Как правильно варить тонкий металл инвертором: советы опытных сварщиков
Поскольку работать с тонкими металлическими листами металла сложно, высокие риски получить ожог, в данном обзоре мы рассмотрим ключевые правила варки. Мы рассмотрим типичные ошибки новичков и расскажем, как успешно варить тонкий металл, даже если у вас нет многолетнего опыта.
Варить тонкий металл сложно из-за особенных правил, которые вовсе не работают при варке прочных металлических конструкций. Подобрать электроды, силу тока, установить правильный режим работы сварочного аппарата – основные задачи, которые стоят перед сварщиком. Для варки тонкого металла специалисты советуют применять полуавтоматическое сварочное оборудование. В быту мы чаще используем универсальные инверторы, поэтому научиться правильно варить будет полезно.
В быту мы чаще используем универсальные инверторы, поэтому научиться правильно варить будет полезно.
При варке тонкого металла инвертором первой трудностью, с которой вы столкнетесь, будет выбор оптимальной температуры. Сильно перегревать пластины нельзя. При неправильной температуре просто образуются дыры на металлической пластине. Здесь вам не нужно будет соблюдать траекторию движения электродов. Процесс должен быть быстрым. Для положительного эффекта достаточно варить электродами вдоль шва по одной линии.
Следующие сложностью будет необходимость работы на небольшом токе. В работе с тонким металлом нельзя устанавливать большие показатели силы тока. Следовательно, дуга будет короткой. Если оторваться от нее, сварочная дуга погаснет. У новичков, которые работают впервые с тонким металлом, часто возникают трудности с розжигом дуги. Во избежание этой проблемы рекомендовано использовать сварочное оборудование с достойными вольтр-амперными характеристиками.
Если листы тонкого металла варят на слишком высоких температурах, не исключено образование волн. Структура листа деформируется, а впоследствии исправить геометрию волн невозможно. Чтобы правильно варить тонкий металл, придерживайтесь оптимальных температур и избегайте перегрева.
При варке инвертором листов встык, предварительно обязательно зачистите кромки металлических пластин. Из-за ржавчины процесс варки будет еще проблематичнее. Металлические пластины перед варкой инвертором должны быть зачищенными и ровными. Для варки встык расположите листы рядом друг с другом. Зазора быть не должно. Для фиксации их положения используйте струбцины или другие приспособления. Фиксация позволит избежать смешения и изгибов тонких листов.
Как лучше и правильно работать с тонким металлом?
- Контролируйте температурный режим нагрева инвертора.
Поскольку тонкий металл нельзя перегревать, нужно придерживаться оптимального режима термической обработки. Существуют риски прогорания. Оно происходит в том случае, когда расплавленная сварочная ванна разрушается, отделяя себя от заготовки. Из-за этого соединение не получается, а на его месте образуется дыра. Исправлять этот дефект не стоит, лучше начните сварку с истого листа.
- Сведите к минимуму разбрызгивание при варке инвертором.
Поскольку тонкодисперсные металлы гарантируют использование меньших тепловыделений, создание сварного шва может привести к образованию большего количества брызг. Сварщики обычно сталкиваются с этой проблемой при работе с присадочными металлами из нержавеющей стали.
- Правильно выбирайте хорошее положение сварочного аппарата.
Размещение горелки существенно влияет на количество передачи энергии.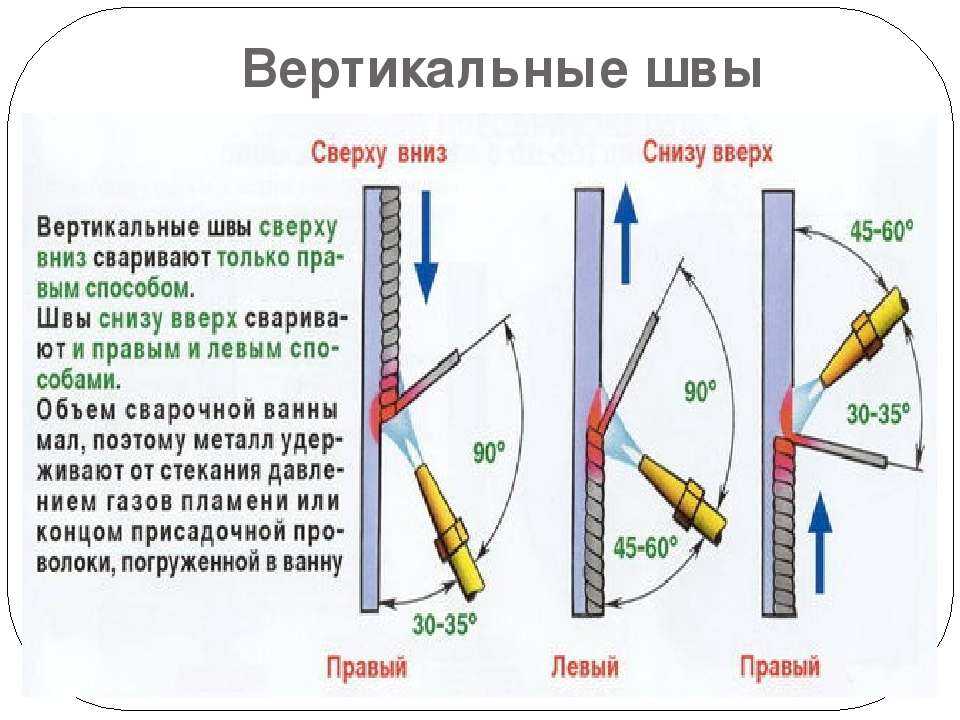 При выборе рабочего угла и скорости движения необходимо учитывать свойства металла и температуру нагрева. Эти факторы влияют на количество энергии. Если контролировать этот вопрос, есть шанс регулировать уменьшить риск выгорания.
При выборе рабочего угла и скорости движения необходимо учитывать свойства металла и температуру нагрева. Эти факторы влияют на количество энергии. Если контролировать этот вопрос, есть шанс регулировать уменьшить риск выгорания.
Метод пульсации при сварке тонких металлов
Газовая металлическая дуговая сварка или сварка инертным газом является наиболее распространенной для сварки металлических листов. В зависимости от типа сварного шва и размера листа, вы можете использовать либо обычную технологию сварки либо комбинировать ее с методом пульсации, чтобы получить качественное соединение.
Пульсирующий метод заключается в нагреве небольшой части металлического листа на месте будущего соединения. Затем сварочная ванна должна остыть. На первом этапе не нужно пытаться заполнить место соединения сразу, поскольку это может привести к образованию дыры.
Интенсивное воздействие на металл в этой технике требует особой осторожности при работе с хрупким материалом. Чтобы контролировать степень риска, всегда используйте самый короткий диаметр проволоки. Для плавления требуется меньше энергии.
Чтобы контролировать степень риска, всегда используйте самый короткий диаметр проволоки. Для плавления требуется меньше энергии.
Чтобы уменьшить риск прожога металлического листа, можно прикрепить заготовку к холодным стержням. При нагревании их спереди, стержни охлаждают их сзади, что снижает риск разрушения сварочного соединения.
Советы: как варить электродами тонкие металлические листы
Возьмите на заметку несколько ценных советов для варки тонкого металла электродом:
- Не используйте присадочную проволоку существенно большего диаметра, чем толщина основного материала.
- Для сварки используйте газ с высоким процентным содержанием аргона. Он передает меньше тепла, что позволит избежать прожига.
- Электрод постоянного тока положительной полярности обеспечивает правильное распределение тепла. Он в большей мере направлен на металлическую проволоку, меньше – металлическую пластину.
- Если вы выбрали отрицательные электроды для сварки, основной материал будет нагреваться быстрее, что приведет к перегреву заготовки.

- Лучше варить электродами небольшого диаметра, поскольку ими проще работать при низких температурах. Для стабильности дуги подойдет заостренный электрод.

Технологии сварки электродом и выбор правильного шва
Существует две популярные технологии сварки – TIG и MIG. При использовании TIG удается производить более качественные швы. Они получаются долговечными и аккуратными. Однако точно обозначить, какой тип сварки подходит именно вам сложно, поскольку технология определяется в зависимости от требуемого шва. Для работы на высокой скорости и создания шва для повышения производительности, может подойти MIG-сварка.
TIG и MIG подходят для сварки тонких листов металла. Они универсальны и подходят практически для всех видов материалов. По мнению опытных сварщиков, для очень тонкого листа из нержавеющей стали и алюминия рекомендовано использовать метод TIG. С ним легче контролировать подачу тепла, что позволит избежать дефектов на металлических листах.
С MIG значительно работать удобнее. Однако он не подходит для использования на хрупких листах. Технологию чаще применяют для сварки толстых металлов, таких как конструкционная сталь. Благодаря высокой производительности, MIG обеспечивает лучшее проникновение и качество соединения. С MIG можно варить листы даже толщиной меньше 0,8 мм. Эксперты советуют применять технологию для пластин толщиной не менее 0,6 мм. TIG позволяет работать и с более тонким листом металла.
Как варить тонкий металл электродом?
Изначально нужно сопоставить две металлические пластины встык без зазора. Если у вас мало опыта, можно сделать небольшой зазор, но тогда будьте готовы к более выпуклому шву. Если вы выбрали способ сварки внахлест, электрод направляете на нижнюю пластину.
При сварке встык старайтесь максимально плотно сопоставить детали и установите прихватки. Затем воспользуйтесь следующим алгоритмом:
- установите небольшое значение силы тока и быстро двигайте электрод по разметке будущего шва.
- дугу делайте прерывистой, чтобы у металла была возможность остыть;
- варите на специальной подложке во избежание проваливания;
- воспользуйтесь технологией шахматного порядка накладывания шва.
При правильном выборе инвертора, диаметра электрода, контролируемой подачи энергии вы сможете делать идеальные сварочные швы на пластинах разной толщины.
Сварка тонкого металла:
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаютсяВторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шовКак варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
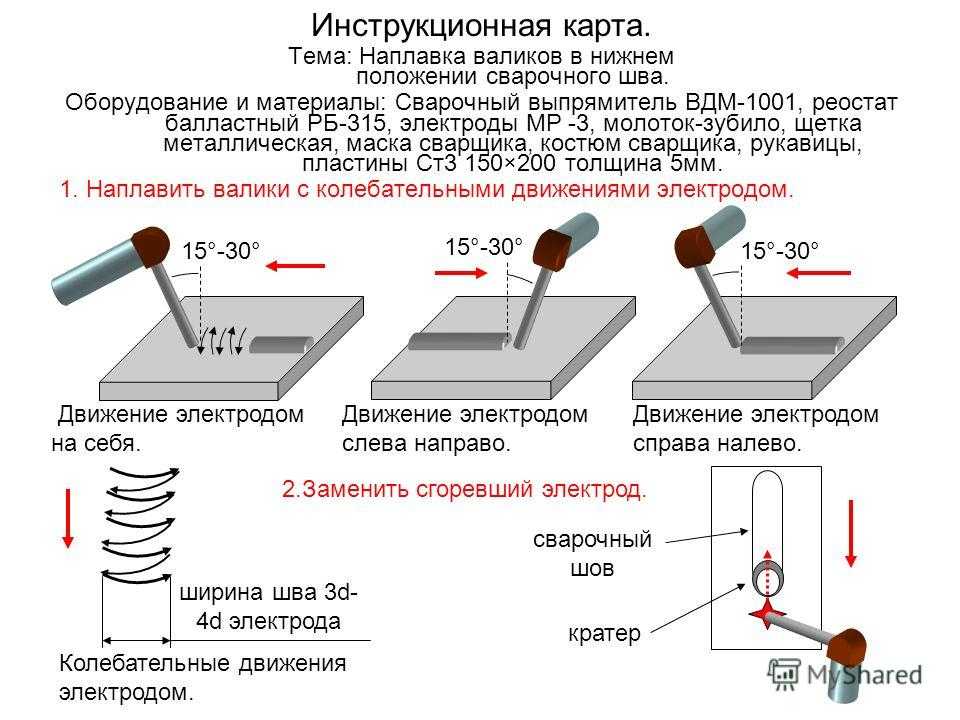
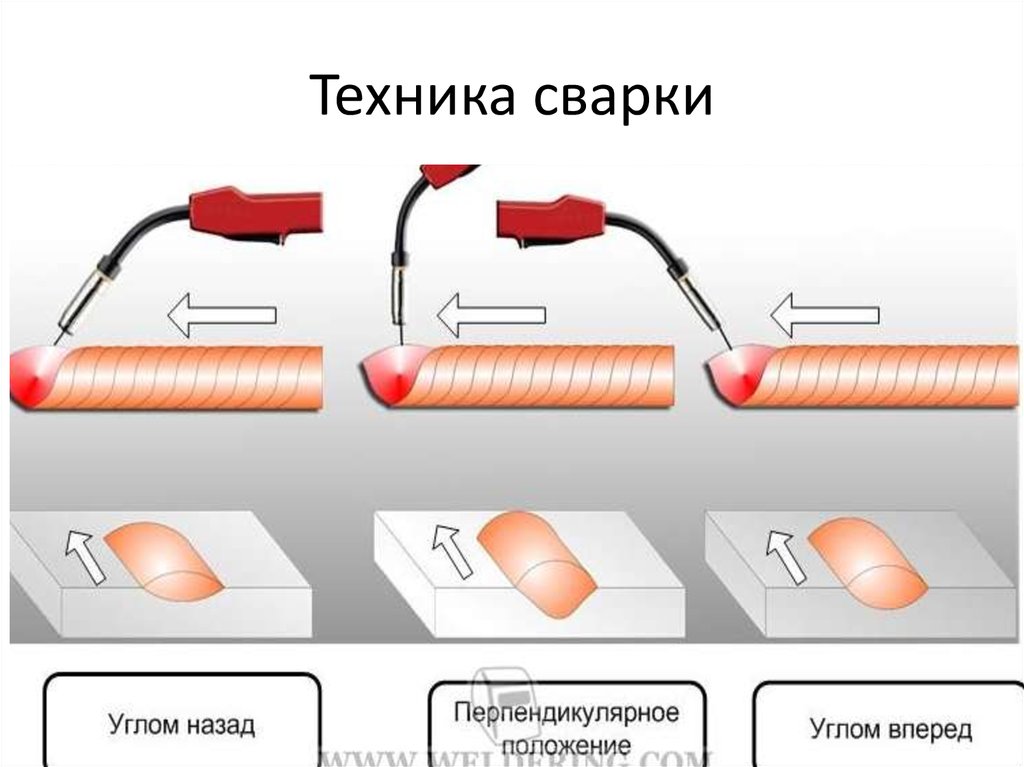
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
 com/embed/QcVcSJH7B7Q?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/QcVcSJH7B7Q?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металлеВообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Как сваривать тонкий металл: пошаговое руководство (2022)
Последнее обновление
Работа с более тонкими металлическими листами усложнена. Избыток тепла может привести к выгоранию. Меньшее количество тепла приводит к недостаточному проплавлению сварного шва и создает хрупкие соединения. Выбранная вами процедура сварки играет решающую роль в успехе процесса.
Есть несколько моментов, о которых следует помнить, чтобы убедиться, что у вас есть плодотворное соединение, если вы будете работать с тонким металлом. Большинство опытных сварщиков рекомендуют метод дуговой сварки, когда речь идет о соединении тонколистовых металлов.
Тем не менее, вы можете решить проблемы соединения тонких материалов с помощью нескольких сварочных процедур.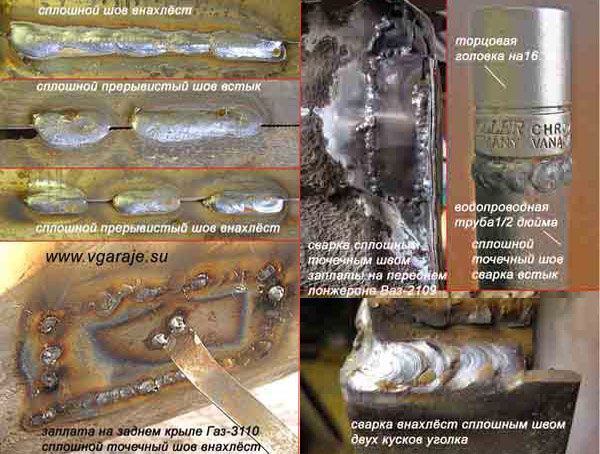 Если вы хотите узнать, как сваривать тонкий металл, продолжайте читать, чтобы узнать больше. Во-первых, давайте рассмотрим несколько вещей, которые вы должны иметь в виду.
Если вы хотите узнать, как сваривать тонкий металл, продолжайте читать, чтобы узнать больше. Во-первых, давайте рассмотрим несколько вещей, которые вы должны иметь в виду.
Уменьшение выгорания
Выгорание происходит, если расплавленная сварочная ванна прогибается и отделяется от заготовки. В результате получается большая дыра, а не идеальное соединение. Неисправность возникает из-за высокотемпературных выходов, работать с которыми невыносимо. Если такое случается, то сварщику приходится начинать все сначала со свежей заготовкой.
Внешний вид наплавленного валика
Поскольку из-за тонкого металла требуется меньшее тепловложение, внешний вид наплавленного валика может привести к большему количеству брызг. Как сварщик, вы столкнетесь с этой проблемой, если будете работать с присадочными металлами из нержавеющей стали.
Угол наклона факела
Место, где вы разместите факел, значительно повлияет на количество передаваемой энергии. При определении рабочего угла и скорости перемещения необходимо учитывать характеристики металла и его температуру плавления.
Изображение предоставлено: Katya123ua, Shutterstock
Все эти факторы будут влиять на количество энергии, к которой предрасположен металл в один момент времени. Либо это может увеличить или уменьшить опасности, связанные с выгоранием.
Защитный газ
Выбор газа существенно влияет на производительность процесса сварки. Если он не передает энергию должным образом, он может создавать слабые суставы.
Генерирует значительное количество брызг, если обладает невероятно высокой скоростью передачи энергии. При этом вы рискуете продуть материал.
Как использовать сварочные аппараты MIG для сварки тонкого металла?
Настройка стиля сваркиС помощью модели SCT (Short-Circuit Transfer) для тонких металлов вы можете выполнять идеальные сварные швы даже для тонких металлов. SCT также уменьшает деформацию сварных швов над стыком. Кроме того, он уменьшает появление прогаров (лужи расплавленного металла).
Включает передачу слабого тепла. Тем не менее, некоторые аппараты MIG оснащены предустановленными режимами, когда речь идет о транспортировке импульс-на-импульсе и импульс-на-коротком замыкании. Это функция, которую вы можете запрограммировать и выбрать различные условия сварки.
Тем не менее, некоторые аппараты MIG оснащены предустановленными режимами, когда речь идет о транспортировке импульс-на-импульсе и импульс-на-коротком замыкании. Это функция, которую вы можете запрограммировать и выбрать различные условия сварки.
Защитный газ имеет решающее значение, поскольку он определяет внешний вид валика. Выберите защитные газы с более высокой концентрацией аргона для параметров сварки с переносом дробовой смеси. Лучше всего подойдет смесь 25% углекислого газа и 75% аргона.
В сварном шве будет меньше брызг, поскольку аргон выделяет меньше тепла по сравнению с углекислым газом. Анод положительной или обратной полярности подходит, если вы хотите сваривать сплошные проволоки с использованием тонких листов основного металла.
Изображение предоставлено: Вадим Куликов, Shutterstock
Выбор присадочных металлов Используйте присадочные металлы (проволоку), которые тоньше по сравнению с тростниковым листовым металлом. Многие сварщики используют проволоку диаметром 0,023 дюйма и 0,024 дюйма для более тонкого листового металла. Металлы 18-го калибра, такие как нержавеющая сталь, имеют диаметр проволоки 0,030 и 0,034 дюйма.
Многие сварщики используют проволоку диаметром 0,023 дюйма и 0,024 дюйма для более тонкого листового металла. Металлы 18-го калибра, такие как нержавеющая сталь, имеют диаметр проволоки 0,030 и 0,034 дюйма.
Выровняйте угол резака, чтобы предотвратить выгорание в модели SCT. Независимо от положения сварки (потолочное, горизонтальное и горизонтальное) следите за соблюдением расстояния между короткоконтактным наконечником и заготовкой. Если между контактными наконечниками и металлическими деталями есть большое расстояние, это приведет к нестабильной дуге.
Преимущества использования сварочного аппарата MIG для сварки тонкого металла
- Если у вас есть опыт, вам будет легко работать со сварочным пистолетом MIG.
- Спусковой крючок сварочной горелки оснащен функцией пуска и остановки.
- Сварные швы MIG эстетичны.
- Если вы хотите сваривать скульптуры из тонких металлических листов, сварка MIG — идеальный подход.

Недостатки сварочного аппарата MIG
- Имеет ограниченную область применения.
- Сварочные аппараты MIG могут быть не лучшим выбором, если основной металл слишком толстый или тонкий.
- Они выделяют тепло, слишком мощное для алюминиевых материалов. Тем не менее, это слабо, когда дело доходит до чугуна.
- Если вы находитесь во влажной и ветреной среде, то метод сварки MIG не является идеальным вариантом.
В зависимости от типа сварного шва и размера листа можно использовать обычную сварку MIG. Кроме того, вы можете комбинировать его с пульсирующей техникой, чтобы избежать сквозного удара.
Импульсный метод
В этом подходе нагрейте небольшой сегмент пластин, который вы хотите соединить, а затем дайте сварочной ванне полностью остыть. Не пытайтесь заполнить шов сразу. При этом в заготовке образуется отверстие.
Изображение предоставлено: kinganowak_22, Pixabay
Эта процедура обеспечивает высокую проникающую способность материалов и металлических отложений. А поскольку при этом методе сварки происходит интенсивное воздействие энергии, вы должны быть особенно осторожны, если работаете с хрупким материалом.
А поскольку при этом методе сварки происходит интенсивное воздействие энергии, вы должны быть особенно осторожны, если работаете с хрупким материалом.
В процессе убедитесь, что вы постоянно используете самый короткий диаметр провода. Предполагается, что это минимизирует связанные с этим риски, поскольку для плавления требуется меньше тепла. Он ограничивает количество теплопередачи к основному металлу.
Одна из причин, по которой этот метод сварки широко используется при работе с тонкими металлическими листами, заключается в том, что вы можете регулировать выходную мощность. Кроме того, он позволяет лучше контролировать внешний вид сварного шва. Таким образом, будет легче исправить ошибки, которые могут возникнуть из-за более низкой скорости осаждения.
Как использовать сварочные аппараты TIG для сварки металлических листов Reedy?
В отличие от процедуры сварки MIG, метод сварки TIG обеспечивает чистые и прочные сварные швы. Такой подход к сварке идеально подходит для сварки металлов толщиной более шести миллиметров.
Тем не менее, прежде чем использовать его для сварки тонких металлических листов, необходимо настроить аппарат TIG на идеальные параметры.
Установите подходящую настройку мощности и правильную педальВ нормальных условиях машины для сварки TIG поставляются с ножными педалями. Педаль регулирует тепловую мощность сварочного аппарата. Если вы используете аноды меньшего размера с более низкой настройкой мощности, вы легко остановите перегорание.
Выберите подходящий присадочный металлТорированные вольфрамовые аноды размером 0,020 и 0,040 дюйма и цериевый вольфрам размером 1/16 дюйма лучше всего подходят, если вы хотите сосредоточить дугу на тростниковых металлах. Тем не менее, обычные аппараты для сварки TIG используют аноды с острым наконечником, которые обеспечивают хороший контроль дуги.
Изображение предоставлено: Prowelder87, Commons Wikimedia под лицензией Creative Commons Attribution-Share Alike 4. 0 International
0 International
Они помогают точно концентрировать дугу в сварных швах. При производстве металлов с использованием тонких листов крайне важно уменьшить деформацию за счет использования подходящих присадочных металлов. Если вы выполняете TIG-сварку стальных металлов с использованием тонких листов, сконцентрируйте вольфрам на сварном шве. Затем стачиваем его под углом, параллельным длине.
Некоторые основные подходы, используемые сварщиками TIG
Как правило, если вы бьете или плетете факел, это вызывает деформацию или выгорание. Если дуга концентрируется на определенной области, она выделяет больше тепла на основном металле. Если вы используете горелку TIG, убедитесь, что есть прямая линия подачи с максимальной скоростью.
Неравномерное распределение тепла приводит к искривлению и короблению сварных швов. Чтобы избежать деформаций, используйте подход сварки с пропуском, чтобы выполнить последовательность сварных швов.
Как сваривать тонкий металл методом TIG?
Несмотря на то, что вы можете сваривать тонкий металл в самых разных положениях, при надлежащем контроле легко выполнять быструю сварку вниз по склону. Сварка тростникового металла позволяет вам двигаться с постоянной скоростью без особых усилий.
Сварка тростникового металла позволяет вам двигаться с постоянной скоростью без особых усилий.
Отлично подходит для менее опытных сварщиков TIG. Убедитесь, что вы поддерживаете тугую дугу, а лужа движется ровно и ровно. Сварите при несколько меньшей силе тока, если хотите сваривать в гору.
Преимущества использования сварочных аппаратов TIG для сварки тонкого металла
- Создает тонкие сварные швы на тростниковых металлах и снижает вероятность разбрызгивания.
- Это идеальный выбор для профессионалов, которым нужна точная сварка.
- С помощью вольфрамовой палочки можно легко сваривать как тонкие алюминиевые, так и стальные материалы.
Ограничения сварщиков TIG
- Техника сварки TIG может применяться только профессиональными сварщиками.
- Этот режим сварки использует гораздо более крутую кривую обучения.
- По сравнению с методом сварки MIG новичкам требуется больше времени для изучения аппарата TIG. Таким образом, начинающие сварщики должны начать со сварочного аппарата MIG (или гибридных устройств), прежде чем приобретать навыки сварки TIG.
 Таким образом, начинающие сварщики должны начать со сварочного аппарата MIG (или гибридных устройств), прежде чем приобретать навыки сварки TIG.
Таким образом, начинающие сварщики должны начать со сварочного аппарата MIG (или гибридных устройств), прежде чем приобретать навыки сварки TIG.Вы можете использовать TIG для различных материалов. Он работает исключительно хорошо практически на всех материалах. В зависимости от соединения и того, что требуется, вы можете соединить TIG с любым из следующих подходов к сварке.
Изображение предоставлено: Pxhere под лицензией CC0 Public Domain
Пропускная сваркаВы уменьшаете деформацию и неравномерный вид сварного шва, создавая спазматические швы меньшего размера. В этом способе сварки разделите соединение на две равные части. Убедитесь, что энергия направлена на другие разделы.
Вы уменьшаете количество энергии, которой каждая секция предрасположена одновременно, с помощью скиповой сварки. Делая это, вы уменьшите риск отказа сустава. Это приводит к опрятному виду соединения, которое также является долговечным.
Опорные стержни Прикрепите заготовку к охлаждающим стержням, чтобы уменьшить риск сжигания листа. Когда вы нагреваете их спереди, опорные стержни охлаждают их сзади. Снижает риск повреждения сварного соединения за счет контроля тепловыделения.
Когда вы нагреваете их спереди, опорные стержни охлаждают их сзади. Снижает риск повреждения сварного соединения за счет контроля тепловыделения.
Создание соединений в тонких листах затруднено. Вы должны убедиться, что они плотно прилегают друг к другу, потому что даже самые маленькие отверстия считаются прогаром и образуют слабый стык. Чтобы предотвратить это, убедитесь, что два металла соответствуют друг другу, прежде чем начинать сварку.
Более тонкие металлические листы не допускают ошибок. Это потому, что вы не можете отвлечь много материала в одном месте. Основное правило – дважды снять размеры и один раз отрезать. Если вы справитесь с этим, то вы не рискуете повредить сустав.
Как использовать сварочный аппарат для сварки тонкого металла?
Другим названием процедуры дуговой сварки является SMAW (дуговая сварка защищенным металлом). Этот метод сварки является более старым по сравнению с другими типами. Тем не менее, это простая процедура, которая гарантирует вам прочные сварные швы.
Тем не менее, это простая процедура, которая гарантирует вам прочные сварные швы.
Изображение предоставлено: vespaburoks, Pixabay
Если вы используете сварку электродом, анод нагревается и расплавляет заготовку. Это специальный расходный стержень с флюсовым покрытием. Флюс помогает уменьшить опасность загрязнения, образуя экран вокруг сварных швов.
Тем не менее, большинство профессиональных сварщиков не используют электродуговую сварку, так как эта процедура производит слишком много тепла на тростниковых материалах. Вероятность выгорания высока. SMAW также представляет собой подход, при котором сварной шов остается со шлаком.
Какой метод сварки тонкого металла лучше всего?
Для сварки тонких металлических листов MIG и TIG являются лучшим вариантом. Оба прекрасно работают почти со всеми типами материалов. Тем не менее, если ваши металлические листы из алюминия или нержавеющей стали слишком тонкие, мы рекомендуем вам использовать метод TIG. Это потому, что это дает вам улучшенный контроль над тепловой мощностью.
Сварка MIG значительно удобнее в использовании. Большинство людей используют автоматизированных роботов для выполнения задачи. Однако сварка MIG не подходит, если у вас рыхлые листы.
Выберите свой идеальный метод сварки тонкого металла
Сварка тонкого металла не должна вас пугать. Это еще одна часть задачи, которую вы должны научиться осваивать и развивать свой опыт. Не каждый из нас каждый раз начинает сварку каждого типа металла безупречно.
Сварка требует практики, опыта и концентрации, чтобы выполнять ее хорошо. Кроме того, некоторые материалы гораздо труднее сваривать, чем другие.
Не забудьте потратить время и воспользоваться приведенными выше советами по сварке тонкого металла. Возникают ошибки. Однако эти советы сделают вас более продуктивными, если вы уделите поставленной задаче то внимание, которого она требует.
Рекомендуемое изображение: Studio 72, Shutterstock
- Уменьшение выгорания
- Внешний вид сварного шва
- Угол наклона горелки
- Защитный газ
- Как использовать сварочные аппараты для сварки MIG?
- Настройка стиля сварки
- Защитный газ A
- Выбор присадочного металла
- Угол наклона горелки
- Импульсный метод
- Как использовать аппараты TIG для сварки листового металла?
- Установите подходящую мощность и педаль
- Выберите правильный присадочный металл
- Некоторые основные подходы, используемые сварщиками TIG
- Как следует сваривать тонкий металл при сварке TIG?
- Сварка скипов
- Опорные стержни
- Конструкция соединения и сборки
- Как использовать сварочный аппарат для сварки тонкого металла?
- Какой метод сварки тонкого металла лучше всего?
- Выберите идеальный метод сварки тонкого металла
Ручная сварка листового металла? Вот Как!
Александр Берк
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Сварка листового металла с помощью сварочного аппарата немного сложнее, особенно при сварке тонких листов металла. Подвод тепла при сварке электродом, как правило, выше, чем при других процессах ручной сварки, так как же предотвратить выбросы и создать хороший сварной шов?
Сварка листового металла стержнем может выполняться путем сварки отрицательным электродом постоянного тока с током 20-40 А, что примерно соответствует наименьшей силе тока, которая все еще позволяет зажигать дугу . Подходящие электроды: E6011 для ржавых или окрашенных поверхностей или E6013 для чистых поверхностей. Диаметр стержня должен быть как можно тоньше, поэтому хорошим вариантом будут электроды диаметром 1/8 дюйма или 1/16 дюйма.
В этой статье я расскажу о пошаговом процессе сварки листового металла электродами, а также о электродах и настройках, которые могу порекомендовать. Будут дополнительные советы и пояснения, которые помогут вам лучше понять весь процесс. Так что, если я пробудил ваш интерес, продолжайте читать!
Когда использовать электродуговую сварку для листового металла
Для создания хорошего соединения между металлическими листами наиболее важна настройка. Сварка электродами, вообще говоря, представляет собой процесс сварки тупым предметом по сравнению со сваркой MIG или TIG. И если у вас есть полный спектр процессов на выбор, я бы посоветовал вам либо сварку TIG для более тонких листов металла, либо сварку MIG для сварки конструкционного типа. Вы можете прочитать об этом в других моих статьях о сварке TIG и сварке MIG.
Однако, если что-то из нижеперечисленного описывает вашу текущую ситуацию, то сварка электродом является вполне приемлемым вариантом:
- При ограниченном бюджете: Сварка электродом – отличный процесс для начинающих, и хотя результаты могут не соответствовать другим процессам сварки, требования не такие суровые, как в промышленности. Так что, будь то из-за удобства или по соображениям бюджета, если сварочный аппарат — это единственное, что у вас есть, используйте его. Отлично подходит для простого ремонта своими руками или людей, которым нравится испытывать возможности своих машин.
- В полевых условиях: Ручная сварка хороша с точки зрения простоты, портативности и чувствительности к неблагоприятным условиям окружающей среды, таким как ветер или высокая влажность из-за дождя (Слово или предупреждение: сварка непосредственно под дождем опасна и не рекомендуется! Я имею в виду открытый коровник, например, с сухим полом (об опасности поражения электрическим током читайте здесь). Для ремонта таких предметов, как ржавый забор или какое-либо сельскохозяйственное оборудование, дуговая сварка удобна в переноске и не требует дополнительного газа, только источник питания. И вполне прощает остатки краски и ржавчины на материале.
 Так что, будь то из-за удобства или по соображениям бюджета, если сварочный аппарат — это единственное, что у вас есть, используйте его. Отлично подходит для простого ремонта своими руками или людей, которым нравится испытывать возможности своих машин.
Так что, будь то из-за удобства или по соображениям бюджета, если сварочный аппарат — это единственное, что у вас есть, используйте его. Отлично подходит для простого ремонта своими руками или людей, которым нравится испытывать возможности своих машин. Так что, если вы по-прежнему полны решимости продолжать и считаете сварку электродами лучшим вариантом для текущей работы, позвольте мне дать вам пошаговый подход.
Выбор правильного электрода
Поскольку есть несколько вариантов, я бы рекомендовал стержень E6011 или E6013. Преимуществом этих электродов является высокое содержание целлюлозы в покрытии, что делает их удобными в использовании.
| Электрод | Приложение |
| E6011 | E6011 обычно используется в качестве универсального электрода для автомобильных кузовных мастерских и сельскохозяйственного оборудования из мягкой стали. Другие области применения включают судостроение, мосты, котлы, баржи, железнодорожные вагоны, трубы, рамы грузовиков, сосуды под давлением, резервуары для хранения и оцинкованную сталь. |
| E6013 | E6013 обычно используется для кузовов автомобилей, рам и кузовов грузовиков, декоративного железа, металлической мебели, сельскохозяйственных орудий, ограждений машин, резервуаров для хранения или везде, где важен или желателен внешний вид. |
Преимущество E6011 заключается в том, что вы получите меньший провис в сварном шве из-за более низкой скорости наплавки при использовании для сварки электродом. Однако по той же причине E6013 дает лучшие результаты при прогонке всего сварного шва от начала до конца. Высокая скорость осаждения позволяет ему проходить быстрее и снижает общее тепловложение по сравнению со стержнями E6011 или E6010.
Другим фактором является состояние свариваемого материала. Если на основном материале есть остатки краски или ржавчины, которые вы не можете очистить, лучшим выбором будет E6011. Помните, однако, что сварка грязных поверхностей приведет к худшим результатам. В частности, сварка поверх краски создает опасные пары, поэтому, если вы не можете этого предотвратить, создайте достаточную вентиляцию, чтобы уменьшить вред!
Что касается диаметра стержня: в идеале диаметр стержня должен быть меньше толщины листового металла. Удилище 1/16″ является хорошей отправной точкой. Однако с ними сложнее обращаться, чем с 1/8″. Преимущество малого диаметра заключается в том, что 1/16″ будет создавать дугу при гораздо меньших амперах и, следовательно, иметь меньший подвод тепла, что вызывает деформацию металлического листа.
Удилище 1/16″ является хорошей отправной точкой. Однако с ними сложнее обращаться, чем с 1/8″. Преимущество малого диаметра заключается в том, что 1/16″ будет создавать дугу при гораздо меньших амперах и, следовательно, иметь меньший подвод тепла, что вызывает деформацию металлического листа.
Настройка сварочного аппарата для сварки листового металла
Сварка листового металла Отрицательный электрод постоянного тока (DCEN) является наилучшей настройкой из-за более высокой скорости наплавки. А DCEP имеет более глубокое проникновение в основной материал, чего мы также хотели бы избежать. Таким образом, это означает, что мы присоединяем вилку зажима электрода к выходному отверстию с маркировкой «-» на сварочном аппарате.
Брэндон Лунд создал очень хорошее сравнительное видео, чтобы визуализировать различия между DCEN и DCEP для электродов 1/16″ (см. ниже). Он показывает разницу в проплавлении и лучшую текучесть электрода E6013 по сравнению с электродом E6011.
 youtube.com/embed/jj7uCglBFAc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Сравнительное видео для сварки листового металла DCEN и DCEP.
youtube.com/embed/jj7uCglBFAc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Сравнительное видео для сварки листового металла DCEN и DCEP.Относительно настроек: На упаковке электродов указана рекомендуемая сила тока. Однако, в зависимости от того, насколько тонкие листы, вы хотите соединиться. Даже более низкая настройка может привести к тому, что вы прожжете материал. Поэтому, если вы прожигаете материал, несмотря на достаточно быстрое перемещение электрода, рассмотрите возможность уменьшения настроек A до 20-40A.
В этот момент нужно найти золотую середину, где ваш сварочный аппарат все еще зажигает дугу, и минимально возможное количество тепла, чтобы не прожечь лист. К сожалению, из-за большого разнообразия оборудования я не могу быть более точным. Функция горячей дуги на вашем сварочном аппарате позволит вам начать с более низких настроек, поэтому это зависит от вашего аппарата.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Советы и устранение неполадок
- Электрод слишком сильно скручивается вверх и вниз: Поддерживайте электрод немного ближе к сварочной ванне или используйте наполовину использованные электроды, чтобы лучше попадать в цель.
- Дуга не зажигается: Попробуйте очистить поверхность материала или постепенно увеличивать силу тока.
- Прожигание сквозных отверстий: Быстрее перемещайте горелку или постепенно уменьшайте силу тока. Другими шагами являются получение меньшего диаметра электрода и уменьшение зазора между листами. Также попробуйте использовать метод сшивания листов. Этого подключения может быть достаточно для приложения. Снижение тепловложения с помощью меньшего размера сварного шва может очень помочь.
- Деформация листа: Хорошо прижмите лист к сварочному столу или другому прочному металлическому предмету. Зажатие поможет как в качестве механического противодавления, так и в качестве теплоотвода для поглощения энергии доступа. Рассмотрите возможность постепенного уменьшения настроек. Увеличьте скорость движения. Выберите стержень меньшего диаметра для электрода.

Заключительные мысли
Склеивание листового металла, особенно для более тонких листов, несколько сложнее по сравнению с альтернативными способами сварки TIG и сварки MIG. Однако я надеюсь, что статья побудила вас попробовать, так как это определенно возможно при правильной настройке. Скорее всего, результаты будут чуть менее презентабельными по сравнению с конкурентами, но шов должен быть прочным, и сварка электродом справится со своей задачей.
В случае частой сварки листового металла электродами, однако ваш сварочный аппарат не имеет функции горячего пуска, рассмотрите возможность модернизации до сварочного аппарата, который позволяет выполнять сварку в более «холодном» режиме.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки.
Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог.