отличия и как выбрать для инвертора
Во всех статьях и обзорах, связанных со сваркой, присутствует электрическая тема. Хоть аппараты, хоть электроды, хоть виды швов – в любом сварочном вопросе упоминается и уточняется вид тока. Где-то он постоянный, где-то переменный, а еще у него есть два варианта – прямая и обратная полярность при сварке.
Пора разобраться, что к чему, чтобы правильно выбирать материалы, аппараты, электроды и . Знание нюансов об электричестве в сварке помогут вам быстро и правильно настроить инвертор, от чего качество сварочных швов зависит в большой степени.
Содержание
- Пятна анодные, пятна катодные
- Прямая полярность
- Обратная полярность
- Как выбрать правильную полярность
- Толщина края металлической заготовки
- Вид металла
- Вид электрода
Пятна анодные, пятна катодные
Конечно, можно всю жизнь проработать на своем инверторном аппарате, в котором по умолчанию постоянный ток настроен на прямую полярность: у вас нет никаких хлопот или проблем с перестройками сварочного электричества.
Эта чудесная идиллия возможна лишь при условии, что вид работ у вас один и тот же, вы не меняетесь, всех возможностей своего аппарата так и не знаете, и вообще зачем про электричество, все и так хорошо, не надо усложнять…
Не надо, так не надо, но вот если вам понадобится варить, например, качественную высоколегированную сталь, то ваша идиллия сразу же нарушится: качественного со старыми электрическими настройками у вас не получится. Вам придется разбираться с понятием обратной или прямой полярности при сварке, в чем мы прямо сейчас вам поможем.
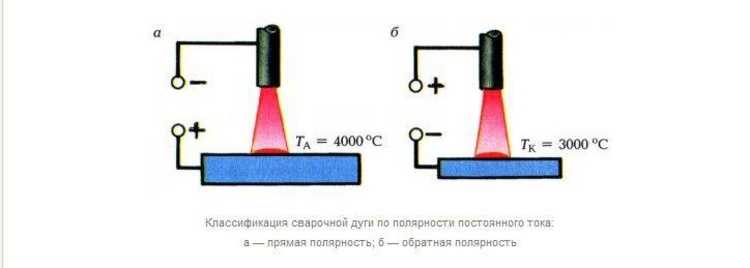
Прямая и обратная полярность.Во-первых, работа на инверторном аппарате подразумевает постоянный ток. А он, в свою очередь, подразумевает два гнезда для подключения плюсовой и минусовой клемм. Давайте запоминать полярность при сварке инвертором по подключению электрода, так легче. Если электрод подключен к минусовому гнезду, то это прямая полярность при сварке. Если к плюсовому – она обратная.
В принципе при прямом варианте электрод, который подключен к отрицательной клемме, сам становится катодом.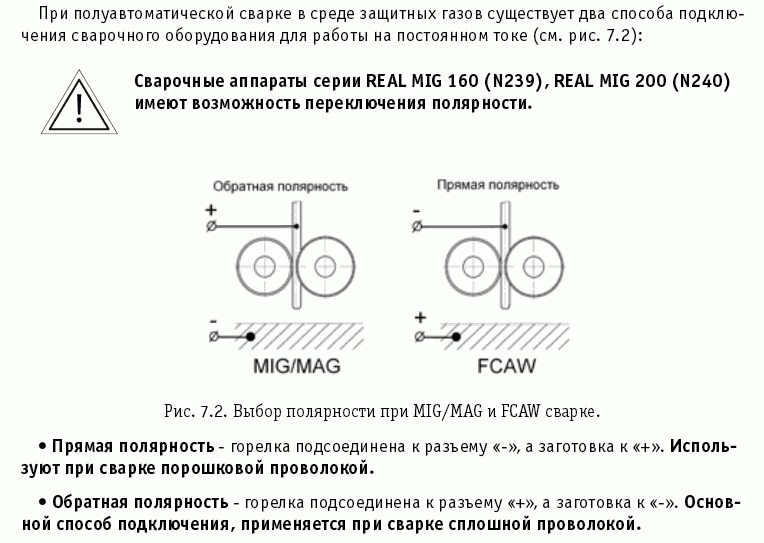 А анодом становится наша металлическая заготовка. При обратном варианте электрод начинает работать анодом, потому что он подключен к плюсовому полюсу. Ну а заготовка, соответственно, превращается в катод.
А анодом становится наша металлическая заготовка. При обратном варианте электрод начинает работать анодом, потому что он подключен к плюсовому полюсу. Ну а заготовка, соответственно, превращается в катод.
В обоих случаях образуются анодные и катодные пятна. Анодное облако – погорячее, причем значительно: разница в температурах анодной и катодной областей доходит до 800°С.
Не упустим из внимания важную деталь: если мы говорим о двух вариантах – прямом и обратном, это всегда имеет отношение только к постоянному току. Дело в том, что при переменном токе полярность сама меняется с прямой на обратную с высокой частотой.
Еще раз: переключение прямой и обратной полярностей имеет смысл и возможно только при постоянном токе, это сварка постоянным током. При переменном токе в таком переключении нет ни смысла, ни возможности. Друзья, это физика.
Прямая полярность
По своей сути ток представляет собой движение заряженных частиц — электронов. Они двигаются от отрицательного полюса к положительному – это классика. Вот и у нас в процессе сварки электроны двигаются в направлении к металлической заготовке от электрода. Поэтому происходит нагрев металла. Электрод остается холодным.
Вот и у нас в процессе сварки электроны двигаются в направлении к металлической заготовке от электрода. Поэтому происходит нагрев металла. Электрод остается холодным.
Итак, электрод подключен к минусу, металлическая заготовка – к плюсу. Это классическая полярность при сварке инвертором. На стороне плюса распространяет свое тепло чудесное анодное облако.
Прямое подключение постоянного тока имеет некоторые особенности, которые необходимо учитывать в обязательном порядке:
- при прямом подключении получается стабильная и ровная дуга со всеми вытекающими последствиями в виде швов высокого качества;
- сварочный шов отличается узостью и глубиной;
- ни в коем случае не применяется, если на электродах указано, что они предназначены для технологии переменного тока;
- с некоторыми металлами при работе в инертных газах повышается коэффициент наплавки;
- состав металла в шве при прямой полярности имеет особенности: в нем практически нет углерода, зато присутствуют кремний и марганец;
- довольно высокая степень разбрызгивания металла;
- быстрая плавка расходника с его частой заменой.

Обратная полярность
Обратная полярность при сварке.Мы помним, что при обратной полярности при сварке постоянным током плюсовое анодное теплое пятно находится на электроде, Таким образом мы исключаем дополнительный нагрев металла, к которому подведена минусовая клемма. Основным видом сварки при обратном подключении является с флюсом и метод в среде защитных газов, в частности – в аргоне.
Главными металлами «потребителями» обратного подключения являются высоколегированные стали и тонкие заготовки из любого металла: здесь имеет значение тонкость края, которую легко прожечь при малейшем перегреве. Так что работы при обратном подключении можно назвать вполне себе деликатными. А там, где деликатность, там особенности исполнения и профессиональные советы.
Вот какие технологические особенности использования обратной полярности нужно принять во внимание:
- шов при обратном подключении шире и меньшей глубины, чем при прямой;
- великолепно справляется с соединением тонких и средней толщины кромок металлических заготовок;
- сварочная дуга не такая стабильная, как при прямой полярности, если напряжение низкой силы, начинает скакать и прерываться;
- если вы варите высоколегированную сталь, то кроме обратного подключения нужно соблюдать дополнительные требования по рабочему циклу и температурному режиму остывания стальных заготовок;
- ни в коем случае не варить с электродами, чувствительными к перегреву;
- дополнительное снижение температуры на заготовке можно через снижение потенциала напряжения;
- то, что дуга не очень стабильна, можно использовать во благо: очень тонкие края лучше варить прерывистым швов – прерывая дугу;
- если в сварке на постоянном токе обратной полярности вы делаете шов встык, зазор между поверхностями должен быть минимальным, если же шов внахлест, поверхности приживать друг к другу герметично. Иначе вы получите прожог;
- отбортовка краев свариваемых поверхностей отлично поможет для снижения риска прожога.
 Иначе вы получите прожог;
Иначе вы получите прожог;Как выбрать правильную полярность
Понятно, что при сварке инвертором допускаются прямая и обратная полярность. По умолчанию эти аппараты обычно настроены на прямое подключение.
Но если вы работаете с разными и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов.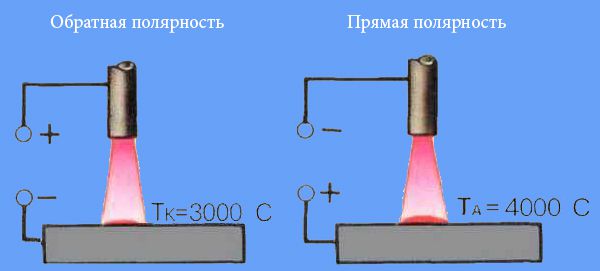 Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
Постоянный и переменный ток сварки.Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду. Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
А вот сталь, чугун с различными стальными сплавами требуют обратного подключения постоянного сварочного тока: никакого дополнительного тепла им не нужно из-за риска образования тугоплавких соединений.
Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого . Читать инструкции самым внимательным образом еще никому не помешало.
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много. Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
А что делать, если в инструкции к металлу или сплаву требуется одни электрические параметры, а у выбранного электрода требуются совсем другие настройки сварочного тока? Такое бывает, ответ в этом случае только один: пробуйте и ищите оптимальный вариант опытным путем.
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
Прямая и обратная полярность при сварке инвертором
0
Опубликовано: 18.
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Оглавление:
- Значение полярности для сварки
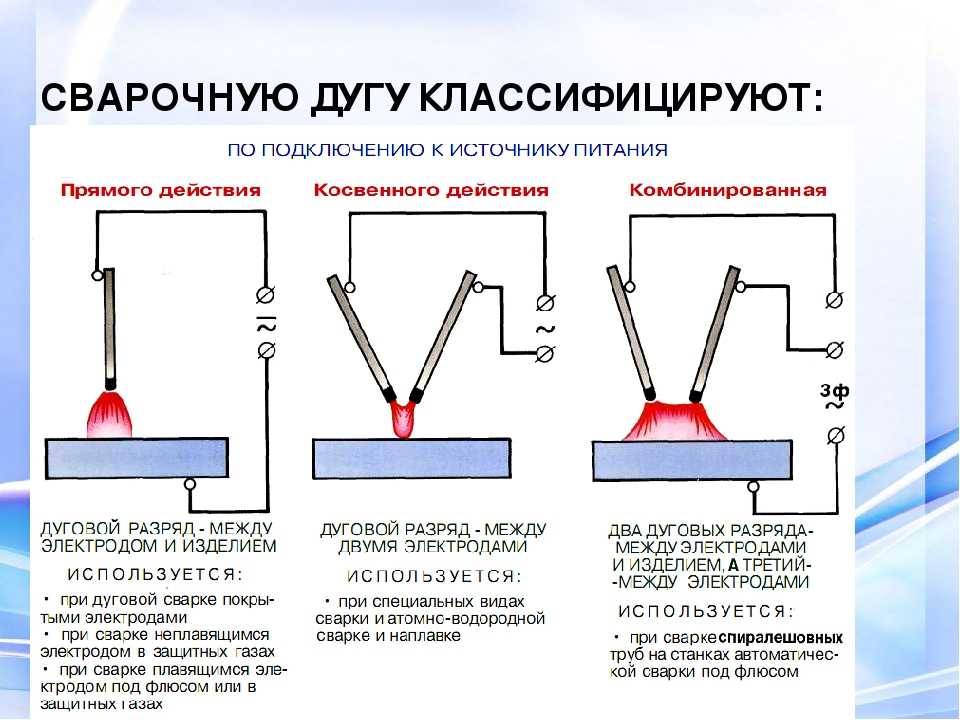
- Виды сварки
- Ручная сварка дугой с помощью плавящегося электрода (ММА)
- Сварка полуавтоматическая
- Сварка в среде защитных газов
- Технология ручной сварки дугой
- Итог
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
 Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком.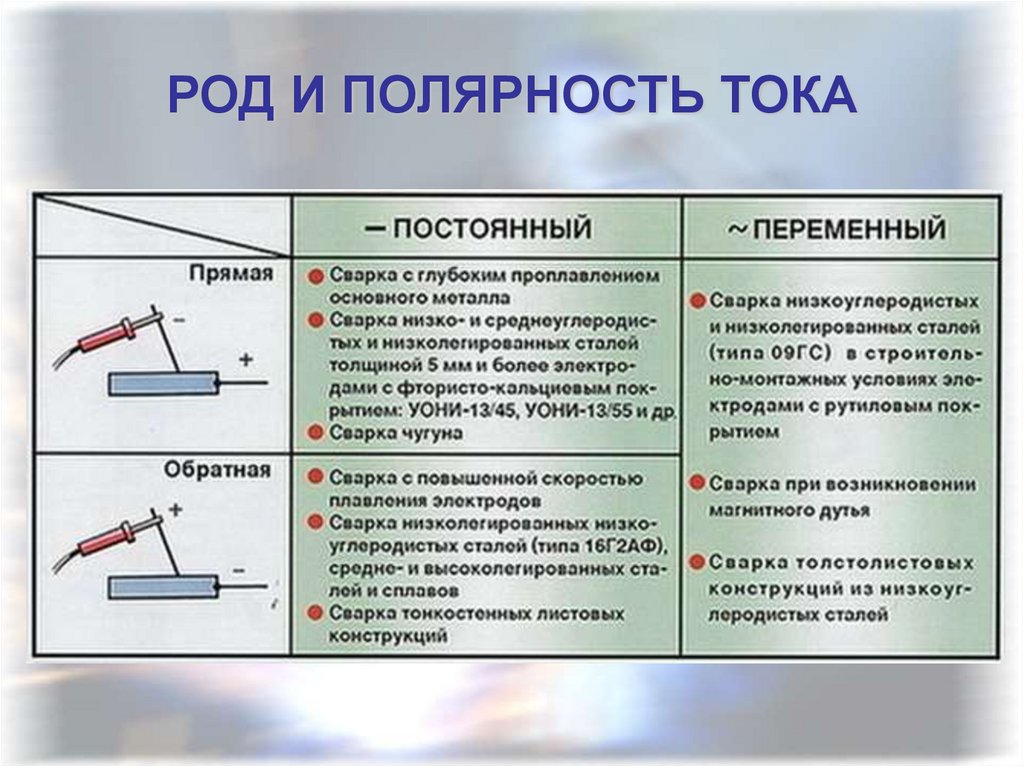 Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона.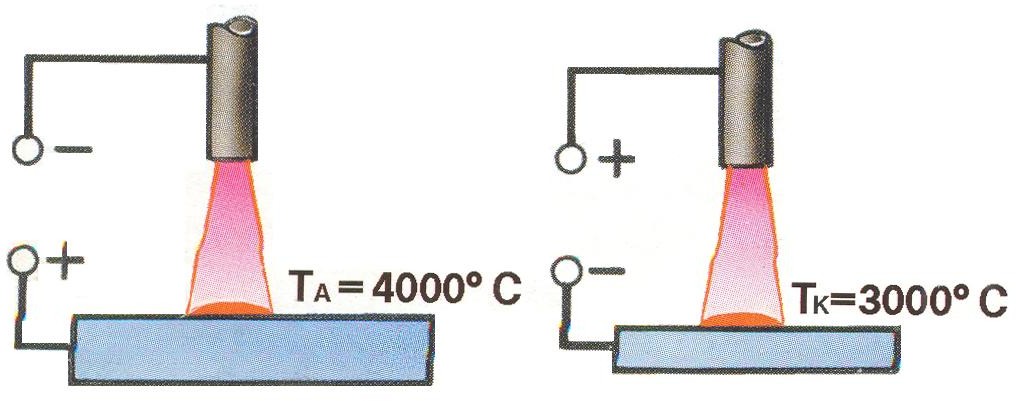 Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом.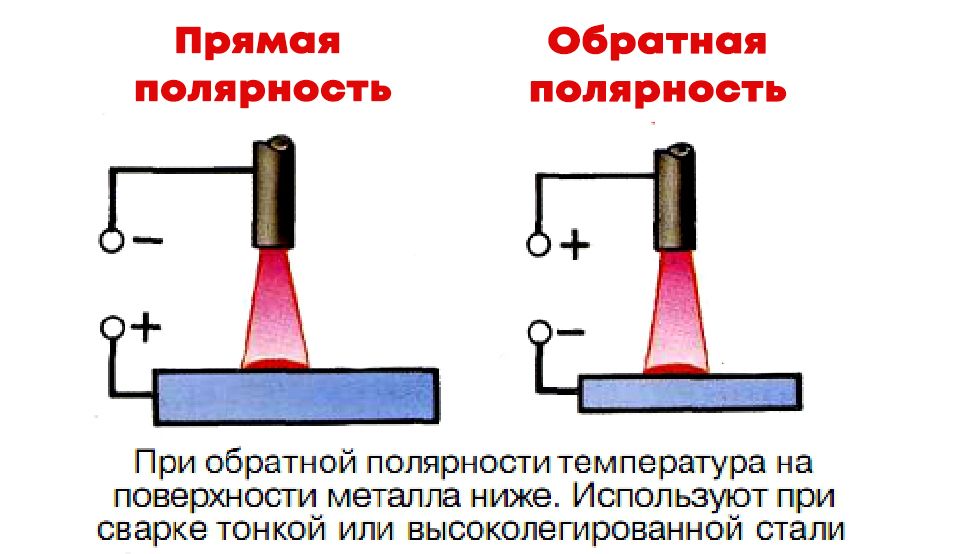
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Итог
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Сергей Одинцов
tweet
Что такое прямая полярность при сварке?
Welding Tech
Прямая полярность — это состояние сварки, когда электрод подключен к отрицательной клемме, а изделие подключено к положительной клемме источника сварочного тока.
Это также называется обратной полярностью или DCEN (отрицательный электрод постоянного тока). Дуга имеет тенденцию быть более стабильной при этой полярности, но проплавление меньше, чем при обратной полярности. Это связано с тем, что положительно заряженная работа отталкивает электроны, исходящие от электрода, что затрудняет их достижение основного металла. Следовательно, в этом процессе выделяется меньше тепла, что приводит к более мелкому проникновению. Однако более мелкое проплавление может быть преимуществом при сварке тонких материалов, склонных к деформации из-за слишком сильного нагрева.
Это связано с тем, что положительно заряженная работа отталкивает электроны, исходящие от электрода, что затрудняет их достижение основного металла. Следовательно, в этом процессе выделяется меньше тепла, что приводит к более мелкому проникновению. Однако более мелкое проплавление может быть преимуществом при сварке тонких материалов, склонных к деформации из-за слишком сильного нагрева.
Прямая полярность чаще всего используется для сварки низкоуглеродистой и нержавеющей стали. Он также используется для сварки алюминия, когда электрод имеет покрытие, обеспечивающее более стабильную дугу, например, электрод Э7018.
В чем разница между прямой полярностью и обратной полярностью?
Основное различие между прямой полярностью и обратной полярностью заключается в том, что прямая полярность дает более стабильную дугу, но с меньшим проваром, а обратная полярность дает менее стабильную дугу, но с большим проплавлением. Напротив, отрицательно заряженная работа притягивает электроны обратной полярности, позволяя им легче достигать основного металла и выделять больше тепла и, следовательно, более глубокое проникновение.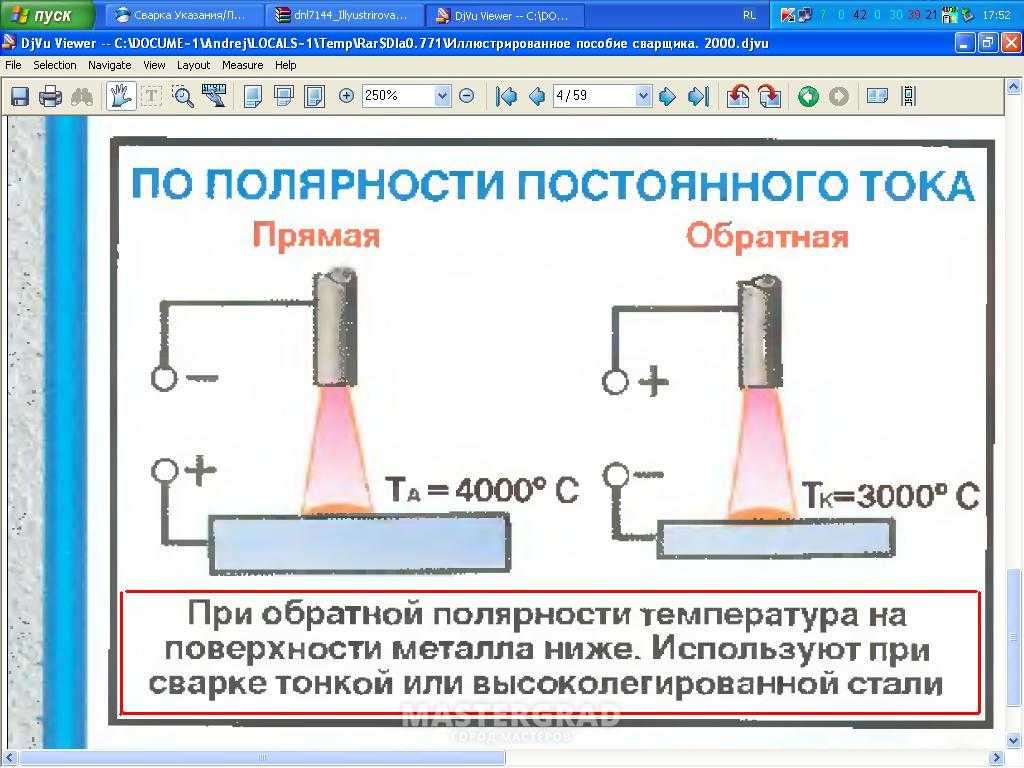
Что лучше для сварки низкоуглеродистой стали: прямая полярность или обратная полярность?
Прямая полярность обычно лучше подходит для сварки низкоуглеродистой стали, поскольку она дает более стабильную дугу. Однако при сварке более толстых деталей из низкоуглеродистой стали может потребоваться обратная полярность для обеспечения надлежащего провара.
В чем разница между прямой полярностью и переменным током?
Основное различие между прямой полярностью и переменным током заключается в том, что прямая полярность представляет собой постоянный ток, а переменный ток — переменный. Это означает, что электрод всегда будет положительным или отрицательным при прямой полярности, в то время как он будет чередоваться между положительным и отрицательным при переменном токе. В результате, прямая полярность дает более стабильную дугу, но с меньшим проплавлением, в то время как переменный ток может создавать либо стабильную, либо нестабильную дугу в зависимости от используемых настроек, но с более постоянным проплавлением.
Какие существуют 3 типа полярности?
Три типа полярности:
- Прямая.
- Реверс.
- АС.
Почему при сварке TIG используется прямая полярность?
Прямая полярность используется при сварке TIG, поскольку она дает более стабильную дугу. Это важно для сварки TIG, потому что стабильная дуга необходима для поддержания точного контроля, необходимого для получения качественного сварного шва. Кроме того, прямая полярность выделяет меньше тепла, чем обратная полярность, что делает ее идеальной для сварки тонких материалов без слишком больших искажений.
Каковы преимущества использования обратной полярности?
Основное преимущество использования обратной полярности заключается в том, что она дает более проникающую дугу, чем при прямой полярности. Это делает его более подходящим для сварки более толстых кусков металла, так как это приводит к меньшей деформации и более прочному сварному шву. Кроме того, при сварке покрытыми электродами можно использовать обратную полярность, чтобы обеспечить большую стабильность и предотвратить плавление электрода.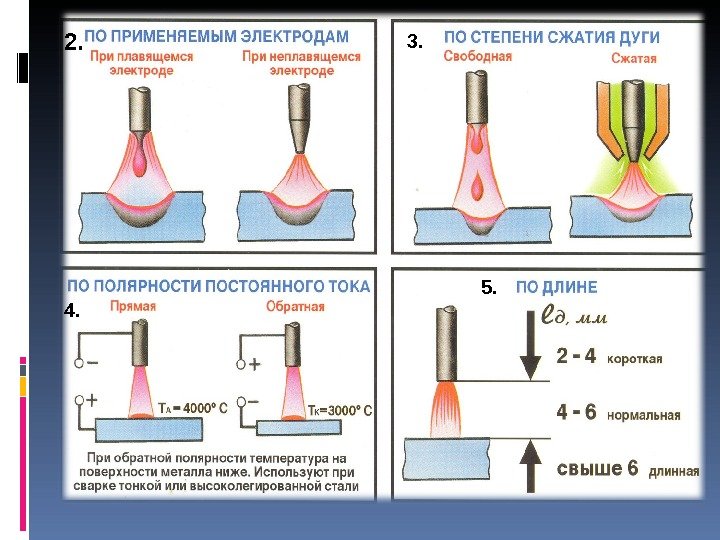
Каковы недостатки использования обратной полярности?
Основным недостатком использования обратной полярности является то, что дуга получается менее стабильной, чем при прямой полярности. Это может затруднить контроль сварного шва и получение качественного результата. Кроме того, обратная полярность выделяет больше тепла, чем прямая полярность, что может быть проблемой при сварке тонких материалов или материалов, чувствительных к теплу.
Ссылки по теме
Что такое прямая полярность?
AC/DC Полярность
Разница между прямой и обратной полярностью при дуговой сварке
Что такое прямая полярность при сварке?
Что такое обратная полярность при сварке?
Разница между прямой и обратной полярностью сварки
Подробнее
6011 По сравнению с 6013 Лучшая полярность для сварки листового металла
Подробнее
Как узнать, какую полярность настроить для сварщика.
Подробнее
Полярность (прямая и обратная)
Подробнее
Полярность при дуговой сварке
Подробнее
Глоссарий категорийСварка MIG, обратная полярность
Вопрос: Эд, можете ли вы описать разницу между прямым и
обратная полярность при сварке MIG? .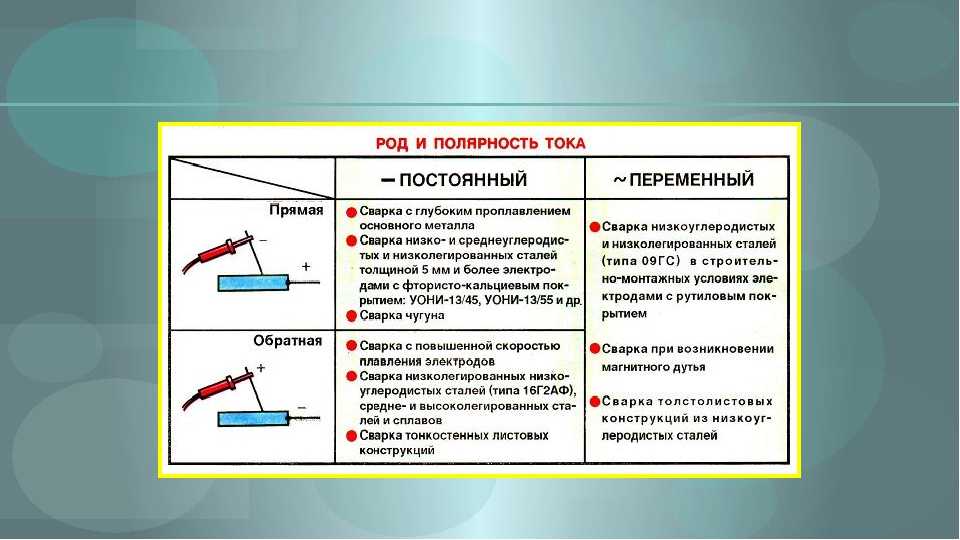
Ответ: Как мы все, вероятно, умеем поступать с некоторой долей юмора в жизни, подумал я, вместо того чтобы ответить этот общий вопрос о сварке в традиционной манере, о котором я хотел бы рассказать вам сварочное приложение, которым я занимался несколько лет назад.
А У компании Midwest, которая поставляет выхлопные системы на послепродажный рынок, была крупная компания MIG. проблемы со сваркой. Владелец компании спросил, не хочу ли я посетить его завод и отчет по вопросам сварки. Он сказал мне, что некоторые из его клиентов жаловались что приварные фланцы из углеродистой стали выпадали из выхлопных газов во время доставки.
Я прибыл
на заводе по производству выхлопных газов незадолго до обеда. Как и многие автомобильные компании,
завод не мог позволить себе секретаршу за 8 долларов в час, и никто не отвечал на звонки.
телефон лобби. Чтобы получить доступ к заводу, я подошел к задней двери. Я вошел
завод в районе сварочного цеха, и мои сварочные чувства сразу же обострились
тревога. «Сварочные звуки», которые я слышал от ок. 40 сварочных камер MIG
были уникальными, но я слышал их раньше.
«Сварочные звуки», которые я слышал от ок. 40 сварочных камер MIG
были уникальными, но я слышал их раньше.
Как Я стоял на заводе, переваривая звуки дуги. волосы, растущие в местах, которых я никогда раньше не видел, подошли ко мне. Этот человек, который никогда не видел лезвий Gillette, был начальником сварочного цеха. Взвешивание около 300 фунтов, с животом, выпирающим из грязной черной кожи жилет и футболка Harley, он, без сомнения, был персонажем, с которым нужно считаться.
Мастер по сварке наклонился к моему лицу, и с запахом несвежего будвайзера и жареной свинины а лук, плывущий из его бороды, рявкнул, «чего, деа, надо». я сказал «джентльмену», что хозяин завода просил меня осмотреть вопросы сварки на заводе.
Он рыгнул, или это могло быть небольшое
пукнул и посмотрел на меня сверху вниз, он явно не был впечатлен экспертом по сварке из
за городом. Надсмотрщик выплюнул мерзкую черную жидкость жевательного табака рядом с моим
фут, а затем на своем лучшем английском вежливо сообщил мне:
проблемы со сваркой в его сварочной мастерской».
Проведя свою жизнь в интересных персонажей, потребовался лишь короткий разговор с этим человеком, чтобы понять что причина, по которой его назначили начальником сварки завода, в растение, которое могло бы бороться с ним.
Пока пытаясь быть вежливым с одной из причин плохой репутации сварочной отрасли, Я отошел и прошелся по сварочным ячейкам, чтобы проверить первопричину странные звуки сварки MIG. Я наблюдал за сварщиками и осматривал ближайшее МИГовское оборудование. Как я и подозревал, дело было в полярности. Я заметил, что заземляющий кабель был подключен к положительной клемме оборудования MIG. При дальнейшем осмотре я отметил что «прямая полярность» использовалась каждым сварщиком MIG в завод.
9
00 Прямой полярность при использовании в традиционном диапазоне подачи проволоки для короткого замыкания 9 00 produces более мягкий треск, шлепающий звук от образования более крупных капель сварки.