2287 | 2449 | 2592 | 2744 | 2897 | 22 |
| 325´15 | 2020 | 3667 | 3913 | 4158 | 4402 | 4646 | 23 |
| 377´10 | 1143 | 2074 | 2211 | 2351 | 2488 | 2627 | 24 |
| 377´12 | 1464 | 2657 | 2834 | 3011 | 3187 | 3365 | 25 |
| 377´15 | 2348 | 4262 | 4548 | 4832 | 5116 | 5400 | 26 |
| 426´10 | 1292 | 2346 | 2501 | 2659 | 2815 | 2972 | 27 |
| 426´12 | 1656 | 3006 | 3206 | 3407 | 3607 | 3808 | 28 |
| 426´16 | 2911 | 5284 | 5635 | 5989 | 6341 | 6693 | 29 |
| 465´18 | 3768 | 6839 | 7296 | 7750 | 8206 | 8662 | 30 |
Соединения С52 вертикальных стыков трубопроводов с криволинейным скосом кромок
1 м шва.
| Толщ. ст., мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 10 | 551 | 1371 | 1462 | 1554 | 1645 | 1737 | 1 |
| 12 | 1164 | 2112 | 2253 | 2394 | 2534 | 2675 | 2 |
| 15 | 1606 | 2915 | 3109 | 3303 | 3497 | 3692 | 3 |
| 16 | 1755 | 3185 | 3397 | 3609 | 3821 | 4034 | 4 |
| 18 | 2085 | 3785 | 4037 | 4289 | 4541 | 4794 | 5 |
| 20 | 2409 | 4373 | 4664 | 4956 | 5247 | 5539 | 6 |
| 22 | 2763 | 5015 | 5349 | 5683 | 6017 | 6352 | 7 |
1 стык.
| Размеры трубы, мм | Вес напл-ого металла, гр | Эл-ды, гр | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 133´10 | 310 | 562 | 599 | 637 | 675 | 712 | 1 |
| 159´10 | 370 | 672 | 716 | 762 | 806 | 851 | 2 |
| 159´12 | 570 | 1035 | 1104 | 1173 | 1242 | 1311 | 3 |
| 219´10 | 514 | 932 | 994 | 1057 | 1119 | 1181 | 4 |
| 219´12 | 791 | 1436 | 1532 | 1628 | 1723 | 1819 | 6 |
| 219´16 | 1176 | 2134 | 2276 | 2418 | 2560 | 2703 | 6 |
| 273´10 | 642 | 1165 | 1248 | 1321 | 1398 | 1476 | 7 |
| 273´12 | 989 | 1795 | 1915 | 2035 | 2154 | 2274 | 8 |
| 273´15 | 1349 | 2449 | 2612 | 2775 | 2938 | 3101 | 9 |
| 273´20 | 2024 | 3673 | 3918 | 4163 | 4430 | 4653 | 10 |
| 325´10 | 763 | 1385 | 1477 | 1570 | 1682 | 1754 | 11 |
| 325´12 | 1175 | 2133 | 2276 | 2418 | 2559 | 2702 | 12 |
| 325´15 | 1622 | 2944 | 3140 | 3336 | 3532 | 3729 | 13 |
| 325´18 | 2085 | 3785 | 4037 | 4289 | 4541 | 4794 | 14 |
| 377´10 | 891 | 1618 | 1725 | 1834 | 1941 | 2080 | 15 |
| 377´12 | 1361 | 2471 | 2636 | 2881 | 2965 | 3130 | 16 |
| 377´15 | 1879 | 3411 | 3638 | 3865 | 4092 | 4320 | 17 |
| 377´18 | 2440 | 4429 | 4723 | 5018 | 5313 | 5609 | 18 |
| 426´10 | 1004 | 1823 | 1945 | 2067 | 2188 | 2310 | 19 |
| 426´12 | 1548 | 2809 | 2997 | 3184 | 3370 | 3558 | 20 |
| 426´16 | 2316 | 4204 | 4484 | 4764 | 5044 | 5325 | 21 |
| 426´20 | 3180 | 5772 | 6157 | 6542 | 6962 | 7312 | 22 |
| 465´18 | 3003 | 5450 | 5813 | 6176 | 6539 | 6903 | 23 |
| 465´22 | 3979 | 7222 | 7703 | 8184 | 8665 | 9153 | 24 |
С53 вертикальные стыки трубопроводов с криволинейным скосом
1 м шва.
| Толщ. ст., мм | Масса напл. металла, гр | Эл-ды, гр | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 16 | 1566 | 2843 | 3032 | 3221 | 3411 | 3600 | 1 |
| 18 | 1958 | 3554 | 3790 | 4027 | 4264 | 4501 | 8 |
| 20 | 2314 | 4200 | 4480 | 4760 | 5040 | 5320 | 3 |
| 22 | 2681 | 4866 | 5190 | 5515 | 5839 | 6164 | 4 |
1 стык.
| Размер трубы, мм | Вес нап-ного металла, г | Эл-ды по группам, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 219´16 | 1053 | 1911 | 2038 | 2165 | 2292 | 2419 | 1 |
| 273´20 | 1940 | 3521 | 3756 | 3991 | 4226 | 4460 | 2 |
| 325´18 | 1958 | 3554 | 3790 | 4027 | 4264 | 4501 | 3 |
| 377´18 | 2281 | 4140 | 4415 | 4691 | 4967 | 5243 | 4 |
| 426´16 | 2070 | 3758 | 4008 | 4258 | 4509 | 4759 | 6 |
| 426´20 | 3052 | 5539 | 5908 | 6278 | 6647 | 7016 | 6 |
| 465´18 | 2822 | 5122 | 5463 | 5804 | 6146 | 6487 | 7 |
| 465´22 | 3855 | 6998 | 7464 | 7931 | 8397 | 8864 | 8 |
Соединения У7 угловые фланцев с трубой
1 м шва.
| Толщ. ст., м | Масса напл. металла, гр | Эл-ды по группам, гр | Строки п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 129 | 234 | 250 | 265 | 281 | 297 | 1 |
| 4 | 186 | 333 | 360 | 383 | 405 | 428 | 2 |
| 5 | 272 | 494 | 527 | 559 | 592 | 625 | 3 |
| 6 | 366 | 664 | 709 | 753 | 797 | 841 | 4 |
| 8 | 494 | 897 | 956 | 1016 | 1076 | 1136 | 6 |
| 10 | 626 | 1136 | 1212 | 1288 | 1363 | 1439 | 6 |
| 12 | 775 | 1407 | 1500 | 1594 | 1688 | 1782 | 7 |
| 15 | 941 | 1708 | 1822 | 1936 | 2049 | 2163 | 8 |
1 фланец.
| Размеры трубы, мм | Вес напл. металла, гр | Эл-ды по группам, гр | Номер | ||||
| II | III | IV | V | VI | |||
| 25´3 | 10 | 18 | 20 | 21 | 22 | 23 | 1 |
| 32´3 | 13 | 23 | 25 | 27 | 28 | 30 | 2 |
| 38´3 | 15 | 28 | 30 | 32 | 33 | 35 | 3 |
| 45´4 | 26 | 48 | 51 | 64 | 57 | 60 | 4 |
| 57´4 | 33 | 60 | 64 | 68 | 72 | 77 | 5 |
| 76´5 | 65 | 118 | 126 | 133 | 141 | 149 | 6 |
| 89´6 | 102 | 186 | 198 | 210 | 223 | 235 | 7 |
| 108´6 | 124 | 225 | 240 | 255 | 270 | 285 | 8 |
| 133´6 | 152 | 277 | 296 | 314 | 333 | 351 | 9 |
| 133´8 | 206 | 375 | 399 | 424 | 449 | 474 | 10 |
| 159´6 | 182 | 331 | 354 | 376 | 398 | 420 | 11 |
| 159´8 | 247 | 448 | 477 | 507 | 537 | 567 | 12 |
| 219´6 | 252 | 457 | 487 | 518 | 548 | 578 | 13 |
| 219´8 | 340 | 617 | 657 | 699 | 740 | 781 | 14 |
| 219´10 | 430 | 781 | 833 | 886 | 937 | 989 | 15 |
| 219´12 | 533 | 967 | 1031 | 1096 | 1161 | 1225 | 16 |
| 273´6 | 313 | 569 | 608 | 645 | 683 | 721 | 17 |
| 273´8 | 424 | 769 | 819 | 871 | 922 | 974 | 18 |
| 273´10 | 536 | 974 | 1039 | 1104 | 1168 | 1233 | 19 |
| 273´12 | 664 | 1206 | 1286 | 1366 | 1447 | 1528 | 20 |
| 325´8 | 504 | 915 | 976 | 1037 | 1098 | 1159 | 21 |
| 325´10 | 639 | 1159 | 1237 | 1314 | 1391 | 1468 | 22 |
| 325´12 | 791 | 1436 | 1531 | 1627 | 1723 | 1818 | 23 |
| 325´15 | 944 | 1743 | 1859 | 1976 | 2091 | 2207 | 24 |
| 377´8 | 585 | 1062 | 1132 | 1203 | 1274 | 1345 | 25 |
| 377´10 | 741 | 1345 | 1435 | 1525 | 1613 | 1703 | 26 |
| 377´12 | 918 | 1666 | 1776 | 1887 | 1998 | 2109 | 27 |
| 377´15 | 1114 | 2022 | 2157 | 2292 | 2426 | 2560 | 28 |
| 426´10 | 837 | 1520 | 1621 | 1723 | 1823 | 1925 | 29 |
| 426´12 | 1037 | 1882 | 2006 | 2132 | 2258 | 2384 | 30 |
| 426´15 | 1260 | 2285 | 2437 | 2590 | 2741 | 2893 | 31 |
Угловые У8 фланцы с трубой с симметричным скосом одной кромки
1 м шва.
| Толщ. ст., мм | Вес напл. металла, г | Эл-ды по группам, г | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 90 | 163 | 174 | 185 | 196 | 207 | 1 |
| 4 | 165 | 299 | 319 | 339 | 359 | 379 | 2 |
| 5 | 285 | 517 | 552 | 586 | 621 | 655 | 3 |
| 6 | 411 | 746 | 796 | 845 | 895 | 945 | 4 |
| 8 | 592 | 1076 | 1148 | 1220 | 1292 | 1363 | 5 |
| 10 | 770 | 1398 | 1491 | 1584 | 1677 | 1770 | 6 |
| 12 | 970 | 1761 | 1878 | 1995 | 2113 | 2230 | 7 |
| 15 | 1192 | 2163 | 2308 | 2452 | 2596 | 2740 | 8 |
Угловые У8 фланцы.
1 м шва.
| Толщ. ст., мм | Вес напл. металла, грамм | Эл-ды, грамм | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 91 | 136 | 146 | 155 | 164 | 173 | 1 |
| 4 | 148 | 222 | 237 | 252 | 266 | 281 | 2 |
| 5 | 218 | 327 | 349 | 371 | 392 | 414 | 3 |
1 патрубок.
| Размеры патрубка, ми | Масса напл. металла, грамм | Эл-ды, грамм | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 25´3 | 9 | 13 | 14 | 15 | 16 | 17 | 1 |
| 32´3 | 11 | 17 | 18 | 19 | 20 | 21 | 2 |
| 38´3 | 13 | 20 | 21 | 23 | 24 | 25 | 3 |
| 45´4 | 26 | 39 | 41 | 44 | 46 | 49 | 4 |
| 57´4 | 33 | 49 | 52 | 55 | 59 | 62 | 5 |
| 76´5 | 64 | 96 | 102 | 109 | 115 | 121 | 6 |
Нормы для ручной аргонодуговой сварки приведены в таблицах ниже.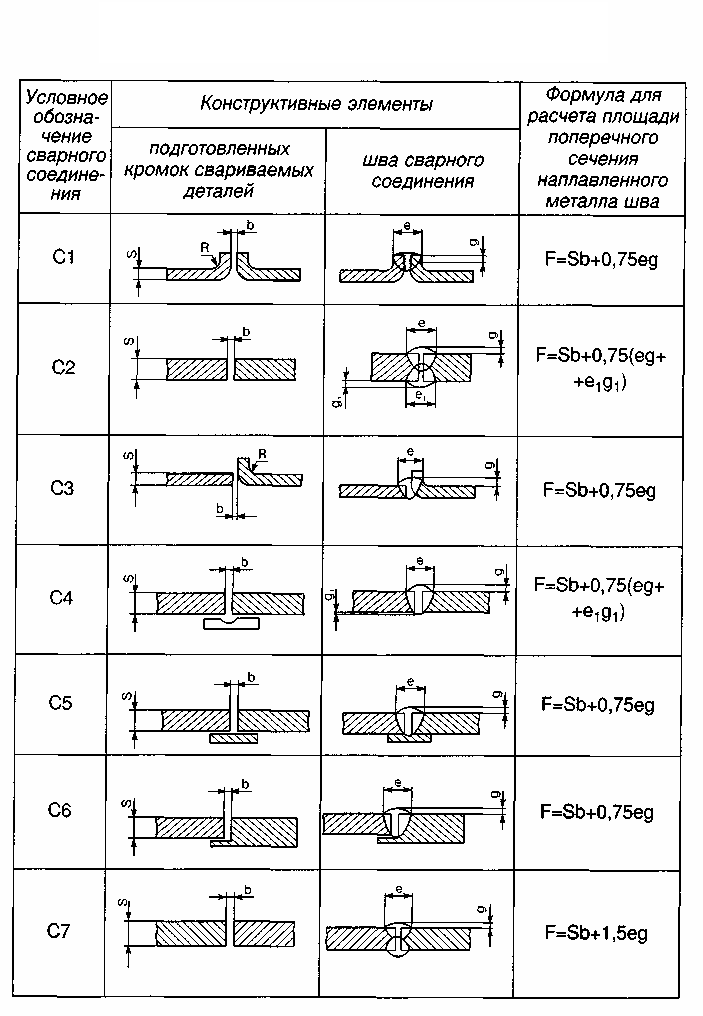
Вертикальные соединения С2 трубопроводов
1 м шва.
| Толщ. ст., мм | Масса напл. металла, г | Проволока сварочная, г | Стержень вольфрамовый неплавящийся, г | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 2 | 44 | 54 | 1,064 | 107 | 70,4 | 1 |
| 3 | 45 | 56 | 1,103 | 110 | 72,0 | 2 |
1 стык.
| Размеры трубы, мм | Масса напл. металла, грамм | Проволока сварочная, грамм | Стержень вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 25´2 | 3 | 4 | 80 | 7,3 | 4,8 | 1 |
| 25´3 | 3 | 4 | 82 | 7,3 | 4,8 | 2 |
| 32´2 | 4 | 5 | 103 | 9,8 | 6,4 | 3 |
| 32´3 | 4 | 5 | 107 | 10,0 | 6,5 | 4 |
| 38´2 | 5 | 6 | 123 | 12,2 | 8,0 | 5 |
| 38´3 | 6 | 7 | 128 | 14,6 | 9,6 | 6 |
| 45´2 | 7 | 8 | 147 | 17,1 | 11,2 | 7 |
| 45´3 | 7 | 8 | 152 | 17,1 | 11,2 | 8 |
| 57´3 | 8 | 10 | 194 | 19,5 | 12,8 | 9 |
Вертикальные соединения С17 трубопроводов со скосом кромки
1 м соединения.
| Толщ. ст., мм | Вес напл. вещества, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 3 | 117 | 145 | 2305 | 285,5 | 18,7 | 1 |
| 4 | 154 | 191 | 3034 | 375,7 | 18,7 | 2 |
| 5 | 190 | 236 | 3743 | 463,4 | 48,0 | 3 |
| 6 | 253 | 314 | 4984 | 617,3 | 48,0 | 4 |
1 стык.
| Размеры трубы, мм | Масса напл. вещества, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 25´3 | 9 | 11 | 173 | 22,0 | 1,5 | 1 |
| 32´3 | 11 | 14 | 224 | 26,8 | 1,8 | 2 |
| 38´3 | 14 | 17 | 267 | 34,2 | 2,3 | 3 |
| 45´4 | 21 | 26 | 416 | 51,2 | 2,7 | 4 |
| 57´4 | 27 | 33 | 531 | 65,9 | 3,5 | 6 |
| 76´5 | 44 | 55 | 872 | 107,4 | 8,6 | 6 |
| 89´6 | 69 | 86 | 1366 | 168,4 | 13,4 | 7 |
| 108´6 | 84 | 106 | 1660 | 205,0 | 16,3 | 8 |
| 133´6 | 104 | 129 | 2048 | 253,8 | 20,0 | 9 |
| 159´6 | 125 | 155 | 2457 | 305,0 | 24,0 | 10 |
| 219´6 | 172 | 214 | 3394 | 419,7 | 33,0 | 11 |
| 273´6 | 215 | 267 | 4241 | 524,6 | 41,2 | 12 |
С18 вертикальные стыки трубопроводов
1 м соединения.
| Толщ. ст., мм | Масса наплавленного металла, г | Проволока сварочная, г | Вольфрамовый неплавящийся, мг | Аргон, л | Номер |
| 2 | 146 | 182 | 2896 | 356,2 | 1 |
| 3 | 199 | 247 | 3920 | 485,6 | 2 |
| 4 | 250 | 310 | 4930 | 610,0 | 3 |
| 5 | 330 | 409 | 6501 | 805,2 | 4 |
| 6 | 473 | 588 | 9338 | 1154,1 | 6 |
1 стык.
| Размеры трубы, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Код строки |
| на сварку | |||||
| 25´2 | 11 | 14 | 217 | 26,8 | 1 |
| 25´3 | 15 | 19 | 294 | 36,6 | 2 |
| 32´2 | 14 | 18 | 281 | 34,2 | 3 |
| 32´3 | 19 | 24 | 380 | 46,4 | 4 |
| 38´2 | 17 | 21 | 336 | 41,5 | 5 |
| 38´3 | 23 | 29 | 455 | 57,1 | 6 |
| 45´2 | 21 | 25 | 400 | 51,2 | 7 |
| 45´4 | 35 | 43 | 675 | 85,4 | 8 |
| 57´4 | 44 | 54 | 863 | 107,4 | 9 |
| 76´5 | 76 | 95 | 1515 | 185,4 | 10 |
| 89´6 | 130 | 161 | 2549 | 317,2 | 11 |
| 108´6 | 158 | 196 | 3110 | 385,5 | 12 |
| 133´6 | 195 | 242 | 3838 | 475,8 | 13 |
| 159´6 | 233 | 290 | 4604 | 568,5 | 14 |
| 219´6 | 322 | 400 | 6359 | 785,7 | 15 |
| 273´6 | 402 | 500 | 7947 | 980,9 | 16 |
Соединения С5 вертикальных стыков трубопроводов без скоса
1 м шва.
| Толщина стенки, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 2 | 87 | 108 | 1714 | 212,3 | 1 |
| 3 | 106 | 132 | 2110 | 258,6 | 2 |
1 стык.
| Камеры трубы, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Стержень вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 25´2 | 6 | 8 | 129 | 14,6 | 1 |
| 25´3 | 8 | 10 | 180 | 19,5 | 2 |
| 32´2 | 9 | 11 | 166 | 22,0 | 3 |
| 32´3 | 10 | 13 | 233 | 24,4 | 4 |
| 38´2 | 10 | 13 | 233 | 24,4 | 5 |
| 38´3 | 12 | 15 | 278 | 29,3 | 6 |
| 45´2 | 12 | 15 | 278 | 29,3 | 7 |
| 46´3 | 14 | 18 | 331 | 34,2 | 8 |
| 57´3 | 18 | 23 | 422 | 56,1 | 9 |
Соединения С19 вертикальных стыков трубопроводов со скосом кромок
1 м соединения.
| Толщина стенки, мм | Масса наплавленного металла, кг | Проволока сварочная, кг | Эл-д вольфрамовый неплавящийся, г | Аргон, л | Номер строки |
| 2 | 0,146 | 0,182 | 2,896 | 356,2 | 01 |
| 3 | 0,199 | 0,247 | 3,920 | 485,6 | 02 |
| 4 | 0,259 | 0,322 | 5,122 | 632,0 | 03 |
| 5 | 0,329 | 0,409 | 6,501 | 802,8 | 04 |
| 6 | 0,463 | 0,575 | 9,141 | 1129,7 | 06 |
1 стык.
| Размеры трубы, мм | Вес наплавленного металла, грамм | Проволока сварочная, грамм | Эл-д вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 25´2 | 11 | 14 | 217 | 26,8 | 1 |
| 25´3 | 15 | 19 | 294 | 36,6 | 2 |
| 32´2 | 14 | 18 | 281 | 34,2 | 3 |
| 32´3 | 19 | 24 | 380 | 46,4 | 4 |
| 38´2 | 17 | 21 | 336 | 41,5 | 5 |
| 38´3 | 23 | 29 | 455 | 56,1 | 6 |
| 45´2 | 20 | 25 | 400 | 48,8 | 7 |
| 45´4 | 35 | 44 | 537 | 85,4 | 8 |
| 57´4 | 45 | 56 | 896 | 109,8 | 9 |
| 76´5 | 76 | 95 | 1515 | 185,4 | 10 |
| 89´6 | 126 | 157 | 2495 | 307,4 | 11 |
| 108´6 | 156 | 192 | 3044 | 378,2 | 12 |
| 133´6 | 190 | 236 | 3757 | 463,6 | 13 |
| 159´6 | 229 | 284 | 4507 | 558,8 | 10 |
| 219´6 | 315 | 392 | 6225 | 768,6 | 14 |
| 273´6 | 394 | 489 | 7779 | 961,4 | 15 |

Приведенные выше таблицы позволяют определить расход электродов на стык, метр или на тонну металла. Расход флюса при автоматической сварке обычно составляет 20% по массе от расхода сварочной проволоки.
Таким образом, становится понятно, как рассчитать количество электродов в каждой конкретной задаче.
Итог
Расход электродов при сварке – важный параметр, который позволяет заблаговременно сделать экономическую оценку выполняемых работ. Рассчитанный показатель позволит определить затраты на тонну металлоконструкций или же на одно соединение.
Рассчитанный показатель позволит определить затраты на тонну металлоконструкций или же на одно соединение.
Важно понимать, что данное значение соответствует идеальным условиям сварки, и оно может отличаться от реального. В связи с этим в расчет количества электродов необходимо закладывать их дополнительное количество, так как аттестация может выявить, что часть из них непригодна.
Расход электродов при сварке
При выполнении сварочных работ из всех материалов больше всего расходуется электродов.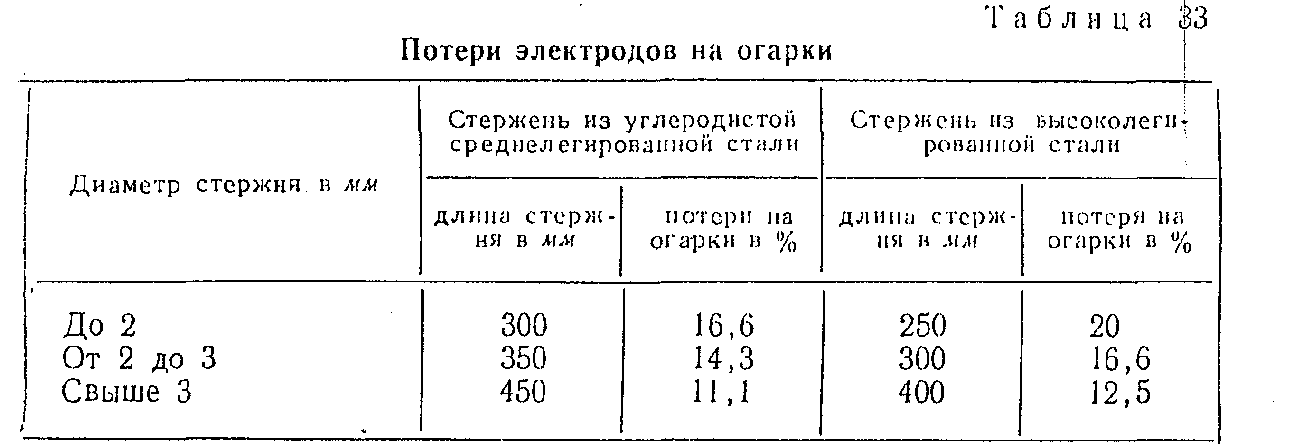 Необходимое их количество можно рассчитать приблизительно для каждого этапа работ непосредственно перед началом. Расход варьируется в зависимости от нескольких факторов:
Необходимое их количество можно рассчитать приблизительно для каждого этапа работ непосредственно перед началом. Расход варьируется в зависимости от нескольких факторов:
- марки присадочной проволоки или электрода;
- вида сварки;
- сечения стыка.
Площадь сечения шва определяется по-разному в зависимости от типа соединения: тавровое, стыковое, угловое. Далее приведена таблица с соответствующими формулами:
Здесь: b – расстояние между кромками; S – толщина детали; а e и g – ширина и высота заготовок.
Норма расхода электродов на 1 стык трубы
Ведомственные строительные нормы (разделы ВСН 452-84 или ВСН 416-81) содержат информацию о норме расхода электродов на 1 стык трубопровода и на 1 метр шва. Показатели разделены в зависимости от вида сварки:
- ММА – ручная дуговая;
- TIG – ручная аргоновая;
- автоматическая с использованием флюса и другие.
Далее приведена часть таблицы с примером утвержденных нормативов для соединения типа С8:
Норма расхода электродов на 1 метр шва
Количество электродов на выполнение определенного вида работ можно определить самостоятельно.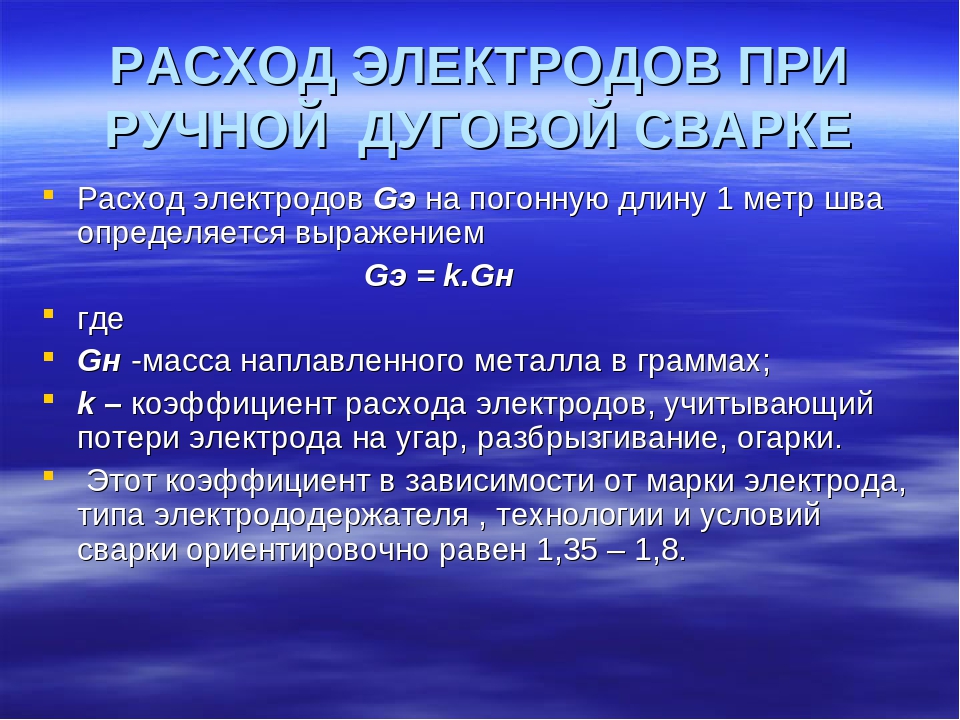 Она суммарно включает наплавленный слойи непродуктивные потери: огарки, шлак, разбрызгивание. На первом этапе вычисляется масса наплава. Результат определяется по формуле:
Она суммарно включает наплавленный слойи непродуктивные потери: огарки, шлак, разбрызгивание. На первом этапе вычисляется масса наплава. Результат определяется по формуле:
масса = площадь сечения шва поперечная * плотность свариваемого металла * длина сварного соединения
Показатель плотности металла берется из справочной литературы. К примеру, эталонная плотность стали углеродистой будет составлять 7,85 г/см куб., а никельхромовой стали составит 8,5 г/см куб. поле этого используется вторая формула, позволяющая определить суммарное количество электродов, необходимых для выполнения сварочных работ:
расход = масса наплава * коэффициент
Коэффициент расхода для используемых марок электродов разный. Необходимые данные можно найти в нормативной литературе. Если требуется узнать расход электродов в кг/м, то длина шва в первой формуле подставляется не в сантиметрах, а в метрах.
Расчет расхода электродов на 1 метр шва: коэффициенты
Коэффициенты расхода электродов
| Коэффициент | Марки электродов |
|---|---|
| 1,5 | АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| 1,6 | АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У |
| 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 |
| 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А |
| 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Поправочные коэффициенты
Для уточнения расчетов требуются корректирующие коэффициенты. В таблице ниже приведены примеры поправок в зависимости от типа задач:
В таблице ниже приведены примеры поправок в зависимости от типа задач:
Сваривание поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
|---|---|---|
| MMA-сварка | для покрытых электродов | 0,826 |
| TIG-сварка | для электрода плавящегося | 0,93 |
| для электрода вольфрамового неплавящегося | 1 |
Вваривание патрубков, которые располагаются под углом по отношению к основной трубе. Если не указано иное, то угол по умолчанию составляет 90 градусов.
| Угол соединения | Коэффициент |
|---|---|
| 60° | 1,1 |
| 45° | 1,23 |
Вваривание патрубков, которые расположены снизу или сбоку по отношению к основной трубе.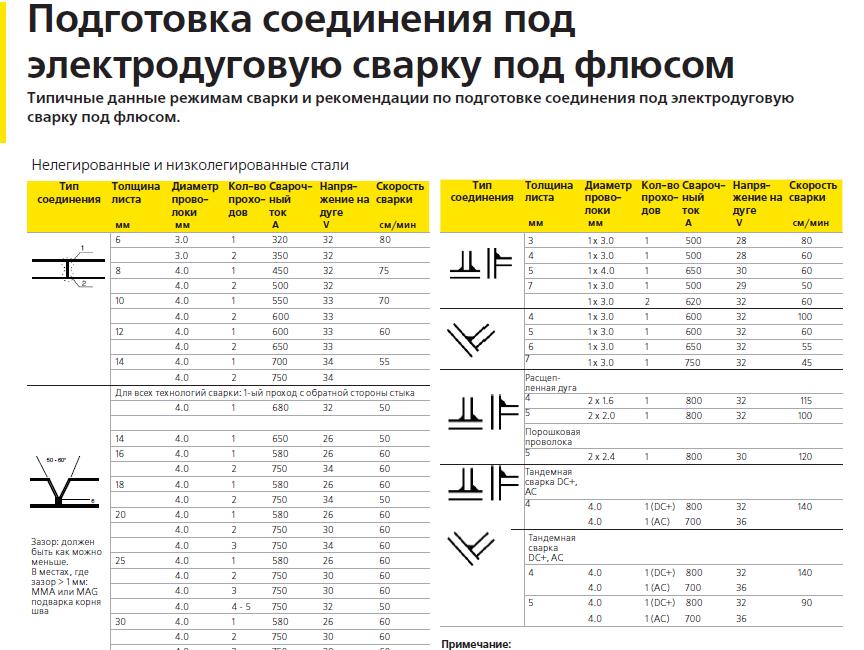
| Тип сварки | Тип электрода | Коэффициент (патрубок сбоку) | Коэффициент (патрубок снизу) |
|---|---|---|---|
| MMA-сварка | для покрытых электродов | 1,12 | 1,26 |
| TIG-сварка | для сварочной проволоки | 1 | 1,35 |
калькулятор нормы для тонны металлоконструкций – Расходники и комплектующие на Svarka.guru
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
[stextbox id=’alert’]Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.[/stextbox]
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.

В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают:
Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
[stextbox id=’info’]Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».[/stextbox]
Заключение
Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.
Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.Главное, чтобы мероприятия по снижении расходов не выполнялись за счет ухудшения условий работы. Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.
Общие производственные нормы расхода материалов в строительстве. Сборник 30. Сварочные работы
РАЗРАБОТАНЫ институтами ВПТИмонтажспецстрой (инженеры В.М.Панов, И.П.Никулина, Е.Ю.Глазунова, А.А.Сыроваткин, Ю.М.Чугунов) и ВНИКТИстальконструкция (канд. техн. наук К.А.Илюкович, инж. С.А.Мулярова) Минмонтажспецстроя СССР под методическим руководством ЦНИИЭУС Госстроя СССР.
СОГЛАСОВАНЫ с Госстроем СССР и утверждены для применения в системе министерства Минмонтажспецстроя СССР.
Введение норм в действие в других министерствах (ведомствах) должно быть оформлено соответствующим приказом без дополнительного согласования с Госстроем СССР.
Для инженерно-технических работников строительно-монтажных, комплектующих, нормативно-исследовательских, проектно-технологических и проектных организаций.
ОБЩАЯ ЧАСТЬ
1. Производственные нормы разработаны в соответствии со СНиП 5.01.18-86, исходя из требований правил производства работ, предусмотренных СНиПом, и рациональной организации труда. Нормы разработаны с учетом применения материалов, качество которых соответствует требованиям ГОСТов и технических условий.
2. Производственные нормы предназначены для определения нормативного количества материалов на стадии подготовки строительно-монтажного производства и при организации производственно-технологической комплектации объектов строительства, контроля за расходом материалов при их списании, анализа производственно-хозяйственной деятельности строительно-монтажных организаций.
3. Производственные нормы определены расчетно-аналитическим методом с помощью ЭВМ, с проверкой величины коэффициентов расхода сварочных материалов лабораторным методом и предусматривают применение прогрессивной технологии и современного сварочного оборудования.
4. Производственными нормами учтен чистый расход материалов и трудноустранимые отходы и потери, образующиеся в процессе производства сварочных работ — огарки электродов, остатки проволоки в бухте, потери на угар, разбрызгивание и шлакообразование.
5. Производственные нормы не учитывают потери сварочных материалов при хранении и транспортировании их от поставщиков до приобъектного склада.
6. В случаях улучшения технологии, повышения уровня организации труда, изменения свойств и видов материалов, позволяющих уменьшить их расход на единицу продукции, производственные нормы подлежат пересмотру.
7. Для удобства пользования нормами, в частности при составлении плановых заданий бригадам рабочих, в таблицах Сборника приводятся параграфы ЕНиР 1979 г.
8. Нумерация Сборника принята в соответствии с системой кодирования видов строительно-монтажных работ для последующего использования электронно-вычислительной техники при определении потребности в материалах.
9. Для кодирования норм при применении ЭВМ вводятся коды видов строительно-монтажных работ (два знака), коды таблиц (три знака) и коды строк и граф таблиц Сборника (по два знака). Структура кода производственной нормы расхода имеет вид , где первые два знака соответствуют коду вида строительно-монтажных работ; третий, четвертый и пятый знаки — номеру таблицы; шестой и седьмой знаки — коду графы таблицы, а последние два знака — коду строки таблицы.
Для кодирования вновь разработанных норм, включенных в разделы I и II, введены дополнительные два знака в коды таблиц, представляемые через точку после основных знаков. Структура дополнительных кодов производственной нормы расхода имеет вид . .
10. С введением в действие норм настоящего Сборника утрачивают силу производственные нормы расхода материалов на аналогичные строительно-монтажные процессы, приведенные в сборниках, действующих в системе министерства.
11. Электроды, применяемые для сварки сталей, объединены в четыре группы в зависимости от марок и коэффициентов расхода электродов на 1 кг наплавленного металла.
Электроды, применяемые для сварки сталей, объединены в четыре группы в зависимости от марок и коэффициентов расхода электродов на 1 кг наплавленного металла.
При применении электродов с коэффициентами расхода, отличающимися от приведенных в таблице, нормы расхода следует рассчитывать по формуле:
,
где — определяемая норма расхода электрода, кг;
— норма расхода в таблице сборника, кг;
— коэффициент расхода электрода, по которому определяется норма расхода;
— коэффициент расхода электрода по таблице.
Группа электродов | Коэффициент расхода | Марки электродов |
I | 1,4 | ЛБ-52А «Гарант»; ВСФ-65У; ВСФ-75У; ВСФ-85; ОЗШ-1; ВСЦ-4А; ОЗЛ-25Б |
II | 1,5 | УОНИ-13/45; АНО-11; ТМУ-21У; ОЗС-18; ОЗС-6; ОЗС-17Н; ВСЦ-4; ВСЦ-60; ТМЛ-1У; ТМЛ-3У; УТ-28; ОЗЛ-5; ОЗЛ-29; ОЗЛ-25; ОЗЛ-36; АНВ-20 |
III | 1,6 | ОЗЛ-8; ОЗЛ-7; ОЗЛ-14А; НИИАТ-1; ОЗЛ-3; ОЗЛ-21, ОЗЛ-23; ВН-48; УОНИ-13/55К; ЦУ-5; ДСК-50; ОЗС-25; СК2-50; УОНИ-13/55У; УОНИ-13/65; АНП-2; УОНИ-13/85; НИАТ-3М; АНО-5; ОЗС-23; АНО-4; АНО-14; ОЗС-4; ОЗС-22Н; ОЗС-22Р; ТМЛ-4В; ЦЛ-39; СМВ-96; СМВ-95; СМА-96; ОЗЛ-6; КТИ-7А; ОЗЛ-2; ОЗЛ-35; АНЖР-2 |
IV | 1,7 | ОЗЛ-37-1; СМ-11; УОНИ-13/55; ОЗС-24; АНО-6; АНО-18; ОЗС-12; МР-3; ОЗС-21; ОМА-2; ОЗЛ-9А; ГС-1; АНЖР-1; АНЖР-ЗУ; ОЗЛ-19; НИИ-48Г; УОНИ-13/НЖ; ЦЛ-11; ЦТ-15; ЦЛ-9; ОЗЛ-17У |
Раздел I. СВАРКА ЛИСТОВЫХ И РЕШЕТЧАТЫХ КОНСТРУКЦИЙ
 СВАРКА ЛИСТОВЫХ И РЕШЕТЧАТЫХ КОНСТРУКЦИЙ
СВАРКА ЛИСТОВЫХ И РЕШЕТЧАТЫХ КОНСТРУКЦИЙ
1. Производственными нормами раздела предусмотрена ручная дуговая сварка, механизированная сварка порошковой проволокой, механизированная сварка в углекислом газе, автоматическая сварка под флюсом.
2. Конструктивные размеры и условные обозначения сварных соединений соответствуют ГОСТ 5264-80, ГОСТ 14771-76*, ГОСТ 8713-79*.
3. Производственные нормы расхода электродов даны для нижнего положения шва. При других положениях шва к нормам следует применять поправочные коэффициенты:
при вертикальном — | 1,12; | |||
» горизонтальном — | 1,13; | |||
» потолочном — | 1,26. | |||

4. Производственными нормами табл.019-031 предусмотрена сварка с подачей углекислого газа с удельным расходом 6 л/мин. При увеличении удельного расхода углекислого газа к нормам расхода необходимо применять поправочные коэффициенты :
Удельный расход | Коэффициент |
6 | 1 |
8 | 1,3 |
10 | 1,6 |
12 | 2 |
5. Нормы расхода нахлесточных соединений h2 и Н2 гл. 1 и 2 определять по таблицам Сборника соответственно: 013, 026 и 014, 027.
1 и 2 определять по таблицам Сборника соответственно: 013, 026 и 014, 027.
6. Производственными нормами табл.031.17, 031.18, 031.22, 031.25, 031.26 и 031.28 предусмотрено предварительное наложение подварочного шва (сварка корня шва) автоматической сваркой под флюсом.
Глава 1. СВАРКА РУЧНАЯ ДУГОВАЯ И МЕХАНИЗИРОВАННАЯ ПОРОШКОВОЙ ПРОВОЛОКОЙ
§ 1. Соединения стыковые с отбортовкой двух кромок односторонние С 1
Рис.1. Соединение стыковое с отбортовкой двух кромок одностороннее С 1
Таблица 001. Нормы на 1 м шва
Толщина | Электроды по группам, кг | Код строки | |||
I | II | III | IV | ||
1 | 0,037 | 0,04 | 0,043 | 0,046 | 01 |
2 | 0,085 | 0,091 | 0,097 | 0,103 | 02 |
3 | 0,113 | 0,121 | 0,129 | 0,137 | 03 |
4 | 0,179 | 0,192 | 0,204 | 0,217 | 04 |
Код графы | 01 | 02 | 03 | 04 | — |
§ 2. Соединения стыковые без скоса кромок односторонние С 2
 Соединения стыковые без скоса кромок односторонние С 2
Соединения стыковые без скоса кромок односторонние С 2
Рис.2. Соединение стыковое без скоса кромок одностороннее С 2
Таблица 002. Нормы на 1 м шва
Толщина | Электроды по группам, кг | Код строки | |||
I | II | III | IV | ||
1 | 0,052 | 0,056 | 0,059 | 0,063 | 01 |
2 | 0,108 | 0,115 | 0,123 | 0,131 | 02 |
3 | 0,119 | 0,127 | 0,136 | 0,144 | 03 |
4 | 0,229 | 0,246 | 0,262 | 0,278 | 04 |
Код графы | 01 | 02 | 03 | 04 | — |
Привязка к ЕНиР § 22-1.
§ 3. Соединения стыковые без скоса кромок двусторонние С 7
Рис.3. Соединение стыковое без скоса кромок двустороннее С 7
Таблица 003. Нормы на 1 м шва
Толщина деталей, мм | Электроды по группам, кг | Проволока порошковая, кг | Код строки | |||
I | II | III | IV | |||
2 | 0,241 | 0,258 | 0,275 | 0,292 | — | 01 |
3 | 0,287 | 0,307 | 0,328 | 0,348 | — | 02 |
4 | 0,308 | 0,33 | 0,352 | 0,374 | — | 03 |
5 | 0,45 | 0,483 | 0,515 | 0,547 | 0,422 | 04 |
Код графы | 01 | 02 | 03 | 04 | 05 | — |
Привязка к ЕНиР § 22-1; § 22-7.
§ 4. Соединения стыковые со скосом одной кромки односторонние С 8
Рис.4. Соединение стыковое со скосом одной кромки одностороннее С 8
Таблица 004. Нормы на 1 м шва
Толщина деталей, мм | Электроды по группам, кг | Проволока порошковая, кг | Код строки | |||
I | II | III | IV | |||
3 | 0,157 | 0,168 | 0,179 | 0,19 | — | 01 |
4 | 0,2 | 0,214 | 0,229 | 0,243 | — | 02 |
5 | 0,253 | 0,271 | 0,29 | 0,308 | 0,237 | 03 |
6 | 0,351 | 0,376 | 0,402 | 0,427 | 0,329 | 04 |
7 | 0,427 | 0,457 | 0,488 | 0,518 | 0,4 | 05 |
8 | 0,514 | 0,55 | 0,587 | 0,624 | 0,481 | 06 |
9 | 0,644 | 0,69 | 0,736 | 0,782 | 0,603 | 07 |
10 | 0,753 | 0,807 | 0,861 | 0,915 | 0,705 | 08 |
12 | 1,036 | 1,11 | 1,184 | 1,258 | 0,969 | 09 |
14 | 1,33 | 1,425 | 1,52 | 1,615 | 1,224 | 10 |
16 | 1,764 | 1,89 | 2,016 | 2,142 | 1,651 | 11 |
18 | 2,422 | 2,595 | 2,768 | 2,941 | 2,266 | 12 |
20 | 2,852 | 3,055 | 3,259 | 3,463 | 2,668 | 13 |
22 | 3,363 | 3,603 | 3,843 | 4,083 | 3,147 | 14 |
24 | 3,871 | 4,147 | 4,424 | 4,7 | 3,622 | 15 |
26 | 4,449 | 4,767 | 5,085 | 5,403 | 4,163 | 16 |
28 | 5,037 | 5,397 | 5,757 | 6,117 | 4,713 | 17 |
30 | 5,695 | 6,102 | 6,509 | 6,916 | 5,329 | 18 |
32 | 6,362 | 6,816 | 7,27 | 7,725 | 5,953 | 19 |
34 | 7,098 | 7,605 | 8,112 | 8,619 | 6,642 | 20 |
36 | 7,843 | 8,403 | 8,963 | 9,523 | 7,339 | 21 |
38 | 8,658 | 9,276 | 9,894 | 10,513 | 8,101 | 22 |
40 | 9,482 | 10,159 | 10,837 | 11,514 | 8,873 | 23 |
42 | 10,406 | 11,149 | 11,893 | 12,636 | 9,737 | 24 |
44 | 11,309 | 12,117 | 12,925 | 13,733 | 10,582 | 25 |
46 | 12,293 | 13,171 | 14,05 | 14,928 | 11,503 | 26 |
48 | 13,275 | 14,223 | 15,171 | 16,119 | 12,421 | 27 |
50 | 14,326 | 15,349 | 16,373 | 17,396 | 13,405 | 28 |
52 | 15,386 | 16,485 | 17,584 | 18,683 | 14,397 | 29 |
54 | 16,527 | 17,707 | 18,888 | 20,068 | 15,465 | 30 |
56 | 17,667 | 18,928 | 20,19 | 21,452 | 16,531 | 31 |
58 | 18,886 | 20,235 | 21,584 | 22,933 | 17,672 | 32 |
60 | 20,104 | 21,54 | 22,976 | 24,412 | 18,812 | 33 |
Код графы | 01 | 02 | 03 | 04 | 05 | — |
§ 5. Соединения стыковые с двумя симметричными скосами одной кромки двусторонние С 15
 Соединения стыковые с двумя симметричными скосами одной кромки двусторонние С 15
Соединения стыковые с двумя симметричными скосами одной кромки двусторонние С 15
Рис.5. Соединение стыковое с двумя симметричными скосами одной кромки двустороннее С 15
Таблица 005. Нормы на 1 м шва
Толщина деталей, мм | Электроды по группам, кг | Проволока порошковая, кг | Код строки | |||
I | II | III | IV | |||
8 | 0,462 | 0,495 | 0,528 | 0,561 | 0,432 | 01 |
9 | 0,519 | 0,556 | 0,594 | 0,631 | 0,486 | 02 |
10 | 0,581 | 0,622 | 0,664 | 0,705 | 0,544 | 03 |
12 | 0,756 | 0,81 | 0,864 | 0,918 | 0,707 | 04 |
14 | 0,918 | 0,984 | 1,05 | 1,115 | 0,859 | 05 |
16 | 1,223 | 1,31 | 1,398 | 1,485 | 1,144 | 06 |
18 | 1,786 | 1,913 | 2,041 | 2,168 | 1,671 | 07 |
20 | 2,038 | 2,184 | 2,33 | 2,475 | 1,907 | 08 |
22 | 2,352 | 2,52 | 2,688 | 2,856 | 2,201 | 09 |
24 | 2,645 | 2,833 | 3,022 | 3,211 | 2,475 | 10 |
26 | 2,999 | 3,213 | 3,427 | 3,641 | 2,806 | 11 |
28 | 3,331 | 3,568 | 3,806 | 4,044 | 3,116 | 12 |
30 | 3,723 | 3,988 | 4,254 | 4,52 | 3,483 | 13 |
32 | 4,094 | 4,386 | 4,678 | 4,971 | 3,83 | 14 |
34 | 4,526 | 4,849 | 5,173 | 5,496 | 4,235 | 15 |
36 | 4,936 | 5,289 | 5,642 | 5,994 | 4,619 | 16 |
38 | 5,408 | 5,794 | 6,181 | 6,567 | 5,06 | 17 |
40 | 5,859 | 6,277 | 6,696 | 7,114 | 5,482 | 18 |
42 | 6,271 | 6,718 | 7,166 | 7,614 | 5,867 | 19 |
44 | 6,859 | 7,348 | 7,838 | 8,328 | 6,418 | 20 |
46 | 7,409 | 7,938 | 8,467 | 8,996 | 6,932 | 21 |
48 | 7,938 | 8,505 | 9,072 | 9,639 | 7,428 | 22 |
50 | 8,528 | 9,136 | 9,745 | 10,355 | 7,979 | 23 |
52 | 9,097 | 9,749 | 10,397 | 11,047 | 8,572 | 24 |
54 | 9,726 | 10,42 | 11,115 | 11,81 | 9,1 | 25 |
56 | 10,333 | 11,071 | 11,81 | 12,548 | 9,669 | 26 |
58 | 11,001 | 11,787 | 12,573 | 13,358 | 10,294 | 27 |
60 | 11,648 | 12,48 | 13,312 | 14,144 | 10,899 | 28 |
Код графы | 01 | 02 | 03 | 04 | 05 | — |
§ 6. Соединения стыковые со скосом двух кромок односторонние С 17
 Соединения стыковые со скосом двух кромок односторонние С 17
Соединения стыковые со скосом двух кромок односторонние С 17
Рис.6. Соединение стыковое со скосом двух кромок одностороннее С 17
Таблица 006. Нормы на 1 м шва
Расчет расхода электродов при сварочных работах
Большую роль в производственных и строительных процессах играет планирование. Это касается не только финансового аспекта, но также запасов материалов и расходников, необходимых на сборку или возведение конструкции. Рассчитать эти параметры нужно перед работой, чтобы в дальнейшем не возникло сложностей с производством и нехваткой ресурсов.
Говоря о сварке, нужно уточнить, что расход электродов имеет большое значение по большей части только для крупных производств, где задействовано огромное количество расходников. Для домашнего хозяйства, такие параметры как расход на метр шва и 1 кг наплавленного металла, не имеют значения.
Содержание статьи:
Что влияет на расход электродов?
Прежде чем приступать к расчетам расхода, нужно выяснить, что именно на него влияет. Есть несколько главных параметров от которых зависит расход:
Есть несколько главных параметров от которых зависит расход:
- длина и глубина шва;
- вес наплавленного металла, определяемый относительно всей конструкции;
- вес наплавленного металла на метр шва;
- тип сварочных работ.
Расход зависит от нескольких факторов, которые в совокупности могут дать довольно большие цифры. Именно поэтому очень важно провести предварительные расчеты и только после этого заказывать электроды и приступать к работам.
Расчеты в теории и на практике
Расход тех или иных электродов является табличным значением, однако их можно вычислить и самостоятельно. Для этого есть 2 метода, универсальных для различных видов материалов. В первом используется такая формула:
H = M*K
- M — вес конструкции;
- К — коэф. расхода, берущийся из справочной литературы (1,5 — 1,9).
Второй метод рассчитывается по формуле:
G = F*L*M
- F — площадь поперечного сечения;
- L — длина шва;
- М — вес 1 куб. см расходников.
 см расходников.
см расходников.Это все теоретические расчеты, но на практике большое значение также имеют огарки, сила тока и напряжение, а также длина соединения.
Погрешности, возникающие при расчетах
Рассчитать все в точности почти невозможно. В любой ситуации будут небольшие “разногласия” с тем, что планировалось изначально. Практические методы расчета расхода электродов значительно точнее теоретических, однако даже с ними бывает сложно предугадать каким получится стык и как поведет себя материал. Погрешности могут возникать по разным причинам:
- режим сварки и токи;
- особенности электродов, которыми ведутся работы;
- мастерство сварщика и т. д.
Каждый раз, когда вы рассчитываете расход материалов, нужно закладывать в итоговую цифру погрешность. Стандартное значение погрешности составляет примерно 5 — 7%. Если после работ выяснилось, что расход значительно превысил допустимую погрешность, значит при сварке произошли какие-то нарушения процесса.
Даже если количество расходников просчитано максимально точно, нужно иметь небольшой запас, чтобы застраховаться от бракованных стержней.
Сколько электродов содержится в 1 кг?
После того как все данные по необходимому объему материалов получены, можно приступать к закупке расходников. Отсюда появляется другой вопрос — сколько упаковок со стержнями нужно покупать? Чтобы это определить, надо посчитать сколько прутков содержится в 1 кг. Килограмм — это стандартная упаковка электродов. Здесь важно учитывать все параметры:
- диаметр;
- длина;
- вес;
- толщина упаковки;
Чем больше эти параметры, тем меньше электродов в пачке. Несмотря на все эти параметры, средний вес электрода можно узнать по его диаметру. В этой таблице приведена средняя масса электродов с разными, наиболее часто использующимися диаметрами:
| Диаметр, мм | Средняя масса, гр |
| 2,5 | 17 |
| 3 | 26 |
| 4 | 57 |
| 5 | 82 |
Как вычислить расход на 1 т металла?
Помимо вычисления количества необходимых электродов, нужно также выяснить расход на тонну металла. Такой параметр нужен если вам предстоит работать с большим проектом. Норма расхода электродов на тонну металла отображает максимальное количество требуемых материалов. Показатель рассчитывается по такой формуле:
Такой параметр нужен если вам предстоит работать с большим проектом. Норма расхода электродов на тонну металла отображает максимальное количество требуемых материалов. Показатель рассчитывается по такой формуле:
Н = М*Красхода
- М — масса металла;
- Красхода (коэф. расхода) — табличное значение.
Стандартный расход электродов
Нормы расхода для различных электродов, определяются согласно документу ВСН 452-84 н. Они могут меняться в зависимости от материала с которым вы работаете и окружающих условий. Данные значения используются для вычисления номинального расхода. Далее мы рассмотрим несколько таблиц с нормами расхода.
Как рассчитывается расход на метр шва?
Многие сайты предлагают возможность рассчитать расход электродов онлайн. Делается это очень просто — нужно ввести несколько цифр и калькулятор выдаст вам искомую величину.
Опытные сварщики предпочитают рассчитывать все самостоятельно. Они применяют для этого такую формулу:
Н = Нсв + Нпр + Нправ
- Нсв — расход на сваривание;
- Нпр — расход на проставление прихваток;
- Нправ — расход на правки, проводящиеся холостыми валиками.

Норма расхода на прихваточные работы определяется относительно расхода на прочие работы. При толщине конструкции до 1,2 см, она составляет 15% от основного расхода. При толщине более 1,2 см — 12%.
Как рассчитывается расход при сварке труб?
В теории расчет этого параметра производится очень просто. Нужно разделить расход на метр шва на вес одного электрода. В результаты мы получим количество стержней, необходимое для работы. Количество стержней нужно умножить на метраж. Полученная цифра округляется в большую сторону.
Чтобы получить значение в килограммах, нужно провести такие вычисления: разделить объем раздела на плотность металла. Первый параметр — это объем цилиндра (диаметр берется по большей стороне стыка). Получившееся значение нужно умножить на 1,4 — 1,8. Это поправка на огарки.
Расход при сварке труб может отличаться в зависимости от соединяемых стыков — наличия/отсутствия скосов и т. д.
Способы экономии материалов
Есть несколько способов, позволяющих экономить на расходниках. Это позволит уменьшить затраты на покупку стержней:
Это позволит уменьшить затраты на покупку стержней:
- Используйте автоматические и полуавтоматические аппараты. При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.
- Разные марки и модели электродов работают с разным током. Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери.
- На расход влияет технология сварки. Так, при неправильном угле стержня, расход может увеличиваться.
Опытные сварщики на практике выясняют, какой угол сварки является оптимальным. Это дает им возможность работать быстро и экономно.
Придерживаясь таких рекомендаций, правильно подбирая электроды и внимательно настраивая оборудование, можно значительно сэкономить расход материалов.
Таблицы расходов
Теперь ближе познакомимся с таблицами стандартных значений расхода для различных электродов и типов сварки.
Расход на килограмм наплавленного металла
Сварка углеродистых и низколегированных сталей
Тип Э42
| Марка | ВСЦ-4 | ОЭС-23 | АНО-6 | АНО-17 | ОМА-2 | ВСЦ-4М |
| Расход, кг | 1,6 | 1,65 | 1,7 | 1,8 | ||
Тип Э42А
| Марка | УОНИ 13-45 | УОНИ 13-45А |
| Расход, кг | 1,6 | 1,7 |
Тип Э46
| Марка | Расход, кг |
| ОЗС-6 | 1,5 |
| АНО-13 | 1,6 |
| ВРМ-26 | |
| АНО-21 | 1,65 |
| АНО-4 | 1,7 |
| АНО-24 | |
| АНО-34 | |
| ВРМ-20 | |
| МР-3 | |
| ОЗС-12 |
Тип Э46А
| Марка | УОНИ 13-55К | ТМУ-46 |
| Расход, кг | 1,6 | 1,65 |
Тип Э50
| Марка | ВСЦ-3 | 55-У |
| Расход, кг | 1,7 | 1,8 |
Тип Э50А
| Марка | Расход, кг |
| ОЗС-18 | 1,5 |
| ТМУ-21У | |
| ОЗС-25 | 1,6 |
| ОЗС-28 | |
| ОЗС-33 | |
| АНО-27 | 1,65 |
| ИТС-4 | 1,7 |
| УОНИ 13-55 | |
| ЦУ-5 | |
| ЦУ-7 |
Тип Э55
| Марка | МТГ-02 |
| Расход, кг | 1,55 |
Тип Э60
| Марка | МТГ-01К | ВСФ-65 | ОЗС-24М | УОНИ 13-65 |
| Расход, кг | 1,55 | 1,6 | ||
Сварка сталей с высоким содержанием легирующих компонентов
| Марка | Расход, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АНВ-32 | |
| ЭА-606/10 | 1,7 |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Сварка сталей, устойчивых к коррозии
| Марка | ОЗЛ-8 | ОЗЛ-14 | ОЗЛ-12 | ЭА-400/10У | ЭА-400/10Г |
| Расход, кг | 1,7 | 1,75 | 1,8 | ||
Сварка сталей, устойчивых к высоким температурам
| Марка | Расход,кг |
| ТМЛ-1, ТМЛ-1У, ТМЛ-3У | 1,5 |
| ЦУ-2М, ТМЛ-3, ЦЛ-27А | 1,55 |
| УОНИ 13-15М, УОНИ 13-ХМ, ЦЛ-39, ЦЛ-36, ЦЛ-40, ЦЛ-17 | 1,6 |
| ЦЛ-26М, ЦЛ-41 | 1,65 |
| ЦЛ-6, ЦЛ-55, АНВ-1 | 1,7 |
| ЦЛ-10 | 1,75 |
| ОЗС-11 | 1,8 |
Сварка разнородных сталей
| Марка | ИМЕТ-10 | АНЖР-2 | АНЖР-1, НИИ-48Г |
| Расход, кг | 1,3 | 1,6 | 1,7 |
Сварка жаропрочных сталей
| Марка | НИАТ-5, ЭА-395/9 | ЦТ-10 |
| Расход, кг | 1,6 | 1,7 |
Соединения без скоса кромок
| Положение шва | Толщина металла, мм | Зазор, мм | Масса наплавленного металла, кг/1 м шва |
| Нижнее | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
| 4 | 2 | 0,13 | |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
| Горизонтальное | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,03 | |
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
| 4 | 2 | 0,17 | |
| 5 | 2,5 | 0,2 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 | |
| 7 | 3 | 0,16 |
Угловые соединения
| Параметры | Масса наплавленного металла, кг/1 м шва | ||||
| Толщина металла, мм | Сечение шва, кв. мм мм | ||||
| 2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
| 3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
| 4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
| 5 | 12,5 | 0,1 | 0,11 | 0,11 | 0,13 |
| 6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
| 7 | 24,5 | 0,2 | 0,21 | 0,22 | 0,25 |
| 8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
| 9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,4 |
| 10 | 50 | 0,4 | 0,42 | 0,44 | 0,5 |
| 11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
| 12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
| 15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
| 18 | 162 | 1,31 | 1,37 | 1,49 | 1,6 |
| 20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
| 22 | 242 | 1,95 | 2 | 2,16 | 2,39 |
| 25 | 323 | 2,58 | 2,6 | 2,9 | 3,18 |
Тавровые соединения
| Параметры | Масса наплавленного металла, кг/1 м шва | ||||
| Толщина металла, мм | Сечение шва, кв. мм мм | ||||
| 2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
| 2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
| 3 | 9 | 0,08 | 0,1 | 0,09 | 0,09 |
| 3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
| 4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
| 4,5 | 20,5 | 0,18 | 0,2 | 0,19 | 0,21 |
| 5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
| 5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
| 6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
| 6,5 | 42,5 | 0,37 | 0,39 | 0,4 | 0,44 |
| 7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
| 7,5 | 56,5 | 0,47 | 0,51 | 0,5 | 0,58 |
| 8 | 64 | 0,55 | 0,58 | 0,6 | 0,65 |
| 9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
| 10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
| 11 | 121 | 1,03 | 1,08 | 1,12 | 1,23 |
| 12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
| 13 | 169 | 1,41 | 1,49 | 1,53 | 1,73 |
| 14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
| 15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
V-образные соединения (односторонние)
Толщина металла, мм | Зазор, мм | Масса наплавленного металла, кг/1 м шва | ||||
Положение шва | ||||||
| Нижнее 50 ° | Нижнее 60° | Вертикал 70° | Потол 80° | Гориз 60° | ||
| 4 | 1 | 0,09 | 0,1 | 0,132 | 0,14 | 0,11 |
| 5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
| 6 | 1 | 0,17 | 0,2 | 0,29 | 0,3 | 0,24 |
| 7 | 1,5 | 0,26 | 0,3 | 0,38 | 0,44 | 0,33 |
| 8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
| 9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
| 10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
| 11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
| 12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
| 14 | 2 | 0,86 | 1,02 | 1,34 | 1,6 | 1,17 |
| 15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
| 16 | 2 | 1,04 | 1,23 | 1,75 | 2,02 | 1,46 |
| 18 | 2 | 1,33 | 1,6 | 2,17 | 2,51 | 1,83 |
| 20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
| 25 | 2 | 2,46 | 2,94 | 4 | 4,76 | 3,34 |
Первый и подварочный проход при V-образном соединении
| Положение шва | Толщина, мм | Масса наплавленного металла, кг/1 м шва | Диаметр электрода, мм |
| Нижнее | 6-12 | 0,1 | 3 |
| Нижнее | больше 12 | 0,15 | 4 |
| Вертикальное | больше 8 | 0,15 | 3 |
| Горизонтальное | больше 8 | 0,15 | 3 |
| Потолочное | больше 10 | 0,1 | 3 |
Заключение
Если вам нужно провести сварочные работы дома, то особой нужды в расчетах расхода нет. Планирование объемов расходуемых материалов имеет большое значение при работе с большими проектами. Для особо крупных производств ошибка даже в 1% может привести к серьезным финансовым потерям. При правильном подходе и внимательной настройке оборудования, можно сэкономить до 30% материала. Поэтому очень важно правильно рассчитывать будущий расход и необходимое количество материалов.
Планирование объемов расходуемых материалов имеет большое значение при работе с большими проектами. Для особо крупных производств ошибка даже в 1% может привести к серьезным финансовым потерям. При правильном подходе и внимательной настройке оборудования, можно сэкономить до 30% материала. Поэтому очень важно правильно рассчитывать будущий расход и необходимое количество материалов.
Таблицы для расчета расхода сварочных материалов
Одним из важных показателей сварочных работ является расход электродов на 1 метр шва, который приводится в специальных таблицах. Эти данные позволяют производить расчет сметы.
В подсчете необходимо учитывать множество нюансов, поэтому его делает опытный сварщик, разбирающийся в марках материалов и в методиках сварки. От правильности выполнения расчета будут зависеть экономические показатели всего проекта.
Блок: 1/16 | Кол-во символов: 408
Источник: https://instanko.ru/osnastka/rashod-elektrodov.html
Специфика проволоки
Чтобы правильно определить расход сварочной проволоки, нужно знать все ее характеристики эксплуатации, состав, качество.
Присадочный материал должен быть чист от примесей, содержать минимум газов и шлаков, иметь различные показатели плавки, что формирует расчет.
При сварке автоматом или полуавтоматом над созданием шва работают без отрыва. Поэтому нужно точно определить метраж проволоки, которая будет израсходована.
В противном случае, результат без дефектов не будет достигнут. Во время аргонодуговой сварки просчеты рекомендуемы, но не обязательны.
Хотя настоящие профи, не приступают к работе, пока не рассчитают количество требуемого материала.
Есть фиксированные рамки использования расходуемого материала. При расчете метража присадочной проволоки, обращают внимание и на такие нюансы как брак в работе.
Естественно его нужно исправлять, и не важно, возник он по вине специалиста или под влиянием посторонних факторов.
А для этого потребуется дополнительный объем рабочего материала. Необходимо брать в расчет пробную сварку перед стартом основного процесса.
Как работодатель, так и исполнитель, обязаны располагать данными о требуемых материалах, а соответственно и финансах для завершения объекта. Для этого и составляют проектно-финансовую документацию.
Блок: 2/6 | Кол-во символов: 1287
Источник: https://prosvarku.info/rashodnye-materialy/provedenie-rascheta-rashoda-svarochnoj-provoloki-na-metr-shva-formula-primery-tablitsy
Стыковое соединение без скоса кромок
| Толщина пластины, t, мм | Зазор между свариваемыми кромками, s, мм | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 1 | 0 | 2 | 0,02 |
| 1,5 | 0,5 | 3 | 0,02 |
| 2 | 1 | 4 | 0,03 |
| 3 | 1,5 | 7 | 0,05 |
| 4 | 2 | 22 | 0,17 |
| 5 | 2,5 | 25 | 0,20 |
| 6 | 3 | 32 | 0,25 |
| 7 | 3 | 42 | 0,33 |
Блок: 2/5 | Кол-во символов: 266
Источник: https://ckmt. ru/artic/raschet-rashoda-svarochnyh-materialov.html
ru/artic/raschet-rashoda-svarochnyh-materialov.html
Расход проволоки
Каждый вид сварочных работ имеют свою специфику. При той или иной сварке используются материалы, у каждого из которых свои физико-химические свойства.
Чтобы правильно составить таблицу их расхода нужно учитывать все факторы, вид сварного аппарата, шва, присадочного материала, квалификацию мастера.
То есть индивидуально подходить к каждому варианту. Конечно невозможно идеально произвести расчет расхода используемых в работе средств.
Но благодаря исследованиям в этой отрасли, опираясь на всевозможные показатели, все-таки выведены среднестатистические данные.
Вы можете взять их за основу, но все показатели просчитывать рекомендуется самостоятельно, исходя из конкретного задания.
Самый удобный способ расчета расхода проволоки – это ее расход на один метр шва. Зная расход присадочной проволоки на 1 метр, даже новичок сможет правильно прикинуть, сколько ее уйдет на весь шов.

И как мы уже упоминали, нужно закладывать в смету немного большее количество материалов.
Блок: 3/6 | Кол-во символов: 989
Источник: https://prosvarku.info/rashodnye-materialy/provedenie-rascheta-rashoda-svarochnoj-provoloki-na-metr-shva-formula-primery-tablitsy
Поправочные коэффициенты
Для более точного расчета применяют корректирующие коэффициенты. Их полный перечень можно найти в ВСН 452-84. Приводим примеры поправок в зависимости от рабочих задач:
• При сварке поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
| MMA-сварка | для покрытых электродов | 0,826 |
| TIG-сварка | для электрода плавящегося | 0,930 |
| для электрода вольфрамового неплавящегося | 1 |
• При вваривании патрубков, расположенных под углом к основной оси трубы (по умолчанию величина угла принимается за 90°)
| Угол соединения | Коэффициент |
| 60° | 1,1 |
| 45° | 1,23 |
• При положении патрубков сбоку или снизу по отношению к основной трубе
Блок: 3/16 | Кол-во символов: 605
Источник: https://instanko. ru/osnastka/rashod-elektrodov.html
ru/osnastka/rashod-elektrodov.html
Как рассчитать требуемый объем расходного материала?
Существует несложная специально разработанная формула, следуя которой можно рассчитать необходимое количество присадочного материала для выполнения той или иной манипуляции. Она принимает вид: N = GK.
Символ «N» означает эталонный параметр, если точнее, то это значение требуемого количества присадочного материала, требуемого для создания сварного шва размером в один метр. Символ «G» — это вес сварного соединения после выполнения всех сварочных работ. K – это коэффициент перехода, этот параметр определяется значением массы наплавочного материала к общему расходу металла, который использовался в процессе сварочных работ. Значение длины в один метр берется для упрощения расчетов.
Для того чтобы узнать «G», потребуется выполнить вычисления по следующей формуле: G = FyL.
Буква «Ф» обозначает размеры поперечного сечения готового сварного шва. Значение должно исчисляться в миллиметрах в квадрате. Буква «у» означает долю массы метала в составе присадочной проволоки. Этот параметр может принимать значение из достаточно широкого диапазона. Это обусловлено тем, что существует большое количество разнообразных моделей присадочных проволок для сварки. Последний параметр «L» — это длина сварного соединения, по умолчанию она принимается за один метр, однако именно изменения этого значения можно вычислить нужное количество расходного материала для выполнения той или иной сварочной манипуляции.
Буква «у» означает долю массы метала в составе присадочной проволоки. Этот параметр может принимать значение из достаточно широкого диапазона. Это обусловлено тем, что существует большое количество разнообразных моделей присадочных проволок для сварки. Последний параметр «L» — это длина сварного соединения, по умолчанию она принимается за один метр, однако именно изменения этого значения можно вычислить нужное количество расходного материала для выполнения той или иной сварочной манипуляции.
Вышеописанный способ вычисления подходит для вычисления количества расходного материала при выполнении сварочных работ в нижнем положении. Для других положения, дополнительно получившийся параметр нужно умножать на значение коэффициента поправки:
- нижнее положение – 1;
- полувертикальная сварка – 1,05;
- вертикальная сварка – 1,1
- потолочная сварка – 1,2.
При вычислении объема требуемого присадочного материала для сварки в полуавтоматическом режиме нужно также учитывать следующие параметры:
- применение защитного облака из инертного газа;
- тип используемого газа;
- технические характеристики сварочного аппарата;
- размер сечения присадочной проволоки;
- основные физические характеристики свариваемого объекта.

С помощью несложных манипуляций и подсчетов без особых проблем можно узнать требуемое количество расходного материала. Большинство нужных параметров для вычисления можно узнать самостоятельно, однако в некоторых случаях может потребоваться специализированная литература.
Можно рассмотреть пример проведения вычислений. Для начала нужно определить вес наплавленного материала с помощью формулы G=FyL. Допустим, что F равно 0,0000055 метра в квадрате (так как предстоит умножать площадь сварного шва на длину соединения, необходимо принимать это значение именно в метрах в квадрате). Пускай масса будет равно 7850 килограмм и будем считать, что длина металлического лица равна одному метру.
После того вычисления мы узнаем что произведение трех вышеописанных значений равно сорока терм тысячным килограмма. Далее значение 0,043 можно подставить в основную формулу и после выполнения второго действия мы сможем узнать количество необходимого материала.
В нашем случае длина равняется одному, следовательно, значение 0,043 нужно умножить на единицу. Результата будет точно таким же. Таким образом, мы узнаем количество проволоки необходимой для выполнения предстоящей операции.
Результата будет точно таким же. Таким образом, мы узнаем количество проволоки необходимой для выполнения предстоящей операции.
Если сварка будет выполняться в нижнем положении, что полученное значение оставляется таким как есть. Однако если вы будете использовать другое положение, то полученное количество проволоки в килограммах, нужно умножить на коэффициент положения, значения для которого были описаны выше.
Блок: 2/2 | Кол-во символов: 3621
Источник: https://svarkagid.com/raschet-norm-rashoda-svarochnoj-provoloki/
Внешний угол
| Толщина пластины, t, мм | Размер профиля, s, мм2 | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 2 | 2 | 3,5 | 0,03 |
| 3 | 4,5 | 7,5 | 0,06 |
| 4 | 8 | 10,5 | 0,08 |
| 5 | 12,5 | 16 | 0,13 |
| 6 | 18 | 22 | 0,17 |
| 7 | 24,5 | 31,5 | 0,25 |
| 8 | 32 | 40,5 | 0,32 |
| 9 | 40,54 | 51 | 0,40 |
| 10 | 50 | 64 | 0,50 |
| 12 | 72 | 93 | 0,73 |
| 15 | 113 | 141 | 1,11 |
| 18 | 162 | 204 | 1,60 |
| 20 | 200 | 252 | 1,98 |
| 22 | 242 | 204 | 2,39 |
| 25 | 323 | 405 | 3,18 |
Блок: 4/5 | Кол-во символов: 322
Источник: https://ckmt. ru/artic/raschet-rashoda-svarochnyh-materialov.html
ru/artic/raschet-rashoda-svarochnyh-materialov.html
Пример расчета
Для более понятной схемы стоит привести пример, какой будет расход проволоки при сварке полуавтоматом. В примере будет использоваться обыкновенная сталь. Для этого начнем определять весь наплавленного металла по формуле G = F*y*L
G=0,0000055 (м2) * 7850 (кг) * 1 (метр) = 0,043 кг
После этого можно приступать к вычислению основного значения по формуле N=G*К
N = 0,043 * 1 = 0,043 кг
С учетом того, что сваривание проводилось в нижнем положении, то коэффициент поправки равен единице и итоговое значение остается таким же.
Блок: 3/3 | Кол-во символов: 533
Источник: https://svarkaipayka.ru/material/svarochnaya-provoloka/raschet-norm-rashoda-svarochnoy-provoloki.html
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Блок: 5/16 | Кол-во символов: 1458
Источник: https://instanko.ru/osnastka/rashod-elektrodov.html
V-образный стык
| Толщина пластины, t, мм | Зазор между свариваемыми кромками, s, мм | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 4 | 1 | 11,5 | 0,09 |
| 5 | 1 | 16,5 | 0,13 |
| 6 | 1 | 23 | 0,17 |
| 7 | 1,5 | 33,5 | 0,26 |
| 8 | 1,5 | 33,5 | 0,26 |
| 9 | 1,5 | 51 | 0,38 |
| 10 | 2 | 66,5 | 0,49 |
| 11 | 2 | 78,5 | 0,56 |
| 12 | 2 | 91 | 0,65 |
| 14 | 2 | 120 | 0,86 |
| 15 | 2 | 135 | 0,97 |
| 16 | 2 | 151 | 1,04 |
| 18 | 2 | 189 | 1,33 |
| 20 | 2 | 227 | 1,63 |
| 25 | 2 | 341 | 2,46 |
| Толщина пластины, t, мм | Зазор между свариваемыми кромками, s, мм | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 4 | 1 | 13 | 0,10 |
| 5 | 1 | 19,5 | 0,15 |
| 6 | 1 | 27 | 0,20 |
| 7 | 1,5 | 39 | 0,30 |
| 8 | 1,5 | 49 | 0,37 |
| 9 | 1,5 | 60,5 | 0,44 |
| 10 | 2 | 77,5 | 0,57 |
| 11 | 2 | 92 | 0,66 |
| 12 | 2 | 107 | 0,77 |
| 14 | 2 | 141 | 1,02 |
| 15 | 2 | 160 | 1,15 |
| 16 | 2 | 180 | 1,23 |
| 18 | 2 | 223 | 1,60 |
| 20 | 2 | 271 | 1,94 |
| 25 | 2 | 411 | 2,94 |
| Толщина пластины, t, мм | Зазор между свариваемыми кромками, s, мм | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 4 | 1 | 15 | 0,13 |
| 5 | 1 | 22,5 | 0,19 |
| 6 | 1 | 31 | 0,29 |
| 7 | 1,5 | 45 | 0,38 |
| 8 | 1,5 | 57 | 0,47 |
| 9 | 1,5 | 70 | 0,59 |
| 10 | 2 | 90 | 0,76 |
| 11 | 2 | 107 | 0,89 |
| 12 | 2 | 125 | 1,05 |
| 14 | 2 | 165 | 1,34 |
| 15 | 2 | 188 | 1,55 |
| 16 | 2 | 211 | 1,75 |
| 18 | 2 | 263 | 2,17 |
| 20 | 2 | 320 | 2,62 |
| 25 | 2 | 488 | 4,00 |
| Толщина пластины, t, мм | Зазор между свариваемыми кромками, s, мм | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 4 | 1 | 17,5 | 0,14 |
| 5 | 1 | 26 | 0,22 |
| 6 | 1 | 36 | 0,30 |
| 7 | 1,5 | 51,5 | 0,44 |
| 8 | 1,5 | 65,5 | 0,55 |
| 9 | 1,5 | 81,5 | 0,69 |
| 10 | 2 | 104 | 0,86 |
| 11 | 2 | 124 | 1,02 |
| 12 | 2 | 145 | 1,23 |
| 14 | 2 | 193 | 1,60 |
| 15 | 2 | 219 | 1,81 |
| 16 | 2 | 245 | 2,02 |
| 18 | 2 | 308 | 2,51 |
| 20 | 2 | 376 | 3,11 |
| 25 | 2 | 577 | 4,76 |
ПЕРЕЙТИ В КАТАЛОГ ЭЛЕКТРОДОВ
Рекомендуемые
Блок: 5/5 | Кол-во символов: 1436
Источник: https://ckmt.ru/artic/raschet-rashoda-svarochnyh-materialov.html
Подведем итог
Ознакомившись с нашими материалами, вы узнали, как подготовить предварительный расчет количества присадочной проволоки при работе автоматом, полуавтоматом, аргоном при разных положениях.
Эта информация будет очень полезна для вашей дальнейшей работы.
Будет здорово, если Вы поделитесь своими знаниями просчетов расхода с начинающими сварщиками. Всем легкой работы!
Блок: 6/6 | Кол-во символов: 379
Источник: https://prosvarku.info/rashodnye-materialy/provedenie-rascheta-rashoda-svarochnoj-provoloki-na-metr-shva-formula-primery-tablitsy
Вместо заключения
Теперь вы знаете, как произвести расчет и узнать расход сварочной проволоки при сварке полуавтоматом или при любом другом виде сварки. Не думайте, что этот навык вам не пригодится. Напротив, он открывает для вас новые возможности. Делитесь этим материалом в социальных сетях, чтобы помочь другим начинающим сварщикам. Желаем удачи в работе!
Блок: 6/6 | Кол-во символов: 358
Источник: http://home.nov.ru/raschet-rasxoda-svarochnoj-provoloki-na-metr-shva/
Особенности проволоки
Прежде чем производить расчет расхода сварочной проволоки ознакомьтесь со всеми особенностями присадочного материала, используемого в работе. Прежде всего, проволока может иметь разный коэффициент наплавки, что существенно влияет на итоговые цифры в расчете.
Если вы используете проволоку для сварки автоматическим или полуавтоматическим сварочным оборудованием, то расчет расхода сварочных комплектующих просто необходим. При аргонодуговой сварке это необязательно, но и лишним тоже не будет. Поскольку при таких видах сварки рекомендуется не прерывать сварочный шов, а этого можно добиться только после точного расчета количества проволоки. Лучше знать заранее расход сварочной проволоки при сварке полуавтоматом, чем впоследствии исправлять ошибки.
Существует такое понятие, как норма расхода материала. При этом в норму входит не только количество проволоки, но и ее перерасход на случай ошибок сварщика или непредвиденных обстоятельств. При расчете учитываются все этапы сварки: от подготовительных до заключительных. Это можно сравнить со строительной сметой. Зная необходимое количество, скажем, кирпича, вы заранее знаете, какой высоты и толщины получатся стены. Давайте подробнее поговорим о нормах расхода сварочных материалов.
Блок: 2/6 | Кол-во символов: 1264
Источник: http://home.nov.ru/raschet-rasxoda-svarochnoj-provoloki-na-metr-shva/
Катушки и катушкодержатели
Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
На катушки наматывается сварочная проволока, с которых происходит ее съем во время работы. Катушка надежно закрепляется в полуавтоматах с помощью устройств называемых катушкодержателями. Устройства для крепления катушек должно соответствовать аналогичному на катушкодержателе.
При выключении полуавтомата катушка с проволокой стремится продолжить свое движение, что может привести к образованию петель на проволоке. Конструкция катушкодержателя имеет тормозное устройство, например, в виде фрикциона. Регулировка его с помощью гайки не позволяет катушке свободно разматываться и сохраняет правильную намотку проволоки.
Блок: 7/9 | Кол-во символов: 746
Источник: https://kovka-svarka.net/material/svarochnaia-provoloka-rashod-zapravka-podacha/
Как заправить, установка на автомат и полуавтомат
Как заправить сварочную проволоку на полуавтомат показано в видео. Здесь следует отметить ключевые моменты на которые обращает внимание автор.
- При надевании новой кассеты обязательно придерживать конец проволоки, чтобы не допустить разматывания катушки.
- Проволока должна попасть в канавку ролика.
- Для протягивания использовать холостой ход электропривода (без подачи газа) на режиме самой высокой скорости подачи.
- Не допускать застревание в рукаве или токосъемнике.
Автор видео ничего не упомянул о регулировке прижимного устройства. Использование порошковой проволоки требует к нему особого внимания. Для сварки с меньшим количеством брызг, для порошковой проволоки рекомендуется механизм подачи с четырьмя роликами, для лучшего распределения усилия прижима.
Блок: 8/9 | Кол-во символов: 811
Источник: https://kovka-svarka.net/material/svarochnaia-provoloka-rashod-zapravka-podacha/
Где купить
Продажей расходных материалов различных типов занимаются компании, собранные в отдельном разделе. Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Кроме возможности приобретения продукции у поставщиков, рекомендуется также ознакомиться с ассортиментом, предлагаемом производителями. Ведущие мировые предприятия, например, ESAB и DEKA, обладают широкой сетью представительств, что позволяет приобрести расходные материалы и быть полностью уверенным в качестве продукции.
Разделы: Сварочная проволока
легированные сварочные проволоки, медная сварочная проволока, порошковые сварочные проволоки, проволока для аргонодуговой сварки, проволока сварочная алюминиевая, проволока сварочная омедненная, проволока сварочная полированная, проволока стальная сварочная, сварочная нержавеющая проволока, сварочная проволока титановая
Предыдущая статья: Производители сварочной проволоки Следующая статья: Сварочная проволока ESAB
Блок: 7/16 | Кол-во символов: 965
Источник: https://instanko.ru/osnastka/rashod-elektrodov.html
Таблицы
Расход электродов на 1 кг наплавленного металла
Для сварки углеродистых и низколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| Тип Э42 | |
| ВСЦ-4 | 1,6 |
| ОЭС-23 | |
| АНО-6 | 1,65 |
| АНО-17 | 1,7 |
| ОМА-2 | |
| ВСЦ-4М | 1,8 |
| Тип Э42А | |
| УОНИ-13/45 | 1,6 |
| УОНИ-13/45А | 1,7 |
| Тип Э46 | |
| ОЗС-6 | 1,5 |
| АНО-13 | 1,6 |
| ВРМ-26 | |
| АНО-21 | 1,65 |
| АНО-4 | |
| АНО-24 | |
| АН 0-34 | 1,7 |
| ВРМ-20 | |
| МР-3 | |
| ОЗС-12 | |
| Тип Э46А | |
| УОНИ-13/55К | 1,6 |
| ТМУ-46 | 1,65 |
| Тип Э50 | |
| ВСЦ-3 | 1,7 |
| 55-У | 1,8 |
| Тип Э50А | |
| ОЗС-18 | 1,5 |
| ТМУ-21У | |
| ОЗС-25 | 1,6 |
| ОЗС-28 | |
| ОЗС-33 | 1,6 |
| AHO-27 | 1,65 |
| ИТС-4 | 1,7 |
| УОНИ-13/55 | |
| ЦУ-5 | |
| ЦУ-7 | |
| Тип Э55 | |
| МТГ-02 | 1,55 |
| Тип Э60 | |
| МТГ-01К | 1,55 |
| ВСФ-65 | 1,6 |
| ОЗС-24М | |
| УОНИ-13/65 | |
Для сварки высоколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АН В-32 | |
| ЭА-606/10 | 1,7 |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Для сварки коррозионностойких сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-8 | 1,7 |
| ОЗЛ-14 | |
| ОЗЛ-12 | 1,75 |
| ЭА-400/10У | 1,8 |
| ЭА-400/10Г |
Для сварки теплоустойчивых сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ТМЛ-1 | 1,5 |
| ТМЛ-1У | |
| ТМЛ-3У | |
| ЦУ-2М | 1,55 |
| ТМЛ-3 | |
| ЦЛ-27А | |
| УОНИ-13/15М | 1,6 |
| У0НИ-13ХМ | |
| ЦЛ-39 | |
| ЦЛ-36 | |
| ЦЛ-40 | |
| ЦЛ-17 | |
| ЦЛ-26М | 1,65 |
| ЦЛ-41 | |
| ЦЛ-6 | 1,7 |
| ЦЛ-55 | |
| АН В-1 | |
| ЦЛ-10 | 1,75 |
| ОЗС-11 | 1,8 |
Для сварки разнородных сталей и сплавов
| Марка | Расход на 1 кг наплавленного металла, кг |
| ИМЕТ-10 | 1,3 |
| АНЖР-2 | 1,6 |
| АНЖР-1 | 1,7 |
| НИИ-48Г |
Для сварки жаропрочных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| НИАТ-5 | 1,6 |
| ЭА-395/9 | |
| ЦТ-10 | 1,7 |
Расчет количества электродов при сварке различных соединений
Сварные соединения без скоса кромок
| Положение шва | Толщина основного металла, мм | Зазор, мм | Масса наплавленного металла, кг /1 м шва |
| Нижнее | 1 | 0 | 0,02 |
| 1.5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
| Нижнее | 4 | 2 | 0,13 |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
| Горизонтальное | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,03 | |
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
| Горизонтальное | 4 | 2 | 0,17 |
| 5 | 2,5 | 0,20 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 |
Установка и замеры заземляющих электродов
Очень эффективный метод обеспечения заземления с низким сопротивлением — это закопать проводник в виде замкнутого контура в почве на дне котлована под фундамент здания.
Сопротивление R такого электрода (в однородной почве) выражается (приблизительно) в омах следующим образом: R = 2ρL {\ displaystyle {\ mbox {R}} = {\ frac {2 \ rho} {\ mbox {L }}}}
где
L = длина подземного проводника в метрах
ρ = удельное сопротивление грунта в Ом-метрах
Качество заземляющего электрода (как можно более низкое сопротивление) в основном зависит от двух факторов:
- Способ установки
- Тип грунта
Способы укладки
Будут рассмотрены три основных типа установки:
Кольцо закопанное
(см. рис. E20)
Это решение настоятельно рекомендуется, особенно в случае нового здания.
Электрод следует закопать по периметру котлована под фундамент. Важно, чтобы неизолированный проводник находился в непосредственном контакте с почвой (а не помещался в гравий или твердый заполнитель, часто служащий основой для бетона). По крайней мере, четыре (широко разнесенных) вертикально расположенных проводника от электрода должны быть предусмотрены для монтажных соединений и, где это возможно, любые арматурные стержни в бетонных работах должны быть подключены к электроду.
Проводник, образующий заземляющий электрод, особенно когда он прокладывается в котловане под фундамент, должен находиться в земле, по крайней мере, на 50 см ниже твердого или заполненного основания бетонного фундамента. Ни электрод, ни вертикальные проводники, ведущие на первый этаж, никогда не должны соприкасаться с бетонным основанием.
В существующих зданиях проводник электрода должен быть закопан вокруг внешней стены помещения на глубину не менее 1 метра.Как правило, все вертикальные соединения от электрода до уровня земли должны быть изолированы на номинальное напряжение НН (600-1000 В).
Проводниками могут быть:
- Медь: неизолированный кабель (≥ 25 мм 2 ) или многополосный (≥ 25 мм 2 ) и (≥ 2 мм толщиной)
- Алюминий со свинцовой оболочкой: кабель (≥ 35 мм 2 )
- Трос из оцинкованной стали: неизолированный кабель (≥ 95 мм 2 ) или многополосный (≥ 100 мм 2 и толщиной ≥ 3 мм)
Приблизительное сопротивление R электрода в Ом: R = 2ρL { \ Displaystyle {\ mbox {R}} = {\ гидроразрыва {2 \ rho} {\ mbox {L}}}}
где
L = длина проводника в метрах
ρ = удельное сопротивление грунта в ом-метрах (см. Влияние типа грунта)
Рис.E20 — проводник заглублен ниже уровня фундамента, т.е. не в бетоне
Заземляющие стержни
(см. рис. E21)
Для n стержней: R = 1n ρL {\ displaystyle {\ mbox {R}} = {\ frac {1} {\ mbox {n}}} \ {\ frac {\ rho} {\ mbox {L}}} }
Заземляющие стержни с вертикальным приводом часто используются в существующих зданиях, а также для улучшения (т.е. уменьшения сопротивления) существующих заземляющих электродов.
Стержни могут быть:
- Медь или (чаще) плакированная медью сталь.Последние обычно имеют длину 1 или 2 метра и снабжены резьбовыми концами и муфтами для достижения значительных глубин, если это необходимо (например, уровня грунтовых вод в областях с высоким удельным сопротивлением почвы).
- Оцинкованная [1] стальная труба диаметром ≥ 25 мм или стержень диаметром ≥ 15 мм и длиной ≥ 2 метра в каждом случае.
Рис. E21 — Параллельно подключенные заземляющие стержни
Часто необходимо использовать более одного стержня, и в этом случае расстояние между ними должно превышать глубину, на которую они вводятся, в 2–3 раза.
Полное сопротивление (в однородной почве) тогда равно сопротивлению одного стержня, разделенному на количество рассматриваемых стержней.
Полученное приблизительное сопротивление R: R = 1n ρL {\ displaystyle {\ mbox {R}} = {\ frac {1} {\ mbox {n}}} \ {\ frac {\ rho} {\ mbox { L}}}} если расстояние между стержнями> 4L
где
L = длина стержня в метрах
ρ = удельное сопротивление грунта в ом-метрах (см. Влияние типа грунта)
Вертикальные тарелки
(см. рис. E22)
Для вертикального пластинчатого электрода: R = 0,8 ρL {\ displaystyle {\ mbox {R}} = {\ frac {0,8 \ \ rho} {\ mbox {L}}}}
Прямоугольные пластины, каждая сторона которых должна быть ≥ 0,5 метра, обычно используются в качестве заземляющих электродов, закапываемых в вертикальной плоскости так, чтобы центр пластины находился как минимум на 1 метр ниже поверхности почвы.
Таблички могут быть:
- Медь толщиной 2 мм
- Оцинкованная [1] Сталь толщиной 3 мм
Сопротивление R в Ом выражается (приблизительно) как: R = 0.8 ρL {\ Displaystyle {\ mbox {R}} = {\ frac {0.8 \ \ rho} {\ mbox {L}}}}
где
L = периметр плиты в метрах
ρ = удельное сопротивление грунта в ом-метрах (см. Влияние типа грунта)
Рис. E22 — Вертикальная пластина — толщина 2 мм (Cu)
Влияние типа почвы
Измерения на заземляющих электродах в аналогичных почвах полезны для определения значения удельного сопротивления, применяемого при проектировании системы заземляющих электродов.
Рис.E23 — Удельное сопротивление (Ом · м) для разных типов грунта
| Тип почвы | Среднее значение удельного сопротивления в Ом · м |
|---|---|
| Болотистая почва, болота | 1–30 |
| Иловый намыв | 20–100 |
| Гумус, листовая плесень | 10–150 |
| Торф, дерн | 5–100 |
| Мягкая глина | 50 |
| Мергель и уплотненная глина | 100–200 |
| Юрский мергель | 30–40 |
| Песок глинистый | 50–500 |
| Кремнистый песок | 200–300 |
| Каменная земля | 1,500–3,000 |
| Травянисто-каменистый грунт | 300–500 |
| Меловая почва | 100–300 |
| Известняк | 1 000–5 000 |
| Известняк трещиноватый | 500–1 000 |
| Сланец, сланец | 50–300 |
| Слюдяной сланец | 800 |
| Гранит и песчаник | 1,500–10 000 |
| Модифицированный гранит и песчаник | 100–600 |
Фиг.E24 — Средние значения удельного сопротивления (Ом · м) для приблизительного размера заземляющего электрода
| Тип почвы | Среднее значение удельного сопротивления в Ом · м |
|---|---|
| Плодородная почва, уплотненная влажная насыпь | 50 |
| Засушливая почва, гравий, неуплотненный неравномерный насыпь | 500 |
| Каменистая почва, голый, сухой песок, трещиноватые породы | 3000 |
Измерение и постоянство сопротивления между заземляющим электродом и землей
Сопротивление поверхности раздела электрод / земля редко остается постоянным
Среди основных факторов, влияющих на это сопротивление, следующие:
- Сезонные изменения влажности почвы могут быть значительными на глубине до 2 метров.
- На глубине 1 метр удельное сопротивление и, следовательно, сопротивление может изменяться в соотношении от 1 к 3 между влажной зимой и засушливым летом в регионах с умеренным климатом. величина. Это одна из причин для рекомендации установки глубоких электродов, особенно в холодном климате
- Материалы, используемые для электродов, обычно в некоторой степени ухудшаются по разным причинам, например:
- Химические реакции (в кислых или щелочных почвах)
- Гальванический: из-за паразитных постоянных токов в земле, например, от электрических железных дорог и т. Д.или из-за разнородных металлов, образующих первичные клетки. Различные почвы, действующие на участки одного и того же проводника, также могут образовывать катодные и анодные области с последующей потерей поверхностного металла на последних участках. К сожалению, наиболее благоприятными условиями для низкого сопротивления заземляющего электрода (т. Е. Низкого удельного сопротивления грунта) также являются те, в которых легче всего протекают гальванические токи.
- Паяные и сварные соединения и соединения являются наиболее чувствительными к окислению местами.Обычно в качестве профилактических мер используется тщательная очистка нового стыка или соединения и обертывание подходящей липкой лентой.
Измерение сопротивления заземляющего электрода
Всегда должна быть одна или несколько съемных перемычек для изоляции заземляющего электрода, чтобы его можно было проверить.
Всегда должны быть съемные перемычки, которые позволяют изолировать заземляющий электрод от установки, чтобы можно было проводить периодические испытания сопротивления заземления.Для проведения таких испытаний требуются два вспомогательных электрода, каждый из которых представляет собой стержень с вертикальным приводом.
- Метод амперметра (см. Рис. E25)
Рис. E25 — Измерение сопротивления заземления заземляющего электрода установки с помощью амперметра
A = RT + Rt1 = UTt1i1 {\ displaystyle A = R_ {T} + {R_ {t1}} = {\ frac {U_ {Tt1}} {i_ {1}}}}
B = Rt1 + Rt2 = Ut1t2i2 {\ displaystyle B = R_ {t1} + R_ {t2} = {\ frac {U_ {t1t2}} {i_ {2}}}}
C = Rt2 + RT = Ut2Ti3 {\ displaystyle C = R_ {t2} + R_ {T} = {\ frac {U_ {t2T}} {i_ {3}}}}
Когда напряжение источника U является постоянным (устанавливается на одно и то же значение для каждого теста), тогда:
RT = U2 (1i1 + 1i3−1i2) {\ displaystyle R_ {T} = {\ frac {U} {2}} \ left ({\ frac {1} {i_ {1}}} + {\ frac {1} {i_ {3}}} — {\ frac {1} {i_ {2}}} \ right)}
Во избежание ошибок из-за паразитных токов заземления (гальванических, постоянных или токов утечки из силовых и коммуникационных сетей и т. Д.) Испытательный ток должен быть переменным, но с частотой, отличной от частоты энергосистемы или любого из его гармоники.Приборы, использующие для этих измерений генераторы с ручным приводом, обычно вырабатывают переменное напряжение с частотой от 85 до 135 Гц.
Расстояния между электродами не являются критическими и могут отличаться от исследуемого электрода в зависимости от условий на месте. Для перекрестной проверки результатов обычно проводится ряд тестов на разных расстояниях и направлениях.
- Использование омметра сопротивления заземления с прямым считыванием
В этих приборах используется генератор переменного тока электронного или ручного типа вместе с двумя вспомогательными электродами, расстояние между которыми должно быть таким, чтобы зона воздействия электрода Тестируемый электрод не должен перекрывать электрод (C).Тестовый электрод (C), наиболее удаленный от тестируемого электрода (X), пропускает ток через землю и тестируемый электрод, в то время как второй тестовый электрод (P) принимает напряжение. Это напряжение, измеренное между (X) и (P), связано с испытательным током и является мерой сопротивления контакта (испытываемого электрода) с землей. Ясно, что расстояние от (X) до (P) должно быть тщательно выбрано для получения точных результатов. Однако если расстояние от (X) до (C) увеличивается, зоны сопротивления электродов (X) и (C) становятся более удаленными друг от друга, и кривая потенциала (напряжения) становится более горизонтальной относительно точка (O).
Таким образом, при практических испытаниях расстояние от (X) до (C) увеличивается до тех пор, пока не будут сняты показания электрода (P) в трех разных точках, то есть в (P) и примерно на 5 метрах по обе стороны от (P), дают аналогичные значения. Расстояние от (X) до (P) обычно составляет около 0,68 расстояния от (X) до (C).
Рис. E26 — Измерение сопротивления массы заземляющего электрода (X) с помощью омметра для проверки заземляющих электродов
[a] принцип измерения основан на предполагаемых однородных почвенных условиях. 1 2 Если для заземляющих электродов используются оцинкованные проводящие материалы, могут потребоваться протекторные аноды катодной защиты, чтобы избежать быстрой коррозии электродов в агрессивных почвах. Специально подготовленные магниевые аноды (в пористом мешке, заполненном подходящей «почвой») доступны для непосредственного подключения к электродам. В таких условиях следует обратиться к специалисту.
- «Международная система единиц (СИ)». Bureau International des Poids et Mesures. 30 ноября 2010 г.
- «Международная система единиц от NIST». Октябрь 2000 г. Национальный институт стандартов и технологий. 30 ноября 2010 г.
- Начать работу с Dynatrace
- Какие новости
- Технологическая поддержка
- Установка и настройка
- Dynatrace Managed
- Базовые концепты
- Установка
- Настройка пользователей и групп
- Конфиденциальность данных
- Конфигурация
- Операция
- Высокая доступность премиум-класса
- Кластерный API
- Dynatrace Managed
Международная система единиц (СИ)
Название Système International d’Unités (Международная система единиц) и аббревиатура SI были введены 11-й Генеральной конференцией по мерам и весам (CGPM) в 1960 году.
Основными величинами, используемыми в СИ, являются длина, масса, время, электрический ток, термодинамическая температура, количество вещества и сила света. Базовые количества по соглашению считаются независимыми. Соответствующими базовыми единицами СИ были выбраны CGPM: метр, килограмм, секунда, ампер, кельвин, моль и кандела. Затем производные единицы СИ формируются как произведения степеней основных единиц в соответствии с алгебраическими соотношениями, которые определяют соответствующие производные величины в терминах основных величин.Если произведение мощностей не включает числовой коэффициент, кроме единицы, производные единицы называются согласованными производными единицами.
Обозначения количеств обычно представляют собой отдельные буквы, набранные курсивом, хотя они могут быть дополнены дополнительной информацией в нижних или верхних индексах или в скобках. Обратите внимание, что символы для количества — это только , рекомендуемые , в отличие от символов для единиц, стиль и форма которых — , обязательные .
Значение количества выражается как произведение числа и единицы, а число, умножающее единицу, является числовым значением количества, выраженного в этой единице.Числовое значение количества зависит от выбора единицы. Таким образом, значение конкретной величины не зависит от выбора единицы, хотя числовое значение будет различным для разных единиц. То же значение скорости v = d x / d t частицы может быть задано любым из выражений v = 25 м / с = 90 км / ч, где 25 — числовое значение скорости в метрах в секунду, а 90 — числовое значение скорости в километрах в час.
Базовые единицы СИ
| Базовое количество | Базовый блок СИ | ||
|---|---|---|---|
| Название базового количества | Символ | Название базовой единицы СИ | Символ |
| длина | l, x, r, и т. Д. | метр | м |
| масса | м | килограмм | кг |
| время, продолжительность | т | секунд | с |
| электрический ток | я, я | ампер | А |
| термодинамическая температура | Т | кельвин | К |
| количество вещества | n | моль | моль |
| сила света | I v | кандела | кд |
Примеры когерентных производных единиц СИ, выраженных в основных единицах
| Полученное количество | Когерентная производная единица СИ | ||
|---|---|---|---|
| Имя | Символ | Имя | Символ |
| площадь | А | квадратных метров | м 2 |
| объем | В | куб.м. | м 3 |
| скорость, скорость | v | метров в секунду | м с -1 |
| ускорение | a | метр в секунду в квадрате | м с -2 |
| волновое число | σ | счетчик обратный | м -1 |
| плотность, массовая плотность | ρ | килограмм на кубический метр | кг м -3 |
| поверхностная плотность | ρ A | килограмм на квадратный метр | кг м -2 |
| удельный объем | v | кубических метров на килограмм | м 3 кг -1 |
| плотность тока | j | ампер на квадратный метр | А м -2 |
| Напряженность магнитного поля | H | ампер на метр | А м -1 |
| количество концентрация, концентрация | с | моль на кубический метр | моль м -3 |
| массовая концентрация | ρ, γ | килограмм на кубический метр | кг м -3 |
| яркость | L v | кандел на квадратный метр | кд м -2 |
| показатель преломления | n | (число) один | 1 |
| относительная проницаемость | мкм r | (число) один | 1 |
Связанные производные единицы в системе СИ со специальными названиями и символами
| Когерентная производная единица СИ | ||||
|---|---|---|---|---|
| Полученное количество | Имя | Символ | Выражается в других единицах СИ | Выражается в базовых единицах СИ |
| плоский угол | радиан | рад | 1 | м м -1 |
| телесный угол | стерадиан | SR | 1 | м 2 м -2 |
| частота | герц | Гц | с -1 | |
| сила | ньютон | N | м кг с -2 | |
| давление, напряжение | паскаль | Па | Н / м 2 | м -1 кг с -2 |
| энергия, работа, количество тепла | джоуль | Дж | Н м | м 2 кг с -2 |
| мощность, лучистый поток | Вт | Вт | Дж / с | м 2 кг с -3 |
| электрический заряд, количество электроэнергии | кулон | С | с A | |
| разность электрических потенциалов, электродвижущая сила | вольт | В | Вт / | м 2 кг с -3 A -1 |
| емкость | фарад | F | C / V | м -2 кг -1 с 4 A 2 |
| электрическое сопротивление | Ом | Ом | В / А | м 2 кг с -3 A -2 |
| Электропроводность | siemens | S | A / V | м -2 кг -1 с 3 A 2 |
| магнитный поток | Вебер | Wb | В с | м 2 кг с -2 A -1 |
| Плотность магнитного потока | тесла | Т | Вт / м 2 | кг с -2 A -1 |
| индуктивность | генри | H | Вт / A | м 2 кг с -2 A -2 |
| Температура Цельсия | градусов Цельсия | ° С | К | |
| световой поток | люмен | лм | cd sr | кд |
| яркость | люкс | лк | лм / м 2 | м -2 кд |
| активность радионуклида | беккерель | Бк | с -1 | |
| Поглощенная доза, удельная энергия (переданная), керма | серый | Гр | Дж / кг | м 2 с -2 |
| эквивалент дозы, амбиентный эквивалент дозы, направленный эквивалент дозы, индивидуальный эквивалент дозы | зиверт | Sv | Дж / кг | м 2 с -2 |
| каталитическая активность | катал | кат | с -1 моль | |
Примеры когерентных производных единиц СИ, названия и символы которых включают когерентные производные единицы СИ со специальными названиями и символами
| Когерентная производная единица СИ | |||
|---|---|---|---|
| Полученное количество | Имя | Символ | Выражается в базовых единицах СИ |
| динамическая вязкость | паскаль-секунда | Па · с | м -1 кг с -1 |
| момент силы | Ньютон-метр | Н м | м 2 кг с -2 |
| поверхностное натяжение | ньютон на метр | Н / м | кг с -2 |
| угловая скорость | радиан в секунду | рад / с | м м -1 с -1 = с -1 |
| угловое ускорение | радиан на секунду в квадрате | рад / с 2 | м м -1 с -2 = с -2 |
| плотность теплового потока, энергетическая освещенность | Вт на квадратный метр | Вт / м 2 | кг с -3 |
| теплоемкость, энтропия | джоуль на кельвин | Дж / К | м 2 кг с -2 K -1 |
| удельная теплоемкость, удельная энтропия | джоуль на килограмм кельвина | Дж / (кг · К) | м 2 с -2 K -1 |
| удельная энергия | джоуль на килограмм | Дж / кг | м 2 с -2 |
| теплопроводность | ватт на метр кельвин | Вт / (м · К) | м кг с -3 K -1 |
| плотность энергии | джоуль на кубический метр | Дж / м 3 | м -1 кг с -2 |
| Напряженность электрического поля | вольт на метр | В / м | м кг с -3 A -1 |
| Плотность электрического заряда | кулонов на кубический метр | C / м 3 | м -3 с A |
| Плотность поверхностного заряда | кулонов на квадратный метр | C / м 2 | м -2 с A |
| Плотность электрического потока, электрическое смещение | кулонов на квадратный метр | C / м 2 | м -2 с A |
| диэлектрическая проницаемость | фарад на метр | Ф / м | м -3 кг -1 с 4 A 2 |
| проницаемость | генри на метр | Г / м | м кг с -2 A -2 |
| молярная энергия | джоуль на моль | Дж / моль | м 2 кг с -2 моль -1 |
| мольная энтропия, мольная теплоемкость | джоуль на моль кельвина | Дж / (моль К) | м 2 кг с -2 K -1 моль -1 |
| экспонирование (рентгеновское и гамма) | кулонов на килограмм | C / кг | кг -1 с A |
| Мощность поглощенной дозы | серого в секунду | Гр / с | м 2 с -3 |
| интенсивность излучения | Вт на стерадиан | Вт / ср | м 4 м -2 кг с -3 = м 2 кг с -3 |
| сияние | Вт на квадратный метр стерадиан | Вт / (м 2 ср) | м 2 м -2 кг с -3 = кг с -3 |
| концентрация каталитической активности | катал на кубический метр | кат / м 3 | м -3 с -1 моль |
Единицы, не входящие в систему СИ, принятые для использования в Международной системе единиц
| Кол-во | Наименование единицы | Символ для блока | Значение в единицах СИ |
|---|---|---|---|
| время, продолжительность | минут | мин. | 1 мин. = 60 с |
| час | ч | 1 ч = 60 мин = 3600 с | |
| день | d | 1 d = 24 ч = 86400 с | |
| плоский угол | градусов | ° | 1 ° = (π / 180) рад |
| минут | ‘ | 1 ‘= (1/60) ° = (π / 10 800) рад | |
| секунд | « | 1 «= (1/60) ‘= (π / 648 000) рад | |
| площадь | га | га | 1 га = 1 гм 2 = 10 4 м 2 |
| объем | литр | л, л | 1 L = 1 дм 3 = 10 -3 м 3 |
| масса | тонн | т | 1 т = 10 3 кг |
Несистемные единицы, значения которых в единицах СИ должны быть получены экспериментально
| Кол-во | Наименование единицы | Символ для блока | Значение в единицах СИ |
|---|---|---|---|
| Единицы, разрешенные для использования с SI | |||
| энергия | электронвольт | эВ | 1 эВ = 1.602 176 53 (14) × 10 -19 Дж |
| масса | дальтон | Да | 1 Da = 1,660 538 86 (28) × 10 -27 кг |
| единица атомной массы | u | 1 u = 1 Да | |
| длина | астрономическая единица | ua | 1 шт. = 1,495 978706 91 (6) × 10 11 м |
| Натуральные единицы (н.у.) | |||
| скорость, скорость | естественная единица скорости (скорость света в вакууме) | c o | 299 792 458 м с -1 |
| действие | натуральная единица действия (приведенная постоянная Планка) | ℏ | 1.054571 68 (18) × 10 -34 Дж |
| масса | натуральная единица массы (масса электрона) | м e | 9,109 382 6 (16) × 10 -31 кг |
| время, продолжительность | натуральная единица времени | ℏ / ( м e c o 2 ) | 1,288 088 667 7 (86) × 10 -21 с |
| Атомные единицы (a.ед.) | |||
| заряд | атомная единица заряда, (элементарный заряд) | e | 1,602 176 53 (14) × 10 -19 С |
| масса | атомная единица массы, (масса электрона) | м e | 9,109 382 6 (16) × 10 -31 кг |
| действие | атомная единица действия (приведенная постоянная Планка) | ℏ | 1.054571 68 (18) × 10 -34 Дж |
| длина | атомная единица длины, бор (боровский радиус) | a o | 0,529 177210 8 (18) × 10 -10 м |
| энергия | атомная единица энергии, Хартри (энергия Хартри) | E h | 4,359 744 17 (75) × 10 -18 Дж |
| время, продолжительность | атомная единица тима | ℏ / E h | 2.418884326505 (16) × 10 -17 с |
Прочие единицы, не относящиеся к системе СИ
| Кол-во | Наименование единицы | Символ для блока | Значение в единицах СИ |
|---|---|---|---|
| давление | бар | бар | 1 бар = 0,1 МПа = 10 5 Па |
| миллиметр ртутного столба | мм рт. Ст. | 1 мм рт. Ст. ≈ 133,322 Па | |
| длина | ангстрём | Å | 1 Å = 0.1 нм = 10 -10 м |
| расстояние | морская миля | M | 1 M = 1852 м |
| площадь | сарай | б | 1 b = 100 фм 2 = 10 -28 м 2 |
| скорость, скорость | узел | кун | 1 кн = (1852/3600) м с -1 |
| логарифмическое отношение величин | непер | Np | |
| пояс | B | ||
| децибел | дБ |
Несистемные единицы измерения, связанные с системой единиц CGS
| Кол-во | Наименование единицы | Символ для блока | Значение в единицах СИ |
|---|---|---|---|
| энергия | эрг | эрг | 1 эрг = 10 -7 Дж |
| сила | dyne | дин | 1 дин = 10 -5 N |
| динамическая вязкость | равновесие | -п. | 1 P = 1 дин с см -2 = 0.1 Па с |
| кинематическая вязкость | сток | ул | 1 St = 1 см 2 с -1 = 10 -4 м 2 с -1 |
| яркость | стильб | сб | 1 сбн = 1 кд см -2 = 10 4 кд м -2 |
| освещенность | фото | ф. | 1 фаза = 1 кд ср см -2 = 10 4 лк |
| ускорение | галлон | галлон | 1 галлон = 1 см с -2 = 10 -2 м с -2 |
| магнитный поток | Максвелл | Mx | 1 Mx = 1 G см 2 = 10 -8 Wb |
| Плотность магнитного потока | гаусс | G | 1 G = 1 Mx см -2 = 10 -4 T |
| магнитное поле | œrsted | Oe | 1 Oe ≙ (10 3 / 4π) А м -1 |
Префиксы SI
| Фактор | Имя | Символ | Фактор | Имя | Символ |
|---|---|---|---|---|---|
| 10 1 | дека | da | 10 -1 | деци | d |
| 10 2 | га | ч | 10 -2 | санти | с |
| 10 3 | кг | к | 10 -3 | милли | м |
| 10 6 | мега | M | 10 -6 | микро | мкм |
| 10 9 | гига | G | 10 -9 | нано | n |
| 10 12 | тера | Т | 10 -12 | пик | с. |
| 10 15 | пета | -п. | 10 -15 | фемто | f |
| 10 18 | exa | E | 10 -18 | атто | a |
| 10 21 | зетта | Z | 10 -21 | zepto | z |
| 10 24 | йотта | Y | 10 -24 | лет | y |
Имена и символы для десятичных кратных и дольных единиц единицы массы образуются путем присоединения имен префиксов к названию единицы «грамм» и символов префикса к символу единицы «g».
Эти префиксы SI относятся строго к степеням 10. Их не следует использовать для обозначения степеней двойки (например, один килобит представляет 1000 битов, а не 1024 бита). Имена и символы для префиксов, соответствующих 2 10 , 2 20 , 2 30 , 2 40 , 2 50 и 2 60 , соответственно: kibi, Ki; Меби, Ми; гиби, Ги; теби, ти; пеби, Пи; и exbi, Ei. Таким образом, например, один кибибайт будет записан: 1 KiB = 2 10 B = 1024 B, где B обозначает байт.Хотя эти префиксы не являются частью SI, их следует использовать в области информационных технологий, чтобы избежать неправильного использования префиксов SI.
Библиография:
Показания газового счетчика | Перевести единицы газа в кВтч
Очень важно снимать и регулярно отправлять точные показания счетчика газа вашему поставщику энергии — если вы не знаете, как правильно пользоваться счетчиками, вы не можете быть уверены, что вам выставляют счет правильно.
Большинство поставщиков электроэнергии и газа оценят ваше энергопотребление, но если вы регулярно предоставляете им точные показания газовых счетчиков, вы, скорее всего, заплатите за фактически использованную энергию, а не по предположениям поставщиков.
Поставщики энергии измеряют газовые единицы в киловатт-часах (кВтч), но ваш счетчик может отображать ваше потребление в кубических футах (фут3) или кубических метрах (м3), и в этом случае вам необходимо преобразовать единицы измерения газа в кВтч из м3 или фут³.
Мы покажем вам, как это сделать чуть позже, но самый простой способ преобразовать м3 в кВтч — использовать наш калькулятор показаний счетчика газа, представленный ниже.
Просто выберите тип имеющегося у вас измерителя — британские метры показывают показания в футах, а метрические метры показывают показания в кубометрах — и введите цифру в поле.Наш инструмент для преобразования газа затем преобразует единицы измерения расхода газа в кВт / ч и предоставит вам точную цифру, чтобы вы могли убедиться, что с вас взимается правильная плата за то, что вы используете, и показания, которые у вас есть.
Для имперских метров значение измеряется в сотнях кубических футов (100 футов³), поэтому, если ваш счетчик показывает использование 1, вы фактически использовали 100 футов³.
Затем полученное значение умножается на 2,83 для преобразования в кубические метры (если показание поставщику было предоставлено в кубических футах, то это значение следует умножить на 0.0283).
Если вам нужна дополнительная помощь в снятии показаний счетчика газа, загляните на нашу страницу «Показания счетчиков газа и электроэнергии».
Зачем снимать показания газового счетчика?
Очень важно снимать точные показания газового счетчика, чтобы не переплачивать за электроэнергию или недоплачивать ее.
Если вы не показываете регулярные показания, ваш поставщик будет основывать ваши счета на том, сколько газа он предполагает, что вы используете, и эта оценка может быть неточной до такой степени, что это будет стоить вам денег — переплата может означать, что вам трудно платить за энергию. счета, а недоплата может быстро привести к тому, что вы попадете в долги перед поставщиком энергии.
Также очень удобно знать, сколько вы фактически используете, чтобы у вас было больше возможностей менять поставщиков после истечения срока действия контракта.
И вам также необходимо знать, какой у вас тип газового счетчика, чтобы гарантировать правильную зарядку. Если вы подумываете о переключателе энергии, всегда полезно знать, какие типы счетчиков у вас есть, и сообщить об этом своему поставщику.
Какие бывают типы газовых счетчиков?
Ниже приведены иллюстрации и примеры типов газовых счетчиков.Это поможет вам лучше определить собственный счетчик дома. Это будет либо имперский, либо метрический счетчик газа.
Имперские счетчики газа
Если ваш счетчик — старый британский газовый счетчик, который будет измерять газ в кубических футах, на передней панели счетчика будут отображаться слова «кубические футы» или буквы ft3.
Счетчики газа метрические
Если ваш счетчик является более новым метрическим счетчиком, который измеряет газ в кубических метрах, он будет указывать «кубические метры» или отображать M3 на передней панели счетчика.
Чем показания газа отличаются от показаний электричества
Потребление электроэнергии обычно указывается в киловатт-часах (кВтч) на вашем счетчике и в счете, но газ может обозначаться либо как единицы на вашем счетчике, либо как киловатт-часы в вашем счете. Если вы этого не знаете, это может привести к путанице.
Чтобы помочь вам лучше понять использование газа в зависимости от того, сколько вы платите, калькулятор показаний счетчика газа в верхней части страницы рассчитывает газовое покрытие в единицах к кВтч.Все, что вам нужно сделать, это указать, какой у вас метр, имперский или метрический и сколько единиц вы использовали. Калькулятор сделает всю остальную работу за вас!
Что делать с показаниями газового счетчика
После того, как вы записали показания счетчика, проверьте свой последний счет и посмотрите, каковы были расчетные показания. Если истинное число меньше предполагаемого, значит, вы переплатили. В этом случае вы имеете право на возмещение от вашей газовой компании, и вам стоит узнать, как получить возмещение от вашей энергетической компании.
Если вы недоплачиваете, то чем раньше вы обратитесь к поставщику, тем лучше. Вам нужно будет увеличить ваши прямые дебетовые платежи или выплатить их за один раз, если это небольшая сумма, но чем быстрее вы свяжетесь с поставщиком, тем меньше у вас накопится задолженность. После того, как вы выплатили свою задолженность, вы можете искать более дешевого поставщика.
Если вы закрываете свой счет у текущего поставщика, вам нужно будет отправить ему точные показания счетчика. Вам также нужно будет отправить показания вашему новому поставщику, чтобы убедиться, что ваши новые счета точны.
У поставщиков часто есть выделенная телефонная линия, по которой вы можете позвонить, чтобы сообщить свои собственные показания счетчиков. Этот номер должен быть четко указан в вашем счете. Некоторые компании автоматически отправят вам новый счет на основе вашего чтения.
Что такое поправочный коэффициент объема при переводе единиц газа в кВтч?
Коэффициент поправки на объем используется для учета температуры, давления и атмосферных условий на участке. Этот коэффициент обычно равен 1,02264, если в вашей семье нет необычных атмосферных условий.Обычно вы можете найти этот номер в счете за газ.
Какая теплотворная способность при переводе единиц газа в кВтч?
Теплотворная способность (CV) — это количество энергии, содержащейся в газе, и измеряется в мегаджоулях на кубический метр (МДж / м в кубе).
CV газа в каждой Местной зоне распределения постоянно измеряется национальной энергосистемой, которая отправляет это значение вашему поставщику газа, который затем использует его для своих расчетов. Как правило, CV источника газа составляет 37.5 и 43,0 МДж / м куб. Вы можете использовать 40,0 как число по умолчанию, если у вас нет точной цифры.
Как сменить поставщика энергии
Как сменить поставщика энергии на UKPower. Просто введите свой почтовый индекс, и мы сравним цены на энергию от ряда поставщиков. Затем вы выбираете тот, который вам больше нравится, а мы позаботимся обо всем остальном.
Когда вы узнаете, сколько газа вы потребляете, вы можете сравнить цены на газ и электроэнергию, чтобы увидеть, можете ли вы найти более дешевое предложение в другом месте.
ИнструментUKPower для сравнения энергии может сравнивать предложения от широкого круга поставщиков за считанные минуты. Все, что вам нужно сделать, это выбрать тот, который вам больше всего нравится, а мы сделаем остальную часть переключателя энергии за вас, сообщив вашему текущему поставщику о вас » вы уходите и говорите своему новому провайдеру, что присоединитесь к нему.
Переключение будет завершено в течение 21 дня, и на вашем участке не будет ни земляных, ни буровых работ, так как ваш газ будет подаваться через существующие трубы.
Чтобы провести сравнение цен на энергию, просто введите свой почтовый индекс в поле ниже.
Расчет потребления мониторинга Dynatrace | Справка Dynatrace
Калькулятор преобразования скорости
Использование калькулятора
Скорость — это скорость изменения положения объекта независимо от направления движения.Идите вперед или назад со скоростью 2 метра в секунду, и ваша скорость будет именно такой: 2 м / с. Скорость — это скорость в контексте направления. Допустим, вы снова шли назад; ваша скорость минус 2 м / с, хотя ваша скорость все равно положительная.
Для большинства научных приложений единицей СИ для скорости и скорости являются метры в секунду (м / с), хотя иногда при измерении скорости транспортных средств используются километры в час (км / ч).Английская система обычно выражает скорость в милях в час (миль / ч) или иногда в футах в секунду (фут / с), в то время как морские суда обычно используют узлы или морские мили в час.
Как преобразовать единицы скорости
Преобразования выполняются с использованием коэффициента преобразования. Зная коэффициент преобразования, преобразование единиц может стать простой задачей умножения:
S * C = E
Где S — наше начальное значение, C — наш коэффициент пересчета, и E — наш конечный результат преобразования.
Чтобы просто преобразовать любую единицу измерения в метры в секунду , например, из 5 миль в час, просто умножьте на значение преобразования в правом столбце таблицы ниже.
5 миль / ч * 0,44704 [(м / с ) / (миль / ч)] = 2,2352 м / с
Для преобразования из м / с в единицы в левом столбце разделите на значение в правом столбце или, умножив на обратную величину, 1 / x.
2,2352 (м / с) / 0,44704 [(м / с ) / (миль / ч)] = 5 миль / ч
Для преобразования любых единиц в левом столбце, например, из A в B, вы можете умножить на коэффициент A, чтобы преобразовать A в метры в секунду. , затем разделите на коэффициент B, чтобы преобразовать количество метров в секунду. Или вы можете найти единственный фактор, который вам нужен, разделив фактор A на фактор B.
Например, чтобы преобразовать мили в час в километры в час, нужно умножить на 0,44704, а затем разделить на 0,2777778. Или умножьте на 0,44704 / 0,27777778 = 1,6093439. Итак, чтобы напрямую преобразовать из миль / ч в км / ч (км / ч), вы умножаете на 1,6093439.
Единицы, символы и значения преобразования
используется в этом калькуляторе скорости
сантиметр в минуту
см / мин
метра в секунду
0.0001667
сантиметра в секунду
см / с
метра в секунду
0,01
фут в час
фут / ч
метра в секунду
8.46667E-05
фут в минуту
фут / мин
метра в секунду
0.00508
фут в секунду
фут / с
метра в секунду
0,3048
дюймов в минуту
дюйм / мин
метра в секунду
0,000423333
дюйма в секунду
дюйм / с
метра в секунду
0.0254
километр в час
метра в секунду
0,2777778
километров в секунду
км / с
метра в секунду
1000
узел (морские миль / ч)
кун
метра в секунду
0.5144444
узла (Великобритания)
кун
метра в секунду
0,5148
метра в час
м / ч
метра в секунду
0,0002777778
метра в минуту
м / мин
метра в секунду
0.01667
миль в час
метра в секунду
0,44704
миля в минуту
миль / мин
метра в секунду
26,8224
миля в секунду
миль / с
метра в секунду
1609.344
скорость света (вакуум)
с
метра в секунду
2997
ярдов в час
ярдов / ч
метра в секунду
0,000254
ярдов в минуту
ярдов / мин
метра в секунду
0.01524
ярдов в секунду
ярдов / с
метра в секунду
0,9144
Ссылки / Дополнительная литература
Национальный институт стандартов и технологий (NIST) — Руководство NIST по использованию Международной системы единиц — Приложение B, подразделы Б.8 факторов для единиц, перечисленных в алфавитном порядке и B.9 Факторы для единиц, перечисленных по виду количества или области науки.
Лиде, Дэвид Р., Дэниел (главный редактор). Справочник CRC по химии и физике, 89-е издание New York, NY: CRC Press, p. 1-28, 2008.
авторов Википедии. «Преобразование единиц» Википедия, Бесплатная энциклопедия. Википедия, The Free Encyclopedia, последний раз посещалась 26 июня.2011 г.
Сколько? Словарь единиц измерения по адресу http://www.unc.edu/~rowlett/units/
World Oil Statistics — Worldometer
Сводная таблица
| 1,650,585,140,000 | баррелей | |||
| 35,442,913,090 | баррелей в год | 211 | 1 9 9 1 1 1 9 | |
Запасы / потребление | 47 | (осталось лет) |
Мировые запасы нефти
См. Также: Список стран по запасам нефти
Доказанные запасы нефти в мире на 2016 год составляют 1,65 трлн баррелей .
Доказанные запасы в мире эквивалентны , в 46,6 раз превышающим годовой уровень потребления . Это означает, что в нем осталось около 47 лет нефти (при текущих уровнях потребления и без учета недоказанных запасов).
Запасы нефти
1,650,585,140,000 баррелей 47 лет осталось нефти
(при текущих уровнях потребления)
История доказанных мировых запасов нефти
Мировое потребление нефти
См. Также: Список стран по потреблению нефти
- По состоянию на 2016 год мир потребляет 35,442,913,090 баррелей нефти , что эквивалентно 97,103,871 баррелей в день .
- Мировое потребление нефти на душу населения составляет 5 баррелей нефти (199 галлонов) на человека в год (исходя из численности мирового населения в 2016 г., составляющего 7 464 022 049 человек) или 0,5 галлонов на душу населения в день.
История мирового потребления нефти
| # | Страна | Запасы нефти (баррелей) в 2016 году | Мировые Доля | |
|---|---|---|---|---|
| 1 90,000161 | Венесуэла 6016 | ,9162%|||
| 2 | Саудовская Аравия | 266,578,000,000 | 16,2% | |
| 3 | Канада | 170,863,000,000 | 10,4% | 09 |
| 0 9 | ||||
| 0 9 | ||||
| 5 | Ирак | 143,069,000,000 | 8,7% | |
| 6 | Кувейт | 101,500,000,000 | 6.1% | |
| 7 | Объединенные Арабские Эмираты | 97 800 000 000 | 5,9% | |
| 8 | Россия | 80 000 000 000 | 4,8% | 000 |
| 10 | Нигерия | 37,070,000,000 | 2,2% | |
| 11 | США | 35,230,000,000 | 2.About the author |