Помогите прочитать сноску под чертежом!!!
mackeila_21
Свой
- #1
Друзья, под чертежом есть сноска: «катет сварного шва принять по наименьшей толщине свариваемых деталей с коэффициентом 1,2»
что означает этот коэффициент????
Игорь Антонович
Дефектоскопист всея Руси
- #2
mackeila_21 написал(а):
Друзья, под чертежом есть сноска: «катет сварного шва принять по наименьшей толщине свариваемых деталей с коэффициентом 1,2»
что означает этот коэффициент????Нажмите для раскрытия…
наименьшую толщину х на 1,2
mackeila_21
Свой
- #3
А для чего он нужен и кто определяет этот коэффициент ?
Игорь Антонович
Дефектоскопист всея Руси
-
 08.2016″ data-time-string=»06:11″ title=»22.08.2016 в 06:11″ itemprop=»datePublished»>22.08.2016
08.2016″ data-time-string=»06:11″ title=»22.08.2016 в 06:11″ itemprop=»datePublished»>22.08.2016
- #4
mackeila_21 написал(а):
А для чего он нужен и кто определяет этот коэффициент ?
Нажмите для раскрытия…
проектировщик (прочнисты)
mackeila_21
Свой
- #5
а для чего этот коэффициент? разве указанного катета недостаточно???
Михаил57
Дефектоскопист всея Руси
-
 08.2016″ data-time-string=»07:00″ title=»22.08.2016 в 07:00″ itemprop=»datePublished»> 22.08.2016
08.2016″ data-time-string=»07:00″ title=»22.08.2016 в 07:00″ itemprop=»datePublished»> 22.08.2016
- #6
mackeila_21 написал(а):
а для чего этот коэффициент? разве указанного катета недостаточно???
Нажмите для раскрытия…
Странно, что 1,2. Должен быть 1,41 по условию равнопрочности углового сварного соединения и основного металла.
Поясняю: самое «слабое» сечение углового шва проходит по гипотенузе. Длинна гипотенузы 0,707 от катета шва. Чтобы гипотенуза равнялась толщине тонкой (из свариваемых) деталей, катет надо делать 1,41 толщины тонкой (из свариваемых) детали.ardon:
mackeila_21
Свой
-

- #7
я запуталась))) наименьшую толщину свариваемой детали нужно умножить или разделить на коэффициент???
Михаил57
Дефектоскопист всея Руси
- #8
mackeila_21 написал(а):
я запуталась))) наименьшую толщину свариваемой детали нужно умножить или разделить на коэффициент???
Нажмите для раскрытия.
..
 ..
..Умножить.
Nady
Дефектоскопист всея Руси
- #9
Михаил57 написал(а):
Длинна гипотенузы 0,707 от катета шва.
Нажмите для раскрытия…
Пифагор трясется мелкой дрожью
Михаил57
Дефектоскопист всея Руси
-
 08.2016″ data-time-string=»08:25″ title=»22.08.2016 в 08:25″ itemprop=»datePublished»>22.08.2016
08.2016″ data-time-string=»08:25″ title=»22.08.2016 в 08:25″ itemprop=»datePublished»>22.08.2016
- #10
Nady написал(а):
Пифагор трясется мелкой дрожью
Нажмите для раскрытия…
Нет, тут тригонометрия, однако.
Kaktus_SPb
Дефектоскопист всея Руси
- #11
Михаил57 написал(а):
Странно, что 1,2.
Поясняю: самое «слабое» сечение углового шва проходит по гипотенузе. Длинна гипотенузы 0,707 от катета шва. Чтобы гипотенуза равнялась толщине тонкой (из свариваемых) деталей, катет надо делать 1,41 толщины тонкой (из свариваемых) детали.ardon:Нажмите для раскрытия…
 Должен быть 1,41 по условию равнопрочности углового сварного соединения и основного металла.
Должен быть 1,41 по условию равнопрочности углового сварного соединения и основного металла. Есть ГОСТ 5264-80*. РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ.Основные типы, конструктивные элементы и размеры.
А там пункт 9:
«Размер и предельные отклонения катета углового шва К, К1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.»
What, Symbol, Diagram, Process, Machine, Strength And Several Facts —
Угловой сварной шов — это непрерывный сварной шов, используемый для соединения двух металлических деталей, образующих угол, в большинстве случаев под углом 90 градусов друг к другу.
Угловые швы могут иметь треугольную, вогнутую, выпуклую или плоскую форму в зависимости от метода сварки. Наиболее часто используемый тип сварки в производственных отраслях, охватывающий широкий спектр (почти 70-80%) соединений, выполненных методом дуговой сварки.
Неплавящиеся процессы, такие как пайка твердым припоем и пайка, также используются для углового сварного соединения.
Угловые сварные швы рассматриваются как Т-образные соединения, в которых две металлические детали соединяются друг с другом, образуя прямой угол, а также рассматриваются как соединения внахлестку, где одна часть металла перекрывает другую часть металла.
Что такое угловой шов?Угловой шов требует меньшей подготовки кромок и имеет почти треугольное поперечное сечение.
Угловой сварной шов очень экономичен, а также является простым методом соединения, поэтому он является одним из наиболее широко используемых типов сварки в производственной отрасли. Разные Для получения углового сварного шва используются такие процессы дуговой сварки, как металлическая дуга, вольфрамовая дуга, экранированная металлическая дуга и т. д.
Разные Для получения углового сварного шва используются такие процессы дуговой сварки, как металлическая дуга, вольфрамовая дуга, экранированная металлическая дуга и т. д.
В сварочной промышленности угловые швы чаще всего используются для различных целей.
Обычно сварщики предпочитают угловые сварные швы, когда хотят соединить фланцы с трубами, приварить поперечные сечения инфраструктуры и заменить болты, поскольку они недостаточно прочны и имеют высокие шансы износа.
Угловой сварной шовУгловой сварной шов возникает, когда две металлические поверхности или другие формы соединяются или привариваются друг к другу перпендикулярно или под углом.
Тройник, соединение внахлестку, угловое соединение – все они подпадают под угловой сварной шов. Угловые швы приобретают вид треугольника и в зависимости от техники сварщика и различных параметров могут иметь вогнутую, плоскую или выпуклую поверхность.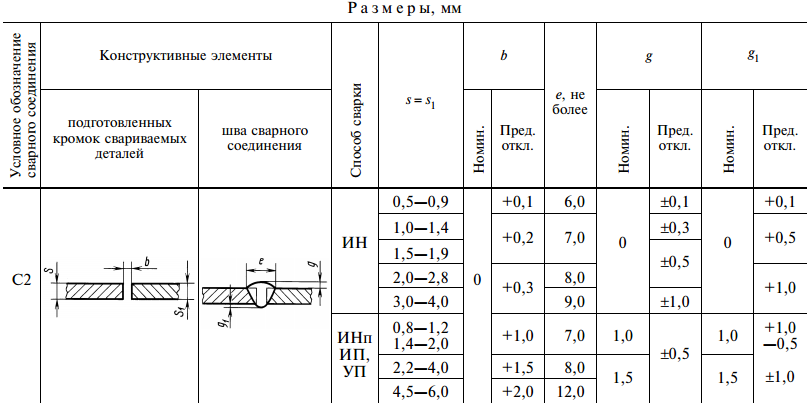
Символы также дают различные размеры сварного шва, такие как длина катета, длина сварного шва, промежутки между сварными швами. Прочность сварного шва также указывается с помощью комбинации букв и цифр, как и E60.
Символы углового сварного шваОсновной символ для углового сварного шва имеет форму треугольника, состоящего из базовой линии, стрелки и хвоста.
Треугольник лежит либо ниже, либо выше базовой линии, острие стрелки всегда указывает на место сварки. Хвост является необязательным элементом символа, который дает информацию о сварном шве.
В ISO 2553 в качестве базовой линии используется система, состоящая из одной сплошной и одной пунктирной линии, расположенных параллельно друг другу. Если символ состоит из одной контрольной линии с треугольником над линией, это означает, что сварной шов будет находиться на противоположной стороне стрелки.
Если соединение состоит из двух скруглений, то для обозначения используют стрелку с двумя треугольниками выше и ниже базовой линии. Для непрерывного сварного шва вокруг стыка вокруг точки соединения базовой линии и стрелки, указывающей на стык, помещается небольшой кружок.
Для непрерывного сварного шва вокруг стыка вокруг точки соединения базовой линии и стрелки, указывающей на стык, помещается небольшой кружок.
Для описания эстетики сварного шва используются различные символы. Для вогнутого сварного шва для представления используется простая кривая, направленная от гипотенузы углового треугольника, а для выпуклого сварного шва — кривая, направленная к гипотенузе.
Части углового сварного шваОбычно используемые конструкции соединений для угловых сварных швов представляют собой тройниковое соединение, соединение внахлестку и угловое соединение, в каждом из соединений две поверхности находятся под прямым углом друг к другу.
Различные части углового соединения можно объяснить с помощью рисунка ниже:
Различные части углового соединения; Кредит изображения: ВикипедияЧасти углового сварного шва можно увидеть на рисунке выше: ножка, корень, лицо, носок и горловина. Длина (5) представляет собой толщину шва, расстояние от центральной точки лицевой поверхности галтели до основания углового соединения.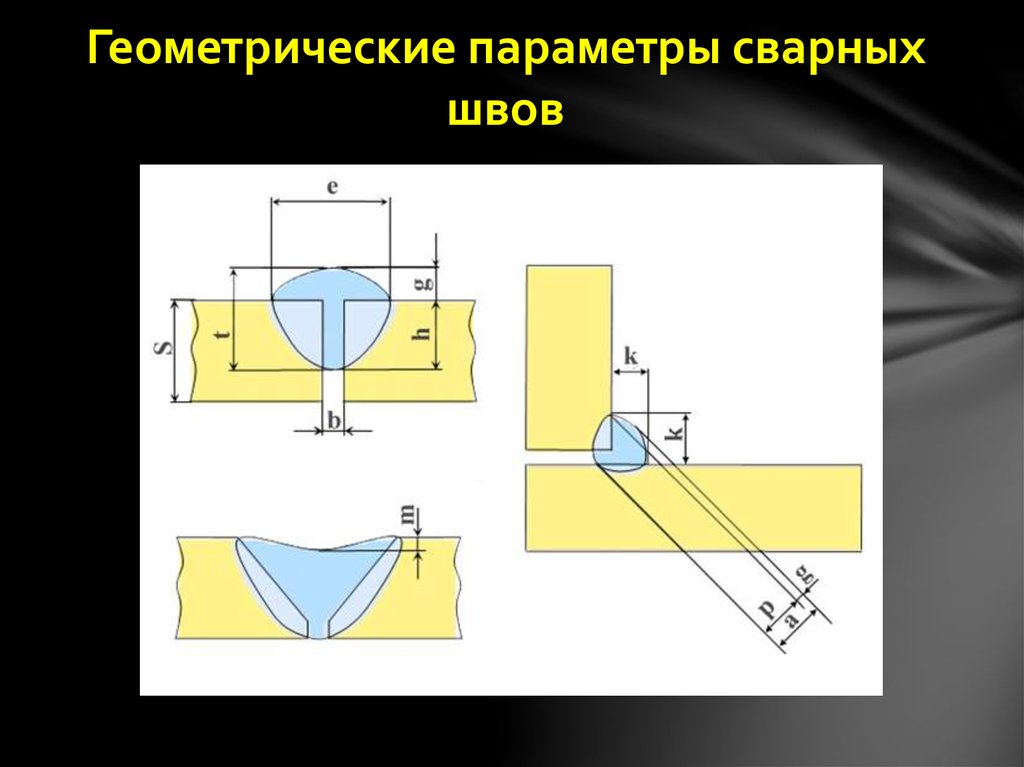
Толщина шва должна быть равна толщине свариваемой металлической детали. Используя длину горловины, мы можем рассчитать прочность, которую может выдержать угловой шов.
Длина стороны (1) представляет собой две стороны треугольного скругления. Для указания размера сварного шва используется длина катета галтели. Торец (3) дает внешний вид сварного шва, корень (2) представляет собой самую глубокую часть провара.
Как измерить размер углового сварного шва?На техническом чертеже символ скругления может состоять из размеров сварного шва.
Мы можем определить размер сварного шва по-разному, например, длину сварного шва, размер ножек, измерение зазора между сварными швами.
В символе размер полки указан слева, для углового соединения с неравным размером полки мы должны указать оба размера, например 1″ x 1.3″. С другой стороны, для сварного шва с одинаковыми размерами катетов для представления достаточно одного размера.
В правой части углового треугольника указываем длину сварного шва. В случае двойного галтеля размеры указываются отдельно для обеих сторон соединения. Если угловой шов не сплошной, длина и шаг между центрами прерывистых угловых швов указываются справа от символа.
Формула размера углового сварного шваРасчет минимального и максимального размера углового шва необходим для того, чтобы выдерживать максимальные напряжения, действующие на сварной шов.
Мы всегда предпочитаем оптимальное значение для сварного соединения, необходим точный расчет для получения правильного размера углового шва. Если проектировщик выбирает размер сварного шва выше оптимального значения, это не добавляет прочности сварному соединению, вместо этого наблюдается увеличение металла шва, рабочей силы и затрат.
Чтобы определить длину стороны углового сварного шва, мы всегда должны помнить, что минимальный размер стороны должен составлять 3/4 толщины листа, а при неравной толщине листа следует выбирать более тонкий.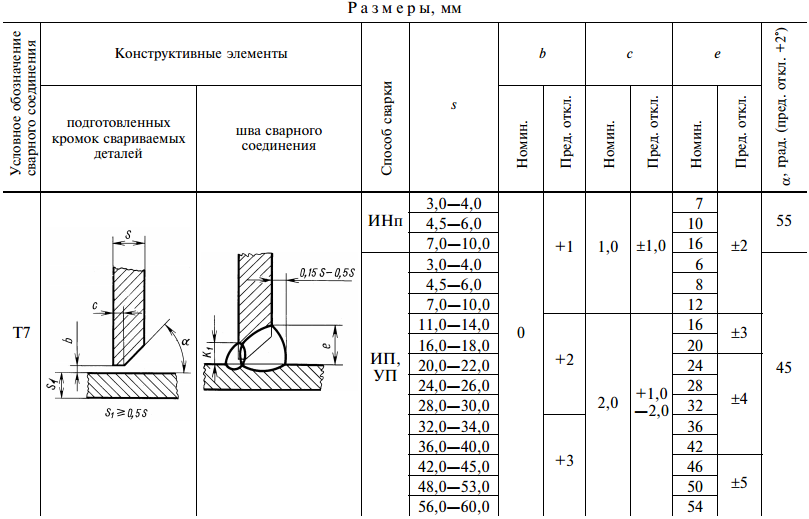
Минимальный размер углового сварного шва = 3/4, t = толщина углового шва, учитывая двустороннее сварное угловое соединение с полноразмерным угловым швом. Только для одной стороны Филейная ножка должна быть удвоена.
Эффективная длина углового шваАдаптируемость на месте и простота изготовления являются преимуществами, которые заставляют угловой шов отказаться от одного элемента. Один элемент перекрывает другой, поэтому требуется меньшая точность при подгонке.
Чтобы вычислить эффективную длину углового шва, мы должны вычесть удвоенный размер углового шва из общей длины углового шва.
Эффективная длина скругления, lэфф = л – 2 . Z
lэфф должен иметь минимальное значение, в четыре раза превышающее размер сварного шва, lэфф > 4 . Z
Длина сварного шва, показанная на диаграмме, считается эффективной длиной шва и 2 . Z — дополнительная длина, предоставленная сварщиком.
Поперечное сечение углового сварного шва может быть представлено прямоугольным треугольником, а перпендикулярное расстояние гипотенузы от точки пересечения катетов известно как толщина шва.
Пошаговый метод расчета толщины горловины приведен ниже:Поперечный разрез углового сварного шва
На приведенном выше рисунке для треугольника ABC Z = размер стороны или размер сварного шва.
BD= толщина горловины=t
Длина шва=l
Минимальная площадь горловины получается на горловине BD, которая определяется произведением t и Z.
Теперь т = г cos 450 Или 0.707 Z
Минимальная площадь сварного шва или площадь горловины
A= толщина шва X длина сварного шва=0.707 Z l
Если оt— допустимое растягивающее напряжение для металла шва, тогда предел прочности соединения для одиночного углового шва
P=площадь горловины x допустимая прочность на растяжение=
Соединение с двойным скруглением,
Угловой сварной шовХотя угловые соединения очень распространены, перед выполнением такого сварного шва необходимо учитывать различные аспекты.
Толщина шва и размер стороны всегда должны быть в пределах определенного диапазона для идеального углового шва.
Немного сложно добиться правильного размера сварного шва, сохраняя требуемую длину катета и толщину шва. Как правило, проектировщики допускают коэффициент безопасности при расчете размера, поэтому размер сварного шва, указанный на производственном чертеже, обычно больше требуемого проектного размера.Различные конструкции угловых соединений
Угловые сварные швы можно определить двумя терминами: Z = размер сварного шва или размер стороны и t = размер горловины.
Горловина – это минимальное поперечное сечение сварного шва, расположенное под углом 45°.0 по размеру ноги.
Теперь т = г cos 450 Или 0.707 Z
Размер сварного шва определяется размером его стороны (Z).
Параллельный угловой шов разрушается при сдвиге в горловине.
Прочность одинарного углового шва
Где l= длина всего сварного шва
= максимально допустимое касательное напряжение
P = нагрузка, действующая на пластины.
Угловые соединения бывают двух типов: поперечное соединение и параллельное соединение. Основная цель конструкции поперечного углового соединения — выдерживать прочность на растяжение.
В поперечном угловом шве направление шва перпендикулярно направлению силы, действующей на соединение, а в параллельном шве направление шва параллельно направлению силы, действующей на соединение. Поперечный шов можно разделить на одинарный и двойной поперечный угловой шов.
Одиночный поперечный шов может деформироваться от края, который не приварен, это основной недостаток одиночного поперечного шва. При поперечном угловом сварном шве нагрузка считается растягивающей, потому что нагрузка перпендикулярна сварному шву.
Несущая способность или прочность сварного шва σt = F/A, где
σt= предел прочности сварного шва
F = усилие, которое может выдержать сварной шов
A = эффективная площадь сварного шва
Эффективное, учитывая, что обе ноги равны, теоретическое горло будет г cos 450
Или 0.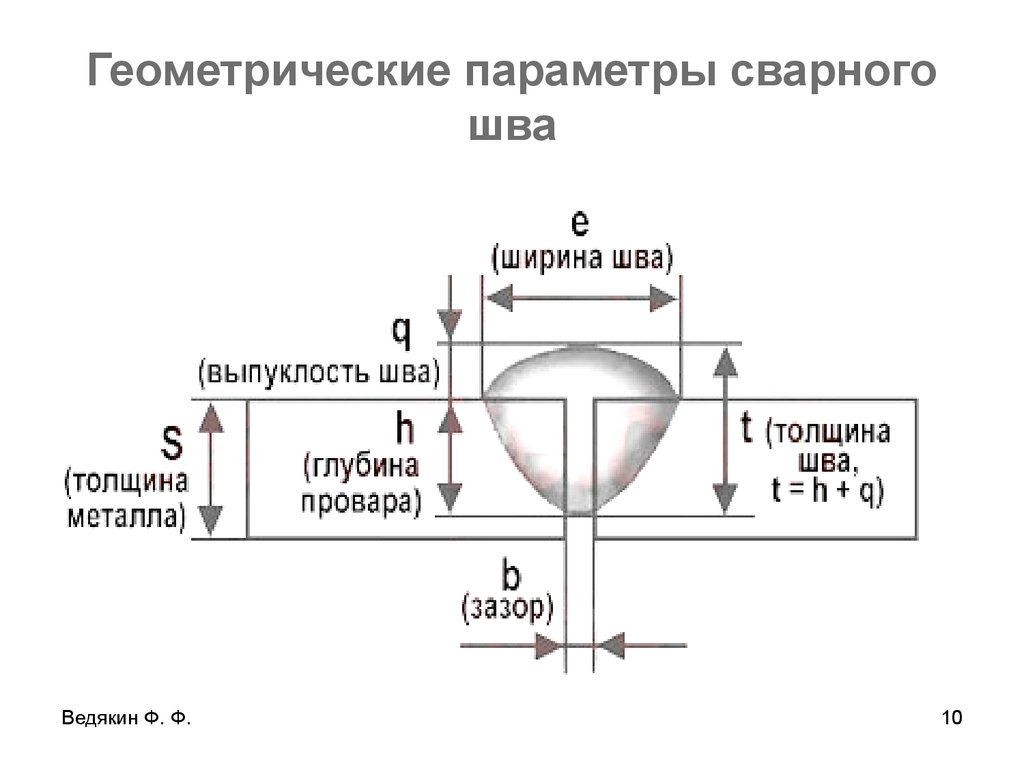 707 Z
707 Z
Для всех угловых соединений площадь может быть рассчитана путем умножения ширины сварного шва на длину катета (z) сварного шва.
Если оt допустимое растягивающее напряжение материала сварного шва, тогда предел прочности при растяжении одиночного поперечного углового шва равен
P = площадь горловины x допустимое растягивающее напряжение
Р = 0Z. л . оt
Для двойного поперечного углового шва
Р = 2 х 0Z. л . оt
Угловой сварной шов против сварки встыкРазличия между угловым и стыковым швом указаны ниже:
| Филе | приклад |
| Подходит для автоматической сварки. | В связи с подготовкой разделки перед сваркой автоматические процессы не применяются. |
| Отказ от сварочной промышленности из-за отсутствия необходимости обширной подготовки шва. | Иногда избегают из-за обязательной подготовки кромки. |
| Требуется более высокая тепловая энергия, чем при стыковом сварном шве при той же толщине металлического листа. | Требуют меньшего подвода тепла, чем угловые соединения при той же толщине металла. |
Деформация является распространенным нарушением, связанным со сварными соединениями, основными причинами которой являются тепловое расширение и сжатие материала шва и основного материала во время сварки.
Симметричный шов уменьшает искажения, но адаптация симметричного шва в каждом конкретном случае невозможна. Переварка также вызывает искажения.
В европейских странах в технических чертежах углового соединения указывается размер горловины, а в Великобритании обычно упоминается размер ноги. Для углового сварного шва с равными длинами катетов треугольник поперечного сечения представляет собой прямоугольный треугольник с углами 45 градусов в каждом углу.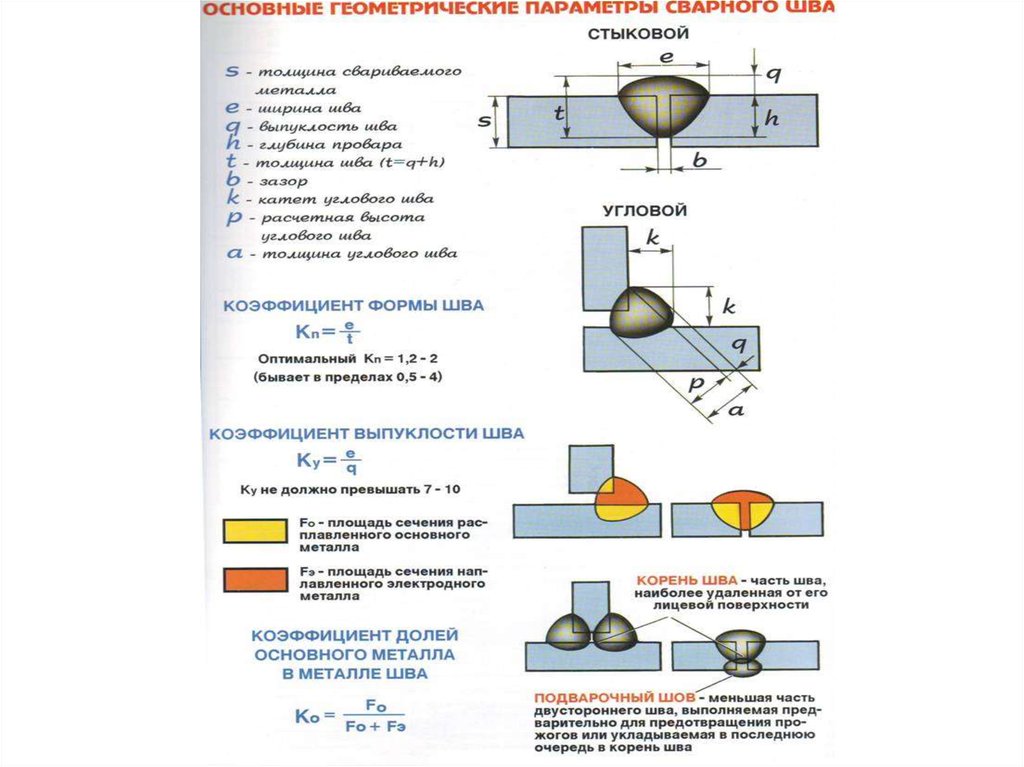
Соотношение между размером горла и размером ноги упоминается ниже:
Если \tau — допустимое напряжение сдвига материала сварного шва, то прочность на сдвиг одинарного параллельного углового шва равна
P= площадь горловины x допустимое касательное напряжение=
Для двойного параллельного углового шва
Формулы расчета прочности при растяжении для поперечного углового шва приведены выше (заголовок поперечный угловой шов).
Как правило, галтели должны быть спроектированы таким образом, чтобы выдерживать напряжение сдвига. Для углового соединения с равными катетами толщина шва составляет 0.707 размера катета, что дает площадь сварного шва, равную размеру шва, умноженному на длину сварного шва.
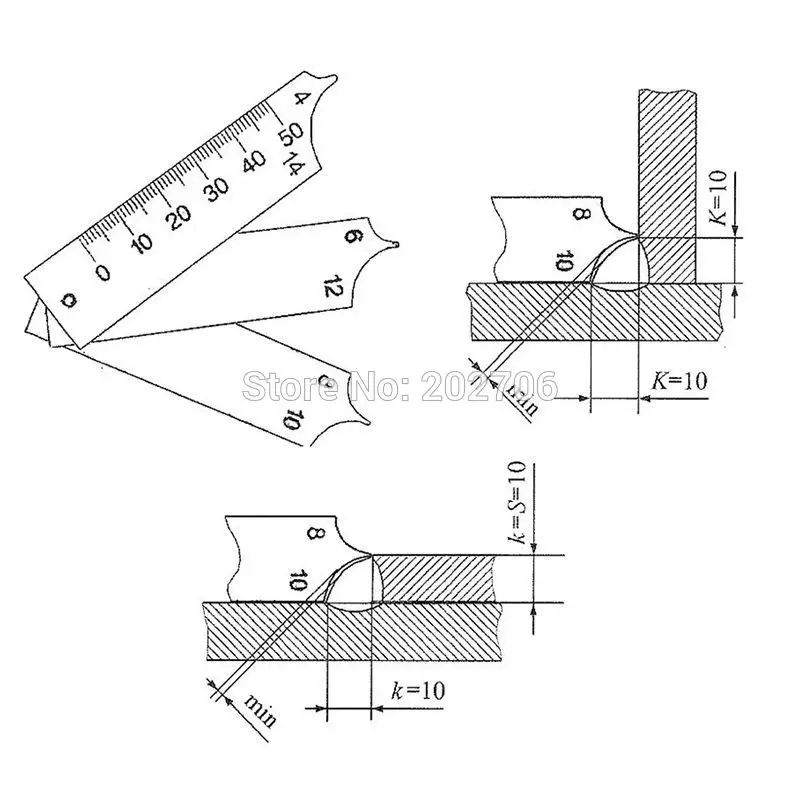
Как пользоваться калибром для сварных швов?Датчик угловых сварных швов используется двумя основными способами: измеряет длину отрезка и проверяет толщину шва.
Чтение Fillet Gauge довольно простое и очень четкое без каких-либо сложностей. Каждый конец калибра измеряет как длину ноги, так и толщину горловины. Выпуклые стороны рассчитывают длину стержня, а стороны с выступами в середине сварочного углового калибра рассчитывают толщину шва.
Каждый конец калибра измеряет как длину ноги, так и толщину горловины. Выпуклые стороны рассчитывают длину стержня, а стороны с выступами в середине сварочного углового калибра рассчитывают толщину шва.
В зависимости от типа углового соединения мы должны решить, какая сторона калибра используется для измерения. Всегда следует избегать чрезмерной выпуклости, так как высокая выпуклость соединения увеличивает концентраторы напряжения и приводит к трещинам и нарушениям сварки.
В случае вогнутого сварного шва размер сварного шва измеряется с использованием той стороны калибра для сварки, где центральный выступ должен касаться поверхности сварного шва. Толщину самой глубокой части проникновения трудно измерить, так как она находится в зоне термического влияния и трудно точно определить ее протяженность.
Вывод:
В завершение нашего поста мы можем сказать, что инженеру необходимо доскональное знание конструкции угловых сварных швов. Соответствующий символ сварного шва необходим для представления размера сварного шва. В Великобритании длина стороны обозначается буквой «Z» в EN ISO 2553, а число указывает размер сварного шва в миллиметрах.
В Великобритании длина стороны обозначается буквой «Z» в EN ISO 2553, а число указывает размер сварного шва в миллиметрах.
8.3. Угловые сварные швы | Американский институт стальных конструкций
JavaScript отключен!
Посмотреть все сайты
8.3.1. Являются ли угловые швы прочнее при поперечной нагрузке, чем при продольной?
Да. Это давно известное изменение прочности в зависимости от угла нагрузки признано в разделе J2.4 спецификации AISC. Максимально допустимое увеличение прочности при этом составляет 50 процентов, что происходит при нагрузке, перпендикулярной угловому шву. Увеличение силы идет с компромиссом; сварной шов имеет меньшую деформационную способность в поперечном направлении. Когда угол нагрузки является промежуточным между продольным и поперечным, увеличение прочности будет варьироваться от нуля до 50 процентов соответственно. Есть ограничения. Когда угловые швы применяют в группах с элементами разнонаправленными; следует учитывать совместимость штаммов. Один из способов сделать это — использовать метод мгновенного определения центра вращения, как описано в части 8 Руководства AISC по стальным конструкциям. Спецификация недавно запретила повышенную прочность угловых сварных швов, подверженных растяжению по периметру концов квадратных и прямоугольных элементов из быстрорежущей стали.
Один из способов сделать это — использовать метод мгновенного определения центра вращения, как описано в части 8 Руководства AISC по стальным конструкциям. Спецификация недавно запретила повышенную прочность угловых сварных швов, подверженных растяжению по периметру концов квадратных и прямоугольных элементов из быстрорежущей стали.
8.3.2. Нужно ли проверять зону сплавления вдоль катета углового шва в дополнение к теоретическому горлу для определения прочности углового шва?
Нет. Пока используется согласующая прочность электрода (см. также FAQ 8.7.5), прочность, рассчитанная на основе сварного шва, будет более критической, чем зона сплавления (основной металл) на плече сварного шва.
8.3.3. Какие корректирующие процедуры необходимы, если угловые сварные швы слишком велики?
Приемлемые и неприемлемые профили сварных швов указаны в AWS D1.1/D1.1M, раздел 7.23. Такие профили могут быть неверно истолкованы, если размер углового сварного шва был непреднамеренно увеличен. AISC рекомендует, чтобы размер одной или обеих сторон угловых сварных швов был увеличен без коррекции, при условии, что избыток металла сварного шва не мешает удовлетворительному конечному использованию элемента. Попытки удалить такой лишний металл сварного шва могут вызвать усадку, деформацию и/или растрескивание. Профиль угловых швов должен соответствовать AWS D1.1/D1.1M, раздел 7.23.1.
AISC рекомендует, чтобы размер одной или обеих сторон угловых сварных швов был увеличен без коррекции, при условии, что избыток металла сварного шва не мешает удовлетворительному конечному использованию элемента. Попытки удалить такой лишний металл сварного шва могут вызвать усадку, деформацию и/или растрескивание. Профиль угловых швов должен соответствовать AWS D1.1/D1.1M, раздел 7.23.1.
8.3.4. Требуются ли корректирующие процедуры, если угловые сварные швы меньшего размера?
Из таблицы 8.1 AWS D1.1/D1.1M, Угловой шов должен быть ниже номинального размера углового шва, указанного на 1/16 для 3/16, на 3/32 для 1/4 и на 1/ 8 для сварных швов, равных или превышающих 5/16 дюйма, без коррекции, при условии, что участок сварного шва меньшего размера не превышает 10 % длины сварного шва. Если этот предел превышен, дополнительный металл сварного шва может быть нанесен поверх дефектной зоны для увеличения размера по мере необходимости. Сварные швы стенок к полкам балок не могут быть уменьшены на каждом конце на длину, равную удвоенной ширине полки.
8.3.5. Как должны заканчиваться угловые швы?
Эта тема подробно освещена в Разделе J2.2b Спецификации AISC и соответствующем Комментарии.
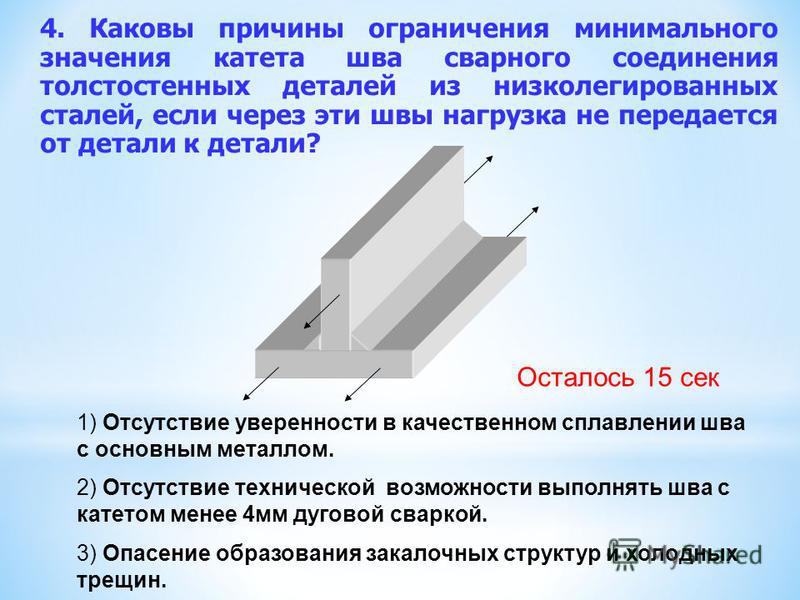
8.3.6. Почему размер углового сварного шва обычно ограничен 1/16 дюйма? меньше толщины материала при размещении по краю соединяемой детали?
В комментарии к разделу J2.2b Спецификации AISC 2016 года объясняется: «Для более толстых элементов в соединениях внахлест сварщик может оплавить верхний угол, в результате чего сварной шов будет казаться полноразмерным, но на самом деле не хватает требуемого размера сварного шва. См. рисунок C-J2.1(a). На более тонких элементах, скорее всего, будет достигнута полная ширина сварного шва, даже если кромка расплавится. Соответственно, когда толщина листа составляет 1/4 дюйма (6 мм) или больше, максимальный размер углового сварного шва на 1/16 дюйма (2 мм) меньше толщины листа t, что достаточно для обеспечения того, чтобы кромка оставалась неподвижной. . См. рисунок C-J2.1(b).
8.
 3.7. Допустимо ли обозначение сварного шва по всему периметру, если угловой шов должен продолжаться вне плоскости?
3.7. Допустимо ли обозначение сварного шва по всему периметру, если угловой шов должен продолжаться вне плоскости? Как правило, нет. Символ сварки по всему периметру может быть опасно простым инструментом, который может вызвать чрезмерную работу. Вплоть до 2015 года связывание сварных швов вне плоскости было запрещено, и это часто фактически запрещало использование символа сварного шва по всему периметру. Этот запрет был удален, но заменен предостережением. Он был удален, чтобы разрешить герметизирующие сварные швы, такие как те, которые требуются для цинкования сварных узлов. Предостережения, добавленные в AWS D1.1/D1.1M, касаются склонности к плавлению выемок в углах элементов и сокрытию плохого соответствия. Таким образом, хотя обвязка неплоских углов больше не запрещена, она по-прежнему не рекомендуется. Кроме того, сварка по всему периметру подразумевает сварку коротких кромок, вокруг галтелей и других контуров, что может быть сложно и редко требуется. Гораздо предпочтительнее определить соединения, которые необходимо сварить.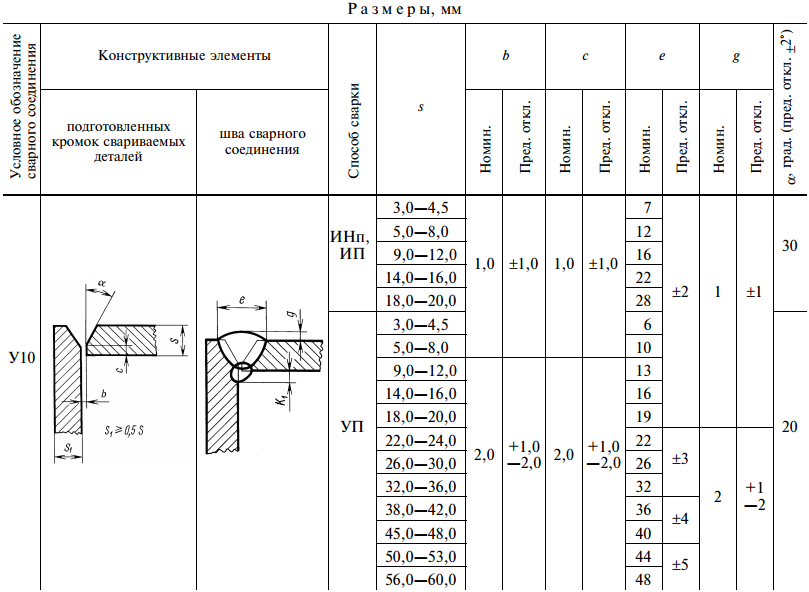 Это можно сделать с помощью символов или эскизов.
Это можно сделать с помощью символов или эскизов.
8.3.8. Что представляет собой приемлемая подгонка угловых сварных соединений?
Согласно AWS D1.1:D1.1M, раздел 7.21.1, корневое отверстие, не превышающее 1/16 дюйма, допускается без изменений. Раскрытие корня, не превышающее 3/16 дюйма, обычно допускается, если размер сварного шва увеличивается на величину раскрытия корня или продемонстрировано, что получен требуемый эффективный проход. Для пластин толщиной более или равной 3 дюймам, 5/16-дюймовый. открытие корня допускается, если используется подходящая подложка.
Знание сварочных работ: Проектирование угловых сварных швов
Наилучшая практика проектирования — это не просто выбор соответствующего размера сварного шва или толщины компонента, способного выдерживать эксплуатационные нагрузки; существует множество аспектов проектирования сварного компонента, которые необходимо учитывать в дополнение к расчету допустимых напряжений. Свариваемость и механические свойства, такие как предел прочности при растяжении, ударная вязкость и сопротивление усталости, с которыми должен быть знаком конструктор, рассматривались в ряде других Job Knowledge статьи и не будут рассматриваться в этой серии статей о дизайне.
В дополнение к выбору материала и указанию размеров сварных швов проектировщик должен иметь в виду, что принимаемые им решения будут непосредственно влиять на стоимость, безопасность и удобство эксплуатации конструкции или компонента.
Поэтому дизайнеру необходимо:
- выбрать наиболее подходящий материал
- выбрать наиболее экономичную конструкцию сварного соединения
- разработать свариваемый компонент наиболее экономичным способом
- укажите наименьший сварной шов, приемлемый как для обслуживания, так и для производства
- использовать наименьшее количество сварных швов
- обеспечить достаточный доступ как для сварки, так и для осмотра
- гарантировать, что указаны реалистичные допуски на размеры и их можно достичь
Темы, упомянутые выше, связаны с целым рядом специализированных технологий, поэтому разработчику важно обращаться за советом к специалистам других профессий, таким как металлурги и инженеры-сварщики, а не полагаться исключительно на собственное мнение. Это должно быть сделано до того, как процесс проектирования перейдет точку невозврата; к сожалению, это часто не так!
Это должно быть сделано до того, как процесс проектирования перейдет точку невозврата; к сожалению, это часто не так!
Для начала давайте рассмотрим некоторые определения. Во-первых, тип или конфигурация соединения, пять основных форм которых показаны на Рис. 1 . Обратите внимание, что с этими типами соединений не связаны сварные швы.
Рис.1. Типы соединений
Линейное или стыковое соединение | Тройник | Угловое соединение |
Соединение внахлестку | Краевое соединение |
Эти различные типы соединений могут быть соединены только двумя типами сварки. Во-первых, стыковой шов, при котором сварной шов находится в плоскости соединяемых компонентов, и, во-вторых, угловой шов, при котором сварной шов полностью или большей частью выходит за пределы плоскости компонентов ( рис. 2 ). Пробковые и кромочные сварные швы представляют собой несколько особых случаев и будут обсуждаться позже.
2 ). Пробковые и кромочные сварные швы представляют собой несколько особых случаев и будут обсуждаться позже.
Рис. 2 Типы сварки
Сварка встык | Угловой сварной шов |
Сварной шов встык может быть объединен с угловым швом для образования составного шва, как показано на Рис.3 :
Рис.3. Составные сварные швы
Односторонний Т-образный стык | Односторонний Т-образный стык с наложенным угловым швом – составной шов |
Угловые сварные швы, вероятно, являются наиболее распространенным типом сварных швов, особенно в металлоконструкциях, поэтому в этом первом разделе будут рассмотрены некоторые особенности конструкции угловых швов. Их можно использовать для выполнения тавровых, нахлесточных и угловых соединений ( Рис.4 ).
Рис. 4. Типы односторонних угловых сварных швов
4. Типы односторонних угловых сварных швов
Угловой сварной шов имеет примерно треугольную форму, размер определяется шириной сварного шва или длиной катета, как показано на Рис.5 .
Рис. 5. Термины, используемые для описания характеристик углового сварного шва
Размеры угловых швов предпочтительно указывать с учетом толщины шва «a», хотя часто используется длина стороны «z», которую легче определить. мера во время контроля сварного шва. Условно считается, что длины ветвей имеют равные размеры, а сварной шов образует в поперечном сечении равнобедренный треугольник.
Выпуклое скругление обычно нежелательно по двум основным причинам. а) стык металла шва с основным металлом на кромке шва может создать значительный концентратор напряжения и отрицательно сказаться как на усталостной долговечности, так и на сопротивлении хрупкому разрушению; b) избыток металла сварного шва в шапке требует времени и денег для наплавки, не влияя на прочность соединения.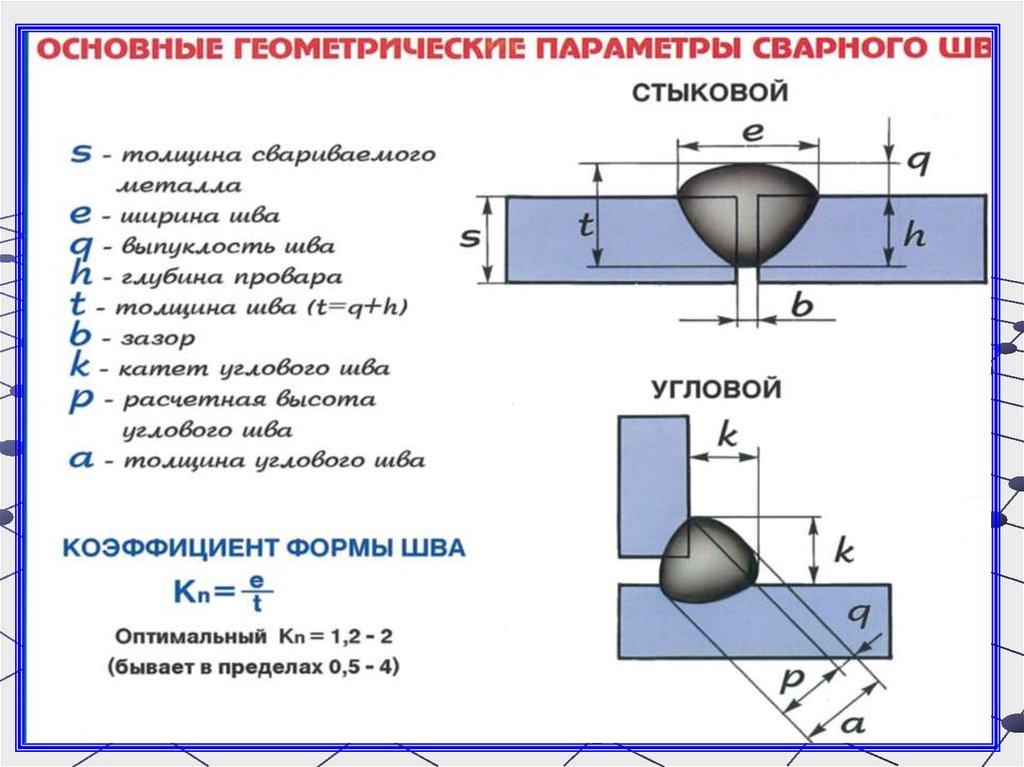 Вогнутый угловой шов может иметь преимущество в отношении усталостной прочности, и, если требуется, ДОЛЖНА быть указана минимальная толщина шва.
Вогнутый угловой шов может иметь преимущество в отношении усталостной прочности, и, если требуется, ДОЛЖНА быть указана минимальная толщина шва.
Изготовление угловых сварных швов дешевле, чем сварка встык, так как нет необходимости резать или обрабатывать разделку под сварку. Хотя они способны выдерживать значительные нагрузки, их не следует использовать там, где приложенные нагрузки приводят к растяжению корня сварного шва, особенно там, где нагрузка является динамической — в частности, усталостная долговечность резко снижается. Там, где возможна такая нагрузка, следует выполнить двусторонний тавровый шов с использованием двух угловых сварных швов ( Рис. 6 ).
Рис.6. Предпочтительный тип углового сварного соединения при изгибающих нагрузках
Принято считать, что сварщику проще выполнить угловой сварной шов, чем стыковой, поскольку сварной шов наплавляется на сплошной металл. Однако это не обязательно тот случай, когда требуется полное проплавление в корень шва. Нередко высококвалифицированные сварщики не проходят квалификационные испытания угловых сварных швов, если это является требованием конструкции. Это важный момент, который должен учитываться, во-первых, проектировщиком, который спрашивает, является ли это обязательным требованием, а во-вторых, изготовителем при оценке контракта.
Нередко высококвалифицированные сварщики не проходят квалификационные испытания угловых сварных швов, если это является требованием конструкции. Это важный момент, который должен учитываться, во-первых, проектировщиком, который спрашивает, является ли это обязательным требованием, а во-вторых, изготовителем при оценке контракта.
Это также поднимает вопрос о том, что угловой сварной шов чрезвычайно трудно измерить объемно с использованием методов неразрушающего контроля для подтверждения его внутренней прочности. Это особенно относится к области корня, где невозможно измерить с какой-либо степенью точности любое непроваривание, захват шлака и т. д. Таким образом, такая же уверенность в целостности соединения и, следовательно, эксплуатационных характеристиках не должна возлагаться на галтели. сварной шов, который может быть размещен на полностью проверенном стыковом сварном шве.
Угловые сварные швы являются наименее дорогостоящим типом сварки, поскольку соединяемые компоненты не требуют газопламенной резки или механической обработки подготовки под сварку, детали можно прижимать друг к другу, а затем сварщик может наплавить металл за один проход. на прочной металлической основе.
на прочной металлической основе.
Хотя это звучит просто, необходимо учитывать некоторые аспекты выполнения углового шва (в дополнение к уже упомянутым). пути, по которым тепло будет теряться из сварного шва.Этот факт означает, что дефекты непровара/холодного пуска более вероятны, особенно в металлах с высокой теплопроводностью, таких как алюминий, и риск холодного растрескивания увеличивается в углеродистых и низколегированных сталях. То, что может быть приемлемым с точки зрения подводимого тепла и/или температуры предварительного нагрева для стыкового сварного шва, может поэтому быть неприемлемым для конфигурации углового шва.Этот момент иногда упускают из виду, особенно при сварке временных приспособлений, таких как усиленные спинки, где контроль качества может быть несколько небрежным Это привело к серьезным проблемам с растрескиванием для некоторых изготовителей.0003
В отличие от стыкового сварного шва, где требуемый размер сварочного шва обычно равен толщине основного металла, размер углового шва определяется ожидаемыми нагрузками.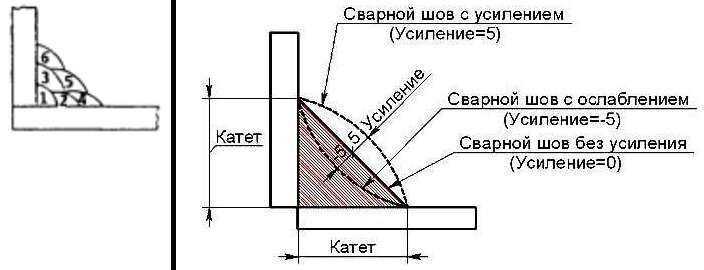 Следовательно, он может быть любого размера, который укажет проектировщик, хотя существуют практические ограничения в отношении как минимальной, так и максимальной толщины горловины.
Следовательно, он может быть любого размера, который укажет проектировщик, хотя существуют практические ограничения в отношении как минимальной, так и максимальной толщины горловины.
При использовании обычных процессов дуговой сварки трудно наплавить угловой шов с шириной горла менее 2 мм. Это в дополнение к упомянутой выше возможности отсутствия плавления/холодного растрескивания из-за быстрого охлаждения, которому подвергаются небольшие угловые сварные швы. Максимальный размер углового шва, как правило, равен толщине более тонкого из двух соединяемых элементов, но очень большие угловые швы могут вызвать неприемлемую деформацию и/или чрезвычайно высокие остаточные напряжения. Кроме того, при размерах выше определенного может оказаться более экономичным выполнение Т-образного стыкового шва, а не углового шва.
Несмотря на то, что толщина шва считается наиболее важным параметром для целей проектирования, фактом является то, что механическое разрушение угловых сварных швов часто происходит по линии сплавления или по самому основному материалу. Одной из причин этого для углеродистых или низколегированных сталей является то, что металл сварного шва в основном значительно прочнее основного металла.
Одной из причин этого для углеродистых или низколегированных сталей является то, что металл сварного шва в основном значительно прочнее основного металла.
Как упоминалось ранее, существует множество форм угловых сварных швов, которые делают точное измерение толщины шва несколько более сложным, чем может показаться на первый взгляд.
Горловина — это кратчайшее расстояние от корня до поверхности сварного шва. Измерить этот размер в обычном угловом шве под углом или с плоской поверхностью относительно просто. Форма равнобедренного треугольника, горло составляет 0,7 длины ноги. Однако выпуклые, вогнутые швы и сварные швы с глубоким проплавлением имеют толщину шва, как показано на Рис. 7.
Рис. 7 Размеры стыков угловых швов
Вогнутый угловой шов | Выпуклый угловой шов | Сварка с глубоким проплавлением | Угловой сварной шов под углом |
Таким образом, становится очевидным, что измерение только длины участка или фактической толщины шва не является надежным при определении расчетной толщины шва сварного шва, но необходимо учитывать форму шва.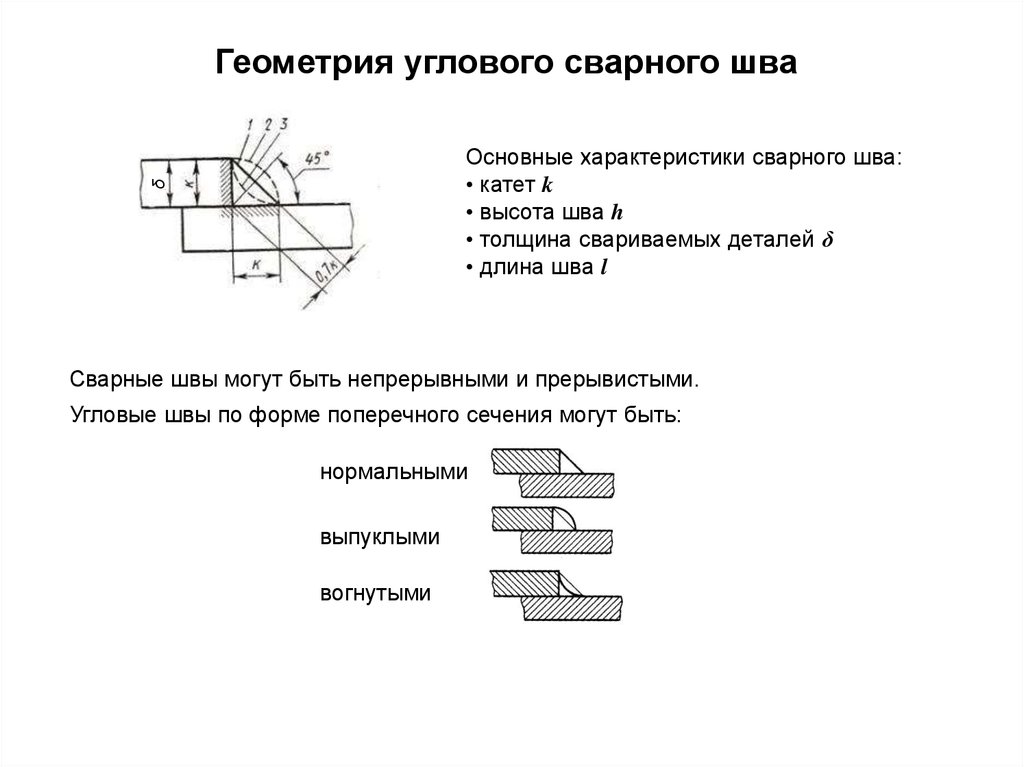 Избыток металла выпуклого шва не дает преимущества в отношении расчетной прочности, и с точки зрения затрат поверхность углового шва должна быть как можно более плоской.
Избыток металла выпуклого шва не дает преимущества в отношении расчетной прочности, и с точки зрения затрат поверхность углового шва должна быть как можно более плоской.
Сварка с глубоким проплавлением является очень экономичным способом увеличения прочности соединения, поскольку только часть металла шва приходится на наплавленный присадочный металл. Однако измерить ширину шва глубокого провара невозможно. Чтобы гарантировать минимальное проектное сечение, необходимо контролировать параметры сварки и подгонки в очень жестких допусках. Поэтому этот тип сварки обычно выполняется с использованием автоматизированного или механизированного процесса сварки (дуговая сварка под флюсом или струйный перенос MIG/MAG), чтобы обеспечить достаточный и постоянный контроль параметров сварки.
При выборе размера углового шва следует помнить, что небольшое увеличение толщины шва приведет к значительному увеличению наплавленного металла шва, поскольку площадь поперечного сечения углового шва зависит от квадрата длина ноги (площадь = z2/2). Увеличение проходного сечения, скажем, с 5 до 6 мм приводит к увеличению площади и, следовательно, металла шва примерно на 45%. Это соответствует почти 0,1 кг дополнительного металла шва на 1 метр длины сварного шва. Таким образом, необходимо заплатить существенные штрафы за стоимость и вес, если соединение либо завышено проектировщиком, либо сварено сварщиком. Не существует жестких и быстрых правил относительно точки, в которой более экономично перейти от углового шва к двустороннему угловому шву или к стыковому шву с частичным проплавлением. Области, указанные на Рис. 8, следует учитывать при выборе размеров угловых швов.
Увеличение проходного сечения, скажем, с 5 до 6 мм приводит к увеличению площади и, следовательно, металла шва примерно на 45%. Это соответствует почти 0,1 кг дополнительного металла шва на 1 метр длины сварного шва. Таким образом, необходимо заплатить существенные штрафы за стоимость и вес, если соединение либо завышено проектировщиком, либо сварено сварщиком. Не существует жестких и быстрых правил относительно точки, в которой более экономично перейти от углового шва к двустороннему угловому шву или к стыковому шву с частичным проплавлением. Области, указанные на Рис. 8, следует учитывать при выборе размеров угловых швов.
Рис. 8 Относительные площади поперечного сечения
Для углового шва, нагруженного сдвигом (нагрузка параллельна сварному шву), расчет напряжения на сварной шов прост; это нагрузка, деленная на площадь сварного шва.
В целях проектирования предполагается, что угловые сварные швы выходят из строя через горловину, и поэтому несложно рассчитать площадь поперечного сечения, способную выдержать эту приложенную нагрузку, когда известна прочность металла шва.