Полуавтоматическая сварка проволокой с инверторным источником сварочного тока: технология
Источники сварочного тока инверторного типа в настоящее время очень распространены в плане их применения в различных областях, где необходимо выполнять сварочные работы. Такое распространение обусловлено тем, что данный вид сварочного оборудования прост в использовании (сварщику достаточно обладать базовыми знаниями о сварке как одном из способов металлообработки, а также об основах используемых сварочных технологий). Кроме того, источники сварочного тока инверторного типа являются сравнительно небольшими по своим габаритам, а выполняемые с их помощью сварные швы отличаются высоким качеством.
Содержание
- 1 Полуавтоматическая сварка с использованием инвертора
- 2 Процесс сварки
- 3 Особенности технологии
- 4 Требования к инверторному источнику тока для полуавтоматической сварки
Полуавтоматическая сварка с использованием инвертора
Источник сварочного тока инверторного типа представляет собой высокотехнологичное устройство, которое с помощью используемых в его устройстве полупроводников превращает ток, получаемый от электрической сети, в сварочный ток.
Для того чтобы с помощью инверторного источника сварочного тока реализовывать технологические способы сварки полуавтоматом с использованием проволоки, потребуется дополнительное оборудование:
- подающий механизм для подачи сварочной проволоки в зону выполнения соединения;
- подающие шланги (рукава) для направления в сварочную зону защитного газа и сварочного тока;
- баллон с защитным газом и редуктор для понижения давления к нему;
- сварочная горелка.
В некоторых случаях используются смесители для защитных газов, а также устройства для их подогрева.
Процесс сварки
Сущность процесса сварки с использованием инверторного источника сварочного тока с применением сварочной проволоки заключается в подаче проволоки в сварочную зону за счет подающего механизма и сварочную горелку с задействованием подающих шлангов. Проволока подается непосредственно в сварочную зону. В момент направления проволоки в сварочную зону между краями свариваемых деталей и проволокой горит электрическая дуга, которая путем нагрева плавит кромки этих деталей и самой проволоки, что позволяет говорить об образовании сварочной ванны и последующего формирования сварочного шва.
В момент направления проволоки в сварочную зону между краями свариваемых деталей и проволокой горит электрическая дуга, которая путем нагрева плавит кромки этих деталей и самой проволоки, что позволяет говорить об образовании сварочной ванны и последующего формирования сварочного шва.
Защита шва от попадания кислорода в таком случае осуществляется посредством подачи в сварочную зону специального защитного газа через сопло газовой горелки.
Другим видом сварочного процесса с использованием сварочной проволоки и инвертора является сварка с применением порошковой самозащитной проволоки. В данном случае формирование газового защитного облака в сварочной зоне не нужно, в результате чего сам сварочный процесс ведется без громоздкого сварочного оборудования.
Схема сварки с использованием порошковой проволокиТакой способ удобен в тех случаях, когда речь идет о сварке в труднодоступных местах, когда необходимо выполнить работы в большом объеме, куда нет возможности доставлять весь большой комплект оборудования.
Особенности технологии
В настоящее время инверторное оборудование представляет собой достаточно сложный, с технологической точки зрения, комплекс приборов, в котором в одном компактном корпусе находится большое количество компонентов для преобразования электрического тока в сварочный. Каждый такой компонент подключен в единую электрическую сеть инверторного источника тока посредством использования интегральных схем, что существенным образом упрощает весь процесс его настройки.
Несмотря на кажущуюся простоту использования данного вида оборудования для реализации сварочных процессов с использованием проволоки, необходимо выполнить следующие действия:
- перед первым включением изучить инструкцию по эксплуатации оборудования с целью получения представления о возможностях его использования;
- перед каждым включением в электрическую сеть проводить визуальную проверку целостности аппарата, а также проверку на наличие механических и иных повреждений сварочных шлангов и подающего оборудования для проволоки;
- до того как инверторный источник тока будет подключен в электрическую сеть, необходимо установить бухту с проволокой в аппарат и зарядить подающие ролики, освободив плоскогубцами конец проволоки на катушке и установив его между прижимными роликами подающего механизма;
- подключить аппарат к электрической сети в соответствии с тем напряжением, которое предусмотрено функционалом аппарата (220 В для бытовых аппаратов, 380 В в случае, если речь идет о промышленном использовании), нажать на корпусе кнопку питания и убедиться, что все индикационные панели загорелись правильно и показывают исправное состояние аппарата;
- на сварочной горелке нажать кнопку подающего механизма до тех пор, пока из ее сопла не выйдет свободный конец проволоки, длину которой следует отрезать с помощью плоскогубцев.
 Если проволока заедает в подающем шланге, то последний необходимо распрямить по всей длине. В случае проскальзывания проволоки между подающими роликами необходимо их отрегулировать в соответствии с указаниями в инструкции по эксплуатации;
Если проволока заедает в подающем шланге, то последний необходимо распрямить по всей длине. В случае проскальзывания проволоки между подающими роликами необходимо их отрегулировать в соответствии с указаниями в инструкции по эксплуатации; - следующим этапом становится подключение газового оборудования (если сварка происходит с использованием защитного газа). Баллон не должен иметь дефектов видимого типа (например, царапин, сколов), а на самом баллоне обязательно должны присутствовать отметки о дате и сроке изготовления, а также о дате его последней проверки. Вентиль баллона должен обеспечивать полностью герметичное хранение газа, так как, в противном случае, очень велик риск прямого попадания кислорода в сварочную зону из-за его присутствия в газовом баллоне;
- к штуцеру баллона подключается редуктор, использование которого должно обеспечивать возможность регулировки давления защитного газа. В случае если по технологии защитный газ должен быть подогрет, необходимо использовать редуктор, который имеет специальное подогревающее устройство. Подающий шланг плотно надевается на штуцеры редуктора и сварочного инвертора с последующей фиксацией посредством использования специальных хомутов соответствующего диаметра;
- после полного подключения всего сварочного оборудования в единую сеть происходит регулировка оборудования путем подбора наиболее оптимальных режимов сварки: давление газа должно быть таким, чтобы газ не выдувало из сварочной зоны, но при этом не происходило разбрызгивание расплавленного металла из сварочной ванны, а режимы тока должны находиться во взаимодействии со скоростью подачи сварочной проволоки вне зависимости от того, идет ли речь о простой модели, где оба показателя регулируются одновременно, либо о сложной модели с раздельной регулировкой указанных параметров;
- после того как режимы сварки подобраны, необходимо провести их проверку. Данное действие осуществляется на аналогичных по качеству (толщина металла, тип металла, его состояние) деталях с использованием той проволоки, которая будет использована и в процессе сварки основных деталей;
- весь сварочный процесс должен осуществляться в хорошо освещенном помещении, где есть возможность защитить сварочную зону от сквозняков (с целью избежать риск выдувания газа из сварочной зоны). Однако само помещение должно быть хорошо проветриваемым;
- свариваемые детали необходимо закрепить на сварочном столе или относительно друг друга таким образом, чтобы при выполнении работ не возникло повреждений металла вокруг образуемого шва;
- первые швы делаются «прихваточным способом», то есть сначала делаются короткие провары с целью более надежного закрепления деталей между собой, после чего формируется основной шов;
- интервалы между прихватками и длину их самих сварщик выбирает в каждом конкретном случае в зависимости от того, какого размера детали приходится сваривать, а также какова толщина металла;
- направление движения газовой горелки с подаваемой проволокой сварщик также выбирает самостоятельно с учетом физико-химических свойств металла, однако, соблюдая правило минимального задействования окружающего сварочную зону металла, то есть с минимальными колебательными движениями горелки.
 Если проволока заедает в подающем шланге, то последний необходимо распрямить по всей длине. В случае проскальзывания проволоки между подающими роликами необходимо их отрегулировать в соответствии с указаниями в инструкции по эксплуатации;
Если проволока заедает в подающем шланге, то последний необходимо распрямить по всей длине. В случае проскальзывания проволоки между подающими роликами необходимо их отрегулировать в соответствии с указаниями в инструкции по эксплуатации; Подающий шланг плотно надевается на штуцеры редуктора и сварочного инвертора с последующей фиксацией посредством использования специальных хомутов соответствующего диаметра;
Подающий шланг плотно надевается на штуцеры редуктора и сварочного инвертора с последующей фиксацией посредством использования специальных хомутов соответствующего диаметра;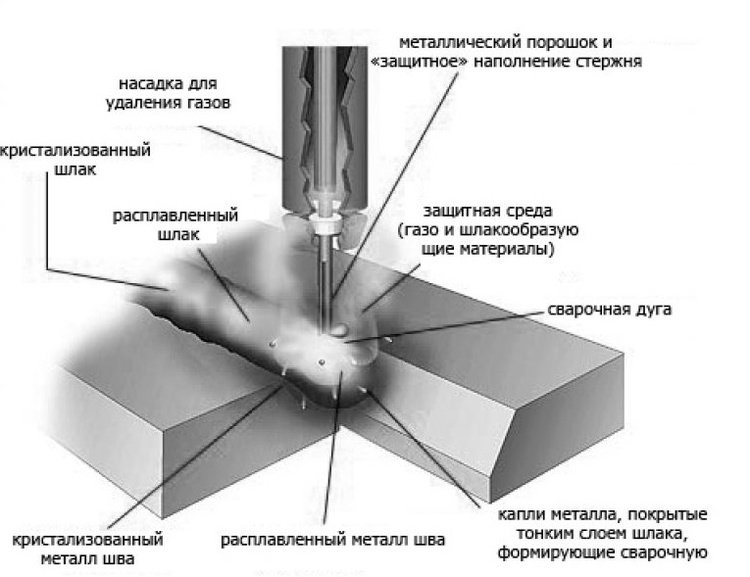 Однако само помещение должно быть хорошо проветриваемым;
Однако само помещение должно быть хорошо проветриваемым;
Требования к инверторному источнику тока для полуавтоматической сварки
Основные требования, предъявляемые к инверторному источнику сварочного тока, связаны с ключевыми законами физики ввиду того, что сама по себе сварка – это сложный, с точки зрения физики и химии, процесс:
- аппарат должен поддерживать стабильное горение сварочной дуги, что может быть осуществлено только в случае наличия у аппарата крутопадающей вольт-амперной характеристики;
- напряжение дуги должно находиться в диапазоне от 18 до 28 вольт вне зависимости от силы сварочного тока;
- аппарат должен обеспечивать автоматическую регулировку сварочного тока с помощью находящейся внутри него электроники на всем протяжении сварочного процесса;
- система поджига и стабилизации дуги является также одной из обязательных к наличию в современных инверторных аппаратах;
- у самого аппарата в числе стандартных настроек должен быть режим защиты от длительного короткого замыкания;
- для стабильной работы инверторного источника сварочного тока в нем должны быть устройства, которые позволят защитить силовые части аппарата от перегрева;
- корпус инвертора изготавливается таким образом, чтобы у аппарата и находящейся внутри него «начинки» был достаточный уровень защиты от влаги и пыли.

Инвертор вместо полуавтомата — можно ли варить и как?
Содержание статьи:
Инвертор вместо полуавтомата — можно ли варить и как?Сварочный инвертор применяется для сварки плавящимися электродами с покрытием. Электродное покрытие может быть разным, основным и рутиловым, с добавлением специальных веществ.
При этом смысл сварки плавящимся электродом остается неизменным — электрод плавится и заполняет жидким металлом расплавленное пространство. Варить инвертором тонкий металл, толщина которого менее 1 мм очень неудобно.
Ни о какой красоте сварочного шва речи идти и не может. К тому же, если даже и получится сварить, например, кузовной металл, то нужно иметь под рукой тонкие электроды (2 мм и менее) и не делать никаких зазоров между свариваемыми заготовками.
Для сваривания тонких заготовок предпочтительно использовать полуавтоматическую сварку. Но зачем покупать полуавтомат, если воспользоваться им придётся всего лишь несколько раз в жизни? Соответственно назревает вопрос — может ли заменить инвертор полуавтомат или нет?
Инвертор вместо полуавтомата — такое возможно?
Где-то на одном из форумов по сварке мне встречался такой вопрос, можно ли использовать инвертор вместо полуавтомата. Что будет, если например, взять угольные или графитовые электроды, а возможно даже вольфрамовые, и варить ими, используя вместо защитного газа специальный сварочный флюс, обрабатывая им околошовную зону сварки.
Что будет, если например, взять угольные или графитовые электроды, а возможно даже вольфрамовые, и варить ими, используя вместо защитного газа специальный сварочный флюс, обрабатывая им околошовную зону сварки.
Или вот еще одна идея, которая имеет право на рассмотрение. Что если вместо электрода использовать для сварки металла толщиной 0,8 мм, инвертор и кусок порошковой проволоки? Такая проволока уже имеет в своём составе специальный компонент, который при расплавлении металла защищает его от вредного воздействия кислорода.
В целом, как показывает практика и долгие мучительные эксперименты, сварочный инвертор всё-таки не способен собой полноценно заменить настоящий полуавтомат. Да, можно поэкспериментировать с порошковой проволокой или сваркой графитовым электродом, осуществив отбортовку кромок и используя присадки для усиления шва.
Однако, идеальной сварки при помощи всего того, о чем было рассказано выше, получить не удастся.
Как варить металл толщиной 0,8 мм инвертором
Друзья, на самом деле можно заварить днище автомобиля или поставить заплатки на него толщиной 0,8 мм и с помощью обычного сварочного инвертора. Просто нужно знать и понимать, как варить инвертором тонкий металл.
Просто нужно знать и понимать, как варить инвертором тонкий металл.
Во-первых, нельзя использовать электроды тройку, лучше всего взять тонкие электроды 2 мм. Во-вторых, электроды для сварки такого тонкого металла должны быть рутиловыми. Не буду вдаваться в преимущества рутиловых электродов, поскольку они очевидны (об этом писал и не раз).
В-третьих, нужно обеспечить плотное прилегание металлов и ни в коем случае не варить цельным швом. Лучше точечно прихватить металл и зафиксировать его перед этим заклёпками. В таком случае получиться почти идеально, обварить заготовку без прожогов.
Само собой разумеется, что нужно использовать малый сварочный ток, порядка 30-45 ампер. Большой ток прожжет тонкую заплатку и ничего не получится. Делитесь и своими секретами сварки кузовного металла. Получилось ли у кого-нибудь заменить полуавтомат сварочным инвертором?
Поделиться в соцсетях
Что такое инверторный сварочный аппарат? Об инверторной технике и сварке
Дата: 13-12-2018
Weldclass Academy
Как работает инверторная технология (в сварочных аппаратах)?
Говоря простым языком, инвертор — это электронная система регулирования напряжения. В случае инверторного сварочного аппарата он преобразует питание переменного тока в более низкое полезное выходное напряжение, например, из источника питания 240 В переменного тока в выходное напряжение 20 В постоянного тока.
В случае инверторного сварочного аппарата он преобразует питание переменного тока в более низкое полезное выходное напряжение, например, из источника питания 240 В переменного тока в выходное напряжение 20 В постоянного тока.
Устройства на основе инвертора используют ряд электронных компонентов для преобразования энергии — в отличие от обычных устройств на основе трансформатора, которые в основном зависят от одного большого трансформатора для регулирования напряжения.
Инвертор работает за счет увеличения частоты основного источника питания с 50 Гц до 20 000 – 100 000 Гц. Это достигается за счет использования электронных переключателей, которые включают и выключают питание очень быстро (до 1 миллионной доли секунды). Управляя таким образом источником питания до того, как он попадет в трансформатор, можно очень значительно уменьшить размеры трансформатора.
Каковы преимущества использования инверторных сварочных аппаратов?
Изделия на основе инвертора обладают многими преимуществами по сравнению с обычными устройствами на базе трансформатора:
- Вес и размер : Это наиболее важное и впечатляющее преимущество инверторного сварочного аппарата по сравнению с обычными аппаратами. Например, инвертор весом менее 5 кг, размером меньше чемодана, который удобно носить на плече, может иметь выходную мощность, сравнимую с 50-килограммовой трансформаторной машиной.
- Эффективность : Качественные инверторные аппараты, такие как инверторные сварочные аппараты Weldforce, будут иметь КПД около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД около 50%. Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) за счет рассеивания тепла.
- Использование мощности генератора : Быть очень эффективным означает, что использование мощности генератора гораздо более целесообразно для инверторных сварочных аппаратов, которые могут работать на небольших переносных генераторных установках, что часто невозможно с традиционными трансформаторными машинами. Следует отметить, что существуют риски, связанные с использованием мощности генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора со сварочными инверторами.
- Рабочий цикл : Как правило, гораздо более высокие рабочие циклы достижимы для машин на основе инвертора, опять же из-за разницы в размерах трансформатора. Хотя мелкие компоненты инверторной машины быстро нагреваются, их можно охладить гораздо проще и быстрее. Однако в обычных «трансформаторных» сварочных аппаратах компоненты намного больше и, следовательно, имеют тенденцию накапливать тепло и дольше охлаждаться.
- Выход постоянного тока : Многие традиционные «трансформаторные» сварочные аппараты MMA (стержневые) имеют только выход переменного тока, что означает, что они ограничены в типах электродов, которыми они могут сваривать. Однако в инверторных аппаратах ток гораздо легче преобразовывается в постоянный, что означает, что они могут сваривать широкий спектр различных сварочных электродов. Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
- Функции : Электроника инверторных машин гораздо легче поддается возможности включения дополнительных функций (таких как режим TIG) и делает существующие функции более управляемыми.
 Например, инвертор весом менее 5 кг, размером меньше чемодана, который удобно носить на плече, может иметь выходную мощность, сравнимую с 50-килограммовой трансформаторной машиной.
Например, инвертор весом менее 5 кг, размером меньше чемодана, который удобно носить на плече, может иметь выходную мощность, сравнимую с 50-килограммовой трансформаторной машиной.

Что такое инверторная технология IGBT?
Аббревиатура IGBT расшифровывается как «Биполярные транзисторы с изолированным затвором». Это быстродействующие переключающие устройства, используемые во всех инверторных сварочных аппаратах Weldclass, которые облегчают регулирование напряжения.
В некоторых инверторных машинах используется старая технология MOSFET/транзисторы. Технология IGBT предлагает значительные преимущества по сравнению с полевыми МОП-транзисторами. Возможно, наиболее важным преимуществом является то, что IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их гораздо более надежными и менее подверженными повреждениям или отказам.
БТИЗ
Дополнительные статьи об инверторных сварочных аппаратах;
Что такое рабочий цикл и как он рассчитывается?
Использование генераторов для питания инверторных сварочных аппаратов
Все артикулы для сварочных аппаратов
Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях. Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Теги
Сварочные аппараты
КомментарииОбратите внимание: Спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
Использование генераторов для питания инверторных сварочных аппаратов
Дата: 03.11.2023
Академия сварки
Могу ли я использовать свой сварочный аппарат на генераторе? Генератор какой мощности мне нужен для работы инверторного сварочного аппарата?
Мы ответим на все эти и другие вопросы! Вот что мы рассмотрим в этой статье;
- Мощность генератора в сравнении с мощностью сети
- Почему мощность генератора потенциально опасна?
- Почему инверторные сварщики уязвимы?
- Защита входного напряжения
- Инструкции по использованию генератора с инверторными сварочными аппаратами
- Могу ли я использовать небольшой генератор для работы сварочного аппарата?
- Советы по покупке подходящего генератора
1.
 Мощность генератора и мощность сети
Мощность генератора и мощность сетиПо сравнению с питанием от сети мощность генератора может быть характерно «грязной» и, таким образом, может повредить чувствительные электронные компоненты внутри инверторных сварочных аппаратов. Это особенно касается небольших генераторных установок, которые часто выбирают для работы с электроинструментами и сварочными аппаратами из-за их портативности и доступности.
В то же время, возможность использовать мощность генератора дает много преимуществ операторам, которые хотят использовать свои инверторные сварочные аппараты в полевых условиях или на месте, где невозможно или трудно получить доступ к сети.
Поэтому неудивительно, что одним из первых вопросов, которые задают операторы, прежде чем решиться на покупку инверторного сварочного аппарата, является: «Безопасно ли отключать генератор?». Правдивый ответ не всегда «да». Конечно, подключите практически любой инверторный сварочный аппарат к генератору, и он, скорее всего, будет работать на каком-то уровне. Но не все машины имеют защиту, необходимую для предотвращения повреждения от «грязного» или непредсказуемого источника питания генератора в долгосрочной перспективе.
Но не все машины имеют защиту, необходимую для предотвращения повреждения от «грязного» или непредсказуемого источника питания генератора в долгосрочной перспективе.
2. Почему мощность генератора потенциально опасна?
Источник питания переменного тока (сетевой) имеет форму, называемую синусоидой. Когда речь идет о работающем оборудовании с чувствительной электроникой (например, инверторных машинах и компьютерах), наиболее безопасным является питание с идеально чистой синусоидой, однако в действительности этого добиться практически невозможно.
Совершенно «чистая» синусоида однофазного переменного тока 240 В будет выглядеть примерно так:
Мощность сети (обычно) относительно близка к идеальной синусоидальной мощности и поэтому редко вызывает какие-либо проблемы.
С другой стороны, источник питания от портативного генератора, по сравнению с ним, обычно «грязный». Пики, впадины и частота циклов не будут постоянными, даже если средняя выходная мощность может по-прежнему показывать 240 В на простом измерительном устройстве, таком как мультиметр.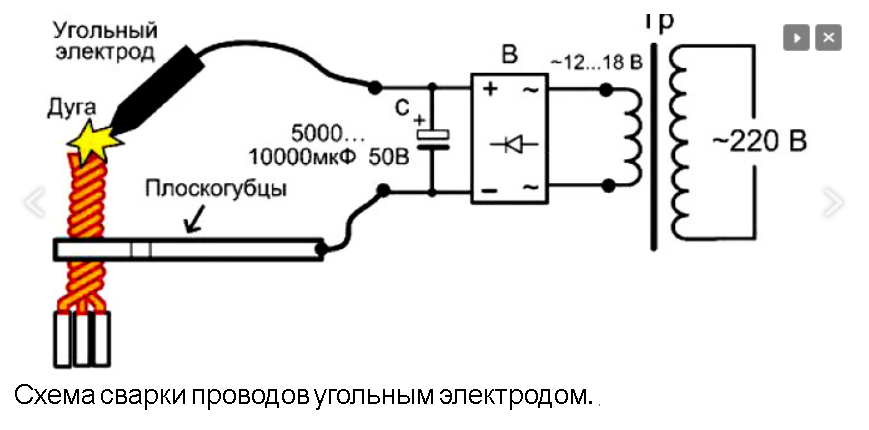
В генераторе скачки и скачки напряжения могут возникать по ряду причин, в том числе:
- Качество генератора: Все портативные генераторы обычно производят непостоянную мощность по сравнению с идеальной синусоидой. Эта степень отклонения от мощности идеальной синусоидальной волны измеряется в процентах, называемых «Общими гармоническими искажениями» или THD. Приемлемый показатель THD в портативном генераторе обычно считается равным 6% или меньше. В последние годы рынок столкнулся с большим количеством импорта дешевых, некачественных генераторов с недопустимо высокими коэффициентами нелинейных искажений (более 6%). Хотя эти более дешевые генераторы могут без проблем работать с основными электроинструментами, они не подходят для работы машин на основе инверторов, поскольку напряжение может колебаться и достигать неприемлемо высокого уровня.
- Запуск и остановка: При запуске и остановке генератора очевидно, что двигатель работает неравномерно и с постоянной скоростью, поэтому выходная мощность генератора, скорее всего, будет колебаться в зависимости от частоты вращения двигателя.
- Прерывание подачи топлива: Подобно запуску и останову, если в генераторе заканчивается топливо или если есть «сбой» в подаче топлива, двигатель обычно резко ускоряется и замедляется очень скачкообразно, снова вызывая мощность колебания.
- Нагрузка в зависимости от размера генератора: Генератор недостаточного размера и/или перегруженный будет очень тяжело работать, пытаясь поддерживать достаточный ток. Затем, когда нагрузка снимается (например, когда сварка останавливается), двигатель обычно увеличивает обороты до тех пор, пока регулятор не вернет двигатель на скорость холостого хода. Это чрезмерное увеличение оборотов генератора, скорее всего, увеличит выходное напряжение, иногда до опасного уровня.
- Дополнительные нагрузки: Использование других устройств (например, шлифовальной машины, отрезной пилы и т. д.) на том же генераторе и одновременно со сварочным аппаратом может вызвать перегрузку и, следовательно, вызвать колебания мощности, если размер генератора недостаточно.
- Отсутствие технического обслуживания: Генератор в плохом состоянии будет вести себя так же, как генератор низкого качества.

3. Почему инверторные сварочные аппараты уязвимы?
Чтобы значительно уменьшить размер трансформатора и добиться многих преимуществ, которые дает нам инвертор (уменьшенный размер/вес и т. д.), входная мощность должна быть «обработана» до того, как она поступит в трансформатор — другими словами, вместо того, чтобы сразу проходить через трансформатор, он сначала проходит через чувствительные электронные компоненты.
Основными проблемными компонентами являются конденсаторы. Конденсаторы — это устройства, которые постоянно заряжаются и разряжаются. В инверторном сварочном аппарате конденсаторы будут заряжаться примерно в 1,4 раза выше стандартного входного напряжения. Таким образом, в случае источника питания 240 В они будут заряжаться примерно при 335 В. То же самое произойдет в случае скачка или скачка напряжения. Таким образом, при скачке напряжения 280 В они будут заряжаться примерно при 395 В, что соответствует увеличению напряжения на 155 В. Именно это значительное колебание рабочего напряжения может повредить или разрушить электронные компоненты инверторного сварочного аппарата.
Конденсаторы — это устройства, которые постоянно заряжаются и разряжаются. В инверторном сварочном аппарате конденсаторы будут заряжаться примерно в 1,4 раза выше стандартного входного напряжения. Таким образом, в случае источника питания 240 В они будут заряжаться примерно при 335 В. То же самое произойдет в случае скачка или скачка напряжения. Таким образом, при скачке напряжения 280 В они будут заряжаться примерно при 395 В, что соответствует увеличению напряжения на 155 В. Именно это значительное колебание рабочего напряжения может повредить или разрушить электронные компоненты инверторного сварочного аппарата.
4. Защита входного напряжения — превосходная технология Weldclass
В Weldclass мы понимаем, что многим операторам (особенно в сельской местности, строительстве и ремонтных отраслях) необходимо, чтобы их сварочный аппарат работал от генератора.
Сварочные аппараты и плазменные резаки Weldclass специально разработаны для использования в генераторах и имеют высокий уровень защиты от колебаний напряжения. Для вашего спокойствия гарантия Weldforce включает/распространяется на использование машин Weldforce с питанием от генератора (при условии, что оператор соблюдает рекомендации, включенные в руководство по эксплуатации – см. пункт 5 ниже).
Для вашего спокойствия гарантия Weldforce включает/распространяется на использование машин Weldforce с питанием от генератора (при условии, что оператор соблюдает рекомендации, включенные в руководство по эксплуатации – см. пункт 5 ниже).
В инверторные сварочные аппараты Weldclass включены следующие функции для обеспечения оптимальной защиты от скачков напряжения:
- Датчик напряжения: Это устройство отслеживает входное напряжение аппарата и его повышение выше (или ниже) определенного уровня машина автоматически отключает подачу напряжения на уязвимые компоненты. Эти высокие и низкие параметры на машинах Weldforce установлены на уровне 240 В +/- 15% (200–280 В).
- Высоковольтные конденсаторы: Инверторы Weldforce содержат высокопроизводительные конденсаторы, которые обеспечивают более высокую устойчивость машин к колебаниям входного напряжения и снижают риск повреждения конденсатора и других компонентов.
- Технология IGBT: В инверторах Weldforce используется только новейшая инверторная технология IGBT, в отличие от более традиционной технологии MOSFET. IGBT менее уязвимы к колебаниям мощности сети и генератора.
- Компоненты, превышающие спецификации, и испытания на нагрузку до 440 В: Ключевые компоненты машин Weldforce имеют завышенные спецификации для гарантированной надежности, и каждая машина подвергается строгим испытаниям во время производства под «перегрузкой» 440 В.
- Технология PFC: Кроме того, аппараты 205MST и 255MST MIG/Stick/TIG оснащены технологией PFC (или коррекции коэффициента мощности). Проще говоря, PFC автоматически компенсирует любые колебания входного напряжения, обеспечивая стабильное и «чистое» питание инвертора. Это значительно снижает риск повреждения от грязного питания. Это также значительно повышает эффективность, позволяя этим машинам предлагать более высокую производительность и рабочий цикл.
 IGBT менее уязвимы к колебаниям мощности сети и генератора.
IGBT менее уязвимы к колебаниям мощности сети и генератора. Благодаря этому при использовании инверторов Weldforce с генераторами риск повреждения из-за грязного питания значительно сводится к минимуму.
5. Указания по использованию генератора со сварочными аппаратами с инвертором:
Следуя этим указаниям, оператор сведет к минимуму риск повреждения скачков напряжения и поможет сварочному аппарату работать на полную мощность.
а. Размер генератора:
Определение точного размера генератора, необходимого для безопасной работы сварочного аппарата, не всегда является простым процессом. Некоторые из факторов, которые следует учитывать, включают: номинальный ток сварочного аппарата, номинальную мощность генератора и то, является ли это подлинным номиналом (к сожалению, некоторые генераторы имеют завышенные номинальные параметры), будет ли генератор использоваться для одновременно запускать другое силовое оборудование и т. д.
Информацию о рекомендуемых размерах генератора для работы с определенными машинами Weldclass см. в руководстве по эксплуатации или в информации о продукте на этом веб-сайте.
Ниже приводится практическое руководство Рекомендуемый минимальный размер генератора 1 ;
Инверторная машина Тип | Макс. | Рекомендуемый «минимум» | Рекомендуемый «Идеальный» |
Сварщик
| До 130 А | 6 кВА (5 кВт 4 ) | 7+ кВА (5 кВт 4 ) |
140-160А | 7 ква (5,5 кВт 4 ) | 8+ кВА (6,5 кВт 4 ) | |
180–200 А | 8 кВА (6,5 кВт 4 ) | 10+ кВА (8 кВт 4 ) | |
250А | 13 кВА (10,5 кВт 4 ) | 15+ кВА (12 кВт 4 ) | |
300А | 15 кВА (12 кВт 4 ) | 20+ кВА (16 кВт 4 ) | |
| 350А | 25 кВА (20 кВт 4 ) | 30 кВА (24 кВт 4 ) | |
| 400А | 35 кВА (28 кВт 4 ) | 40 ква (32 кВт 4 ) | |
| Плазменный резак | 30А | 7 ква (5,5 кВт 4 ) | 8+ква (6,5 кВт 4 ) |
| 40-45А | 8 кВА (6,5 кВт 4 ) | 10+ква (8 кВт 4 ) |
 Выход
Выход 1: Обратите внимание, что если предполагается, что генератор будет использоваться для запуска дополнительного оборудования одновременно со сварочным аппаратом, размер генератора должен быть соответственно увеличен. Эти цифры являются приблизительными ориентирами и не должны заменять рекомендации производителя.
Эти цифры являются приблизительными ориентирами и не должны заменять рекомендации производителя.
2: «Минимальный» размер — это наименьший размер, который мы предлагаем, чтобы свести к минимуму риск скачков напряжения и т. д., однако его может быть недостаточно для достижения полной мощности сварочного аппарата.
3: «Идеальный» размер еще больше снизит риск проблем с электропитанием и обеспечит более высокую производительность сварочного аппарата.
4: Приблизительная эквивалентная мощность инверторных генераторов в кВт, исходя из коэффициента мощности генератора 0,8. Это может измениться, если используемый генератор имеет другой коэффициент мощности, уточните у производителя генератора.
Дополнительные комментарии по размерам генераторов см. в пункте 6 ниже ↓.
б. Качество генератора : Как мы уже упоминали (пункт 2а выше ↑), генератор хорошего качества, подходящий для работы с инвертором, должен иметь выходной сигнал с низким коэффициентом нелинейных искажений (THD). Все уважаемые поставщики или производители портативных генераторов смогут указать рейтинг THD на своем продукте.
Все уважаемые поставщики или производители портативных генераторов смогут указать рейтинг THD на своем продукте.
Генераторы с низким коэффициентом нелинейных искажений (6% или менее) будут иметь «относительно» чистую мощность и, таким образом, будут пригодны для работы инверторных сварочных аппаратов.
Генератор с высоким коэффициентом нелинейных искажений (более 6%), скорее всего, будет устройством низкого качества, и его следует использовать для инверторных сварочных аппаратов с номером , а не . См. также «Советы по покупке подходящих генераторов» — пункт 6 ниже ↓.
в. Что можно и чего нельзя делать при использовании генераторов с инверторными сварочными аппаратами:- Запуск и остановка : Всегда отсоединяйте шнур питания сварочного аппарата от генератора перед запуском или остановкой двигателя на генераторе.
- Подача топлива : Всегда проверяйте, что двигатель генератора имеет безопасную подачу топлива и что топливопровод находится в хорошем состоянии. Нельзя допускать, чтобы в двигателе закончилось топливо, пока сварочный аппарат подключен к генератору.
- Техническое обслуживание : Всегда держите генератор в хорошем состоянии. Не используйте генератор, который нуждается в обслуживании или замене.
- Удлинители питания : Не используйте кабели питания низкого качества или требующие ремонта или замены. Всегда используйте высокопрочные провода – см. таблицу ниже.
 Нельзя допускать, чтобы в двигателе закончилось топливо, пока сварочный аппарат подключен к генератору.
Нельзя допускать, чтобы в двигателе закончилось топливо, пока сварочный аппарат подключен к генератору.Рекомендуемое сечение кабеля удлинителей, используемых с инверторными сварочными аппаратами*:
Сварочный аппарат | Блок питания | Рекомендуемый минимальный размер кабеля |
До 200 А | 240 В 10/15 А | Длина до 10 м: 2,0 мм 2 Длина более 10 м: 2,5 мм 2 |
250 А | 240 В 15 А | 2,5 мм 2 |
240 В 20/25/32 А | 4,0 мм 2 |
*Эти цифры являются приблизительными и не должны заменять рекомендации производителя.
6. Могу ли я использовать небольшой генератор для работы сварочного аппарата?
Как показано в таблице 5a выше ↑, рекомендуемая минимальная мощность генератора составляет не менее 7 кВА (для сварочных аппаратов до 160 А). Нам часто задают такие вопросы, как «почему я не могу использовать свой генератор на 5 кВА для запуска этого сварочного аппарата?».
Мы также иногда видим, что другие поставщики сварочных аппаратов предполагают, что их машины могут питаться от генераторов мощностью всего 4-5 кВА.
Конечно, сварочный аппарат может работать на каком-то уровне, но вот почему использование генераторов меньшего размера НЕ является хорошей идеей ;
- Как объяснялось в пункте 2d выше, генератору придется работать намного интенсивнее, и это значительно увеличит вероятность сильных скачков напряжения, которые могут повредить сварочный аппарат или привести к его частым отключениям.
- Производительность сварочного аппарата будет значительно снижена, возможно, до такой степени, что аппарат станет малопригодным. .. или станет очень раздражающим для оператора.
- Часто генератор будет использоваться в какой-то момент для одновременной работы другого оборудования (например, электроинструмента), и это еще больше усугубит вышеуказанные проблемы.
 .. или станет очень раздражающим для оператора.
.. или станет очень раздражающим для оператора.Хотя изначально генератор большего размера будет стоить дороже, правильно подобранный (или увеличенный) генератор позволит вам выполнить работу правильно с первого раза… и значительно снизить риск дорогостоящего повреждения вашего сварочного аппарата. И кто когда-либо сожалел о том, что у него «слишком много» производительности?
Вот еще один способ взглянуть на это; скажем, вы покупаете автомобиль для буксировки прицепа. Вы бы купили автомобиль, у которого едва хватает мощности, и который должен постоянно работать на оборотах, близких к «красной черте», чтобы выполнять работу? Возможно нет! Точно так же покупка генератора, который имеет большую мощность / мощность, чем то, что вам действительно нужно, имеет большой смысл.
См. дополнительные комментарии в пункте 5a выше ↑.
7. Советы по покупке генератора, подходящего для работы сварочных аппаратов
Качество генератора : Как мы уже упоминали, генератор хорошего качества, пригодный для работы с инвертором, должен иметь низкий выходной коэффициент нелинейных искажений (см. 2a и 5b выше ↑) 6% или менее. Все уважаемые поставщики или производители портативных генераторов смогут указать рейтинг THD на своем продукте.
Сверхмощный / Частое использование : Если предполагается использовать генератор очень часто / полный рабочий день / каждый день (например, мобильные сварочные операции), мы настоятельно рекомендуем пользователю рассмотреть возможность приобретения генератора с «щеточным» генератор переменного тока с комбинированным регулированием или технология автоматического регулирования напряжения (AVR).
Хотя генераторы этого типа, как правило, более дорогие, чем стандартные генераторы (с «бесщеточными» генераторами), их регулирование напряжения и выходная мощность намного лучше и «чище». Это означает, что они с гораздо меньшей вероятностью вызовут проблемы с электропитанием, которые могут привести к отключению или повреждению сварочного аппарата.
Это означает, что они с гораздо меньшей вероятностью вызовут проблемы с электропитанием, которые могут привести к отключению или повреждению сварочного аппарата.
Есть вопросы?
Разместите комментарий внизу этой страницы ↓ или нажмите здесь, чтобы отправить нам запрос.
Дополнительные статьи об инверторных сварочных аппаратах;
Что такое инверторный сварочный аппарат и как он работает?
Что такое рабочий цикл и как он рассчитывается?
Все изделия для сварочных аппаратов
Несмотря на то, что были приняты все меры предосторожности, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях. Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Э.&О.Э.
Теги
Сварочные аппараты
КомментарииДата: 03-02-2022
Ромель ГориоЗдравствуйте.. Я ничего не знаю об этом, и я планирую купить генератор, могу ли я использовать генератор на 50 кВА в инверторном сварочном аппарате на 300 ампер,
Дата: 20.10.2021
Деррик ФримпонгКакой фактический размер или мощность подходит для сварочного аппарата на 250А?
Дата: 07.04.2021
Кайру Кахига Христос есть ответ министерства — (CITAM)Большое спасибо за очень полезную информацию о сварочных аппаратах и генераторах.
Я работаю в отдаленной части Северной Кении, и у меня есть желание начать работу. Я уверен, что информация из этой статьи станет отличным руководством для моих дальнейших начинаний. У меня только один вопрос, как ваша продукция может быть доставлена мне в Кению?
Я буду признателен за ваш добрый ответ.Дата: 07-07-2020
Класс сварки Класс сваркиЛадет, см. пункт 7 этой статьи «7. Советы по покупке генератора, подходящего для работы сварочных аппаратов».
Дата: 07.06.2020
Ладет CGSКакой тип генератора подходит для сварки в течение длительного времени
Дата: 15-06-2020
Класс сваркиРегина, рекомендуем уточнить это у производителя сварочного аппарата 300А.
Требуемый размер генератора будет зависеть от количества требуемой мощности машины, которая может варьироваться в зависимости от типа машины (инвертор или трансформатор), рейтингов эффективности и т. д.Дата: 15-06-2020
Регина Дела ФуэнтеГенератор какой мощности можно использовать для работы инверторного сварочного аппарата на 300 А?
Дата: 19-05-2020
Класс сварки Класс сваркиРосс, входной ток варьируется от одной марки/модели машины к другой. Наилучшее сравнение — обычно эффективный номинал потребляемого входного тока (I1eff).
Дата: 15-05-2020
Росс Питерс ABC ELECTRICкакой входной ток потребляется от однофазного инвертора 200А и 3-х фазный инвертор 400 ампер
Дата: 24-04-2020
Уильям РейнольдсПривет, Я в Америке и интересуюсь сваркой. У меня нет опыта, но планирую начать сварку в ближайшее время. У меня вопрос, на который я пока не могу ответить: Я заинтересован в получении генератора, подобного двойному генератору Champion мощностью 5,5 кВт. Как вы, наверное, знаете, это 240 В переменного тока, две фазы. Я также хочу однофазный сварочный аппарат на 230 В переменного тока.
Я видел, как люди без проблем сваривают с помощью адаптера L14-30 на 14-30 (YouTube). Однако я думаю, что использование только одной из двух фаз создаст несбалансированную нагрузку и, в конечном итоге, повредит генератор. Каковы ваши мысли, сэр? Спасибо, Уильям РейнольдсДата: 24-02-2020
Класс сваркиРональд: независимо от настройки мощности, на которой должен работать сварочный аппарат, мы не рекомендуем использовать генераторы меньшего размера. Как вы заметили — в пункте 5а этой статьи — разница в рекомендуемом размере генератора для сварочного аппарата на 140 А и на 180 А составляет всего 1 кВА (от 7 кВА до 8 кВА). В то время как сварочный аппарат может нормально работать на более низкой мощности и т. д., факт остается фактом: использование генератора меньшего размера повышает риск повреждения сварочного аппарата.
 Я работаю в отдаленной части Северной Кении, и у меня есть желание начать работу. Я уверен, что информация из этой статьи станет отличным руководством для моих дальнейших начинаний. У меня только один вопрос, как ваша продукция может быть доставлена мне в Кению?
Я буду признателен за ваш добрый ответ.
Я работаю в отдаленной части Северной Кении, и у меня есть желание начать работу. Я уверен, что информация из этой статьи станет отличным руководством для моих дальнейших начинаний. У меня только один вопрос, как ваша продукция может быть доставлена мне в Кению?
Я буду признателен за ваш добрый ответ. Требуемый размер генератора будет зависеть от количества требуемой мощности машины, которая может варьироваться в зависимости от типа машины (инвертор или трансформатор), рейтингов эффективности и т. д.
Требуемый размер генератора будет зависеть от количества требуемой мощности машины, которая может варьироваться в зависимости от типа машины (инвертор или трансформатор), рейтингов эффективности и т. д.
 Я видел, как люди без проблем сваривают с помощью адаптера L14-30 на 14-30 (YouTube). Однако я думаю, что использование только одной из двух фаз создаст несбалансированную нагрузку и, в конечном итоге, повредит генератор. Каковы ваши мысли, сэр? Спасибо, Уильям Рейнольдс
Я видел, как люди без проблем сваривают с помощью адаптера L14-30 на 14-30 (YouTube). Однако я думаю, что использование только одной из двух фаз создаст несбалансированную нагрузку и, в конечном итоге, повредит генератор. Каковы ваши мысли, сэр? Спасибо, Уильям Рейнольдс