Сварка проводов в распределительной коробке своими руками
- Статья
- Видео
Самой важной и ответственной составляющей монтажа и сборки систем электроснабжения является соединение проводов в распредкоробках. Качественные и надежные контакты в местах подключения элементов электрической сети, выполненные в соответствии, как этого требуют нормы Правил устройства электроустановок (ПУЭ), являются гарантом работоспособности, долговечности, а самое важное электро и пожаробезопасности. В этой статье мы расскажем, как выполняется сварка проводов в распределительной коробке своими руками.
- Важно знать
- Что нужно подготовить
- Особенности процесса
Важно знать
Наиболее простым и быстрым способом решения вопроса о том, как соединить провода, принято считать скрутку, но в тоже время скрученные жилы представляют очень низкую степень надежности контакта. Из-за невысокой надежности она не допустима и согласно главе 2. 1. ПУЭ п. 2.1.21 приведены следующие допустимые способы соединений: винтовые или болтовые сжимы (клеммники разных видов), сверка и пайка.
1. ПУЭ п. 2.1.21 приведены следующие допустимые способы соединений: винтовые или болтовые сжимы (клеммники разных видов), сверка и пайка.
Клеммники и обжимные устройства, повышают надежность монтажа, однако на несколько порядков уступают такому способу соединения, как сварка. При подготовке к электромонтажу, взвешивая все «за» и «против», однозначно стоит отбросить сомнения и отдать предпочтение этому методу.
У людей, не сведущих в вопросах электромонтажа, бытует мнение, что данный способ соединения является недопустимо продвинутым технологическим процессом, требующим высочайшей квалификации исполнителя и использования сверхсложного оборудования. На самом деле, все очень просто и доступно. Произвести сварку проводов своими руками вполне по силам человеку, обладающему простейшими навыками обращения с электросварочным аппаратом в домашних условиях.
Вопрос очень актуальный для нашего времени, начиная с тех пор, как инверторные сварочные аппараты стали доступны для массового приобретения. Инверторный сварочник очень удобен и практичен, он потребляет немного электроэнергии и может работать от сети, к тому же стоимость маломощных моделей лежит в пределах 50-100 долларов. В качестве аппарата можно использовать самодельное устройство, выполненное на базе понижающего трансформатора. Для человека, обладающего знаниями и владеющего навыками в области электротехники, вопрос, как сделать сварочный аппарат своими руками, не представляет большого труда. Электромонтажные предприятия, специализирующиеся на сварке, используют в своей работе специальные сварочные аппараты.
Инверторный сварочник очень удобен и практичен, он потребляет немного электроэнергии и может работать от сети, к тому же стоимость маломощных моделей лежит в пределах 50-100 долларов. В качестве аппарата можно использовать самодельное устройство, выполненное на базе понижающего трансформатора. Для человека, обладающего знаниями и владеющего навыками в области электротехники, вопрос, как сделать сварочный аппарат своими руками, не представляет большого труда. Электромонтажные предприятия, специализирующиеся на сварке, используют в своей работе специальные сварочные аппараты.
Что нужно подготовить
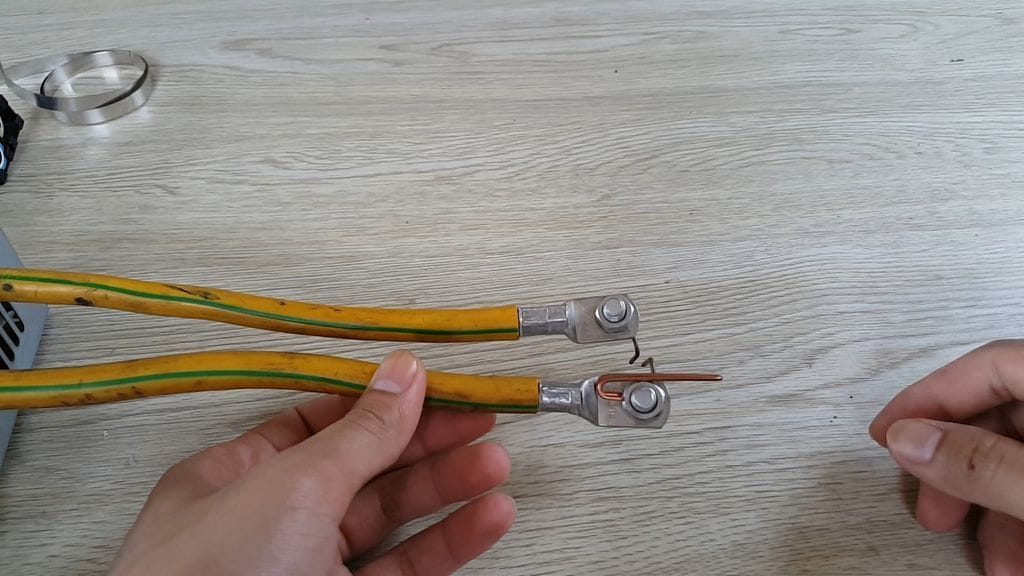
Помимо аппарата для производства сварочных работ следует подготовить и иметь в наличии все необходимое оборудование, материалы и инструмент. Свариваются провода при помощи угольных (графитовых) электродов. В качестве таких электродов можно использовать как промышленного исполнения (типа марки ЭГ) так и щетку от электродвигателя, кусок башмака от троллейбуса, графитовые сердечники из батареек типа 3336 (3R12) или современные солевые. Для изготовления проводниковой продукции используется медь и гораздо реже алюминий. Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм2 запрещено.
Для изготовления проводниковой продукции используется медь и гораздо реже алюминий. Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм2 запрещено.
В зависимости от того, что придется сваривать — алюминий или медь, подбирается состав флюса, предназначенного для химического растворения оксидной пленки, образующейся во время сварки. При сварке алюминиевых проводов нужно использовать флюс, медные можно варить без него, предварительно нужно зачистить проводники в обоих случаях
В процессе подготовки концов проводников и по ходу работы понадобится нож и пассатижи, электроизоляционные материалы.
Кстати, альтернативный вариант — соединение проводов пайкой. О том, как правильно спаять жилы, читайте в нашей статье!
Особенности процесса
Прежде чем приступить к сварке электрических проводов, следует настроить аппарат. Учитывая, что свариваемые проводники могут быть разного сечения, ток на выходе сварочного аппарата нужно подбирать опытным путём, чтобы не вызывать перегрев соединяемых жил или залипание электрода в точке соединения.
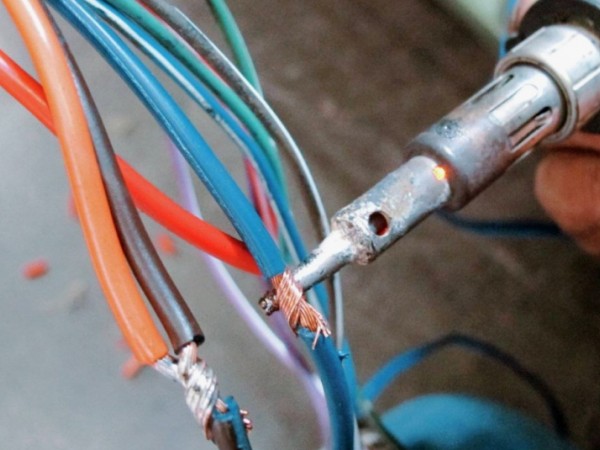
Предварительно обработав скрученные оголенные концы флюсом (в случае сварки алюминия), зажимаем их пассатижами и крепим к ним массу, электрод подносится к торцу скрутки, которая должна быть направлена вниз, и удерживается в таком положении в течение от 0,5 до 2 секунд. Убедившись, что в точке контакта образовался медный или алюминиевый шарик, прекратить сварку. После того, как соединение остынет, произвести зачистку наждачной бумагой от флюса. Перед нанесением изоляционного покрытия на сваренные провода рекомендуется обработать это участок растворителем с последующим покрытием электроизоляционным лаком. Однако учтите, что шарик на конце скрутки должен быть гладким с минимальным количеством пор. В противном случае место сварки лопнет.
Категорически запрещается производить соединение проводников, находящихся под напряжением. Перед началом работ, используя пробник, необходимо убедиться в его отсутствии. Для защиты глаз, кожи лица и рук от ожогов при работе обязательно использовать защитную маску и перчатки.
Перед началом работ, используя пробник, необходимо убедиться в его отсутствии. Для защиты глаз, кожи лица и рук от ожогов при работе обязательно использовать защитную маску и перчатки.
Технология сварки медных проводов инвертором предоставлена на видео:
Для алюминиевых проводов существует альтернативный вариант сваривания — при помощи газовой горелки. В этом случае необходимо произвести подготовку токоведущих жил также, как для электросварки, за исключением обработки флюсом. Для работы понадобится стальной прут сечением порядка 2 мм. Место соединения необходимо разогревать газовой горелкой до появления признаков плавления в точке сварки на торце скрутки.
При плавлении жидкий алюминий обволакивается своеобразным коконом, состоящим из оксидной пленки, препятствующей процессу соединения. Убедившись, что алюминий расплавился, для завершения необходимо одновременно с прогреванием при помощи стального прута разрушить образовавшийся слой оксидной пленки, что обеспечит процесс надежного сваривания.
На видео ниже наглядно демонстрируется соединение алюминиевых проводов сваркой с использованием газовой горелки:
Вот мы и рассмотрели, как соединить проводники, используя сварочной аппарат либо газовую горелку. Как вы видите, сварка проводов в распределительной коробке своими руками — процесс не настолько трудоемкий, как кажется. Надеемся, предоставленная информация была для вас полезной и интересной!
Наверняка вы не знаете:
- Как сделать паяльник своими руками
- Как выбрать паяльную станцию
- Как снять изоляцию с кабеля
Сварка медных и алюминиевых проводов своими руками
Положениями ПУЭ сварка проводов рекомендуется как один из наиболее надежных способов их соединения. Преимущества применения такого способа значительно перевешивают немногочисленные недостатки, что делают его популярным среди домашних умельцев и профессиональных электриков.
Преимущества применения такого способа значительно перевешивают немногочисленные недостатки, что делают его популярным среди домашних умельцев и профессиональных электриков.
Содержание
- Плюсы и минусы сварки, ее разновидности
- Принцип работы дуговой сварки – схема устройства
- Нюансы процесса сварки проводов
- Сварка проводов инвертором
- Коротко о главном
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств.
Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.

При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.
Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих.
Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.

Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Принцип работы дуговой сварки – схема устройства
Так как для сварки нужен большой ток, то основой любого сварочного автомата является понижающий трансформатор – проигрыш в напряжении всегда сопровождается выигрышем в силе тока и наоборот.
Для преобразования переменного тока в постоянный используется стандартный диодный мост, а для сглаживания пульсаций – конденсатор.
Ощутимый минус использования устройства постоянного тока – диоды и конденсатор используются немаленьких размеров и они значительно увеличивают вес сварочного аппарата, который изначально делается переносным.
Также специалисты рекомендуют на входе или выходе диодного моста поставить добавочное сопротивление, так как диоды «не любят» короткое замыкание в чистом виде.
Многие умельцы вручную собирают себе сварочный аппарат для сварки медных проводов, что выдает дугу от переменного тока и с успехом ими пользуются. Поэтому однозначно утверждать, что нужно применять именно устройство постоянного тока нельзя – каждый выбирает себе необходимую модель по навыкам. Если вручную собирается сварочный аппарат переменного тока, то из схемы попросту выбрасываются диодный мост и конденсатор.
Необходимый навык, который придется освоить для использования сварочного аппарата переменного тока – научиться «на глаз» определять в течение какого времени следует удерживать зажженную дугу электрического разряда, чтобы конец скрутки разогрелся и сплавился.
Наиболее распространенный способ сделать минусовый контакт, которым осуществляется сварка – это старые плоскогубцы, которыми удерживаются провода.
Для фазы берется зажим, которым можно удерживать графитовый стержень. Конструкция зажима может быть самой разнообразной – от винтового соединения до так называемых «крокодилов», как самодельных, так и заводского изготовления. Для соединения с самим сварочным аппаратом применяются кабели сечением порядка 10 мм².
Несмотря на то, что устройство собранное в промышленных условиях на порядок дороже самодельного, всё же его цена не является заоблачной и позволяет приобрести такой сварочный аппарат даже при ограниченном бюджете. Преимущества его использования очевидны – это точно рассчитанная конструкция с регулятором тока, которая позволяет работать с разными типами металлов и количеством свариваемых проводов.
Нюансы процесса сварки проводов
При необходимых навыках сварка проводников не занимает много времени, но чтобы получить качественное соединение настоятельно рекомендуется сначала попрактиковаться на отдельных кусках кабелей. Тем более это надо сделать, если используется аппарат для сварки скруток, что работает с переменным током – к мощности такого устройства нужно привыкнуть. Наглядно весь процесс показан на следующем видео:
Тем более это надо сделать, если используется аппарат для сварки скруток, что работает с переменным током – к мощности такого устройства нужно привыкнуть. Наглядно весь процесс показан на следующем видео:
- Зачистка проводов. Особенностью сварки является необходимость оголять жилы проводов на длину 60-80 мм. Меньше нельзя, так как при сварке провод достаточно сильно нагревается и изоляция будет плавиться.
- Скрутка проводов. Казалось бы, что можно просто сложить жилы и произвести сварку – все равно на конце образуется капля, которая соединит все вместе. Проблемой такого способа соединения может заключаться ломкость проводов – не факт, что она возникнет, но в силу некоторых причин, получившаяся в результате сварки угольным электродом капля приобретает губчатую структуру и подвержена излому. На проводимость это не влияет, но если провода не будут скручены, то могут разломаться.

- Обрезка скрутки. Распушенные концы жил надо обязательно обрезать, чтобы получить ровный срез. Тогда дуга при сварке равномерно прогреет всю поверхность скрутки и капля получится ровной.
- Сварка. Плоскогубцами захватывается скрутка и к её кончику подносится графитовый электрод, пока не возникнет электрическая дуга. Ее надо выдерживать до тех пор, пока не сплавятся концы проводов, образовав гладкую каплю. Следующая скрутка сваривается после остывания предыдущей.
Если дуга не появляется, значит мощность трансформатора недостаточная или используются слишком длинные провода к держателям электродов (их сопротивление мешает получить достаточный ток).
Оптимальный вариант по длине проводов это 2,5-3,5 метра, но в первом случае придется для удобства работы сварочный аппарат ставить на подставку.
- Изоляция скруток. Оптимальным по скорости вариантом здесь будет использование термоусадочных кембриков, но для их прогревания дополнительно понадобится строительный фен или хорошая зажигалка. Также нет никаких помех использовать обыкновенную изоленту – разве что это будет чуть дольше по времени.
- Сварка медного и алюминиевого проводов. В целом, выполняется точно так же, как и обычная – разница только в подготовке проводов. Медная жила остается прямая, а алюминиевая обматывается вокруг нее. Затем на алюминий наносится флюс, который при нагревании убирает c этого металла оксидную пленку, и можно приступать к сварке.
 Также нет никаких помех использовать обыкновенную изоленту – разве что это будет чуть дольше по времени.
Также нет никаких помех использовать обыкновенную изоленту – разве что это будет чуть дольше по времени.Но если выполнять предписания ПУЭ, то в бытовых условиях вряд ли придется работать с алюминиевыми проводами, так как для прокладки электропроводки запрещено применение таких кабелей, сечением менее 16 мм².
Сварка проводов инвертором
Использование такого устройства является наиболее предпочтительной, так как проводить сварку медных и алюминиевых проводов инвертором гораздо легче, чем самодельными сварочными аппаратами. Это прибор универсального плана, сила тока в котором регулируется в диапазоне до 160 Ампер. Кроме того, что он может сваривать скрутки, это позволяет выполнять работы с металлом толщиной до 5 мм – для домашнего использования такой мощности обычно более чем достаточно.
Обычно такой прибор это прерогатива профессионалов, которые постоянно сталкиваются со сварочными работами, но при этом его можно смело рекомендовать новичкам, которые только осваивают сварку скруток своими руками. Функция «горячего старта», защита от залипания электрода и возможность работы даже при перепадах напряжения позволят начинающему сварщику быстро освоить азы этого ремесла, а профессионалу всегда приятно работать с хорошим инструментом.
Если прибор позволяет регулировать напряжение и силу тока, то «на глаз» какие выставлять значения можно определять по диаметру проводов и их количеству.
Коротко о главном
Сварка концов скруток проводов значительно улучшает проводимость этих контактов, а значит и характеристики сети в целом.
Сварочные аппараты, которые позволяют проводить точечную сварку, есть в свободной продаже, а также достаточно просты конструктивно, чтобы изготовить их самостоятельно. Но во втором случае чаще всего собирают более простые устройства, выдающие переменный ток – такие приборы требуют наличия определенных навыков работы.
На практике нет особой разницы в использовании того или иного устройства – если мастер достаточно опытный, то результат будет хороший в любом случае.
Сварка медных проводов инверторным аппаратом с использованием угольных и графитовых электродов
Среди различных способов соединения медных носителей тока лучше всего зарекомендовал себя метод сварки. Соединенные сваркой жилы образуют равномерную массу с максимальной проводимостью. Это не допускает внутреннего разогрева, сохраняет пожарную безопасность и бесперебойную работу сетевых электроустановок.
Содержание
- 1 Какое оборудование потребуется для сварки медных проводов
- 2 Применяемые электроды
- 3 Особенности использования угольных электродов
- 4 Сварочные электроды из графита
- 5 Инверторы
- 6 Рекомендованные режимы сварочного тока для разных проводников
- 7 Подготовительные работы
- 8 Алгоритм сварки проводов
Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.
Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
Угольный электрод используется, когда графитовым элементом сварить не удается. Работать нужно очень внимательно, чтобы не допустить перегрева изоляции. Угольные электроды обычно используются в сварочных устройствах малой мощности.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
Сварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
Примерная стоимость графитовых электродов на Яндекс.маркетГрафитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Выбор модели исходит из предполагаемых режимов использования прибора: от получасовой работы без перерыва до многочасового интенсива.
Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
Рекомендованные режимы сварочного тока для разных проводников
Величина сварочного тока зависит от размера сечения и количества жил в скрутке: чем толще скрученный жгут, тем большее значение силы тока нужно выставить на сварочном аппарате:
- 2 жилы, сечение каждой 1,5 мм² — 70 А;
- 3 жилы, сечение каждой 1,5 мм² — 80-90 А;
- 2-3 жилы, сечение каждой 2,5 мм² — 80-100 А;
- 3-4 жилы, сечение каждой 2,5 мм² — 100-120 А.
Указанные режимы сварочного тока являются ориентировочными. У разных производителей провода отличаются по химическому составу и заявленному сечению, сварочные приборы также отличаются своими характеристиками. Поэтому величину сварочного тока лучше подбирать практически на небольшом отрезке того же провода. Оптимальным при подборе режима опытным путем будет тот, когда дуга устойчива, а кончик электрода не клеится к месту сварки.

У современных аппаратов инверторного типа:
- устойчивый сварочный разряд, обеспечивающий качественное выполнение сварочных работ;
- при сварке жидкий металл не разбрызгивается;
- дуга не ослепляет сварщика из-за невысокой точки плавления меди;
- инверторы нетяжелые, их габариты небольшие, что позволяет переносить их к месту монтажа на ремне.
Подготовительные работы
Перед началом работы с проводами нужно еще раз проверить отсутствие на них напряжения.
Для дальнейшей работы понадобятся нож или специальные разделочные приспособления, наждачная шкурка, растворитель, плоскогубцы или пассатижи, изоляционная лента или термоусадочная трубка. Если для изоляции применяется термоусадочная трубка, очень удобно использовать фен, дающий плотное облегание пленкой.
Для получения качественного соединения проводится подготовительная работа в такой последовательности:
- с жилы бережно снимают участок изоляционного покрытия не менее 7 см для жилы сечением 1,5 мм². Если провода толще, то на каждые 0,5 мм² диаметра жилы убавляют 5 мм изоляции. Разделку проводят вдоль проводника ножом или специальным инструментом — стриппером;
- оголенные участки провода зачищают наждачной шкуркой;
- поверхность проводников обезжиривают ацетоном или уайт-спиритом;
- аккуратно, чтобы не повредить провода, скручивают их в жгутик руками или плоскогубцами, стараясь обеспечить их плотное прилегание друг к другу;
- кусачками или монтажными ножницами отрезают кончик жгута для выравнивания жил.
 Если провода толще, то на каждые 0,5 мм² диаметра жилы убавляют 5 мм изоляции. Разделку проводят вдоль проводника ножом или специальным инструментом — стриппером;
Если провода толще, то на каждые 0,5 мм² диаметра жилы убавляют 5 мм изоляции. Разделку проводят вдоль проводника ножом или специальным инструментом — стриппером;Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора;
- к сварочному аппарату подключают питание от сети;
- держатель с электродом подносят к концу скрутки;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
Что такое сварочный кабель и как мне узнать, какой купить?
Нравится нам это или нет, но иногда наши машины разваливаются.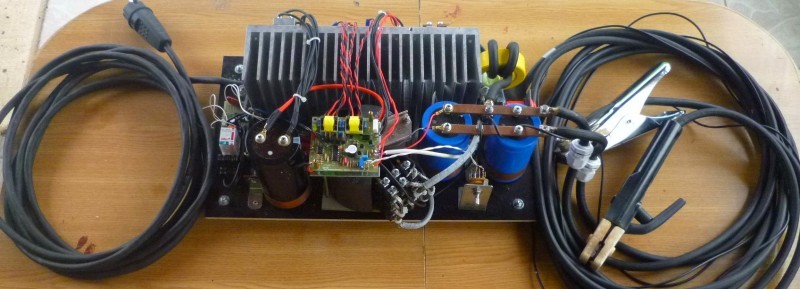 По проводам не проходит электричество для питания машины, или какая-либо другая механическая поломка приводит к неисправности машины. В любой ситуации необходимость тратить внезапные дополнительные деньги на замену машины дорого обходится, вызывает стресс и вызывает разочарование.
По проводам не проходит электричество для питания машины, или какая-либо другая механическая поломка приводит к неисправности машины. В любой ситуации необходимость тратить внезапные дополнительные деньги на замену машины дорого обходится, вызывает стресс и вызывает разочарование.
К счастью, не все потеряно. В некоторых ситуациях в неправильной работе аппарата виноват сварочный кабель. Стресс, чрезмерное использование или какая-либо другая внешняя сила приводят к разрыву проводов, ведущих от розетки к машине.
При поиске и устранении неисправностей сварочного аппарата проверьте провода и кабели на наличие любых признаков износа, оголенных проводов или глубоких складок в покрытии проводов. Если вы заметили какое-либо повреждение, то, скорее всего, ваш сварочный кабель не работает из-за проводов. Если вы знаете, что делаете, или если у вас есть удобное руководство, вы можете легко заменить проволоку, не тратя лишние деньги на новый аппарат для дуговой сварки.
Сварочный кабель имеет широкий выбор толщины, длины, прочности и множества других характеристик. Если вы точно не знаете, что вам нужно, вы обязательно потеряетесь в море кабелей. Если вы покупаете лично, вам может повезти найти кого-то, кто знает больше о сварочных кабелях и может лучше помочь вам, но если вам нужно делать покупки в Интернете, вам придется потратить некоторое время на изучение и понимание различных ограничения и требования к сварочным кабелям.
Если вы точно не знаете, что вам нужно, вы обязательно потеряетесь в море кабелей. Если вы покупаете лично, вам может повезти найти кого-то, кто знает больше о сварочных кабелях и может лучше помочь вам, но если вам нужно делать покупки в Интернете, вам придется потратить некоторое время на изучение и понимание различных ограничения и требования к сварочным кабелям.
Что такое сварочный кабель?
Если вам никогда не приходилось заменять сварочный кабель или вы новичок в мире сварки, вы, скорее всего, не знаете, что такое сварочный кабель. На первый взгляд, это соединение от розетки к машине, которое позволяет проходить электрическим токам. Это самый популярный тип кабеля в сварочном сообществе, и он обладает наибольшей портативностью и универсальностью по сравнению с другими типами кабелей.
Несмотря на это, сварочные кабели немного сложнее, чем может показаться на первый взгляд. Когда вы приедете в местный магазин товаров для дома или рискнете в Интернете, есть вероятность, что вы сразу же обнаружите, что выбор перед вами.
Покрытие и изоляция
Сварочный кабель поставляется с четырьмя различными типами покрытия или изоляционного материала:
- Неопрен
- EPDM (этилен-пропилен-диеновый мономер)
- CPE (хлорированный полиэтилен)
- ПВХ
Как правило, вы найдете сварочный кабель, изготовленный из первых двух материалов, неопрена и EPDM, хотя вы также можете увидеть термореактивный кабель в качестве альтернативы этим двум. Если вы специально ищете сварочный кабель с EPDM-покрытием, вы можете проверить, какой тип термореактивного материала используется в кабеле.
Поскольку производители склонны называть неопрен и EPDM термореактивными материалами, их функции практически идентичны. Оба этих материала очень гибкие, поэтому вы можете перемещать их по мастерской или препятствиям, не беспокоясь о сопротивлении. Эти два покрытия также обладают высокой устойчивостью к суровым погодным условиям, воде, влаге и истиранию. Однако, когда дело доходит до воздействия газа или жидкости на нефтяной основе, эти два покрытия не выдерживают. Если вы работаете в среде с любым элементом, вам следует рассмотреть возможность использования альтернативного покрытия.
Если вы работаете в среде с любым элементом, вам следует рассмотреть возможность использования альтернативного покрытия.
ПВХ намного жестче, чем неопрен и EPDM. При этом жесткость придает сварочному кабелю большую прочность и лучшую устойчивость к порезам, разрывам и изгибам проволоки. Если вы обнаружите, что более агрессивно относитесь к своим кабелям, чем хотели бы, вы можете рассмотреть возможность выбора сварочного кабеля из ПВХ. В качестве альтернативы, если вы проводите больше времени в сварочной мастерской, вы можете использовать покрытие из ПВХ.
Внутренний металл
Сварочный кабель, который вы будете использовать специально для сварочных аппаратов, поставляется с медным проводником. Медь является одним из наиболее гибких и прочных металлов, когда речь идет о проведении электричества и способности противостоять нагреву. Когда вы пропускаете ток через медный кабель, электричество нагревает медь, в результате чего сварочный аппарат получает тепло, необходимое для сварки. Медь легко выдерживает большинство сварочных ситуаций без каких-либо затруднений.
Медь легко выдерживает большинство сварочных ситуаций без каких-либо затруднений.
Выбор сварочного кабеля для покупки
Выбор сварочного кабеля — непростая задача. Не рассчитывайте приехать в магазин товаров для дома и решить, что вам нужно оттуда. Зная заранее, какой сварочный кабель вам нужно приобрести, вы сэкономите время и нервы, когда будете искать нужный кабель.
Когда дело доходит до точного определения типа кабеля, вам необходимо заранее принять во внимание несколько различных факторов.
Номинал
Прежде чем вы начнете искать сварочный кабель, вы должны точно знать, какой рейтинг должен соответствовать вашему кабелю. Вам понадобится кабель, рассчитанный на нужное вам напряжение и способный безопасно и эффективно передавать электрический ток. Когда вы определите, какое напряжение вам нужно, вы должны убедиться, что ваше оборудование также может безопасно и адекватно использовать эту энергию.
Чтобы понять, какой тип рейтинга вам нужен, необходимо хорошо знать стоящую перед вами задачу.![]() Вам нужно будет иметь глубокое представление о сварочном проекте, необходимой мощности и характеристиках сварочного кабеля. Знание этой информации полностью зависит от вас, и хотя может возникнуть соблазн купить сварочный кабель вслепую, вам следует потратить время, чтобы выяснить, какой номинал вам понадобится.
Вам нужно будет иметь глубокое представление о сварочном проекте, необходимой мощности и характеристиках сварочного кабеля. Знание этой информации полностью зависит от вас, и хотя может возникнуть соблазн купить сварочный кабель вслепую, вам следует потратить время, чтобы выяснить, какой номинал вам понадобится.
Длина
Вы можете подумать, что длина сварочного кабеля не имеет большого значения. Можно подумать, что чем длиннее кабель, тем лучше. Это позволит вам иметь лучший доступ к областям вокруг вас во время сварки. Однако лучше наоборот. Вам нужен сварочный кабель, длина которого близка к необходимой вам от розетки до объекта, который вы свариваете. Другими словами, чем короче сварочный кабель, тем лучше.
При покупке нового сварочного кабеля необходимо знать общую длину сварочного контура. Эта длина представляет собой весь путь, который электричество должно будет пройти во время использования. Цепь включает в себя расстояние от сварочного аппарата, сварочного поворота или держателя электрода, рабочего кабеля, рабочего зажима и стержневого электрода или проволоки.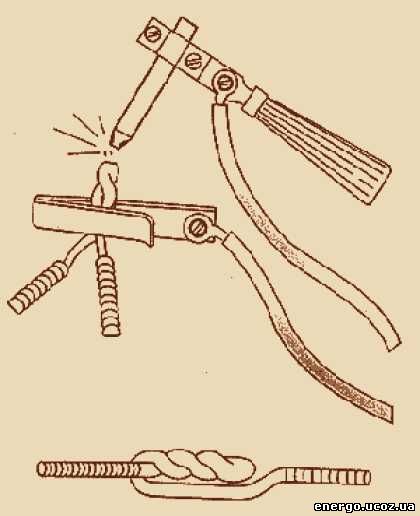
В большинстве случаев у вас будет два кабеля — один для подключения сварочного аппарата к электроду, а другой — для подключения сварочного аппарата к рабочему зажиму. Электрический ток должен проходить между обоими этими кабелями и выдавать достаточно энергии к тому времени, когда она вам понадобится.
Во всех сварочных кабелях используется медь из-за ее низкого сопротивления. Однако некоторое сопротивление все же существует. Более длинные сварочные кабели должны пропускать электрический ток через большее количество меди, что приводит к уменьшению начальной силы тока к тому времени, когда он достигает конца линии. Более короткие кабели не так сильно теряют, потому что ток должен проходить гораздо меньшее расстояние.
Сила тока, калибр и толщина
Сила тока вашего сварочного кабеля относится к максимальной величине электрического тока, которую кабель может безопасно передавать. Чем выше допустимая нагрузка, тем больший ток может проводить сварочный кабель. Если вам требуется определенная сила тока для правильного выполнения вашей задачи, убедитесь, что кабель может достигать максимума.
Если вам требуется определенная сила тока для правильного выполнения вашей задачи, убедитесь, что кабель может достигать максимума.
Ampacity также сообщает вам, какой ток может выдержать ваш сварочный кабель, прежде чем он начнет перегреваться и отключится. Вы также можете увидеть, что мощность называется номинальной емкостью. Номинальная мощность — это процент тока, который ваш сварочный кабель может использовать в течение десяти минут, прежде чем он перегреется и отключится. Альтернативное имя, по сути, представляет собой ту же информацию, но вы увидите ее в процентах, а не в виде числа с аббревиатурой AWG.
Длина кабеля также напрямую влияет на силу тока на конце линии. Чем длиннее кабель, тем меньше сила тока на конце. Если вам нужен более длинный кабель, вам следует приобрести кабель с большей силой тока, чтобы к тому времени, когда он достигнет сварочного аппарата, у вас было достаточно ампер.
С другой стороны, вы можете использовать кабель меньшей длины для достижения аналогичных результатов. В этом случае вы должны максимально приблизиться к нужной вам силе тока с кабелем.
В этом случае вы должны максимально приблизиться к нужной вам силе тока с кабелем.
Калибр сварочного кабеля — это другое название толщины и силы тока, которую может проводить кабель. Чем выше калибр, тем толще кабель и тем больше вы можете провести.
Гибкость и скручивание
Для сварочного кабеля гибкость является одним из наиболее важных аспектов, которые следует учитывать. В зависимости от среды, в которой вы работаете, вам нужно будет решить, требуется ли вам более гибкий сварочный кабель, чтобы помочь вам маневрировать вокруг объектов, или вы можете использовать менее гибкий кабель.
Однако всегда следует выбирать более гибкий сварочный кабель, а не более жесткий. Во время сварки вы постоянно двигаетесь, и ваш сварочный кабель должен соответствовать этому постоянному движению.
Для сварочного кабеля количество прядей напрямую связано с гибкостью медной проволоки внутри кабеля. Чем больше медных жил внутри кабеля, тем более гибким становится кабель. Поскольку производители добавляют больше жил, толщина сварочного кабеля остается прежней, но жилы становятся тоньше и придают кабелю большую прочность, гибкость и более высокий AWG.
Поскольку производители добавляют больше жил, толщина сварочного кабеля остается прежней, но жилы становятся тоньше и придают кабелю большую прочность, гибкость и более высокий AWG.
Когда вы покупаете сварочный кабель, вы заметите две основные части информации. Вы увидите класс K или класс M. Класс относится к количеству жил кабеля. Класс K имеет меньшее количество нитей и имеет калибр 30 AWG, но это также наиболее часто используемый класс. Класс M будет иметь больше жил и будет иметь калибр 34 AWG. Таким образом, чем выше AWG, тем более прочным и гибким будет кабель.
Будьте осторожны, так как большинство компаний рекламируют свой стандартный сварочный кабель как Super-Flex или Ultra Flex, когда они обычно продают сварочный кабель нормального счета.
Сопротивление
Вам необходимо учитывать ситуацию, тип проекта и окружающую среду, в которой вы будете работать. резка.
Наиболее распространенными материалами для изоляции сварочных кабелей являются неопрен, EPDM, CPE и PVC. Каждый из них имеет свой уникальный набор сопротивлений и долговечности. Перед покупкой любого сварочного кабеля всегда дважды проверяйте, из какого материала сделана изоляция и будет ли он лучшим вариантом для вашего сварочного проекта.
Каждый из них имеет свой уникальный набор сопротивлений и долговечности. Перед покупкой любого сварочного кабеля всегда дважды проверяйте, из какого материала сделана изоляция и будет ли он лучшим вариантом для вашего сварочного проекта.
Вы должны будете учесть необходимое количество ампер и убедиться, что кабель может выдержать и обработать его. Вы должны учитывать температуру на рабочем месте, влажные условия, грязные условия, воздействие грязи, масла и других опасных химических веществ. Вам не нужно покрытие, которое портится под действием определенного химического вещества. Эта ситуация может привести к оголению медных проводов, что может привести к возгоранию или поражению электрическим током.
Цвет
Как правило, цвет не оказывает прямого влияния на использование провода. Больше всего вам понадобятся сварочные кабели разного цвета, чтобы вам было легче определить, какой кабель вы подключили к какой машине. Обозначение цветов поможет в чрезвычайных ситуациях, когда вам нужно отключить или определить, какой сварочный кабель или аппарат вызывает неисправность.
Обычно можно найти сварочные кабели с желтой, синей, зеленой, красной или черной изоляцией. Некоторые сварочные кабели, такие как сварочный кабель класса M UL/CSA 600V, имеют свой особый цвет. Что касается кабеля класса M, он обычно имеет изоляцию с оранжевым покрытием.
Получите сварочный кабель, который вам нужен, с WesBell Electronics
Нет ничего более неприятного, чем оказаться в ситуации, когда вы не можете сварить, потому что у вас нет под рукой надлежащего сварочного кабеля или в вашем местном магазине товаров для дома не носите конкретный кабель, который вам нужен. Вместо того, чтобы ходить по разным магазинам в последнюю минуту и останавливать процесс вашего проекта, используйте приведенную выше информацию, чтобы определить, какой тип кабеля лучше всего подходит для вас, и купите его заранее.
Вместо того, чтобы беспокоиться о сварочном кабеле, купите его в Интернете, чтобы он всегда был под рукой, когда он вам нужен.
WesBell Electronics предлагает широкий выбор различных сварочных кабелей, которые обязательно удовлетворят любые ваши потребности. WesBell предлагает высококачественный оптовый кабель, который позволяет вам определять длину по мере необходимости. В качестве альтернативы, если вы знаете информацию заранее, мы более чем готовы предоставить вам необходимые элементы.
WesBell предлагает высококачественный оптовый кабель, который позволяет вам определять длину по мере необходимости. В качестве альтернативы, если вы знаете информацию заранее, мы более чем готовы предоставить вам необходимые элементы.
Не стесняйтесь обращаться к нам сегодня!
Направляющая сварочного кабеля
| Что такое сварочный кабель? Кабель сварочный предназначен для использования в аппаратах электродуговой сварки для питания электрода — металлического стержня специальной конструкции, проводящего заряд. Заряд, переносимый электродом, необходим для создания электрической дуги, источника тепла, между электродом и свариваемыми металлами. Сварочный кабель чрезвычайно прочный и гибкий . Дуговая сварка требует, чтобы человек перемещал электрод по цеху и вдоль свариваемых стыков, поэтому очень важно иметь гибкий сварочный кабель, обеспечивающий легкость перемещения. Большое количество жил и резиновая изоляция повышают гибкость кабеля. Прочный кабель важен в промышленных условиях, где истирание, порезы, ожоги от искр, а также воздействие масла и воды могут быстро привести к износу более слабого кабеля. Сварочный кабель TEMCoпредставляет собой очень гибкий многожильный провод № 30 из неизолированной меди с изоляцией из высококачественного черного EPDM. Бумажный сепаратор используется для улучшения стираемости. Максимальная рабочая температура проводника составляет 105°С в цепях напряжением не более 600 вольт. Минимальная рабочая температура -50°C. Посмотрите наше руководство ниже, чтобы узнать больше о размерах сварочных кабелей и их применении. Наша полная линейка продуктов также доступна ниже. | Индекс Размеры и области применения |
Размеры и области применения
Это руководство предназначено для информирования и поддержки при правильном выборе и использовании сварочного кабеля. Мы всегда рекомендуем вам проконсультироваться с лицензированным и компетентным электриком, который поможет вам с размерами и выбором деталей для вашего конкретного применения.
Мы всегда рекомендуем вам проконсультироваться с лицензированным и компетентным электриком, который поможет вам с размерами и выбором деталей для вашего конкретного применения.
Размер
Для сварочных работ необходимо учитывать следующие характеристики:
Допустимая нагрузка: Допустимая нагрузка относится к максимальной величине тока, которую может безопасно выдержать кабель. Для получения дополнительной информации см. раздел о допустимой нагрузке сварочного кабеля.
Длина: Кабель должен быть достаточно длинным, чтобы достать до каждого угла пространства, в котором вы будете выполнять сварку. Вам необходимо помнить, что (1) один кабель подключается от сварочного аппарата к электроду и (2) другой кабель будет подключаться от сварочного аппарата к свариваемой детали (также известному как рабочий зажим или заземляющий провод).
Калибр: Чем длиннее и тоньше сварочный кабель, тем ниже его допустимая нагрузка, поэтому, если вам нужен длинный кабель, вы можете выбрать более толстый кабель, чтобы компенсировать длину и предотвратить повреждение вашего аппарата.
Изоляция: Изоляция сварочного кабеля обычно изготавливается из неопрена, EPDM или ПВХ. И неопреновые, и EPDM-куртки гибкие, устойчивые к неблагоприятным погодным условиям, истиранию, влаге и воде. Однако они плохо подходят для воздействия газа или другой жидкости на нефтяной основе. ПВХ менее гибкий, но обладает высокой устойчивостью к порезам и разрывам.
Гибкость: Чем больше количество жил, тем гибче кабель.
Цвет: Возможно, вам понадобятся дополнительные цвета изоляции, чтобы различать разные кабели.
| Манометр | Максимальный ток | Номинальный внешний диаметр (дюймы) | Диаметр проводника (дюймы) | Скрутка проводника |
| 6 AWG | 115 | 0,303 | 0,2 | 260/30 |
| 4 AWG | 150 | 0,331 | 0,228 | 364/30 |
| 2 AWG | 205 | 0,413 | 0,3 | 624/30 |
| 1 AWG | 240 | 0,481 | 0,343 | 767/30 |
| 1/0 | 285 | 0,526 | 0,373 | 975/30 |
| 2/0 | 325 | 0,564 | 0,426 | 1196/30 |
| 3/0 | 380 | 0,621 | 0,465 | 1547/30 |
| 4/0 | 440 | 0,686 | 0,56 | 1950/30 |
Применение
Дуговая сварка: Для сварки требуются два кабеля: один соединяет аппарат с электродом, а другой соединяет аппарат со свариваемой деталью, и эти два кабеля образуют полная схема.
Другое применение: Сварочные кабели прочны и гибки и являются популярным выбором для кабелей развлекательного или сценического освещения, систем освещения и звука, а также фургонов связи. Они также могут использоваться в качестве аккумуляторных кабелей для автомобилей, инверторных кабелей и в качестве более экономичной альтернативы подвесным (или наматываемым) кабелям на подъемниках и кранах.
Это учебное пособие по портативному сварщику является прекрасным примером того, как вы можете использовать сварочный кабель TEMCo для своих личных проектов. В этом конкретном проекте используется сварочный кабель 1/0 длиной 50 футов для создания соединительного кабеля от аккумуляторов/автомобиля к сварочному аппарату.
Сила тока
Сила тока или сила тока — это максимальное количество электрического тока, которое может безопасно проводить сварочный кабель. Различные сварочные кабели, работающие при одном и том же напряжении, будут иметь разные номинальные значения силы тока в зависимости от нескольких факторов, в том числе: длины кабеля, размера провода (калибра), номинальной температуры изоляции и типа машины, к которой подключены кабели.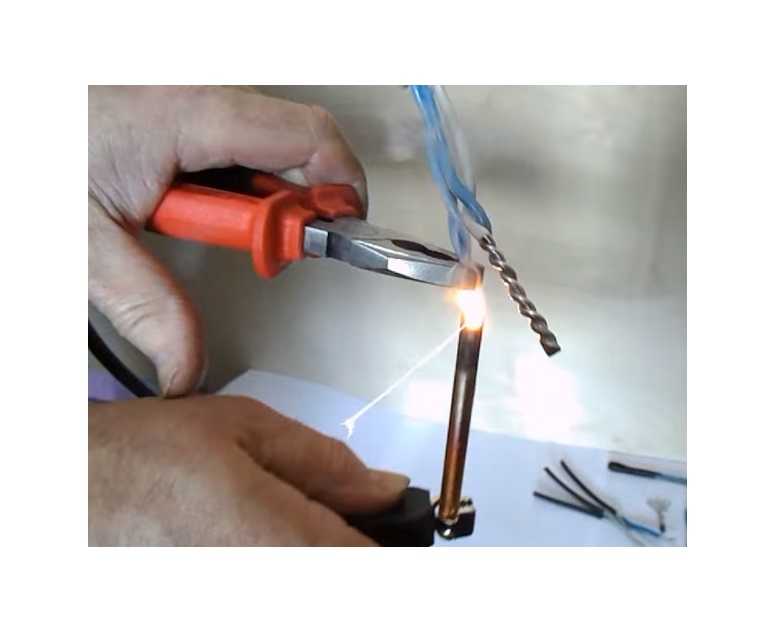
Что влияет на допустимую нагрузку сварочного кабеля?
Электрическое сопротивление (в омах) и номинальная температура изоляции: Чем больше ампер проходит через кабель, тем горячее он становится. Чем выше номинальное сопротивление сварочного кабеля, тем меньше ампер вы можете безопасно использовать, не перегревая его. Перегрузка сварочного кабеля приведет к его перегреву, что приведет к повреждению изоляции.
Размер и длина кабеля: Номинальная сила тока уменьшается по мере того, как кабель становится длиннее и тоньше.
Температура окружающей среды: Электрическое сопротивление увеличивается при более высоких температурах. Температура окружающей среды влияет на способность кабеля рассеивать тепло. Несколько кабелей, расположенных слишком близко друг к другу или поверх друг друга, рассеивают меньше тепла.
Таблица размеров AWG
Размер сварочного кабеля измеряется по стандарту American Wire Gauge (AWG). Размеры AWG будут иметь три номера, например, «2 AWG 625/30». Это означает, что сварочный кабель имеет общую площадь поперечного сечения 2 AWG и состоит из 625 жил проволоки 30 AWG.
Размеры AWG будут иметь три номера, например, «2 AWG 625/30». Это означает, что сварочный кабель имеет общую площадь поперечного сечения 2 AWG и состоит из 625 жил проволоки 30 AWG.
См. приведенную ниже справочную таблицу AWG, где указаны размеры и размеры сварочного кабеля.
| AWG | Диаметр (дюймы) | Диаметр (мм) | Круговой Мил |
| 4/0 | 0,4600 | 11.6840 | 211593,92 |
| 3/0 | 0,4096 | 10.4038 | 167767.34 |
| 2/0 | 0,3648 | 9.2659 | 133075.22 |
| 1/0 | 0,3249 | 8.2525 | 105556.98 |
| 1 | 0,2893 | 7.3482 | 83692.09 |
| 2 | 0,2580 | 6.5532 | 66562. 09 09 |
| 3 | 0,2290 | 5.8166 | 52439.49 |
| 4 | 0,2040 | 5.1816 | 41614.80 |
| 5 | 0,1820 | 4.6228 | 33123.05 |
| 6 | 0,1620 | 4.1154 | 26250.70 |
| 7 | 0,1443 | 3,6648 | 20817.56 |
| 8 | 0,1285 | 3,2639 | 16511.78 |
| 9 | 0,1144 | 2,9058 | 13086,98 |
| 10 | 0,1019 | 2,5883 | 10383.31 |
| 11 | 0,0907 | 2.3038 | 8226.25 |
| 12 | 0,0808 | 2.0523 | 6528.45 |
| 13 | 0,0720 | 1,8288 | 5183,85 |
| 14 | 0,0641 | 1. 6281 6281 | 4108.69 |
| 15 | 0,0571 | 1.4503 | 3260.32 |
| 16 | 0,0508 | 1.2903 | 2580,57 |
| 17 | 0,0453 | 1.1506 | 2052.03 |
| 18 | 0,0403 | 1.0236 | 1624.04 |
| 19 | 0,0359 | 0,9119 | 1288,77 |
| 20 | 0,0320 | 0,8128 | 1023,97 |
| 21 | 0,0285 | 0,7239 | 812.23 |
| 22 | 0,0253 | 0,6426 | 640.07 |
| 23 | 0,0226 | 0,5740 | 510,75 |
| 24 | 0,0201 | 0,5105 | 404.00 |
| 25 | 0,0179 | 0,4547 | 320.40 |
| 26 | 0,0159 | 0,4039 | 252,80 |
| 27 | 0,0142 | 0,3607 | 201,63 |
| 28 | 0,0126 | 0,3200 | 158,76 |
| 29 | 0,0113 | 0,2870 | 127,69 |
| 30 | 0,0100 | 0,2540 | 100. 00 00 |
| 31 | 0,0089 | 0,2261 | 79.21 |
| 32 | 0,0080 | 0,2032 | 64.00 |
| 33 | 0,0071 | 0,1803 | 50,41 |
| 34 | 0,0063 | 0,1600 | 39,69 |
| 35 | 0,0056 | 0,1422 | 31,36 |
| 36 | 0,0050 | 0,1270 | 25.00 |
| 37 | 0,0045 | 0,1143 | 20,25 |
| 38 | 0,0040 | 0,1016 | 16.00 |
| 39 | 0,0035 | 0,0889 | 12,25 |
| 40 | 0,0031 | 0,0787 | 9,61 |
Выбор продукта
Токопроводящая жила: Полностью отожженная медная жила в соответствии с ASTM B-172 :
28 Высококачественный EPDMВысокая гибкость
Устойчивость к порезам, разрывам, истиранию и влаге.

Для проводов контактной сварки вторичным напряжением и источников питания, не превышающих 600 вольт переменного тока.
6 AWG
Проводник Стренинг: 259/0,01 дюйма.
Номинальный наружный диаметр (дюймы): 0,348
MAX AMPS: 150
2 AWG
Проводник Стренинг: 624/0,01 дюйма
Номинальный наружный диаметр (в.) Проводник Stranding: 780/0,01 дюйма.
Номинальный наружный диаметр (дюйм): 0,503
MAX AMPS: 240
1/0
DINRINGRER: 8/0.019
DINRALIOR: 8/0.019
777. /0.019
. Диаметр (дюйм): 0,533
MAX AMPS: 285
2/0
Проводник Stranding: 1235/0,01 дюйма Проводник Стренинг: 1539/0,01 дюйма.
Номинальный наружный диаметр (в.) AWG Номинальный внешний диаметр (дюймы):
Номинальный внешний диаметр (дюймы):
Максимальный ток: 150
Как сваривать медные провода. Аппарат для сварки медной проволоки
Несколько медных проводов можно соединить разными способами. Особое место среди них занимает сварка, так как это один из лучших методов с точки зрения надежности. Полученное таким образом соединение отличается прочностью, хорошей электропроводностью, отвечает самым высоким требованиям безопасности и служит долгие годы. Для сварочных проволок используется графитовый электрод, обладающий рядом неоспоримых преимуществ.
Преимущества графита, принцип сварки проволокой
Особенностью данного типа электродов является их способность проводить ток без плавления, что характерно для других типов электродов. Графитовый электрод может быть изготовлен с различной формой и длиной наконечника. Он может быть обычным или омедненным (имеющим медное покрытие, до 5% состава). Среди преимуществ данного типа электродов можно выделить следующие:
- низкая цена, доступность, небольшой расход;
- материал стержня не прилипает к соединяемым элементам;
- графит очень быстро нагревается до температуры плавления металла;
- для возникновения дуги достаточно силы тока 5–10 А.

Кроме того, если сварку медных проволок производить графитовым электродом, то полученное соединение является коррозионностойким и термостойким, а сами электроды не склонны к растрескиванию в процессе эксплуатации.
Для предотвращения оплавления изоляции проводов к месту выхода скрутки из изоляции подключается металлический радиатор (чаще всего медный, так как медь обладает высокой теплопроводностью). Отвод тепла от крутки происходит за счет большой площади контакта. Перед сваркой медных проводов их необходимо подготовить, очистить от изоляции и/или лака. Скрутку нужно делать плотно, чтобы витки плотно прилегали друг к другу, длина скрутки должна быть 5-6 см. Концы проводов необходимо обрезать на одинаковом расстоянии, чтобы ни один из них не находился за пределами зоны сварки.
В месте крепления радиатора к проводам подсоединяется «массовый» зажим прибора, после чего к краям разреза подводится графитовый электрод. Контакт должен быть кратковременным, не более 1 секунды. После прекращения контакта на конце жилы образуется сферическая область расплавленной меди.
После прекращения контакта на конце жилы образуется сферическая область расплавленной меди.
Применение и особенности работы
Понятно, что графитовый электрод используется не только для сварки проволоки — область его применения гораздо шире. Для предварительной обработки металла перед сваркой или другими видами обработки, резки металлических заготовок, обработки металлических кромок – для всех этих задач используются электроды данного вида. Использование графита позволяет быстро и качественно вырезать заклепки, пробивать элементы из легированной или углеродистой стали. Специальные стержни применяют также для плавки стали, чугуна и сплавов в электротермических печах. Они выполнены с ниппелями, что позволяет соединять их между собой, поэтому электрод подается в печь непрерывно. Использование графитовых электродов для дуговой резки металла позволяет снизить количество брака.
Графитированные электроды также используются в следующих процессах:
- сварка изделий из цветных металлов;
- заварка дефектов, полученных при литье;
- сварка элементов из тонколистового металла;
- Наплавка твердосплавных деталей на основу.

Работа с графитовым электродом может проводиться и с присадочным материалом. Пруток материала, который используется в качестве присадочного материала, может подаваться в процессе сварки или размещаться заранее в месте шва.
Необходимо помнить, что работа с этим типом электродов имеет свои особенности. При длительной сварке, чтобы материал стержня не расходовался слишком быстро, а дуга была стабильной, на электрод необходимо подавать минус (т. е. применять прямую полярность). Внешние факторы оказывают заметное влияние на стабильность дуги. Эффективность при работе с графитом ниже по сравнению с плавящимися электродами. Соединения, полученные в результате сварки, мало пластичны, не исключено появление пустот. Сама работа, если используется угольный или медно-графитовый стержень, существенно отличается от сварки обычными электродами, поэтому к ответственным работам следует допускать только опытный персонал.
Требования безопасности и цены
Электрические провода, сваренные между собой, должны быть предварительно отключены от сети. Средства индивидуальной защиты (одежда, перчатки, маска) необходимы при любых сварочных работах. В непосредственной близости не должно быть легковоспламеняющихся материалов. Если идет сварка большого количества скруток, прежде чем переходить к следующей, нужно дождаться остывания готовой – просто для исключения прожога. Все готовые скрутки следует заизолировать изолентой или термоусадочной трубкой.
Средства индивидуальной защиты (одежда, перчатки, маска) необходимы при любых сварочных работах. В непосредственной близости не должно быть легковоспламеняющихся материалов. Если идет сварка большого количества скруток, прежде чем переходить к следующей, нужно дождаться остывания готовой – просто для исключения прожога. Все готовые скрутки следует заизолировать изолентой или термоусадочной трубкой.
Цены на разные типы графитированных электродов могут существенно различаться. Цена изделий диаметром 8-10 мм составляет от 10 до 80 рублей за штуку в зависимости от вида (обычный или омедненный), производителя и размера закупаемой партии. Кроме того, существуют большие графитовые электроды, используемые в электротермических рудных или сталеплавильных печах. Такие стержни имеют диаметр 75-500 мм и продаются от 70 до 150 тысяч рублей за тонну.
Основным требованием к соединению электрических проводников является неизменность его качества в течение длительного времени. Требуемую надежность способно обеспечить, что создает монолитное соединение. Однако разовые работы можно выполнить с помощью самодельного трансформатора для .
Однако разовые работы можно выполнить с помощью самодельного трансформатора для .
Для создания качественных соединений сварочный аппарат для сварки медных проводов должен быть:
- Безопасным в эксплуатации. Все токоведущие элементы должны быть надежно изолированы.
- Мощностью не менее 0,6 кВт, чтобы не было перегрева трансформатора.
- не более 3 — 4 метров, иначе из-за их сопротивления не хватит тока для сварки скруток.
- Легкий и удобный для переноски.
- Оснащен удобными зажимами для электрода и сварочной проволоки.
Что необходимо для самодельной конструкции
Для самостоятельной сборки аппарата для сварки медных проводов потребуются:
- Самодельный или покупной трансформатор с вторичным напряжением 10 — 30 В, способный отдавать ток 60 — 80 А.
- Держатель типа «крокодил» для фиксации электродов. Вместо этого вы можете использовать другой, обеспечивающий надежное крепление.
- Двухжильный кабель с вилкой для подключения к розетке.
- Зажим радиатора для витых проводов.
- Сварочные медные жилы сечением не менее 10 мм².
- Графитовый или угольный электрод.

Технологический процесс
Самодельный аппарат для сварки медной проволоки можно собрать в пластиковой коробке нужного размера. Если вы не смогли найти готовый трансформатор с нужными параметрами, его можно изготовить самостоятельно из снятого со старой бытовой техники. Например, из бывшей в употреблении микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не менее 6 мм². Поскольку процесс сварки занимает несколько секунд, этого достаточно для нечастых ремонтов и замены участков бытовой электропроводки. Если необходимо непрерывно сваривать много скруток, сечение должно быть увеличено до 10 мм².
Вместе с трансформатором в корпусе установлен автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузок. Также удобен для быстрого отключения сварочного аппарата при перемещении во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения электропитания должно быть не менее 4 мм². Для удобства использования на передней стенке кожуха установлен индикатор зеленого цвета. Также есть 2 винтовые клеммы. Изнутри к ним подсоединяются провода от вторичной обмотки трансформатора, а снаружи подсоединяются сварочные жилы.
Также удобен для быстрого отключения сварочного аппарата при перемещении во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения электропитания должно быть не менее 4 мм². Для удобства использования на передней стенке кожуха установлен индикатор зеленого цвета. Также есть 2 винтовые клеммы. Изнутри к ним подсоединяются провода от вторичной обмотки трансформатора, а снаружи подсоединяются сварочные жилы.
В качестве электрода можно использовать угольный стержень от батарейки, но лучше графитовая щетка от электродвигателя. В нем просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удерживают медную каплю от соскальзывания, что часто случается при использовании аккумуляторного стержня.
Теплорассеивающий поворотный зажим обычно изготавливают из старых плоскогубцев путем присоединения сварочного провода к одной из рукояток. Заточите его конец, наденьте и припаяйте к нему медную втулку, а к ней провод. Поверх ручек надеваются изоляционные термоусадочные трубки.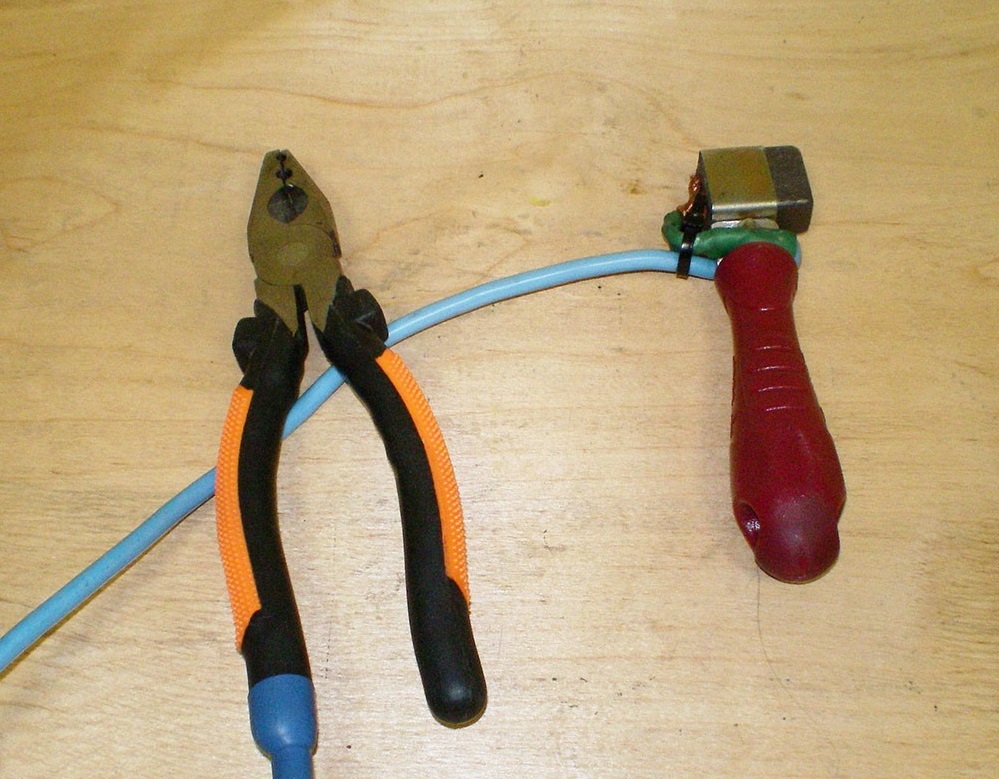 Для плотного охвата скруток в губках пассатижей делаются отверстия разного диаметра.
Для плотного охвата скруток в губках пассатижей делаются отверстия разного диаметра.
Для удобства транспортировки к корпусу сверху крепится ручка, например, дверная.
Ножки от радиоаппаратуры прикручиваются снизу. Если включить дроссель последовательно с электродом, сварка станет мягче. На больших машинах для сварки проволоки большого сечения устанавливают регулятор тока. При желании его лучше купить в виде отдельного блока, так как без досконального понимания электроники сделать его самостоятельно не получится.
Технология сварки медных скруток самодельным аппаратом
С концов проводов снимается изоляция на расстоянии 30 — 60 мм и зачищается до блеска. Затем их скручивают вместе в одном направлении. Чтобы провода были одинаковыми по длине, откусите конец скрутки.
Закрепив скрутку в теплоотводящем зажиме, прикоснуться к концу электродом и сразу отвести его на 0,5 — 1 мм. Образующаяся дуга плавит медь, которая образует шарообразную каплю. После его образования сварку сразу прекращают, иначе начнет плавиться изоляция проводов, а металл в месте шва станет пористым. После остывания оголенные концы оборачивают изоляционной лентой или закрывают термоусадочной трубкой.
После его образования сварку сразу прекращают, иначе начнет плавиться изоляция проводов, а металл в месте шва станет пористым. После остывания оголенные концы оборачивают изоляционной лентой или закрывают термоусадочной трубкой.
Если самодельный аппарат работает с электродом из графитовой щетки с ямками для скручивания, то при их совмещении возникают трудности. Поэтому рекомендуется устанавливать кнопку включения на держателе. Ее нажимают при введении скрутки в отверстие и отпускают после образования шарика, удерживая электрод на месте несколько секунд, чтобы медная капля не соскользнула.
Процесс сварки медной проволоки без брызг, но шарик расплавленной меди при неосторожном движении может соскользнуть на незащищенные участки тела. Поэтому не стоит пренебрегать защитными очками и перчатками, а одежду из плотной ткани застегивать на все пуговицы. Перед работой нужно обеспечить хорошую вентиляцию помещения, так как электроды, особенно угольные, при нагревании дымят.
Чаще всего для производства электропроводки используют медные провода. Алюминиевый аналог практически не используется. Сварка проводов из меди производится не только переменным, но и постоянным током. Его напряжение находится в следующем диапазоне: 12–36 В. При этом подача тока должна варьироваться. Сварка проводов инвертором имеет свои особенности.
Алюминиевый аналог практически не используется. Сварка проводов из меди производится не только переменным, но и постоянным током. Его напряжение находится в следующем диапазоне: 12–36 В. При этом подача тока должна варьироваться. Сварка проводов инвертором имеет свои особенности.
Устройства инверторного типа
Преимущества инверторных устройств хорошо известны специалистам. Некоторые модели оснащены плечевым ремнем, который позволяет носить инвертор на плече. Это дает возможность проводить сварочные работы со скруткой в распределительной коробке, стоя на стремянке. Инвертор можно подключать к бытовой электропроводке, так как устройство имеет низкое энергопотребление.
Инверторы имеют широкий диапазон регулирования тока. Их дуга очень стабильна и отлично зажигается при малых сварочных токах. По этой причине неподготовленный электро- и газосварщик может быстро добиться потрясающего эффекта и добиться оптимального качества сварочных проволок.
Бытовые сварочные аппараты маркируются аббревиатурой ММА. Затем цифрами указывается значение рабочего тока – 200 или 250 В. Профессиональный прибор работает в диапазоне температур до 150 градусов. Домашнее устройство имеет диапазон от 0 до +30. Еще одно отличие домашнего устройства от профессионального и промышленного — время цикла.
Затем цифрами указывается значение рабочего тока – 200 или 250 В. Профессиональный прибор работает в диапазоне температур до 150 градусов. Домашнее устройство имеет диапазон от 0 до +30. Еще одно отличие домашнего устройства от профессионального и промышленного — время цикла.
Инвертор профессионального типа будет работать 8 часов с небольшими перерывами, промышленный 24 часа с 30-минутным перерывом. Прибор, предназначенный для бытового использования, работает без перерыва 30 минут, а затем остывает в течение часа.
При сварке кабеля медного типа применяется специальный угольно-медный электрод, который в простонародье называется «карандаш». Если у вас нет угольного электрода, вы можете использовать стандартный угольный стержень от непригодной батарейки. Сварочный ток в зависимости от сечения и количества проводов применяют при разных напряжениях. Подходящим является режим, при котором не происходит прилипания электрода к зоне сварки, а дуга стабильна.
Технологический процесс
Сварка проволок осуществляется по технологии, благодаря которой получается оптимальный результат. Сварка проводов инвертором осуществляется поэтапно:
Сварка проводов инвертором осуществляется поэтапно:
- Необходимо зачистить кабель от внешней изоляции.
- Затем делают скрутку, обрезая ее так, чтобы концы проводов находились на одном уровне, при этом минимальная длина скрутки должна быть 50 мм.
- Затем нужно установить медный зажим, отводящий тепло, и включить инвертор.
- Поднесите кончик угольного карандаша к готовой скрутке, зажатой в держателе, и сварите проволоки вместе.
- Через несколько секунд в конце скрутки образуется небольшой шарик расплавленного металла, после чего работа прекращается. Чтобы теплоизоляционная оболочка не расплавилась в процессе работы, работайте с каждой из скруток не более 2 секунд.
- После полного остывания кабеля проводку изолируют с помощью обычной изоляционной ленты или термоусадочной трубки.
Особенности сварки алюминиевой проволокой
Наиболее надежным способом сварки скрутки является точечный метод. Преимущество этого метода в том, что металл проводников при сварке сливается. И если при других вариантах возможно переходное сопротивление контактной площадки, то при точечном режиме этого не происходит. Электросварные провода долговечны, их не нужно периодически обслуживать, осматривать и ремонтировать.
И если при других вариантах возможно переходное сопротивление контактной площадки, то при точечном режиме этого не происходит. Электросварные провода долговечны, их не нужно периодически обслуживать, осматривать и ремонтировать.
Возможные осложнения в работе
При работе с алюминиевым кабелем возникает ряд трудностей:
- Качественное соединение осуществить сложно из-за быстро образующейся на металле оксидной пленки. Это затрудняет получение равномерного соединения проводов.
- Повышенная текучесть алюминия в расплавленном состоянии затрудняет получение шва хорошего качества при сварке герметичного соединения.
- Следует учитывать усадку металла. Но полученный результат всегда можно улучшить дополнительной обработкой крутки.
Работа с алюминиевым кабелем в домашних условиях — сложная задача. Необходимо тщательно выбирать правильный режим сварки. Существует заблуждение, что инверторы имеют постоянное выходное напряжение.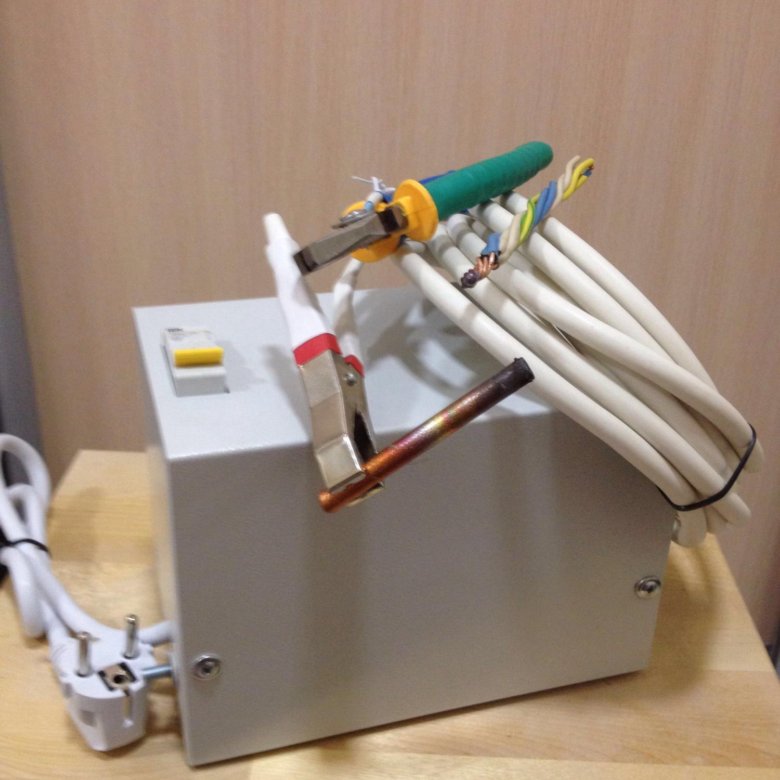
На самом деле прибор оснащен регулировкой силы электрического тока и напряжение может быть снижено в зависимости от диаметра провода:
| Напряжение, В | Диаметр проволоки, мм |
| 25 | 0,5–1,0 |
| 20 | 0,3–0,5 |
| 12 | 0,1–0,3 |
| 10 | 0,05–0,1 |
А также следует правильно подобрать диаметр электрода в зависимости от площади жилы:
Величина сварочного электрического тока варьируется в зависимости от количества проволок и их диаметра:
При сварке переменным электрическим током трудно добиться хорошего результата и требуется большое мастерство для получения хорошего соединения. Именно поэтому непрофессионалу для освоения азов понадобится хороший аппарат.
Сварка кручением медной проволоки
Важна ли сварка проволоки?
Скрутка — очень распространенный вид соединения медных проводов и достаточно надежен. Сварка значительно улучшает качество скрутки, повышая ее надежность и долговечность. Отзывы профессиональных электриков и испытания электротехнических лабораторий свидетельствуют о том, что сварка скруткой – это гарантированно отличный контакт проводов, который не подвержен окислению и не требует доработок паяльных коробок с подтяжкой контактов. Это очень важно в современных электроустановках с использованием дорогостоящих электроустановочных изделий. Ведь электрика – это еще и наука о контактах. Сначала рассмотрим варианты электроприборов для сварки скруток.
Сварка значительно улучшает качество скрутки, повышая ее надежность и долговечность. Отзывы профессиональных электриков и испытания электротехнических лабораторий свидетельствуют о том, что сварка скруткой – это гарантированно отличный контакт проводов, который не подвержен окислению и не требует доработок паяльных коробок с подтяжкой контактов. Это очень важно в современных электроустановках с использованием дорогостоящих электроустановочных изделий. Ведь электрика – это еще и наука о контактах. Сначала рассмотрим варианты электроприборов для сварки скруток.
Разновидности сварочных аппаратов
Различают три основные группы сварочных аппаратов, которые используются электриками (и не только) для соединения проводов в современных электроустановках:
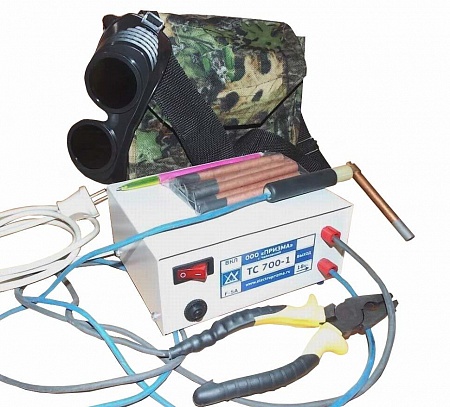
- узкопрофильные сварочные аппараты для сварки многожильных медных проводов , такие как ТС-700 и его аналоги российского и зарубежного производства;
- инверторные сварочные машины общего назначения;
- сварщики собственного производства из понижающих трансформаторов.

Описание этих типов сварочных аппаратов, их особенности
Сварочные аппараты для пайки медных электрических проводов.
Машины сварочные сборные для электросварки медных жил приспособлены только для разводки проводов. Работать со скрутками очень просто. Корпус устройства компактный, с ремнем для переноски. Клавиша включения/выключения, провод питания, провод заземления с зажимом или зажимом и провод электрододержателя. Они используют специальные угольные электроды для сварки медных проводов. Такими устройствами можно сваривать как жесткие, так и многожильные медные провода.
Это обычные инверторные сварочные аппараты, но с их помощью можно также сваривать медные жилы. Такие устройства также легко носить с собой. Для соединения заземляющего провода аппарата со скруткой лучше использовать зажим. Так же опытным путем необходимо подобрать оптимальное значение сварочного тока (от 60 до 110 А). Используются медные электроды. Сварочный ток лучше постоянный.
Самодельные проволочные сварочные аппараты
Это устройства, изготовленные квалифицированными электриками из разного рода понижающих трансформаторов. В общем виде это трансформаторы мощностью от 300 Вт до 800 Вт, с напряжением на вторичной обмотке от 9 В.В до 36 В. Провода для заземления и держателя делаются из нескольких проводов, чтобы было от 15 кв.мм. Электродами в этом случае часто служат угольные стержни аккумуляторов.
Как свариваются проволочные жилы?
- С проводов необходимо снять изоляцию на 50-60 мм, сделать скрутку.
- Используйте плоскогубцы или зажимы, чтобы соединить скрутку с землей.
- Электрод на 1 сек. сварить конец твист в шар в конце.
- Охладить и изолировать скрутку.
Кто может сваривать жилы из медной проволоки?
Теоретически — любой, лишь бы было понимание электротехники и проводки. И все же сварку витых медных проводов лучше делать у профессионального электрика. Нужно обратить внимание, чтобы не прогорела изоляция проводов, чтобы скрутка была не короткая, а капля сварки, по возможности без раковин.
Нужно обратить внимание, чтобы не прогорела изоляция проводов, чтобы скрутка была не короткая, а капля сварки, по возможности без раковин.
Важнейшей и ответственной составляющей установки и сборки систем электроснабжения является. Качественные и надежные контакты в местах соединения элементов электрической сети, выполненные в соответствии со стандартами (ПУЭ), являются гарантом работоспособности, долговечности, а главное, электро- и пожаробезопасности. В этой статье мы расскажем, как сделать своими руками сварку проводов в распределительной коробке.
Важно знать
Самым простым и быстрым способом решения вопроса как соединить провода считается , но в то же время витые провода представляют очень низкую степень надежности контакта. Ввиду малой надежности не допускается, и согласно п. 2.1.21 приведены следующие допустимые способы соединения: винтовые или болтовые зажимы (клеммы разных типов), проверка и пайка.
Клеммные колодки и обжимные устройства повышают надежность монтажа, однако на несколько порядков уступают такому способу соединения, как сварка. При подготовке к электромонтажу, взвесив все «за» и «против», однозначно стоит отбросить сомнения и отдать предпочтение этому способу.
При подготовке к электромонтажу, взвесив все «за» и «против», однозначно стоит отбросить сомнения и отдать предпочтение этому способу.
Люди, не разбирающиеся в электромонтаже, придерживаются мнения, что такой способ подключения является недопустимым передовым технологическим процессом, требующим высочайшей квалификации исполнителя и применения сверхсложного оборудования. На самом деле все очень просто и доступно. Человеку, имеющему простейшие навыки обращения с электросварочным аппаратом в домашних условиях, вполне по силам сварить провода своими руками.
Вопрос очень актуален для нашего времени, еще со времен, когда инверторные сварочные аппараты стали доступны для массовой покупки. Инверторный сварочный аппарат очень удобен и практичен, потребляет мало электроэнергии и может работать от сети, к тому же стоимость маломощных моделей находится в пределах 50-100 долларов. В качестве аппарата можно использовать самодельный прибор на основе понижающего трансформатора. Для человека со знаниями и навыками в области электротехники вопрос не большой. Электромонтажные компании, специализирующиеся на сварочных работах, используют в своей работе специальные сварочные аппараты.
Электромонтажные компании, специализирующиеся на сварочных работах, используют в своей работе специальные сварочные аппараты.
Что необходимо подготовить
Помимо сварочного аппарата, необходимо подготовить и иметь все необходимое оборудование, материалы и инструменты. Проволоки сваривают угольными (графитовыми) электродами. В качестве таких электродов можно использовать как промышленный образец (типа марки ЭГ), так и щетку от электродвигателя, кусок башмака от троллейбуса, графитовые сердечники от аккумуляторов 3336 (3Р12) или современные солевые. Для изготовления токопроводящих изделий используют медь и гораздо реже алюминий. К сведению, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением менее 16 мм 2 запрещено.
В зависимости от того, что придется сваривать — алюминий или медь, подбирается состав флюса, предназначенный для химического растворения оксидной пленки, образовавшейся при сварке. При сварке алюминиевых проводов необходимо использовать флюс, медные можно сваривать и без него, предварительно необходимо зачистить жилы в обоих случаях
В процессе подготовки концов жил и в процессе работы вам нужен нож и пассатижи, электроизоляционные материалы.
Кстати, альтернатива есть. О том, как правильно паять проводники, читайте в нашей статье!
Особенности процесса
Прежде чем приступить к сварке электрических проводов, необходимо настроить аппарат. Учитывая, что свариваемые проводники могут быть разного сечения, ток на выходе сварочного аппарата необходимо подбирать опытным путем, чтобы не вызвать перегрева соединяемых проводов или залипания электрода в месте соединения. Концы жил необходимо зачистить от изоляции (голые жилы должны быть длиной 5 см и более) и соединить между собой, как это делается при скрутке.
Предварительно обработав флюсом скрученные оголенные концы (в случае сварки алюминия), зажимаем их пассатижами и присоединяем к ним массу, электрод подводим к концу крутки, который должен быть направлен вниз, и удерживается в этом положении от 0,5 до 2 секунд. Убедившись, что в месте контакта образовался медный или алюминиевый шарик, сварку прекращают. После того, как соединение остынет, отшлифуйте флюс наждачной бумагой. Перед нанесением изоляционного покрытия на свариваемые провода рекомендуется обработать этот участок растворителем с последующим покрытием электроизоляционным лаком. Учтите, однако, что шарик в конце крутки должен быть гладким с минимумом пор. В противном случае сварной шов лопнет.
Перед нанесением изоляционного покрытия на свариваемые провода рекомендуется обработать этот участок растворителем с последующим покрытием электроизоляционным лаком. Учтите, однако, что шарик в конце крутки должен быть гладким с минимумом пор. В противном случае сварной шов лопнет.
Категорически запрещается подключать проводники под напряжением. Перед началом работы, используя щуп, необходимо убедиться, что его нет. Для защиты глаз, лица и рук от ожогов при работе обязательно используйте защитную маску и перчатки.
Технология сварки медных проводов инвертором представлена на видео:
Для алюминиевых проводов есть альтернативный вариант сварки — с использованием газовой горелки. Токопроводящие жилы в этом случае необходимо подготавливать так же, как и для электросварки, за исключением обработки флюсом. Для работы понадобится стальной пруток сечением около 2 мм. Соединение необходимо прогреть газовой горелкой до появления признаков оплавления в месте сварки на конце скрутки.