Ремонт сварочных инверторов своими руками: диагностика и методы устранения
Когда ломается сварочный аппарат, срываются планы по работе. Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами. В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта. Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
В этой статье:
- Устройство инверторного сварочного аппарата
- Диагностика поломок инверторных сварочных аппаратов
- Конкретные признаки неисправности и способы ремонта
- Советы при сварке
Устройство инверторного сварочного аппарата
Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве.
Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:
 Фильтр устраняет негативное воздействие.
Фильтр устраняет негативное воздействие.Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Диагностика поломок инверторных сварочных аппаратов
Когда сварочный аппарат не работает, из него пошел дым, ощущается запах гари, необходима диагностика. В домашних условиях это делается так:
В домашних условиях это делается так:
-
Отключите аппарат от сети
-
Выкрутите винты боковой крышки
-
Осмотрите платы, конденсаторы, транзисторы, клеммы
-
Подергайте провода рукой
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт. Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение). Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
-
Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу
-
Обезжирьте место соединения канифолью
-
Вставьте новый элемент в отверстия печатной платы
-
Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Конкретные признаки неисправности и способы ремонта
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Сварочный инвертор искрит, но не варит
СкрытьПодробнее
Проблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой.
Искрить электрод может по причине неверно выбранной силы тока. Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток. Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
| Напряжение от сети, В | Сопротивление, Ом | Сварочный ток, А |
|---|---|---|
| 220 | 0 | 160 |
| 210 | 1 | 150 |
| 197 | 2 | 145 |
| 180 | 3 | 115 |
| 165 | 4 | 105 |
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток. Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод прилипает к металлу
СкрытьПодробнее
Электрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах «чувствует» момент прилипания электрода и кратковременно подает повышенный ток.
Не регулируется ток
СкрытьПодробнее
Когда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую «крутилку» и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Почему сварочный аппарат включается, но не варит
СкрытьПодробнее
Если лампочка «Сеть» горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Сварочный инвертор не включается/не работает
СкрытьПодробнее
Если на инверторе не горят лампочки, возможно, оборван сетевой провод. Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Советы при сварке
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
-
Подбирайте правильные режимы сварки
-
Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода
-
При пониженном напряжении используйте аппараты, рассчитанные на просадку
-
Не перегружайте инвертор сверх его паспортного ПВ. Давайте оборудованию остывать
-
Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен
-
Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Ответы на вопросы: как отремонтировать сварочный аппарат своими руками?
Как часто нужно продувать инвертор от пыли?
СкрытьПодробнее
Это зависит от степени запыленности помещения, где он расположен. Если рядом ведется абразивная резка металла, шлифовка, полировка нержавейки, то чистку рекомендуется производить еженедельно. продувка необходима каждый месяц, а лучше каждую неделю. В обычных гаражных условиях профилактическая продувка достаточна раз в 6 месяцев.
Что делать, если инвертор слабо варит?
СкрытьПодробнее
Проверьте напряжение в розетке, оно должно соответствовать ГОСТу. Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Чем и как продуть инвертор от пыли?
СкрытьПодробнее
Для этого подойдет любой компрессор. В большинстве моделей ничего разбирать не требуется. На лицевой стороне есть перфорация для вентиляции. Наставьте шланг на нее и включите подачу воздуха. Пыль выйдет с обратной стороны за вентилятором.
Как быть, если сварочный аппарат сильно тарахтит при сварке?
СкрытьПодробнее
Для трансформаторов — это обычный звук работы. Сделать ничего нельзя. Если начал тарахтеть инвертор, проверьте прочность крепления кожуха. Часто винтики раскручиваются от вибрации и корпус начинает резонировать.
Что делать, если разболталось гнездо кабеля массы/держателя?
СкрытьПодробнее
Если разъем болтается, это создает плохой контакт, что приведет к поломке аппарата. Разъем необходимо заменить. мешает варить. Разъем можно заменить, добравшись с обратной стороны. Купите точно такой же для своей модели инвертора.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Собственный импорт
Быстрый просмотрАргонодуговой аппарат БАРСВЕЛД Profi TIG-217 DP AC/DC (220 В)
70 850 руб
Купить
Re:Evolution БАРСВЕЛД – это переворот, крутой перелом в истории сварочного оборудования ТМ БАРСВЕЛД! Благодаря наработанному опыту производства и накопленным знаниям
Быстрый просмотрСварочный полуавтомат ESAB Caddy Mig C200i (с горелк. )
)
154 339.23 руб
Купить
Caddy Mig C200I — это компактный, переносной сварочный полуавтомат со встроенным механизмом подачи для проволоки в 5 кг. бобинах. Идеально
Быстрый просмотрСварочный инвертор FUBAG IR 200 (220 В)
9 470 руб
Купить
Инверторный аппарат для сварки штучными покрытыми электродами (ММА) создан с использованием усовершенствованной технологии IGBT. Аппарат использует электрическую дугу между электродом
Самостоятельный ремонт сварочного инвертора: принципы и правила
Независимо от надёжности и гарантий производителя аппарат для сварки со временем выходит из строя. В некоторых случаях найти неполадку и устранить её можно своими руками. Это позволит оптимизировать расходы, связанные с его эксплуатацией.
В некоторых случаях найти неполадку и устранить её можно своими руками. Это позволит оптимизировать расходы, связанные с его эксплуатацией.
1 / 1
Распространённые неисправности
Самое слабое звено сварочного трансформатора – это его клеммная колодка. Плохой контакт и большая величина сварочного тока приводят к сильному нагреву соединения и проводов. Результатом становится разрушение самого соединения и замыкание. Другие распространённые поломки трансформаторов:
-
Отключение оборудование в произвольном порядке.
-
Появление сильного гудения.
-
Ощутимый нагрев сварочного оборудования.
-
Плохая регулировка или низкая величина сварочного тока.
-
Повышенное потребление тока при отсутствующей нагрузке.
-
Обрыв дуги по непонятной причине.


К наиболее типичным неисправностям инверторных аппаратов относятся следующие моменты:
-
Дуга горит неустойчиво или она сопровождается большим разбрызгиванием материала электрода. Причина этому – неправильный выбор тока и скорости сварки.
-
Инвертор находится во включённом состоянии, индикаторы работают, но сварка отсутствует. К основным причинам относятся перегрев устройства и повреждение кабелей.
-
Сварочный электрод стал прилипать к металлу. Обычно подобное происходит из-за низкого питающего напряжения электросети. Также на это может повлиять плохой контакт модулей оборудования в панельных гнёздах или слишком длинный удлинитель. Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
Основные причины выхода инверторов из строя
Инверторный аппарат обладает более сложной, чем выпрямитель или трансформатор, конструкцией. Соответственно, она менее надёжная. В случае выхода какой-либо детали этого оборудования необходимо проверить работоспособность транзисторов, диодов и прочих элементов, относящихся к электронной схеме инвертора. Для этого пользователю нужно уметь работать с цифровым мультиметром, вольтметром и другой измерительной техникой. Не лишними будут навыки работы с осциллографом. Причины поломки электронной схемы инвертора:
Соответственно, она менее надёжная. В случае выхода какой-либо детали этого оборудования необходимо проверить работоспособность транзисторов, диодов и прочих элементов, относящихся к электронной схеме инвертора. Для этого пользователю нужно уметь работать с цифровым мультиметром, вольтметром и другой измерительной техникой. Не лишними будут навыки работы с осциллографом. Причины поломки электронной схемы инвертора:
-
Попадание под корпус аппарата влаги. Чаще всего причиной являются осадки: снег и дождь.
-
Скопление большого количества пыли внутри корпуса. Плохо влияет на охлаждение электронной схемы. Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
-
Несоблюдение режима непрерывности сварочных работ, предусмотренного изготовителем. Может привести к выходу из строя электроники вследствие перегрева инвертора.
-
Инвертор не включается.
Одна из причин – это низкое напряжение в электросети.
-
Прекращение работы устройства во время длительной работы. Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
 Одна из причин – это низкое напряжение в электросети.
Одна из причин – это низкое напряжение в электросети.
Как устранить неполадку
Выполнить ремонт сварочного аппарата своими руками можно не в каждой ситуации. Если из корпуса появился дым или вы почувствовали запах гари, то это говорит о сложности поломки. Для её устранения следует воспользоваться помощью сервисной службы.
Нередко бывает так, что определить неисправность по определённым признакам невозможно. В подобной ситуации приходится проверять один компонент схемы за другим. Из этого следует, что для ремонта своими руками требуются также познания в области электроники – хотя бы на базовом уровне. Их отсутствие может привести к появлению новых неисправностей и обернутся напрасной тратой времени. Полезные рекомендации:
Полезные рекомендации:
-
Самостоятельный ремонт инверторных сварочных аппаратов начинается со вскрытия корпуса. Это нужно для того, чтобы визуально осмотреть начинку.
-
Нередко причиной неполадки становится плохая произведённая пайка проводов и контактов на плате. Достаточно перепаять их, чтобы инвертор заработал в нормальном режиме.
-
Визуально определить повреждённые детали несложно. Они могут быть покрыты трещинами, иметь пригоревшие на плате выводы и потемневший корпус. Все вышедшие из строя детали нужно уделить и заменить на аналогичные. Характеристики старых и новых элементов должны совпадать. Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
-
Что делать, если визуальный осмотр не помог? Нужно заняться тестированием (прозваниванием) деталей оборудования. Воспользуйтесь омметром или мультиметром.
Самые уязвимые части инверторных моделей – это транзисторы. Поэтому диагностику оборудования начните с их проверки. Также при помощи тестера нужно прозвонить оставшиеся части платы.
-
Проверьте все печатные проводники – возможно, вы найдёте обрывы или подгоревшие участки. Последние нужно удалить и напаять перемычки проводом ПЭЛ.
-
Выполните проверку контактов всех разъёмов, имеющихся в аппарате. В случае необходимости зачистите контакты. Используйте белую стиральную резинку.
-
Проверять диодные мосты удобнее после предварительного отпаивания от них проводов и удаления с платы. Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
 Самые уязвимые части инверторных моделей – это транзисторы. Поэтому диагностику оборудования начните с их проверки. Также при помощи тестера нужно прозвонить оставшиеся части платы.
Самые уязвимые части инверторных моделей – это транзисторы. Поэтому диагностику оборудования начните с их проверки. Также при помощи тестера нужно прозвонить оставшиеся части платы.
Ремонт сварочного инвертора предполагает также проверку сигналов, которые поступают на шины затворов блока ключей.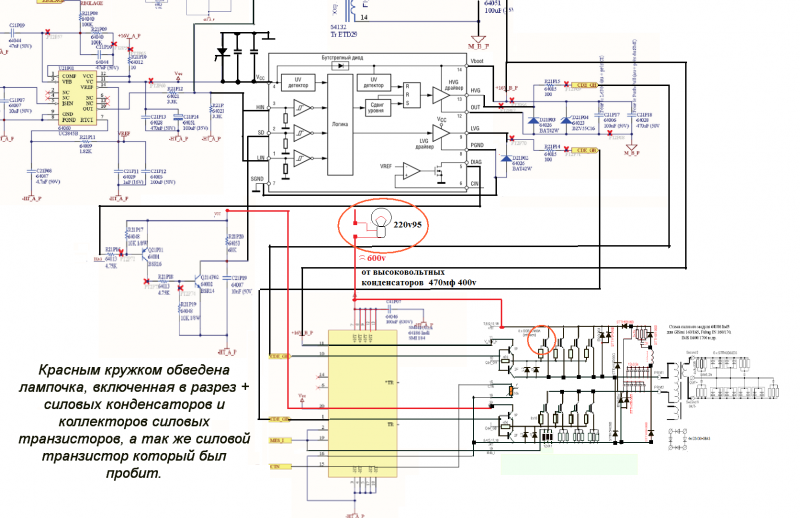 Узнать, если ли этот сигнал или нет можно при помощи осциллографа. Более сложные и неопределённые случаи требуют вмешательства специалистов.
Узнать, если ли этот сигнал или нет можно при помощи осциллографа. Более сложные и неопределённые случаи требуют вмешательства специалистов.
Читайте также
Кровельная горелка – устройство, виды, характеристики, применение
Как выбрать сварочную маску
Термообработка сварных швов
Сварка в судостроении
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Содержание
- 1 Устройство сварочного инвертора
- 2 Как работает инвертор
- 3 Причины поломок инверторов
- 4 Особенности ремонта
- 5 Основные неисправности агрегата и их диагностика
- 5.1 Аппарат не включается
- 5.2 Нестабильность сварочной дуги или разбрызгивание металла
- 5.3 Сварочный ток не регулируется
- 5.4 Большое энергопотребление
- 5.5 Электрод прикипает к металлу
- 5.6 Горит перегрев
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
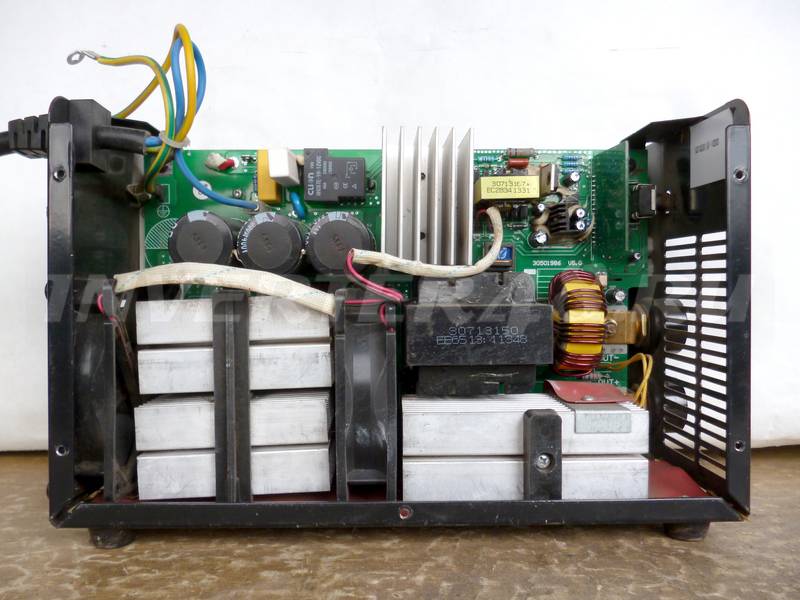
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
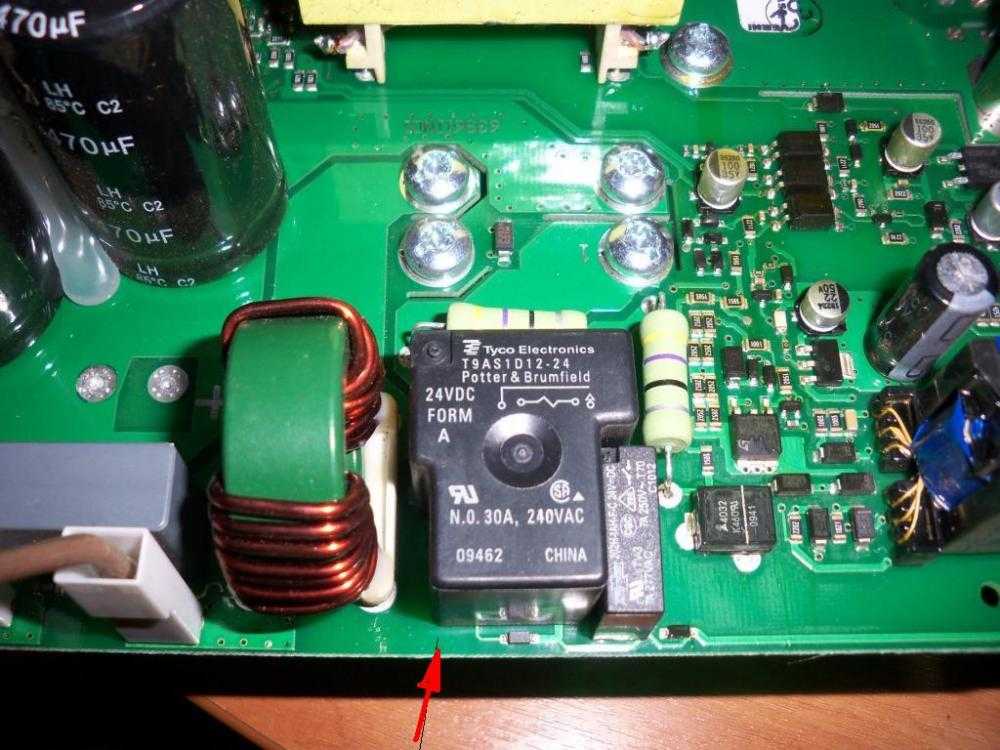
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
 К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах.
 Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
принципы и правила, как сделать своими руками
Сварочные аппараты инверторного типа в наши дни являются надёжными помощниками в выполнении работ квалифицированными специалистами. Их поломка и последующий ремонт у мастера может затянуться, а время простоя — сказаться на оперативности выполнения работ и потере денег. Некоторые прибегают к самостоятельной починке аппарата.
- Как работает сварочный инвертор
- Конструкция инверторных аппаратов
- Типовые неисправности инверторов
- Как отремонтировать сварочный инвертор своими руками
Ремонт инверторных сварочных аппаратов своими руками довольно прост, если знать типовые неисправности и иметь нужное оборудование и запчасти. Здесь помогут как измерительная техника вроде мультиметров и осциллографов, так и обычный мощный паяльник, качественный флюс и припой для замены повреждённых элементов.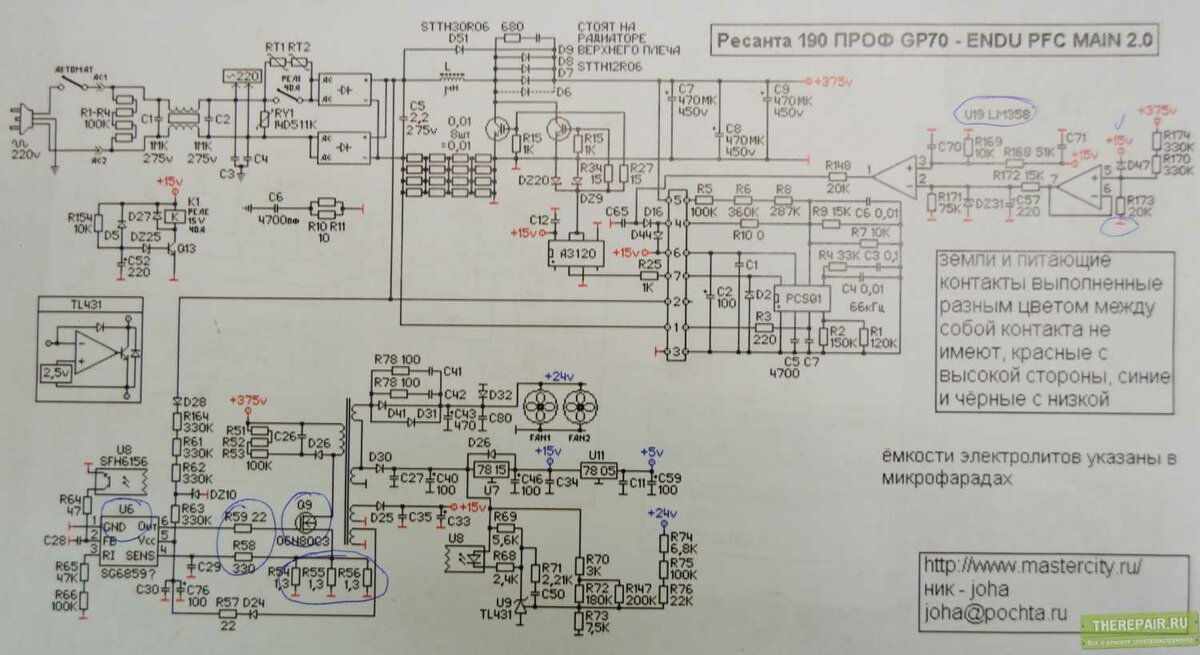 Это ведёт к значительной экономии средств на обслуживание, так как обращаться в специализированные сервисные центры придётся только в случае крупных или фатальных неисправностей.
Это ведёт к значительной экономии средств на обслуживание, так как обращаться в специализированные сервисные центры придётся только в случае крупных или фатальных неисправностей.
Как работает сварочный инвертор
Инверторный аппарат — источник постоянного тока, обеспечивающий во время сварки конструкций и изделий из металла зажигание и непрерывность работы электрической дуги. Это достигается высокочастотной трансформацией тока большой силы, что приводит к уменьшению размера трансформатора и делает выходящий ток стабильнее. Нужные параметры тока достигаются в несколько этапов:
- первичное выпрямление тока, поступившего из сети;
- трансформация выпрямленного тока в высокочастотный;
- увеличение силы тока высокочастотным трансформатором, что ведёт к уменьшению его напряжения;
- вторичное выпрямление до заданной величины.
Выпрямление тока происходит с помощью диодных мостов нужной мощности, частоту регулируют высокомощные трансформаторы, которые, имея высокую частоту, обеспечивают необходимую силу тока на выходе.
Конструкция инверторных аппаратов
Большинство сварочных инверторов имеет блочное строение, где каждый из блоков можно, в свою очередь, разделить на собственные составляющие. Основных блоков три:
- блок питания;
- управляющий блок;
- силовой блок.
Блок питания стабилизирует входной ток. От других элементов его обычно отделяет металлическая перегородка. Он состоит из конденсаторов, накапливающих заряд, дроссельной системы управления, собранной на диодах, и управляемого транзисторами многообмоточного дросселя.
В свою очередь, силовой блок, контролирующий процессы преобразования тока, состоит из таких частей, как:
- первичный и вторичный выпрямители — собраны на основе диодных мостов, в случае первичного способных выдерживать ток силой до 40 ампер, напряжением до 250 вольт и частотой 50 Гц, а в случае вторичного — мощных диодов, способных поддерживать ток в 250 ампер с напряжением около 100 вольт;
- инверторный преобразователь — силовой транзистор с пороговыми значениями силы, напряжения и мощности тока, соответственно, 32 ампера, 400 вольт и 8 киловатт;
- высокочастотный трансформатор, состоящий из обмоток медной ленты, делающих возможным повышение силы тока до 250 ампер с напряжением во вторичной обмотке трансформатора не выше 40 вольт.

Тепловая и силовая защита силового блока осуществляется термовыключателями и специальными платами, построенными на основе логических микросхем типа 561ЛА7 или её аналогов (CD4011 или К176ЛА7, например). Конденсаторы и резисторы входят в состав фильтров высокой частоты, защищающих преобразователи и выпрямители тока. Для охлаждения всех частей инвертора используются вентиляторы малого диаметра (до 60 мм) и радиаторы, отводящие тепло от самых горячих радиоэлектронных элементов плат.
Управляющий блок, как правило, собирают на основе либо задающего генератора, либо широкоимпульсного модулятора. В его состав входят и резонансные дроссели и конденсаторы.
Типовые неисправности инверторов
Ремонт сварочного инвертора своими руками следует начинать с установления причин выхода аппарата из строя. Таких причин может быть две: неправильно выбранный режим работы аппарата (например, когда его мощности не хватает для разрезания металла большой толщины) или неисправности в силовой и электронной части.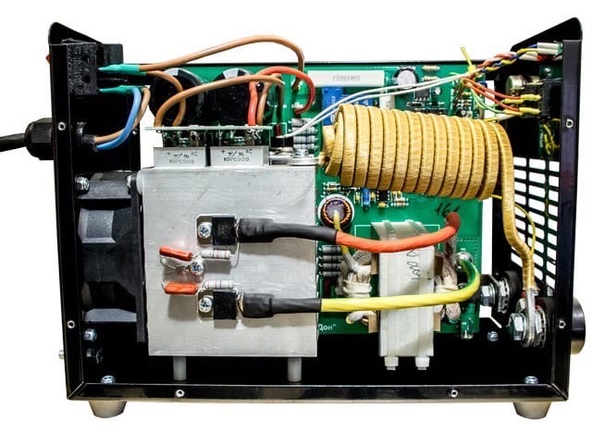
Признаки неправильной работы аппарата помогают понять к какой причине относится неисправность. Так, если в процессе сварки в горении дуги наблюдается неустойчивость или разбрызгивается металл, следует проверить правильность выставленной величины силы тока. Её для каждого электрода нужно подбирать в зависимости от его длины, толщины и типа. От силы тока также зависит и скорость сварки.
Если сварочный электрод прилипает к поверхности детали, но при этом величина силы тока установлена в соответствии с его характеристиками, следует проверить длину и толщину провода используемого удлинителя, так как для сварки должны использоваться электрические кабеля небольшой длины, не больше 40 метров, и сечением более 4 квадратных миллиметров. Ещё несколькими причинами этого могут быть упавшее напряжение в сети, плохо подготовленная поверхность сварки, окисление ключевых элементов схемы питания инвертора и плохой контакт блоков инвертора в панельных гнёздах.
Если аппарат отключается при продолжительном выполнении сварки деталей, ему, скорее всего, нужно дать остыть, так как срабатывает защита от перегрева.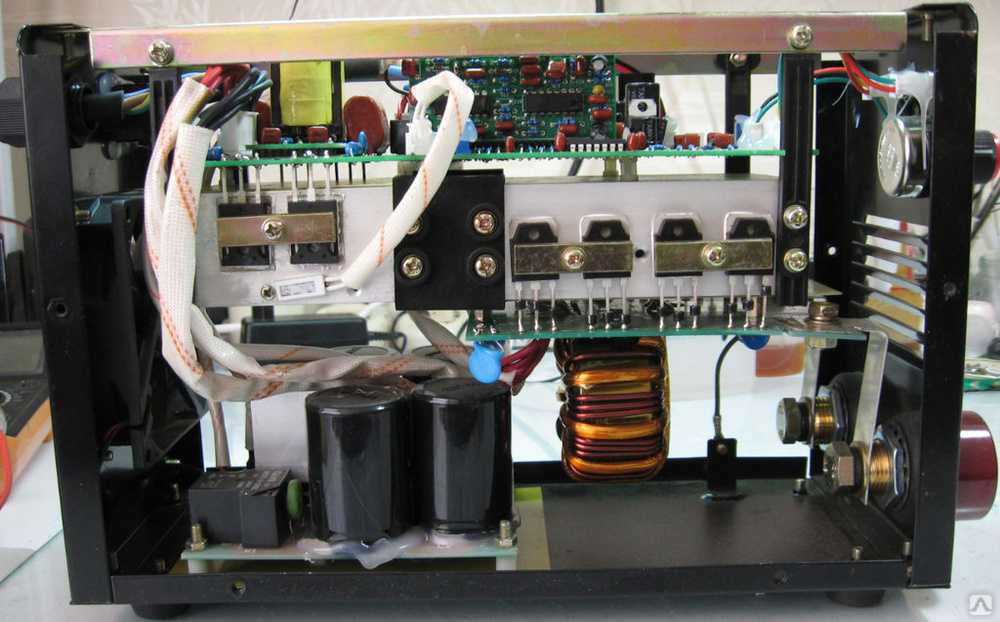 Получаса достаточно для продолжения работ.
Получаса достаточно для продолжения работ.
Невозможность включить аппарат может говорить о многих проблемах. В первую очередь следует проверить стабильность напряжения в сети, так как если оно опускается ниже 190 вольт, инвертор работать не будет.
Как отремонтировать сварочный инвертор своими руками
Приступая к ремонту, в первую очередь необходимо снять корпус инвертора, осмотреть на предмет запылённости и проверить основные силовые элементы. Признаки окисления и потемнения вследствие перегрева на платах основных блоков, вспухшие конденсаторы, выгоревшие детали, канавки на ножках электронных элементов и отсутствие контактов ножек с платой в результате некачественной пайки, всё это может привести к потере работоспособности. Если есть возможность визуально определить такие элементы, они выпаиваются с плат.
Кроме мощного паяльника здесь пригодятся отсос для припоя, легкоплавкие сплавы для упрощения съёма некоторых деталей, в пайке которых применялся, например, бессвинцовый припой, оплётки из медных нитей, позволяющие убрать крупные скопления припоя возле ножек элементов и, конечно же, качественный флюс, улучшающий теплопередачу и позволяющий припою на плате расплавляться легче.
Замена производится на детали с такой же маркировкой или аналогичные, подбираемые с помощью сравнения основных характеристик — конденсаторы могут быть чуть более высокой ёмкости, например. Оборванные провода нужно соединять аналогичными по толщине сечения и использовать термоусадочные трубки в местах спайки двух проводом между собой.
Если замена самых визуально заметных повреждений плат не помогла, следует приступить к прозвонке электронных схем. Самое уязвимое место, с которого следует начать прозвонку — это силовой блок с транзисторами. Если транзисторы не прозваниваются в соответствии с нормой, неисправность могла затронуть и драйвер, который их раскачивает.
Самый сложный ремонт, с которым можно столкнуться, обслуживая инвертор — это ремонт платы управления ключами, подающей управляющие сигналы на шины затворов блока ключей. Здесь необходимо использовать осциллограф, так как только при его помощи можно увидеть наличие этих сигналов и стабильность их прохода на блок управления.
Отремонтировать аппарат своими руками, имея определённые навыки и детали под рукой, не составляет проблем. Но если опыта работы с паяльником или понимания принципа работы радиоэлектронных деталей у вас нет, лучше всё же доверить такой ремонт профессионалам. Инвертор работает с токами большой силы и при неправильном ремонте может выйти из строя окончательно и грозить покупкой нового аппарата.
Ремонт сварочных аппаратов
Содержание
- Как правильно организовать ремонт сварочного инвертора
- Восстанавливаем сварочный инвертор, полный курс выживания
- Этап первый, определяем проблемы внешним осмотром платы
- Второй этап ремонта, проверяем цепи прозвонкой
- Как проверить целостность драйвера
- Простейший ремонт сварочного аппарата
- Заключение
Разница между старым сварочным трансформатором и новым инверторным сварочником примерно такая же, как между первыми автомобилями «Даймлер Бенц» и современным «Мерседесом». Инвертор значительно легче своего неподъемного предшественника, имеет встроенные функции, о которых ранее можно было только мечтать, например, возможность контроля величины сварочного тока или функция предотвращения залипания электрода. Но у великолепно задуманной идеи есть существенный недостаток – электронная начинка выходит из строя значительно чаще, чем у «старичков», а ремонт инверторных сварочных аппаратов требует немалых знаний и навыков. Любая попытка отремонтировать оборудование вслепую, без подготовки, чревата пожаром или даже травмой.
Инвертор значительно легче своего неподъемного предшественника, имеет встроенные функции, о которых ранее можно было только мечтать, например, возможность контроля величины сварочного тока или функция предотвращения залипания электрода. Но у великолепно задуманной идеи есть существенный недостаток – электронная начинка выходит из строя значительно чаще, чем у «старичков», а ремонт инверторных сварочных аппаратов требует немалых знаний и навыков. Любая попытка отремонтировать оборудование вслепую, без подготовки, чревата пожаром или даже травмой.
Как правильно организовать ремонт сварочного инвертора
Разумеется, ситуации, когда электронный сварочный аппарат сгорает, как свечка, и не подлежит дальнейшему ремонту, случаются крайне редко. На практике ремонт сварочного аппарата может оказаться намного проще, чем казалось в первый момент. В 90% случаев из строя выходят силовые цепи, в 50% — чувствительные управляющие элементы схемы. Но чтобы выполнять ремонт инверторных сварочных аппаратов своими руками, мало одного желания, как минимум, потребуется следующее оборудование:
- Цифровой тестер или мультиметр, все равно какой, можно с функцией проверки транзисторов;
- Паяльная станция, можно самодельная, но обязательно с регулируемым по температуре феном и исправным низковольтным паяльником;
- Нагрузочный реостат.

Кроме перечисленного, для работы может потребоваться шприц для откачки припоя, кисточка, спирт, лупа, сильный фонарик, лампа накаливания с проводами, ну и, конечно, справочники для заказа запасных частей.
Совет! У большинства профессиональных ремонтников имеется в распоряжении осциллограф. Для ремонта электроники, по сути, незаменимая вещь, если дело касается проверки работы системы управления аппарата.
Не факт, что осциллограф потребуется для ремонта сварочного аппарата своими руками, но в особо сложных случаях без него просто не обойтись.
Восстанавливаем сварочный инвертор, полный курс выживания
Перед тем как раскрывать аппарат и вникать в детали поломки, необходимо выяснить у сварщика две основные подробности. Во-первых, необходимо выяснить, как и в каких условиях произошла поломка сварочного инвертора, и во-вторых, были ли попытки выполнить ремонт другими специалистами.
Проблема заключается в том, что «любители» нередко заменяют заводские детали первыми попавшимися под руку компонентами. Без схемы восстановить номинал и марку детали, что крайне важно для качественного ремонта сварочного аппарата, очень сложно.
Без схемы восстановить номинал и марку детали, что крайне важно для качественного ремонта сварочного аппарата, очень сложно.
Процесс восстановления сварочного аппарата выполняется в три этапа:
- Разборка устройства и осмотр внутренних повреждений;
- Последовательная диагностика и устранение выявленных проблем;
- Испытание и проверка работоспособности сварочного аппарата не на искру, как делает большинство любителей, а на балластный реостат большой мощности.
Нередко любительский ремонт сварочных аппаратов заканчивается проверкой, зажигается дуга или нет. Использование реостата позволяет проверить один из основных параметров работоспособности сварочного инвертора – способность к регулировке и подстройке сварочного тока под нагрузкой.
Перед тем как приступать к ремонту, нужно разобраться и выяснить для себя, как устроен аппарат, и в чем особенности его работы. Например, посмотреть типовую схему или блок схему, тогда станет понятно, что и где находится на плате.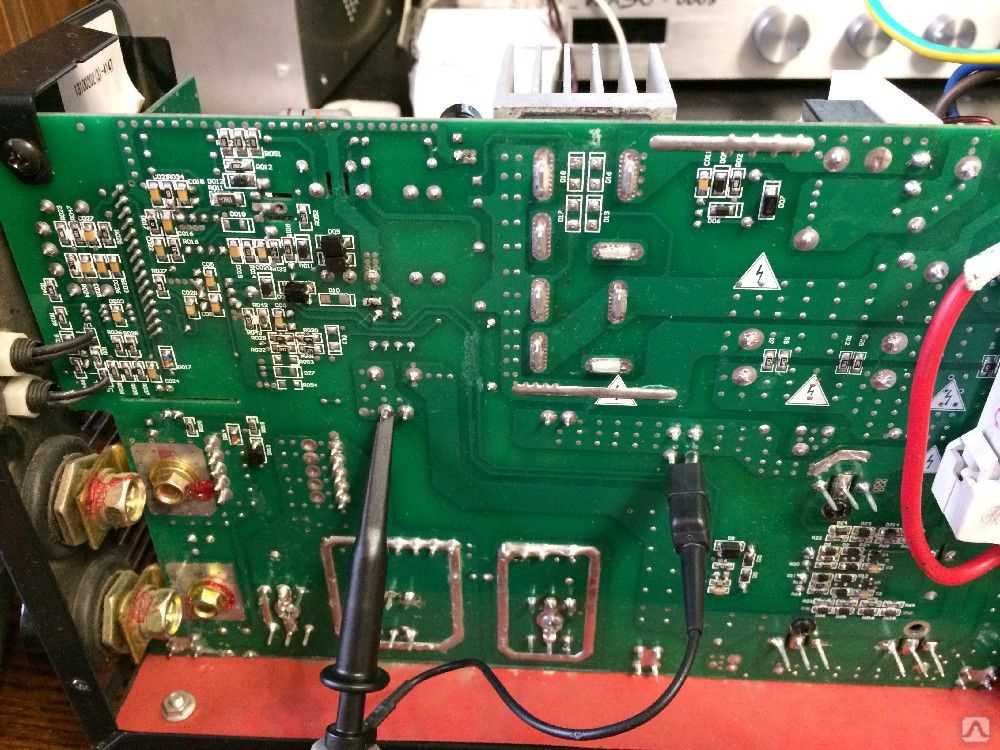
Этап первый, определяем проблемы внешним осмотром платы
Чтобы получить доступ к внутренней начинке сварочного агрегата, необходимо освободить электронную плату от корпуса и сетевого шнура.
Совет! Если перед ремонтом аппарат включался в сеть для проверки, перед разборкой сварочного инвертора осторожно замкните выходные муфты под сварочные шланги с помощью пары проводов и обычной лампы накаливания 100-150 Вт. Это поможет избежать ударов током.
Для разборки нужно снять два-четыре винтовых или саморезных крепления корпуса и вытащить из и соединительных фишек провода. Для ремонта остается голая плата, утыканная электронными деталями. Первым делом осматриваем ее, стараемся выявлять критические для ремонта сгоревшие или поврежденные элементы, подгоревшие дорожки платы, черные резисторы и раздувшиеся конденсаторы.
В подавляющем большинстве случаев выходят из строя и подлежат ремонту следующие элементы платы сварочного аппарата:
- Балластное мощное сопротивление, разряжающее конденсаторы в силовом блоке схемы. Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;
- Полевые транзисторы-ключи. Их легко найти, они всегда установлены на массивных алюминиевых радиаторах. Если сгорело сопротивление, почти всегда требуется ремонт и замена как минимум одного из транзисторов;
- Если не регулируется сварочный ток, то, скорее всего, потребуется ремонт драйвера, одного из его каналов или операционного усилителя, входящего в схему управления.
 Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;
Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;Разумеется, приведенный перечень для ремонта является наиболее распространенным, но не исчерпывающим. Например, может сгореть термодатчик, следящий за перегревом сварочного аппарата, токовый трансформатор, работающий в паре с операционником, элементы входного диодного моста и многое другое. Поэтому ремонт сварочного аппарата необходимо начинать с прозвонки элементов по цепи.
Поэтому ремонт сварочного аппарата необходимо начинать с прозвонки элементов по цепи.
Второй этап ремонта, проверяем цепи прозвонкой
В ходе ремонта нужно проверить самые нагруженные элементы платы. Переворачиваем ее тыльной стороной кверху и острыми щупами тестера, продираясь сквозь слой защитного лака, проверяем наличие короткого замыкания. Первоначально проверим, не пробит ли выпрямительный диодный мост на выходе. Ремонт диодов — довольно редкая вещь, если внутрь сварочного аппарата не попала вода или не произошло КЗ на шнуре. Аналогично меряем мост на входе.
После блока питания переходим к самым ответственным местам силовой части схемы. Это пара мощных конденсаторов и ключи на полевых транзисторах. Для ремонта необходимо установить наличие сопротивления между коллектором и эмиттером, или правильнее – переходы сток-сток, сток-затвор. В 99% случаев полевые транзисторы выходят из строя первыми, как результат — короткое замыкание между коллектором и стоком.
Кроме них, вторым кандидатом на ремонт и замену является драйвер платы сварочного аппарата. Но для его ремонта потребуются очень серьезные навыки и знания. Поэтому, если после замены транзисторов будут определены неисправности в каналах драйвера, лучше поручить его ремонт более квалифицированному специалисту.
Как проверить целостность драйвера
Забегая вперед, можно сказать, что после демонтажа ключей или полевых транзисторов потребность в ремонте драйвера первоначально определяют по состоянию опорных резисторов, соединяющих канал драйвера с затвором полевого транзистора — ключа. Для этого просто пальцем по плате проследим дорожку от места затвора до первого резистора. Проверяем его на обрыв, если сопротивления резисторов в каждом канале примерно совпадают, то на 99% можно считать, что устройство управления в рабочем состоянии.
В противном случае для ремонта сварочного аппарата придется обращаться к специалисту.
Простейший ремонт сварочного аппарата
Для ремонта агрегата потребуется снять старые транзисторы и заменить их новыми деталями.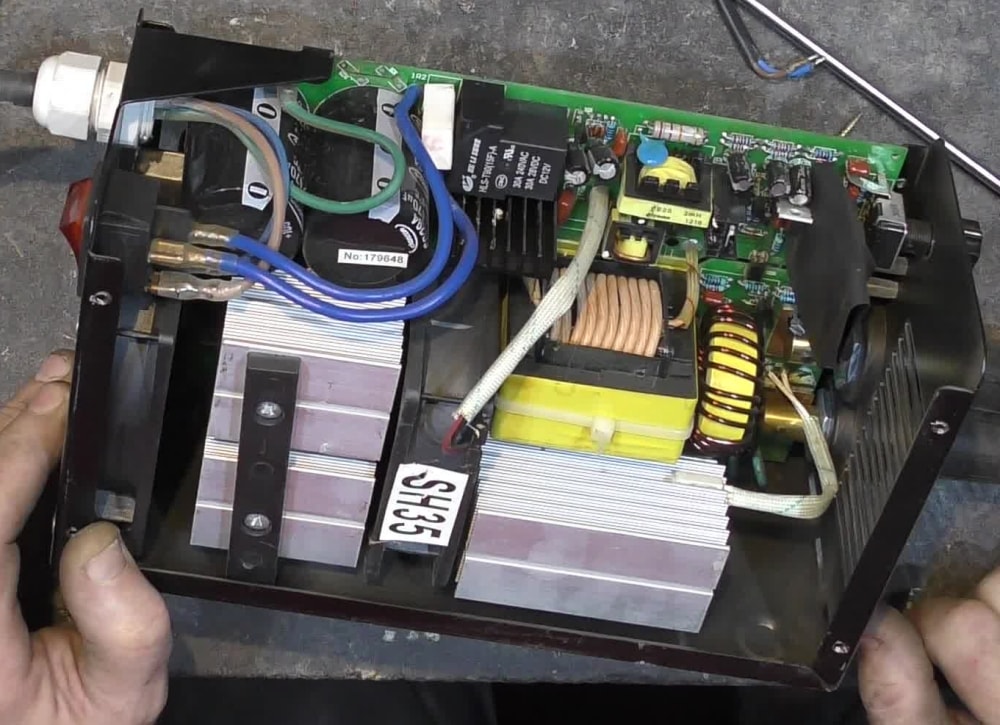 Каждый ключ крепится к массивному алюминиевому радиатору болтиком. После снятия болтов выворачивают саморезы крепления радиаторов. Для ремонта потребуется аккуратно выпаять полевой транзистор с помощью фена паяльной станции, делается это с максимальной осторожностью, чтобы не повредить дорожки и навесной монтаж. При выпаивании транзистор должен выйти без усилия, в противном случае поднимутся дорожки, и стоимость ремонта сварочного аппарата может подскочить в несколько раз. Место выпайки нужно освободить от припоя с помощью груши или шприца и очистить от пригорелого лака.
Каждый ключ крепится к массивному алюминиевому радиатору болтиком. После снятия болтов выворачивают саморезы крепления радиаторов. Для ремонта потребуется аккуратно выпаять полевой транзистор с помощью фена паяльной станции, делается это с максимальной осторожностью, чтобы не повредить дорожки и навесной монтаж. При выпаивании транзистор должен выйти без усилия, в противном случае поднимутся дорожки, и стоимость ремонта сварочного аппарата может подскочить в несколько раз. Место выпайки нужно освободить от припоя с помощью груши или шприца и очистить от пригорелого лака.
Перед установкой новых полевых транзисторов – ключей нужно выполнить ремонт балластного сопротивления. Вместо старого резистора, впаиваем новую деталь на 47 Ом, 10 Вт. Кроме того, прозваниваем конденсаторы и супрессоры, установленные по схеме на дорожках полевиков.
Чтобы продолжить ремонт, необходимо проверить форму и размер сигнала, приходящего по каждому каналу драйвера на затворы своего ключа — полевого транзистора. Перед тем как подключить осциллограф, между стоком и затвором рекомендуется выполнить навеску в виде конденсатора в несколько сот пикофарад, тем самым имитируется емкость затвора транзистора. Такой способ позволяет в ходе восстановления платы сварочного аппарата оптимальным образом нагрузить каждый канал драйвера, поэтому сигнал приходит в том виде, в котором он существует в реальных условиях при проведении сварочных работ.
Перед тем как подключить осциллограф, между стоком и затвором рекомендуется выполнить навеску в виде конденсатора в несколько сот пикофарад, тем самым имитируется емкость затвора транзистора. Такой способ позволяет в ходе восстановления платы сварочного аппарата оптимальным образом нагрузить каждый канал драйвера, поэтому сигнал приходит в том виде, в котором он существует в реальных условиях при проведении сварочных работ.
После напайки конденсаторов подключаются щупы осциллографа, и включается питание платы сварочного аппарата.
Форма сигнала подтверждает, что ремонт выполнен правильно, на затворы транзисторов приходит сигнал от драйвера нужной формы и величины.
Осталось только закрепить новые полевые транзисторы с нанесенной теплоотводящей пастой на алюминиевых радиаторах. Радиаторы устанавливаются на плату, а ножки транзисторов поочередно запаиваются. Восстановление сварочного аппарата практически закончено, осталось только испытать устройство.
Заключение
Для этого подключаем к выводным контактам платы сварочного аппарата лампу на 40 Вт и включаем ее, если лампа загорелась вполнакала, значит, восстановление выходных цепей выполнено успешно. Чтобы удостовериться в полной работоспособности аппарата, к муфтам сварочных шлангов подключают реостат и тестером измеряют напряжение на выходных клеммах. Если поворотом ручки напряжение на клеммах муфты плавно меняется от 60 В до 10 В, значит, аппарат полностью исправен, в противном случае нужно менять операционный усилитель в цепи регулировки.
Чтобы удостовериться в полной работоспособности аппарата, к муфтам сварочных шлангов подключают реостат и тестером измеряют напряжение на выходных клеммах. Если поворотом ручки напряжение на клеммах муфты плавно меняется от 60 В до 10 В, значит, аппарат полностью исправен, в противном случае нужно менять операционный усилитель в цепи регулировки.
- Как правильно выбрать дрель для дома
- Как выбрать электролобзик
- Какой перфоратор выбрать для дома
- Выбираем электрические ножницы правильно
Ремонт сварочного инвертора своими руками
01.04.2015 15.07.2015 / Сварочный инвертор
В последнее время для проведения сварки на загородном участке широко применяются сварочные инверторы. От обычного сварочного аппарата, основной частью которого является понижающий трансформатор сети переменного тока, сварочный инвертор отличается более высокими характеристиками.
Это отличие связано, в первую очередь с тем, что такой прибор работает на значительно более высоких частотах, чем частота сети в 50 Гц. Благодаря этому в сварочном инверторе можно использовать понижающий трансформатор, имеющий гораздо меньшие размеры и вес, чем в обычных сварочных аппаратах. Такой прибор имеет и меньшие потери, а, следовательно, больший кпд.
Блок-схема сварочного инвертора
Прежде, чем начать самостоятельный ремонт сварочного инвертора, необходимо понять принцип действия этого устройства. Основными в его конструкции являются следующие блоки:
- выпрямитель переменного тока 50 Гц с фильтром;
- инвертор с понижающим трансформатором 50-100 кГц;
- выпрямитель переменного тока 50-100кГц с фильтром;
- устройства управления и защиты;
- вентилятор.
Выпрямитель переменного тока 50 Гц предназначен для получения постоянного напряжения, используемого далее для питания инвертора. В выпрямителе обычно используется мостовая схема выпрямления. Для сглаживания получаемого после выпрямления пульсирующего напряжения используется фильтр, состоящий из конденсаторов, а в некоторых случаях — ещё и дросселя.
Для сглаживания получаемого после выпрямления пульсирующего напряжения используется фильтр, состоящий из конденсаторов, а в некоторых случаях — ещё и дросселя.
Полученное после выпрямителя и фильтра постоянное напряжение подается на инвертор. [attention type=red]Инвертор — это блок, который генерирует колебания высокой частоты в 50-100 кГц.[/attention] В качестве активных элементов в таком преобразователе используются мощные транзисторы различного типа, которые работают в ключевом режиме. Частота колебаний преобразователя зависит от частоты подаваемых на ее вход сигналов из схемы управления. На его выходе подключен понижающий трансформатор.
Выпрямитель 50 -100 кГц подключен к вторичной обмотке выходного трансформатора и представляет собой мостовую схему. Особенностью выпрямительных диодов, работающих в этой схеме, является то, что кроме большого рабочего тока, они должны иметь достаточное быстродействие для того, чтобы работать на больших частотах.
[blockquote_gray]Схема сборки паяльной станции своими руками предусматривает наличие соответствующего программируемого микроконтроллера. Особое внимание следует уделить вариантам прошивки кнопок управления.
Особое внимание следует уделить вариантам прошивки кнопок управления.
Одним из разновидностей таких агрегатов является термовоздушная паяльная станция, которая является самым распространенным инструментом для бесконтактной пайки.[/blockquote_gray]
Важной и довольно сложной частью сварочного инвертора является схема управления. В этом блоке задается частота генерации колебаний инвертора, через него осуществляется запуск инвертора и регулировка величины тока сварки, а также производится отключение генератора в аварийных ситуациях. [attention type=yellow]При этом регулировка величины тока может осуществляться различными способами – изменением амплитуды, частоты или ширины импульсов. [/attention]Наиболее распространенным способом является широтно-импульсное регулирование, поскольку в этом случае излучается меньше электромагнитных помех.
Основные причины неисправности
Появление неисправностей сварочного аппарата зависит от разных причин. Например, поломки могут возникнуть по субъективным или причинам, связанным с внешними факторами. К первым можно отнести недостаточную квалификацию пользователя аппарата, в результате чего прибор неправильно подключается или эксплуатируется. Ко вторым причинам можно отнести такие случаи, как нестабильность сети или необходимость эксплуатации устройства при плохой погоде.
Прежде, чем начинать разбирать аппарат для ремонта, необходимо проверить правильность его эксплуатации. При этом надо учитывать следующие факты:
- при неправильном выборе режима работы может происходить разбрызгивание металла или плохое горение дуги;
- частое прилипание электрода к металлу может быть связано с пониженным напряжением сети;
- длительная сварка приводит к перегреву аппарата и срабатывает реле термозащиты;
- отключение инвертора при сварке может быть вызвано выходом из строя неправильно подобранного автомата в распределительном щитке.
Ремонт сварочного аппарата инверторного типа своими руками
При сложных отказах в работе сварочного инвертора надежней всего пригласить для его ремонта специалиста. Однако в некоторых случаях устранить неисправности в работе этого агрегата можно своими руками. Поскольку сварочный инвертор имеет в своем составе большое количество различных электронных компонентов, то для его ремонта могут понадобиться соответствующие приборы и инструменты. В этот состав надо включить:
- мультиметр или тестер;
- вольтметр;
- осциллограф;
- паяльник;
- отвертку;
- пассатижи.
Убедившись, что причины, указанные в предыдущем разделе устранены, а все контактные и клеммные площадки зачищены, можно приступать к определению неисправностей и ремонту сварочного аппарата своими руками.
- Обычно вначале производится внешний осмотр схемы.
- Часто выходят из строя ключевые транзисторы.
- Необходимо проверять также входной и выходной выпрямители.
- При замене диода надо учитывать то, что в выходном выпрямителе рабочие токи могут достигать 150 А.
- Наиболее трудным и сложным в ремонте инверторных сварочных аппаратов является определение неисправности в схеме управления, от исправности которой зависит работоспособность аппарата.
Производится проверка всех печатных проводников. При наличии обрыва необходимо напаять перемычки. В случае нахождения элементов, которые по своему виду отличаются от своих соседей подгоревшими выводами или корпусом, они заменяются новыми.
Обычно на это указывает треснувший корпус и подгоревшие выводы. [attention type=green]При подозрении на неисправность транзистор выпаивается из схемы (как проверить транзистор мультиметром — мы уже знаем). [/attention]При обнаружении короткого замыкания или холостого хода в переходах транзистора его заменяют. При монтаже нового транзистора надо учитывать то, что он крепится на радиаторе с использованием термопасты, улучшающей отвод тепла.
Сложность проверки выпрямителя состоит в том, что он представляет собой собранный и установленный на радиаторе диодный мост. Для его проверки мост надо выпаять из схемы и снять с радиатора. В такой схеме при проверке короткое замыкание показывается даже при одном закороченном диоде. Поэтому каждый диод надо прозвонить отдельно. Другой путь определения неисправного диода без его выпаивания из схемы – это использование осциллографа.
[blockquote_gray]Частотный преобразователь для асинхронных двигателей служит для плавного пуска и остановки такого оборудования. Разобравшись в принципе работы и рекомендациях по обслуживанию такой прибор можно собрать своими руками.
На основе принципа обратимости можно использовать асинхронный мотор как генератор в домашних условиях. Для этого необходимо оценить уровень эффективности такого преобразования. Любой генератор в определенных условиях требует проверки на работоспособность. Как это сделать — читайте здесь.[/blockquote_gray]
Это значит, что припаивать новый диод надо очень качественно, поскольку любая оплошность может привести к перегреву плохо пропаянного места, а потом и к возникновению неисправности. [attention type=red]При ремонте импортных сварочных инверторов замену диода в выходном выпрямителе надо проводить на подобный диод. [/attention]Поскольку в продаже не всегда имеются диоды нужного типа, то при замене диода на другой тип надо обращать внимание на то, чтобы диод для замены был бы быстродействующим.
При этом с помощью осциллографа проверяется подача управляющих сигналов с платы управления на транзисторные ключи.
Выводы:
- Сварочный инвертор, работающий на высоких частотах, имеет значительные преимущества перед обычным сварочным трансформатором.
- Сложная схема и большое количество применяемых в сварочном инверторе электронных приборов и элементов является причиной возникновения неисправностей прибора.
- Во многих случаях можно починить сварочный инвертор своими руками.
Видео о ремонте сварочных инверторов
Ремонт сварочного аппарата | Ремонт сварочного оборудования
K+S Services предлагает широкий спектр средств контроля сварки и проводит полные динамические испытания под нагрузкой для проверки функциональности и долговечности.
Системы, используемые в процессе ремонта сварочных аппаратов, предназначены для воспроизведения реальных рабочих условий, поскольку эти элементы используются в реальных приложениях.
Наши специалисты по ремонту сварочных аппаратов, прошедшие обучение на заводе, имеют многолетний опыт ремонта и испытаний широкого спектра органов управления сварочных аппаратов, механизмов подачи проволоки, плазменных резаков, разверток/очистителей горелок, источников питания и другого связанного с ними оборудования для сварочных аппаратов. Все ремонтные работы сварочных аппаратов полностью тестируются под нагрузкой для обеспечения правильной работы.
Системы, используемые в процессе ремонта сварочных аппаратов и сварочного оборудования, предназначены для воспроизведения реальных условий эксплуатации, поскольку эти элементы используются в реальных приложениях.
K+S предлагает полный спектр услуг по ремонту средств управления MIG, TIG и контактной сваркой. В K+S наша лаборатория систем сварки лидирует в отрасли по возможностям ремонта и испытаний. K+S имеет опыт анализа и ремонта широкого спектра компонентов сварочных систем, а также проводит испытания системы под нагрузкой для проверки функциональности и долговечности. Системы, используемые в процессе ремонта, предназначены для имитации условий эксплуатации в заводских условиях.
K+S Services является авторизованным сервисным центром Lincoln, Miller, Hitachi и Nippon. Наше предприятие в Саутгейте также уполномочено ремонтировать все компоненты сварочных аппаратов Fronius.
Общие производители включают, но не ограничиваются:
- Hitachi — Одобрено заводом: все модели.
- Миячи: Контроллеры CS-1300, CY-150A, SD-815 и все связанные мониторы.
- Денгенша : Декомстар 20, 30 и 70, РВК-9000-Ty-18, RWI-9100-Ty-13/14, Fuw-IRWC-GT2.
- Миллер – Утвержден заводом: Саутгейт, Мичиган и Лоутон, Оклахома. Все механизмы подачи проволоки, все источники питания Miller, Arc Pac 350, Syncrowave 200, механизмы подачи проволоки серии 70, Bobcat 250, Millermatic 212, Spectrum 375 и Deltaweld 452.
Arc Pac 350 - Hobart: Серия 70L, все источники питания Hobart, Megacon 110.
- Panasonic : AAII 350/500, AE-350/500, KF-350/500BC300, YC-200BC1, YC-300BC1, YD-350AE1, YD-350HM2, YD-500HM2.
- Weltronic: Сварочные таймеры U60, подвески TB91 и TB96.
- Lincoln – Разрешено заводом: Саутгейт, Мичиган и Лоутон, Оклахома. Мы ремонтируем все источники питания Lincoln, NA-3S, NA4, LN-9, Power Wave
450. Мы являемся авторизованными сервисными центрами по ремонту сварочных аппаратов для всей линейки оборудования для сварки Mig, Tig и Arc. - Ниппон : NGRALF 6×20
- OTC (Daihen) : серии 350 и 500, DT-300
- Сенсарк : Все модели
- Thermal Arc : Ultima 150 GTS и 300 GTS, PAK SXR, PS30A, WC100B, 185TSW.
- Robotron: 503 Контроллеры, связанный ввод-вывод и панели.
- Nadesco: Контроллеры Ph5, PH5 и IWC4.
- Nadex : все модели.
- Fronius – Авторизован заводом: Саутгейт, Мичиган. Источники питания, механизмы подачи проволоки и контроллеры.
- WTC / MEDAR : инверторы / таймеры 5-го поколения, Cosmos, серия Decade 5, Technitron, V-50, V-60 и T95 таймеров, U60T-90A, U60T-91A, U60T-92A, U60T-95A, U60T-96A, TB90-P02A, серии 1000 и 3000
- Motoman : Серия Arc Master 501: все модели, серия Motoweld: все модели
Ремонт сварочного аппарата
В K + S Services мы предоставляем услуги по ремонту сварочных аппаратов, ремонту сварочных аппаратов и промышленному ремонту с 1982 года. Наша миссия всегда заключалась в том, чтобы предоставлять нашим клиентам качественный ремонт, эффективные решения и эффективное обслуживание посредством постоянного качества. улучшения.
Обширный перечень восстановленных компонентов
Когда дело доходит до ремонта сварочных аппаратов и сварочных аппаратов, вы будете рады узнать, что K+S Services, вероятно, может отремонтировать ваше оборудование, независимо от того, сколько ему лет. У нас есть запасы восстановленных избыточных запасов на сумму более 5 миллионов долларов США для поддержки старого и / или устаревшего оборудования. И вы можете быть уверены, что все наши восстановленные запасные части прошли полное системное тестирование в среде «замкнутого цикла», чтобы обеспечить их правильную работу и подготовить их к установке в вашем оборудовании сразу после доставки.
Сертифицированный ISO процесс ремонта
Компания K+S Services разработала наш процесс ремонта, сертифицированный по стандарту ISO 9001:2015, чтобы обеспечить надлежащее выполнение всех наших ремонтных работ. Вы можете отслеживать свою машину или сварочное оборудование через наш портал для клиентов на протяжении всего этого процесса. В частности, наш восьмиэтапный процесс ремонта сварочного оборудования состоит из следующего:
- Прием
- Оценка
- Цитата
- Сертификат
- Ремонт
- Проверка качества системы
- Отчеты о ремонте и испытаниях
- Доставка
Автоматизированная система
Большая часть процесса ремонта сварочного аппарата полностью автоматизирована. Например, когда мы получаем ваше оборудование, мы регистрируем его в нашей системе отслеживания заказов на ремонт. Затем мы штрих-кодируем ваше оборудование, чтобы мы — и вы — могли отслеживать каждый отдельный актив на протяжении всего последующего процесса ремонта.
Представитель отдела обслуживания клиентов свяжется с вами и сообщит стоимость ремонта после того, как наши специалисты по ремонту завершат первоначальную оценку вашего оборудования, чтобы определить вероятную причину (причины) его отказа и действия, которые нам необходимо предпринять для его или их устранения. Как только вы подтвердите наше предложение, наша автоматизированная система отслеживания заказов на ремонт отправит ваше оборудование и заказ на ремонт тому из наших специалистов по ремонту, который лучше всего подходит для вашего конкретного типа компонента. После того, как мы выполним весь необходимый ремонт и проведем контроль качества, K+S Services затем упакует ваше оборудование в антистатические пакеты, защищенные пенопластовой упаковкой, прежде чем отправить все обратно вам в соответствии с любыми специфическими требованиями к транспортировке, которые у вас есть. дано нам. Таким образом, ваше оборудование будет доставлено в указанное вами место без каких-либо повреждений при транспортировке.
Отчеты о ремонте и испытаниях
В рамках предлагаемых нами услуг по ремонту сварочных аппаратов K+S Services прилагает к каждому возвращенному вами компоненту отчет о ремонте и тестировании, в котором перечислено следующее:
- Проблемы, которые мы выявили в процессе оценки
- Все компоненты, которые мы отремонтировали или заменили
- Совпали ли выявленные нами проблемы с вашим оборудованием с проблемами, о которых вы нам сообщили
- Детали нашего теста и продолжительность
- Вероятная основная причина отказа вашего оборудования
- Наши рекомендуемые инструкции по установке
Как видите, все наши специалисты K+S Services стремятся предоставить вам наилучшие услуги по ремонту сварочного оборудования. Мы также можем поддерживать вас в глобальном масштабе благодаря постоянно растущему количеству ремонтных операций в США, Канаде, Мексике и Европе. На самом деле мы поддерживаем более 866 различных производителей и более 122 000 уникальных артикулов.
Поэтому, когда вам потребуется какой-либо ремонт сварочного аппарата, свяжитесь с K+S Services через наши удобные онлайн-формы.
Просмотр ресурсов InventoryView
Неисправности и способы ремонта инверторных сварочных аппаратов своими руками
Инверторные сварочные аппараты завоевывают все большую популярность среди сварщиков благодаря своим компактным размерам, небольшому весу и приемлемой цене. Как и любое другое оборудование, эти устройства могут выйти из строя из-за неправильной эксплуатации или из-за конструктивных недостатков. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но бывают поломки, которые устраняются только в сервисном центре.
Content
- 1 Welding inverter device
- 2 How the inverter works
- 3 Causes of inverter breakdowns
- 4 Features of repair
- 5 Main unit malfunctions and their diagnostics
- 5. 1 The device does not turn on
- 5.2 Нестабильность сварочной дуги или брызги
- 5.3 Сварочный ток не регулируется
- 5.4 Большое энергопотребление
- 5.5 Электрод прилипает к металлу.
- 5.6 Горит перегрев
- 5.
Устройство сварочного инвертора
В зависимости от моделей сварочные инверторы работают как от бытовой электросети (220 В), так и от трехфазной (380 В). Единственное, что необходимо учитывать при подключении устройства к бытовой сети, это его энергопотребление. Если она превышает пропускную способность проводки, то блок не будет работать при плоской сети.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямитель . Этот узел, состоящий из диодного моста, ставится на входе всей электрической цепи устройства. Это переменное напряжение, подаваемое из сети. Для уменьшения нагрева выпрямителя к нему присоединен радиатор. Последний охлаждается вентилятором (всасывающим), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Он реализован с помощью термодатчика, который при достижении диодами температуры 90°, разрывает цепь.
- Фильтр конденсатора . Он подключен параллельно диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В и емкость 470 мкФ на каждый конденсатор.
- Помехоподавляющий фильтр . Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушить работу других устройств, подключенных к этой электрической сети. Для удаления помех перед выпрямителем установлен фильтр.
- Инвертор . Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полномостовые. Ниже представлена схема полумостового преобразователя, имеющего 2 транзисторных ключа на базе приборов серии MOSFET или IGBT, которые чаще всего можно увидеть на инверторных устройствах средней ценовой категории. Схема мостового преобразователя более сложная и уже включает 4 транзистора. Эти типы преобразователей устанавливаются на самые мощные аппараты для сварки и, соответственно, на самые дорогие.
Так же, как и диоды, транзисторы монтируются на радиаторы для лучшего отвода тепла от них. Для защиты транзисторного блока от скачков напряжения перед ним установлен RC-фильтр.
- Высокочастотный трансформатор . Он устанавливается после инвертора и снижает высокочастотное напряжение до 60-70 В. За счет включения в конструкцию этого модуля ферритового магнитопровода стало возможным уменьшить вес и уменьшить размеры трансформатора, а также снизить потери мощности и повысить КПД оборудования в целом. Например, вес трансформатора, имеющего железный магнитопровод и способного обеспечить ток силой 160 А, будет около 18 кг. А вот трансформатор с ферритовым магнитопроводом при тех же токовых характеристиках будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, который состоит из специальных диодов, с большой скоростью реагирующих на ток высокой частоты (открытие, закрытие и восстановление занимает около 50 наносекунд), на что обычные диоды не способны. Мост оборудован радиаторами для предотвращения его перегрева. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещены две медные клеммы, обеспечивающие надежное подключение к ним кабеля питания и кабеля заземления.
- Плата управления . Всеми операциями инвертора управляет микропроцессор, который получает информацию и управляет работой аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению подбираются идеальные параметры тока для сварки различных видов. металлов. Кроме того, электронное управление экономит энергию, обеспечивая точно рассчитанные и дозированные нагрузки.
- Реле плавного пуска . Чтобы диоды выпрямителя от большого тока заряженных конденсаторов не сгорели во время пуска инвертора, используется реле плавного пуска.
Принцип работы инвертора
Ниже приведена схема, наглядно показывающая принцип работы сварочного инвертора.
Итак, принцип работы этого модуля сварочного аппарата следующий. Первичный выпрямитель инвертора получает напряжение от бытовой электросети или от генераторов, бензиновых или дизельных. Входной ток переменный, но проходящий через диодный блок, становится постоянным . Выпрямленный ток поступает на инвертор, где преобразуется обратно в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее высокочастотное напряжение снижается трансформатором до 60-70 В с одновременным увеличением тока. На следующем этапе ток снова поступает в выпрямитель, где преобразуется в постоянный, а затем подается на к выходным клеммам устройства. Все текущие преобразования управляется микропроцессорным блоком управления.
Причины поломок инвертора
Современные инверторы, особенно выполненные на основе модуля IGBT, достаточно требовательны к правилам эксплуатации. Это объясняется тем, что при работе агрегата его внутренние модули выделяют много тепла . Хотя для отвода тепла от блоков питания и электронных плат используются как радиаторы, так и вентилятор, иногда этих мер бывает недостаточно, особенно в недорогих блоках. Поэтому необходимо строго соблюдать правила, которые указаны в инструкции к устройству, подразумевающие периодическое отключение агрегата на охлаждение.
Это правило обычно называется «Вовремя» (PV), которое измеряется в процентах. При несоблюдении ПВ происходит перегрев основных узлов аппарата и выход их из строя. Если такое случилось с новым блоком, то данная поломка не подлежит гарантийному ремонту.
Также при работе инверторного сварочного аппарата в запыленных помещениях пыль скапливается на его радиаторах и препятствует нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических компонентов. Если избавиться от присутствия пыли в воздухе невозможно, часто приходится вскрывать корпус инвертора и очищать все компоненты аппарата от скопившейся грязи.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Сбои возникают из-за конденсата на нагреваемой плате управления, в результате чего происходит короткое замыкание между деталями электронного модуля.
Особенности ремонта
Отличительной чертой инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. . Кроме того, могут выйти из строя диодные мосты, транзисторные блоки, трансформаторы и другие части электрической цепи устройства. Чтобы провести диагностику своими руками, необходимо иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышеизложенного становится понятно, что, не имея необходимых навыков и знаний, не рекомендуется приступать к ремонту аппарата, особенно электроники. В противном случае он может быть полностью выведен из строя, а ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Неисправности основных блоков и их диагностика
Как уже было сказано, инверторы выходят из строя из-за воздействия на «жизненно важные» блоки устройства внешних факторов. Также неисправности сварочного инвертора могут возникать из-за неправильной эксплуатации оборудования или ошибок в его настройках. Наиболее часто встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто эта поломка вызвана неисправностью сетевого кабеля аппарата. Поэтому нужно предварительно снять крышку с блока и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно проблема кроется в дежурном источнике питания устройства. Техника ремонта «дежурки» на примере инвертора марки «Ресант» показана в этом видео.
Нестабильность сварочной дуги или брызги
Эта неисправность может быть вызвана неправильной настройкой тока для электрода определенного диаметра.
Совет! Если на упаковке к электродам нет рекомендованных значений тока, то его можно рассчитать по следующей формуле: на каждый миллиметр оборудования должен приходиться сварочный ток в пределах 20-40 А.
Вы следует также учитывать скорость сварки . Чем он меньше, тем меньшее значение тока должно быть установлено на панели управления установки. Помимо силы тока, которая соответствует диаметру добавки, вы можете воспользоваться таблицей ниже.
Сварочный ток не регулируется
Если сварочный ток не регулируется, причиной может быть выход из строя регулятора или обрыв подсоединенных к нему проводов. Необходимо снять корпус блока и проверить надежность соединения проводников, а также при необходимости прозвонить регулятор мультиметром. Если с ним все в порядке, то эта поломка может быть вызвана коротким замыканием в дросселе или выходом из строя трансформатора вторичной обмотки, что нужно будет проверить мультиметром. При обнаружении неисправности в этих модулях их необходимо заменить или перемотать к специалисту.
Большое энергопотребление
Чрезмерное энергопотребление, даже если устройство не нагружено, вызывает, чаще всего межвитковое замыкание в одном из трансформаторов. В этом случае отремонтировать их самостоятельно не получится. Необходимо передать трансформатор мастеру для перемотки.
Электрод прилипает к металлу.
Это происходит при падении сетевого напряжения . Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется подобрать и отрегулировать режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если устройство подключено к удлинителю с малым сечением провода (менее 2,5 мм 2 ).
Часто падение напряжения, вызывающее залипание электрода, происходит при использовании удлинителя сети слишком большого размера. В этом случае проблема решается подключением инвертора к генератору.
Горит перегрев
Горящий индикатор указывает на перегрев основных модулей агрегата. Также устройство может самопроизвольно отключаться, что свидетельствует о срабатывании тепловой защиты . Чтобы эти перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если PV = 70%, то устройство должно работать в следующем режиме: после 7 минут работы агрегату будет выделено 3 минуты на остывание.
На самом деле различных поломок и причин их вызывающих может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, какой алгоритм используется для диагностики сварочного инвертора в поисках неисправности. Как диагностируется устройство, вы можете узнать, посмотрев следующее обучающее видео.
Инверторные сварочные аппараты MIG: переверни свой мир с ног на голову
Мой хороший друг МИГман и я говорили о сварке алюминия в условиях кузовного цеха, и он упомянул своего друга по имени AlumiMIGman. Кажется, легкий друг MIGman не только устойчив к коррозии, но также очень жесткий и прочный в пересчете на фунт на фунт. Неудивительно, что все автопроизводители, кажется, возвращаются к различным сплавам, чтобы заменить сталь во многих областях применения.
Сейчас я здесь не для того, чтобы спорить о достоинствах различных сплавов по сравнению со старой простой сталью, но я пришел к выводу, что мне искренне нужно научиться лучше ремонтировать легкие панели, которые становятся очень популярными. на современных автомобилях.
Одна вещь, которая, кажется, никогда не меняется в этом мире, это тот факт, что все всегда меняется. Конечно, изменения происходят с разной скоростью в разных вещах, но независимо от того, насколько медленно все меняется, вы можете поспорить, что они будут. И аппараты для сварки MIG не претерпели каких-либо серьезных изменений в течение достаточно долгого времени, пока не начал развиваться относительно новый инвертор в технологиях сварки MIG. Несмотря на то, что инверторная технология в сварочных аппаратах MIG существует не менее 20 лет, в нашей отрасли она используется нечасто… пока.
Я не хочу изображать из себя всезнающего эксперта, потому что я далек от этого. Я больше похож на многих из нас — на миссии, когда мы чувствуем необходимость либо улучшить наш процесс ремонта, либо обновить наше оборудование.
Инверторные сварочные аппараты 101
Позвольте мне немного рассказать о том, что я узнал о инверторных сварочных аппаратах. Я начал исследовать этих сварщиков, чтобы узнать, как лучше сваривать алюминиевые панели. Чтобы сделать это, мне сказали использовать переменный ток для достижения наилучших результатов.
Использование одного инвертора даст нам постоянный ток, поэтому один из методов, который используют некоторые производители сварочных аппаратов, заключается в использовании двух инверторов — одного сразу за другим — каждый из которых настроен на противоположную полярность и попеременно включает и выключает их. Это дает, так сказать, искусственный переменный ток. Есть и другие способы, но суть в том, что для сварки алюминия вам понадобится некоторая форма переменного тока, независимо от того, как сварщик его производит.
Демонстрируя здесь свое невежество, я никогда не задумывался о том, как работает сварщик, до сравнения формы электрического сигнала со сварным швом. Я не буду вдаваться в подробности, но в основном при описании они разбивают сигнал на семь областей. Начиная с передней стороны, где формируется капля расплава, и заканчивая средними областями, она в основном формируется и переносится на основной материал, заканчивая фоновым током, который поддерживает дугу.
Используя один из этих современных сварочных аппаратов с компьютерным управлением, вы можете управлять формой волны, изменяя продолжительность и полярность, чтобы форму волны можно было смещать таким образом, чтобы улучшить качество сварки.
Преимущества инверторных сварочных аппаратов
4 Великолепное качество сварных швов. На мой взгляд, основным преимуществом использования инверторной технологии является частота, вырабатываемая сварочным аппаратом. Обычный сварочный аппарат трансформаторного типа будет работать с частотой примерно 60 герц, равной силе тока, поступающему от линий электропередач. Напротив, отчеты показывают, что более современный инверторный сварочный аппарат может работать на высокой частоте — до 100 000 герц. Такие цифры трудно даже представить.
Более высокая частота намного эффективнее и, в свою очередь, приводит к более плавной дуге. Рассмотрим швейную машину, у которой 1666 стежков на дюйм по сравнению с 1 стежком на дюйм. Теперь только подумайте, насколько более гладким должен быть сварной шов.
Энергосбережение – Другим преимуществом частоты является экономия энергии. Более высокая эффективность позволяет этим машинам иметь меньше обмоток в трансформаторе, а это, в свою очередь, снижает потери тепла.
Говорят, что эффективность составляет около 87 процентов (по сравнению с 67 процентами у обычного сварочного аппарата), поэтому снижение счетов за коммунальные услуги является еще одним приятным побочным продуктом.
Повышенная мобильность – Меньший вес означает повышенную мобильность, что дает нам дополнительную свободу перемещения сварочного аппарата. Некоторые из инверторных аппаратов буквально можно держать в руке, что позволяет разместить сварочный аппарат внутри автомобиля, и ему мешает только объем баллона.
Пробный запуск
Прочитав все, что я смог найти об инверторных сварочных аппаратах MIG, я был весьма скептичен. Может ли эта новая для кузовного цеха технология оказаться намного лучше, чем мой шпулемет на нашем старом сварочном аппарате? Поиск шел.
Теперь, где я смогу найти одну из этих новых красавиц, просто лежащих вокруг, ожидающих, когда я попробую?
Так уж получилось, что я вызвался помочь судить конкурс VICA в Техническом колледже Озарк, и так уж случилось, что у них есть сварочный аппарат с инверторным питанием и импульсным режимом.
Позвонив Дону Ривзу (инструктору по ремонту кузовов и сварке в OTC), он пригласил меня приехать пораньше, чтобы протестировать сварочный аппарат. Поэтому я договорился с одним из моих техников, Ларри Клайном, встретиться пораньше, чтобы потренировать сварщика.
Дон вкратце рассказал нам о том, как работала установка аппарата, и занялся своими делами, подготавливая все для конкурса VICA, что позволило Ларри и мне хорошо поиграть со сварочным аппаратом.
Дон предоставил нам несколько алюминиевых купонов, которые он использует на уроках сварки в школе. Они состояли из кусков оставшихся панелей расширения лимузина толщиной около 0,077, а также кусков автомобильных капотов толщиной около 0,035. Конечно, нам было легче сваривать более тяжелые купоны, чем детали капота автомобиля, но даже тонкие детали автомобиля нам удалось сварить впечатляющим образом.
Простота использования этой машины была невероятной. Это было почти как сварка стали обычным сварочным аппаратом MIG. Ларри тоже был впечатлен.
Я не знаю, сколько из вас уже пробовали сварку MIG алюминиевых панелей кузова, но я уже несколько месяцев не пробовал делать это в нашем цехе. Поэтому, вернувшись в магазин, я разобрал наш шпульный пистолет и еще раз попробовал некоторые из тех же панелей.
Как бы я ни был впечатлен, когда впервые испытал инверторный сварочный аппарат в OTC, я был вдвойне впечатлен, когда попытался воспроизвести результаты, которых мы достигли утром.
При сварке нашим (теперь казавшимся архаичным) сварочным аппаратом единственный способ, которым я могу добиться сколько-нибудь последовательных результатов, — это то, что я называю точечной сваркой внахлест. С нашим сварочным аппаратом кажется невозможным двигаться со все возрастающей скоростью, достаточной для того, чтобы не проделать дыру в легких панелях, с которыми мы сталкиваемся в условиях кузовного цеха.
Оглядываясь назад на то время, когда у нас появились шпулемет и сварочный аппарат, которые есть сейчас, я был впечатлен. Но теперь, когда мне показали кое-что получше, гениальность нашего старого сварщика значительно померкла.
Upside Down
Постоянно меняющиеся технологии, кажется, делают нас менее довольными вчерашними триумфами, не так ли? Теперь я знаю, что иногда кажется, что что-то новое впечатлит некоторых людей, но я могу заверить вас, что в прошлом у меня были менее чем захватывающие результаты от некоторых «новых и улучшенных» предметов, которые были продемонстрированы мне. .
Но не в этом случае.
Если вы ищете способ сварки все более распространенного алюминия, я рекомендую вам протестировать один или несколько инверторных сварочных аппаратов.
Что касается меня, то я собираюсь продолжить свои исследования инверторных сварочных аппаратов. Я могу попробовать одну из менее дорогих моделей, чтобы посмотреть, как они сравниваются. Машину, на которой мы с Ларри тестировали, я бы назвал Кадиллаком среди сварщиков. Он превзошел мои ожидания, но его цена близка к 6000 долларов.
Это может отпугнуть вас, но, с другой стороны, это может вдохновить вас начать думать о том, от чего вы можете отказаться, чтобы позволить себе такое приобретение.
Посмотрим… если я сократлю свой рацион до одного бутерброда с чепухой в день и…
Соавтор Кит Комбс — менеджер кузовного цеха Bill Roberts Chevrolet, где он проработал более 25 лет. В 2000 году он был назван GM/ASE мастером по ремонту/восстановлению после столкновений, а в 2002 году одним из первых получил статус техника GM мирового класса.
Комментарии? Отправьте их по факсу (330) 670-0874
или отправьте по электронной почте редактору BSB Джорджине К. Карсон по адресу [email protected]
Ремонт сварщика — Tog Hackerspace
Древняя пословица гласит, что электроинструмент выходит из строя по трое. В течение той же недели, когда двигатель токарного станка сгорел, а расплавление проводов компрессора превратило его в машину со страшным шумом, у нас также произошел загадочный сбой в одном из наших сварочных аппаратов. Не дымил, посторонних звуков не издавал. Просто не спаял. 0 вольт на выходе.
Внутри сварочного аппарата (вид сверху) перед попыткой ремонта. Обратите внимание, что на Алиэкспресс можно найти большое количество похожих — но не идентичных — топ-плат. Этот небольшой инверторный сварочный аппарат TIG/MMA мощностью 180 А был недавно отремонтирован. Он не использовался интенсивно, так как TOG используется только для сварки. Фактически, его использовали только пара участников, чтобы попрактиковаться в своих сварочных навыках.
С одной стороны, этой машине было 5 лет, она активно использовалась в прошлом и могла быть списана со счетов как смерть от старости. Стоимость коммерческого ремонта, вероятно, превысит стоимость сварщика. С другой стороны, почему бы не попробовать отремонтировать его самостоятельно, прежде чем сдать в лом?
Итак, первый этап — разберите его и осмотрите на наличие явных повреждений, вроде вздутых МОП-транзисторов или выпрямительных диодов. Нет, там ничего. Все силовые резисторы тоже выглядят целыми. Все кабели надежно подключены. Нет обуглившихся FR4. Ничего явно поврежденного или даже подозрительно выглядящего.
Что дальше? Кажется безнадежным. Во-первых, мы не знаем, как именно работает инверторный сварочный аппарат. Во-вторых, мы не хотим никаких смертей ни от удара током, ни по другим причинам.
Проблема безопасности была частично решена за счет настройки всех измерений при обесточенном устройстве – как с точки зрения сети, так и его накопительных конденсаторов. Устройство было включено всего на несколько секунд, чтобы считать измерения с экрана, ничего не касаясь. Все измерительные приборы работали от батарей, чтобы избежать непреднамеренного подключения через защитное заземление в приборах, работающих от сети. Этот подход на самом деле не позволяет избежать всех опасностей, но, по крайней мере, устраняет известные риски.
Проблема отсутствия знаний решается бешеным и отчаянным поиском любых возможных схем и советов по ремонту, от китайских поисковых систем до польских форумов по ремонту электроники и, конечно же, различных спецификаций производителей микросхем. Оказывается, многие машины MMA и TIG последнего десятилетия представляют собой варианты одной и той же конструкции с тремя платами (+дочерние платы). Схемы рассматриваемой машины мы не нашли, но она нам и не была нужна — схема в формате PDF сварочного аппарата ММА 160А, найденная с помощью китайского поиска картинок, очень помогла в определении основных блоков и их соединений. Аппарат TIG, очевидно, содержит больше логики для работы с функциями TIG (газовый клапан, пульсация, запуск дуги ВЧ/ВН и т. д.), но они были исключены как вероятная основная причина.
Все эти сварочные аппараты имеют общий набор функциональных блоков. Выпрямитель первичной стороны на нижней плате выпрямляет сетевое напряжение 230 В и обеспечивает функцию медленного пуска для предотвращения скачков напряжения. Модуль питания MOSFET на верхней плате выполняет всю коммутационную работу. Затем на средней плате есть набор трансформаторов и вторичных выпрямительных диодов, которые обеспечивают выходное постоянное напряжение для сварки, с помощью некоторых силовых дросселей для фильтрации коммутационной составляющей переменного тока. Весь процесс переключения контролируется приводным модулем на вертикальной дочерней плате, которая, в свою очередь, питает H-мост из небольших полевых МОП-транзисторов, который питает трансформатор, который обеспечивает напряжение затвора с правильной полярностью для всех силовых транзисторов. Звучит сложно, но, по крайней мере, все красиво разделено на модули с четко определенной целью. Цепь привода питается от вспомогательного источника питания 24 В, который, согласно некоторым сообщениям на форуме, оказался одним из известных слабых мест в этих устройствах.
Итак, исследование сначала рассмотрело выходное напряжение мощных полевых МОП-транзисторов. Не было ни одного. Входное напряжение для этого блока – присутствует. Таким образом, это, вероятно, будет что-то среднее между первичным выпрямителем и выходом модуля MOSFET. Сломанные МОП-транзисторы? Нет, меряют нормально. Сигнал ворот есть? Неа. Ни на самих силовых полевых МОП-транзисторах, ни даже на Н-мосте, управляющем трансформатором управления затвором. Так что, возможно, это приводной модуль. После нескольких часов подключения зажимов типа «крокодил» к различным точкам (кстати, сильно покрытых непроводящим лаком) стало очевидно, что SG3525A, который должен был генерировать сигнал, который (в конечном итоге) приводит в действие силовые МОП-транзисторы, был отключен одним из три цепи защиты. Их несколько: защита от перегрева (на основе температурного выключателя) — здесь, конечно, не проблема. Защита от перегрузки по току — тут тоже не при чем. Ответственной оказалась защита от пониженного напряжения питания 24В. Почему слишком низкое напряжение является проблемой? потому что удержание переключающих МОП-транзисторов в активной области вместо насыщения приводит к их перегреву и очень быстрому выходу из строя, а недостаточное управление затвором предотвращает насыщение. И, бинго, напряжение вспомогательного питания было определенно ниже обычных 24 В. Фактическое значение зависело от того, какие модули были оставлены подключенными — с подключенной платой синхронизации TIG оно упало почти до 12 В! Без него было еще 19V или около того — так что это определенно была проблема с блоком питания, а не, скажем, короткое замыкание на плате синхронизации TIG. Проверка сварочного аппарата на 24 В, подаваемого извне (через изолированный лабораторный источник), не выявила других неисправностей — машина, казалось, полностью работала с этой настройкой.
Источник питания 24 В представляет собой обратноходовой преобразователь, в данном случае основанный на микросхеме ШИМ UC3843. В других сварочных аппаратах это может быть набор отдельных компонентов. Преобразователь использует трансформатор 200:33:33:16. Одна вторичная обмотка используется для обеспечения выходного напряжения, которое затем выпрямляется и сравнивается с пороговым значением 24 В с обратной связью через оптоизолятор. Другая, меньшая вторичная обмотка используется для питания самой микросхемы ШИМ с помощью стандартного выпрямительного диода и фильтрующего конденсатора, хотя начальное напряжение обеспечивается мощным резистором большой мощности непосредственно от 310 В. На первичной обмотке также есть датчик тока, который ограничивает ток, проходящий через нее, до 1 В / 2,2 Ом = ~ 0,45 А. Первоначальное подозрение заключалось в том, что в трансформаторе сгорели обмотки, которые не обеспечивали достаточного тока. Однако это оказалось неверным. Трансформатор выглядел отлично, и замена его «на всякий случай» означала бы ожидание и риск повредить плату, уже немного поврежденную неосторожной заменой отлично себя зарекомендовавшего фильтрующего конденсатора.
Тщательное наблюдение с помощью осциллографа показало, что напряжение на Vcc UC3843 падало, когда микросхема выдавала ШИМ-импульсы, опускаясь ниже уровня блокировки UC3843 при пониженном напряжении, а затем медленно восстанавливалось через некоторое время. Итак, эта небольшая вторичная обмотка не обеспечивала достаточной мощности через диод. Но почему? Плохой трансформатор? Сам диод проверен идеально.
Основной причиной стал обрыв дорожки на печатной плате между диодом и остальной частью схемы, связанной с Vcc. Таким образом, микросхема ШИМ питалась только через резистор высокого номинала и быстро разряжалась, когда начинала генерировать импульсы ШИМ, без дополнительной мощности через вспомогательную вторичную обмотку. Это вызвало странное поведение «группа импульсов, затем тишина, затем цикл повторяется», наблюдаемое на осциллографе, коррелирующее с изменениями Vcc чипа. Кусок провода, имитирующий функцию разорванной дорожки, зафиксировал выход 24 В и позволил остальной части машины работать правильно.
Бесплатный курс сварщика-ремонтника (6 месяцев)
Сварщик-ремонтник:
Краткое описание работы
Сварщик отвечает за техническое обслуживание и выполнение всех работ, связанных со сваркой. Человек должен уметь использовать методы ручной сварки или сварочное оборудование и инструменты для соединения различных металлических компонентов, а также выполнять ремонтные работы на машинах и оборудовании.
Личные характеристики
Человек на этой должности должен работать в команде и должен быть в состоянии работать долгие часы. Специалист должен иметь хорошее представление о сварочном аппарате и надлежащее знание деятельности, связанной с обслуживанием, графиков и технического обслуживания оборудования и инструментов.
Планирование и организация работы для достижения ожидаемых результатов:
Элементы и критерии эффективности
Рабочие требования, включая различные действия в течение заданного времени и установление стандартов качества
Быть компетентным, индивидуальным пользователем на работу необходимо уметь:
ПК1. содержать рабочее место в чистоте и порядке
ПК2. обращаться с конфиденциальной информацией в соответствии с руководящими принципами организации
ПК3. работать в соответствии с политиками и процедурами организации
PC4. работа в пределах должностных обязанностей
ПК5. при необходимости получить указания от соответствующих лиц
PC6. обеспечение соответствия работы согласованным требованиям
Надлежащее использование ресурсов
Чтобы быть компетентным, пользователь/работник должен уметь:
ПК7. установить и согласовать рабочие требования с соответствующими людьми
PC8. эффективно управлять временем, материалами и затратами
PC9. ответственно использовать ресурсы
Знание и понимание (KU)
Работник должен знать и понимать:
KU1. политика, процедуры и приоритеты организации в области работы, роли и ответственности при выполнении этой работы
КУ2. пределы ответственности и когда привлекать других
КУ3. конкретные требования к работе и с кем они должны быть согласованы с
КУ4. важность поддержания порядка на рабочем месте и как это сделать
KU5. как расставлять приоритеты в зависимости от срочности и важности и преимущества этого
KU6. политики и процедуры организации в отношении конфиденциальной информации и важность соблюдения этих
КУ7. с целью держать других в курсе хода работ
KU8. у кого получить рекомендации и типичные обстоятельства, когда это может потребоваться
KU9. цель и ценность гибкости и адаптации планов работы
KU10. как правильно выполнять задания, следуя стандартным процедурам
KU11. технических ресурсов, необходимых для работы, и как их получить и использовать
Общие навыки (GS)
Пользователь/работник должен уметь:
GS1. написать хотя бы на одном языке
GS2. прочитать инструкции, рекомендации/процедуры
GS3. обратиться за разъяснениями и советом к соответствующим лицам
GS4. общаться устно с коллегами
GS5. принять решение о подходящем образе действий, подходящем для точного выполнения задачи в пределах ресурсов
ГС6. согласование целей и требований к работе
GS7. планировать и организовывать работу для достижения целей и сроков
GS8. обеспечить стабильное и надежное обслуживание клиентов
GS9. проверить свою работу и убедиться, что она соответствует требованиям заказчика
GS10. аномалии заинтересованным лицам
GS11. анализировать проблемы и находить обходные пути с помощью
ГС12. применять собственные суждения для поиска решений в различных ситуациях
Эффективно работать в команде:
Элементы и критерии эффективности
Эффективное общение
по:
ПК1. поддерживать четкую связь с коллегами
ПК2. работа с коллегами
ПК3. передавать информацию коллегам в соответствии с организационными требованиями
ПК4.. работать с уважением к коллегам
ПК5. выполнять обязательства перед коллегами
ПК6. своевременно сообщать коллегам, если не может выполнить обязательства, объясняя причины
ПК7. выявлять проблемы в работе с коллегами и проявлять инициативу для решения этих проблем
ПК8. следовать политикам и процедурам организации по работе с коллегами
PC9. способность делиться ресурсами с другими участниками в соответствии с приоритетом задач
Знание и понимание (KU)
Работник должен знать и понимать:
KU1. политика и процедуры организации по работе с коллегами, роли и обязанности в связи с этим
КУ2. важность эффективного общения и установления хороших рабочих отношений с коллегами
KU3. различные способы связи и обстоятельства, при которых целесообразно использовать эти
KU4. преимущества развития продуктивных рабочих отношений с коллегами
KU5. важность создания атмосферы доверия и взаимного уважения
КУ6. будет ли невыполнение обязательств иметь последствия для отдельных лиц и организации
КУ7. различные типы информации, которая может понадобиться коллегам, и важность предоставления этой информации, когда это необходимо
KU8. важность проблем с точки зрения коллег и способы оказания поддержки, когда это необходимо, для их решения
Общие навыки (GS)
Пользователь/работник должен знать, как:
GS1. завершить хорошо написанную работу с вниманием к деталям
ГС2. прочитать инструкции, рекомендации/процедуры
GS3. эффективно слушать и устно передавать информацию
GS4. принять решение о подходящем плане действий или ответных мер
GS5. планировать и организовывать работу для достижения целей и сроков
GS6. проверить соответствие работы требованиям заказчика
GS7. обеспечить стабильное и надежное обслуживание клиентов
ГС8. применять подходы к решению проблем в различных ситуациях
GS9. применять сбалансированные суждения к различным ситуациям
GS10. обратите внимание на детали
GS11. проверить полноту работы и отсутствие ошибок
GS12. получить проверку коллег
GS13. эффективно работать в команде
Поддерживать здоровую, безопасную и надежную рабочую среду:
Элементы и критерии эффективности
Ресурсы, необходимые для поддержания безопасной и надежной рабочей среды
Чтобы быть компетентным, пользователь/работник должен уметь:
19.018 ПК соответствовать действующим политикам и процедурам организации в области охраны труда и техники безопасности
PC2. сообщать о любых выявленных нарушениях в политике и процедурах охраны здоровья, безопасности и защиты назначенному лицу
PC3.. Координация с другими ресурсами на рабочем месте для создания здоровой, безопасной и надежной среды для всех, включающей все государственные нормы, в частности. для чрезвычайных ситуаций, таких как пожары, землетрясения и т. д.
PC4. выявлять и устранять любые опасности, такие как болезни, несчастные случаи, пожары или любые другие стихийные бедствия, безопасно и в пределах полномочий отдельных лиц
PC5. сообщать о любых опасностях, выходящих за рамки полномочий отдельных лиц, соответствующему лицу в соответствии с организационными процедурами и предупреждать других людей, которые могут быть затронуты
ПК6. выполнять действия организаций в чрезвычайных ситуациях при авариях, пожарах или любых других стихийных бедствиях
PC7. определить и рекомендовать возможности улучшения здоровья, безопасности и защиты назначенному лицу
PC8. заполнить все записи по охране труда и технике безопасности, обновить и процедуры четко определены
Знание и понимание (KU)
Работник должен знать и понимать:
КУ1. законодательные требования и процедуры организаций по охране здоровья, безопасности и защите, а также роль и ответственность отдельных лиц в связи с этим
KU2. что подразумевается под опасностью, включая различные виды опасностей для здоровья и безопасности, которые можно обнаружить на рабочем месте
KU3. как и когда сообщать об опасностях
KU4. пределы ответственности за обращение с опасностями
КУ5. аварийные процедуры организации для различных чрезвычайных ситуаций и важность соблюдения этих
KU6. важность поддержания высоких стандартов здоровья, безопасности и защиты
KU7. последствия, которые может иметь любое несоблюдение требований охраны труда и техники безопасности для отдельных лиц и организации
KU8. различных типов нарушений здоровья, безопасности и защиты, а также как и когда сообщать об этих
КУ9. порядок эвакуации работников и посетителей
КУ10. как вызвать медицинскую помощь и аварийно-спасательные службы, при необходимости
KU11. как использовать процедуры отчетности по охране труда, технике безопасности и несчастным случаям и их важность
Общие навыки (GS)
Пользователь/работник должен знать, как:
GS1. полная точная, хорошо написанная работа с вниманием к деталям
ГС2. прочитать инструкции, рекомендации/процедуры/правила
GS3. слушать и сообщать информацию в устной форме
GS4. принять решение о подходящем плане действий или ответных мер
GS5. планировать и организовывать работу для достижения целей и сроков
GS6. строить и поддерживать позитивные и эффективные отношения с коллегами и клиентами
GS7. применять подходы к решению проблем в различных ситуациях
ГС8. анализировать данные и деятельность
GS9. применять сбалансированные суждения к различным ситуациям
GS10. обратите внимание на детали
GS11. проверить полноту работы и отсутствие ошибок
GS12. получить проверку коллег
GS13. эффективно работать в команде
Элементы и критерии эффективности
Помощь в общем процессе сварки
Чтобы быть компетентным, пользователь/работник должен уметь:
PC1.. определять необходимое оборудование и метод сварки, которые будут использоваться для сварки конкретных компонентов / агрегат
PC2.. определение различных спецификаций материалов, необходимых для ремонта сварных швов
PC3.. помощь в настройке или регулировке необходимого оборудования, такого как аппараты для дуговой сварки и электродуговой сварки, а также техническое обслуживание или другое оборудование, связанное со сваркой
PC4. . использовать оборудование для ручной или полуавтоматической сварки для сплавления металлических сегментов с использованием таких процессов, как дуга вольфрама, дуга в среде защитного газа, дуга с флюсовой проволокой, плазменная дуга, дуга с защитным металлом, контактная сварка и дуга под флюсом сварка
ПК5.. эксплуатация ручных и автоматизированных сварочных агрегатов и устройств путем наплавки металла с электрода на заготовку и соединения кромок заготовки
ПК6.. расположение, расположение и крепление деталей и узлов в соответствии с техническими условиями, с помощью линейки, комбинированного угольника, штангенциркуля и линейки
PC7.. прихватка или сварка компонентов и узлов с использованием электрического, газового, дугового или другого сварочного оборудования
PC8.. резка заготовки с помощью механизированных пил, ручных ножниц или рубильного ножа
PC9. . расплавить свинцовый стержень, проволоку или лом, чтобы добавить свинец в соединение или выдавить расплавленный лом в форму, пригодную для повторного использования
PC10.. наблюдать за испытаниями на свариваемых поверхностях, такими как допуски на размеры, для оценки качества сварки и соответствия спецификациям
PC11.. контролировать процессы подгонки, обжига и сварки во избежание перегрева деталей или коробления, усадки, деформации или расширения материала
PC12.. проверять канавки, углы или припуски на зазоры с помощью микрометра , штангенциркуль и прецизионные измерительные приборы
PC13.. удаление шероховатостей с заготовки с помощью переносной шлифовальной машины, ручного напильника или скребка
PC14.. сварные детали в плоском, вертикальном или потолочном положении
PC15.. нагрев, формовка и правка металлических деталей с использованием ручных инструментов, горелки или оборудования для дуговой сварки
PC16. . зажечь горелку и отрегулировать клапаны, силу тока или напряжение для получения желаемого пламени или дуги
PC17.. сварное соединение без дефектов сварки и ремонт сварных швов
PC18.. помощь в проверке готовой продукции и запасных частей и сравнении их с образцами для проверки соответствия спецификациям
PC19.. обеспечить соблюдение всех процедур безопасности с использованием средств защиты, таких как щитки для глаз, маски для носа и т. д.
Знание и понимание (KU)
Работник должен знать и понимать:
KU1. Стандартные рабочие процедуры , которые необходимо соблюдать при выполнении сварочных процессов
КУ2. требования к документации для каждой проводимой процедуры организационно-профессиональный кодекс этики и стандарты практики
КУ3. Политика и правила техники безопасности, охраны здоровья и окружающей среды на рабочем месте
KU4. как обращаться с частями автомобилей и механизмами
KU5. как визуально проверить деталь на наличие повреждений
КУ6. методы и приемы, применяемые при техническом обслуживании инструментов, машин и компоновке оборудования, а также при выполнении процесса ремонта
KU7. какой материал или сплав использовать при сварке конкретного металла: сталь алюминий и алюминиевые сплавы медь и медные сплавы никель и никелевые сплавы титан и титановые сплавы цирконий и циркониевые сплавы
КУ8. различные методы и процессы сварки, такие как газовая дуговая сварка вольфрамовым электродом, сварка в среде инертного газа, кислородно-ацетиленовая сварка, дуговая сварка, контактная сварка, сварка в твердом состоянии
KU9. как использовать следующие инструменты и оборудование, необходимые для выполнения процесса сварки: паяльные лампы: – моторизованные горелки для резки – горелки для фигурной резки – сварочные горелки аппараты для газовой сварки или пайки или резки: – оборудование для пайки – оборудование для дуговой сварки – оборудование для ацетиленокислородной сварки – переносные газосварочные аппараты для подъема людей или персонала
: — гидравлические подъемники для грузовиков — сварочные маски для поворотных ступеней, включая различные типы: — щитки для рук/перчатки — сварочные щитки для глаз, сварочные инструменты: — стержневые печи — печи для хранения и горячие ящики — сварочные пистолеты, прессы для мастерских: — тормоза — переносная магнитная дрель прессы – пробивные прессы
КУ10. как проводить осмотр оборудования, конструкций или материалов для выявления причин ошибок или других проблем или дефектов
KU11. как использовать либо механизмы управления, либо непосредственную физическую активность для управления машинами или процессами (не включая компьютеры или транспортные средства), например, использовать точные измерительные инструменты или оборудование, работать с оборудованием/машиной для изготовления металла или пластмассы, выполнять детальные методы сварки, использовать оборудование для пожаротушения, использовать руки или электроинструменты использовать оборудование для неразрушающего контроля изготавливать балки использовать ацетиленовую сварку/резак сваривать металлические детали, компоненты или конструкции использовать оборудование для газовой сварки обжигать (резать), обрезать или зачищать металлические предметы использовать оборудование для термической резки использовать оборудование для сварки пайкой спаивать металлические части или компоненты вместе спаивать металлические детали или компоненты вместе использовать паяльное оборудование использовать оборудование для дуговой сварки работать с подъемником, лебедкой или гидравлической стрелой
КУ12. как выполнять физические действия, такие как лазание, поднятие тяжестей, балансирование, ходьба, наклонение и обращение с материалами . создание документации, необходимой для процесса сварки (включая рабочие листы и т. д.)
ГС2. вводить, расшифровывать, записывать, хранить или поддерживать информацию в письменной или электронной/магнитной форме
ГС3. помощь в ведении соответствующей документации по обслуживанию и ремонту автомобиля, подлежащего сварке
GS4. напишите хотя бы на одном языке
GS5. читать рабочие задания, чертежи, материалы, спецификации и т. д., относящиеся к сварочным работам
GS6. читать и интерпретировать геометрические размеры и допуски сварочного задания
GS7. взаимодействовать с начальством и другими функциями вспомогательного персонала
ГС8. давать указания или предупреждения руководителям, коллегам и подчиненным по телефону, в письменной форме, по электронной почте или лично
GS9. анализировать информацию и оценивать результаты для выбора наилучшего решения и решения проблем в случае их возникновения в процессе сварки
GS10. решить, когда связаться с начальником в случае каких-либо несоответствий в сварочном аппарате
GS11. запланировать визуальную проверку детали, чтобы убедиться, что она не повреждена
ГС12. планировать и организовывать поставки с учетом местных условий
GS13. обеспечить оценку требований клиентов и предоставление удовлетворительных услуг
GS14. выявляет неисправности оборудования или обработку за пределами допуска и регулирует станок в необходимых пределах, обеспечивая при этом качество производства
GS15. определение основополагающих принципов, причин или фактов информации путем разбиения информации или данных на отдельные части
ГС16. анализировать и интерпретировать геометрические размеры и допуски
GS17. использовать логику и аргументацию для определения сильных и слабых сторон альтернативных решений, выводов или подходов к проблемам
- Критерии оценки для каждого квалификационного пакета будут созданы Отраслевым советом по навыкам. Каждому элементу/критерию эффективности (ПК) будут присвоены баллы, пропорциональные его важности в NOS. SSC также установит соотношение оценок по теории и практическим навыкам для каждого элемента/ПК.
- Оценка теоретической части будет основываться на банке знаний вопросов, созданном SSC.
- Оценка будет проводиться для всех обязательных БДУ и, где применимо, для выбранных факультативных/факультативных БДУ/набора БДУ.
- Отдельные оценочные агентства будут создавать уникальные вопросы для теоретической части для каждого кандидата в каждом экзаменационном/учебном центре (в соответствии с критериями оценки, указанными ниже).
- Отдельные агентства по оценке будут создавать уникальные оценки практических навыков для каждого учащегося в каждом экзаменационном/учебном центре на основе этих критериев.
- Чтобы сдать квалификационный пакет, каждый стажер должен набрать совокупный рекомендуемый процент сдачи для QP.
В случае неудачного завершения стажер может запросить переаттестацию по квалификационному пакету
Полное руководство по методам сварки: что лучше металл.
Наш род тысячи лет склеивал куски металла с помощью сварки. Но с 19 века было разработано множество различных методов с преимуществами и недостатками.
Здесь мы узнаем, что сварка означает и обсудите, какие типы лучше всего подходят для какой цели. Мы также познакомим вас с некоторыми художниками, выполняющими захватывающую работу по сварке .
Понимание различных типов сварки и их применения может помочь вам выбрать наиболее подходящий метод для вашего проекта. Итак, приготовьтесь надеть свой сварочный шлем и погрузиться в увлекательный мир сварки .
Что такое сварка и зачем она нужна?
Сварка — это производственный процесс, в котором используются высокие температуры для плавления и сплавления деталей. Однако следует отметить, что давление также может способствовать процессу или использоваться исключительно для получения сварного шва.
По данным Brighthubengineering.com, «сварка не просто соединяет две детали вместе, как при пайке твердым припоем и пайке. другие металлы или газы».
Обычно он отличается от методов сплавления металлов, в которых используются более низкие температуры, такие как пайка твердым припоем или пайка, при которых основной металл обычно не плавится.
Сварка обычно также включает использование присадочного материала или расходных материалов. Как следует из названия, это обеспечивает «наполнитель» или ванну расплавленного материала, которая помогает сформировать прочную связь между основными металлами.
Существует множество различных видов сварки.
NZ Defense Force/Flickr
Most сварка процессы также потребуют некоторой формы экранирования для защиты основных компонентов и наполнителя от окисления.
Сварка может выполняться с использованием различных источников энергии. Примеры включают газовое пламя (приводимое в действие химическим веществом, например ацетиленом), электрическую дугу (электрическую), лазер, электронный луч, трение и ультразвук. Различные методы сварки подходят для работы на открытом воздухе, под водой и даже в космосе.
Какие существуют виды сварки?
Сварка тысячелетиями использовалась в металлургии. Хотя кузница сварка , в которой кузнецы соединяют железо и сталь путем нагревания и ковки, была единственной жизнеспособной техникой. Это изменилось в 19 веке, когда были разработаны более продвинутые методы, такие как дуговая сварка и кислородная сварка.
Welding Платформа обзора оборудования Welder Station перечисляет некоторые из наиболее распространенных процессов сварки :
- Сварка MIG — Газовая дуговая сварка металлическим электродом (GMAW)
- Сварка ВИГ – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- Сварка электродом – Дуговая сварка защищенным металлом (SMAW)
- Сварка флюсом – дуговая сварка порошковой проволокой (FCAW)
- Газовая вольфрамовая дуговая сварка
- Плазменная дуговая сварка
Источник: Технологический институт дайверов
Технологический институт дайверов
Какие существуют типы сварочных аппаратов?
Существует довольно много различных типов сварочных машин. Эти машины генерируют тепло, которое плавит металлические детали, чтобы их можно было соединить. Однако не существует ни одного сварочного аппарата , подходящего для всех целей.
Более крупные сварочные аппараты , как правило, используются на промышленных объектах, таких как фабрики, в то время как меньшие идеально подходят для домашних или любительских целей.
Согласно Welding Hub, существует пять основных типов сварочные аппараты . Это:
- Сварочные аппараты MIG (металл в среде инертного газа).
- Сварочные аппараты Mig с тиристорным управлением.
- Сварочные аппараты TIG.
- Машины для точечной сварки.
- Машины для дуговой сварки защищенным металлом.
Сварка является фундаментальным процессом.
sally sally/YouTube
- Сварочные аппараты MIG лучше всего подходят для большинства целей сварки дома или на заводе. Они, как правило, могут обрабатывать различные металлы, включая мягкую сталь, нержавеющую сталь и даже алюминий. Сварка МИГ — это процесс дуговой сварки, при котором непрерывный сплошной проволочный электрод подается через вваривает пистолет в сварочную ванну, соединяя вместе два основных материала. Защитный газ, подаваемый через сварочный пистолет , защищает сварочную ванну от загрязнения. Сварка MIG обычно выполняется быстро и обеспечивает длительное время дуги, даже если электроды не полностью заряжены.
- Аппараты для сварки MIG тиристорного типа, как правило, лучше всего подходят для фиксации или монтажа объектов на подходящей поверхности. Эти машины хорошего качества и прослужат очень долго. Таких сварка 9Машины 0019 производят небольшое количество искры, что упрощает управление ими. Эти машины лучше всего подходят для сварки сплошных и флюсовых материалов. Они могут работать с мягкими, низкоуглеродистыми, легированными и т. д.
- Сварочные аппараты TIG более специализированы, чем другие, и обеспечивают чистый сварной шов без брызг, искр или дыма. Эти машины обрабатывают нержавеющую сталь, латунь, золото, магний, алюминий, медь и никелевые сплавы. Сварочные аппараты TIG, как правило, не подходят для полевых работ, но отлично подходят для ремонта поврежденных деталей.
Источник: Джулиан Карвахал/Flickr
Джулиан Карвахал/Flickr
- Машины для точечной сварки, как правило, используются для соединения элементов внахлест, таких как стальные листы. Для этого металлические листы обычно защищают с помощью пары электродов, пропуская через них ток. Сварочные аппараты для точечной сварки имеют много больших преимуществ по сравнению с другими, например, эффективное использование энергии, высокая производительность, простая автоматизация и т. д. Эти сварочные аппараты, как правило, чаще всего используются в автомобильной промышленности. Они также, как правило, намного дешевле, чем их альтернативы.
- Дуговая сварка металлическим электродом в среде защитного газа, или сварка электродом, использует электрический ток, вытекающий из зазора между металлом и сварочным электродом. В этом типе сварки электрический ток используется для создания дуги между основным материалом и присадочным стержнем (также называемым электродным стержнем). Присадочный стержень покрыт флюсом, который предотвращает окисление и загрязнение за счет выделения углекислого газа во время сварки.
Какой сварной шов самый прочный?
Ответить на этот вопрос не так просто, как может показаться на первый взгляд. Лучший сварной шов зависит от основного материала и его предполагаемого использования. Каждый метод, от TIG до плазменной дуговой сварки, имеет свои уникальные преимущества и недостатки по сравнению с другими.
Самый популярный
Согласно Crom Weld, сварка стержнем является самым прочным типом сварки: «если учитывать чистую прочность и толщину свариваемого материала, то сварка стержнем является победителем. Как мы уже говорили, метод стержня единственный способный сваривать чугун. Он также работает с грязными материалами и в суровых погодных условиях».
Но это не обязательно означает, что сварка электродом является лучшим выбором для всех сценариев. MIG может использоваться для более широкого спектра металлов различной толщины, в то время как сварка TIG обеспечивает высочайшее качество сварных швов, особенно когда речь идет о тонких металлах».
Инженер-сварщик.
Виталий Сова/iStock
Это также зависит от металла, который вы хотите сварить. Например, сварка алюминия с алюминием может быть сложной задачей, поскольку это достаточно мягкий металл, который не выдерживает слишком большого нагрева. По этой причине только два жизнеспособных метода сварки можно использовать с алюминием, сваркой MIG и сваркой TIG.
Из этих двух методов сварка ВИГ считается наиболее подходящей для достижения наилучших результатов. Нержавеющая сталь 9С другой стороны, сварка 0018 отличается тем, что это гораздо более прочный металл по сравнению с алюминием. По этой причине он может подвергнуться гораздо большему наказанию, прежде чем скомпрометирует свою силу. Но какой метод сварки обеспечивает самый прочный шов, зависит от толщины материала.
Сварка MIG обычно считается лучшим методом для большинства сталей. Когда дело доходит до более толстых стальных листов, многие преклоняются перед превосходством сварки электродами и флюсом. Сварку TIG и MIG можно использовать без особых проблем, если сталь мягкая и нержавеющая.
Как выбрать подходящие сварочные перчатки?
Помимо качественной сварочной маски и сварочного аппарата, перчатки также являются необходимым сварочным снаряжением. Их работа состоит в том, чтобы защитить ваши драгоценные, но хрупкие человеческие руки от потенциально сильных ожогов, поэтому необходимо выбрать хорошую пару. Но когда речь идет о сварочных перчатках, универсального размера не существует. Такие факторы, как сварка, для которой вы будете их использовать, и то, сколько навыков вам потребуется, являются соображениями.
Источник: meredith_nutting/Flickr
meredith_nutting/Flickr
Тип сварки , который вы будете использовать, будет вызывать разное количество искр и другие опасности. Сварка MIG, например, имеет тенденцию к образованию большого количества искр, от которых необходимо защищаться и впоследствии очищаться.
Перчатки также изготавливаются из различных материалов. Для большинства пользователей кожа предпочтительнее, поскольку она прочная, непроводящая и отлично рассеивает тепло. Но кожа может быть изготовлена из различных видов шкур животных. Вот некоторые распространенные примеры:
- Козья кожа. Эта кожа обладает непревзойденной износостойкостью и прочностью на растяжение, оставаясь при этом мягкой и эластичной. Это идеально подходит для сварки TIG, где требуется максимальная ловкость.
- Horsehide — Лошадиная шкура прочна и долговечна, но остается удобной. Хотя кожаные перчатки менее популярны, они также отлично подходят для сварки TIG.
- Свиная кожа. Свиная кожа прочна и хорошо работает во влажной и маслянистой рабочей среде. Эта кожа отлично подходит для сварки TIG, MIG и дуговой сварки.
- Воловья кожа. Коровья кожа является одним из наиболее распространенных видов кожи. Он прочен, удобен и обычно предпочтителен для сварки электродом и сварки MIG.
- Оленья кожа. Мягкая и гибкая кожа, свобода движений делает ее отличным выбором для сварки TIG.
- Кожа лося. Кожа лося не так быстро затвердевает, как воловья, при воздействии тепла. Elkskin — еще один отличный выбор для сварки MIG из-за большого количества выделяемого тепла.
Какой сварочный аппарат лучше всего подходит для новичка?
Если вы новичок в сварке , некоторые методы намного проще. Сварка MIG, например, считается самой простой в использовании. Но почему?
Легко ли сваривать?
Weldscientist/Wikimedia Commons
Сварка MIG имеет широкие возможности регулировки выходной мощности. Он также производит безупречные сварные швы по сравнению с большинством других методов. Это также здорово, поскольку обычно работает быстро, что нравится как новичкам, так и мастерам.
Другие методы также существуют, если ваш бюджет позволяет их. Вы могли бы подумать о том, чтобы приобрести себе нечто, называемое гибридным сварочным аппаратом. Это позволяет вам попробовать несколько методов с помощью одного инструмента. Тем не менее, несмотря на это, многие практикующие сварщики одобряют простоту и надежность сварки MIG для обучения веревкам.
Для каких непроизводственных целей можно использовать сварку?
Хотя сварка очень полезна во многих отраслях промышленности по всему миру, ее можно использовать и для других целей. Один пример из мира искусства.
Если вы когда-нибудь смотрели вечный классический анимационный фильм «Железный великан », Дин МакКоппин сделал именно это.
Железный великан.
ShyCityNXR/Flickr
Прослеживая наши шаги в реальном мире, многие художники используют вышеупомянутые методы для создания великолепных работ. Из тех артистов, которые используют сварка для выполнения своей работы, одним интересным примером является сварка цепным выключателем.
Этот парень использует старые велосипедные цепи для создания необычных, эстетически привлекательных скульптур. Вы должны проверить его работу в Instagram.
Еще один великий художник по сварке — Дэвид Мадеро. Этот парень создает потрясающие произведения искусства, используя плазменные резаки и методы точечной сварки.
Стальная скульптура «Череп воина» была специальным проектом для @JackDaniels_Mx и @HEDBANGER_ — 2017 https://t.co/xwD5yb2nCT
— Madero / Co (@Madero_Co) 30 мая 2021 г.
И это ваш удел на сегодня.
Сварка — это необходимый процесс, который произвел революцию во многих отраслях промышленности, от производства до строительства. Понимая различные методы сварки и их применение, вы можете принимать обоснованные решения при выборе подходящего метода сварки для вашего проекта.
Независимо от того, являетесь ли вы профессиональным сварщиком или любителем, сварка предлагает бесконечные возможности и возможности для создания чего-то действительно замечательного.