Аргоновая сварка своими руками
0
Опубликовано: 23.05.2017
Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа. Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Оглавление:
- Из каких узлов состоит оборудование для аргонодуговой сварки?
- Необходимые инструменты и комплектующие детали
- Сборка и настройка аппарата своими руками
- Итоги
Из каких узлов состоит оборудование для аргонодуговой сварки?
Прежде чем собирать собственный комплект для аргоновой сварки своими руками, нужно ознакомиться с принципом действия оборудования заводского изготовления. Необходимо отметить, что сварка в инертной среде зачастую предполагает применение смесей газов из-за высокой стоимости чистого аргона и повышенного расхода при сварке деталей большой толщины.
Необходимо отметить, что сварка в инертной среде зачастую предполагает применение смесей газов из-за высокой стоимости чистого аргона и повышенного расхода при сварке деталей большой толщины.
Эти обстоятельства диктуют применение двух баллонов, в одном из которых находится инертный, а в другом углекислый газ. Соответственно, в этом случае, необходимо использовать двойной комплект редукторов и манометров, которые придётся приобрести наряду с баллонами необходимой ёмкости.
Нужно знать, что подача импульсов от осциллятора, которые способствуют быстрому розжигу дуги практически без касания электрода и свариваемых деталей, должна происходить с задержкой относительно подачи защитного газа. Это необходимо для того, чтобы сварка происходила без окисления будущего шва в агрессивной воздушной среде. Для обеспечения этого процесса используется схема задержки подачи импульса при нажатии кнопки старта.
В основном оборудование для сварки в инертной среде состоит из следующих узлов:
- источник питания, которым может быть сварочный трансформатор или инвертор, позволяющий переключать полярность при работе;
- комплект баллонов и редукторов с манометрами для подачи газовой смеси;
- соединительные шланги, с возможностью подачи управляющих импульсов, сварочного тока и инертного газа в зону плавления, снабжённые евроразъёмом;
- горелка с узлом крепления вольфрамового электрода и соплом подачи защитного газа в сварочную ванночку;
- встроенный в источник питания сварочный осциллятор и схема задержки подачи высоковольтного импульса.


Процентное соотношение компонентов газовой смеси зависит от типа металлов и подбирается по справочным таблицам. В их состав может входить аргон, гелий и углекислый газ, с суммарным расходом от 6 до 12 л/мин. Тугоплавкие вольфрамовые электроды затачивают определённым способом, крепят в керамическом держателе горелки и по возможности оберегают от загрязнений, существенно влияющих на качество сварки. Состав присадочной проволоки, подаваемой вручную в зону плавления, должен быть как можно ближе к свариваемым металлам или их сплавам.
Необходимые инструменты и комплектующие детали
При выборе комплекта для аргонно-дуговой сварки необходимо исходить из величины затрат, которые вы можете себе позволить. Существует несколько вариантов сборки установки с разным количеством затрачиваемых средств. В одном случае можно собрать установку из уже готовых частей с невысокой стоимостью и в этом варианте вам понадобится простой инверторный источник питающего напряжения с возможностью работы в режимах постоянного и переменного тока сварки.
В иных вариантах необходимо будет изготавливать все элементы комплекта своими руками, что, безусловно, обойдётся дешевле, но будет менее надёжным и потребует значительных временных затрат на сборку и настройку оборудования. В обоих вариантах приобретать газовые баллоны, редукторы и манометры совершенно необходимо.
Для сборки нового оборудования понадобится корпус, в котором можно будет закрепить элементы конструкции, эффективную систему охлаждения и контактную группу, поэтому для работы понадобятся следующие инструменты и оборудование:
- мощный вентилятор для охлаждения радиаторов силовых полупроводниковых элементов;
- электродрель или шуруповёрт со свёрлами;
- углошлифовальная машина и ножовка по металлу;
- наждачная бумага, напильники;
- пассатижи, отвертки, гаечные ключи;
- линейка, штангенциркуль и микрометр;
- крепёжный материал или устройство для нарезки резьбы;
- текстолит разной толщины, в том числе и фольгированный;
- мощный паяльник, трансформаторные и соединительные провода соответствующей длины и диаметра;
- мультиметр, осциллограф;
- радиодетали и полупроводниковые элементы.

Основой комплекта является блок питания, который можно собрать из подходящего по параметрам трансформатора и диодного выпрямителя с ёмкостным фильтром, обеспечивающим напряжение холостого хода от 45 до 60 В и выходным током не менее 120 А. Также необходимо запитать вентилятор охлаждения, схему задержки и высоковольтный осциллятор. Собирать инверторную схему сварочного аппарата нецелесообразно, поскольку эта работа требует опыта при настройке конечного изделия и подборе номиналов радиодеталей.
Сборка и настройка аппарата своими руками
Для создания блока питания используется силовой трансформатор мощностью более 1 кВт, первичная обмотка наматывается проводом с диаметром 0,72−0,9 мм от 320 до 410 витков. Рекомендованные значения для вторичной обмотки из медной шины 15−25 мм2 с количеством витков от 10 до 12 с индивидуальным подбором под необходимые параметры по току и напряжению.
Кроме блока питания, необходимо добиться корректной работы осциллятора, который должен выдавать на выходе напряжение в пределах от 2500 до 6000 В с частотой от 200 до 500 кГц. Именно такие параметры позволяют ионизировать пространство между вольфрамовым электродом и заготовкой, чтобы облегчить розжиг дуги короткого замыкания.
При таком способе, как сварка аргоном, необходимы шланги для подачи газа в зону сварки соединённые с кабелем подачи сварочного тока и управляющего сигнала от кнопки к схеме задержки и газовому клапану. Но самым сложным является изготовление горелки своими руками, поскольку необходимо в одном корпусе разместить кнопку управления, цанговый зажим вольфрамового электрода с подсоединённым сварочным кабелем диаметром 6 мм. Кроме того, необходимо закрепить узел фиксации керамического газового сопла поэтому если есть возможность, то лучше приобрести горелку заводского изготовления наряду с баллонами, манометрами и редуктором.
 youtube.com/embed/JINPpLTe4p8?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/JINPpLTe4p8?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»> Последовательность настройки оборудования заключается в проверке работы осциллятора, схемы задержки, газового клапана и сварочных параметров блока питания. Последовательность сварочных работ заключается в выполнении следующих операций, а именно:
- вентилями устанавливается необходимая концентрация газовой смеси и выставляется по манометрам расход от 6 до 12 л/мин в зависимости от тока сварки и толщины заготовок;
- в цанговом зажиме крепится вольфрамовый электрод, который выступает не более 4 мм от среза газового сопла, при этом дуга должна быть не более 2,5−4 мм;
- заготовки фиксируются во избежание сдвига относительно друг друга в процессе работы;
- подбирается проволока и включается инвертор, при этом импульс осциллятора должен подаваться с задержкой на 1−2 сек относительно открытия газового клапана;
- после возникновения стабильной дуги и сварочной ванночки вручную подаётся присадочная проволока в зону шва.

Итоги
Мы рассмотрели состав комплекта оборудования для аргоновой сварки и его возможности. Собрать такое оборудование своими руками опытному человеку вполне по силам, но если есть возможность, то лучше покупать готовые блоки и на их основе изготовить работоспособный аппарат. Это, возможно, более дорогостоящий вариант, но он обеспечит лучшее качество и сэкономит много личного времени.
Сергей Одинцов
tweet
Аргонодуговая сварка, собранная своими руками
Содержание
- 1 Принципы работы аргонодуговой сварки
- 1.1 Некоторые тонкости
- 1.2 Разновидности TIG
- 2 Умелые руки – альтернатива затратам
- 2.1 Техника безопасности
- 2.2 Рабочие моменты
- 2.3 Подведем итоги
Благородный аргон служит людям с золотыми руками! Соединение различных цветных металлов: меди, бронзы, титана, алюминия и других, невозможно произвести обычными сварочными аппаратами. Для работ такого рода, применяется специальный вид сварки – дуговая сварка, c использованием аргона (TIG: tungsten inert gas). В качестве используемого газа, наиболее распространено применение аргона, что позволяет называть эту разновидность сварки аргоновая. Готовое оборудование стоит значительную сумму, но, если вы не боитесь трудностей и считаете себя умельцем – аргонная сварка своими руками, вполне реальное дело.
Для работ такого рода, применяется специальный вид сварки – дуговая сварка, c использованием аргона (TIG: tungsten inert gas). В качестве используемого газа, наиболее распространено применение аргона, что позволяет называть эту разновидность сварки аргоновая. Готовое оборудование стоит значительную сумму, но, если вы не боитесь трудностей и считаете себя умельцем – аргонная сварка своими руками, вполне реальное дело.
Аргонодуговой сваркой можно заварить практически все
Принципы работы аргонодуговой сварки
Электрическая (дуговая) и газовая, сварки, при смешении дали нам аргонодуговую сварку. Электрическая дуга термически воздействует на края металлов, а плазма, получающаяся при отщеплении электронов от аргона, за счет его высокой ионизации, приводит к плавлению материала. Аргон, так же служит защитной средой, для соединяемых металлов, предохраняя шов от попадания различных примесей из воздуха, что делает его не только ровным, но и очень прочным. Кроме высоких качественных характеристик швов, к достоинствам этой сварки относится и возможность использования в любом положении, что бывает необходимым при сваривании труб, деталей автомобилей и других высокотехнологичных изделий. Возможность выполнения швов различной конфигурации – дополнительный бонус. Недостаток, которым обладает аргонно дуговая сварка – невысокая (в сравнении с другими видами сварки) скорость процесса.
Возможность выполнения швов различной конфигурации – дополнительный бонус. Недостаток, которым обладает аргонно дуговая сварка – невысокая (в сравнении с другими видами сварки) скорость процесса.
Некоторые тонкости
Перед работой, вольфрамовый электрод необходимо заточить под небольшим углом. Выполняется это своими руками, на заточном станке, постоянно вращая стержень вокруг своей оси. Учитывая, что форма электрода влияет на глубину проварки и качество шва, заостренный электрод максимально увеличит эти показатели.
Аргоновая сварка подразумевает использование присадки – металлической проволоки из соответствующего материала, для заполнения сварочной ванны. Расположение присадочной проволоки впереди горелки, под небольшим углом к поверхности и плавная, аккуратная подача, обеспечит узкий, ровный шов. Если толщина свариваемых деталей невелика, присадка необязательна.
В процессе работы, электрод необходимо держать максимально близко к поверхности, примерно 2 мм, для возникновения маленькой дуги. Минимальная дуга обеспечивает оптимальную глубину соединения и тонкий шов.
Минимальная дуга обеспечивает оптимальную глубину соединения и тонкий шов.
Сварка требует много терпения
Разновидности TIG
Аргонная сварка проводится при помощи плавящегося и неплавящегося электродов, неплавящийся электрод изготавливается из вольфрама, как исключительно тугоплавкого материала. Он используется в качестве высокотемпературного проводника тока. Существует несколько разновидностей аргоновой сварки.
- Ручная аргонодуговая сварка с помощью неплавящегося электрода – РАД
- Автоматическая аргонодуговая сварка с помощью неплавящегося электрода – ААД
- Автоматическая аргонодуговая сварка с помощью плавящегося электрода — ААДП
Умелые руки – альтернатива затратам
Покупка готового оборудования для аргонодуговой сварки, не является единственной возможностью обладания ею. Этот агрегат возможно собрать своими руками, имея необходимые комплектующие:
- Источник тока. Достаточно стандартного трансформатора для ручной сварки, с постоянным или переменным током.
- Баллон с аргоном. По возможности – наличие манометра.
- Редуктор газовый.
- Клапан газа.
- Специальная аргоновая горелка.
- Осциллятор. Преобразует ток в высокочастотные импульсы, для поджигания дуги. Поджигание путем касания рабочей поверхности нежелательно – слишком низкая ионизация дуги (искра слабо вырабатывается), а электрод загрязнится и окислится.
- Защитная маска.

К редуктору и трансформатору подключается горелка; осциллятор подключается параллельно источнику питания, это не такая уж сложная схема. Масса подается, как при обычном способе сварки.
Все не так уж сложно если есть желание
Если вы обладаете соответствующими знаниями и желанием, можете дополнить и улучшить такой вариант сборки. Приобрести все необходимое можно в специализированных магазинах, на соответствующих сайтах в интернете, или на «блошином рынке». В качестве дополнительного варианта, перетряхните собственные загашники – может найтись много полезного.
Техника безопасности
Самое пристальное внимание при сборке аргонодуговой сварки своими руками, необходимо уделить технике безопасности. Во время сборки конструкции все элементы питания должны быть выключены из сети. Убедитесь в исправности используемых агрегатов: рабочей резьбы на накидных гайках, надежности присоединения шланга для подачи газа, редуктора для аргона. Все корпуса используемого оборудования должны быть заземлены кабелем, с сечением не менее 25 мм.
Проведите ревизию обмотки силовых кабелей. Пользуйтесь только надежными, заизолированными электродержателями, чтобы не допустить соприкосновения тока с рабочими поверхностями или руками. Перед проведением пробного пуска, обеспечьте надежную вентиляцию помещения – аргон, ядовитый газ, способный вызвать отравление.
Не рискуйте своими руками и другими важными частями тела – обязательно применяйте спецодежду, защитные перчатки и маску. Недопустимо присутствие синтетических легкоплавких материалов, которые могут быть прожженны брызгами жидкого металла. Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Рабочие моменты
Показателем правильности настройки горелки, является малое шипение аргона при включении. Все задействованные в сварке поверхности должны быть зачищены и обезжирены. Переключатели тока могут быть не только педальные, но и ручные. Последние используются, если аргонно дуговая сварка не предполагает задействования обеих рук. Движения горелки не должны быть поперечными: именно продольное ведение по шву, гарантирует его высокие качества.
Шов должен быть не только качественным, но и красивым
Реально сделать процесс сварки дешевле, если пользоваться услугами организаций, производящих закачку газом опустевших баллонов. Покупать по мере расходования новый баллон с газом, гораздо дороже.
Подведем итоги
Аргонодуговая сварка – универсальное, незаменимое во многих случаях, оборудование, позволяющее выполнять широкий спектр операций, которое можно собрать своими руками.
 Этот фактор не только сэкономит ваши деньги. Вы сможете реализовать на практике свои способности. Умелые и трудолюбивые не только свернут горы, но и подчинят себе газ.
Этот фактор не только сэкономит ваши деньги. Вы сможете реализовать на практике свои способности. Умелые и трудолюбивые не только свернут горы, но и подчинят себе газ.Сварка MIG с защитным газом, состоящим из 100 % аргона
Можно ли сваривать сталь MIG с использованием 100 % аргона?
С этим вопросом рано или поздно столкнется каждый сварщик, и да, вы можете сваривать сталь MIG, если у вас есть только чистый аргон. Но это не идеально. И нержавейка не рекомендуется.
И…
Кажется, всегда есть но, или два, или три. Однако в этом случае вам нужно знать, что стоит за этими «но», чтобы правильно ответить на этот, казалось бы, простой вопрос.
Зачем использовать чистый аргон?
Большинство людей, читающих эту статью, уже знают, почему кто-то может использовать 100% аргон для сварки стали методом MIG.
Необходимость.
Нехватка газа бывает у каждого сварщика. Но никто не хочет тратить драгоценное время на беготню, чтобы заправиться посреди рабочего дня. Или, может быть, ваш поставщик газа закрыт.
Или, может быть, ваш поставщик газа закрыт.
Но, если у вас есть баллон со 100% аргоном в магазине для других видов сварки, вы можете использовать его и продолжать работу. Нет перерыва, чтобы броситься за пополнением баллона с газовой смесью MIG.
Использование чистого аргона — это просто вопрос изобретательности и продуктивности в крайнем случае.
Но стальной сварной шов может быть недостаточно высокого качества в зависимости от того, что вы свариваете.
Чем отличается 100% аргон?
Защитный газ MIG не только защищает сварной шов от вредных атмосферных газов. Да, важно не допустить проникновения этих газов и не сделать сварной шов пористым.
Но его состав также влияет на качество дуги и теплопроводность. Эти свойства также оказывают значительное влияние на получаемый сварной шов.
Итак, вам нужно знать, чего ожидать при использовании 100% аргона для сварки стали методом MIG.
Некоторые характеристики, которые вы почувствуете при его использовании, включают:
- Аргон имеет более низкий потенциал ионизации, что снижает напряжение и мощность дуги.
- Дуга менее стабильна.
- Сочетание нестабильной дуги с пониженной мощностью предотвращает образование текучей рабочей ванны. Другими словами, расплавленный металл будет жестким и трудным для обработки.
- Аргон имеет более низкую теплопроводность, а внешние края дуги остаются холодными. Это означает, что вы получаете узкое, уменьшенное проникновение с меньшим сплавлением.
- Наполнитель располагается поверх стали в виде узкого высокого валика. Сварные швы
- MIG с использованием чистого аргона склонны к подрезке.
- Опыт показывает, что сварка MIG стали с использованием чистого аргона теряет пластичность. В результате при изгибе или скручивании жесткий сварной шов может треснуть или сломаться.

Таким образом, можно склеить сталь, используя хороший сварочный аппарат MIG со 100% защитным газом аргоном. Но в итоге вы получите некачественный, слабый, ломкий сварной шов.
Если вам нужен прочный и качественный сварной шов, 100% аргон НЕ является хорошим выбором для сварки стали методом MIG.
Эти проблемы еще более выражены с нержавеющей сталью, и никогда не рекомендуется использовать чистый аргон для сварки нержавеющей стали MIG.
В приведенном ниже видео на YouTube представлена полезная информация и наглядные материалы о сварке стали методом MIG со 100% аргоном.
Связанные : Что такое GMAW?
Использование 100% аргона для сварки стали методом MIG
Если вы оказались в незавидном положении, когда вам приходится сваривать сталь методом MIG с использованием чистого защитного газа аргона, есть несколько советов, которые могут вам помочь.
- Скошить края соединения. Это поможет сплавить основной металл и сделать соединение более прочным.
- Увеличьте огонь, но будьте осторожны, чтобы не прожечь более тонкую сталь. Заставить шарик сидеть ровно, вероятно, будет трудно или невозможно.

Кроме того, аргон обеспечивает хорошие сварные швы при использовании другого метода сварки (например, TIG) или других основных металлов. Некоторые основные металлы, для которых может потребоваться использование 100% аргона в сварочном аппарате MIG, включают:
- Алюминий
- Титан
- Магний
- Никель (менее ⅛ дюйма)
- Медь (менее ⅛ дюйма)
И последнее интересное замечание: для некоторых более низкий провар делает сварку MIG со 100% аргоном выгодной при сварке стальных листов.
В этом случае чистый аргон может снизить вероятность проплавления тонкого основного металла. Но вы, вероятно, все равно получите высокую узкую бусину.
Прочтите также : Газы для сварки ВИГ (с таблицей)
Смеси CO2/аргон лучше подходят для сварки стали методом МИГ и решает проблемы, связанные со 100% аргоном. Для улучшения результатов сварки MIG обычно добавляют от 5 до 25 % CO2.
Эта газовая смесь обеспечивает текучую, работоспособную лужу и лучшее проникновение. Кроме того, это устраняет подрезку и меньше разбрызгивания. Важно отметить, что нагрев и охлаждение лучше контролируются, что повышает устойчивость сварного шва к изгибу и скручиванию.
Кроме того, это устраняет подрезку и меньше разбрызгивания. Важно отметить, что нагрев и охлаждение лучше контролируются, что повышает устойчивость сварного шва к изгибу и скручиванию.
При покупке смеси аргон/CO2 газ маркируется с указанием количества CO2, добавленного в аргон.
Например, «C25» представляет собой защитный газ, состоящий из 25 % CO2 и 75 % аргона. Сварка со 100% CO2 будет иметь маркировку C100.
Подняв концепцию смешивания газов на новый уровень, используя тримиксный защитный газ (например, 90 % гелия, 7,5 % аргона и 2,5 % CO2), можно получить наилучшие сварные швы на нержавеющей стали.
Этот газ может быть дорогим и не всегда доступен для сварщика-любителя. Но для качественных сварных швов на нержавеющей стали поиск тримиксной смеси может стоить затрат и усилий.
Связанное чтение : Какой размер газового баллона для MIG / TIG
Почему 100% аргон подходит для сварки стали TIG?
Сварка МИГ и сварка ВИГ отличаются применением присадочного материала и типом используемого электрода.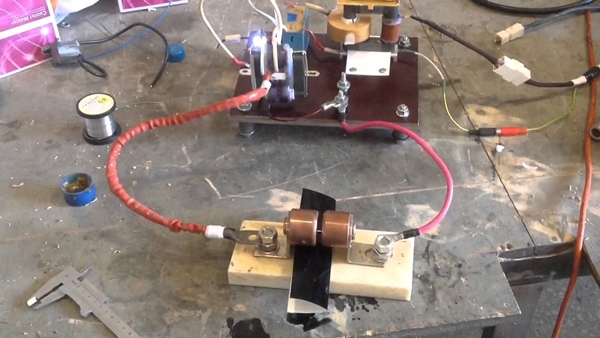 Это влияет на дугу и характеристики сварного шва.
Это влияет на дугу и характеристики сварного шва.
При сварке МИГ в качестве электрода используется присадочная проволока, поэтому проволоку необходимо постоянно подавать к наконечнику по мере ее расхода.
В противоположность этому, при сварке TIG используется неплавящийся вольфрамовый электрод, а наполнитель подается в дугу отдельно. Этот электрод производит стабильную и сильную дугу, но вольфрамовый наконечник должен оставаться чистым и неповрежденным.
Родственные : Сварка MIG и TIG
Таким образом, для сварки TIG требуется газ, который остается инертным даже при высоких температурах сварки. Аргон остается инертным даже при повышенных температурах. Он также обеспечивает легкий запуск, поддерживает стабильную дугу и помогает поддерживать чистоту вольфрамового электрода.
Таким образом, для сварки TIG стали с аргоном можно использовать, тогда как для сварки MIG стали лучше использовать смесь аргона/CO2.
Читайте также:
Стоимость аргона – сколько и где купить
Типы сварочных газов и для чего они используются
Сварка MIG с защитным газом, состоящим из 100 % аргона
Исчерпание газа MIG в середине проекта — проблема, с которой рано или поздно столкнется большинство сварщиков.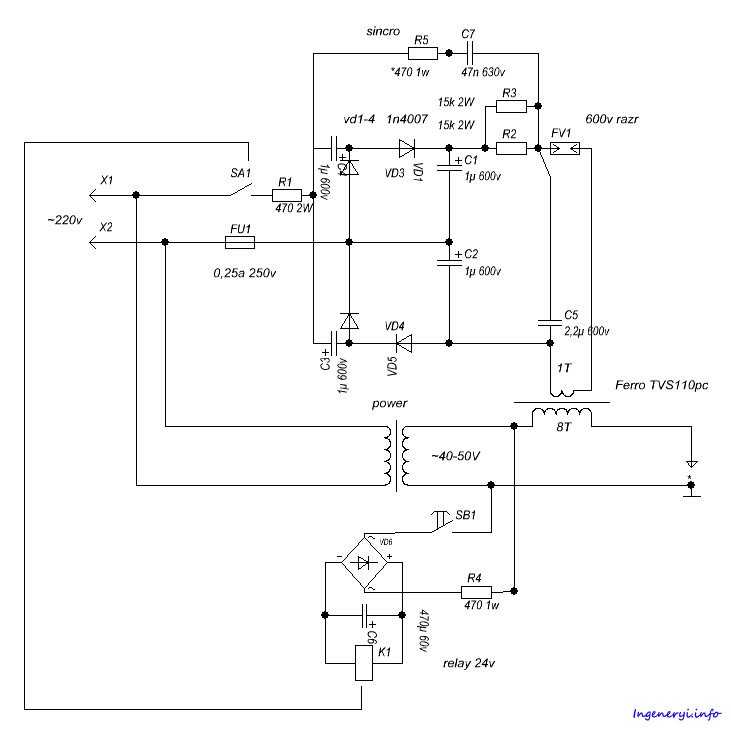
Поскольку у многих из нас также есть резервуар с чистым аргоном для других типов сварки, позволит ли сварка MIG со 100% аргоном на мягкой стали завершить свой проект без поездки к поставщику газа?
Или можно сваривать MIG только с аргоном и использовать 100% аргоновый сварочный газ для всех ваших работ MIG и TIG?
В этой статье:
- Можно ли сваривать сталь MIG со 100% аргоном?
- Сварка MIG с аргоном
- Как насчет сварки MIG нержавеющей стали со 100% аргоном?
Можно ли сваривать сталь MIG с использованием 100% аргона?
Будучи сварщиком-любителем, я держу один баллон с газом C25 и еще один со 100% аргоном для работы с алюминием в режиме MIG. Как только баллон MIG опустеет, невозможно узнать, как долго хватит газа.
Когда я начинаю новый проект с низким баллоном, у меня есть варианты: рискнуть закончиться в середине проекта, инвестировать в другую бутылку C25 или обменять не совсем пустой баллон на полный.
Мне не нравился этот выбор, и я рассматривал возможность сварки MIG со 100% аргоном.
Я обнаружил, что да, 100% аргон можно использовать для сварки MIG стали , но ожидайте слабого, ломкого и непривлекательного сварного шва.
Профиль сварного шва MIG со 100% аргоном (вверху слева) по сравнению со смесью MIG (внизу справа).Использование 100% аргона для сварки MIG не обеспечивает достаточную теплопроводность для жидкой сварочной ванны на черных металлах. Внешние края дуги остаются холодными, что приводит к высокому и узкому проплавлению с минимальным плавлением, а также к подрезу, который еще больше ослабляет сварной шов.
Сварные швы MIG с использованием 100% аргона в защитном газе на низкоуглеродистой стали известны тем, что теряют пластичность, что вызывает хрупкость.
Реклама
Сварка MIG с аргоном
Я буду использовать 100% аргон для сварки стали MIG до тех пор, пока:
- Внешний вид сварного шва не важен
- Никто не пострадает, если сварной шов выйдет из строя
- В противном случае неудачный сварной шов не причинит мне много неприятностей
Также учтите, что с большим количеством брызг и неустойчивой дугой, на наверху жесткой сварочной ванны, сварка чистым аргоном не доставляет удовольствия. При регулярном использовании сварка MIG только с аргоном не является подходящей заменой защитного газа MIG-mix.
При регулярном использовании сварка MIG только с аргоном не является подходящей заменой защитного газа MIG-mix.
На форумах много говорят другие, кто успешно сварил MIG с чистым аргоном в защитном газе, и я нашел следующие советы:
- Естественно хотеть увеличить температуру, когда видишь высокие, узкие, холодные сварные швы. Но с узким профилем проникновения чистого аргона вы, скорее всего, прожжете тонкие материалы до того, как валик станет плоским.
- Сделайте фаски на стыках, чтобы добиться лучшего сплавления и более прочных сварных швов.
| Предварительный просмотр | Продукт | |
|---|---|---|
| 80 у.е./фут 100% аргоновый баллон сварочный газ CGA 580 — ПОЛНЫЙ 902:30 | Последняя цена |
Подробнее о чистом защитном газе аргон:
- Атомный символ: Ar
- Чистый аргон собирают из атмосферы на воздухоразделительных установках.
- Легко вытесняет воздух сверху, потому что он плотнее и тяжелее воздуха.
- Поскольку 100% аргон химически инертен, он не вступает в реакцию с другими материалами.
- Аргон нерастворим в расплавленном металле.
- Способствует процессу переноса спрея.
- Легко ионизируется, поэтому аргон позволяет получать более длинные дуги при более низком напряжении и не чувствителен к изменениям длины дуги.
- Используется отдельно в основном на цветных материалах, таких как алюминий, медь, магний, никель и их сплавы.
- Работа со сталью улучшается при смешивании аргона с такими активными газами, как двуокись углерода, гелий или кислород.

Вот инструктор по сварке MIG-сварка с прямым защитным газом аргона (13 мин.):
Действительно ли есть какие-то сомнения относительно того, как Боб относится к сварке MIG в чистом аргоне?
Конечно, он профессионал, ответственный за обучение и поддержание самых высоких стандартов сварки. Но у него также есть опыт и ресурсы, чтобы сделать это возможным.
Но у него также есть опыт и ресурсы, чтобы сделать это возможным.
Я? Конечно, иногда мне нужны красивые сварные швы (я бы согласился на то, чтобы больше моих сварных швов выглядело как те, которые Боб описал как «Бла!»). Но чаще мне нужно закончить работу, используя то, что есть под рукой.
Реклама
Что еще можно сваривать MIG со 100% аргоном?
Прямой аргон — отличный защитный газ для сварки алюминия методом MIG.
Из-за своей чистоты и низкого содержания влаги 100% аргон также является подходящим защитным газом для сварки MIG других цветных металлов:
- Медь до ⅛ дюйма (включая сплавы) )
- Магний
- Титан
Гелий с его более высокой теплопроводностью (и стоимостью) часто смешивают с чистым аргоном для использования на толстых цветных материалах.
« Пластичность — это способность металла постоянно изгибаться, скручиваться или подвергаться другим манипуляциям без разрушения или растрескивания».
Школа сварщиков Tusla

Как насчет сварки нержавеющей стали MIG со 100% аргоном?
Нержавеющая сталь приобретает свои коррозионно-стойкие свойства за счет добавления сплавов хрома и никеля. Эти сплавы снижают свариваемость при использовании MIG со 100% инертными защитными газами.
Сварка нержавеющей стали MIG с защитным газом, состоящим из 100 % аргона, дает плохие сварные швы и не рекомендуется .
Добавление даже небольшого количества активного газа в чистый аргон, как в 9Смесь 8%Ar/2%O2 или 98%Ar/2%CO2 улучшит характеристики дуги и валика.
Для достижения наилучших результатов при сварке нержавеющей стали MIG используйте смесь из трех компонентов: 90%He/7,5%Ar/2,5%CO2.
Смеси CO2 работают лучше, чем чистый аргон, при сварке стали MIG
При низких температурах CO2 является инертным газом. Но при температурах сварки CO2 становится реактивным, и его очищающее действие улучшается.
При добавлении к чистому аргоновому сварочному газу в небольших количествах, обычно от 5 до 25%, CO2 помогает стабилизировать сварочную дугу. Со смесью аргона и CO2 MIG вы получите более жидкую сварочную ванну с улучшенным проплавлением стали, а также с меньшим разбрызгиванием при сварке.
При слишком большом количестве CO2 дуга становится шероховатой, а количество брызг увеличивается. При сварке MIG со 100 % CO2 трудно контролировать характеристики сильного проплавления тонких металлов.
Вы найдете смеси аргона/CO2, маркированные в соответствии с процентным содержанием газа CO2 в смеси. C25 представляет собой смесь 25 % CO2 с 75 % аргона и является наиболее широко используемой смесью MIG.
Сварка ВИГ со 100% аргоном более эффективна для стали
Защитные газы выполняют разные функции в разных процессах.
При сварке МИГ, когда расходуемый присадочный материал образует электрод, металл перемещается через дугу в сварной шов. В то время как при сварке TIG мы подаем присадочный металл в дугу, установленную между материалом и вольфрамовым электродом.