технология процесса холодным и горячим способами
Существует две группы чугунных сплавов: белые и серые сплавы. Первые сварке не поддаются, работать со вторыми можно. Следует учитывать, что повышенное содержание углерода не всегда позволяет получить качественное соединение. Поэтому, если возможно, рекомендуется усилить стыки при помощи шпилек, болтов или хомутов.
Содержание
- 1 Какие электроды выбрать
- 2 Подготовка материалов к сварке
- 3 Настройки сварочного аппарата
- 4 Процесс сварки
- 5 Горячий способ с предварительным подогревом
- 6 Холодный способ без подогрева
- 7 Ошибки, которые часто допускают при сварке чугуна. Советы
Какие электроды выбрать
Для сварки чугуна в России выпускают специальные покрытые электроды:
- ЦЧ-4;
- МНЧ-2;
- ОЗЧ-2;
- ОЗЧ-3;
- ОЗЧ-4;
- ОЗЧ-6.


Электроды, произведённые в России по лицензии:
- ESAB OK Ni-CI;
- ESAB OK NiCrFe-2;
- ESAB OK Ni-1.
Имеются импортные аналоги. Компания UTP также даёт подробные рекомендации по использованию своих материалов:
- UTP GNX-HD – обеспечивают стабильную дугу даже при малом токе, небольшое образование брызг, плавный перенос основного металла, швы не склонны к образованию разломов и трещин, хорошо подвергаются механической обработке. Варить нужно на короткой дуге, не перегревая заготовки. При работе с чугунными сплавами, склонными к подкалке, рекомендуется вести сварку маленькими валиками с последующей проковкой. Сварку в вертикальном и потолочном положениях лучше вести на переменном токе;
- UTP 85 FN – применяют для сварки и наплавки любых (кроме белых) марок чугуна, особенно с шаровыми графитовыми вкраплениями (пример: ВЧ 42-12 — ВЧ 60-2 ) и для соединения этих материалов со сталями и литыми заготовками. Имеет отличные характеристики: во время сварки поддерживается ровная и плавная дуга, высокая скорость производства работ. В результате получается красивый мелкочешуйчатый валик;
- UTP 86 FN – ферро-никелевый электрод с биметаллическим сердечником для сварки чугунных сплавов без подогрева. Используют для соединения и наплавок ряда типов (марок) чугуна: пластинчатого серого GG 10 — GG 40 (СЧ 10 — СЧ 40), высокопрочного (с шаровым графитом) GGG 40 — GGG 70 (ВЧ 42-12 — ВЧ 70-2), ковкого GTS 35 — GTS 65, а также для сварки этих сплавов с иными или сталей с литыми сталями;
- UTP 8 – для сварки «холодным» методом. Применяемость: серые, ковкие, сверхпрочные чугуны. Литые стальные сплавы. Соединение со сталью, медью и медными сплавами. Лучше всего применять для работы за один проход, нанесения (или наплавке) коренного шва при многослойных способах. Также можно заваривать трещины на старых промасленных чугунных деталях при восстановительных и ремонтных работах.
 Имеет отличные характеристики: во время сварки поддерживается ровная и плавная дуга, высокая скорость производства работ. В результате получается красивый мелкочешуйчатый валик;
Имеет отличные характеристики: во время сварки поддерживается ровная и плавная дуга, высокая скорость производства работ. В результате получается красивый мелкочешуйчатый валик;
Ряд сварщиков предпочитает использовать для сварки (и наплавок) чугунов обычные электроды по нержавейке, например:
- ЭА-400/10У;
- ЭА-395/9;
- ЦЛ-11;
- ЦТ-15;
- ОЗЛ-6;
- НЖ-13;
- НИИ-48Г.
Но часто также используют УОНИ 13/55. Это самый бюджетный вариант. Иногда стержень предварительно обматывают медной проволокой.
Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркетВ каждом конкретном случае требуется подбирать электроды в зависимости от марки чугуна. Если узнать состав сплава невозможно, то необходимо заварить образец, провести испытания с учётом условий эксплуатации.
Подготовка материалов к сварке
Электроды требуется тщательно просушить. Если в условиях производства для этого используют специальные печи, то в домашней обстановке можно оставить электроды в обычной духовке на несколько (3-4) часов, выставив максимальную температуру.
Чаще всего из чугуна делают литые детали – элементы автомобилей, станков. Лопнувшие элементы нужно предварительно обработать:
- Промыть от грязи, масла.
- Просушить.
- Разделать кромки с помощью болгарки так, чтобы очистить поверхности от графита.
- Острые кромки притупить зачистным кругом для предотвращения возникновения напряжений по время сварки.
Перед началом рекомендуется обезжирить поверхности ацетоном.
Настройки сварочного аппарата
При настройке аппарата рекомендуется учитывать информацию, указанную производителем электродов на коробках. В таблице на пачке всегда указывается род сварочного тока (переменный или постоянный), положение шва (нижнее, верхнее), величина силы тока.
Обратная полярность – минус – крепится на деталь, прямая – на электрод.
Процесс сварки
Для соединения двух чугунных деталей их нужно сложить на верстаке или сварочном столе, желательно зафиксировать при помощи струбцин, зажимов, специальных приспособлений для уменьшения вероятности появления деформаций. Если же требуется заварить трещину, крепить элементы необязательно. Существует два способа сварки чугуна при помощи покрытого электрода и инвертора.
Если же требуется заварить трещину, крепить элементы необязательно. Существует два способа сварки чугуна при помощи покрытого электрода и инвертора.
Горячий способ с предварительным подогревом
Полностью соблюсти технологию сварки в домашних условиях сложно из-за необходимости прогрева деталей до высоких температур. Принцип метода описан в ГОСТ 30430-96:
- Собирают изделие на прихватки.
- Свариваемые элементы нагревают до 400-600 градусов.
- Производят сварку, тщательно перемешивая расплавленный металл. Важно не прерывать процесс до того, как графит не сгорел в сварочной ванне. В конце нужно вывести электрод за пределы стыка и прервать сварку на основном металле.
- После этого деталь снова нагревают и дают ей медленно остыть.
Для контроля над температурным режимом используют термокарандаши, плавящиеся при определённых температурах (ставят метки на чугуне) или переносные пирометры.
 Чтобы изделие медленно остыло, его помещают в песок.
Чтобы изделие медленно остыло, его помещают в песок.При необходимости сварки чугуна в домашних условиях можно нагревать детали при помощи газового резака или горелки.
Холодный способ без подогрева
Универсальный способ подойдёт для применения в полевых условиях – в гараже или на даче. Но для осуществления сварки необходимо использовать соответствующие электроды. Суть процесса:
- После подготовки детали размещают на верстаке, если нужно – закрепляют.
- Нужно сделать несколько прихваток, дать материалу остыть. Проверить размеры изделия.
- Варить следует небольшими участками, избегая перегрева. Шлак после остывания нужно удалять, обрабатывать корщёткой до металлического блеска.

При появлении дефектов – трещин, свищей, пор – нужно удалить их с применением зачистного круга. Произвести сварку вновь.
Ошибки, которые часто допускают при сварке чугуна. Советы
Разные чугуны свариваются по-разному. Некоторые сплавы соединить невозможно. Типичные ошибки:
- Слишком большой ток – при сварке металл сильно кипит, после кристаллизации слышны щелчки, появляются трещины на поверхности шва.
- Высокая скорость сварки – образуются горячие и холодные разломы из-за того, что металл слишком быстро остывает. Часто ошибку допускают при использовании «холодного» способа. Рекомендуется варить небольшими швами с разных сторон, переворачивая деталь.
- Мало тока – шов плохо формируется, кромки недостаточно проплавляются.

Даже если видимых дефектов не замечено, это не значит, что деталь сварена надёжно. Ответственные соединения нужно проверять: на изгиб, растяжение.
Для получения качественного стыка также используют резьбовые гужоны – стальные стержни с резьбой. Их вкручивают в стыки свариваемых деталей так, чтобы они удерживали обе части. После этого торчащие головки срезают. Важно подготовить детали под сварку заранее, до установки гужонов, затем поставить прихватки и обварить изделие. Гужоны рекомендуется вкрутить таким образом, чтобы будущий сварочный шов как следует соединил их с чугуном.
При заварке трещин применяют метод рассверливания концов разлома. Это предотвращает появление его снова. Нужно отступить от краёв на 5-10 мм, сделать отверстия диаметром 5-6 мм.
Сложность сварки чугуна в домашних условиях заключается в том, что в сплаве повышенное содержание углерода (более 2,14%). После сварки шов получается более пластичным, чем околошовная зона. Из-за этого образуются трещины, разломы. Соблюдение технологии может помочь добиться надёжного соединения. Если «холодным» способом не удаётся получить приемлемый результат, рекомендуется попробовать «горячий» метод.
Из-за этого образуются трещины, разломы. Соблюдение технологии может помочь добиться надёжного соединения. Если «холодным» способом не удаётся получить приемлемый результат, рекомендуется попробовать «горячий» метод.
Как варить чугун электродами — сварка чугуна инвертором
Сварка Пайка | Сварка 0 Комментариев
Содержание:
Как варить чугун электродами — сварка чугуна инверторомЧугун — достаточно востребованный металл, из которого изготовлены многие приборы, начиная от сантехнических и заканчивая отопительными. Поэтому рано или поздно, но появляется острая необходимость заварить изделия из чугуна.
Сварка чугуна в домашних условиях достаточно сложное мероприятие, которое помимо специальных расходных материалов, также потребует наличие кое-каких знаний. Нужно знать, какими электродами варить чугун, как подобрать сварочный ток, и как правильно подготовить чугунные изделия к свариванию.
Какие сложности при сварке чугуна возникают?
Главная трудность, с которой придётся столкнуться в процессе сварки чугуна, это появление трещин при резком нагревании и остывании заготовок. Чугун, достаточно хрупкий металл, поэтому он легко лопается.
Решить данную проблему можно, если чётко придерживаться определённой технологии сваривания чугуна.
Способы сварки чугуна
Существует несколько основных способов сварки чугуна. Чугун варят посредством горячей и полугорячей сварки, а также, соединяют холодной сваркой.
Чтобы варить чугун в домашних условиях при помощи электродов, потребуются специальные стержни по чугуну.
Какие электроды для сварки чугуна использовать
Электрод ЭМЧС — изготавливаются из проволоки с небольшим содержанием углерода и имеют тройную обмазку. Благодаря этому улучшается качество сварного шва, предотвращается сильное окисление металла. Электроды ЭМЧС применяются для сварки небольших чугунных заготовок при низкой температуре плавления.
Электроды ЦЧ-4 — не менее популярная марка электродов по чугуну. Благодаря многокомпонентному стержню, сварной шов получается прочным и ровным. Сварку данными электродами по чугуну можно осуществлять при любой температуре.
Электроды МНЧ-1 — хоть и достаточно дорогие электроды для сварки чугуна, но зато позволяют укрепить сварной шов и добиться его максимально пластичности.
Как варить чугун электродами
Поскольку чугун хрупкий металл, его нельзя сильно перегревать в процессе сваривания. Также важно не охлаждать слишком быстро сваренные заготовки, что может привести к появлению трещин и деформаций.
При сваривании чугуна электродами следует придерживаться вот таких правил:
- Переключить инвертор в обратную полярность. Плюсовой вывод должен быть подключён к электроду, а минусовой, к свариваемому чугуну.
- Выставить самый маленький сварочный ток, который только допустим для какого-то конкретного диаметра электродов.
- Осуществляя сварку чугуна электродами нельзя слишком перегревать металл. Поэтому длина одного непрерывного шва не должна составлять более 3 см.
- Следует все время давать заготовке остыть, чтобы исключить перегрев металла.
 Поэтому длина одного непрерывного шва не должна составлять более 3 см.
Поэтому длина одного непрерывного шва не должна составлять более 3 см.Как видно, технология сварки чугуна достаточно сложная. Нужно знать, что и как делать, в какой именно последовательности. Обязательно первый и последний шов проковываются при помощи молотка, не применяя слишком большого усилия.
Можно ли сваривать чугун? (Полное руководство)
Можно сваривать чугун, хотя это может быть проблематично из-за высокого содержания углерода. Это содержание углерода часто составляет около 2–4%, что примерно в десять раз больше, чем у большинства сталей. В процессе сварки этот углерод мигрирует в металл сварного шва и/или в зону термического влияния, что приводит к повышенной хрупкости/твердости. Это, в свою очередь, может привести к растрескиванию после сварки.
Чугун состоит из железа и углерода в различных соотношениях с дополнительными элементами, такими как марганец, кремний, хром, никель, медь, молибден и т. д., для улучшения определенных свойств. Кроме того, он может содержать значительно более высокие уровни серы и фосфора в качестве примесей, затрудняющих сварку без образования трещин. Различные марки чугуна включают серый чугун, белый чугун, ковкий чугун и ковкий чугун с широким диапазоном свариваемости. Все категории чугуна, кроме белого чугуна, считаются свариваемыми, хотя сварка может быть значительно сложнее по сравнению со сваркой углеродистой стали. Однако может быть трудно определить разницу между этими разными типами чугуна без подробного металлургического анализа. Несмотря на это, чугун – это прочный, износостойкий металл, который используется веками.
д., для улучшения определенных свойств. Кроме того, он может содержать значительно более высокие уровни серы и фосфора в качестве примесей, затрудняющих сварку без образования трещин. Различные марки чугуна включают серый чугун, белый чугун, ковкий чугун и ковкий чугун с широким диапазоном свариваемости. Все категории чугуна, кроме белого чугуна, считаются свариваемыми, хотя сварка может быть значительно сложнее по сравнению со сваркой углеродистой стали. Однако может быть трудно определить разницу между этими разными типами чугуна без подробного металлургического анализа. Несмотря на это, чугун – это прочный, износостойкий металл, который используется веками.
Содержание
Нажмите на ссылку ниже, чтобы перейти к разделу руководства:
- Сложно ли сваривать?
- Этапы предварительной сварки чугуна
- Типы сварки
- Сварочные стержни
- Отделка
- Советы
- Заключение
 youtube.com/embed/OzIOLrAZ7K8?autoplay=1&mute=1″>
youtube.com/embed/OzIOLrAZ7K8?autoplay=1&mute=1″> Как упоминалось выше, сварка чугуна может быть затруднена из-за его специфического состава, но это возможно, если вы используете правильную технику сварки, чтобы избежать сварных трещин. Это включает в себя тщательный нагрев и охлаждение, часто включая предварительный нагрев, правильный выбор сварочных электродов и медленное охлаждение детали.
Существует ряд ключевых шагов, которые можно предпринять, чтобы обеспечить эффективную сварку чугуна. К ним относятся:
- Идентификация сплава
- Очистка слепка
- Выбор правильной температуры предварительного нагрева
- Выбор правильного метода сварки
1. Определите сплав
Чугун имеет низкую пластичность, поэтому он может растрескиваться из-за термических напряжений при быстром нагревании или охлаждении. Склонность к растрескиванию зависит от типа/категории чугуна. Это означает, что необходимо понимать, с каким типом сплава вы работаете:
Серый чугун
Это наиболее распространенный тип чугуна. В основном это сплав железо-углерод-марганец-кремний с 2,5-4% углерода. Углерод осаждается в графитовые чешуйки во время производства в кристаллическую структуру феррита или перлита. Однако эти чешуйки графита могут растворяться во время сварки и выделяться в виде высокоуглеродистого мартенсита, охрупчивая зону термического влияния и металл сварного шва.
В основном это сплав железо-углерод-марганец-кремний с 2,5-4% углерода. Углерод осаждается в графитовые чешуйки во время производства в кристаллическую структуру феррита или перлита. Однако эти чешуйки графита могут растворяться во время сварки и выделяться в виде высокоуглеродистого мартенсита, охрупчивая зону термического влияния и металл сварного шва.
Белый чугун
Белый чугун не содержит графита и содержит углерод в комбинированной форме в виде карбидов металлов, что делает микроструктуру хрупкой. Белый чугун обычно считается несвариваемым.
Ковкий (с шаровидным графитом) чугун
Ковкий чугун по составу подобен серому чугуну, но содержание примесей ниже по сравнению с серым чугуном. В отличие от серого чугуна, который содержит углерод в виде чешуек графита, ковкий чугун содержит графит в виде сфероидов в своей матрице. Остальная часть матрицы состоит в основном из перлита с ферритовой областью, окружающей графитовые сфероиды.
Ковкий чугун
Ковкий чугун представляет собой термообработанный белый чугун с существенно более низким содержанием углерода по сравнению с белым чугуном. В зависимости от используемой термической обработки он обычно имеет структуру смеси феррита или перлита с включениями графита и, следовательно, обладает большей пластичностью по сравнению со стандартным белым чугуном.
В зависимости от используемой термической обработки он обычно имеет структуру смеси феррита или перлита с включениями графита и, следовательно, обладает большей пластичностью по сравнению со стандартным белым чугуном.
Самый простой способ определить, с каким типом железа вы работаете, — это проверить исходную спецификацию. Химический и металлографический анализ также может помочь в определении категории чугуна, с которым вы работаете. Есть и другие способы определить разницу между сплавами; серый чугун будет иметь серый цвет вдоль точки излома, в то время как белый чугун будет иметь более белый цвет вдоль излома из-за содержащегося в нем цементита. Однако, например, у ковкого чугуна также будет более белый излом, но он гораздо лучше поддается сварке.
2. Очистка отливки
Важно очистить чугун перед сваркой, удалив все поверхностные материалы, такие как краска, жир и масло, уделяя особое внимание области сварки. Отливочная корка может быть удалена шлифовкой. Очень важно, чтобы очищенная поверхность была протерта уайт-спиритом, чтобы удалить остаточный поверхностный графит перед сваркой. Медленный предварительный нагрев зоны сварки в течение короткого времени поможет удалить всю влагу, оставшуюся в зоне сварки основного материала.
Медленный предварительный нагрев зоны сварки в течение короткого времени поможет удалить всю влагу, оставшуюся в зоне сварки основного материала.
3. Выбор правильной температуры предварительного нагрева
Наиболее важным фактором предотвращения растрескивания под напряжением в чугуне является контроль нагрева/охлаждения. Это должно свести к минимуму накопление остаточных напряжений в процессе нагрева и охлаждения.
Локальный нагрев, например, во время сварки, приводит к ограниченному расширению, поскольку ЗТВ удерживается окружающим более холодным металлом. Термический градиент будет определять результирующее напряжение. Пластичные металлы, такие как сталь, способны снимать напряжение за счет растяжения, но поскольку чугуны обладают плохой пластичностью, они вместо этого склонны к растрескиванию. Предварительный нагрев снижает температурный градиент между ЗТВ и окружающим телом отливки, сводя к минимуму остаточные напряжения, вызванные сваркой. Предварительный нагрев чугуна перед сваркой замедляет скорость охлаждения сварного шва и окружающей области. По возможности нагрейте всю отливку. Типичные минимальные температуры предварительного нагрева составляют от 100 до 400°C, в зависимости от типа чугуна и допустимой твердости ЗТВ. Любой предварительный нагрев следует проводить медленно и равномерно.
По возможности нагрейте всю отливку. Типичные минимальные температуры предварительного нагрева составляют от 100 до 400°C, в зависимости от типа чугуна и допустимой твердости ЗТВ. Любой предварительный нагрев следует проводить медленно и равномерно.
Теоретически можно использовать любой из распространенных процессов дуговой сварки, такой как ручная дуговая сварка металлическим электродом, дуговая сварка порошковой проволокой, сварка металлическим активным газом, дуговая сварка под флюсом, дуговая сварка вольфрамовым электродом и т. д., процесс, который способствует медленному нагреву и охлаждению обычно предпочтительнее.
1. Ручная дуговая сварка металлическим электродом (MMA)
Этот тип сварки, также известный как дуговая сварка металлическим электродом в среде защитного газа (SMAW), обычно считается лучшим процессом для сварки чугуна — при условии, что используются правильные сварочные стержни. использовал. Выбор электрода будет зависеть от области применения, требуемого сочетания цветов и объема послесварочной обработки.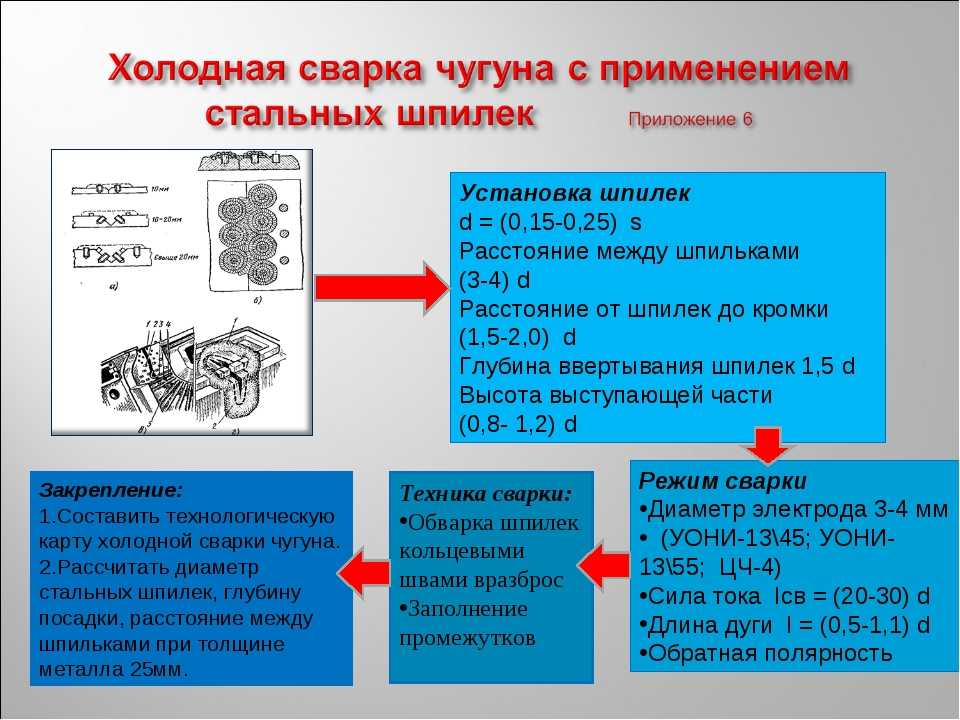
Два основных типа электродов для ручной дуговой сварки металлическим электродом: на основе железа и на основе никеля. Электрод на основе железа будет производить металл сварного шва с высоким содержанием углеродистого мартенсита, поэтому обычно ограничивается мелким ремонтом отливки и когда требуется согласование цвета. Чаще всего используются электроды из никелевого сплава, которые обеспечивают более пластичный металл сварного шва. Никелевые электроды также могут помочь уменьшить предварительный нагрев и растрескивание ЗТВ, обеспечивая более низкую прочность металла шва.
Во всех случаях необходимо свести к минимуму плавление основного металла. Это сведет к минимуму разбавление.
2. Сварка MAG
Сварка MAG обычно выполняется с использованием никелевого расходного материала. Для большинства применений подойдет смесь 80% аргона и 20% углекислого газа. Хотя можно использовать проволоку для пайки, обычно это не рекомендуется, так как припой будет значительно слабее, чем отливка.
3. Сварка ВИГ
Сварка ВИГ может обеспечить чистый сварной шов на чугуне, но, как правило, не предпочтительна из-за сильно локализованных характеристик нагрева. Как и при любой сварке ВИГ, качество готового шва в значительной степени определяется навыком сварщика.
Узнайте больше о сварке TIG
4. Сварка в кислородно-ацетиленовой среде
Как и при дуговой сварке, в кислородно-ацетиленовой сварке используется электрод, но вместо дуги, генерируемой электрическим током, в этом процессе для выработки тепла используется кислородно-ацетиленовая горелка. . Низкая теплоемкость и медленный нагрев, связанные с этим процессом, приведут к большой ЗТВ, но медленный нагрев полезен для предотвращения образования высокоуглеродистого мартенсита в ЗТВ. Низкая теплоемкость процесса потребует предварительного нагрева до более высокой температуры, обычно около 600°C, чтобы сварка стала возможной. Для сварки используется нейтральное или слегка восстановительное пламя.
Узнайте больше о кислородно-ацетиленовой сварке
5. Сварка пайкой
Сварка пайкой может использоваться для сварки деталей из чугуна, так как она оказывает минимальное воздействие на сам основной металл. И снова для этого процесса используется присадочный стержень, за исключением того, что он прилипает к поверхности чугуна, а не растворяется в сварочной ванне из-за более низкой температуры плавления наполнителя.
Как и при других технологиях, при сварке пайкой важна очистка поверхности. Флюс можно использовать для предотвращения образования оксидов, улучшения смачивания, очистки поверхности и обеспечения стекания наполнителя по основному металлу.
Также возможна пайка ВИГ при более низкой силе тока для нагрева заготовки без расплавления чугуна. Аргоновый кожух горелки защищает зону пайки, а это означает, что нет необходимости использовать флюс, как при кислородном топливе.
Узнайте больше о сварке пайкой
Как упоминалось выше, выбор сварочной проволоки важен для сварки чугуна, хотя большинство экспертов рекомендует использовать никелевую проволоку.
1. Стержни из 99% никеля
Эти электроды дороже, чем другие варианты, но также обеспечивают наилучшие результаты. 9Прутки с содержанием 9 % никеля позволяют получать сварные швы, которые поддаются механической обработке и лучше всего подходят для отливок с низким или средним содержанием фосфора. Эти стержни из чистого никеля создают мягкий, ковкий наплавленный металл.
2. Стержни из 55% никеля
Менее дорогие, чем стержни из 99% никеля, они также поддаются механической обработке и часто используются для ремонта толстых профилей. Более низкий коэффициент расширения означает, что они производят меньше трещин в линии сплавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Доступны менее дорогие варианты, такие как стальные стержни, хотя они не так эффективны, как никелевые:
3. Стальные стержни
Стальные стержни представляют собой самый дешевый вариант из трех и лучше всего подходят для мелкого ремонта и заполнения. Стальные электроды производят твердые сварные швы, которые требуют дополнительной шлифовки и не поддаются механической обработке. Однако, несмотря на эти недостатки, стальные стержни обеспечивают соответствие цвета и лучше переносят не совсем чистые отливки, чем никелевые стержни.
Стальные электроды производят твердые сварные швы, которые требуют дополнительной шлифовки и не поддаются механической обработке. Однако, несмотря на эти недостатки, стальные стержни обеспечивают соответствие цвета и лучше переносят не совсем чистые отливки, чем никелевые стержни.
Упрочнение
Когда сварной шов остывает и сжимается, возникает остаточное напряжение, что приводит к растрескиванию. Вероятность растрескивания можно уменьшить за счет приложения сжимающего напряжения. Сжимающее напряжение создается за счет проковки (с использованием молотка с шаровидным бойком для нанесения умеренных ударов), которая деформирует сварной шов, оставаясь при этом мягким. Однако упрочнение следует использовать только для относительно пластичного металла шва, то есть для сварных швов, выполненных с использованием никелевых расходных материалов.
Послесварочный нагрев
Слишком быстрое охлаждение чугуна может привести к растрескиванию. Процесс охлаждения можно замедлить с помощью изоляционных материалов или периодического нагревания. Некоторые методы включают в себя помещение заготовки в изолирующее одеяло, помещение ее в сухой песок или даже помещение ее над дровяной печью и охлаждение металла, когда огонь угасает.
Некоторые методы включают в себя помещение заготовки в изолирующее одеяло, помещение ее в сухой песок или даже помещение ее над дровяной печью и охлаждение металла, когда огонь угасает.
Можно сваривать чугун, но это необходимо делать с использованием правильных методов и с осторожностью, чтобы избежать растрескивания. Большинство методов сварки требуют очистки поверхности материала, а для чугуна требуется предварительный и послесварочный нагрев, а также осторожное охлаждение.
Компания TWI обладает многолетним опытом во всех аспектах сварки и соединения, включая работу со стальным литьем. Пожалуйста, свяжитесь с нами ниже, если у вас есть какие-либо вопросы и вы считаете, что мы могли бы помочь вам с вашим проектом.
Соответствующие часто задаваемые вопросы (FAQs)
Процедура сварки чугуна [Пошаговое руководство]
Чугун — это хрупкое, дешевое и заноза в плоти, которую нужно исправить но используется везде от мастерской до кухни. Обнаружение трещины в чугунных компонентах для таких владельцев машин — настоящее бедствие. Замена сломанной детали или найм обученного персонала могут привести к огромным финансовым потерям.0150 сварки чугуна специалисты сплавить трещину. Вы используете это как возможность научиться сварке чугуна , новому навыку.
Обнаружение трещины в чугунных компонентах для таких владельцев машин — настоящее бедствие. Замена сломанной детали или найм обученного персонала могут привести к огромным финансовым потерям.0150 сварки чугуна специалисты сплавить трещину. Вы используете это как возможность научиться сварке чугуна , новому навыку.
Примите вызов сварки чугуна безупречно, так как неверное движение может еще больше разрушить вашу сломанную деталь. Неукоснительно придерживайтесь рекомендаций, чтобы сварка чугуна не имела трещин и достигла внутренней прочности, достаточной для того, чтобы выдержать назначение компонента. Ваша миссия выполнить, как сварить чугун 9Детали 0151 могут сэкономить ваши деньги и время.
Внутренняя сварка чугуна требует тщательного изучения четырех ключевых шагов, чтобы знать, как сваривать чугун .
- Идентификация сплава
- Тщательная очистка детали
- Выбор температуры предварительного нагрева
- Выбор метода сварки
 Он менее податлив, менее пластичен, не растягивается и не деформируется при нагревании. Вместо этого они трескаются и чрезвычайно усложняют процесс сварки.
Он менее податлив, менее пластичен, не растягивается и не деформируется при нагревании. Вместо этого они трескаются и чрезвычайно усложняют процесс сварки.Есть много типов, и мы показываем свариваемость чугуна .
Серый чугун – Трудно свариваемый
Белый чугун – Несвариваемый, практически
Ковкий чугун – Сварка изменяет свойства, делая его непригодным и обширный процесс.
Тип чугуна всегда лучше уточнять по инструкции, совету производителя. Осмотрите трещину, поскольку она меняет свой характер с течением времени. Сварной чугун от котенка — серый тип. Это единственный чугун, который можно использовать для плавки. Вы можете обратиться за помощью к опытному 9Аппарат для сварки чугуна 0150
для идеального сварного шва. 2. Очистка литых поверхностей сварки Как и в большинстве случаев сварки, чем чище поверхность, тем лучше сварка.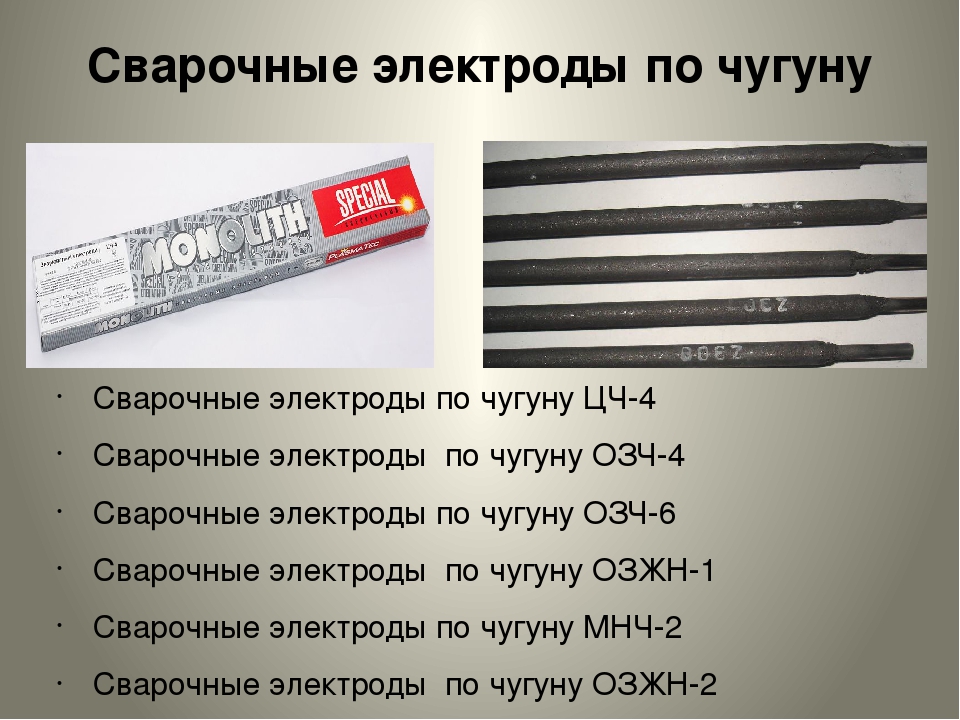 Очистите поверхности от краски, жира, масла и посторонних материалов. Лучше осторожно и медленно подавать тепло к зоне сварки в течение более короткого времени, чтобы удалить захваченные газы.
Очистите поверхности от краски, жира, масла и посторонних материалов. Лучше осторожно и медленно подавать тепло к зоне сварки в течение более короткого времени, чтобы удалить захваченные газы.
Мы разработали простой тест для оценки готовности чугуна. Наплавляем шов на металл, при наличии примесей зона шва будет пористой. Мы будем шлифовать этот сварочный проход и повторять тест, пока пористость не исчезнет.
При проковке поверхность детали преднамеренно деформируется ударом молотка, что расширяет поверхностный слой в поперечном направлении. Таким образом, стабильная подповерхность позволяет расширять поверхностный слой, который представляет собой полезный сжимающий слой остаточного напряжения. Молоток с шариковым бойком для предотвращения растрескивания может сделать это. Это не обязательное явление, которое может быть полезным инструментом, когда трещина неправильная. Предварительный нагрев и медленное охлаждение компонента являются ключевыми в процедуре сварки чугуна .
Сварка чугуна имеет два направления: горячая и холодная сварка. Массы соглашаются на предварительный нагрев как на лучший выбор, в то время как немногие идут на минимальный нагрев или холодную сварку. Нам нужно принять его, потому что в отличие от других металлов чугун хрупкий и имеет минимальную способность к деформации при изгибе, сжатии и расширении.
Каждый металл имеет свойство деформироваться при нагреве из-за теплового расширения. Предположим, что одна часть металла нагревается или остывает быстрее, чем другая, затем в чугунном сварном шве возникают трещины и напряжение. Предварительный нагрев сводит к минимуму этот эффект нагрева вблизи зоны сварки, сохраняя температуру близкой к температуре в зоне сварки. Это заставляет весь компонент изменяться равномерно. Лучше не подвергать компонент чрезмерному нагреву, так как характер чугуна меняется, когда температура превышает 1400 градусов по Фаренгейту.
Холодный способ сварки чугуна без предварительного нагрева может быть полезен, так как он снижает общую температуру. Этот процесс не дает видимых трещин и более прочного сварного шва. Внешний вид может быть отличным, но внутренняя прочность при холодной сварке остается низкой.
Мы заметили, что обученные сварщики чугуна, которые ремонтируют или изготавливают деталь, предпочитают только метод предварительного нагрева. Нам нужен готовый чугунный сварной шов, не только визуально потрескивающий, но и прочный внутри.
4. Выбор методов сварки и расходных материалов Вы определили, что сваривать серый чугун, теперь пришло время выбрать методы сварки чугуна . Лучший способ сварки чугуна — это использование каждого процесса сварки, если вы правильно выбираете присадочный материал и процесс. Мы основываем выбор процесса сварки на личных предпочтениях, но перед заключением остается рассмотреть несколько факторов.
Если мы столкнулись с обработанной поверхностью для сварки, то предпочтение может быть отдано сварка TIG , так как брызги от палки и сварка MIG чугуна могут повредить чистую поверхность. Сварка TIG остается без разбрызгивания и выбор.
Когда вы пытаетесь ограничить сильное нагревание и быстрое охлаждение процесса электросварки, тогда вам подойдет кислородно-ацетиленовая сварка. Легко поддерживает температуру компонентов и другие замечательные варианты для сварки чугуна.
Сварка стержнем является альтернативным методом сварки чугуна , где используется электрод с флюсом. Механическая обработка требуется после того, как мы завершим этот процесс. Выбор правильного присадочного металла является основой сварки чугуна.
Пайка может быть еще одним процессом соединения чугуна, но это не процесс сварки. Вы можете адаптировать его, когда по какой-то причине возникают проблемы со сваркой.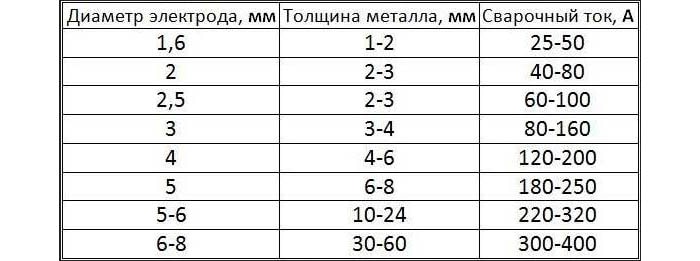 Грязные или ржавые поверхности могут не соединиться, поэтому необходимо очистить поверхности. Чугунный сварочный стержень действует как наполнитель, который склеивает поверхности и соединяет детали после охлаждения.
Грязные или ржавые поверхности могут не соединиться, поэтому необходимо очистить поверхности. Чугунный сварочный стержень действует как наполнитель, который склеивает поверхности и соединяет детали после охлаждения.
Ассортимент присадочной проволоки и электродов, которыми можно сваривать чугун, невелик. Имеющиеся на рынке не предназначены только для чугуна. Они могут быстро остывать, вызывать трещины от напряжения и не соединяться должным образом. Ниже приведены несколько доступных вариантов на рынке.
С высоким содержанием никеля: Это лучший электрод на рынке, так как он мягкий и поддается механической обработке. Внешне похож на чугун и тоже не быстро остывает. Недостатком этого электрода является то, что он очень дорог и не подходит для сварки толстых профилей.
Смесь Никель 55%, Железо 45%: В сварном виде похож на чугун, но вполне доступный.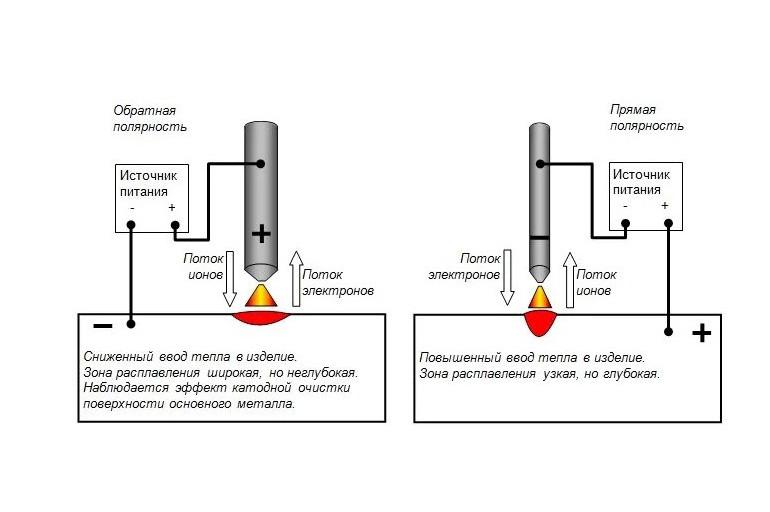 Сварной шов, который он производит, поддается механической обработке, но намного тверже, чем сварной шов из никеля. Усадка меньше, чем у большинства железных стержней, чтобы сделать электрод с наименьшим возможным растрескиванием.
Сварной шов, который он производит, поддается механической обработке, но намного тверже, чем сварной шов из никеля. Усадка меньше, чем у большинства железных стержней, чтобы сделать электрод с наименьшим возможным растрескиванием.
Чугун: Сварка этим стержнем дает другой цвет, чем чугун. Свойство усадки очевидно и затрудняет его использование для сварки чугуна. Он затвердевает при сварке, но не подвергается механической обработке. Это экономичный вариант, который можно отшлифовать.
Нержавеющая сталь l: Чугун при соединении с нержавеющей сталью не изменяет свойств и не затвердевает, как в случае расходных материалов из чугуна. Он не расширяется и не сжимается значительно во время нагревания и охлаждения в процессе плавки, что создает проблемы при его использовании. Это дает обрабатываемый процесс после сварки.
Пайка бронзы: У нас есть выбор: пайка кислородно-ацетиленовой пайкой или использование с помощью сварочного аппарата TIG. Мы можем обеспечить надежную заплату в трещине или между двумя компонентами, которые хотят соединиться. Пайка здесь соединит две поверхности без изменения основных свойств чугуна.
Мы можем обеспечить надежную заплату в трещине или между двумя компонентами, которые хотят соединиться. Пайка здесь соединит две поверхности без изменения основных свойств чугуна.
Охлаждение является наиболее важной частью процесса сварки чугуна . Чем медленнее охлаждение, тем лучше результаты. Ни в коем случае нельзя обливать свариваемую деталь холодной водой или сжатым воздухом.
Пусть охлаждение может занять несколько дней, даже для лучшего результата без трещин. Медленное охлаждение может быть достигнуто путем помещения свариваемых деталей в песок или теплую печь. Равномерное охлаждение обязательно, чего нельзя добиться охлаждением на стенде. Добиться качества сварки, не увеличивая время охлаждения, непросто. Мы можем применять периодическое нагревание для равномерного охлаждения детали.
Трещина возникает в результате растягивающего напряжения при тепловом сжатии. Как только это напряжение достигает критической точки, в сварном шве возникает трещина. Мы можем применить сжимающее напряжение, чтобы уменьшить растягивающее напряжение, возникающее при охлаждении сварки. Упрочнение — это процесс, который может значительно помочь предотвратить появление трещин.
Мы можем применить сжимающее напряжение, чтобы уменьшить растягивающее напряжение, возникающее при охлаждении сварки. Упрочнение — это процесс, который может значительно помочь предотвратить появление трещин.
Чугун обычно представляет собой свариваемый металл. Прочность и полезность чугуна остаются такими же, как если бы не сварная деталь. Мы обсудили пошаговое изучение сварка чугуна . Если вы хотите сделать сварку на дому, то точно выполняйте каждый шаг. Наилучшие результаты могут быть достигнуты путем изучения сплава, выбора процесса сварки, подбора присадочной проволоки. Не пропускайте ни одного шага, чтобы достичь почти идеальных результатов.
Надеюсь, вам понравилось пошаговое руководство по сварке чугуна. Вы можете сэкономить время и деньги, делая все самостоятельно. Идеальную сварку с внутренней прочностью вы можете заказать у профессионального сварщика чугуна. Мы готовы помочь вам на любом этапе.
Сессия вопросов и ответовСталь тверже чугуна?
Споры о том, какой металл прочнее, сталь или чугун. Я думаю, что чугун имеет большую прочность на сжатие, а сталь — на растяжение. Сталь твердая и мягкая для литья. Трудно решить, кто сильнее.
Я думаю, что чугун имеет большую прочность на сжатие, а сталь — на растяжение. Сталь твердая и мягкая для литья. Трудно решить, кто сильнее.
Прилипнет ли магнит к чугуну?
Магниты могут прикрепляться только к металлу/сплаву, состоящему из таких прочных металлов, как железо и кобальт. Такие металлы, как латунь, медь, серебро и золото, в их естественном состоянии не притягивают магниты.
Можно ли сваривать чугун?
Можно сваривать сломанные чугунные детали. Мы должны проверить деталь, состав сплава, присадочный материал и правильно очистить детали.
Как можно паять чугун?
Для пайки чугуна нужен специалист. Это можно практиковать, шлифуя прорезь от 1/16 до 1/8 дюйма в сплаве. Наконечник припоя становится огненно-красным при температуре 600 градусов и продолжает нагреваться и заполнять зазор без изменения основного металла.
Какой клей лучше всего подходит для чугуна?
Жидкая сварка по названию стальной эпоксидной смолы и смолы. Их нужно смешивать перед использованием, но эпоксидная смола затвердевает быстрее, чем смола. Эпоксидная смола затвердевает за 5-30 минут, а смола затвердевает более 8-10 часов. лечить.
Их нужно смешивать перед использованием, но эпоксидная смола затвердевает быстрее, чем смола. Эпоксидная смола затвердевает за 5-30 минут, а смола затвердевает более 8-10 часов. лечить.
Можно ли сварить чугунный блок цилиндров?
Можно сваривать дуговой сваркой с соответствующим стержнем. Сварка может вызвать деформацию блока цилиндров или сделать зону сварки более хрупкой и склонной к растрескиванию. Здесь может помочь холодная сварка.
Почему трудно сваривать чугун?
Чугун можно сваривать, но это очень сложно, так как чугун имеет очень высокое содержание углерода. Нагрев и охлаждение в процессе делают его более твердым и хрупким, что делает его более склонным к растрескиванию. Этого можно достичь, правильно выполняя этапы сварки чугуна .
Почему чугун трескается при сварке?
Гораздо менее пластичен, чем сталь. Сварка вызывает растягивающие напряжения. Цикл нагревания и охлаждения при сварке вызывает расширение и сжатие, приводящее к трещинам, а не растяжению или деформации.